The `@FF AD5M 0.25 nozzle` filament variants carried the base profile's
full printer list (AD5M/AD5M Pro/AD5X 0.4/0.6/0.8) instead of the 0.25
nozzle printers. Combined with base profiles that also listed the AD5X
0.4/0.6/0.8 printers already covered by dedicated `@FF AD5X` variants,
multiple presets with the same alias became compatible with the same
printer. The filament combobox keys presets by full name but displays
them by alias, so these surfaced as duplicate entries (e.g. "Flashforge
PLA Silk", "Flashforge ASA Basic" shown twice).
Fix the `compatible_printers` lists (data only, no settings changed):
- Repoint the 15 `@FF AD5M 0.25 nozzle` variants to the actual 0.25
nozzle printers (Adventurer 5M 0.25 + Adventurer 5M Pro 0.25).
- Remove the redundant AD5X 0.4/0.6/0.8 entries from the base profiles
where dedicated AD5X variants already exist.
- Bump Flashforge profile version to 02.04.00.02.
Each affected filament now resolves to exactly one preset per printer,
and the previously uncovered AD5M 0.25 nozzle printers gain coverage.
* Snapmaker U1: add 0.2mm and 0.8mm nozzle profiles
Add machine and process profiles for the Snapmaker U1's 0.2mm and
0.8mm nozzles, and complete the 0.6mm process lineup. Follows the
same data-only pattern used to add the 0.6 / 0.4+0.6 nozzles in
commit afc3756.
The U1 ships with 0.4, 0.4+0.6 and 0.6 nozzle options today; the 0.2
and 0.8 nozzles are supported hardware but have no profiles, so they
cannot be selected. This adds them the Orca-native way: per-nozzle
machine presets plus a model-file dropdown entry, with their process
profiles filtered in via compatible_printers.
Machine (2): lean presets inheriting fdm_U1, mirroring the existing
SM_U1_06 (0.6) preset and overriding only the per-nozzle values;
setting_ids SM_U1_02 / SM_U1_08.
Process (21): 2 per-nozzle commons (fdm_process_U1_0.2_common,
_0.8_common) holding the nozzle line widths, plus 19 profiles
(0.2: 8, 0.6: 6, 0.8: 5) that inherit their per-nozzle common and
carry their own layer height, matching upstream's factoring. The two
0.24 Standard profiles that shared id GP029 are split into
GP029_06_024 / GP029_08_024.
Model dropdown: machine/Snapmaker U1.json nozzle_diameter
"0.4;0.4+0.6;0.6" -> "0.2;0.4;0.4+0.6;0.6;0.8".
Vendor index: register the new presets in Snapmaker.json.
The existing 0.4 / 0.6 / 0.4+0.6 presets resolve identically before
and after. scripts/orca_extra_profile_check.py and the profile
validator both pass.
* chore(profiles): bump Snapmaker vendor version to 02.04.00.04
Bump the Snapmaker vendor config_version so existing installs pick up the new 0.2mm and 0.8mm U1 nozzle profiles. PresetUpdater only re-imports a vendor bundle when the shipped version is strictly greater than the cached one.
---------
Co-authored-by: ni4223 <ni4223@users.noreply.github.com>
Several Artillery and Flashforge machine profiles set the first-layer nozzle temperature with M104 (set, no wait) immediately before the purge/prime line. The purge then runs before the nozzle reaches temperature, so filament is extruded through a nozzle that is not yet hot enough to melt it. Changed M104 to M109 so the printer waits for the target temperature before purging.
Affected profiles:
- Artillery Sidewinder X3 Plus / X3 Pro / X4 Plus / X4 Pro (0.4 nozzle)
- Flashforge AD5X (0.25/0.4/0.6/0.8)
- Flashforge Adventurer 5M / 5M Pro (0.25/0.8 overrides + shared fdm_adventurer5m_common, which also covers the 0.4/0.6 variants via inheritance)
Refs #4337
Physical max-volumetric-speed test (belt #62 v4 asset) on the IR3 V2 with eSUN
PLA white: the wall stayed clean up to ~100 mm/s = ~20 mm3/s before
under-extrusion. The shipped cap of 10 mm3/s was ~half the real ceiling and
was silently throttling infill.
