Merge branch 'main' of https://github.com/koppensb/OrcaSlicer
1
.github/FUNDING.yml
vendored
@@ -1,2 +1,3 @@
|
||||
github: SoftFever
|
||||
ko_fi: SoftFever
|
||||
custom: https://paypal.me/softfever3d
|
||||
|
||||
1
.github/workflows/build_all.yml
vendored
@@ -77,3 +77,4 @@ jobs:
|
||||
# bundle: orcaslicer.flatpak
|
||||
# manifest-path: flatpak/io.github.softfever.OrcaSlicer.yml
|
||||
# cache-key: flatpak-builder-${{ github.sha }}
|
||||
# cache: false
|
||||
5
.github/workflows/build_deps.yml
vendored
@@ -41,6 +41,10 @@ jobs:
|
||||
path: ${{ inputs.cache-path }}
|
||||
key: ${{ inputs.cache-key }}
|
||||
|
||||
- uses: lukka/get-cmake@latest
|
||||
with:
|
||||
cmakeVersion: "~3.28.0" # use most recent 3.28.x version
|
||||
|
||||
- name: setup dev on Windows
|
||||
if: inputs.os == 'windows-latest'
|
||||
uses: microsoft/setup-msbuild@v2
|
||||
@@ -72,7 +76,6 @@ jobs:
|
||||
if: inputs.os == 'macos-14'
|
||||
working-directory: ${{ github.workspace }}
|
||||
run: |
|
||||
brew install cmake
|
||||
brew install automake texinfo ninja libtool
|
||||
brew list
|
||||
mkdir -p ${{ github.workspace }}/deps/build_${{ inputs.arch }}
|
||||
|
||||
5
.github/workflows/build_orca.yml
vendored
@@ -36,6 +36,10 @@ jobs:
|
||||
key: ${{ inputs.cache-key }}
|
||||
fail-on-cache-miss: true
|
||||
|
||||
- uses: lukka/get-cmake@latest
|
||||
with:
|
||||
cmakeVersion: "~3.28.0" # use most recent 3.28.x version
|
||||
|
||||
- name: Get the version and date on Ubuntu and macOS
|
||||
if: inputs.os != 'windows-latest'
|
||||
run: |
|
||||
@@ -77,7 +81,6 @@ jobs:
|
||||
- name: Install tools mac
|
||||
if: inputs.os == 'macos-14'
|
||||
run: |
|
||||
brew install cmake
|
||||
brew install tree ninja libtool
|
||||
brew list
|
||||
mkdir -p ${{ github.workspace }}/deps/build_${{inputs.arch}}
|
||||
|
||||
38
.github/workflows/update-translation.yml
vendored
Normal file
@@ -0,0 +1,38 @@
|
||||
name: Update Translation Catalog
|
||||
on:
|
||||
# schedule:
|
||||
# - cron: 0 0 * * 1
|
||||
workflow_dispatch:
|
||||
|
||||
jobs:
|
||||
update_translation:
|
||||
name: Update translation
|
||||
runs-on: ubuntu-latest
|
||||
steps:
|
||||
- name: Checkout repository
|
||||
uses: actions/checkout@v4
|
||||
|
||||
- name: Setup Python
|
||||
uses: actions/setup-python@v5
|
||||
with:
|
||||
python-version: '3.12'
|
||||
|
||||
- name: Install gettext
|
||||
run: |
|
||||
sudo apt-get update
|
||||
sudo apt-get install -y gettext
|
||||
|
||||
- name: Update translation catalog
|
||||
run: |
|
||||
./run_gettext.sh --full
|
||||
git add localization/i18n/*
|
||||
|
||||
- name: Commit translation catalog updates
|
||||
uses: qoomon/actions--create-commit@v1
|
||||
id: commit
|
||||
with:
|
||||
message: Update translation catalog
|
||||
skip-empty: true
|
||||
|
||||
- name: Push changes
|
||||
run: git push
|
||||
1
.gitignore
vendored
@@ -34,3 +34,4 @@ src/OrcaSlicer-doc/
|
||||
/deps/DL_CACHE
|
||||
**/.flatpak-builder/
|
||||
resources/profiles/user/default
|
||||
OrcaSlicer.code-workspace
|
||||
|
||||
@@ -127,8 +127,11 @@ then
|
||||
if [[ -n "${BUILD_DEBUG}" ]]
|
||||
then
|
||||
# have to build deps with debug & release or the cmake won't find everything it needs
|
||||
mkdir deps/build/release
|
||||
cmake -S deps -B deps/build/release -G Ninja -DDESTDIR="../destdir" ${BUILD_ARGS}
|
||||
if [ ! -d "deps/build/release" ]
|
||||
then
|
||||
mkdir deps/build/release
|
||||
fi
|
||||
cmake -S deps -B deps/build/release -G Ninja -DDESTDIR="${PWD}/deps/build/destdir" -DDEP_DOWNLOAD_DIR="${PWD}/deps/DL_CACHE" ${BUILD_ARGS}
|
||||
cmake --build deps/build/release
|
||||
BUILD_ARGS="${BUILD_ARGS} -DCMAKE_BUILD_TYPE=Debug"
|
||||
fi
|
||||
|
||||
@@ -121,6 +121,9 @@ if (MSVC)
|
||||
# C4244: 'conversion' conversion from 'type1' to 'type2', possible loss of data. An integer type is converted to a smaller integer type.
|
||||
# C4267: The compiler detected a conversion from size_t to a smaller type.
|
||||
add_compile_options(/wd4244 /wd4267)
|
||||
# Disable warnings on comparison of unsigned and signed
|
||||
# C4018: signed/unsigned mismatch
|
||||
add_compile_options(/wd4018)
|
||||
endif ()
|
||||
|
||||
if (${CMAKE_CXX_COMPILER_ID} STREQUAL "AppleClang" AND ${CMAKE_CXX_COMPILER_VERSION} VERSION_GREATER 15)
|
||||
@@ -249,6 +252,22 @@ if (NOT MSVC AND ("${CMAKE_CXX_COMPILER_ID}" STREQUAL "GNU" OR "${CMAKE_CXX_COMP
|
||||
# On GCC and Clang, no return from a non-void function is a warning only. Here, we make it an error.
|
||||
add_compile_options(-Werror=return-type)
|
||||
|
||||
# Since some portions of code are just commented out or put under conditional compilation, there are
|
||||
# a bunch of warning related to unused functions and variables. Suppress those warnings to not pollute
|
||||
# compilers diagnostics output with warnings we not going to look at
|
||||
add_compile_options(-Wno-unused-function -Wno-unused-variable -Wno-unused-but-set-variable -Wno-unused-label -Wno-unused-local-typedefs)
|
||||
|
||||
# Ignore signed/unsigned comparison warnings
|
||||
add_compile_options(-Wno-sign-compare)
|
||||
|
||||
# The mismatch of tabs and spaces throughout the project can sometimes
|
||||
# cause this warning to appear even though the indentation is fine.
|
||||
# Some includes also cause the warning
|
||||
add_compile_options(-Wno-misleading-indentation)
|
||||
|
||||
# Disable warning if enum value does not have a corresponding case in switch statement
|
||||
add_compile_options(-Wno-switch)
|
||||
|
||||
# removes LOTS of extraneous Eigen warnings (GCC only supports it since 6.1)
|
||||
# https://eigen.tuxfamily.org/bz/show_bug.cgi?id=1221
|
||||
if("${CMAKE_CXX_COMPILER_ID}" MATCHES "Clang" OR CMAKE_CXX_COMPILER_VERSION VERSION_GREATER 6.0)
|
||||
@@ -295,6 +314,8 @@ if (SLIC3R_ASAN)
|
||||
set(CMAKE_EXE_LINKER_FLAGS "${CMAKE_EXE_LINKER_FLAGS} -fsanitize=address")
|
||||
set(CMAKE_SHARED_LINKER_FLAGS "${CMAKE_SHARED_LINKER_FLAGS} -fsanitize=address")
|
||||
set(CMAKE_MODULE_LINKER_FLAGS "${CMAKE_MODULE_LINKER_FLAGS} -fsanitize=address")
|
||||
else()
|
||||
add_compile_definitions(_DISABLE_STRING_ANNOTATION=1 _DISABLE_VECTOR_ANNOTATION=1)
|
||||
endif ()
|
||||
|
||||
if ("${CMAKE_CXX_COMPILER_ID}" STREQUAL "GNU")
|
||||
|
||||
32
README.md
@@ -4,6 +4,10 @@ Orca Slicer is an open source slicer for FDM printers.
|
||||
|
||||
 Join community: [OrcaSlicer Official Discord Server](https://discord.gg/P4VE9UY9gJ)
|
||||
|
||||
🚨🚨🚨Alert🚨🚨🚨: "orcaslicer.net" is **NOT** an our website and appears to be potentially malicious. The content there is AI-generated, which means it lacks genuine context and it's only purpose is to profit from ADs and worse: they can redirect download links to harmful sources. Please avoid downloading OrcaSlicer from this site, as the download links could be compromised at any time.
|
||||
The only official platforms for OrcaSlicer are the GitHub project page and the Discord channel mentioned above.
|
||||
I really value the OrcaSlicer community and appreciate all the social groups that have formed. However, it’s important to address that it’s harmful if any group falsely claims to be official or misleads its members. If you notice such a group or are part of one, please help by encouraging the group owner to add a clear disclaimer or by warning its members.
|
||||
|
||||
# Main features
|
||||
- Auto calibrations for all printers
|
||||
- Sandwich(inner-outer-inner) mode - an improved version of the `External perimeters first` mode
|
||||
@@ -13,6 +17,12 @@ Orca Slicer is an open source slicer for FDM printers.
|
||||
- More granular controls
|
||||
- More features can be found in [change notes](https://github.com/SoftFever/OrcaSlicer/releases/)
|
||||
|
||||
# Wiki
|
||||
The wiki below aims to provide a detailed explanation of the slicer settings, how to get the most out of them as well as how to calibrate and setup your printer.
|
||||
|
||||
The wiki is work in progress so bear with us while we get it up and running!
|
||||
|
||||
**[Access the wiki here](https://github.com/SoftFever/OrcaSlicer/wiki)**
|
||||
|
||||
# Download
|
||||
|
||||
@@ -110,27 +120,37 @@ Thank you! :)
|
||||
<tr>
|
||||
<td>
|
||||
<a href="https://peopoly.net/">
|
||||
<img src="SoftFever_doc\sponsor_logos\peopoly-standard-logo.png" alt="Peopoly" width="64" height="">
|
||||
<img src="SoftFever_doc\sponsor_logos\peopoly-standard-logo.png" alt="Peopoly" width="96" height="">
|
||||
</a>
|
||||
</td>
|
||||
<td>
|
||||
<a href="https://qidi3d.com/">
|
||||
<img src="SoftFever_doc\sponsor_logos\QIDI.png" alt="QIDI" width="64" height="">
|
||||
<img src="SoftFever_doc\sponsor_logos\QIDI.png" alt="QIDI" width="96" height="">
|
||||
</a>
|
||||
</td>
|
||||
<td>
|
||||
<a href="https://phrozen3d.com/">
|
||||
<img src="SoftFever_doc\sponsor_logos\Phrozen_Logo圓_.png" alt="Phrozen Technology" width="64" height="">
|
||||
<img src="SoftFever_doc\sponsor_logos\Phrozen_Logo圓_.png" alt="Phrozen Technology" width="96" height="">
|
||||
</a>
|
||||
</td>
|
||||
<td>
|
||||
<a href="https://bigtree-tech.com/">
|
||||
<img src="SoftFever_doc\sponsor_logos\BigTreeTech.png" alt="BIGTREE TECH" width="96" height="">
|
||||
</a>
|
||||
</td>
|
||||
</tr>
|
||||
</table>
|
||||
|
||||
### Backers:
|
||||
Ko-fi supporters: [Backers list](https://github.com/SoftFever/OrcaSlicer/files/14855600/sponsors.csv)
|
||||
**Ko-fi supporters**: [Backers list](https://github.com/user-attachments/files/16147016/Supporters_638561417699952499.csv)
|
||||
|
||||
## Support me
|
||||
<a href="https://github.com/sponsors/SoftFever"><img src="https://img.shields.io/static/v1?label=Sponsor&message=%E2%9D%A4&logo=GitHub&color=%23fe8e86" width="130"></a>
|
||||
|
||||
<a href="https://ko-fi.com/G2G5IP3CP"><img src="https://ko-fi.com/img/githubbutton_sm.svg" width="200"></a>
|
||||
|
||||
[](https://paypal.me/softfever3d)
|
||||
|
||||
Support me
|
||||
[](https://ko-fi.com/G2G5IP3CP)
|
||||
|
||||
## Some background
|
||||
OrcaSlicer is originally forked from Bambu Studio, it was previously known as BambuStudio-SoftFever.
|
||||
|
||||
BIN
SoftFever_doc/sponsor_logos/BigTreeTech.png
Normal file
{kind=link}
|
After Width: | Height: | Size: 13 KiB |
1
deps/OCCT/OCCT.cmake
vendored
@@ -22,6 +22,7 @@ orcaslicer_add_cmake_project(OCCT
|
||||
#-DUSE_FREETYPE=OFF
|
||||
-DUSE_FFMPEG=OFF
|
||||
-DUSE_VTK=OFF
|
||||
-DBUILD_DOC_Overview=OFF
|
||||
-DBUILD_MODULE_ApplicationFramework=OFF
|
||||
#-DBUILD_MODULE_DataExchange=OFF
|
||||
-DBUILD_MODULE_Draw=OFF
|
||||
|
||||
@@ -10,13 +10,20 @@
|
||||
1. [Max Volumetric speed](#Max-Volumetric-speed)
|
||||
2. [VFA]
|
||||
|
||||
**NOTE**: After completing the calibration process, remember to create a new project in order to exit the calibration mode.
|
||||
**NOTE2**: @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
|
||||
> [!IMPORTANT]
|
||||
> After completing the calibration process, remember to create a new project in order to exit the calibration mode.
|
||||
|
||||
> [!TIP]
|
||||
> @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
|
||||
|
||||
# Flow rate
|
||||
##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
|
||||

|
||||
----------------------------------------
|
||||
> [!WARNING]
|
||||
> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.
|
||||
>
|
||||
> 
|
||||
|
||||

|
||||
|
||||
Calibrating the flow rate involves a two-step process.
|
||||
Steps
|
||||
1. Select the printer, filament, and process you would like to use for the test.
|
||||
@@ -26,7 +33,7 @@ Steps
|
||||
|
||||
|
||||
|
||||
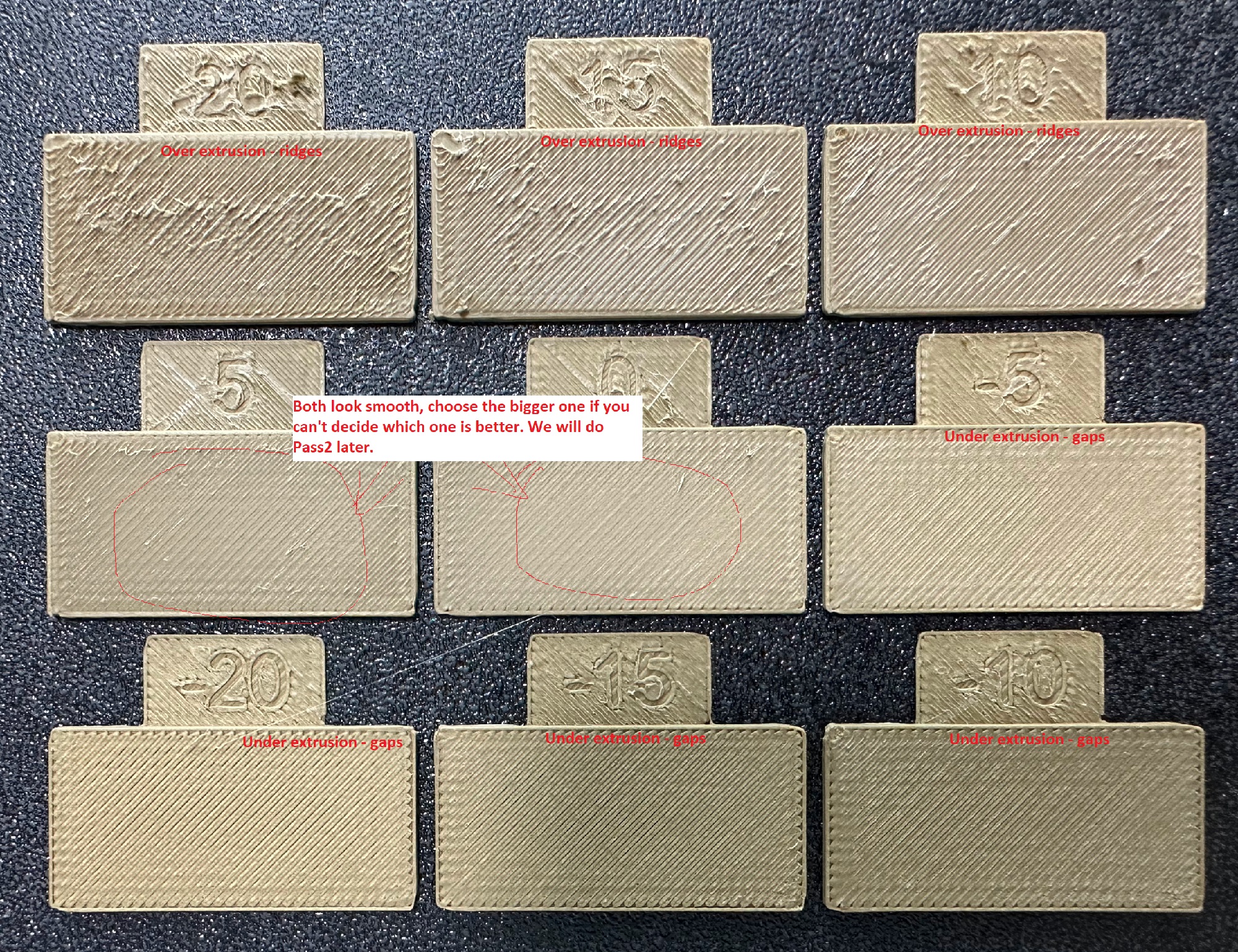
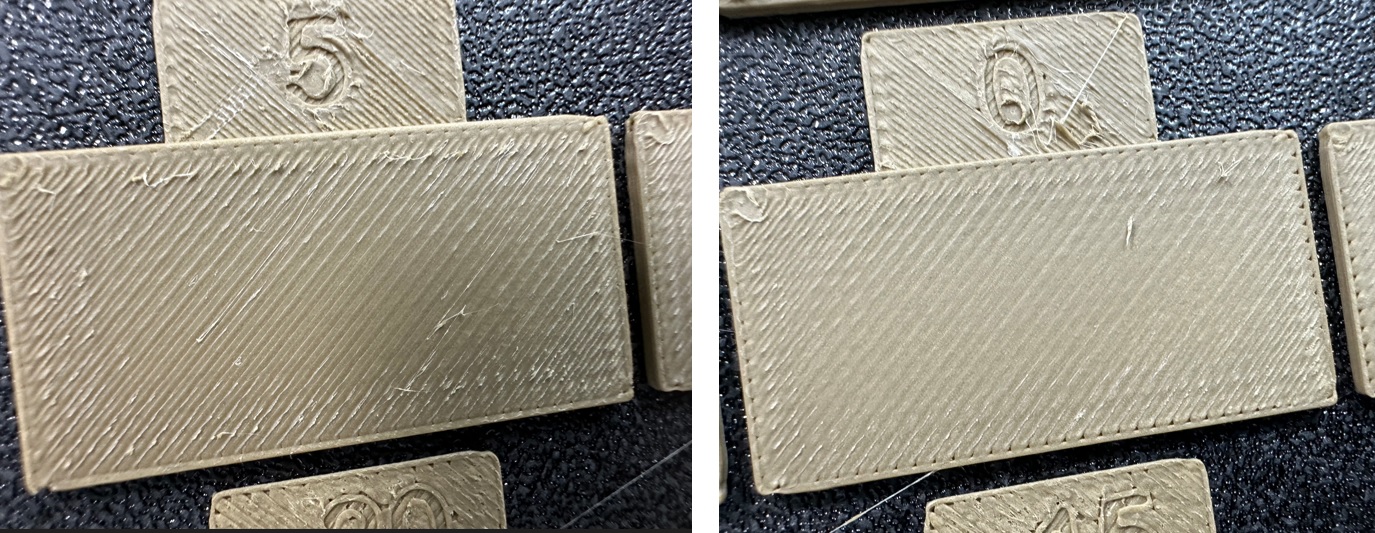
5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`. ** Remember** to save the filament profile.
|
||||
5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`.** Remember** to save the filament profile.
|
||||
6. Perform the `Pass 2` calibration. This process is similar to `Pass 1`, but a new project with ten blocks will be generated. The flow rate modifiers for this project will range from `-9 to 0`.
|
||||
7. Repeat steps 4 and 5. In this case, if your previous flow ratio was 1.029 and you selected the block with a flow rate modifier of -6, the new value should be calculated as follows: `1.029x(100-6)/100 = 0.96726`. ** Remember ** to save the filament profile.
|
||||

|
||||
@@ -35,9 +42,15 @@ Steps
|
||||
|
||||
# Pressure Advance
|
||||
|
||||
Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
|
||||
##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.*
|
||||

|
||||
Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
|
||||
|
||||
> [!WARNING]
|
||||
> For Marlin: Linear advance must be enabled in firmware (M900). **Not all printers have it enabled by default.**
|
||||
|
||||
> [!WARNING]
|
||||
> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.
|
||||
>
|
||||
> 
|
||||
|
||||
### Line method
|
||||
|
||||
@@ -126,7 +139,8 @@ You can also return to OrcaSlicer in the "Preview" tab, make sure the color sche
|
||||
|
||||

|
||||
|
||||
#### *NOTE You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.*
|
||||
> [!NOTE]
|
||||
> You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.
|
||||
|
||||
***
|
||||
*Credits:*
|
||||
|
||||
40
doc/Home.md
@@ -1,8 +1,38 @@
|
||||
Welcome to the OrcaSlicer WIKI!
|
||||
# Welcome to the OrcaSlicer WIKI!
|
||||
|
||||
We have divided it roughly into the following pages:
|
||||
Orca slicer is a powerful open source slicer for FFF (FDM) 3D Printers. This wiki page aims to provide an detailed explanation of the slicer settings, how to get the most out of them as well as how to calibrate and setup your printer.
|
||||
|
||||
- [Calibration](./Calibration)
|
||||
- [Print settings](./Print-settings)
|
||||
The Wiki is work in progress so bear with us while we get it up and running!
|
||||
|
||||
## Print Settings, Tips and Tricks (Work In Progress)
|
||||
The below sections provide a detailed settings explanation as well as tips and tricks in setting these for optimal print results.
|
||||
|
||||
### Quality Settings
|
||||
- [Layer Height Settings](quality_settings_layer_height)
|
||||
- [Line Width Settings](quality_settings_line_width)
|
||||
- [Seam Settings](quality_settings_seam)
|
||||
- [Precise wall](Precise-wall)
|
||||
|
||||
### Speed Settings
|
||||
- [Extrusion rate smoothing](extrusion-rate-smoothing)
|
||||
|
||||
### Multi material
|
||||
- [Single Extruder Multimaterial](semm)
|
||||
|
||||
### Printer Settings:
|
||||
- [Air filtration/Exhaust fan handling](air-filtration)
|
||||
- [Auxiliary fan handling](Auxiliary-fan)
|
||||
- [Chamber temperature control](chamber-temperature)
|
||||
- [Adaptive Bed Mesh](adaptive-bed-mesh)
|
||||
- [Using different bed types in Orca](bed-types)
|
||||
- [Pellet Printers (pellet flow coefficient)](pellet-flow-coefficient)
|
||||
|
||||
## Printer Calibration
|
||||
The guide below takes you through the key calibration tests in Orca - flow rate, pressure advance, print temperature, retraction, tolerances and maximum volumetric speed
|
||||
- [Calibration Guide](./Calibration)
|
||||
- [Adaptive Pressure Advance Guide](adaptive-pressure-advance)
|
||||
|
||||
## Developer Section
|
||||
- [How to build Orca Slicer](./How-to-build)
|
||||
- [Developer Reference](./developer-reference/Home)
|
||||
- [Localization and translation guide](Localization_guide)
|
||||
- [Developer Reference](https://github.com/SoftFever/OrcaSlicer/blob/main/doc/developer-reference/Home.md)
|
||||
|
||||
176
doc/adaptive-pressure-advance.md
Normal file
@@ -0,0 +1,176 @@
|
||||
# Adaptive Pressure Advance
|
||||
|
||||
This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
|
||||
This wiki page aims to explain how this feature works, the prerequisites required to get the most out of it as well as how to calibrate it and set it up.
|
||||
|
||||
## Settings Overview
|
||||
|
||||
This feature introduces the below options under the filament settings:
|
||||
|
||||
1. **Enable adaptive pressure advance:** This is the on/off setting switch for adaptive pressure advance.
|
||||
2. **Enable adaptive pressure advance for overhangs:** Enable adaptive PA for overhangs as well as when flow changes within the same feature. This is an experimental option because if the PA profile is not set accurately, it will cause uniformity issues on the external surfaces before and after overhangs. It is recommended to start with this option switched off and enable it after the core adaptive pressure advance feature is calibrated correctly.
|
||||
3. **Pressure advance for bridges:** Sets the desired pressure advance value for bridges. Set it to 0 to disable this feature. Experiments have shown that a lower PA value when printing bridges helps reduce the appearance of slight under extrusion immediately after a bridge, which is caused by the pressure drop in the nozzle when printing in the air. Therefore, a lower pressure advance value helps counteract this. A good starting point is approximately half your usual PA value.
|
||||
4. **Adaptive pressure advance measurements:** This field contains the calibration values used to generate the pressure advance profile for the nozzle/printer. Input sets of pressure advance (PA) values and the corresponding volumetric flow speeds and accelerations they were measured at, separated by a comma. Add one set of values per line. More information on how to calibrate the model follows in the sections below.
|
||||
5. **Pressure advance:** The old field is still needed and is required to be populated with a PA value. A “good enough” median PA value should be entered here, as this will act as a fallback value when performing tool changes, printing a purge/wipe tower for multi-color prints as well as a fallback in case the model fails to identify an appropriate value (unlikely but it’s the ultimate backstop).
|
||||
|
||||
<img width="452" alt="Adaptive PA settings" src="https://github.com/user-attachments/assets/68c46885-54c7-4123-afa0-762d3995185f">
|
||||
|
||||
|
||||
## Pre-Requisites
|
||||
|
||||
This feature has been tested with Klipper-based printers. While it may work with Marlin or Bambu lab printers, it is currently untested with them. It shouldn’t adversely affect the machine; however, the quality results from enabling it are not validated.
|
||||
|
||||
**Older versions of Klipper used to stutter when pressure advance was changed while the toolhead was in motion. This has been fixed with the latest Klipper firmware releases. Therefore, make sure your Klipper installation is updated to the latest version before enabling this feature, in order to avoid any adverse quality impacts.**
|
||||
|
||||
Klipper firmware released after July 11th, 2024 (version greater than approximately v0.12.0-267) contains the above fix and is compatible with adaptive pressure advance. If you are upgrading from an older version, make sure you update both your Klipper installation as well as reflash the printer MCU’s (main board and toolhead board if present).
|
||||
|
||||
## Use case (what to expect)
|
||||
|
||||
Following experimentation, it has been noticed that the optimal pressure advance value is less:
|
||||
|
||||
1. The faster you print (hence the higher the volumetric flow rate requested from the toolhead).
|
||||
2. The larger the layer height (hence the higher the volumetric flow rate requested from the toolhead).
|
||||
3. The higher the print acceleration is.
|
||||
|
||||
What this means is that we never get ideal PA values for each print feature, especially when they vary drastically in speed and acceleration. We can tune PA for a faster print speed (flow) but compromise on corner sharpness for slower speeds or tune PA for corner sharpness and deal with slight corner-perimeter separation in faster speeds. The same goes for accelerations as well as different layer heights.
|
||||
|
||||
This compromise usually means that we settle for tuning an "in-between" PA value between slower external features and faster internal features so we don't get gaps, but also not get too much bulging in external perimeters.