- eSUN PLA @IdeaFormer IR3 V2: filament_max_volumetric_speed 10 -> 20
- 0.20mm Standard @IdeaFormer IR3 V2: sparse_infill_speed 200 (~18 mm3/s at the
new cap, no longer throttled). Outer wall (45), PA (0.12), accel (1000)
unchanged — accuracy preserved.
- IdeaFormer.json version bump for profile-cache refresh.
Co-Authored-By: Claude Opus 4.8 <noreply@anthropic.com>
* feat: add support for 3MF file format in printer configurations and export options
* fix file extension
* enable 3mf for X Max 4
* disable use_3mf for X Plus 4
* Fixed an issue where `label_object_enabled` was not properly propagated to 3mf
* enable exclude object for Max 4
* remove hardcoded use 3mf for flashforge, move them to the new printer profiles config
Belt printers can't slice a tall vertical temperature tower. This adds a
belt-specific temperature-tower model — a row of discrete, individually
engraved provini laid along the belt, each printed at one temperature via
custom per-layer M104. Each provino is an inverted-L overhang that stresses
print quality, so the operator reads the best temperature off overhang
quality rather than a continuous ramp.
It is offered as a "Test model" choice in the temperature calibration dialog
(mirroring the Cornering test's selector), so users keep Joe's counter-rotated
sectioned tower as "Standard" and can pick this one as "Overhang":
- Calib_Params::test_model (existing field) carries the choice.
- Temp_Calibration_Dlg gets a Standard/Overhang radio.
- Plater::calib_temp belt branch: test_model 0 -> _calib_temp_belt_sectioned
(unchanged Standard path), 1 -> the discrete-provini Overhang path.
Assets: belt_temp_provino_unit.stl + belt_temp_tower_<start>_<end>.stl (6
ranges) + gen_belt_temp_tower.py (manifold engraving). Based on
belt/generic-calibrations. The Overhang path is HW-validated on the IdeaFormer
IR3 V2 (discrete M104 + engraved numbers); not re-validated since the rebase.
The IdeaFormer IR3 V2 End G-code ran `G28 ; home all`, which homes the
Z (belt) and Y (gantry) axes. On a belt printer Z is the conveyor, so
homing it runs the belt all the way back to origin, dragging the finished
part back under the gantry that G28 has just lowered — the head knocks the
print (reported by an IR3 V2 user; the `G1 Y50` lift came after the G28,
too late).
Replace the end sequence with a belt-safe one: switch to relative mode
(G91), lift the gantry for clearance, advance the belt forward one full
machine-depth (Z676, the 676 mm product depth) to eject the part and cycle
the belt surface clean, then home X only — never the Z/belt axis.
* Sync Elegoo profiles from ElegooSlicer
Update vendor Elegoo.json, filament/machine/process trees, and OrcaFilamentLibrary
Elegoo entries. Align machine default material names with existing filament preset names.
* feat: expose filament_name for G-code export filename format
Derive from filament_settings_id for the first active extruder and strip the suffix after @, matching ElegooSlicer so filename_format can use {filament_name}.
* chore: reorder Elegoo entries in OrcaFilamentLibrary
Group Elegoo @base profiles and bump library version to 02.03.02.62.
* sync OrcaFilamentLibrary.json with Elegoo filament profiles
* fix: clean up Elegoo process renamed_from for profile validation
Add single renamed_from only where preset names changed from legacy Orca
names; remove duplicate Rapid @System library entries that conflicted with
ECC2 vendor presets.
* fix(profiles): add missing Elegoo renamed_from for profile validation
CI custom-preset tests still inherit legacy Orca preset names that no
longer exist after the Elegoo bundle update. Add renamed_from on process,
Neptune 4 machines, OrcaFilamentLibrary filaments, and Giga profiles so
inherits resolve again, without changing print parameters.
* fix(profiles,elegoo): resolve renamed presets and CC2 SET_PRINT_STATS_INFO G-code
Resolve legacy preset names through renamed_from when validating presets and loading external projects. Add missing renamed_from aliases for Elegoo Giga process and OrcaFilamentLibrary filaments. Combine TOTAL_LAYER and CURRENT_LAYER in one SET_PRINT_STATS_INFO command on Centauri Carbon 2 (ECC2), Centauri (EC), and Centauri Carbon (ECC) 0.4 nozzle profiles.
* chore(profiles): bump Elegoo and OrcaFilamentLibrary profile versions
Refresh installed profile bundles after renamed_from aliases, CC2 SET_PRINT_STATS_INFO G-code, and Preset.cpp renamed preset resolution fixes.
* Add IdeaFormer IR3 V2 belt printer profile
Self-contained vendor profile for the IdeaFormer IR3 V2 (45 deg belt printer):
machine (0.4 nozzle) + 0.20mm process + Generic PLA/PETG filaments, with the
belt machine-frame transforms set explicitly on the machine preset
(belt_printer, belt_slice_rotation x/45/global, build_plate_tilt_x=45,
gcode_remap_x/y/z, gcode_shear_z=pos_tan, gcode_scale_y=inv_cos).
The vendor bundles its own machine/process commons (fdm_belt_common,
fdm_klipper_common, fdm_machine_common, fdm_process_common) on purpose:
OrcaSlicer resolves system-preset inheritance per-vendor, so a profile that
inherits the Custom vendor's commons cross-vendor fails to resolve its parent
and the whole IdeaFormer vendor silently fails to load. Bundling the commons
(and listing them in IdeaFormer.json in dependency order) keeps the vendor
self-contained, matching how every other vendor folder is structured.
Machine limits, bed temperature (75 C for belt PLA) and start/end G-code are
taken from a working IdeaFormer IR3 V2.
* feat(belt/profile): eSUN PLA @IdeaFormer IR3 V2 — HW-calibrated belt filament
Add an eSUN PLA belt profile for the IR3 V2, inheriting Generic PLA @IdeaFormer
IR3 V2 (self-contained: parent is in the same IdeaFormer vendor, registered
after it in filament_list). HW-calibrated on the IR3 V2:
- nozzle_temperature 200/200 (temp-tower calibration)
- pressure_advance 0.12 (PA calibration)
- filament_max_volumetric_speed 10 mm³/s (max-vol-speed calibration: wall
failed at 126 mm/s → 126 × 0.0798 mm³/mm ≈ 10 mm³/s)
* Fix junction deviation and jerk settings behavior
Process settings now follow the selected printer's junction deviation
configuration. When machine_max_junction_deviation is enabled,
default_junction_deviation is shown and jerk settings are hidden. When
junction deviation is disabled, jerk settings are restored and
default_junction_deviation is hidden.
Fix a validation issue where junction deviation mismatch warnings could
be reported even when machine_max_junction_deviation was set to 0.
Warnings now apply only when junction deviation is active and point
directly to default_junction_deviation.
Also simplify Motion ability page visibility checks by reusing local
firmware-flavor booleans.
* GUI tweak
- separate Junction Deviation segment
- JD and Jerk stay visible
* Fix SeeMeCNC Multicolor change
* Fixes for Support
Support fixes for .7 and 1.0 nozzles
* Fix Retractions
* FIX
* bump version
---------
Co-authored-by: SoftFever <softfeverever@gmail.com>
## Summary
Adds end-to-end Creality K-series (K2 / K2 Plus / K2 Pro) host support
to OrcaSlicer in a single bundle, per [@SoftFever's request to
consolidate](https://github.com/OrcaSlicer/OrcaSlicer/pull/13752#issuecomment-4560837450)
the previously stacked PRs. Three logically separable features, all
gated on `host_type=crealityprint`:
1. **LAN auto-discovery** — `Browse...` in the Physical Printer dialog
now finds K-series printers on the local network via a DNS-SD
meta-browser (per-device-unique service names
`_Creality-<MAC>._udp.local.`). Other host types unchanged.