|
||||
|
||||
**However, what this also means is that if you are printing with a single layer height, single speed, and acceleration, there is no need to enable this feature.**
|
||||
|
||||
Adaptive pressure advance aims to address this limitation by implementing a completely different method of setting pressure advance. **Following a set of PA calibration tests done at different flow rates (speeds and layer heights) and accelerations, a pressure advance model is calculated by the slicer.** Then that model is used to emit the best fit PA for any arbitrary feature flow rate (speed) and acceleration used in the print process.
|
||||
|
||||
In addition, it means that you only need to tune this feature once and print across different layer heights with good PA performance.
|
||||
|
||||
Finally, if during calibration you notice that there is little to no variance between the PA tests, this feature is redundant for you. **From experiments, high flow nozzles fitted on high-speed core XY printers appear to benefit the most from this feature as they print with a larger range of flow rates and at a larger range of accelerations.**
|
||||
|
||||
### Expected results:
|
||||
|
||||
With this feature enabled there should be absolutely no bulge in the corners, just the smooth rounding caused by the square corner velocity of your printer.
|
||||

|
||||
In addition, seams should appear smooth with no bulging or under extrusion.
|
||||

|
||||
Solid infill should have no gaps, pinholes, or separation from the perimeters.
|
||||

|
||||
Compared to with this feature disabled, where the internal solid infill and external-internal perimeters show signs of separation and under extrusion, when PA is tuned for optimal external perimeter performance as shown below.
|
||||

|
||||
|
||||
|
||||
## How to calibrate the adaptive pressure advance model
|
||||
|
||||
### Defining the calibration sets
|
||||
|
||||
Firstly, it is important to understand your printer speed and acceleration limits in order to set meaningful boundaries for the calibrations:
|
||||
|
||||
1. **Upper acceleration range:** Do not attempt to calibrate adaptive PA for an acceleration that is larger than what the Klipper input shaper calibration tool recommends for your selected shaper. For example, if Klipper recommends an EI shaper with 4k maximum acceleration for your slowest axis (usually the Y axis), don’t calibrate adaptive PA beyond that value. This is because after 4k the input shaper smoothing is magnified and the perimeter separations that appear like PA issues are caused by the input shaper smoothing the shape of the corner. Basically, you’d be attempting to compensate for an input shaper artefact with PA.
|
||||
2. **Upper print speed range:** The Ellis PA pattern test has been proven to be the most efficient and effective test to run to calibrate adaptive PA. It is fast and allows for a reasonably accurate and easy-to-read PA value. However, the size of the line segments is quite small, which means that for the faster print speeds and slower accelerations, the toolhead will not be able to reach the full flow rate that we are calibrating against. It is therefore generally not recommended to attempt calibration with a print speed of higher than ~200-250mm/sec and accelerations slower than 1k in the PA pattern test. If your lowest acceleration is higher than 1k, then proportionally higher maximum print speeds can be used.
|
||||
|
||||
**Remember:** With the calibration process, we aim to create a PA – Flow Rate – Acceleration profile for the toolhead. As we cannot directly control flow rate, we use print speed as a proxy (higher speed -> higher flow).
|
||||
|
||||
With the above in mind, let’s create a worked example to identify the optimal number of PA tests to calibrate the adaptive PA model.
|
||||
|
||||
**The below starting points are recommended for the majority of Core XY printers:**
|
||||
|
||||
1. **Accelerations:** 1k, 2k, 4k
|
||||
2. **Print speeds:** 50mm/sec, 100mm/sec, 150mm/sec, 200mm/sec.
|
||||
|
||||
**That means we need to run 3x4 = 12 PA tests and identify the optimal PA for them.**
|
||||
|
||||
Finally, if the maximum acceleration given by input shaper is materially higher than 4k, run a set of tests with the higher accelerations. For example, if input shaper allows a 6k value, run PA tests as below:
|
||||
|
||||
1. **Accelerations:** 1k, 2k, 4k, 6k
|
||||
2. **Print speeds:** 50mm/sec, 100mm/sec, 150mm/sec, 200mm/sec.
|
||||
|
||||
Similarly, if the maximum value recommended is 12k, run PA tests as below:
|
||||
|
||||
1. **Accelerations:** 1k, 2k, 4k, 8k, 12k
|
||||
2. **Print speeds:** 50mm/sec, 100mm/sec, 150mm/sec, 200mm/sec.
|
||||
|
||||
So, at worst case you will need to run 5x4 = 20 PA tests if your printer acceleration is on the upper end! In essence, you want enough granularity of data points to create a meaningful model while also not overdoing it with the number of tests. So, doubling the speed and acceleration is a good compromise to arrive at the optimal number of tests.
|
||||
For this example, let’s assume that the baseline number of tests is adequate for your printer:
|
||||
|
||||
1. **Accelerations:** 1k, 2k, 4k
|
||||
2. **Print speeds:** 50mm/sec, 100mm/sec, 150mm/sec, 200mm/sec.
|
||||
|
||||
We, therefore, need to run 12 PA tests as below:
|
||||
|
||||
**Speed – Acceleration**
|
||||
1. 50 – 1k
|
||||
2. 100 – 1k
|
||||
3. 150 – 1k
|
||||
4. 200 – 1k
|
||||
5. 50 – 2k
|
||||
6. 100 – 2k
|
||||
7. 150 – 2k
|
||||
8. 200 – 2k
|
||||
9. 50 – 4k
|
||||
10. 100 – 4k
|
||||
11. 150 – 4k
|
||||
12. 200 – 4k
|
||||
|
||||
### Identifying the flow rates from the print speed
|
||||
|
||||
As mentioned earlier, **the print speed is used as a proxy to vary the extrusion flow rate**. Once your PA test is set up, change the gcode preview to “flow” and move the horizontal slider over one of the herringbone patterns and take note of the flow rate for different speeds.
|
||||

|
||||
|
||||
|
||||
### Running the tests
|
||||
|
||||
Setup your PA test as usual from the calibration menu in Orca slicer. It is recommended that the PA step is set to a small value, to allow you to make meaningful distinctions between the different tests – **therefore a PA step value of 0.001 is recommended. **
|
||||
|
||||
**Set the end PA to a value high enough to start showing perimeter separation for the lowest flow (print speed) and acceleration test.** For example, for a Voron 350 using Revo HF, the maximum value was set to 0.05 as that was sufficient to show perimeter separation even at the slowest flow rates and accelerations.
|
||||
|
||||
**If the test is too big to fit on the build plate, increase your starting PA value or the PA step value accordingly until the test can fit.** If the lowest value becomes too high and there is no ideal PA present in the test, focus on increasing the PA step value to reduce the number of herringbones printed (hence the size of the print).
|
||||
|
||||
<img width="402" alt="PA calibration parameters" src="https://github.com/user-attachments/assets/b411dc30-5556-4e7c-8c40-5279d3074eae">
|
||||
|
||||
Once setup, your PA test should look like the below:
|
||||
|
||||
<img width="437" alt="PA calibration test 1" src="https://github.com/user-attachments/assets/1e6159fe-c3c5-4480-95a1-4383f1fae422">
|
||||
<img width="437" alt="Pa calibration test 2" src="https://github.com/user-attachments/assets/c360bb18-a97a-4f37-b5a3-bb0c67cac2b6">
|
||||
|
||||
Now input your identified print speeds and accelerations in the fields above and run the PA tests.
|
||||
|
||||
**IMPORTANT:** Make sure your acceleration values are all the same in all text boxes. Same for the print speed values and Jerk (XY) values. Make sure your Jerk value is set to the external perimeter jerk used in your print profiles.
|
||||
Now run the tests and note the optimal PA value, the flow, and the acceleration. You should produce a table like this:
|
||||
|
||||
<img width="452" alt="calibration table" src="https://github.com/user-attachments/assets/9451e8e4-352f-4cfc-b835-dffa4420d580">
|
||||
|
||||
Concatenate the PA value, the flow value, and the acceleration value into the final comma-separated sets to create the values entered in the model as shown above.
|
||||
|
||||
**You’re now done! The PA profile is created and calibrated!**
|
||||
|
||||
Remember to paste the values in the adaptive pressure advance measurements text box as shown below, and save your filament profile.
|
||||
|
||||
<img width="452" alt="pa profile" src="https://github.com/user-attachments/assets/e6e61d1b-e422-4a6a-88ff-f55e10f79900">
|
||||
|
||||
|
||||
### Tips
|
||||
|
||||
#### Model input:
|
||||
|
||||
The adaptive PA model built into the slicer is flexible enough to allow for as many or as few increments of flow and acceleration as you want. Ideally, you want at a minimum 3x data points for acceleration and flow in order to create a meaningful model.
|
||||
|
||||
However, if you don’t want to calibrate for flow, just run the acceleration tests and leave flow the same for each test (in which case you’ll input only 3 rows in the model text box). In this case, flow will be ignored when the model is used.
|
||||
|
||||
Similarly for acceleration – in the above example you’ll input only 4 rows in the model text box, in which case acceleration will be ignored when the model is used.
|
||||
|
||||
**However, make sure a triplet of values is always provided – PA value, Flow, Acceleration.**
|
||||
|
||||
#### Identifying the right PA:
|
||||
|
||||
Higher acceleration and higher flow rate PA tests are easier to identify the optimal PA as the range of “good” values is much narrower. It’s evident where the PA is too large, as gaps start to appear in the corner and where PA is too low, as the corner starts bulging.
|
||||
|
||||
However, the lower the flow rate and accelerations are, the range of good values is much wider. Having examined the PA tests even under a microscope, what is evident, is that if you can’t distinguish a value as being evidently better than another (i.e. sharper corner with no gaps) with the naked eye, then both values are correct. In which case, if you can’t find any meaningful difference, simply use the optimal values from the higher flow rates.
|
||||
|
||||
- **Too high PA**
|
||||
|
||||

|
||||
|
||||
- **Too low PA**
|
||||
|
||||

|
||||
|
||||
- **Optimal PA**
|
||||
|
||||

|
||||
@@ -2,5 +2,5 @@
|
||||
|
||||
This is a documentation from someone exploring the code and is by no means complete or even completely accurate. Please edit the parts you might find inaccurate. This is probably going to be helpful nonetheless.
|
||||
|
||||
- [Preset, PresetBundle and PresetCollection](./Preset-and-bundle)
|
||||
- [Plater, Sidebar, Tab, ComboBox](./plater-sidebar-tab-combobox)
|
||||
- [Preset, PresetBundle and PresetCollection](https://github.com/SoftFever/OrcaSlicer/blob/main/doc/developer-reference/Preset-and-bundle.md)
|
||||
- [Plater, Sidebar, Tab, ComboBox](https://github.com/SoftFever/OrcaSlicer/blob/main/doc/developer-reference/plater-sidebar-tab-combobox.md)
|
||||
|
||||
17
doc/print_settings/quality/quality_settings_layer_height.md
Normal file
@@ -0,0 +1,17 @@
|
||||
# Layer Height
|
||||
|
||||
This setting controls how tall each printed layer will be. Typically, a smaller layer height produces a better-looking part with less jagged edges, especially around curved sections (like the top of a sphere). However, lower layer heights mean more layers to print, proportionally increasing print time.
|
||||
|
||||
### Tips:
|
||||
1. **The optimal layer height depends on the size of your nozzle**. The set layer height must not be taller than 80% of the diameter of the nozzle, else there is little "squish" between the printed layer and the layer below, leading to weaker parts.
|
||||
|
||||
2. While technically there is no limit to how small a layer height one can use, **typically most printers struggle to print reliably with a layer height that is smaller than 20% of the nozzle diameter**. This is because with smaller layer heights, less material is extruded per mm and, at some point, the tolerances of the extruder system result in variations in the flow to such an extent that visible artifacts occur, especially if printing at high speeds.
|
||||
|
||||
For example, it is not uncommon to see "fish scale" type patterns on external walls when printing with a 0.4 mm nozzle at 0.08 mm layer height at speeds of 200mm/sec+. If you observe that pattern, simply increase your layer height to 30% of your nozzle height and/or slow down the print speed considerably.
|
||||
|
||||
# First Layer Height
|
||||
|
||||
This setting controls how tall the first layer of the print will be. Typically, this is set to 50% of the nozzle width for optimal bed adhesion.
|
||||
|
||||
### Tip:
|
||||
A thicker first layer is more forgiving to slight variations to the evenness of the build surface, resulting in a more uniform, visually, first layer. Set it to 0.25mm for a 0.4mm nozzle, for example, if your build surface is uneven or your printer has a slightly inconsistent z offset between print runs. However, as a rule of thumb, try not to exceed 65% of the nozzle width so as to not compromise bed adhesion too much.
|
||||
43
doc/print_settings/quality/quality_settings_line_width.md
Normal file
@@ -0,0 +1,43 @@
|
||||
# Line Width
|
||||
|
||||
These settings control how wide the extruded lines are.
|
||||
|
||||
- **Default**: The default line width in mm or as a percentage of the nozzle size.
|
||||
|
||||
- **First Layer**: The line width of the first layer. Typically, this is wider than the rest of the print, to promote better bed adhesion. See tips below for why.
|
||||
|
||||
- **Outer Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s external wall perimeters.
|
||||
|
||||
- **Inner Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal wall perimeters.
|
||||
|
||||
- **Top Surface**: The line width in mm or as a percentage of the nozzle size used when printing the model’s top surface.
|
||||
|
||||
- **Sparse Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s sparse infill.
|
||||
|
||||
- **Internal Solid Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal solid infill.
|
||||
|
||||
- **Support**: The line width in mm or as a percentage of the nozzle size used when printing the model’s support structures.
|
||||
|
||||
|
||||
## Tips:
|
||||
1. **Typically, the line width will be anything from 100% up to 150% of the nozzle width**. Due to the way the slicer’s flow math works, a 100% line width will attempt to extrude slightly “smaller” than the nozzle size and when squished onto the layer below will match the nozzle orifice. You can read more on the flow math here: [Flow Math](https://manual.slic3r.org/advanced/flow-math).
|
||||
|
||||
2. **For most cases, the minimum acceptable recommended line width is 105% of the nozzle diameter**, typically reserved for the outer walls, where greater precision is required. A wider line is less precise than a thinner line.
|
||||
|
||||
3. **Wider lines provide better adhesion to the layer below**, as the material is squished more with the previous layer. For parts that need to be strong, setting this value to 120-150% of the nozzle diameter is recommended and has been experimentally proven to significantly increase part strength.
|
||||
|
||||
4. **Wider lines improve step over and overhang appearance**, i.e., the overlap of the currently printed line to the surface below. So, if you are printing models with overhangs, setting a larger external perimeter line width will improve the overhang’s appearance to an extent.
|
||||
|
||||
5. **For top surfaces, typically a value of ~100%-105% of the nozzle width is recommended** as it provides the most precision, compared to a wider line.
|
||||
|
||||
6. **For external walls, you need to strike a balance between precision and step over and, consequently, overhang appearance.** Typically these values are set to ~105% of nozzle diameter for models with limited overhangs up to ~120% for models with more significant overhangs.
|
||||
|
||||
7. **For internal walls, you typically want to maximize part strength**, so a good starting point is approximately 120% of the nozzle width, which gives a good balance between print speed, accuracy, and material use. However, depending on the model, larger or smaller line widths may make sense in order to reduce gap fill and/or line width variations if you are using Arachne.
|
||||
|
||||
8. **Don’t feel constrained to have wider internal wall lines compared to external ones**. While this is the default for most profiles, for models where significant overhangs are present, printing wider external walls compared to the internal ones may yield better overhang quality without increasing material use!
|
||||
|
||||
9. **For sparse infill, the line width also affects how dense, visually, the sparse infill will be.** The sparse infill aims to extrude a set amount of material based on the percentage infill selected. When increasing the line width, the space between the sparse infill extrusions is larger in order to roughly maintain the same material usage. Typically for sparse infill, a value of 120% of nozzle diameter is a good starting point.
|
||||
|
||||
10. **For supports, using 100% or less line width will make the supports weaker** by reducing their layer adhesion, making them easier to remove.
|
||||
|
||||
11. **If your printer is limited mechanically, try to maintain the material flow as consistent as possible between critical features of your model**, to ease the load on the extruder having to adapt its flow between them. This is especially useful for printers that do not use pressure advance/linear advance and if your extruder is not as capable mechanically. You can do that by adjusting the line widths and speeds to reduce the variation between critical features (e.g., external and internal wall flow). For example, print them at the same speed and the same line width, or print the external perimeter slightly wider and slightly slower than the internal perimeter. Material flow can be visualized in the sliced model – flow drop down.
|
||||
81
doc/print_settings/quality/quality_settings_seam.md
Normal file
@@ -0,0 +1,81 @@
|
||||
# Seam Section
|
||||
|
||||
Unless printed in spiral vase mode, every layer needs to begin somewhere and end somewhere. That start and end of the extrusion is what results in what visually looks like a seam on the perimeters. This section contains options to control the visual appearance of a seam.
|
||||
|
||||
- **Seam Position**: Controls the placement of the seam.
|
||||
1. **Aligned**: Will attempt to align the seam to a hidden internal facet of the model.
|
||||
2. **Nearest**: Will place the seam at the nearest starting point compared to where the nozzle stopped printing in the previous layer.
|
||||
3. **Back**: Will align the seam in a (mostly) straight line at the rear of the model.
|
||||
4. **Random**: Will randomize the placement of the seam between layers.
|
||||
|
||||
Typically, aligned or back work the best, especially in combination with seam painting. However, as seams create weak points and slight surface "bulges" or "divots," random seam placement may be optimal for parts that need higher strength as that weak point is spread to different locations between layers (e.g., a pin meant to fit through a hole).
|
||||
|
||||
- **Staggered Inner Seams**: As the seam location forms a weak point in the print (it's a discontinuity in the extrusion process after all!), staggering the seam on the internal perimeters can help reduce stress points. This setting moves the start of the internal wall's seam around across layers as well as away from the external perimeter seam. This way, the internal and external seams don't all align at the same point and between them across layers, distributing those weak points further away from the seam location, hence making the part stronger. It can also help improve the water tightness of your model.
|
||||
|
||||
- **Seam Gap**: Controls the gap in mm or as a percentage of the nozzle size between the two ends of a loop starting and ending with a seam. A larger gap will reduce the bulging seen at the seam. A smaller gap reduces the visual appearance of a seam. For a well-tuned printer with pressure advance, a value of 0-15% is typically optimal.
|
||||
|
||||
- **Scarf Seam**: Read more here: [Better Seams - An Orca Slicer Guide](https://www.printables.com/model/783313-better-seams-an-orca-slicer-guide-to-using-scarf-s).
|
||||
|
||||
- **Role-Based Wipe Speed**: Controls the speed of a wipe motion, i.e., how fast the nozzle will move over a printed area to "clean" it before traveling to another area of the model. It is recommended to turn this option on, to ensure the nozzle performs the wipe motion with the same speed that the feature was printed with.
|
||||
|
||||
- **Wipe Speed**: If role-based wipe speed is disabled, set this field to the absolute wipe speed or as a percentage over the travel speed.
|
||||
|
||||
- **Wipe on Loops**: When finishing printing a "loop" (i.e., an extrusion that starts and ends at the same point), move the nozzle slightly inwards towards the part. That move aims to reduce seam unevenness by tucking in the end of the seam to the part. It also slightly cleans the nozzle before traveling to the next area of the model, reducing stringing.
|
||||
|
||||
- **Wipe Before External Perimeters**: To minimize the visibility of potential over-extrusion at the start of an external perimeter, the de-retraction move is performed slightly on the inside of the model and, hence, the start of the external perimeter. That way, any potential over-extrusion is hidden from the outside surface.
|
||||
|
||||
This is useful when printing with Outer/Inner or Inner/Outer/Inner wall print order, as in these modes, it is more likely an external perimeter is printed immediately after a de-retraction move, which would cause slight extrusion variance at the start of a seam.
|
||||
|
||||
## Tips:
|
||||
With seams being inevitable when 3D printing using FFF, there are two distinct approaches on how to deal with them:
|
||||
|
||||
1. **Try and hide the seam as much as possible**: This can be done by enabling scarf seam, which works very well, especially with simple models with limited overhang regions.
|
||||
2. **Try and make the seam as "clean" and "distinct" as possible**: This can be done by tuning the seam gap and enabling role-based wipe speed, wipe on loops, and wipe before the external loop.
|
||||
|
||||
## Troubleshooting Seam Performance:
|
||||
The section below will focus on troubleshooting traditional seams. For scarf seam troubleshooting, refer to the guide linked above.
|
||||
|
||||
There are several factors that influence how clean the seam of your model is, with the biggest one being extrusion control after a travel move. As a seam defines the start and end of an extrusion, it is critical that:
|
||||
|
||||
1. **The same amount of material is extruded at the same point across layers** to ensure a consistent visual appearance at the start of a seam.
|
||||
2. **The printer consistently stops extruding at the same point** across layers.
|
||||
|
||||
However, due to mechanical and material tolerances, as well as the very nature of 3D printing with FFF, that is not always possible. Hopefully with some tuning you'll be able to achieve prints like this!
|
||||
|
||||

|
||||
|
||||
|
||||
### Troubleshooting the Start of a Seam:
|
||||
Imagine the scenario where the toolhead finishes printing a layer line on one side of the bed, retracts, travels the whole distance of the bed to de-retract, and starts printing another part. Compare this to the scenario where the toolhead finishes printing an internal perimeter and only travels a few mm to start printing an external perimeter, without even retracting or de-retracting.
|
||||
|
||||
The first scenario has much more opportunity for the filament to ooze outside the nozzle, resulting in a small blob forming at the start of the seam or, conversely, if too much material has leaked, a gap/under extrusion at the start of the seam.
|
||||
|
||||
The key to a consistent start of a seam is to reduce the opportunity for ooze as much as possible. The good news is that this is mostly tunable by:
|
||||
|
||||
1. **Ensure your pressure advance is calibrated correctly**. A too low pressure advance will result in the nozzle experiencing excess pressure at the end of the previous extrusion, which increases the chance of oozing when traveling.
|
||||
2. **Make sure your travel speed is as fast as possible within your printer's limits**, and the travel acceleration is as high as practically possible, again within the printer's limits. This reduces the travel time between features, reducing oozing.
|
||||
3. **Enable wipe before external perimeters** – this setting performs the de-retraction move inside the model, hence reducing the visual appearance of the "blob" if it does appear at the seam.
|
||||
4. **Increase your travel distance threshold to be such that small travel moves do not trigger a retraction and de-retraction operation**, reducing extrusion variances caused by the extruder tolerances. 2-4mm is a good starting point as, if your PA is tuned correctly and your travel speed and acceleration are high, it is unlikely that the nozzle will ooze in the milliseconds it will take to travel to the new location.
|
||||
5. **Enable retract on layer change**, to ensure the start of your layer is always performed under the same conditions – a de-pressurized nozzle with retracted filament.
|
||||
|
||||
In addition, some toolhead systems are inherently better at seams compared to others. For example, high-flow nozzles with larger melt zones usually have poorer extrusion control as more of the material is in a molten state inside the nozzle. They tend to string more, ooze easier, and hence have poorer seam performance. Conversely, smaller melt zone nozzles have more of the filament solid in their heat zone, leading to more accurate extrusion control and better seam performance.
|
||||
|
||||
So this is a trade-off between print speed and print quality. From experimental data, volcano-type nozzles tend to perform the worst at seams, followed by CHT-type nozzles, and finally regular flow nozzles.
|
||||
|
||||
In addition, larger nozzle diameters allow for more opportunity for material to leak compared to smaller diameter nozzles. A 0.2/0.25 mm nozzle will have significantly better seam performance than a 0.4, and that will have much better performance than a 0.6mm nozzle and so forth.
|
||||
|
||||
### Troubleshooting the End of a Seam:
|
||||
The end of a seam is much easier to get right, as the extrusion system is already at a pressure equilibrium while printing. It just needs to stop extruding at the right time and consistently.
|
||||
|
||||
**If you are getting bulges at the seam**, the extruder is not stopping at the right time. The first thing to tune would be **pressure advance** – too low of a PA will result in the nozzle still being pressurized when finishing the print move, hence leaving a wider line at the end as it stops printing.
|
||||
|
||||
And the opposite is true too – **too high PA will result in under extrusion at the end of a print move**, shown as a larger-than-needed gap at the seam. Thankfully, tuning PA is straightforward, so run the calibration tests and pick the optimal value for your material, print speed, and acceleration.
|
||||
|
||||
Furthermore, the printer mechanics have tolerances – the print head may be requested to stop at point XY but practically it cannot stop precisely at that point due to the limits of micro-stepping, belt tension, and toolhead rigidity. Here is where tuning the seam gap comes into effect. **A slightly larger seam gap will allow for more variance to be tolerated at the end of a print move before showing as a seam bulge**. Experiment with this value after you are certain your PA is tuned correctly and your travel speeds and retractions are set appropriately.
|
||||
|
||||
Finally, the techniques of **wiping can help improve the visual continuity and consistency of a seam** (please note, these settings do not make the seam less visible, but rather make them more consistent!). Wiping on loops with a consistent speed helps tuck in the end of the seam, hiding the effects of retraction from view.
|
||||
|
||||
### The Role of Wall Ordering in Seam Appearance:
|
||||
The order of wall printing plays a significant role in the appearance of a seam. **Starting to print the external perimeter first after a long travel move will always result in more visible artifacts compared to printing the internal perimeters first and traveling just a few mm to print the external perimeter.**
|
||||
|
||||
For optimal seam performance, printing with **inner-outer-inner wall order is typically best, followed by inner-outer**. It reduces the amount of traveling performed prior to printing the external perimeter and ensures the nozzle is having as consistent pressure as possible, compared to printing outer-inner.
|
||||
@@ -44,6 +44,22 @@ modules:
|
||||
- type: archive
|
||||
url: http://mirrors.ircam.fr/pub/x.org/individual/app/xprop-1.2.5.tar.gz
|
||||
sha256: b7bf6b6be6cf23e7966a153fc84d5901c14f01ee952fbd9d930aa48e2385d670
|
||||
- name: python-flit_core
|
||||
buildsystem: simple
|
||||
build-commands:
|
||||
- pip3 install --no-deps --no-build-isolation --verbose --prefix=${FLATPAK_DEST} .
|
||||
sources:
|
||||
- type: archive
|
||||
url: https://files.pythonhosted.org/packages/c4/e6/c1ac50fe3eebb38a155155711e6e864e254ce4b6e17fe2429b4c4d5b9e80/flit_core-3.9.0.tar.gz
|
||||
sha256: 72ad266176c4a3fcfab5f2930d76896059851240570ce9a98733b658cb786eba
|
||||
- name: python-packaging
|
||||
buildsystem: simple
|
||||
build-commands:
|
||||
- pip3 install --no-deps --no-build-isolation --verbose --prefix=${FLATPAK_DEST} .
|
||||
sources:
|
||||
- type: archive
|
||||
url: https://files.pythonhosted.org/packages/51/65/50db4dda066951078f0a96cf12f4b9ada6e4b811516bf0262c0f4f7064d4/packaging-24.1.tar.gz
|
||||
sha256: 026ed72c8ed3fcce5bf8950572258698927fd1dbda10a5e981cdf0ac37f4f002
|
||||
- name: python-setuptools_scm
|
||||
buildsystem: simple
|
||||
build-commands:
|
||||
|
||||
@@ -8,7 +8,7 @@ msgid ""
|
||||
msgstr ""
|
||||
"Project-Id-Version: PACKAGE VERSION\n"
|
||||
"Report-Msgid-Bugs-To: \n"
|
||||
"POT-Creation-Date: 2024-06-30 15:44+0200\n"
|
||||
"POT-Creation-Date: 2024-08-23 16:24+0200\n"
|
||||
"PO-Revision-Date: YEAR-MO-DA HO:MI+ZONE\n"
|
||||
"Last-Translator: FULL NAME <EMAIL@ADDRESS>\n"
|
||||
"Language-Team: LANGUAGE <LL@li.org>\n"
|
||||
@@ -587,7 +587,7 @@ msgstr ""
|
||||
msgid "%1%"
|
||||
msgstr ""
|
||||
|
||||
msgid "Can't apply when proccess preview."
|
||||
msgid "Can't apply when process preview."
|
||||
msgstr ""
|
||||
|
||||
msgid "Operation already cancelling. Please wait few seconds."