2. **CFS filament sync** — `CrealityPrintAgent` (inheriting
`MoonrakerPrinterAgent`) queries the K-series WebSocket on `:9999` for
`boxsInfo`, maps loaded CFS slots to Orca filament presets, and
populates the Sidebar via the standard `fetch_filament_info` →
`build_ams_payload` path. Matches the shape of `MoonrakerPrinterAgent` /
`QidiPrinterAgent` / `SnapmakerPrinterAgent` per [the earlier review
feedback](https://github.com/OrcaSlicer/OrcaSlicer/pull/13752#discussion_r3278574545).
3. **K-series filament profiles** — system profiles for CR-PLA / CR-PETG
/ CR-ABS / CR-Silk / CR-TPU / CR-Nylon / CR-Wood / Hyper PLA / etc. on
K2 / K2 Plus / K2 Pro nozzle sizes (imported from CrealityPrint v7.1.0+,
normalised to OrcaSlicer profile conventions).
The previous stack base (#13291, *CrealityPrint as host type*, by
@imammedo) is **also bundled into this PR** since it's currently
conflicting with main and not moving. Happy to extract it back out if
@imammedo's PR is preferred to land first for attribution — let me know.
## What this PR is *not*
- **No new UI surfaces.** All three features hook into existing UI
(Browse button, Sidebar sync icon, filament dropdowns).
- **No phone-home / telemetry.** No Hark Tech endpoints, no licence
checks, no opt-in dialogs. Pure upstream feature work.
- **No K-series-specific Device tab.** Embedded WebView falls back to
Fluidd/Mainsail on `:4408`, same shape as the existing Moonraker
integration.
## Screenshots
Captured against a K2 Combo (F021, firmware v1.1.260206) on the v4 test
build:
| | |
|---|---|
| 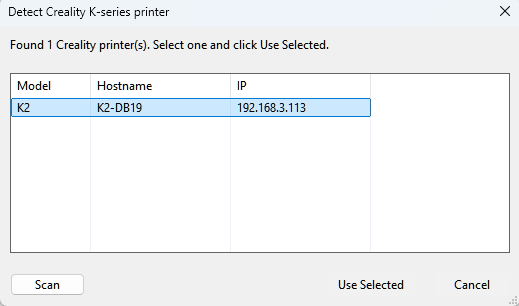
| **Discovery dialog** — `Browse...` flow on a `host_type=crealityprint`
printer. Click → ~5–10 s LAN scan → K2 found with model + hostname + IP.