|
||||
@@ -654,7 +654,7 @@ msgstr ""
|
||||
msgid "Horizontal text"
|
||||
msgstr ""
|
||||
|
||||
msgid "Shift + Mouse move up or dowm"
|
||||
msgid "Shift + Mouse move up or down"
|
||||
msgstr ""
|
||||
|
||||
msgid "Rotate text"
|
||||
@@ -987,7 +987,7 @@ msgstr ""
|
||||
|
||||
#, possible-boost-format
|
||||
msgid ""
|
||||
"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
|
||||
"Can't load exactly same font(\"%1%\"). Application selected a similar "
|
||||
"one(\"%2%\"). You have to specify font for enable edit text."
|
||||
msgstr ""
|
||||
|
||||
@@ -1590,7 +1590,7 @@ msgstr ""
|
||||
msgid "Wipe options"
|
||||
msgstr ""
|
||||
|
||||
msgid "Bed adhension"
|
||||
msgid "Bed adhesion"
|
||||
msgstr ""
|
||||
|
||||
msgid "Add part"
|
||||
@@ -1869,12 +1869,6 @@ msgstr ""
|
||||
msgid "Auto orient the object to improve print quality."
|
||||
msgstr ""
|
||||
|
||||
msgid "Split the selected object into mutiple objects"
|
||||
msgstr ""
|
||||
|
||||
msgid "Split the selected object into mutiple parts"
|
||||
msgstr ""
|
||||
|
||||
msgid "Select All"
|
||||
msgstr ""
|
||||
|
||||
@@ -1920,6 +1914,9 @@ msgstr ""
|
||||
msgid "Center"
|
||||
msgstr ""
|
||||
|
||||
msgid "Drop"
|
||||
msgstr ""
|
||||
|
||||
msgid "Edit Process Settings"
|
||||
msgstr ""
|
||||
|
||||
@@ -2123,8 +2120,8 @@ msgid_plural "Following model objects have been repaired"
|
||||
msgstr[0] ""
|
||||
msgstr[1] ""
|
||||
|
||||
msgid "Failed to repair folowing model object"
|
||||
msgid_plural "Failed to repair folowing model objects"
|
||||
msgid "Failed to repair following model object"
|
||||
msgid_plural "Failed to repair following model objects"
|
||||
msgstr[0] ""
|
||||
msgstr[1] ""
|
||||
|
||||
@@ -2550,7 +2547,7 @@ msgstr ""
|
||||
msgid "Service Unavailable"
|
||||
msgstr ""
|
||||
|
||||
msgid "Unkown Error."
|
||||
msgid "Unknown Error."
|
||||
msgstr ""
|
||||
|
||||
msgid "Sending print configuration"
|
||||
@@ -3429,7 +3426,7 @@ msgid ""
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Too large elefant foot compensation is unreasonable.\n"
|
||||
"Too large elephant foot compensation is unreasonable.\n"
|
||||
"If really have serious elephant foot effect, please check other settings.\n"
|
||||
"For example, whether bed temperature is too high.\n"
|
||||
"\n"
|
||||
@@ -4124,7 +4121,7 @@ msgstr ""
|
||||
msgid "Size:"
|
||||
msgstr ""
|
||||
|
||||
#, possible-c-format, possible-boost-format
|
||||
#, possible-boost-format
|
||||
msgid ""
|
||||
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
|
||||
"separate the conflicted objects farther (%s <-> %s)."
|
||||
@@ -4555,6 +4552,18 @@ msgstr ""
|
||||
msgid "Flow rate test - Pass 2"
|
||||
msgstr ""
|
||||
|
||||
msgid "YOLO (Recommended)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.01 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "YOLO (perfectionist version)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.005 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "Flow rate"
|
||||
msgstr ""
|
||||
|
||||
@@ -5761,7 +5770,7 @@ msgid ""
|
||||
"Do you want to replace it?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Comfirm Save As"
|
||||
msgid "Confirm Save As"
|
||||
msgstr ""
|
||||
|
||||
msgid "Delete object which is a part of cut object"
|
||||
@@ -5967,7 +5976,7 @@ msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Unable to perform boolean operation on model meshes. Only positive parts "
|
||||
"will be kept. You may fix the meshes and try agian."
|
||||
"will be kept. You may fix the meshes and try again."
|
||||
msgstr ""
|
||||
|
||||
#, possible-boost-format
|
||||
@@ -6261,6 +6270,12 @@ msgid ""
|
||||
"same time and manage multiple devices."
|
||||
msgstr ""
|
||||
|
||||
msgid "Auto arrange plate after cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Auto arrange plate after object cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Network"
|
||||
msgstr ""
|
||||
|
||||
@@ -7072,8 +7087,8 @@ msgstr ""
|
||||
msgid ""
|
||||
"When recording timelapse without toolhead, it is recommended to add a "
|
||||
"\"Timelapse Wipe Tower\" \n"
|
||||
"by right-click the empty position of build plate and choose \"Add Primitive"
|
||||
"\"->\"Timelapse Wipe Tower\"."
|
||||
"by right-click the empty position of build plate and choose \"Add "
|
||||
"Primitive\"->\"Timelapse Wipe Tower\"."
|
||||
msgstr ""
|
||||
|
||||
msgid "Line width"
|
||||
@@ -7142,12 +7157,21 @@ msgstr ""
|
||||
msgid "Tree supports"
|
||||
msgstr ""
|
||||
|
||||
msgid "Skirt"
|
||||
msgid "Multimaterial"
|
||||
msgstr ""
|
||||
|
||||
msgid "Prime tower"
|
||||
msgstr ""
|
||||
|
||||
msgid "Filament for Features"
|
||||
msgstr ""
|
||||
|
||||
msgid "Ooze prevention"
|
||||
msgstr ""
|
||||
|
||||
msgid "Skirt"
|
||||
msgstr ""
|
||||
|
||||
msgid "Special mode"
|
||||
msgstr ""
|
||||
|
||||
@@ -7193,6 +7217,9 @@ msgstr ""
|
||||
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
|
||||
msgstr ""
|
||||
|
||||
msgid "Flow ratio and Pressure Advance"
|
||||
msgstr ""
|
||||
|
||||
msgid "Print chamber temperature"
|
||||
msgstr ""
|
||||
|
||||
@@ -7286,9 +7313,6 @@ msgstr ""
|
||||
msgid "Filament end G-code"
|
||||
msgstr ""
|
||||
|
||||
msgid "Multimaterial"
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower parameters"
|
||||
msgstr ""
|
||||
|
||||
@@ -7378,12 +7402,30 @@ msgstr ""
|
||||
msgid "Single extruder multimaterial setup"
|
||||
msgstr ""
|
||||
|
||||
msgid "Number of extruders of the printer."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Single Extruder Multi Material is selected, \n"
|
||||
"and all extruders must have the same diameter.\n"
|
||||
"Do you want to change the diameter for all extruders to first extruder "
|
||||
"nozzle diameter value?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower"
|
||||
msgstr ""
|
||||
|
||||
msgid "Single extruder multimaterial parameters"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"This is a single extruder multimaterial printer, diameters of all extruders "
|
||||
"will be set to the new value. Do you want to proceed?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer height limits"
|
||||
msgstr ""
|
||||
|
||||
@@ -8314,6 +8356,11 @@ msgstr ""
|
||||
msgid "No object can be printed. Maybe too small"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Your print is very close to the priming regions. Make sure there is no "
|
||||
"collision."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Failed to generate gcode for invalid custom G-code.\n"
|
||||
"\n"
|
||||
@@ -8535,8 +8582,9 @@ msgid "Variable layer height is not supported with Organic supports."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Different nozzle diameters and different filament diameters is not allowed "
|
||||
"when prime tower is enabled."
|
||||
"Different nozzle diameters and different filament diameters may not work "
|
||||
"well when the prime tower is enabled. It's very experimental, so please "
|
||||
"proceed with caution."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
@@ -8545,7 +8593,8 @@ msgid ""
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Ooze prevention is currently not supported with the prime tower enabled."
|
||||
"Ooze prevention is only supported with the wipe tower when "
|
||||
"'single_extruder_multi_material' is off."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
@@ -8926,14 +8975,31 @@ msgid "Apply gap fill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enables gap fill for the selected surfaces. The minimum gap length that will "
|
||||
"be filled can be controlled from the filter out tiny gaps option below.\n"
|
||||
"Enables gap fill for the selected solid surfaces. The minimum gap length "
|
||||
"that will be filled can be controlled from the filter out tiny gaps option "
|
||||
"below.\n"
|
||||
"\n"
|
||||
"Options:\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
|
||||
"for maximum strength\n"
|
||||
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
|
||||
"only\n"
|
||||
"3. Nowhere: Disables gap fill\n"
|
||||
"only, balancing print speed, reducing potential over extrusion in the solid "
|
||||
"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
|
||||
"3. Nowhere: Disables gap fill for all solid infill areas. \n"
|
||||
"\n"
|
||||
"Note that if using the classic perimeter generator, gap fill may also be "
|
||||
"generated between perimeters, if a full width line cannot fit between them. "
|
||||
"That perimeter gap fill is not controlled by this setting. \n"
|
||||
"\n"
|
||||
"If you would like all gap fill, including the classic perimeter generated "
|
||||
"one, removed, set the filter out tiny gaps value to a large number, like "
|
||||
"999999. \n"
|
||||
"\n"
|
||||
"However this is not advised, as gap fill between perimeters is contributing "
|
||||
"to the model's strength. For models where excessive gap fill is generated "
|
||||
"between perimeters, a better option would be to switch to the arachne wall "
|
||||
"generator and use this option to control whether the cosmetic top and bottom "
|
||||
"surface gap fill is generated"
|
||||
msgstr ""
|
||||
|
||||
msgid "Everywhere"
|
||||
@@ -8993,7 +9059,10 @@ msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Decrease this value slightly(for example 0.9) to reduce the amount of "
|
||||
"material for bridge, to improve sag"
|
||||
"material for bridge, to improve sag. \n"
|
||||
"\n"
|
||||
"The actual bridge flow used is calculated by multiplying this value with the "
|
||||
"filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Internal bridge flow ratio"
|
||||
@@ -9002,7 +9071,11 @@ msgstr ""
|
||||
msgid ""
|
||||
"This value governs the thickness of the internal bridge layer. This is the "
|
||||
"first layer over sparse infill. Decrease this value slightly (for example "
|
||||
"0.9) to improve surface quality over sparse infill."
|
||||
"0.9) to improve surface quality over sparse infill.\n"
|
||||
"\n"
|
||||
"The actual internal bridge flow used is calculated by multiplying this value "
|
||||
"with the bridge flow ratio, the filament flow ratio, and if set, the "
|
||||
"object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Top surface flow ratio"
|
||||
@@ -9010,13 +9083,20 @@ msgstr ""
|
||||
|
||||
msgid ""
|
||||
"This factor affects the amount of material for top solid infill. You can "
|
||||
"decrease it slightly to have smooth surface finish"
|
||||
"decrease it slightly to have smooth surface finish. \n"
|
||||
"\n"
|
||||
"The actual top surface flow used is calculated by multiplying this value "
|
||||
"with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Bottom surface flow ratio"
|
||||
msgstr ""
|
||||
|
||||
msgid "This factor affects the amount of material for bottom solid infill"
|
||||
msgid ""
|
||||
"This factor affects the amount of material for bottom solid infill. \n"
|
||||
"\n"
|
||||
"The actual bottom solid infill flow used is calculated by multiplying this "
|
||||
"value with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Precise wall"
|
||||
@@ -9146,9 +9226,25 @@ msgstr ""
|
||||
msgid "Slow down for curled perimeters"
|
||||
msgstr ""
|
||||
|
||||
#, possible-c-format, possible-boost-format
|
||||
msgid ""
|
||||
"Enable this option to slow printing down in areas where potential curled "
|
||||
"perimeters may exist"
|
||||
"Enable this option to slow down printing in areas where perimeters may have "
|
||||
"curled upwards.For example, additional slowdown will be applied when "
|
||||
"printing overhangs on sharp corners like the front of the Benchy hull, "
|
||||
"reducing curling which compounds over multiple layers.\n"
|
||||
"\n"
|
||||
" It is generally recommended to have this option switched on unless your "
|
||||
"printer cooling is powerful enough or the print speed slow enough that "
|
||||
"perimeter curling does not happen. If printing with a high external "
|
||||
"perimeter speed, this parameter may introduce slight artifacts when slowing "
|
||||
"down due to the large variance in print speeds. If you notice artifacts, "
|
||||
"ensure your pressure advance is tuned correctly.\n"
|
||||
"\n"
|
||||
"Note: When this option is enabled, overhang perimeters are treated like "
|
||||
"overhangs, meaning the overhang speed is applied even if the overhanging "
|
||||
"perimeter is part of a bridge. For example, when the perimeters are "
|
||||
"100% overhanging, with no wall supporting them from underneath, the "
|
||||
"100% overhang speed will be applied."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s or %"
|
||||
@@ -9157,7 +9253,13 @@ msgstr ""
|
||||
msgid "External"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of bridge and completely overhang wall"
|
||||
msgid ""
|
||||
"Speed of the externally visible bridge extrusions. \n"
|
||||
"\n"
|
||||
"In addition, if Slow down for curled perimeters is disabled or Classic "
|
||||
"overhang mode is enabled, it will be the print speed of overhang walls that "
|
||||
"are supported by less than 13%, whether they are part of a bridge or an "
|
||||
"overhang."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s"
|
||||
@@ -9167,8 +9269,8 @@ msgid "Internal"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Speed of internal bridge. If the value is expressed as a percentage, it will "
|
||||
"be calculated based on the bridge_speed. Default value is 150%."
|
||||
"Speed of internal bridges. If the value is expressed as a percentage, it "
|
||||
"will be calculated based on the bridge_speed. Default value is 150%."
|
||||
msgstr ""
|
||||
|
||||
msgid "Brim width"
|
||||
@@ -9654,6 +9756,17 @@ msgid ""
|
||||
"has slight overflow or underflow"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"The material may have volumetric change after switching between molten state "
|
||||
"and crystalline state. This setting changes all extrusion flow of this "
|
||||
"filament in gcode proportionally. Recommended value range is between 0.95 "
|
||||
"and 1.05. Maybe you can tune this value to get nice flat surface when there "
|
||||
"has slight overflow or underflow. \n"
|
||||
"\n"
|
||||
"The final object flow ratio is this value multiplied by the filament flow "
|
||||
"ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable pressure advance"
|
||||
msgstr ""
|
||||
|
||||
@@ -9665,6 +9778,86 @@ msgstr ""
|
||||
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable adaptive pressure advance (beta)"
|
||||
msgstr ""
|
||||
|
||||
#, possible-c-format, possible-boost-format
|
||||
msgid ""
|
||||
"With increasing print speeds (and hence increasing volumetric flow through "
|
||||
"the nozzle) and increasing accelerations, it has been observed that the "
|
||||
"effective PA value typically decreases. This means that a single PA value is "
|
||||
"not always 100% optimal for all features and a compromise value is usually "
|
||||
"used that does not cause too much bulging on features with lower flow speed "
|
||||
"and accelerations while also not causing gaps on faster features.\n"
|
||||
"\n"
|
||||
"This feature aims to address this limitation by modeling the response of "
|
||||
"your printer's extrusion system depending on the volumetric flow speed and "
|
||||
"acceleration it is printing at. Internally, it generates a fitted model that "
|
||||
"can extrapolate the needed pressure advance for any given volumetric flow "
|
||||
"speed and acceleration, which is then emmited to the printer depending on "
|
||||
"the current print conditions.\n"
|
||||
"\n"
|
||||
"When enabled, the pressure advance value above is overriden. However, a "
|
||||
"reasonable default value above is strongly recomended to act as a fallback "
|
||||
"and for when tool changing.\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Adaptive pressure advance measurements (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
|
||||
"accelerations they were measured at, separated by a comma. One set of values "
|
||||
"per line. For example\n"
|
||||
"0.04,3.96,3000\n"
|
||||
"0.033,3.96,10000\n"
|
||||
"0.029,7.91,3000\n"
|
||||
"0.026,7.91,10000\n"
|
||||
"\n"
|
||||
"How to calibrate:\n"
|
||||
"1. Run the pressure advance test for at least 3 speeds per acceleration "
|
||||
"value. It is recommended that the test is run for at least the speed of the "
|
||||
"external perimeters, the speed of the internal perimeters and the fastest "
|
||||
"feature print speed in your profile (usually its the sparse or solid "
|
||||
"infill). Then run them for the same speeds for the slowest and fastest print "
|
||||
"accelerations,and no faster than the recommended maximum acceleration as "
|
||||
"given by the klipper input shaper.\n"
|
||||
"2. Take note of the optimal PA value for each volumetric flow speed and "
|
||||
"acceleration. You can find the flow number by selecting flow from the color "
|
||||
"scheme drop down and move the horizontal slider over the PA pattern lines. "
|
||||
"The number should be visible at the bottom of the page. The ideal PA value "
|
||||
"should be decreasing the higher the volumetric flow is. If it is not, "
|
||||
"confirm that your extruder is functioning correctly.The slower and with less "
|
||||
"acceleration you print, the larger the range of acceptable PA values. If no "
|
||||
"difference is visible, use the PA value from the faster test.3. Enter the "
|
||||
"triplets of PA values, Flow and Accelerations in the text box here and save "
|
||||
"your filament profile\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable adaptive pressure advance for overhangs (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enable adaptive PA for overhangs as well as when flow changes within the "
|
||||
"same feature. This is an experimental option, as if the PA profile is not "
|
||||
"set accurately, it will cause uniformity issues on the external surfaces "
|
||||
"before and after overhangs.\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Pressure advance for bridges"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Pressure advance value for bridges. Set to 0 to disable. \n"
|
||||
"\n"
|
||||
" A lower PA value when printing bridges helps reduce the appearance of "
|
||||
"slight under extrusion immediately after bridges. This is caused by the "
|
||||
"pressure drop in the nozzle when printing in the air and a lower PA helps "
|
||||
"counteract this."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Default line width if other line widths are set to 0. If expressed as a %, "
|
||||
"it will be computed over the nozzle diameter."
|
||||
@@ -9735,13 +9928,28 @@ msgstr ""
|
||||
msgid "Filament load time"
|
||||
msgstr ""
|
||||
|
||||
msgid "Time to load new filament when switch filament. For statistics only"
|
||||
msgid ""
|
||||
"Time to load new filament when switch filament. It's usually applicable for "
|
||||
"single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
|
||||
msgid "Filament unload time"
|
||||
msgstr ""
|
||||
|
||||
msgid "Time to unload old filament when switch filament. For statistics only"
|
||||
msgid ""
|
||||
"Time to unload old filament when switch filament. It's usually applicable "
|
||||
"for single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
|
||||
msgid "Tool change time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time taken to switch tools. It's usually applicable for tool changers or "
|
||||
"multi-tool machines. For single-extruder multi-material machines, it's "
|
||||
"typically 0. For statistics only"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
@@ -9818,6 +10026,21 @@ msgid ""
|
||||
"Specify desired number of these moves."
|
||||
msgstr ""
|
||||
|
||||
msgid "Stamping loading speed"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed used for stamping."
|
||||
msgstr ""
|
||||
|
||||
msgid "Stamping distance measured from the center of the cooling tube"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"If set to nonzero value, filament is moved toward the nozzle between the "
|
||||
"individual cooling moves (\"stamping\"). This option configures how long "
|
||||
"this movement should be before the filament is retracted again."
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of the first cooling move"
|
||||
msgstr ""
|
||||
|
||||
@@ -9841,12 +10064,6 @@ msgstr ""
|
||||
msgid "Cooling moves are gradually accelerating towards this speed."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
|
||||
msgid "Ramming parameters"
|
||||
msgstr ""
|
||||
|
||||
@@ -9855,12 +10072,6 @@ msgid ""
|
||||
"parameters."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable ramming for multitool setups"
|
||||
msgstr ""
|
||||
|
||||
@@ -10130,7 +10341,7 @@ msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Height of initial layer. Making initial layer height to be thick slightly "
|
||||
"can improve build plate adhension"
|
||||
"can improve build plate adhesion"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of initial layer except the solid infill part"
|
||||
@@ -10167,10 +10378,10 @@ msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Fan speed will be ramped up linearly from zero at layer "
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
|
||||
"\". \"full_fan_speed_layer\" will be ignored if lower than "
|
||||
"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
|
||||
"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer "
|
||||
"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
|
||||
"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
|
||||
"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
msgstr ""
|
||||
|
||||
msgid "layer"
|
||||
@@ -10228,7 +10439,10 @@ msgstr ""
|
||||
msgid "Layers and Perimeters"
|
||||
msgstr ""
|
||||
|
||||
msgid "Filter out gaps smaller than the threshold specified"
|
||||
msgid ""
|
||||
"Don't print gap fill with a length is smaller than the threshold specified "
|
||||
"(in mm). This setting applies to top, bottom and solid infill and, if using "
|
||||
"the classic perimeter generator, to wall gap fill. "
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
@@ -10493,7 +10707,11 @@ msgstr ""
|
||||
msgid "Interlocking depth of a segmented region"
|
||||
msgstr ""
|
||||
|
||||
msgid "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
msgid ""
|
||||
"Interlocking depth of a segmented region. It will be ignored if "
|
||||
"\"mmu_segmented_region_max_width\" is zero or if "
|
||||
"\"mmu_segmented_region_interlocking_depth\"is bigger then "
|
||||
"\"mmu_segmented_region_max_width\". Zero disables this feature."
|
||||
msgstr ""
|
||||
|
||||
msgid "Use beam interlocking"
|
||||
@@ -10833,9 +11051,6 @@ msgid ""
|
||||
"cooling is enabled."
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr ""
|
||||
|
||||
msgid "Diameter of nozzle"
|
||||
msgstr ""
|
||||
|
||||
@@ -10915,6 +11130,11 @@ msgid ""
|
||||
"model and save printing time, but make slicing and G-code generating slower"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"This option will drop the temperature of the inactive extruders to prevent "
|
||||
"oozing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Filename format"
|
||||
msgstr ""
|
||||
|
||||
@@ -10956,6 +11176,9 @@ msgid ""
|
||||
"speed to print. For 100%% overhang, bridge speed is used."
|
||||
msgstr ""
|
||||
|
||||
msgid "Filament to print walls"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of inner wall. If expressed as a %, it will be computed over the "
|
||||
"nozzle diameter."
|
||||
@@ -10989,12 +11212,21 @@ msgid ""
|
||||
"environment variables."
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer type"
|
||||
msgstr ""
|
||||
|
||||
msgid "Type of the printer"
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer notes"
|
||||
msgstr ""
|
||||
|
||||
msgid "You can put your notes regarding the printer here."
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer variant"
|
||||
msgstr ""
|
||||
|
||||
msgid "Raft contact Z distance"
|
||||
msgstr ""
|
||||
|
||||
@@ -11444,6 +11676,12 @@ msgid ""
|
||||
"internal solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid "Solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid "Filament to print solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of internal solid infill. If expressed as a %, it will be "
|
||||
"computed over the nozzle diameter."
|
||||
@@ -11491,6 +11729,31 @@ msgstr ""
|
||||
msgid "Temperature variation"
|
||||
msgstr ""
|
||||
|
||||
#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
|
||||
msgid ""
|
||||
"Temperature difference to be applied when an extruder is not active. The "
|
||||
"value is not used when 'idle_temperature' in filament settings is set to non "
|
||||
"zero value."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"To reduce the waiting time after tool change, Orca can preheat the next tool "
|
||||
"while the current tool is still in use. This setting specifies the time in "
|
||||
"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
|
||||
"the tool in advance."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat steps"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
|
||||
"other printers, please set it to 1."
|
||||
msgstr ""
|
||||
|
||||
msgid "Start G-code"
|
||||
msgstr ""
|
||||
|
||||
@@ -11907,22 +12170,39 @@ msgid "Activate temperature control"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enable this option for chamber temperature control. An M191 command will be "
|
||||
"added before \"machine_start_gcode\"\n"
|
||||
"G-code commands: M141/M191 S(0-255)"
|
||||
"Enable this option for automated chamber temperature control. This option "
|
||||
"activates the emitting of an M191 command before the "
|
||||
"\"machine_start_gcode\"\n"
|
||||
" which sets the chamber temperature and waits until it is reached. In "
|
||||
"addition, it emits an M141 command at the end of the print to turn off the "
|
||||
"chamber heater, if present. \n"
|
||||
"\n"
|
||||
"This option relies on the firmware supporting the M191 and M141 commands "
|
||||
"either via macros or natively and is usually used when an active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
|
||||
msgid "Chamber temperature"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Higher chamber temperature can help suppress or reduce warping and "
|
||||
"potentially lead to higher interlayer bonding strength for high temperature "
|
||||
"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
|
||||
"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
|
||||
"other low temperature materials,the actual chamber temperature should not be "
|
||||
"high to avoid cloggings, so 0 which stands for turning off is highly "
|
||||
"recommended"
|
||||
"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
|
||||
"temperature can help suppress or reduce warping and potentially lead to "
|
||||
"higher interlayer bonding strength. However, at the same time, a higher "
|
||||
"chamber temperature will reduce the efficiency of air filtration for ABS and "
|
||||
"ASA. \n"
|
||||
"\n"
|
||||
"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
|
||||
"should be disabled (set to 0) as the chamber temperature should be low to "
|
||||
"avoid extruder clogging caused by material softening at the heat break.\n"
|
||||
"\n"
|
||||
"If enabled, this parameter also sets a gcode variable named "
|
||||
"chamber_temperature, which can be used to pass the desired chamber "
|
||||
"temperature to your print start macro, or a heat soak macro like this: "
|
||||
"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
|
||||
"be useful if your printer does not support M141/M191 commands, or if you "
|
||||
"desire to handle heat soaking in the print start macro if no active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle temperature for layers after the initial one"
|
||||
@@ -12041,12 +12321,6 @@ msgid ""
|
||||
"Larger angle means wider base."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr ""
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr ""
|
||||
|
||||
msgid "Maximum wipe tower print speed"
|
||||
msgstr ""
|
||||
|
||||
@@ -12072,9 +12346,6 @@ msgid ""
|
||||
"regardless of this setting."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower extruder"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
|
||||
"use the one that is available (non-soluble would be preferred)."
|
||||
@@ -12114,6 +12385,30 @@ msgstr ""
|
||||
msgid "Maximal distance between supports on sparse infill sections."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr ""
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr ""
|
||||
|
||||
msgid "Extra flow for purging"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Extra flow used for the purging lines on the wipe tower. This makes the "
|
||||
"purging lines thicker or narrower than they normally would be. The spacing "
|
||||
"is adjusted automatically."
|
||||
msgstr ""
|
||||
|
||||
msgid "Idle temperature"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Nozzle temperature when the tool is currently not used in multi-tool setups."
|
||||
"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
|
||||
"0 to disable."
|
||||
msgstr ""
|
||||
|
||||
msgid "X-Y hole compensation"
|
||||
msgstr ""
|
||||
|
||||
@@ -12377,6 +12672,14 @@ msgstr ""
|
||||
msgid "Currently planned extra extruder priming after deretraction."
|
||||
msgstr ""
|
||||
|
||||
msgid "Absolute E position"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Current position of the extruder axis. Only used with absolute extruder "
|
||||
"addressing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Current extruder"
|
||||
msgstr ""
|
||||
|
||||
@@ -12419,6 +12722,12 @@ msgstr ""
|
||||
msgid "Vector of bools stating whether a given extruder is used in the print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Has single extruder MM priming"
|
||||
msgstr ""
|
||||
|
||||
msgid "Are the extra multi-material priming regions used in this print?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Volume per extruder"
|
||||
msgstr ""
|
||||
|
||||
@@ -12563,6 +12872,14 @@ msgstr ""
|
||||
msgid "Name of the physical printer used for slicing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Number of extruders"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Total number of extruders, regardless of whether they are used in the "
|
||||
"current print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer number"
|
||||
msgstr ""
|
||||
|
||||
@@ -13531,8 +13848,8 @@ msgid ""
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you selected"
|
||||
"\". \n"
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you "
|
||||
"selected\". \n"
|
||||
"To add preset for more printers, Please go to printer selection"
|
||||
msgstr ""
|
||||
|
||||
@@ -13557,7 +13874,7 @@ msgstr ""
|
||||
msgid "Create Type"
|
||||
msgstr ""
|
||||
|
||||
msgid "The model is not fond, place reselect vendor."
|
||||
msgid "The model is not found, place reselect vendor."
|
||||
msgstr ""
|
||||
|
||||
msgid "Select Model"
|
||||
@@ -13606,10 +13923,10 @@ msgstr ""
|
||||
msgid "The printer model was not found, please reselect."
|
||||
msgstr ""
|
||||
|
||||
msgid "The nozzle diameter is not fond, place reselect."
|
||||
msgid "The nozzle diameter is not found, place reselect."
|
||||
msgstr ""
|
||||
|
||||
msgid "The printer preset is not fond, place reselect."
|
||||
msgid "The printer preset is not found, place reselect."
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer Preset"
|
||||
|
||||
@@ -3,7 +3,7 @@ msgid ""
|
||||
msgstr ""
|
||||
"Project-Id-Version: Orca Slicer\n"
|
||||
"Report-Msgid-Bugs-To: \n"
|
||||
"POT-Creation-Date: 2024-06-30 15:44+0200\n"
|
||||
"POT-Creation-Date: 2024-08-23 16:24+0200\n"
|
||||
"PO-Revision-Date: \n"
|
||||
"Last-Translator: \n"
|
||||
"Language-Team: \n"
|
||||
@@ -588,7 +588,7 @@ msgstr "Show wireframe"
|
||||
msgid "%1%"
|
||||
msgstr "%1%"
|
||||
|
||||
msgid "Can't apply when proccess preview."
|
||||
msgid "Can't apply when process preview."
|
||||
msgstr "Unable to apply when processing preview"
|
||||
|
||||
msgid "Operation already cancelling. Please wait few seconds."
|
||||
@@ -655,8 +655,8 @@ msgstr "Surface"
|
||||
msgid "Horizontal text"
|
||||
msgstr "Horizontal text"
|
||||
|
||||
msgid "Shift + Mouse move up or dowm"
|
||||
msgstr "Shift + Mouse move up or dowm"
|
||||
msgid "Shift + Mouse move up or down"
|
||||
msgstr "Shift + Mouse move up or down"
|
||||
|
||||
msgid "Rotate text"
|
||||
msgstr "Rotate text"
|
||||
@@ -988,7 +988,7 @@ msgstr ""
|
||||
|
||||
#, boost-format
|
||||
msgid ""
|
||||
"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
|
||||
"Can't load exactly same font(\"%1%\"). Application selected a similar "
|
||||
"one(\"%2%\"). You have to specify font for enable edit text."
|
||||
msgstr ""
|
||||
|
||||
@@ -1601,7 +1601,7 @@ msgstr "Extrusion width"
|
||||
msgid "Wipe options"
|
||||
msgstr "Wipe options"
|
||||
|
||||
msgid "Bed adhension"
|
||||
msgid "Bed adhesion"
|
||||
msgstr "Bed adhesion"
|
||||
|
||||
msgid "Add part"
|
||||
@@ -1880,12 +1880,6 @@ msgstr "Auto orientation"
|
||||
msgid "Auto orient the object to improve print quality."
|
||||
msgstr "Auto orient the object to improve print quality."
|
||||
|
||||
msgid "Split the selected object into mutiple objects"
|
||||
msgstr "Split the selected object into mutiple objects"
|
||||
|
||||
msgid "Split the selected object into mutiple parts"
|
||||
msgstr "Split the selected object into mutiple parts"
|
||||
|
||||
msgid "Select All"
|
||||
msgstr "Select All"
|
||||
|
||||
@@ -1931,6 +1925,9 @@ msgstr "Simplify Model"
|
||||
msgid "Center"
|
||||
msgstr "Center"
|
||||
|
||||
msgid "Drop"
|
||||
msgstr ""
|
||||
|
||||
msgid "Edit Process Settings"
|
||||
msgstr "Edit Process Settings"
|
||||
|
||||
@@ -2147,8 +2144,8 @@ msgid_plural "Following model objects have been repaired"
|
||||
msgstr[0] "The following model object has been repaired"
|
||||
msgstr[1] "The following model objects have been repaired"
|
||||
|
||||
msgid "Failed to repair folowing model object"
|
||||
msgid_plural "Failed to repair folowing model objects"
|
||||
msgid "Failed to repair following model object"
|
||||
msgid_plural "Failed to repair following model objects"
|
||||
msgstr[0] "Failed to repair the following model object"
|
||||
msgstr[1] "Failed to repair the following model objects"
|
||||
|
||||
@@ -2598,7 +2595,7 @@ msgstr "Print task sending times out."
|
||||
msgid "Service Unavailable"
|
||||
msgstr "Service Unavailable"
|
||||
|
||||
msgid "Unkown Error."
|
||||
msgid "Unknown Error."
|
||||
msgstr "Unknown Error."
|
||||
|
||||
msgid "Sending print configuration"
|
||||
@@ -3571,7 +3568,7 @@ msgstr ""
|
||||
"The value will be reset to 0."
|
||||
|
||||
msgid ""
|
||||
"Too large elefant foot compensation is unreasonable.\n"
|
||||
"Too large elephant foot compensation is unreasonable.\n"
|
||||
"If really have serious elephant foot effect, please check other settings.\n"
|
||||
"For example, whether bed temperature is too high.\n"
|
||||
"\n"
|
||||
@@ -4308,7 +4305,7 @@ msgstr "Volume:"
|
||||
msgid "Size:"
|
||||
msgstr "Size:"
|
||||
|
||||
#, c-format, boost-format
|
||||
#, boost-format
|
||||
msgid ""
|
||||
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
|
||||
"separate the conflicted objects farther (%s <-> %s)."
|
||||
@@ -4748,6 +4745,18 @@ msgstr "Pass 2"
|
||||
msgid "Flow rate test - Pass 2"
|
||||
msgstr "Flow rate test - Pass 2"
|
||||
|
||||
msgid "YOLO (Recommended)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.01 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "YOLO (perfectionist version)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.005 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "Flow rate"
|
||||
msgstr "Flow rate"
|
||||
|
||||
@@ -6035,7 +6044,7 @@ msgstr ""
|
||||
"The file %s already exists.\n"
|
||||
"Do you want to replace it?"
|
||||
|
||||
msgid "Comfirm Save As"
|
||||
msgid "Confirm Save As"
|
||||
msgstr "Confirm Save As"
|
||||
|
||||
msgid "Delete object which is a part of cut object"
|
||||
@@ -6254,10 +6263,10 @@ msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Unable to perform boolean operation on model meshes. Only positive parts "
|
||||
"will be kept. You may fix the meshes and try agian."
|
||||
"will be kept. You may fix the meshes and try again."
|
||||
msgstr ""
|
||||
"Unable to perform boolean operation on model meshes. Only positive parts "
|
||||
"will be kept. You may fix the meshes and try agian."
|
||||
"will be kept. You may fix the meshes and try again."
|
||||
|
||||
#, boost-format
|
||||
msgid "Reason: part \"%1%\" is empty."
|
||||
@@ -6562,6 +6571,12 @@ msgstr ""
|
||||
"With this option enabled, you can send a task to multiple devices at the "
|
||||
"same time and manage multiple devices."
|
||||
|
||||
msgid "Auto arrange plate after cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Auto arrange plate after object cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Network"
|
||||
msgstr ""
|
||||
|
||||
@@ -7464,13 +7479,13 @@ msgstr ""
|
||||
msgid ""
|
||||
"When recording timelapse without toolhead, it is recommended to add a "
|
||||
"\"Timelapse Wipe Tower\" \n"
|
||||
"by right-click the empty position of build plate and choose \"Add Primitive"
|
||||
"\"->\"Timelapse Wipe Tower\"."
|
||||
"by right-click the empty position of build plate and choose \"Add "
|
||||
"Primitive\"->\"Timelapse Wipe Tower\"."
|
||||
msgstr ""
|
||||
"When recording timelapse without toolhead, it is recommended to add a "
|
||||
"\"Timelapse Wipe Tower\" \n"
|
||||
"by right-click the empty position of build plate and choose \"Add Primitive"
|
||||
"\"->\"Timelapse Wipe Tower\"."
|
||||
"by right-click the empty position of build plate and choose \"Add "
|
||||
"Primitive\"->\"Timelapse Wipe Tower\"."
|
||||
|
||||
msgid "Line width"
|
||||
msgstr "Line width"
|
||||
@@ -7541,12 +7556,21 @@ msgstr "Filament for Supports"
|
||||
msgid "Tree supports"
|
||||
msgstr ""
|
||||
|
||||
msgid "Skirt"
|
||||
msgid "Multimaterial"
|
||||
msgstr ""
|
||||
|
||||
msgid "Prime tower"
|
||||
msgstr "Prime tower"
|
||||
|
||||
msgid "Filament for Features"
|
||||
msgstr ""
|
||||
|
||||
msgid "Ooze prevention"
|
||||
msgstr ""
|
||||
|
||||
msgid "Skirt"
|
||||
msgstr ""
|
||||
|
||||
msgid "Special mode"
|
||||
msgstr "Special mode"
|
||||
|
||||
@@ -7598,6 +7622,9 @@ msgstr "Recommended nozzle temperature"
|
||||
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
|
||||
msgstr "Recommended nozzle temperature range of this filament. 0 means not set"
|
||||
|
||||
msgid "Flow ratio and Pressure Advance"
|
||||
msgstr ""
|
||||
|
||||
msgid "Print chamber temperature"
|
||||
msgstr ""
|
||||
|
||||
@@ -7706,9 +7733,6 @@ msgstr "Filament start G-code"
|
||||
msgid "Filament end G-code"
|
||||
msgstr "Filament end G-code"
|
||||
|
||||
msgid "Multimaterial"
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower parameters"
|
||||
msgstr ""
|
||||
|
||||
@@ -7798,12 +7822,30 @@ msgstr "Jerk limitation"
|
||||
msgid "Single extruder multimaterial setup"
|
||||
msgstr ""
|
||||
|
||||
msgid "Number of extruders of the printer."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Single Extruder Multi Material is selected, \n"
|
||||
"and all extruders must have the same diameter.\n"
|
||||
"Do you want to change the diameter for all extruders to first extruder "
|
||||
"nozzle diameter value?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr "Nozzle diameter"
|
||||
|
||||
msgid "Wipe tower"
|
||||
msgstr ""
|
||||
|
||||
msgid "Single extruder multimaterial parameters"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"This is a single extruder multimaterial printer, diameters of all extruders "
|
||||
"will be set to the new value. Do you want to proceed?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer height limits"
|
||||
msgstr "Layer height limits"
|
||||
|
||||
@@ -8782,6 +8824,11 @@ msgstr ""
|
||||
msgid "No object can be printed. Maybe too small"
|
||||
msgstr "No object can be printed. It may be too small."
|
||||
|
||||
msgid ""
|
||||
"Your print is very close to the priming regions. Make sure there is no "
|
||||
"collision."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Failed to generate gcode for invalid custom G-code.\n"
|
||||
"\n"
|
||||
@@ -9016,11 +9063,10 @@ msgid "Variable layer height is not supported with Organic supports."
|
||||
msgstr "Variable layer height is not supported with Organic supports."
|
||||
|
||||
msgid ""
|
||||
"Different nozzle diameters and different filament diameters is not allowed "
|
||||
"when prime tower is enabled."
|
||||
"Different nozzle diameters and different filament diameters may not work "
|
||||
"well when the prime tower is enabled. It's very experimental, so please "
|
||||
"proceed with caution."
|
||||
msgstr ""
|
||||
"Different nozzle diameters and different filament diameters is not allowed "
|
||||
"when prime tower is enabled."
|
||||
|
||||
msgid ""
|
||||
"The Wipe Tower is currently only supported with the relative extruder "
|
||||
@@ -9030,9 +9076,9 @@ msgstr ""
|
||||
"addressing (use_relative_e_distances=1)."
|
||||
|
||||
msgid ""
|
||||
"Ooze prevention is currently not supported with the prime tower enabled."
|
||||
"Ooze prevention is only supported with the wipe tower when "
|
||||
"'single_extruder_multi_material' is off."
|
||||
msgstr ""
|
||||
"Ooze prevention is currently not supported with the prime tower enabled."
|
||||
|
||||
msgid ""
|
||||
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
|
||||
@@ -9478,14 +9524,31 @@ msgid "Apply gap fill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enables gap fill for the selected surfaces. The minimum gap length that will "
|
||||
"be filled can be controlled from the filter out tiny gaps option below.\n"
|
||||
"Enables gap fill for the selected solid surfaces. The minimum gap length "
|
||||
"that will be filled can be controlled from the filter out tiny gaps option "
|
||||
"below.\n"
|
||||
"\n"
|
||||
"Options:\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
|
||||
"for maximum strength\n"
|
||||
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
|
||||
"only\n"
|
||||
"3. Nowhere: Disables gap fill\n"
|
||||
"only, balancing print speed, reducing potential over extrusion in the solid "
|
||||
"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
|
||||
"3. Nowhere: Disables gap fill for all solid infill areas. \n"
|
||||
"\n"
|
||||
"Note that if using the classic perimeter generator, gap fill may also be "
|
||||
"generated between perimeters, if a full width line cannot fit between them. "
|
||||
"That perimeter gap fill is not controlled by this setting. \n"
|
||||
"\n"
|
||||
"If you would like all gap fill, including the classic perimeter generated "
|
||||
"one, removed, set the filter out tiny gaps value to a large number, like "
|
||||
"999999. \n"
|
||||
"\n"
|
||||
"However this is not advised, as gap fill between perimeters is contributing "
|
||||
"to the model's strength. For models where excessive gap fill is generated "
|
||||
"between perimeters, a better option would be to switch to the arachne wall "
|
||||
"generator and use this option to control whether the cosmetic top and bottom "
|
||||
"surface gap fill is generated"
|
||||
msgstr ""
|
||||
|
||||
msgid "Everywhere"
|
||||
@@ -9557,10 +9620,11 @@ msgstr "Bridge flow ratio"
|
||||
|
||||
msgid ""
|
||||
"Decrease this value slightly(for example 0.9) to reduce the amount of "
|
||||
"material for bridge, to improve sag"
|
||||
"material for bridge, to improve sag. \n"
|
||||
"\n"
|
||||
"The actual bridge flow used is calculated by multiplying this value with the "
|
||||
"filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
"Decrease this value slightly (for example 0.9) to reduce the amount of "
|
||||
"material extruded for bridges to avoid sagging."
|
||||
|
||||
msgid "Internal bridge flow ratio"
|
||||
msgstr ""
|
||||
@@ -9568,7 +9632,11 @@ msgstr ""
|
||||
msgid ""
|
||||
"This value governs the thickness of the internal bridge layer. This is the "
|
||||
"first layer over sparse infill. Decrease this value slightly (for example "
|
||||
"0.9) to improve surface quality over sparse infill."
|
||||
"0.9) to improve surface quality over sparse infill.\n"
|
||||
"\n"
|
||||
"The actual internal bridge flow used is calculated by multiplying this value "
|
||||
"with the bridge flow ratio, the filament flow ratio, and if set, the "
|
||||
"object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Top surface flow ratio"
|
||||
@@ -9576,15 +9644,20 @@ msgstr "Top surface flow ratio"
|
||||
|
||||
msgid ""
|
||||
"This factor affects the amount of material for top solid infill. You can "
|
||||
"decrease it slightly to have smooth surface finish"
|
||||
"decrease it slightly to have smooth surface finish. \n"
|
||||
"\n"
|
||||
"The actual top surface flow used is calculated by multiplying this value "
|
||||
"with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
"This factor affects the amount of material for top solid infill. You can "
|
||||
"decrease it slightly to have smooth surface finish"
|
||||
|
||||
msgid "Bottom surface flow ratio"
|
||||
msgstr ""
|
||||
|
||||
msgid "This factor affects the amount of material for bottom solid infill"
|
||||
msgid ""
|
||||
"This factor affects the amount of material for bottom solid infill. \n"
|
||||
"\n"
|
||||
"The actual bottom solid infill flow used is calculated by multiplying this "
|
||||
"value with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Precise wall"
|
||||
@@ -9718,9 +9791,25 @@ msgstr ""
|
||||
msgid "Slow down for curled perimeters"
|
||||
msgstr ""
|
||||
|
||||
#, c-format, boost-format
|
||||
msgid ""
|
||||
"Enable this option to slow printing down in areas where potential curled "
|
||||
"perimeters may exist"
|
||||
"Enable this option to slow down printing in areas where perimeters may have "
|
||||
"curled upwards.For example, additional slowdown will be applied when "
|
||||
"printing overhangs on sharp corners like the front of the Benchy hull, "
|
||||
"reducing curling which compounds over multiple layers.\n"
|
||||
"\n"
|
||||
" It is generally recommended to have this option switched on unless your "
|
||||
"printer cooling is powerful enough or the print speed slow enough that "
|
||||
"perimeter curling does not happen. If printing with a high external "
|
||||
"perimeter speed, this parameter may introduce slight artifacts when slowing "
|
||||
"down due to the large variance in print speeds. If you notice artifacts, "
|
||||
"ensure your pressure advance is tuned correctly.\n"
|
||||
"\n"
|
||||
"Note: When this option is enabled, overhang perimeters are treated like "
|
||||
"overhangs, meaning the overhang speed is applied even if the overhanging "
|
||||
"perimeter is part of a bridge. For example, when the perimeters are "
|
||||
"100% overhanging, with no wall supporting them from underneath, the "
|
||||
"100% overhang speed will be applied."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s or %"
|
||||
@@ -9729,8 +9818,14 @@ msgstr "mm/s or %"
|
||||
msgid "External"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of bridge and completely overhang wall"
|
||||
msgstr "This is the speed for bridges and 100% overhang walls."
|
||||
msgid ""
|
||||
"Speed of the externally visible bridge extrusions. \n"
|
||||
"\n"
|
||||
"In addition, if Slow down for curled perimeters is disabled or Classic "
|
||||
"overhang mode is enabled, it will be the print speed of overhang walls that "
|
||||
"are supported by less than 13%, whether they are part of a bridge or an "
|
||||
"overhang."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s"
|
||||
msgstr "mm/s"
|
||||
@@ -9739,8 +9834,8 @@ msgid "Internal"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Speed of internal bridge. If the value is expressed as a percentage, it will "
|
||||
"be calculated based on the bridge_speed. Default value is 150%."
|
||||
"Speed of internal bridges. If the value is expressed as a percentage, it "
|
||||
"will be calculated based on the bridge_speed. Default value is 150%."
|
||||
msgstr ""
|
||||
|
||||
msgid "Brim width"
|
||||
@@ -10269,6 +10364,17 @@ msgstr ""
|
||||
"1.05. You may be able to tune this value to get a nice flat surface if there "
|
||||
"is slight overflow or underflow."
|
||||
|
||||
msgid ""
|
||||
"The material may have volumetric change after switching between molten state "
|
||||
"and crystalline state. This setting changes all extrusion flow of this "
|
||||
"filament in gcode proportionally. Recommended value range is between 0.95 "
|
||||
"and 1.05. Maybe you can tune this value to get nice flat surface when there "
|
||||
"has slight overflow or underflow. \n"
|
||||
"\n"
|
||||
"The final object flow ratio is this value multiplied by the filament flow "
|
||||
"ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable pressure advance"
|
||||
msgstr "Enable pressure advance"
|
||||
|
||||
@@ -10280,6 +10386,86 @@ msgstr ""
|
||||
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable adaptive pressure advance (beta)"
|
||||
msgstr ""
|
||||
|
||||
#, c-format, boost-format
|
||||
msgid ""
|
||||
"With increasing print speeds (and hence increasing volumetric flow through "
|
||||
"the nozzle) and increasing accelerations, it has been observed that the "
|
||||
"effective PA value typically decreases. This means that a single PA value is "
|
||||
"not always 100% optimal for all features and a compromise value is usually "
|
||||
"used that does not cause too much bulging on features with lower flow speed "
|
||||
"and accelerations while also not causing gaps on faster features.\n"
|
||||
"\n"
|
||||
"This feature aims to address this limitation by modeling the response of "
|
||||
"your printer's extrusion system depending on the volumetric flow speed and "
|
||||
"acceleration it is printing at. Internally, it generates a fitted model that "
|
||||
"can extrapolate the needed pressure advance for any given volumetric flow "
|
||||
"speed and acceleration, which is then emmited to the printer depending on "
|
||||
"the current print conditions.\n"
|
||||
"\n"
|
||||
"When enabled, the pressure advance value above is overriden. However, a "
|
||||
"reasonable default value above is strongly recomended to act as a fallback "
|
||||
"and for when tool changing.\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Adaptive pressure advance measurements (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
|
||||
"accelerations they were measured at, separated by a comma. One set of values "
|
||||
"per line. For example\n"
|
||||
"0.04,3.96,3000\n"
|
||||
"0.033,3.96,10000\n"
|
||||
"0.029,7.91,3000\n"
|
||||
"0.026,7.91,10000\n"
|
||||
"\n"
|
||||
"How to calibrate:\n"
|
||||
"1. Run the pressure advance test for at least 3 speeds per acceleration "
|
||||
"value. It is recommended that the test is run for at least the speed of the "
|
||||
"external perimeters, the speed of the internal perimeters and the fastest "
|
||||
"feature print speed in your profile (usually its the sparse or solid "
|
||||
"infill). Then run them for the same speeds for the slowest and fastest print "
|
||||
"accelerations,and no faster than the recommended maximum acceleration as "
|
||||
"given by the klipper input shaper.\n"
|
||||
"2. Take note of the optimal PA value for each volumetric flow speed and "
|
||||
"acceleration. You can find the flow number by selecting flow from the color "
|
||||
"scheme drop down and move the horizontal slider over the PA pattern lines. "
|
||||
"The number should be visible at the bottom of the page. The ideal PA value "
|
||||
"should be decreasing the higher the volumetric flow is. If it is not, "
|
||||
"confirm that your extruder is functioning correctly.The slower and with less "
|
||||
"acceleration you print, the larger the range of acceptable PA values. If no "
|
||||
"difference is visible, use the PA value from the faster test.3. Enter the "
|
||||
"triplets of PA values, Flow and Accelerations in the text box here and save "
|
||||
"your filament profile\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable adaptive pressure advance for overhangs (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enable adaptive PA for overhangs as well as when flow changes within the "
|
||||
"same feature. This is an experimental option, as if the PA profile is not "
|
||||
"set accurately, it will cause uniformity issues on the external surfaces "
|
||||
"before and after overhangs.\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Pressure advance for bridges"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Pressure advance value for bridges. Set to 0 to disable. \n"
|
||||
"\n"
|
||||
" A lower PA value when printing bridges helps reduce the appearance of "
|
||||
"slight under extrusion immediately after bridges. This is caused by the "
|
||||
"pressure drop in the nozzle when printing in the air and a lower PA helps "
|
||||
"counteract this."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Default line width if other line widths are set to 0. If expressed as a %, "
|
||||
"it will be computed over the nozzle diameter."
|
||||
@@ -10361,18 +10547,29 @@ msgstr "mm³/s"
|
||||
msgid "Filament load time"
|
||||
msgstr "Filament load time"
|
||||
|
||||
msgid "Time to load new filament when switch filament. For statistics only"
|
||||
msgid ""
|
||||
"Time to load new filament when switch filament. It's usually applicable for "
|
||||
"single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
"Time to load new filament when switching filament, for statistical purposes "
|
||||
"only."
|
||||
|
||||
msgid "Filament unload time"
|
||||
msgstr "Filament unload time"
|
||||
|
||||
msgid "Time to unload old filament when switch filament. For statistics only"
|
||||
msgid ""
|
||||
"Time to unload old filament when switch filament. It's usually applicable "
|
||||
"for single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
|
||||
msgid "Tool change time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time taken to switch tools. It's usually applicable for tool changers or "
|
||||
"multi-tool machines. For single-extruder multi-material machines, it's "
|
||||
"typically 0. For statistics only"
|
||||
msgstr ""
|
||||
"Time to unload old filament when switching filament, for statistical "
|
||||
"purposes only."
|
||||
|
||||
msgid ""
|
||||
"Filament diameter is used to calculate extrusion in gcode, so it's important "
|
||||
@@ -10455,6 +10652,21 @@ msgid ""
|
||||
"Specify desired number of these moves."
|
||||
msgstr ""
|
||||
|
||||
msgid "Stamping loading speed"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed used for stamping."
|
||||
msgstr ""
|
||||
|
||||
msgid "Stamping distance measured from the center of the cooling tube"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"If set to nonzero value, filament is moved toward the nozzle between the "
|
||||
"individual cooling moves (\"stamping\"). This option configures how long "
|
||||
"this movement should be before the filament is retracted again."
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of the first cooling move"
|
||||
msgstr ""
|
||||
|
||||
@@ -10478,12 +10690,6 @@ msgstr ""
|
||||
msgid "Cooling moves are gradually accelerating towards this speed."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
|
||||
msgid "Ramming parameters"
|
||||
msgstr ""
|
||||
|
||||
@@ -10492,12 +10698,6 @@ msgid ""
|
||||
"parameters."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable ramming for multitool setups"
|
||||
msgstr ""
|
||||
|
||||
@@ -10780,7 +10980,7 @@ msgstr "First layer height"
|
||||
|
||||
msgid ""
|
||||
"Height of initial layer. Making initial layer height to be thick slightly "
|
||||
"can improve build plate adhension"
|
||||
"can improve build plate adhesion"
|
||||
msgstr ""
|
||||
"This is the height of the first layer. Making the first layer height thicker "
|
||||
"can improve build plate adhesion."
|
||||
@@ -10821,10 +11021,10 @@ msgstr "Full fan speed at layer"
|
||||
|
||||
msgid ""
|
||||
"Fan speed will be ramped up linearly from zero at layer "
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
|
||||
"\". \"full_fan_speed_layer\" will be ignored if lower than "
|
||||
"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
|
||||
"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer "
|
||||
"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
|
||||
"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
|
||||
"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
msgstr ""
|
||||
|
||||
msgid "layer"
|
||||
@@ -10889,7 +11089,10 @@ msgstr "Filter out tiny gaps"
|
||||
msgid "Layers and Perimeters"
|
||||
msgstr "Layers and Perimeters"
|
||||
|
||||
msgid "Filter out gaps smaller than the threshold specified"
|
||||
msgid ""
|
||||
"Don't print gap fill with a length is smaller than the threshold specified "
|
||||
"(in mm). This setting applies to top, bottom and solid infill and, if using "
|
||||
"the classic perimeter generator, to wall gap fill. "
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
@@ -11172,8 +11375,12 @@ msgstr ""
|
||||
msgid "Interlocking depth of a segmented region"
|
||||
msgstr "Interlocking depth of a segmented region"
|
||||
|
||||
msgid "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
msgstr "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
msgid ""
|
||||
"Interlocking depth of a segmented region. It will be ignored if "
|
||||
"\"mmu_segmented_region_max_width\" is zero or if "
|
||||
"\"mmu_segmented_region_interlocking_depth\"is bigger then "
|
||||
"\"mmu_segmented_region_max_width\". Zero disables this feature."
|
||||
msgstr ""
|
||||
|
||||
msgid "Use beam interlocking"
|
||||
msgstr ""
|
||||
@@ -11527,9 +11734,6 @@ msgid ""
|
||||
"cooling is enabled."
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr "Nozzle diameter"
|
||||
|
||||
msgid "Diameter of nozzle"
|
||||
msgstr "The diameter of the nozzle"
|
||||
|
||||
@@ -11619,6 +11823,11 @@ msgstr ""
|
||||
"oozing can't been seen. This can reduce times of retraction for complex "
|
||||
"model and save printing time, but make slicing and G-code generation slower."
|
||||
|
||||
msgid ""
|
||||
"This option will drop the temperature of the inactive extruders to prevent "
|
||||
"oozing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Filename format"
|
||||
msgstr "Filename format"
|
||||
|
||||
@@ -11662,6 +11871,9 @@ msgstr ""
|
||||
"This detects the overhang percentage relative to line width and uses a "
|
||||
"different speed to print. For 100%% overhang, bridging speed is used."
|
||||
|
||||
msgid "Filament to print walls"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of inner wall. If expressed as a %, it will be computed over the "
|
||||
"nozzle diameter."
|
||||
@@ -11695,12 +11907,21 @@ msgid ""
|
||||
"environment variables."