|
| 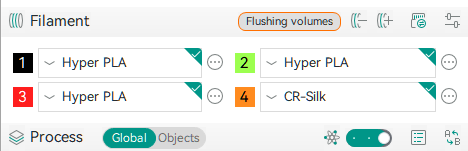
| **CFS filament sync** — Sidebar after clicking the sync icon: 4 slots
populate with the real loaded CFS spools (3× Hyper PLA + 1× CR-Silk). |
| 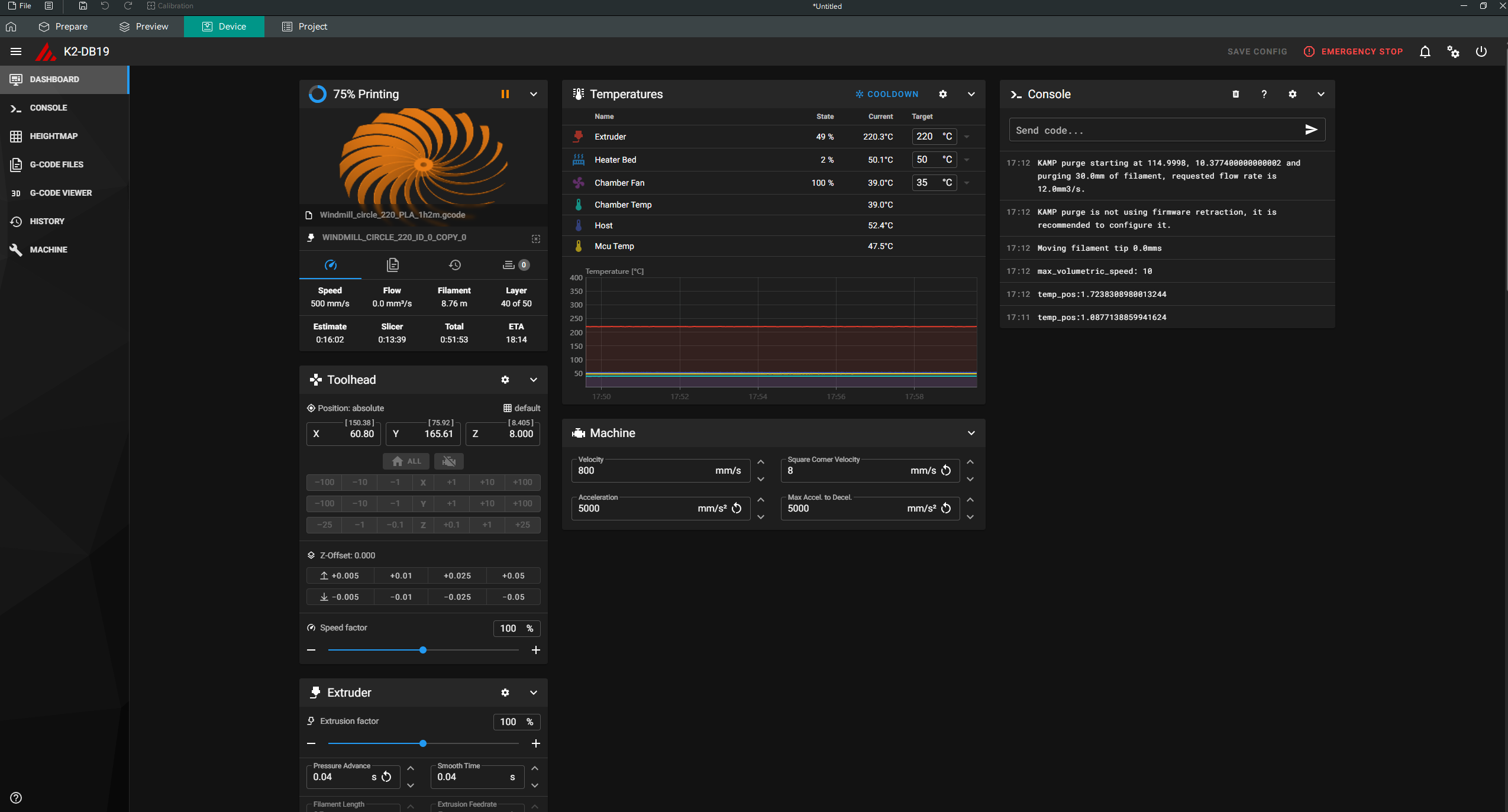
| **Device tab** — Mainsail loaded into the embedded WebView for
`host_type=crealityprint`, mid-print state visible. |
## What's added
### LAN discovery
- **`deps_src/mdns/`** — vendors
[mjansson/mdns](https://github.com/mjansson/mdns) (public domain) plus
Creality's `cxmdns` C++ wrapper from CrealityPrint v7.1.1 (AGPL-3.0,
compatible with OrcaSlicer's AGPL-3.0). Attribution in
`deps_src/mdns/NOTICE.md`.
- **`Utils/CrealityHostDiscovery.{hpp,cpp}`** — synchronous DNS-SD scan
+ per-host `GET /info` probe. Maps model codes `F008` / `F012` / `F021`
→ K2 Plus / K2 Pro / K2.