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer type"
|
||||
msgstr ""
|
||||
|
||||
msgid "Type of the printer"
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer notes"
|
||||
msgstr "Printer notes"
|
||||
|
||||
msgid "You can put your notes regarding the printer here."
|
||||
msgstr "You can put your notes regarding the printer here."
|
||||
|
||||
msgid "Printer variant"
|
||||
msgstr ""
|
||||
|
||||
msgid "Raft contact Z distance"
|
||||
msgstr "Raft contact Z distance"
|
||||
|
||||
@@ -12197,6 +12418,12 @@ msgstr ""
|
||||
"Sparse infill areas which are smaller than this threshold value are replaced "
|
||||
"by internal solid infill."
|
||||
|
||||
msgid "Solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid "Filament to print solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of internal solid infill. If expressed as a %, it will be "
|
||||
"computed over the nozzle diameter."
|
||||
@@ -12261,6 +12488,31 @@ msgstr "Traditional"
|
||||
msgid "Temperature variation"
|
||||
msgstr "Temperature variation"
|
||||
|
||||
#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
|
||||
msgid ""
|
||||
"Temperature difference to be applied when an extruder is not active. The "
|
||||
"value is not used when 'idle_temperature' in filament settings is set to non "
|
||||
"zero value."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"To reduce the waiting time after tool change, Orca can preheat the next tool "
|
||||
"while the current tool is still in use. This setting specifies the time in "
|
||||
"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
|
||||
"the tool in advance."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat steps"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
|
||||
"other printers, please set it to 1."
|
||||
msgstr ""
|
||||
|
||||
msgid "Start G-code"
|
||||
msgstr "Start G-code"
|
||||
|
||||
@@ -12714,29 +12966,40 @@ msgid "Activate temperature control"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enable this option for chamber temperature control. An M191 command will be "
|
||||
"added before \"machine_start_gcode\"\n"
|
||||
"G-code commands: M141/M191 S(0-255)"
|
||||
"Enable this option for automated chamber temperature control. This option "
|
||||
"activates the emitting of an M191 command before the "
|
||||
"\"machine_start_gcode\"\n"
|
||||
" which sets the chamber temperature and waits until it is reached. In "
|
||||
"addition, it emits an M141 command at the end of the print to turn off the "
|
||||
"chamber heater, if present. \n"
|
||||
"\n"
|
||||
"This option relies on the firmware supporting the M191 and M141 commands "
|
||||
"either via macros or natively and is usually used when an active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
|
||||
msgid "Chamber temperature"
|
||||
msgstr "Chamber temperature"
|
||||
|
||||
msgid ""
|
||||
"Higher chamber temperature can help suppress or reduce warping and "
|
||||
"potentially lead to higher interlayer bonding strength for high temperature "
|
||||
"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
|
||||
"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
|
||||
"other low temperature materials,the actual chamber temperature should not be "
|
||||
"high to avoid cloggings, so 0 which stands for turning off is highly "
|
||||
"recommended"
|
||||
"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
|
||||
"temperature can help suppress or reduce warping and potentially lead to "
|
||||
"higher interlayer bonding strength. However, at the same time, a higher "
|
||||
"chamber temperature will reduce the efficiency of air filtration for ABS and "
|
||||
"ASA. \n"
|
||||
"\n"
|
||||
"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
|
||||
"should be disabled (set to 0) as the chamber temperature should be low to "
|
||||
"avoid extruder clogging caused by material softening at the heat break.\n"
|
||||
"\n"
|
||||
"If enabled, this parameter also sets a gcode variable named "
|
||||
"chamber_temperature, which can be used to pass the desired chamber "
|
||||
"temperature to your print start macro, or a heat soak macro like this: "
|
||||
"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
|
||||
"be useful if your printer does not support M141/M191 commands, or if you "
|
||||
"desire to handle heat soaking in the print start macro if no active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
"Higher chamber temperature can help suppress or reduce warping and "
|
||||
"potentially lead to higher interlayer bonding strength for high temperature "
|
||||
"materials like ABS, ASA, PC, PA and so on. At the same time, the air "
|
||||
"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
|
||||
"other low temperature materials, the actual chamber temperature should not "
|
||||
"be high to avoid clogs, so 0 (turned off) is highly recommended."
|
||||
|
||||
msgid "Nozzle temperature for layers after the initial one"
|
||||
msgstr "Nozzle temperature after the first layer"
|
||||
@@ -12875,12 +13138,6 @@ msgid ""
|
||||
"Larger angle means wider base."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr ""
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr ""
|
||||
|
||||
msgid "Maximum wipe tower print speed"
|
||||
msgstr ""
|
||||
|
||||
@@ -12906,9 +13163,6 @@ msgid ""
|
||||
"regardless of this setting."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower extruder"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
|
||||
"use the one that is available (non-soluble would be preferred)."
|
||||
@@ -12958,6 +13212,30 @@ msgstr ""
|
||||
msgid "Maximal distance between supports on sparse infill sections."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr ""
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr ""
|
||||
|
||||
msgid "Extra flow for purging"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Extra flow used for the purging lines on the wipe tower. This makes the "
|
||||
"purging lines thicker or narrower than they normally would be. The spacing "
|
||||
"is adjusted automatically."
|
||||
msgstr ""
|
||||
|
||||
msgid "Idle temperature"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Nozzle temperature when the tool is currently not used in multi-tool setups."
|
||||
"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
|
||||
"0 to disable."
|
||||
msgstr ""
|
||||
|
||||
msgid "X-Y hole compensation"
|
||||
msgstr "X-Y hole compensation"
|
||||
|
||||
@@ -13260,6 +13538,14 @@ msgstr ""
|
||||
msgid "Currently planned extra extruder priming after deretraction."
|
||||
msgstr ""
|
||||
|
||||
msgid "Absolute E position"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Current position of the extruder axis. Only used with absolute extruder "
|
||||
"addressing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Current extruder"
|
||||
msgstr ""
|
||||
|
||||
@@ -13302,6 +13588,12 @@ msgstr ""
|
||||
msgid "Vector of bools stating whether a given extruder is used in the print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Has single extruder MM priming"
|
||||
msgstr ""
|
||||
|
||||
msgid "Are the extra multi-material priming regions used in this print?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Volume per extruder"
|
||||
msgstr ""
|
||||
|
||||
@@ -13446,6 +13738,14 @@ msgstr ""
|
||||
msgid "Name of the physical printer used for slicing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Number of extruders"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Total number of extruders, regardless of whether they are used in the "
|
||||
"current print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer number"
|
||||
msgstr ""
|
||||
|
||||
@@ -14507,8 +14807,8 @@ msgstr ""
|
||||
"Do you want to rewrite it?"
|
||||
|
||||
msgid ""
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you selected"
|
||||
"\". \n"
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you "
|
||||
"selected\". \n"
|
||||
"To add preset for more printers, Please go to printer selection"
|
||||
msgstr ""
|
||||
|
||||
@@ -14533,7 +14833,7 @@ msgstr "Import Preset"
|
||||
msgid "Create Type"
|
||||
msgstr "Create Type"
|
||||
|
||||
msgid "The model is not fond, place reselect vendor."
|
||||
msgid "The model is not found, place reselect vendor."
|
||||
msgstr "The model was not found; please reselect vendor."
|
||||
|
||||
msgid "Select Model"
|
||||
@@ -14582,10 +14882,10 @@ msgstr "Preset path was not found; please reselect vendor."
|
||||
msgid "The printer model was not found, please reselect."
|
||||
msgstr "The printer model was not found, please reselect."
|
||||
|
||||
msgid "The nozzle diameter is not fond, place reselect."
|
||||
msgid "The nozzle diameter is not found, place reselect."
|
||||
msgstr "The nozzle diameter was not found; please reselect."
|
||||
|
||||
msgid "The printer preset is not fond, place reselect."
|
||||
msgid "The printer preset is not found, place reselect."
|
||||
msgstr "The printer preset was not found; please reselect."
|
||||
|
||||
msgid "Printer Preset"
|
||||
@@ -15748,6 +16048,68 @@ msgstr ""
|
||||
"ABS, appropriately increasing the heatbed temperature can reduce the "
|
||||
"probability of warping?"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
|
||||
#~ "material for bridge, to improve sag"
|
||||
#~ msgstr ""
|
||||
#~ "Decrease this value slightly (for example 0.9) to reduce the amount of "
|
||||
#~ "material extruded for bridges to avoid sagging."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "This factor affects the amount of material for top solid infill. You can "
|
||||
#~ "decrease it slightly to have smooth surface finish"
|
||||
#~ msgstr ""
|
||||
#~ "This factor affects the amount of material for top solid infill. You can "
|
||||
#~ "decrease it slightly to have smooth surface finish"
|
||||
|
||||
#~ msgid "Speed of bridge and completely overhang wall"
|
||||
#~ msgstr "This is the speed for bridges and 100% overhang walls."
|
||||
|
||||
#~ msgid "Time to load new filament when switch filament. For statistics only"
|
||||
#~ msgstr ""
|
||||
#~ "Time to load new filament when switching filament, for statistical "
|
||||
#~ "purposes only."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Time to unload old filament when switch filament. For statistics only"
|
||||
#~ msgstr ""
|
||||
#~ "Time to unload old filament when switching filament, for statistical "
|
||||
#~ "purposes only."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Higher chamber temperature can help suppress or reduce warping and "
|
||||
#~ "potentially lead to higher interlayer bonding strength for high "
|
||||
#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
|
||||
#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
|
||||
#~ "TPU, PVA and other low temperature materials,the actual chamber "
|
||||
#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
|
||||
#~ "turning off is highly recommended"
|
||||
#~ msgstr ""
|
||||
#~ "Higher chamber temperature can help suppress or reduce warping and "
|
||||
#~ "potentially lead to higher interlayer bonding strength for high "
|
||||
#~ "temperature materials like ABS, ASA, PC, PA and so on. At the same time, "
|
||||
#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
|
||||
#~ "TPU, PVA and other low temperature materials, the actual chamber "
|
||||
#~ "temperature should not be high to avoid clogs, so 0 (turned off) is "
|
||||
#~ "highly recommended."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Different nozzle diameters and different filament diameters is not "
|
||||
#~ "allowed when prime tower is enabled."
|
||||
#~ msgstr ""
|
||||
#~ "Different nozzle diameters and different filament diameters is not "
|
||||
#~ "allowed when prime tower is enabled."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Ooze prevention is currently not supported with the prime tower enabled."
|
||||
#~ msgstr ""
|
||||
#~ "Ooze prevention is currently not supported with the prime tower enabled."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
#~ msgstr ""
|
||||
#~ "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
|
||||
#~ msgid "Please input a valid value (K in 0~0.3)"
|
||||
#~ msgstr "Please input a valid value (K in 0~0.3)"
|
||||
|
||||
|
||||
@@ -3,7 +3,7 @@ msgid ""
|
||||
msgstr ""
|
||||
"Project-Id-Version: Orca Slicer\n"
|
||||
"Report-Msgid-Bugs-To: \n"
|
||||
"POT-Creation-Date: 2024-06-30 15:44+0200\n"
|
||||
"POT-Creation-Date: 2024-08-23 16:24+0200\n"
|
||||
"PO-Revision-Date: \n"
|
||||
"Last-Translator: \n"
|
||||
"Language-Team: \n"
|
||||
@@ -589,7 +589,7 @@ msgstr "ワイヤフレームを表示"
|
||||
msgid "%1%"
|
||||
msgstr "%1%"
|
||||
|
||||
msgid "Can't apply when proccess preview."
|
||||
msgid "Can't apply when process preview."
|
||||
msgstr "プレビュー処理中は適用できません"
|
||||
|
||||
msgid "Operation already cancelling. Please wait few seconds."
|
||||
@@ -656,8 +656,8 @@ msgstr "Surface"
|
||||
msgid "Horizontal text"
|
||||
msgstr "Horizontal text"
|
||||
|
||||
msgid "Shift + Mouse move up or dowm"
|
||||
msgstr "Shift + Mouse move up or dowm"
|
||||
msgid "Shift + Mouse move up or down"
|
||||
msgstr "Shift + Mouse move up or down"
|
||||
|
||||
msgid "Rotate text"
|
||||
msgstr "Rotate text"
|
||||
@@ -1000,7 +1000,7 @@ msgstr "テキストの向きをカメラ側にする。"
|
||||
|
||||
#, boost-format
|
||||
msgid ""
|
||||
"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
|
||||
"Can't load exactly same font(\"%1%\"). Application selected a similar "
|
||||
"one(\"%2%\"). You have to specify font for enable edit text."
|
||||
msgstr ""
|
||||
"全く同じフォント(\"%1%\")を読み込むことができません。アプリケーションは似たよ"
|
||||
@@ -1618,7 +1618,7 @@ msgstr "押出線幅"
|
||||
msgid "Wipe options"
|
||||
msgstr "拭き上げ設定"
|
||||
|
||||
msgid "Bed adhension"
|
||||
msgid "Bed adhesion"
|
||||
msgstr "ベッド接着"
|
||||
|
||||
msgid "Add part"
|
||||
@@ -1897,12 +1897,6 @@ msgstr "自動向き調整"
|
||||
msgid "Auto orient the object to improve print quality."
|
||||
msgstr "オブジェクトの向きを自動的に調整する"
|
||||
|
||||
msgid "Split the selected object into mutiple objects"
|
||||
msgstr "選択したオブジェクトを複数のオブジェクトに分割"
|
||||
|
||||
msgid "Split the selected object into mutiple parts"
|
||||
msgstr "選択したオブジェクトを複数のパーツに分割"
|
||||
|
||||
msgid "Select All"
|
||||
msgstr "全てを選択"
|
||||
|
||||
@@ -1948,6 +1942,9 @@ msgstr "モデルを簡略化"
|
||||
msgid "Center"
|
||||
msgstr "センター"
|
||||
|
||||
msgid "Drop"
|
||||
msgstr ""
|
||||
|
||||
msgid "Edit Process Settings"
|
||||
msgstr "プロセス設定を編集"
|
||||
|
||||
@@ -2158,8 +2155,8 @@ msgid "Following model object has been repaired"
|
||||
msgid_plural "Following model objects have been repaired"
|
||||
msgstr[0] "以下のモデルオブジェクトが修復されました。"
|
||||
|
||||
msgid "Failed to repair folowing model object"
|
||||
msgid_plural "Failed to repair folowing model objects"
|
||||
msgid "Failed to repair following model object"
|
||||
msgid_plural "Failed to repair following model objects"
|
||||
msgstr[0] "以下のオブジェクトを修復てきませんでした"
|
||||
|
||||
msgid "Repairing was canceled"
|
||||
@@ -2606,7 +2603,7 @@ msgstr "Print task sending times out."
|
||||
msgid "Service Unavailable"
|
||||
msgstr "サービスは利用できません"
|
||||
|
||||
msgid "Unkown Error."
|
||||
msgid "Unknown Error."
|
||||
msgstr "不明なエラー"
|
||||
|
||||
msgid "Sending print configuration"
|
||||
@@ -3554,7 +3551,7 @@ msgstr ""
|
||||
"値を0にリセットします。"
|
||||
|
||||
msgid ""
|
||||
"Too large elefant foot compensation is unreasonable.\n"
|
||||
"Too large elephant foot compensation is unreasonable.\n"
|
||||
"If really have serious elephant foot effect, please check other settings.\n"
|
||||
"For example, whether bed temperature is too high.\n"
|
||||
"\n"
|
||||
@@ -4290,7 +4287,7 @@ msgstr "ボリューム"
|
||||
msgid "Size:"
|
||||
msgstr "サイズ:"
|
||||
|
||||
#, c-format, boost-format
|
||||
#, boost-format
|
||||
msgid ""
|
||||
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
|
||||
"separate the conflicted objects farther (%s <-> %s)."
|
||||
@@ -4726,6 +4723,18 @@ msgstr "Pass 2"
|
||||
msgid "Flow rate test - Pass 2"
|
||||
msgstr "Flow rate test - Pass 2"
|
||||
|
||||
msgid "YOLO (Recommended)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.01 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "YOLO (perfectionist version)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.005 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "Flow rate"
|
||||
msgstr "Flow rate"
|
||||
|
||||
@@ -5994,7 +6003,7 @@ msgstr ""
|
||||
"The file %s already exists.\n"
|
||||
"Do you want to replace it?"
|
||||
|
||||
msgid "Comfirm Save As"
|
||||
msgid "Confirm Save As"
|
||||
msgstr "Confirm Save As"
|
||||
|
||||
msgid "Delete object which is a part of cut object"
|
||||
@@ -6211,10 +6220,10 @@ msgstr "%sを送信しました、プリンターにて確認できます"
|
||||
|
||||
msgid ""
|
||||
"Unable to perform boolean operation on model meshes. Only positive parts "
|
||||
"will be kept. You may fix the meshes and try agian."
|
||||
"will be kept. You may fix the meshes and try again."
|
||||
msgstr ""
|
||||
"Unable to perform boolean operation on model meshes. Only positive parts "
|
||||
"will be kept. You may fix the meshes and try agian."
|
||||
"will be kept. You may fix the meshes and try again."
|
||||
|
||||
#, boost-format
|
||||
msgid "Reason: part \"%1%\" is empty."
|
||||
@@ -6529,6 +6538,12 @@ msgstr ""
|
||||
"With this option enabled, you can send a task to multiple devices at the "
|
||||
"same time and manage multiple devices."
|
||||
|
||||
msgid "Auto arrange plate after cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Auto arrange plate after object cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Network"
|
||||
msgstr "ネットワーク (&N)"
|
||||
|
||||
@@ -7405,8 +7420,8 @@ msgstr ""
|
||||
msgid ""
|
||||
"When recording timelapse without toolhead, it is recommended to add a "
|
||||
"\"Timelapse Wipe Tower\" \n"
|
||||
"by right-click the empty position of build plate and choose \"Add Primitive"
|
||||
"\"->\"Timelapse Wipe Tower\"."
|
||||
"by right-click the empty position of build plate and choose \"Add "
|
||||
"Primitive\"->\"Timelapse Wipe Tower\"."
|
||||
msgstr ""
|
||||
"ヘッド無しのタイムラプスビデオを録画する時に、「タイムラプスプライムタワー」"
|
||||
"を追加してください。プレートで右クリックして、「プリミティブを追加」→「タイム"
|
||||
@@ -7480,12 +7495,21 @@ msgstr "サポート用フィラメント"
|
||||
msgid "Tree supports"
|
||||
msgstr ""
|
||||
|
||||
msgid "Skirt"
|
||||
msgstr "スカート"
|
||||
msgid "Multimaterial"
|
||||
msgstr ""
|
||||
|
||||
msgid "Prime tower"
|
||||
msgstr "プライムタワー"
|
||||
|
||||
msgid "Filament for Features"
|
||||
msgstr ""
|
||||
|
||||
msgid "Ooze prevention"
|
||||
msgstr ""
|
||||
|
||||
msgid "Skirt"
|
||||
msgstr "スカート"
|
||||
|
||||
msgid "Special mode"
|
||||
msgstr "特別モード"
|
||||
|
||||
@@ -7532,6 +7556,9 @@ msgstr "推奨ノズル温度"
|
||||
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
|
||||
msgstr "フィラメントの推奨ノズル温度、0は未設定との意味です"
|
||||
|
||||
msgid "Flow ratio and Pressure Advance"
|
||||
msgstr ""
|
||||
|
||||
msgid "Print chamber temperature"
|
||||
msgstr ""
|
||||
|
||||
@@ -7638,9 +7665,6 @@ msgstr "フィラメント開始G-code"
|
||||
msgid "Filament end G-code"
|
||||
msgstr "フィラメント終了G-code"
|
||||
|
||||
msgid "Multimaterial"
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower parameters"
|
||||
msgstr "ワイプタワーのパラメータ"
|
||||
|
||||
@@ -7730,12 +7754,30 @@ msgstr "振動特性"
|
||||
msgid "Single extruder multimaterial setup"
|
||||
msgstr ""
|
||||
|
||||
msgid "Number of extruders of the printer."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Single Extruder Multi Material is selected, \n"
|
||||
"and all extruders must have the same diameter.\n"
|
||||
"Do you want to change the diameter for all extruders to first extruder "
|
||||
"nozzle diameter value?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr "ノズル直径"
|
||||
|
||||
msgid "Wipe tower"
|
||||
msgstr "ワイプタワー"
|
||||
|
||||
msgid "Single extruder multimaterial parameters"
|
||||
msgstr "単一エクストルーダーのマルチマテリアルパラメーター"
|
||||
|
||||
msgid ""
|
||||
"This is a single extruder multimaterial printer, diameters of all extruders "
|
||||
"will be set to the new value. Do you want to proceed?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer height limits"
|
||||
msgstr "積層ピッチの制限"
|
||||
|
||||
@@ -8708,6 +8750,11 @@ msgstr ""
|
||||
msgid "No object can be printed. Maybe too small"
|
||||
msgstr "造形できるオブジェクトがありません。"
|
||||
|
||||
msgid ""
|
||||
"Your print is very close to the priming regions. Make sure there is no "
|
||||
"collision."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Failed to generate gcode for invalid custom G-code.\n"
|
||||
"\n"
|
||||
@@ -8936,11 +8983,10 @@ msgid "Variable layer height is not supported with Organic supports."
|
||||
msgstr "Variable layer height is not supported with Organic supports."
|
||||
|
||||
msgid ""
|
||||
"Different nozzle diameters and different filament diameters is not allowed "
|
||||
"when prime tower is enabled."
|
||||
"Different nozzle diameters and different filament diameters may not work "
|
||||
"well when the prime tower is enabled. It's very experimental, so please "
|
||||
"proceed with caution."
|
||||
msgstr ""
|
||||
"Different nozzle diameters and different filament diameters is not allowed "
|
||||
"when prime tower is enabled."
|
||||
|
||||
msgid ""
|
||||
"The Wipe Tower is currently only supported with the relative extruder "
|
||||
@@ -8950,9 +8996,9 @@ msgstr ""
|
||||
"addressing (use_relative_e_distances=1)."
|
||||
|
||||
msgid ""
|
||||
"Ooze prevention is currently not supported with the prime tower enabled."
|
||||
"Ooze prevention is only supported with the wipe tower when "
|
||||
"'single_extruder_multi_material' is off."
|
||||
msgstr ""
|
||||
"Ooze prevention is currently not supported with the prime tower enabled."
|
||||
|
||||
msgid ""
|
||||
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
|
||||
@@ -9388,14 +9434,31 @@ msgid "Apply gap fill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enables gap fill for the selected surfaces. The minimum gap length that will "
|
||||
"be filled can be controlled from the filter out tiny gaps option below.\n"
|
||||
"Enables gap fill for the selected solid surfaces. The minimum gap length "
|
||||
"that will be filled can be controlled from the filter out tiny gaps option "
|
||||
"below.\n"
|
||||
"\n"
|
||||
"Options:\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
|
||||
"for maximum strength\n"
|
||||
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
|
||||
"only\n"
|
||||
"3. Nowhere: Disables gap fill\n"
|
||||
"only, balancing print speed, reducing potential over extrusion in the solid "
|
||||
"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
|
||||
"3. Nowhere: Disables gap fill for all solid infill areas. \n"
|
||||
"\n"
|
||||
"Note that if using the classic perimeter generator, gap fill may also be "
|
||||
"generated between perimeters, if a full width line cannot fit between them. "
|
||||
"That perimeter gap fill is not controlled by this setting. \n"
|
||||
"\n"
|
||||
"If you would like all gap fill, including the classic perimeter generated "
|
||||
"one, removed, set the filter out tiny gaps value to a large number, like "
|
||||
"999999. \n"
|
||||
"\n"
|
||||
"However this is not advised, as gap fill between perimeters is contributing "
|
||||
"to the model's strength. For models where excessive gap fill is generated "
|
||||
"between perimeters, a better option would be to switch to the arachne wall "
|
||||
"generator and use this option to control whether the cosmetic top and bottom "
|
||||
"surface gap fill is generated"
|
||||
msgstr ""
|
||||
|
||||
msgid "Everywhere"
|
||||
@@ -9465,10 +9528,11 @@ msgstr "ブリッジ流量"
|
||||
|
||||
msgid ""
|
||||
"Decrease this value slightly(for example 0.9) to reduce the amount of "
|
||||
"material for bridge, to improve sag"
|
||||
"material for bridge, to improve sag. \n"
|
||||
"\n"
|
||||
"The actual bridge flow used is calculated by multiplying this value with the "
|
||||
"filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
"この値を少し (例えば 0.9) 小さくし、ブリッジ用に押出し量を減らし、たるみを防"
|
||||
"ぎます。"
|
||||
|
||||
msgid "Internal bridge flow ratio"
|
||||
msgstr ""
|
||||
@@ -9476,7 +9540,11 @@ msgstr ""
|
||||
msgid ""
|
||||
"This value governs the thickness of the internal bridge layer. This is the "
|
||||
"first layer over sparse infill. Decrease this value slightly (for example "
|
||||
"0.9) to improve surface quality over sparse infill."
|
||||
"0.9) to improve surface quality over sparse infill.\n"
|
||||
"\n"
|
||||
"The actual internal bridge flow used is calculated by multiplying this value "
|
||||
"with the bridge flow ratio, the filament flow ratio, and if set, the "
|
||||
"object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Top surface flow ratio"
|
||||
@@ -9484,15 +9552,20 @@ msgstr "Top surface flow ratio"
|
||||
|
||||
msgid ""
|
||||
"This factor affects the amount of material for top solid infill. You can "
|
||||
"decrease it slightly to have smooth surface finish"
|
||||
"decrease it slightly to have smooth surface finish. \n"
|
||||
"\n"
|
||||
"The actual top surface flow used is calculated by multiplying this value "
|
||||
"with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
"This factor affects the amount of material for top solid infill. You can "
|
||||
"decrease it slightly to have a smooth surface finish."
|
||||
|
||||
msgid "Bottom surface flow ratio"
|
||||
msgstr ""
|
||||
|
||||
msgid "This factor affects the amount of material for bottom solid infill"
|
||||
msgid ""
|
||||
"This factor affects the amount of material for bottom solid infill. \n"
|
||||
"\n"
|
||||
"The actual bottom solid infill flow used is calculated by multiplying this "
|
||||
"value with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Precise wall"
|
||||
@@ -9624,9 +9697,25 @@ msgstr ""
|
||||
msgid "Slow down for curled perimeters"
|
||||
msgstr ""
|
||||
|
||||
#, c-format, boost-format
|
||||
msgid ""
|
||||
"Enable this option to slow printing down in areas where potential curled "
|
||||
"perimeters may exist"
|
||||
"Enable this option to slow down printing in areas where perimeters may have "
|
||||
"curled upwards.For example, additional slowdown will be applied when "
|
||||
"printing overhangs on sharp corners like the front of the Benchy hull, "
|
||||
"reducing curling which compounds over multiple layers.\n"
|
||||
"\n"
|
||||
" It is generally recommended to have this option switched on unless your "
|
||||
"printer cooling is powerful enough or the print speed slow enough that "
|
||||
"perimeter curling does not happen. If printing with a high external "
|
||||
"perimeter speed, this parameter may introduce slight artifacts when slowing "
|
||||
"down due to the large variance in print speeds. If you notice artifacts, "
|
||||
"ensure your pressure advance is tuned correctly.\n"
|
||||
"\n"
|
||||
"Note: When this option is enabled, overhang perimeters are treated like "
|
||||
"overhangs, meaning the overhang speed is applied even if the overhanging "
|
||||
"perimeter is part of a bridge. For example, when the perimeters are "
|
||||
"100% overhanging, with no wall supporting them from underneath, the "
|
||||
"100% overhang speed will be applied."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s or %"
|
||||
@@ -9635,8 +9724,14 @@ msgstr "mm/s or %"
|
||||
msgid "External"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of bridge and completely overhang wall"
|
||||
msgstr "ブリッジを造形する時に速度です。"
|
||||
msgid ""
|
||||
"Speed of the externally visible bridge extrusions. \n"
|
||||
"\n"
|
||||
"In addition, if Slow down for curled perimeters is disabled or Classic "
|
||||
"overhang mode is enabled, it will be the print speed of overhang walls that "
|
||||
"are supported by less than 13%, whether they are part of a bridge or an "
|
||||
"overhang."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s"
|
||||
msgstr "mm/s"
|
||||
@@ -9645,8 +9740,8 @@ msgid "Internal"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Speed of internal bridge. If the value is expressed as a percentage, it will "
|
||||
"be calculated based on the bridge_speed. Default value is 150%."
|
||||
"Speed of internal bridges. If the value is expressed as a percentage, it "
|
||||
"will be calculated based on the bridge_speed. Default value is 150%."
|
||||
msgstr ""
|
||||
|
||||
msgid "Brim width"
|
||||
@@ -10159,6 +10254,17 @@ msgstr ""
|
||||
"フィラメントは温度により体積が変わります。この設定で押出流量を比例的に調整し"
|
||||
"ます。 0.95 ~ 1.05の間で設定していください。"
|
||||
|
||||
msgid ""
|
||||
"The material may have volumetric change after switching between molten state "
|
||||
"and crystalline state. This setting changes all extrusion flow of this "
|
||||
"filament in gcode proportionally. Recommended value range is between 0.95 "
|
||||
"and 1.05. Maybe you can tune this value to get nice flat surface when there "
|
||||
"has slight overflow or underflow. \n"
|
||||
"\n"
|
||||
"The final object flow ratio is this value multiplied by the filament flow "
|
||||
"ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable pressure advance"
|
||||
msgstr "Enable pressure advance"
|
||||
|
||||
@@ -10170,6 +10276,86 @@ msgstr ""
|
||||
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable adaptive pressure advance (beta)"
|
||||
msgstr ""
|
||||
|
||||
#, c-format, boost-format
|
||||
msgid ""
|
||||
"With increasing print speeds (and hence increasing volumetric flow through "
|
||||
"the nozzle) and increasing accelerations, it has been observed that the "
|
||||
"effective PA value typically decreases. This means that a single PA value is "
|
||||
"not always 100% optimal for all features and a compromise value is usually "
|
||||
"used that does not cause too much bulging on features with lower flow speed "
|
||||
"and accelerations while also not causing gaps on faster features.\n"
|
||||
"\n"
|
||||
"This feature aims to address this limitation by modeling the response of "
|
||||
"your printer's extrusion system depending on the volumetric flow speed and "
|
||||
"acceleration it is printing at. Internally, it generates a fitted model that "
|
||||
"can extrapolate the needed pressure advance for any given volumetric flow "
|
||||
"speed and acceleration, which is then emmited to the printer depending on "
|
||||
"the current print conditions.\n"
|
||||
"\n"
|
||||
"When enabled, the pressure advance value above is overriden. However, a "
|
||||
"reasonable default value above is strongly recomended to act as a fallback "
|
||||
"and for when tool changing.\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Adaptive pressure advance measurements (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
|
||||
"accelerations they were measured at, separated by a comma. One set of values "
|
||||
"per line. For example\n"
|
||||
"0.04,3.96,3000\n"
|
||||
"0.033,3.96,10000\n"
|
||||
"0.029,7.91,3000\n"
|
||||
"0.026,7.91,10000\n"
|
||||
"\n"
|
||||
"How to calibrate:\n"
|
||||
"1. Run the pressure advance test for at least 3 speeds per acceleration "
|
||||
"value. It is recommended that the test is run for at least the speed of the "
|
||||
"external perimeters, the speed of the internal perimeters and the fastest "
|
||||
"feature print speed in your profile (usually its the sparse or solid "
|
||||
"infill). Then run them for the same speeds for the slowest and fastest print "
|
||||
"accelerations,and no faster than the recommended maximum acceleration as "
|
||||
"given by the klipper input shaper.\n"
|
||||
"2. Take note of the optimal PA value for each volumetric flow speed and "
|
||||
"acceleration. You can find the flow number by selecting flow from the color "
|
||||
"scheme drop down and move the horizontal slider over the PA pattern lines. "
|
||||
"The number should be visible at the bottom of the page. The ideal PA value "
|
||||
"should be decreasing the higher the volumetric flow is. If it is not, "
|
||||
"confirm that your extruder is functioning correctly.The slower and with less "
|
||||
"acceleration you print, the larger the range of acceptable PA values. If no "
|
||||
"difference is visible, use the PA value from the faster test.3. Enter the "
|
||||
"triplets of PA values, Flow and Accelerations in the text box here and save "
|
||||
"your filament profile\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable adaptive pressure advance for overhangs (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enable adaptive PA for overhangs as well as when flow changes within the "
|
||||
"same feature. This is an experimental option, as if the PA profile is not "
|
||||
"set accurately, it will cause uniformity issues on the external surfaces "
|
||||
"before and after overhangs.\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Pressure advance for bridges"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Pressure advance value for bridges. Set to 0 to disable. \n"
|
||||
"\n"
|
||||
" A lower PA value when printing bridges helps reduce the appearance of "
|
||||
"slight under extrusion immediately after bridges. This is caused by the "
|
||||
"pressure drop in the nozzle when printing in the air and a lower PA helps "
|
||||
"counteract this."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Default line width if other line widths are set to 0. If expressed as a %, "
|
||||
"it will be computed over the nozzle diameter."
|
||||
@@ -10246,18 +10432,29 @@ msgstr "mm³/s"
|
||||
msgid "Filament load time"
|
||||
msgstr "フィラメントロード時間"
|
||||
|
||||
msgid "Time to load new filament when switch filament. For statistics only"
|
||||
msgid ""
|
||||
"Time to load new filament when switch filament. It's usually applicable for "
|
||||
"single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
"フィラメントを入れ替える時に、フィラメントをロードする時間です、統計目的に使"
|
||||
"用されています。"
|
||||
|
||||
msgid "Filament unload time"
|
||||
msgstr "フィラメントアンロード時間"
|
||||
|
||||
msgid "Time to unload old filament when switch filament. For statistics only"
|
||||
msgid ""
|
||||
"Time to unload old filament when switch filament. It's usually applicable "
|
||||
"for single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
|
||||
msgid "Tool change time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time taken to switch tools. It's usually applicable for tool changers or "
|
||||
"multi-tool machines. For single-extruder multi-material machines, it's "
|
||||
"typically 0. For statistics only"
|
||||
msgstr ""
|
||||
"フィラメントを入れ替える時に、フィラメントをアンロードする時間です、統計目的"
|
||||
"に使用されています。"
|
||||
|
||||
msgid ""
|
||||
"Filament diameter is used to calculate extrusion in gcode, so it's important "
|
||||
@@ -10342,6 +10539,21 @@ msgstr ""
|
||||
"フィラメントは、冷却チューブ内で上下に移動することにより冷却されます。 これら"
|
||||
"の上下移動の必要な回数を指定します。"
|
||||
|
||||
msgid "Stamping loading speed"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed used for stamping."
|
||||
msgstr ""
|
||||
|
||||
msgid "Stamping distance measured from the center of the cooling tube"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"If set to nonzero value, filament is moved toward the nozzle between the "
|
||||
"individual cooling moves (\"stamping\"). This option configures how long "
|
||||
"this movement should be before the filament is retracted again."
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of the first cooling move"
|
||||
msgstr "冷却移動の最初の速度"
|
||||
|
||||
@@ -10365,15 +10577,6 @@ msgstr "最後の冷却移動の速度"
|
||||
msgid "Cooling moves are gradually accelerating towards this speed."
|
||||
msgstr "冷却動作は、この速度に向かって徐々に加速しています。"
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
"ツールの変更中(Tコードの実行時)にプリンターファームウェア(またはMulti "
|
||||
"Material Unit 2.0)が新しいフィラメントをロードする時間。 この時間は、Gコード"
|
||||
"時間推定プログラムによって合計プリント時間に追加されます。"
|
||||
|
||||
msgid "Ramming parameters"
|
||||
msgstr "ラミングパラメーター"
|
||||
|
||||
@@ -10384,15 +10587,6 @@ msgstr ""
|
||||
"この文字列はラミングダイアログで編集され、ラミング固有のパラメーターが含まれ"
|
||||
"ています。"
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
"ツールチェンジ中(Tコードの実行時)にプリンターファームウェア(またはMulti "
|
||||
"Material Unit 2.0)がフィラメントをアンロードする時間。 この時間は、Gコード時"
|
||||
"間予測プログラムによって合計プリント予測時間に追加されます。"
|
||||
|
||||
msgid "Enable ramming for multitool setups"
|
||||
msgstr "マルチツールのセットアップでラミングを有効にする"
|
||||
|
||||
@@ -10675,7 +10869,7 @@ msgstr "1層目の高さ"
|
||||
|
||||
msgid ""
|
||||
"Height of initial layer. Making initial layer height to be thick slightly "
|
||||
"can improve build plate adhension"
|
||||
"can improve build plate adhesion"
|
||||
msgstr "1層目の高さです。高さを大きくすればプレートとの接着性が良くなります。"
|
||||
|
||||
msgid "Speed of initial layer except the solid infill part"
|
||||
@@ -10712,10 +10906,10 @@ msgstr "最大回転速度の積層"
|
||||
|
||||
msgid ""
|
||||
"Fan speed will be ramped up linearly from zero at layer "
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
|
||||
"\". \"full_fan_speed_layer\" will be ignored if lower than "
|
||||
"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
|
||||
"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer "
|
||||
"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
|
||||
"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
|
||||
"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
msgstr ""
|
||||
|
||||
msgid "layer"
|
||||
@@ -10775,7 +10969,10 @@ msgstr "Filter out tiny gaps"
|
||||
msgid "Layers and Perimeters"
|
||||
msgstr "積層と境界"
|
||||
|
||||
msgid "Filter out gaps smaller than the threshold specified"
|
||||
msgid ""
|
||||
"Don't print gap fill with a length is smaller than the threshold specified "
|
||||
"(in mm). This setting applies to top, bottom and solid infill and, if using "
|
||||
"the classic perimeter generator, to wall gap fill. "
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
@@ -11056,8 +11253,12 @@ msgstr ""
|
||||
msgid "Interlocking depth of a segmented region"
|
||||
msgstr "Interlocking depth of a segmented region"
|
||||
|
||||
msgid "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
msgstr "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
msgid ""
|
||||
"Interlocking depth of a segmented region. It will be ignored if "
|
||||
"\"mmu_segmented_region_max_width\" is zero or if "
|
||||
"\"mmu_segmented_region_interlocking_depth\"is bigger then "
|
||||
"\"mmu_segmented_region_max_width\". Zero disables this feature."
|
||||
msgstr ""
|
||||
|
||||
msgid "Use beam interlocking"
|
||||
msgstr ""
|
||||
@@ -11404,9 +11605,6 @@ msgid ""
|
||||
"cooling is enabled."
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr "ノズル直径"
|
||||
|
||||
msgid "Diameter of nozzle"
|
||||
msgstr "ノズル直径"
|
||||
|
||||
@@ -11499,6 +11697,11 @@ msgid ""
|
||||
msgstr ""
|
||||
"インフィル領域内の移動はリトラクションしません。造形時間を節約できます。"
|
||||
|
||||
msgid ""
|
||||
"This option will drop the temperature of the inactive extruders to prevent "
|
||||
"oozing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Filename format"
|
||||
msgstr "ファイル名形式"
|
||||
|
||||
@@ -11542,6 +11745,9 @@ msgstr ""
|
||||
"この設定により、線幅に対するオーバーハングの割合を検出し、異なる速度で造形し"
|
||||
"ます。100%%のオーバーハングの場合、ブリッジの速度が使用されます。"
|
||||
|
||||
msgid "Filament to print walls"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of inner wall. If expressed as a %, it will be computed over the "
|
||||
"nozzle diameter."
|
||||
@@ -11575,12 +11781,21 @@ msgid ""
|
||||
"environment variables."
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer type"
|
||||
msgstr ""
|
||||
|
||||
msgid "Type of the printer"
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer notes"
|
||||
msgstr "Printer notes"
|
||||
|
||||
msgid "You can put your notes regarding the printer here."
|
||||
msgstr "You can put your notes regarding the printer here."
|
||||
|
||||
msgid "Printer variant"
|
||||
msgstr ""
|
||||
|
||||
msgid "Raft contact Z distance"
|
||||
msgstr "ラフト接触面Z間隔"
|
||||
|
||||
@@ -12076,6 +12291,12 @@ msgstr ""
|
||||
"スパース インフィルの面積がこの値以下の場合、ソリッド インフィルに変換されま"
|
||||
"す"
|
||||
|
||||
msgid "Solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid "Filament to print solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of internal solid infill. If expressed as a %, it will be "
|
||||
"computed over the nozzle diameter."
|
||||
@@ -12133,6 +12354,31 @@ msgstr "通常"
|
||||
msgid "Temperature variation"
|
||||
msgstr "軟化温度"
|
||||
|
||||
#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
|
||||
msgid ""
|
||||
"Temperature difference to be applied when an extruder is not active. The "
|
||||
"value is not used when 'idle_temperature' in filament settings is set to non "
|
||||
"zero value."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"To reduce the waiting time after tool change, Orca can preheat the next tool "
|
||||
"while the current tool is still in use. This setting specifies the time in "
|
||||
"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
|
||||
"the tool in advance."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat steps"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
|
||||
"other printers, please set it to 1."
|
||||
msgstr ""
|
||||
|
||||
msgid "Start G-code"
|
||||
msgstr "スタートG-code"
|
||||
|
||||
@@ -12592,29 +12838,40 @@ msgid "Activate temperature control"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enable this option for chamber temperature control. An M191 command will be "
|
||||
"added before \"machine_start_gcode\"\n"
|
||||
"G-code commands: M141/M191 S(0-255)"
|
||||
"Enable this option for automated chamber temperature control. This option "
|
||||
"activates the emitting of an M191 command before the "
|
||||
"\"machine_start_gcode\"\n"
|
||||
" which sets the chamber temperature and waits until it is reached. In "
|
||||
"addition, it emits an M141 command at the end of the print to turn off the "
|
||||
"chamber heater, if present. \n"
|
||||
"\n"
|
||||
"This option relies on the firmware supporting the M191 and M141 commands "
|
||||
"either via macros or natively and is usually used when an active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
|
||||
msgid "Chamber temperature"
|
||||
msgstr "Chamber temperature"
|
||||
|
||||
msgid ""
|
||||
"Higher chamber temperature can help suppress or reduce warping and "
|
||||
"potentially lead to higher interlayer bonding strength for high temperature "
|
||||
"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
|
||||
"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
|
||||
"other low temperature materials,the actual chamber temperature should not be "
|
||||
"high to avoid cloggings, so 0 which stands for turning off is highly "
|
||||
"recommended"
|
||||
"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
|
||||
"temperature can help suppress or reduce warping and potentially lead to "
|
||||
"higher interlayer bonding strength. However, at the same time, a higher "
|
||||
"chamber temperature will reduce the efficiency of air filtration for ABS and "
|
||||
"ASA. \n"
|
||||
"\n"
|
||||
"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
|
||||
"should be disabled (set to 0) as the chamber temperature should be low to "
|
||||
"avoid extruder clogging caused by material softening at the heat break.\n"
|
||||
"\n"
|
||||
"If enabled, this parameter also sets a gcode variable named "
|
||||
"chamber_temperature, which can be used to pass the desired chamber "
|
||||
"temperature to your print start macro, or a heat soak macro like this: "
|
||||
"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
|
||||
"be useful if your printer does not support M141/M191 commands, or if you "
|
||||
"desire to handle heat soaking in the print start macro if no active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
"Higher chamber temperature can help suppress or reduce warping and "
|
||||
"potentially lead to higher interlayer bonding strength for high temperature "
|
||||
"materials like ABS, ASA, PC, PA and so on. At the same time, the air "
|
||||
"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
|
||||
"other low temperature materials, the actual chamber temperature should not "
|
||||
"be high to avoid clogs, so 0 (turned off) is highly recommended."
|
||||
|
||||
msgid "Nozzle temperature for layers after the initial one"
|
||||
msgstr "1層目後のノズル温度"
|
||||
@@ -12746,12 +13003,6 @@ msgstr ""
|
||||
"ワイプタワーを安定させるために使用される円錐の頂点の角度。角度が大きいと底面"
|
||||
"が広くなります。"
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr "ワイプタワーのパージラインの間隔"
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr "ワイプタワーのパージラインの間隔。"
|
||||
|
||||
msgid "Maximum wipe tower print speed"
|
||||
msgstr ""
|
||||
|
||||
@@ -12777,9 +13028,6 @@ msgid ""
|
||||
"regardless of this setting."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower extruder"
|
||||
msgstr "ワイプタワーエクストルーダー"
|
||||
|
||||
msgid ""
|
||||
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
|
||||
"use the one that is available (non-soluble would be preferred)."
|
||||
@@ -12832,6 +13080,30 @@ msgstr "ブリッジ最大距離"
|
||||
msgid "Maximal distance between supports on sparse infill sections."
|
||||
msgstr "中抜きインフィルレイヤーの間隔の最大値。"
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr "ワイプタワーのパージラインの間隔"
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr "ワイプタワーのパージラインの間隔。"
|
||||
|
||||
msgid "Extra flow for purging"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Extra flow used for the purging lines on the wipe tower. This makes the "
|
||||
"purging lines thicker or narrower than they normally would be. The spacing "
|
||||
"is adjusted automatically."
|
||||
msgstr ""
|
||||
|
||||
msgid "Idle temperature"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Nozzle temperature when the tool is currently not used in multi-tool setups."
|
||||
"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
|
||||
"0 to disable."
|
||||
msgstr ""
|
||||
|
||||
msgid "X-Y hole compensation"
|
||||
msgstr "ホール補正 X-Y"
|
||||
|
||||
@@ -13135,6 +13407,14 @@ msgstr ""
|
||||
"現在、リトラクションからの復帰時のエクストルーダーの追加プライミングが計画さ"
|
||||
"れています。"
|
||||
|
||||
msgid "Absolute E position"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Current position of the extruder axis. Only used with absolute extruder "
|
||||
"addressing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Current extruder"
|
||||
msgstr "現在のエクストルーダー"
|
||||
|
||||
@@ -13183,6 +13463,12 @@ msgstr "エクストルーダーは使用されましたか?"
|
||||
msgid "Vector of bools stating whether a given extruder is used in the print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Has single extruder MM priming"
|
||||
msgstr ""
|
||||
|
||||
msgid "Are the extra multi-material priming regions used in this print?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Volume per extruder"
|
||||
msgstr "エクストルーダーあたりの体積"
|
||||
|
||||
@@ -13334,6 +13620,14 @@ msgstr "物理プリンター名"
|
||||
msgid "Name of the physical printer used for slicing."
|
||||
msgstr "スライスに使用される物理プリンターの名前。"
|
||||
|
||||
msgid "Number of extruders"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Total number of extruders, regardless of whether they are used in the "
|
||||
"current print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer number"
|
||||
msgstr "レイヤーナンバー"
|
||||
|
||||
@@ -14400,8 +14694,8 @@ msgstr ""
|
||||
"Do you want to rewrite it?"
|
||||
|
||||
msgid ""
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you selected"
|
||||
"\". \n"
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you "
|
||||
"selected\". \n"
|
||||
"To add preset for more printers, Please go to printer selection"
|
||||
msgstr ""
|
||||
|
||||
@@ -14426,7 +14720,7 @@ msgstr "Import Preset"
|
||||
msgid "Create Type"
|
||||
msgstr "Create Type"
|
||||
|
||||
msgid "The model is not fond, place reselect vendor."
|
||||
msgid "The model is not found, place reselect vendor."
|
||||
msgstr "The model was not found; please reselect vendor."
|
||||
|
||||
msgid "Select Model"
|
||||
@@ -14475,10 +14769,10 @@ msgstr "Preset path was not found; please reselect vendor."
|
||||
msgid "The printer model was not found, please reselect."
|
||||
msgstr "The printer model was not found, please reselect."
|
||||
|
||||
msgid "The nozzle diameter is not fond, place reselect."
|
||||
msgid "The nozzle diameter is not found, place reselect."
|
||||
msgstr "The nozzle diameter was not found; please reselect."
|
||||
|
||||
msgid "The printer preset is not fond, place reselect."
|
||||
msgid "The printer preset is not found, place reselect."
|
||||
msgstr "The printer preset was not found; please reselect."
|
||||
|
||||
msgid "Printer Preset"
|
||||
@@ -15619,6 +15913,89 @@ msgstr ""
|
||||
"ABS, appropriately increasing the heatbed temperature can reduce the "
|
||||
"probability of warping?"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
|
||||
#~ "material for bridge, to improve sag"
|
||||
#~ msgstr ""
|
||||
#~ "この値を少し (例えば 0.9) 小さくし、ブリッジ用に押出し量を減らし、たるみを"
|
||||
#~ "防ぎます。"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "This factor affects the amount of material for top solid infill. You can "
|
||||
#~ "decrease it slightly to have smooth surface finish"
|
||||
#~ msgstr ""
|
||||
#~ "This factor affects the amount of material for top solid infill. You can "
|
||||
#~ "decrease it slightly to have a smooth surface finish."
|
||||
|
||||
#~ msgid "Speed of bridge and completely overhang wall"
|
||||
#~ msgstr "ブリッジを造形する時に速度です。"
|
||||
|
||||
#~ msgid "Time to load new filament when switch filament. For statistics only"
|
||||
#~ msgstr ""
|
||||
#~ "フィラメントを入れ替える時に、フィラメントをロードする時間です、統計目的に"
|
||||
#~ "使用されています。"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Time to unload old filament when switch filament. For statistics only"
|
||||
#~ msgstr ""
|
||||
#~ "フィラメントを入れ替える時に、フィラメントをアンロードする時間です、統計目"
|
||||
#~ "的に使用されています。"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
|
||||
#~ "new filament during a tool change (when executing the T code). This time "
|
||||
#~ "is added to the total print time by the G-code time estimator."
|
||||
#~ msgstr ""
|
||||
#~ "ツールの変更中(Tコードの実行時)にプリンターファームウェア(またはMulti "
|
||||
#~ "Material Unit 2.0)が新しいフィラメントをロードする時間。 この時間は、G"
|
||||
#~ "コード時間推定プログラムによって合計プリント時間に追加されます。"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
|
||||
#~ "a filament during a tool change (when executing the T code). This time is "
|
||||
#~ "added to the total print time by the G-code time estimator."
|
||||
#~ msgstr ""
|
||||
#~ "ツールチェンジ中(Tコードの実行時)にプリンターファームウェア(または"
|
||||
#~ "Multi Material Unit 2.0)がフィラメントをアンロードする時間。 この時間は、"
|
||||
#~ "Gコード時間予測プログラムによって合計プリント予測時間に追加されます。"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Higher chamber temperature can help suppress or reduce warping and "
|
||||
#~ "potentially lead to higher interlayer bonding strength for high "
|
||||
#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
|
||||
#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
|
||||
#~ "TPU, PVA and other low temperature materials,the actual chamber "
|
||||
#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
|
||||
#~ "turning off is highly recommended"
|
||||
#~ msgstr ""
|
||||
#~ "Higher chamber temperature can help suppress or reduce warping and "
|
||||
#~ "potentially lead to higher interlayer bonding strength for high "
|
||||
#~ "temperature materials like ABS, ASA, PC, PA and so on. At the same time, "
|
||||
#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
|
||||
#~ "TPU, PVA and other low temperature materials, the actual chamber "
|
||||
#~ "temperature should not be high to avoid clogs, so 0 (turned off) is "
|
||||
#~ "highly recommended."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Different nozzle diameters and different filament diameters is not "
|
||||
#~ "allowed when prime tower is enabled."
|
||||
#~ msgstr ""
|
||||
#~ "Different nozzle diameters and different filament diameters is not "
|
||||
#~ "allowed when prime tower is enabled."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Ooze prevention is currently not supported with the prime tower enabled."
|
||||
#~ msgstr ""
|
||||
#~ "Ooze prevention is currently not supported with the prime tower enabled."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
#~ msgstr ""
|
||||
#~ "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
|
||||
#~ msgid "Wipe tower extruder"
|
||||
#~ msgstr "ワイプタワーエクストルーダー"
|
||||
|
||||
#~ msgid "Please input a valid value (K in 0~0.3)"
|
||||
#~ msgstr "Please input a valid value (K in 0~0.3)"
|
||||
|
||||
|
||||
@@ -3,7 +3,7 @@ msgid ""
|
||||
msgstr ""
|
||||
"Project-Id-Version: Orca Slicer\n"
|
||||
"Report-Msgid-Bugs-To: \n"
|
||||
"POT-Creation-Date: 2024-06-30 15:44+0200\n"
|
||||
"POT-Creation-Date: 2024-08-23 16:24+0200\n"
|
||||
"Language: sv\n"
|
||||
"MIME-Version: 1.0\n"
|
||||
"Content-Type: text/plain; charset=UTF-8\n"
|
||||
@@ -586,7 +586,7 @@ msgstr "Visa trådram"
|
||||
msgid "%1%"
|
||||
msgstr "%1%"
|
||||
|
||||
msgid "Can't apply when proccess preview."
|
||||
msgid "Can't apply when process preview."
|
||||
msgstr "Kan inte tillämpas när processen förhandsgranskas."
|
||||
|
||||
msgid "Operation already cancelling. Please wait few seconds."
|
||||
@@ -653,7 +653,7 @@ msgstr "Yta"
|
||||
msgid "Horizontal text"
|
||||
msgstr "Vågrät text"
|
||||
|
||||
msgid "Shift + Mouse move up or dowm"
|
||||
msgid "Shift + Mouse move up or down"
|
||||
msgstr "Shift + Mus flytta uppåt eller nedåt"
|
||||
|
||||
msgid "Rotate text"
|
||||
@@ -986,7 +986,7 @@ msgstr ""
|
||||
|
||||
#, boost-format
|
||||
msgid ""
|
||||
"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
|
||||
"Can't load exactly same font(\"%1%\"). Application selected a similar "
|
||||
"one(\"%2%\"). You have to specify font for enable edit text."
|
||||
msgstr ""
|
||||
|
||||
@@ -1599,7 +1599,7 @@ msgstr "Extruderings Bredd"
|
||||
msgid "Wipe options"
|
||||
msgstr "Avstryknings val"
|
||||
|
||||
msgid "Bed adhension"
|
||||
msgid "Bed adhesion"
|
||||
msgstr "Byggplattans vidhäftningsförmåga"
|
||||
|
||||
msgid "Add part"
|
||||
@@ -1879,12 +1879,6 @@ msgstr "Auto placera"
|
||||
msgid "Auto orient the object to improve print quality."
|
||||
msgstr "Auto placera objektet för att förbättra utskriftskvaliteten."
|
||||
|
||||
msgid "Split the selected object into mutiple objects"
|
||||
msgstr "Dela det valda objektet till multipla objekt"
|
||||
|
||||
msgid "Split the selected object into mutiple parts"
|
||||
msgstr "Dela det valda objektet till multipla delar"
|
||||
|
||||
msgid "Select All"
|
||||
msgstr "Välj Alla"
|
||||
|
||||
@@ -1930,6 +1924,9 @@ msgstr "Förenkla modellen"
|
||||
msgid "Center"
|
||||
msgstr "Center"
|
||||
|
||||
msgid "Drop"
|
||||
msgstr ""
|
||||
|
||||
msgid "Edit Process Settings"
|
||||
msgstr "Redigera Process Inställningar"
|
||||
|
||||
@@ -2148,8 +2145,8 @@ msgstr[0] ""
|
||||
msgstr[1] ""
|
||||
"Följande modellobjekt har reparerats@Följande modellobjekt har reparerats"
|
||||
|
||||
msgid "Failed to repair folowing model object"
|
||||
msgid_plural "Failed to repair folowing model objects"
|
||||
msgid "Failed to repair following model object"
|
||||
msgid_plural "Failed to repair following model objects"
|
||||
msgstr[0] ""
|
||||
"Reparationen av följande modellobjekt misslyckades@Reparation av de följande "
|
||||
"modellobjekten misslyckades"
|
||||
@@ -2606,7 +2603,7 @@ msgstr "Timeout för sändning av utskriftsuppgift."
|
||||
msgid "Service Unavailable"
|
||||
msgstr "Tjänsten är inte tillgänglig"
|
||||
|
||||
msgid "Unkown Error."
|
||||
msgid "Unknown Error."
|
||||
msgstr "Okänt fel"
|
||||
|
||||
msgid "Sending print configuration"
|
||||
@@ -3583,7 +3580,7 @@ msgstr ""
|
||||
"Värdet kommer att återställas till 0."