- **`GUI/CrealityDiscoveryDialog.{hpp,cpp}`** — modal `wxDialog` showing
Model / Hostname / IP for each discovered host.
- **`src/slic3r/CMakeLists.txt`** — adds `Iphlpapi.lib` and `Ws2_32.lib`
to `libslic3r_gui`'s MSVC link line (needed by `GetAdaptersAddresses` +
Winsock2 calls in vendored `mdns.c`).
### CFS filament sync
- **`Utils/CrealityPrintAgent.{hpp,cpp}`** — inherits
`MoonrakerPrinterAgent`, overrides `fetch_filament_info()` to query the
K-series WS protocol on `:9999`, build `AmsTrayData`, and call inherited
`build_ams_payload()`. No printer-specific code lives outside the agent.
- K2 Plus slot-state parser handles the three documented slot states
(`0` empty / `1` manually entered / `2` RFID-tagged) per [DaviBe92's
reverse-engineering docs](https://github.com/DaviBe92/k2-websocket-re).
### K-series filament profiles
- ~110 profile JSONs under `resources/profiles/Creality/filament/`
covering K2 / K2 Plus / K2 Pro × 0.2 / 0.4 / 0.6 / 0.8 nozzle combos ×
CR-PLA / CR-PETG / CR-ABS / CR-Silk / CR-TPU / CR-Nylon / CR-Wood /
Hyper PLA / Hyper PETG-GF / Hyper PLA-CF / etc.
- Imported from CrealityPrint v7.1.0; normalised to OrcaSlicer profile
conventions (tabs not spaces, no `{if !multicolor_method}` wrappers,
`filament_vendor: ["Creality"]` on Creality Generic profiles).
## Tester confirmations on the v4 test build
| Printer | Firmware | Result | Reporter |
|---|---|---|---|
| K2 Pro | v1.1.5.5 / CFS v1.4.2 | ✅ LAN discovery on #13752 test build
|
[@Requiem-MH](https://github.com/OrcaSlicer/OrcaSlicer/pull/13752#issuecomment-4495235225)
|
| K2 Pro | v1.1.5.5 / CFS v1.4.2 | ✅ CFS sync across 1-CFS, 2-CFS,
partial, full configurations |
[@Requiem-MH](https://github.com/OrcaSlicer/OrcaSlicer/pull/13744#issuecomment-4495230061)
|
| K2 Plus | v1.1.5.2 / CFS v1.2.2 | ✅ Slot-state fix resolves the
partial-sync regression |
[@DaviBe92](https://github.com/OrcaSlicer/OrcaSlicer/pull/13744#issuecomment-4499425852)
|
| K2 Plus | v1.1.5.5 / CFS v1.4.2 | ✅ All slots syncing correctly after
fix |
[@swilsonnc](https://github.com/OrcaSlicer/OrcaSlicer/pull/13744#issuecomment-4503273127)
|
| K2 Plus | (Reddit u/TrainAss) | ✅ Both PLA + PETG slots populated
correctly |
[@TrainAss](https://github.com/OrcaSlicer/OrcaSlicer/pull/13744#issuecomment-4503401664)
|
| K1C | (latest stock) | ✅ `boxsInfo` payload format compatible (4 slots
of generic PETG) |
[@JoveYu](https://github.com/OrcaSlicer/OrcaSlicer/pull/13744#issuecomment-4519036448)
|
## Known follow-ups (out of scope)
- **Snapmaker U1 regression**
([@TrainAss](https://github.com/OrcaSlicer/OrcaSlicer/pull/13744#issuecomment-4529350262)):
the v3 build also happened to sync filament from his U1; v4 regressed
this. The refactor only touches `htCrealityPrint`-gated code so this is
likely incidental — needs his config + logs to diagnose. Will follow up
in a separate issue once this lands.
- **Native Device tab for K-series**: deferred. Current Mainsail WebView
shim covers the common case.