|
||||
|
||||
msgid ""
|
||||
"Too large elefant foot compensation is unreasonable.\n"
|
||||
"Too large elephant foot compensation is unreasonable.\n"
|
||||
"If really have serious elephant foot effect, please check other settings.\n"
|
||||
"For example, whether bed temperature is too high.\n"
|
||||
"\n"
|
||||
@@ -4320,7 +4317,7 @@ msgstr "Volym:"
|
||||
msgid "Size:"
|
||||
msgstr "Storlek:"
|
||||
|
||||
#, c-format, boost-format
|
||||
#, boost-format
|
||||
msgid ""
|
||||
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
|
||||
"separate the conflicted objects farther (%s <-> %s)."
|
||||
@@ -4759,6 +4756,18 @@ msgstr "Pass 2"
|
||||
msgid "Flow rate test - Pass 2"
|
||||
msgstr "Test av flödeshastighet - Godkänt 2"
|
||||
|
||||
msgid "YOLO (Recommended)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.01 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "YOLO (perfectionist version)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.005 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "Flow rate"
|
||||
msgstr "Flödeshastighet"
|
||||
|
||||
@@ -6047,7 +6056,7 @@ msgstr ""
|
||||
"The file %s already exists.\n"
|
||||
"Do you want to replace it?"
|
||||
|
||||
msgid "Comfirm Save As"
|
||||
msgid "Confirm Save As"
|
||||
msgstr "Bekräfta Spara som"
|
||||
|
||||
msgid "Delete object which is a part of cut object"
|
||||
@@ -6267,10 +6276,10 @@ msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Unable to perform boolean operation on model meshes. Only positive parts "
|
||||
"will be kept. You may fix the meshes and try agian."
|
||||
"will be kept. You may fix the meshes and try again."
|
||||
msgstr ""
|
||||
"Unable to perform boolean operation on model meshes. Only positive parts "
|
||||
"will be kept. You may fix the meshes and try agian."
|
||||
"will be kept. You may fix the meshes and try again."
|
||||
|
||||
#, boost-format
|
||||
msgid "Reason: part \"%1%\" is empty."
|
||||
@@ -6575,6 +6584,12 @@ msgstr ""
|
||||
"With this option enabled, you can send a task to multiple devices at the "
|
||||
"same time and manage multiple devices."
|
||||
|
||||
msgid "Auto arrange plate after cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Auto arrange plate after object cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Network"
|
||||
msgstr ""
|
||||
|
||||
@@ -7113,8 +7128,8 @@ msgstr ""
|
||||
msgid ""
|
||||
"Timelapse is not supported because Print sequence is set to \"By object\"."
|
||||
msgstr ""
|
||||
"Timelapse stöds inte eftersom utskrifts sekvensen är inställd på \"Per objekt"
|
||||
"\"."
|
||||
"Timelapse stöds inte eftersom utskrifts sekvensen är inställd på \"Per "
|
||||
"objekt\"."
|
||||
|
||||
msgid "Errors"
|
||||
msgstr "Fel"
|
||||
@@ -7486,8 +7501,8 @@ msgstr ""
|
||||
msgid ""
|
||||
"When recording timelapse without toolhead, it is recommended to add a "
|
||||
"\"Timelapse Wipe Tower\" \n"
|
||||
"by right-click the empty position of build plate and choose \"Add Primitive"
|
||||
"\"->\"Timelapse Wipe Tower\"."
|
||||
"by right-click the empty position of build plate and choose \"Add "
|
||||
"Primitive\"->\"Timelapse Wipe Tower\"."
|
||||
msgstr ""
|
||||
"När du spelar in timelapse utan verktygshuvud rekommenderas att du lägger "
|
||||
"till ett \"Timelapse Wipe Tower\".\n"
|
||||
@@ -7563,12 +7578,21 @@ msgstr "Support filament"
|
||||
msgid "Tree supports"
|
||||
msgstr ""
|
||||
|
||||
msgid "Skirt"
|
||||
msgid "Multimaterial"
|
||||
msgstr ""
|
||||
|
||||
msgid "Prime tower"
|
||||
msgstr "Prime torn"
|
||||
|
||||
msgid "Filament for Features"
|
||||
msgstr ""
|
||||
|
||||
msgid "Ooze prevention"
|
||||
msgstr ""
|
||||
|
||||
msgid "Skirt"
|
||||
msgstr ""
|
||||
|
||||
msgid "Special mode"
|
||||
msgstr "Special läge"
|
||||
|
||||
@@ -7622,6 +7646,9 @@ msgstr ""
|
||||
"Rekommenderat nozzel temperaturs område för detta filament. 0 betyder inte "
|
||||
"fastställt"
|
||||
|
||||
msgid "Flow ratio and Pressure Advance"
|
||||
msgstr ""
|
||||
|
||||
msgid "Print chamber temperature"
|
||||
msgstr ""
|
||||
|
||||
@@ -7730,9 +7757,6 @@ msgstr "Filament start G-kod"
|
||||
msgid "Filament end G-code"
|
||||
msgstr "Filament stop G-kod"
|
||||
|
||||
msgid "Multimaterial"
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower parameters"
|
||||
msgstr ""
|
||||
|
||||
@@ -7822,12 +7846,30 @@ msgstr "Jerk begränsning"
|
||||
msgid "Single extruder multimaterial setup"
|
||||
msgstr ""
|
||||
|
||||
msgid "Number of extruders of the printer."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Single Extruder Multi Material is selected, \n"
|
||||
"and all extruders must have the same diameter.\n"
|
||||
"Do you want to change the diameter for all extruders to first extruder "
|
||||
"nozzle diameter value?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr "Nozzel diameter"
|
||||
|
||||
msgid "Wipe tower"
|
||||
msgstr ""
|
||||
|
||||
msgid "Single extruder multimaterial parameters"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"This is a single extruder multimaterial printer, diameters of all extruders "
|
||||
"will be set to the new value. Do you want to proceed?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer height limits"
|
||||
msgstr "Lagerhöjds begränsning"
|
||||
|
||||
@@ -8811,6 +8853,11 @@ msgstr ""
|
||||
msgid "No object can be printed. Maybe too small"
|
||||
msgstr "Inget objekt kan skrivas ut. Det kan vara för litet"
|
||||
|
||||
msgid ""
|
||||
"Your print is very close to the priming regions. Make sure there is no "
|
||||
"collision."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Failed to generate gcode for invalid custom G-code.\n"
|
||||
"\n"
|
||||
@@ -9044,11 +9091,10 @@ msgid "Variable layer height is not supported with Organic supports."
|
||||
msgstr "Variabel lagerhöjd stöds inte med organiska support."
|
||||
|
||||
msgid ""
|
||||
"Different nozzle diameters and different filament diameters is not allowed "
|
||||
"when prime tower is enabled."
|
||||
"Different nozzle diameters and different filament diameters may not work "
|
||||
"well when the prime tower is enabled. It's very experimental, so please "
|
||||
"proceed with caution."
|
||||
msgstr ""
|
||||
"Olika nozzel diametrar och olika filament diametrar är inte tillåtna när "
|
||||
"prime tower är aktiverat."
|
||||
|
||||
msgid ""
|
||||
"The Wipe Tower is currently only supported with the relative extruder "
|
||||
@@ -9058,9 +9104,9 @@ msgstr ""
|
||||
"(use_relative_e_distances=1)."
|
||||
|
||||
msgid ""
|
||||
"Ooze prevention is currently not supported with the prime tower enabled."
|
||||
"Ooze prevention is only supported with the wipe tower when "
|
||||
"'single_extruder_multi_material' is off."
|
||||
msgstr ""
|
||||
"Förebyggande av läckage stöds för närvarande inte med prime tower aktiverat."
|
||||
|
||||
msgid ""
|
||||
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
|
||||
@@ -9497,14 +9543,31 @@ msgid "Apply gap fill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enables gap fill for the selected surfaces. The minimum gap length that will "
|
||||
"be filled can be controlled from the filter out tiny gaps option below.\n"
|
||||
"Enables gap fill for the selected solid surfaces. The minimum gap length "
|
||||
"that will be filled can be controlled from the filter out tiny gaps option "
|
||||
"below.\n"
|
||||
"\n"
|
||||
"Options:\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
|
||||
"for maximum strength\n"
|
||||
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
|
||||
"only\n"
|
||||
"3. Nowhere: Disables gap fill\n"
|
||||
"only, balancing print speed, reducing potential over extrusion in the solid "
|
||||
"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
|
||||
"3. Nowhere: Disables gap fill for all solid infill areas. \n"
|
||||
"\n"
|
||||
"Note that if using the classic perimeter generator, gap fill may also be "
|
||||
"generated between perimeters, if a full width line cannot fit between them. "
|
||||
"That perimeter gap fill is not controlled by this setting. \n"
|
||||
"\n"
|
||||
"If you would like all gap fill, including the classic perimeter generated "
|
||||
"one, removed, set the filter out tiny gaps value to a large number, like "
|
||||
"999999. \n"
|
||||
"\n"
|
||||
"However this is not advised, as gap fill between perimeters is contributing "
|
||||
"to the model's strength. For models where excessive gap fill is generated "
|
||||
"between perimeters, a better option would be to switch to the arachne wall "
|
||||
"generator and use this option to control whether the cosmetic top and bottom "
|
||||
"surface gap fill is generated"
|
||||
msgstr ""
|
||||
|
||||
msgid "Everywhere"
|
||||
@@ -9577,10 +9640,11 @@ msgstr "Bridge/Brygg flöde"
|
||||
|
||||
msgid ""
|
||||
"Decrease this value slightly(for example 0.9) to reduce the amount of "
|
||||
"material for bridge, to improve sag"
|
||||
"material for bridge, to improve sag. \n"
|
||||
"\n"
|
||||
"The actual bridge flow used is calculated by multiplying this value with the "
|
||||
"filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
"Minska detta värde något (tex 0.9) för att minska material åtgång för "
|
||||
"bridges/bryggor, detta för att förbättra kvaliteten"
|
||||
|
||||
msgid "Internal bridge flow ratio"
|
||||
msgstr ""
|
||||
@@ -9588,7 +9652,11 @@ msgstr ""
|
||||
msgid ""
|
||||
"This value governs the thickness of the internal bridge layer. This is the "
|
||||
"first layer over sparse infill. Decrease this value slightly (for example "
|
||||
"0.9) to improve surface quality over sparse infill."
|
||||
"0.9) to improve surface quality over sparse infill.\n"
|
||||
"\n"
|
||||
"The actual internal bridge flow used is calculated by multiplying this value "
|
||||
"with the bridge flow ratio, the filament flow ratio, and if set, the "
|
||||
"object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Top surface flow ratio"
|
||||
@@ -9596,15 +9664,20 @@ msgstr "Flödesförhållande för övre ytan"
|
||||
|
||||
msgid ""
|
||||
"This factor affects the amount of material for top solid infill. You can "
|
||||
"decrease it slightly to have smooth surface finish"
|
||||
"decrease it slightly to have smooth surface finish. \n"
|
||||
"\n"
|
||||
"The actual top surface flow used is calculated by multiplying this value "
|
||||
"with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
"Denna faktor påverkar mängden material för den övre solida fyllningen. Du "
|
||||
"kan minska den något för att få en jämn ytfinish."
|
||||
|
||||
msgid "Bottom surface flow ratio"
|
||||
msgstr ""
|
||||
|
||||
msgid "This factor affects the amount of material for bottom solid infill"
|
||||
msgid ""
|
||||
"This factor affects the amount of material for bottom solid infill. \n"
|
||||
"\n"
|
||||
"The actual bottom solid infill flow used is calculated by multiplying this "
|
||||
"value with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Precise wall"
|
||||
@@ -9737,9 +9810,25 @@ msgstr ""
|
||||
msgid "Slow down for curled perimeters"
|
||||
msgstr ""
|
||||
|
||||
#, c-format, boost-format
|
||||
msgid ""
|
||||
"Enable this option to slow printing down in areas where potential curled "
|
||||
"perimeters may exist"
|
||||
"Enable this option to slow down printing in areas where perimeters may have "
|
||||
"curled upwards.For example, additional slowdown will be applied when "
|
||||
"printing overhangs on sharp corners like the front of the Benchy hull, "
|
||||
"reducing curling which compounds over multiple layers.\n"
|
||||
"\n"
|
||||
" It is generally recommended to have this option switched on unless your "
|
||||
"printer cooling is powerful enough or the print speed slow enough that "
|
||||
"perimeter curling does not happen. If printing with a high external "
|
||||
"perimeter speed, this parameter may introduce slight artifacts when slowing "
|
||||
"down due to the large variance in print speeds. If you notice artifacts, "
|
||||
"ensure your pressure advance is tuned correctly.\n"
|
||||
"\n"
|
||||
"Note: When this option is enabled, overhang perimeters are treated like "
|
||||
"overhangs, meaning the overhang speed is applied even if the overhanging "
|
||||
"perimeter is part of a bridge. For example, when the perimeters are "
|
||||
"100% overhanging, with no wall supporting them from underneath, the "
|
||||
"100% overhang speed will be applied."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s or %"
|
||||
@@ -9748,8 +9837,14 @@ msgstr "mm/s eller %."
|
||||
msgid "External"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of bridge and completely overhang wall"
|
||||
msgstr "Hastighet för bridges/bryggor och hela överhängs väggar"
|
||||
msgid ""
|
||||
"Speed of the externally visible bridge extrusions. \n"
|
||||
"\n"
|
||||
"In addition, if Slow down for curled perimeters is disabled or Classic "
|
||||
"overhang mode is enabled, it will be the print speed of overhang walls that "
|
||||
"are supported by less than 13%, whether they are part of a bridge or an "
|
||||
"overhang."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s"
|
||||
msgstr "mm/s"
|
||||
@@ -9758,8 +9853,8 @@ msgid "Internal"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Speed of internal bridge. If the value is expressed as a percentage, it will "
|
||||
"be calculated based on the bridge_speed. Default value is 150%."
|
||||
"Speed of internal bridges. If the value is expressed as a percentage, it "
|
||||
"will be calculated based on the bridge_speed. Default value is 150%."
|
||||
msgstr ""
|
||||
|
||||
msgid "Brim width"
|
||||
@@ -9855,9 +9950,9 @@ msgid ""
|
||||
"quality for needle and small details"
|
||||
msgstr ""
|
||||
"Aktivera detta val för att sänka utskifts hastigheten för att göra den sista "
|
||||
"lager tiden inte kortare än lager tidströskeln \"Max fläkthastighets tröskel"
|
||||
"\", detta så att lager kan kylas under en längre tid. Detta kan förbättra "
|
||||
"kylnings kvaliteten för små detaljer"
|
||||
"lager tiden inte kortare än lager tidströskeln \"Max fläkthastighets "
|
||||
"tröskel\", detta så att lager kan kylas under en längre tid. Detta kan "
|
||||
"förbättra kylnings kvaliteten för små detaljer"
|
||||
|
||||
msgid "Normal printing"
|
||||
msgstr "Normal utskrift"
|
||||
@@ -10285,6 +10380,17 @@ msgstr ""
|
||||
"värdet är mellan 0.95 och 1.05. Du kan finjustera detta värde för att få en "
|
||||
"fin flat yta när visst överflöde eller underflöde finns"
|
||||
|
||||
msgid ""
|
||||
"The material may have volumetric change after switching between molten state "
|
||||
"and crystalline state. This setting changes all extrusion flow of this "
|
||||
"filament in gcode proportionally. Recommended value range is between 0.95 "
|
||||
"and 1.05. Maybe you can tune this value to get nice flat surface when there "
|
||||
"has slight overflow or underflow. \n"
|
||||
"\n"
|
||||
"The final object flow ratio is this value multiplied by the filament flow "
|
||||
"ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable pressure advance"
|
||||
msgstr "Aktivera pressure advance"
|
||||
|
||||
@@ -10296,6 +10402,86 @@ msgstr ""
|
||||
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable adaptive pressure advance (beta)"
|
||||
msgstr ""
|
||||
|
||||
#, c-format, boost-format
|
||||
msgid ""
|
||||
"With increasing print speeds (and hence increasing volumetric flow through "
|
||||
"the nozzle) and increasing accelerations, it has been observed that the "
|
||||
"effective PA value typically decreases. This means that a single PA value is "
|
||||
"not always 100% optimal for all features and a compromise value is usually "
|
||||
"used that does not cause too much bulging on features with lower flow speed "
|
||||
"and accelerations while also not causing gaps on faster features.\n"
|
||||
"\n"
|
||||
"This feature aims to address this limitation by modeling the response of "
|
||||
"your printer's extrusion system depending on the volumetric flow speed and "
|
||||
"acceleration it is printing at. Internally, it generates a fitted model that "
|
||||
"can extrapolate the needed pressure advance for any given volumetric flow "
|
||||
"speed and acceleration, which is then emmited to the printer depending on "
|
||||
"the current print conditions.\n"
|
||||
"\n"
|
||||
"When enabled, the pressure advance value above is overriden. However, a "
|
||||
"reasonable default value above is strongly recomended to act as a fallback "
|
||||
"and for when tool changing.\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Adaptive pressure advance measurements (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
|
||||
"accelerations they were measured at, separated by a comma. One set of values "
|
||||
"per line. For example\n"
|
||||
"0.04,3.96,3000\n"
|
||||
"0.033,3.96,10000\n"
|
||||
"0.029,7.91,3000\n"
|
||||
"0.026,7.91,10000\n"
|
||||
"\n"
|
||||
"How to calibrate:\n"
|
||||
"1. Run the pressure advance test for at least 3 speeds per acceleration "
|
||||
"value. It is recommended that the test is run for at least the speed of the "
|
||||
"external perimeters, the speed of the internal perimeters and the fastest "
|
||||
"feature print speed in your profile (usually its the sparse or solid "
|
||||
"infill). Then run them for the same speeds for the slowest and fastest print "
|
||||
"accelerations,and no faster than the recommended maximum acceleration as "
|
||||
"given by the klipper input shaper.\n"
|
||||
"2. Take note of the optimal PA value for each volumetric flow speed and "
|
||||
"acceleration. You can find the flow number by selecting flow from the color "
|
||||
"scheme drop down and move the horizontal slider over the PA pattern lines. "
|
||||
"The number should be visible at the bottom of the page. The ideal PA value "
|
||||
"should be decreasing the higher the volumetric flow is. If it is not, "
|
||||
"confirm that your extruder is functioning correctly.The slower and with less "
|
||||
"acceleration you print, the larger the range of acceptable PA values. If no "
|
||||
"difference is visible, use the PA value from the faster test.3. Enter the "
|
||||
"triplets of PA values, Flow and Accelerations in the text box here and save "
|
||||
"your filament profile\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable adaptive pressure advance for overhangs (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enable adaptive PA for overhangs as well as when flow changes within the "
|
||||
"same feature. This is an experimental option, as if the PA profile is not "
|
||||
"set accurately, it will cause uniformity issues on the external surfaces "
|
||||
"before and after overhangs.\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Pressure advance for bridges"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Pressure advance value for bridges. Set to 0 to disable. \n"
|
||||
"\n"
|
||||
" A lower PA value when printing bridges helps reduce the appearance of "
|
||||
"slight under extrusion immediately after bridges. This is caused by the "
|
||||
"pressure drop in the nozzle when printing in the air and a lower PA helps "
|
||||
"counteract this."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Default line width if other line widths are set to 0. If expressed as a %, "
|
||||
"it will be computed over the nozzle diameter."
|
||||
@@ -10377,17 +10563,29 @@ msgstr "mm³/s"
|
||||
msgid "Filament load time"
|
||||
msgstr "Inmatningstid för filament"
|
||||
|
||||
msgid "Time to load new filament when switch filament. For statistics only"
|
||||
msgid ""
|
||||
"Time to load new filament when switch filament. It's usually applicable for "
|
||||
"single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
"Ladda nytt filament vid byte av filament, endast för statistiska ändamål"
|
||||
|
||||
msgid "Filament unload time"
|
||||
msgstr "Utmatningstid för filament"
|
||||
|
||||
msgid "Time to unload old filament when switch filament. For statistics only"
|
||||
msgid ""
|
||||
"Time to unload old filament when switch filament. It's usually applicable "
|
||||
"for single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
|
||||
msgid "Tool change time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time taken to switch tools. It's usually applicable for tool changers or "
|
||||
"multi-tool machines. For single-extruder multi-material machines, it's "
|
||||
"typically 0. For statistics only"
|
||||
msgstr ""
|
||||
"Ladda ur gammalt filament vid byte av filament, endast för statistiska "
|
||||
"ändamål"
|
||||
|
||||
msgid ""
|
||||
"Filament diameter is used to calculate extrusion in gcode, so it's important "
|
||||
@@ -10465,6 +10663,21 @@ msgid ""
|
||||
"Specify desired number of these moves."
|
||||
msgstr ""
|
||||
|
||||
msgid "Stamping loading speed"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed used for stamping."
|
||||
msgstr ""
|
||||
|
||||
msgid "Stamping distance measured from the center of the cooling tube"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"If set to nonzero value, filament is moved toward the nozzle between the "
|
||||
"individual cooling moves (\"stamping\"). This option configures how long "
|
||||
"this movement should be before the filament is retracted again."
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of the first cooling move"
|
||||
msgstr ""
|
||||
|
||||
@@ -10488,12 +10701,6 @@ msgstr ""
|
||||
msgid "Cooling moves are gradually accelerating towards this speed."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
|
||||
msgid "Ramming parameters"
|
||||
msgstr ""
|
||||
|
||||
@@ -10502,12 +10709,6 @@ msgid ""
|
||||
"parameters."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable ramming for multitool setups"
|
||||
msgstr ""
|
||||
|
||||
@@ -10792,7 +10993,7 @@ msgstr "Första lagerhöjd"
|
||||
|
||||
msgid ""
|
||||
"Height of initial layer. Making initial layer height to be thick slightly "
|
||||
"can improve build plate adhension"
|
||||
"can improve build plate adhesion"
|
||||
msgstr ""
|
||||
"Första lagerhöjd. Högre första lager kan förbättra objektets fäste på "
|
||||
"byggplattan"
|
||||
@@ -10832,10 +11033,10 @@ msgstr "Full fläkthastighet vid lager"
|
||||
|
||||
msgid ""
|
||||
"Fan speed will be ramped up linearly from zero at layer "
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
|
||||
"\". \"full_fan_speed_layer\" will be ignored if lower than "
|
||||
"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
|
||||
"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer "
|
||||
"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
|
||||
"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
|
||||
"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
msgstr ""
|
||||
|
||||
msgid "layer"
|
||||
@@ -10900,7 +11101,10 @@ msgstr "Filtrera bort små luckor"
|
||||
msgid "Layers and Perimeters"
|
||||
msgstr "Lager och perimetrar"
|
||||
|
||||
msgid "Filter out gaps smaller than the threshold specified"
|
||||
msgid ""
|
||||
"Don't print gap fill with a length is smaller than the threshold specified "
|
||||
"(in mm). This setting applies to top, bottom and solid infill and, if using "
|
||||
"the classic perimeter generator, to wall gap fill. "
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
@@ -11186,10 +11390,12 @@ msgstr ""
|
||||
msgid "Interlocking depth of a segmented region"
|
||||
msgstr "Sammanhängande djup i en segmenterad region"
|
||||
|
||||
msgid "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
msgid ""
|
||||
"Interlocking depth of a segmented region. It will be ignored if "
|
||||
"\"mmu_segmented_region_max_width\" is zero or if "
|
||||
"\"mmu_segmented_region_interlocking_depth\"is bigger then "
|
||||
"\"mmu_segmented_region_max_width\". Zero disables this feature."
|
||||
msgstr ""
|
||||
"Sammankopplingsdjup för en segmenterad region. Noll inaktiverar denna "
|
||||
"funktion."
|
||||
|
||||
msgid "Use beam interlocking"
|
||||
msgstr ""
|
||||
@@ -11544,9 +11750,6 @@ msgid ""
|
||||
"cooling is enabled."
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr "Nozzel diameter"
|
||||
|
||||
msgid "Diameter of nozzle"
|
||||
msgstr "Diametern på nozzeln"
|
||||
|
||||
@@ -11632,6 +11835,11 @@ msgstr ""
|
||||
"indragning för komplexa modeller och spara utskriftstid, men gör beredning "
|
||||
"och generering av G-kod långsammare."
|
||||
|
||||
msgid ""
|
||||
"This option will drop the temperature of the inactive extruders to prevent "
|
||||
"oozing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Filename format"
|
||||
msgstr "Filnamns format"
|
||||
|
||||
@@ -11676,6 +11884,9 @@ msgstr ""
|
||||
"hastigheter för att skriva ut. Vid 100%% överhäng, bridge/brygg hastighet "
|
||||
"användas."
|
||||
|
||||
msgid "Filament to print walls"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of inner wall. If expressed as a %, it will be computed over the "
|
||||
"nozzle diameter."
|
||||
@@ -11709,12 +11920,21 @@ msgid ""
|
||||
"environment variables."