- **#13581 (@hamham999) profile overlap**: confirmed minimal code
conflict (zero), profile-file overlap of ~204 files. Whichever PR lands
second rebases off the other.
## Test plan
- [x] Linux build clean on commit `<UPDATED AFTER BUILD>` (LXC 104, GCC
12, cmake)
- [x] MSVC link clean (manual VS 2026 / MSVC 14.51 build)
- [x] End-to-end on real hardware: K2 Combo, K2 Pro, K2 Plus, K1C
- [x] `host_type ≠ htCrealityPrint` paths unchanged — Bonjour fires for
OctoPrint, Flashforge picker fires for Flashforge, Moonraker / Qidi /
Snapmaker agents unchanged
- [x] Profile-validation CI green (was a separate Elegoo test-fixture
failure on main, not introduced by this PR)
Signed-off-by: Igor Mammedov <niallain@gmail.com>
Co-authored-by: Igor Mammedov <niallain@gmail.com>
Co-authored-by: grant0013 <grant@harktech.co.uk>
Co-authored-by: SoftFever <softfeverever@gmail.com>
Co-authored-by: hamham999 <hamham999@users.noreply.github.com>
Co-authored-by: Alys Andreollo <3528187+alysandreollo@users.noreply.github.com>
The SPARKX i7 machine presets shipped (via #13947) with a contributor's
LAN IP (http://10.10.1.39) hardcoded in print_host. Remove it to match
the K2/K2 Pro/K2 Plus presets, which carry no print_host key — LAN
discovery + the crealityprint agent populate the host at add-printer time.
This updates the SPARKX i7 from a "regular" klipper printer to use the
new CrealityPrinter agent, that talks to it's "supervisor" webserver
instead, and can use the native Creality features: CFS, filament
querying, filament remapping, etc...
* init
* update translations
* clarify warning for rebuild
* auto fill issue field on github with gathered system information
* add detection for linux package type
* fix build errors
* update
* update
* improve reading windows version
* add multi file support for zip and use timestamp on exported zip name
* fix errors
* fix errorz
* fix URL encoding
* fix CPU info
* use home or desktop as default location
* fix distro name on flatpak
* improve detecting local build on linux
* check package type on all platforms
* optimize margins
* improve monitor detection
* add support for adding text file to zip and add system info on export
* exclude user related info from config
* improve exporting profile info
* fix linux monitor info
* update
* update detecting monitor info
* Update TroubleshootDialog.cpp
* Update TroubleshootDialog.cpp
* Update TroubleshootDialog.cpp
* revert scaling and resolution detection for linux
* include project file to zip and notify after saving zip successfully saved
* improve monitor info on mac
* update
* improve packing selection menu
* update
* Update TroubleshootDialog.cpp
* Update TroubleshootDialog.cpp
* Update TroubleshootDialog.cpp
* Update TroubleshootDialog.cpp
* update
* update
* make hash clickable
* fix compatible process counting
* export profiles overview instead copying to clipboard
* auto restart app after cleaning system folder
---------
Co-authored-by: Noisyfox <timemanager.rick@gmail.com>
The CFS-aware filament sync resolves its agent via switch_printer_agent(),
which reads the preset's `printer_agent` field and falls back to "orca" when
unset -- so the K-series presets need printer_agent="crealityprint" (the id
registered by CrealityPrintAgent) in addition to host_type="crealityprint"
(classic PrintHost/LAN-discovery). Without printer_agent the Device-tab sync
defaults to the Orca agent and CFS sync doesn't engage. Set both on the
F008/F012/F021 models that supports_multi_color_print() covers (not K2 SE).
Both keys are in s_PhysicalPrinter_opts, so a new Physical Printer inherits
them from the preset.
Made small performance, safety, and readability improvements.
Now the logic is only called to move the build plate lower than the tallest object if the print_sequence is, "by object".
More precise checks to not move the plate beyond the maximum build volume.
{kind=link}
{kind=link}
{kind=link}