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer type"
|
||||
msgstr ""
|
||||
|
||||
msgid "Type of the printer"
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer notes"
|
||||
msgstr "Printer notes"
|
||||
|
||||
msgid "You can put your notes regarding the printer here."
|
||||
msgstr "You can put your notes regarding the printer here."
|
||||
|
||||
msgid "Printer variant"
|
||||
msgstr ""
|
||||
|
||||
msgid "Raft contact Z distance"
|
||||
msgstr "Raft kontakt Z avstånd"
|
||||
|
||||
@@ -12212,6 +12432,12 @@ msgstr ""
|
||||
"Sparsam ifyllnads ytor som är mindre än detta gränsvärde ersätts med inre "
|
||||
"solid ifyllnad"
|
||||
|
||||
msgid "Solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid "Filament to print solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of internal solid infill. If expressed as a %, it will be "
|
||||
"computed over the nozzle diameter."
|
||||
@@ -12274,6 +12500,31 @@ msgstr "Traditionell"
|
||||
msgid "Temperature variation"
|
||||
msgstr "Temperatur variation"
|
||||
|
||||
#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
|
||||
msgid ""
|
||||
"Temperature difference to be applied when an extruder is not active. The "
|
||||
"value is not used when 'idle_temperature' in filament settings is set to non "
|
||||
"zero value."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"To reduce the waiting time after tool change, Orca can preheat the next tool "
|
||||
"while the current tool is still in use. This setting specifies the time in "
|
||||
"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
|
||||
"the tool in advance."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat steps"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
|
||||
"other printers, please set it to 1."
|
||||
msgstr ""
|
||||
|
||||
msgid "Start G-code"
|
||||
msgstr "Starta G-kod"
|
||||
|
||||
@@ -12726,29 +12977,40 @@ msgid "Activate temperature control"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enable this option for chamber temperature control. An M191 command will be "
|
||||
"added before \"machine_start_gcode\"\n"
|
||||
"G-code commands: M141/M191 S(0-255)"
|
||||
"Enable this option for automated chamber temperature control. This option "
|
||||
"activates the emitting of an M191 command before the "
|
||||
"\"machine_start_gcode\"\n"
|
||||
" which sets the chamber temperature and waits until it is reached. In "
|
||||
"addition, it emits an M141 command at the end of the print to turn off the "
|
||||
"chamber heater, if present. \n"
|
||||
"\n"
|
||||
"This option relies on the firmware supporting the M191 and M141 commands "
|
||||
"either via macros or natively and is usually used when an active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
|
||||
msgid "Chamber temperature"
|
||||
msgstr "Kammarens temperatur"
|
||||
|
||||
msgid ""
|
||||
"Higher chamber temperature can help suppress or reduce warping and "
|
||||
"potentially lead to higher interlayer bonding strength for high temperature "
|
||||
"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
|
||||
"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
|
||||
"other low temperature materials,the actual chamber temperature should not be "
|
||||
"high to avoid cloggings, so 0 which stands for turning off is highly "
|
||||
"recommended"
|
||||
"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
|
||||
"temperature can help suppress or reduce warping and potentially lead to "
|
||||
"higher interlayer bonding strength. However, at the same time, a higher "
|
||||
"chamber temperature will reduce the efficiency of air filtration for ABS and "
|
||||
"ASA. \n"
|
||||
"\n"
|
||||
"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
|
||||
"should be disabled (set to 0) as the chamber temperature should be low to "
|
||||
"avoid extruder clogging caused by material softening at the heat break.\n"
|
||||
"\n"
|
||||
"If enabled, this parameter also sets a gcode variable named "
|
||||
"chamber_temperature, which can be used to pass the desired chamber "
|
||||
"temperature to your print start macro, or a heat soak macro like this: "
|
||||
"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
|
||||
"be useful if your printer does not support M141/M191 commands, or if you "
|
||||
"desire to handle heat soaking in the print start macro if no active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
"Higher chamber temperature can help suppress or reduce warping and "
|
||||
"potentially lead to higher interlayer bonding strength for high temperature "
|
||||
"materials like ABS, ASA, PC, PA and so on. At the same time, the air "
|
||||
"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
|
||||
"other low temperature materials, the actual chamber temperature should not "
|
||||
"be high to avoid clogs, so 0 (turned off) is highly recommended."
|
||||
|
||||
msgid "Nozzle temperature for layers after the initial one"
|
||||
msgstr "Nozzel temperatur efter första lager"
|
||||
@@ -12886,12 +13148,6 @@ msgid ""
|
||||
"Larger angle means wider base."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr ""
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr ""
|
||||
|
||||
msgid "Maximum wipe tower print speed"
|
||||
msgstr ""
|
||||
|
||||
@@ -12917,9 +13173,6 @@ msgid ""
|
||||
"regardless of this setting."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower extruder"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
|
||||
"use the one that is available (non-soluble would be preferred)."
|
||||
@@ -12970,6 +13223,30 @@ msgstr ""
|
||||
msgid "Maximal distance between supports on sparse infill sections."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr ""
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr ""
|
||||
|
||||
msgid "Extra flow for purging"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Extra flow used for the purging lines on the wipe tower. This makes the "
|
||||
"purging lines thicker or narrower than they normally would be. The spacing "
|
||||
"is adjusted automatically."
|
||||
msgstr ""
|
||||
|
||||
msgid "Idle temperature"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Nozzle temperature when the tool is currently not used in multi-tool setups."
|
||||
"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
|
||||
"0 to disable."
|
||||
msgstr ""
|
||||
|
||||
msgid "X-Y hole compensation"
|
||||
msgstr "X-Y håls kompensation"
|
||||
|
||||
@@ -13276,6 +13553,14 @@ msgstr ""
|
||||
msgid "Currently planned extra extruder priming after deretraction."
|
||||
msgstr ""
|
||||
|
||||
msgid "Absolute E position"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Current position of the extruder axis. Only used with absolute extruder "
|
||||
"addressing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Current extruder"
|
||||
msgstr ""
|
||||
|
||||
@@ -13318,6 +13603,12 @@ msgstr ""
|
||||
msgid "Vector of bools stating whether a given extruder is used in the print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Has single extruder MM priming"
|
||||
msgstr ""
|
||||
|
||||
msgid "Are the extra multi-material priming regions used in this print?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Volume per extruder"
|
||||
msgstr ""
|
||||
|
||||
@@ -13462,6 +13753,14 @@ msgstr ""
|
||||
msgid "Name of the physical printer used for slicing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Number of extruders"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Total number of extruders, regardless of whether they are used in the "
|
||||
"current print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer number"
|
||||
msgstr ""
|
||||
|
||||
@@ -14534,8 +14833,8 @@ msgstr ""
|
||||
"Vill du skriva om det?"
|
||||
|
||||
msgid ""
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you selected"
|
||||
"\". \n"
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you "
|
||||
"selected\". \n"
|
||||
"To add preset for more printers, Please go to printer selection"
|
||||
msgstr ""
|
||||
|
||||
@@ -14560,7 +14859,7 @@ msgstr "Importera inställning"
|
||||
msgid "Create Type"
|
||||
msgstr "Skapa typ"
|
||||
|
||||
msgid "The model is not fond, place reselect vendor."
|
||||
msgid "The model is not found, place reselect vendor."
|
||||
msgstr "The model was not found; please reselect vendor."
|
||||
|
||||
msgid "Select Model"
|
||||
@@ -14609,10 +14908,10 @@ msgstr "Inställd sökväg hittades inte; vänligen välj leverantör igen."
|
||||
msgid "The printer model was not found, please reselect."
|
||||
msgstr "Printer modellen hittades inte, välj igen."
|
||||
|
||||
msgid "The nozzle diameter is not fond, place reselect."
|
||||
msgid "The nozzle diameter is not found, place reselect."
|
||||
msgstr "The nozzle diameter was not found; please reselect."
|
||||
|
||||
msgid "The printer preset is not fond, place reselect."
|
||||
msgid "The printer preset is not found, place reselect."
|
||||
msgstr "The printer preset was not found; please reselect."
|
||||
|
||||
msgid "Printer Preset"
|
||||
@@ -15778,6 +16077,69 @@ msgstr ""
|
||||
"ABS, kan en lämplig ökning av värmebäddens temperatur minska sannolikheten "
|
||||
"för vridning."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
|
||||
#~ "material for bridge, to improve sag"
|
||||
#~ msgstr ""
|
||||
#~ "Minska detta värde något (tex 0.9) för att minska material åtgång för "
|
||||
#~ "bridges/bryggor, detta för att förbättra kvaliteten"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "This factor affects the amount of material for top solid infill. You can "
|
||||
#~ "decrease it slightly to have smooth surface finish"
|
||||
#~ msgstr ""
|
||||
#~ "Denna faktor påverkar mängden material för den övre solida fyllningen. Du "
|
||||
#~ "kan minska den något för att få en jämn ytfinish."
|
||||
|
||||
#~ msgid "Speed of bridge and completely overhang wall"
|
||||
#~ msgstr "Hastighet för bridges/bryggor och hela överhängs väggar"
|
||||
|
||||
#~ msgid "Time to load new filament when switch filament. For statistics only"
|
||||
#~ msgstr ""
|
||||
#~ "Ladda nytt filament vid byte av filament, endast för statistiska ändamål"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Time to unload old filament when switch filament. For statistics only"
|
||||
#~ msgstr ""
|
||||
#~ "Ladda ur gammalt filament vid byte av filament, endast för statistiska "
|
||||
#~ "ändamål"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Higher chamber temperature can help suppress or reduce warping and "
|
||||
#~ "potentially lead to higher interlayer bonding strength for high "
|
||||
#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
|
||||
#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
|
||||
#~ "TPU, PVA and other low temperature materials,the actual chamber "
|
||||
#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
|
||||
#~ "turning off is highly recommended"
|
||||
#~ msgstr ""
|
||||
#~ "Higher chamber temperature can help suppress or reduce warping and "
|
||||
#~ "potentially lead to higher interlayer bonding strength for high "
|
||||
#~ "temperature materials like ABS, ASA, PC, PA and so on. At the same time, "
|
||||
#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
|
||||
#~ "TPU, PVA and other low temperature materials, the actual chamber "
|
||||
#~ "temperature should not be high to avoid clogs, so 0 (turned off) is "
|
||||
#~ "highly recommended."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Different nozzle diameters and different filament diameters is not "
|
||||
#~ "allowed when prime tower is enabled."
|
||||
#~ msgstr ""
|
||||
#~ "Olika nozzel diametrar och olika filament diametrar är inte tillåtna när "
|
||||
#~ "prime tower är aktiverat."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Ooze prevention is currently not supported with the prime tower enabled."
|
||||
#~ msgstr ""
|
||||
#~ "Förebyggande av läckage stöds för närvarande inte med prime tower "
|
||||
#~ "aktiverat."
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
#~ msgstr ""
|
||||
#~ "Sammankopplingsdjup för en segmenterad region. Noll inaktiverar denna "
|
||||
#~ "funktion."
|
||||
|
||||
#~ msgid "Please input a valid value (K in 0~0.3)"
|
||||
#~ msgstr "Ange ett giltigt värde (K i 0~0.3)"
|
||||
|
||||
|
||||
@@ -6,7 +6,7 @@ msgid ""
|
||||
msgstr ""
|
||||
"Project-Id-Version: Orca Slicer\n"
|
||||
"Report-Msgid-Bugs-To: \n"
|
||||
"POT-Creation-Date: 2024-06-30 15:44+0200\n"
|
||||
"POT-Creation-Date: 2024-08-23 16:24+0200\n"
|
||||
"PO-Revision-Date: 2023-11-06 14:37+0800\n"
|
||||
"Last-Translator: ablegods <ablegods@gmail.com>\n"
|
||||
"Language-Team: \n"
|
||||
@@ -606,7 +606,7 @@ msgstr "顯示線框"
|
||||
msgid "%1%"
|
||||
msgstr "%1%"
|
||||
|
||||
msgid "Can't apply when proccess preview."
|
||||
msgid "Can't apply when process preview."
|
||||
msgstr "處理預覽的過程中無法套用。"
|
||||
|
||||
msgid "Operation already cancelling. Please wait few seconds."
|
||||
@@ -678,7 +678,7 @@ msgstr "附著於曲面"
|
||||
msgid "Horizontal text"
|
||||
msgstr "水平文字"
|
||||
|
||||
msgid "Shift + Mouse move up or dowm"
|
||||
msgid "Shift + Mouse move up or down"
|
||||
msgstr "Shift + 滑鼠上移或下移"
|
||||
|
||||
msgid "Rotate text"
|
||||
@@ -1012,7 +1012,7 @@ msgstr ""
|
||||
|
||||
#, boost-format
|
||||
msgid ""
|
||||
"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
|
||||
"Can't load exactly same font(\"%1%\"). Application selected a similar "
|
||||
"one(\"%2%\"). You have to specify font for enable edit text."
|
||||
msgstr ""
|
||||
|
||||
@@ -1639,7 +1639,7 @@ msgstr "擠出寬度"
|
||||
msgid "Wipe options"
|
||||
msgstr "擦除選項"
|
||||
|
||||
msgid "Bed adhension"
|
||||
msgid "Bed adhesion"
|
||||
msgstr "熱床黏接"
|
||||
|
||||
#, fuzzy
|
||||
@@ -1928,12 +1928,6 @@ msgstr "自動定向"
|
||||
msgid "Auto orient the object to improve print quality."
|
||||
msgstr "自動調整物件方向以提高列印品質。"
|
||||
|
||||
msgid "Split the selected object into mutiple objects"
|
||||
msgstr "拆分所選物件為多個物件"
|
||||
|
||||
msgid "Split the selected object into mutiple parts"
|
||||
msgstr "拆分所選物件為多個零件"
|
||||
|
||||
msgid "Select All"
|
||||
msgstr "全選"
|
||||
|
||||
@@ -1985,6 +1979,9 @@ msgstr "簡化模型"
|
||||
msgid "Center"
|
||||
msgstr "居中"
|
||||
|
||||
msgid "Drop"
|
||||
msgstr ""
|
||||
|
||||
msgid "Edit Process Settings"
|
||||
msgstr "編輯列印參數"
|
||||
|
||||
@@ -2199,8 +2196,8 @@ msgid "Following model object has been repaired"
|
||||
msgid_plural "Following model objects have been repaired"
|
||||
msgstr[0] "以下模型物件已被修復"
|
||||
|
||||
msgid "Failed to repair folowing model object"
|
||||
msgid_plural "Failed to repair folowing model objects"
|
||||
msgid "Failed to repair following model object"
|
||||
msgid_plural "Failed to repair following model objects"
|
||||
msgstr[0] "以下模型物件修復失敗"
|
||||
|
||||
msgid "Repairing was canceled"
|
||||
@@ -2652,7 +2649,7 @@ msgstr ""
|
||||
msgid "Service Unavailable"
|
||||
msgstr "暫停服務"
|
||||
|
||||
msgid "Unkown Error."
|
||||
msgid "Unknown Error."
|
||||
msgstr "未知錯誤"
|
||||
|
||||
msgid "Sending print configuration"
|
||||
@@ -3611,7 +3608,7 @@ msgstr ""
|
||||
|
||||
#, fuzzy
|
||||
msgid ""
|
||||
"Too large elefant foot compensation is unreasonable.\n"
|
||||
"Too large elephant foot compensation is unreasonable.\n"
|
||||
"If really have serious elephant foot effect, please check other settings.\n"
|
||||
"For example, whether bed temperature is too high.\n"
|
||||
"\n"
|
||||
@@ -4371,7 +4368,7 @@ msgstr "體積:"
|
||||
msgid "Size:"
|
||||
msgstr "尺寸:"
|
||||
|
||||
#, fuzzy, c-format, boost-format
|
||||
#, fuzzy, boost-format
|
||||
msgid ""
|
||||
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
|
||||
"separate the conflicted objects farther (%s <-> %s)."
|
||||
@@ -4830,6 +4827,18 @@ msgstr "細調"
|
||||
msgid "Flow rate test - Pass 2"
|
||||
msgstr "流量測試 - 通過 2"
|
||||
|
||||
msgid "YOLO (Recommended)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.01 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "YOLO (perfectionist version)"
|
||||
msgstr ""
|
||||
|
||||
msgid "Orca YOLO flowrate calibration, 0.005 step"
|
||||
msgstr ""
|
||||
|
||||
msgid "Flow rate"
|
||||
msgstr "流量"
|
||||
|
||||
@@ -6107,7 +6116,7 @@ msgid ""
|
||||
"Do you want to replace it?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Comfirm Save As"
|
||||
msgid "Confirm Save As"
|
||||
msgstr ""
|
||||
|
||||
msgid "Delete object which is a part of cut object"
|
||||
@@ -6324,7 +6333,7 @@ msgstr "檔案 %s 已經傳送到列印設備的儲存空間,可以在列印
|
||||
|
||||
msgid ""
|
||||
"Unable to perform boolean operation on model meshes. Only positive parts "
|
||||
"will be kept. You may fix the meshes and try agian."
|
||||
"will be kept. You may fix the meshes and try again."
|
||||
msgstr ""
|
||||
|
||||
#, boost-format
|
||||
@@ -6634,6 +6643,12 @@ msgid ""
|
||||
"same time and manage multiple devices."
|
||||
msgstr ""
|
||||
|
||||
msgid "Auto arrange plate after cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Auto arrange plate after object cloning"
|
||||
msgstr ""
|
||||
|
||||
msgid "Network"
|
||||
msgstr "網路"
|
||||
|
||||
@@ -7545,8 +7560,8 @@ msgstr ""
|
||||
msgid ""
|
||||
"When recording timelapse without toolhead, it is recommended to add a "
|
||||
"\"Timelapse Wipe Tower\" \n"
|
||||
"by right-click the empty position of build plate and choose \"Add Primitive"
|
||||
"\"->\"Timelapse Wipe Tower\"."
|
||||
"by right-click the empty position of build plate and choose \"Add "
|
||||
"Primitive\"->\"Timelapse Wipe Tower\"."
|
||||
msgstr ""
|
||||
"在錄製無工具頭縮時錄影影片時,建議增加“縮時錄影擦拭塔”\n"
|
||||
"右鍵單擊列印板的空白位置,選擇“新增標準模型”->“縮時錄影擦拭塔”。"
|
||||
@@ -7623,12 +7638,21 @@ msgstr "支撐線材"
|
||||
msgid "Tree supports"
|
||||
msgstr "樹狀支撐"
|
||||
|
||||
msgid "Skirt"
|
||||
msgstr "側裙"
|
||||
msgid "Multimaterial"
|
||||
msgstr "多線材"
|
||||
|
||||
msgid "Prime tower"
|
||||
msgstr "擦拭塔"
|
||||
|
||||
msgid "Filament for Features"
|
||||
msgstr ""
|
||||
|
||||
msgid "Ooze prevention"
|
||||
msgstr ""
|
||||
|
||||
msgid "Skirt"
|
||||
msgstr "側裙"
|
||||
|
||||
msgid "Special mode"
|
||||
msgstr "特殊模式"
|
||||
|
||||
@@ -7678,6 +7702,9 @@ msgstr "建議噴嘴溫度"
|
||||
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
|
||||
msgstr "該線材的建議噴嘴溫度範圍。0 表示未設定"
|
||||
|
||||
msgid "Flow ratio and Pressure Advance"
|
||||
msgstr ""
|
||||
|
||||
#, fuzzy
|
||||
msgid "Print chamber temperature"
|
||||
msgstr "列印設備內部溫度"
|
||||
@@ -7792,9 +7819,6 @@ msgstr "線材起始 G-code"
|
||||
msgid "Filament end G-code"
|
||||
msgstr "線材結束 G-code"
|
||||
|
||||
msgid "Multimaterial"
|
||||
msgstr "多線材"
|
||||
|
||||
msgid "Wipe tower parameters"
|
||||
msgstr "色塔參數"
|
||||
|
||||
@@ -7891,12 +7915,30 @@ msgstr "抖動限制"
|
||||
msgid "Single extruder multimaterial setup"
|
||||
msgstr "單擠出機多線材設定"
|
||||
|
||||
msgid "Number of extruders of the printer."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Single Extruder Multi Material is selected, \n"
|
||||
"and all extruders must have the same diameter.\n"
|
||||
"Do you want to change the diameter for all extruders to first extruder "
|
||||
"nozzle diameter value?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr "噴嘴直徑"
|
||||
|
||||
msgid "Wipe tower"
|
||||
msgstr "色塔"
|
||||
|
||||
msgid "Single extruder multimaterial parameters"
|
||||
msgstr "單擠出機多線材參數"
|
||||
|
||||
msgid ""
|
||||
"This is a single extruder multimaterial printer, diameters of all extruders "
|
||||
"will be set to the new value. Do you want to proceed?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer height limits"
|
||||
msgstr "層高限制"
|
||||
|
||||
@@ -8896,6 +8938,11 @@ msgstr "部分模型在這些高度可能過薄,或者模型存在缺陷"
|
||||
msgid "No object can be printed. Maybe too small"
|
||||
msgstr "沒有可列印的物件。可能是因為尺寸過小。"
|
||||
|
||||
msgid ""
|
||||
"Your print is very close to the priming regions. Make sure there is no "
|
||||
"collision."
|
||||
msgstr ""
|
||||
|
||||
#, fuzzy
|
||||
msgid ""
|
||||
"Failed to generate gcode for invalid custom G-code.\n"
|
||||
@@ -9123,8 +9170,9 @@ msgid "Variable layer height is not supported with Organic supports."
|
||||
msgstr "有機樹支撐不支持可變層高。"
|
||||
|
||||
msgid ""
|
||||
"Different nozzle diameters and different filament diameters is not allowed "
|
||||
"when prime tower is enabled."
|
||||
"Different nozzle diameters and different filament diameters may not work "
|
||||
"well when the prime tower is enabled. It's very experimental, so please "
|
||||
"proceed with caution."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
@@ -9133,7 +9181,8 @@ msgid ""
|
||||
msgstr "擦拭塔目前僅支援相對擠出機定址 (use_relative_e_distances=1)。"
|
||||
|
||||
msgid ""
|
||||
"Ooze prevention is currently not supported with the prime tower enabled."
|
||||
"Ooze prevention is only supported with the wipe tower when "
|
||||
"'single_extruder_multi_material' is off."
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
@@ -9571,14 +9620,31 @@ msgid "Apply gap fill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enables gap fill for the selected surfaces. The minimum gap length that will "
|
||||
"be filled can be controlled from the filter out tiny gaps option below.\n"
|
||||
"Enables gap fill for the selected solid surfaces. The minimum gap length "
|
||||
"that will be filled can be controlled from the filter out tiny gaps option "
|
||||
"below.\n"
|
||||
"\n"
|
||||
"Options:\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
|
||||
"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
|
||||
"for maximum strength\n"
|
||||
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
|
||||
"only\n"
|
||||
"3. Nowhere: Disables gap fill\n"
|
||||
"only, balancing print speed, reducing potential over extrusion in the solid "
|
||||
"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
|
||||
"3. Nowhere: Disables gap fill for all solid infill areas. \n"
|
||||
"\n"
|
||||
"Note that if using the classic perimeter generator, gap fill may also be "
|
||||
"generated between perimeters, if a full width line cannot fit between them. "
|
||||
"That perimeter gap fill is not controlled by this setting. \n"
|
||||
"\n"
|
||||
"If you would like all gap fill, including the classic perimeter generated "
|
||||
"one, removed, set the filter out tiny gaps value to a large number, like "
|
||||
"999999. \n"
|
||||
"\n"
|
||||
"However this is not advised, as gap fill between perimeters is contributing "
|
||||
"to the model's strength. For models where excessive gap fill is generated "
|
||||
"between perimeters, a better option would be to switch to the arachne wall "
|
||||
"generator and use this option to control whether the cosmetic top and bottom "
|
||||
"surface gap fill is generated"
|
||||
msgstr ""
|
||||
|
||||
msgid "Everywhere"
|
||||
@@ -9648,11 +9714,13 @@ msgstr "外部橋接的密度。 100% 意味著堅固的橋樑。 預設值為 1
|
||||
msgid "Bridge flow ratio"
|
||||
msgstr "橋接流量"
|
||||
|
||||
#, fuzzy
|
||||
msgid ""
|
||||
"Decrease this value slightly(for example 0.9) to reduce the amount of "
|
||||
"material for bridge, to improve sag"
|
||||
msgstr "稍微減小這個數值(比如 0.9)可以減小橋接的線材量,來改善下垂。"
|
||||
"material for bridge, to improve sag. \n"
|
||||
"\n"
|
||||
"The actual bridge flow used is calculated by multiplying this value with the "
|
||||
"filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Internal bridge flow ratio"
|
||||
msgstr ""
|
||||
@@ -9660,24 +9728,33 @@ msgstr ""
|
||||
msgid ""
|
||||
"This value governs the thickness of the internal bridge layer. This is the "
|
||||
"first layer over sparse infill. Decrease this value slightly (for example "
|
||||
"0.9) to improve surface quality over sparse infill."
|
||||
"0.9) to improve surface quality over sparse infill.\n"
|
||||
"\n"
|
||||
"The actual internal bridge flow used is calculated by multiplying this value "
|
||||
"with the bridge flow ratio, the filament flow ratio, and if set, the "
|
||||
"object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Top surface flow ratio"
|
||||
msgstr "頂部表面流量比例"
|
||||
|
||||
#, fuzzy
|
||||
msgid ""
|
||||
"This factor affects the amount of material for top solid infill. You can "
|
||||
"decrease it slightly to have smooth surface finish"
|
||||
msgstr "稍微減小這個數值(比如 0.97)可以來改善頂面的光滑程度。"
|
||||
"decrease it slightly to have smooth surface finish. \n"
|
||||
"\n"
|
||||
"The actual top surface flow used is calculated by multiplying this value "
|
||||
"with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Bottom surface flow ratio"
|
||||
msgstr "底部表面流量比例"
|
||||
|
||||
#, fuzzy
|
||||
msgid "This factor affects the amount of material for bottom solid infill"
|
||||
msgstr "首層流量調整係數,預設為 1.0"
|
||||
msgid ""
|
||||
"This factor affects the amount of material for bottom solid infill. \n"
|
||||
"\n"
|
||||
"The actual bottom solid infill flow used is calculated by multiplying this "
|
||||
"value with the filament flow ratio, and if set, the object's flow ratio."
|
||||
msgstr ""
|
||||
|
||||
#, fuzzy
|
||||
msgid "Precise wall"
|
||||
@@ -9818,10 +9895,26 @@ msgstr "打開這個選項將降低不同懸垂程度的走線的列印速度"
|
||||
msgid "Slow down for curled perimeters"
|
||||
msgstr "翹邊降速"
|
||||
|
||||
#, c-format, boost-format
|
||||
msgid ""
|
||||
"Enable this option to slow printing down in areas where potential curled "
|
||||
"perimeters may exist"
|
||||
msgstr "啟用此選項降低可能存在潛在翹邊區域的列印速度"
|
||||
"Enable this option to slow down printing in areas where perimeters may have "
|
||||
"curled upwards.For example, additional slowdown will be applied when "
|
||||
"printing overhangs on sharp corners like the front of the Benchy hull, "
|
||||
"reducing curling which compounds over multiple layers.\n"
|
||||
"\n"
|
||||
" It is generally recommended to have this option switched on unless your "
|
||||
"printer cooling is powerful enough or the print speed slow enough that "
|
||||
"perimeter curling does not happen. If printing with a high external "
|
||||
"perimeter speed, this parameter may introduce slight artifacts when slowing "
|
||||
"down due to the large variance in print speeds. If you notice artifacts, "
|
||||
"ensure your pressure advance is tuned correctly.\n"
|
||||
"\n"
|
||||
"Note: When this option is enabled, overhang perimeters are treated like "
|
||||
"overhangs, meaning the overhang speed is applied even if the overhanging "
|
||||
"perimeter is part of a bridge. For example, when the perimeters are "
|
||||
"100% overhanging, with no wall supporting them from underneath, the "
|
||||
"100% overhang speed will be applied."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s or %"
|
||||
msgstr "mm/s 或 %"
|
||||
@@ -9830,8 +9923,14 @@ msgstr "mm/s 或 %"
|
||||
msgid "External"
|
||||
msgstr "外部"
|
||||
|
||||
msgid "Speed of bridge and completely overhang wall"
|
||||
msgstr "橋接和完全懸空的外牆的列印速度"
|
||||
msgid ""
|
||||
"Speed of the externally visible bridge extrusions. \n"
|
||||
"\n"
|
||||
"In addition, if Slow down for curled perimeters is disabled or Classic "
|
||||
"overhang mode is enabled, it will be the print speed of overhang walls that "
|
||||
"are supported by less than 13%, whether they are part of a bridge or an "
|
||||
"overhang."
|
||||
msgstr ""
|
||||
|
||||
msgid "mm/s"
|
||||
msgstr "mm/s"
|
||||
@@ -9841,11 +9940,9 @@ msgid "Internal"
|
||||
msgstr "內部"
|
||||
|
||||
msgid ""
|
||||
"Speed of internal bridge. If the value is expressed as a percentage, it will "
|
||||
"be calculated based on the bridge_speed. Default value is 150%."
|
||||
"Speed of internal bridges. If the value is expressed as a percentage, it "
|
||||
"will be calculated based on the bridge_speed. Default value is 150%."
|
||||
msgstr ""
|
||||
"內部橋接速度。 如果該值以百分比表示,則會根據 橋接速度 進行計算。 預設值為 "
|
||||
"150%"
|
||||
|
||||
#, fuzzy
|
||||
msgid "Brim width"
|
||||
@@ -10385,6 +10482,17 @@ msgstr ""
|
||||
"量。推薦的範圍為 0.95 到 1.05。發現大平層模型的頂面有輕微的缺料或多料時,或許"
|
||||
"可以嘗試微調這個參數。"
|
||||
|
||||
msgid ""
|
||||
"The material may have volumetric change after switching between molten state "
|
||||
"and crystalline state. This setting changes all extrusion flow of this "
|
||||
"filament in gcode proportionally. Recommended value range is between 0.95 "
|
||||
"and 1.05. Maybe you can tune this value to get nice flat surface when there "
|
||||
"has slight overflow or underflow. \n"
|
||||
"\n"
|
||||
"The final object flow ratio is this value multiplied by the filament flow "
|
||||
"ratio."
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable pressure advance"
|
||||
msgstr "啟用壓力提前"
|
||||
|
||||
@@ -10397,6 +10505,86 @@ msgstr "啟用壓力提前,一旦啟用會覆蓋自動校準的結果"
|
||||
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
|
||||
msgstr "壓力提前(Klipper)或者線性提前(Marlin)"
|
||||
|
||||
msgid "Enable adaptive pressure advance (beta)"
|
||||
msgstr ""
|
||||
|
||||
#, c-format, boost-format
|
||||
msgid ""
|
||||
"With increasing print speeds (and hence increasing volumetric flow through "
|
||||
"the nozzle) and increasing accelerations, it has been observed that the "
|
||||
"effective PA value typically decreases. This means that a single PA value is "
|
||||
"not always 100% optimal for all features and a compromise value is usually "
|
||||
"used that does not cause too much bulging on features with lower flow speed "
|
||||
"and accelerations while also not causing gaps on faster features.\n"
|
||||
"\n"
|
||||
"This feature aims to address this limitation by modeling the response of "
|
||||
"your printer's extrusion system depending on the volumetric flow speed and "
|
||||
"acceleration it is printing at. Internally, it generates a fitted model that "
|
||||
"can extrapolate the needed pressure advance for any given volumetric flow "
|
||||
"speed and acceleration, which is then emmited to the printer depending on "
|
||||
"the current print conditions.\n"
|
||||
"\n"
|
||||
"When enabled, the pressure advance value above is overriden. However, a "
|
||||
"reasonable default value above is strongly recomended to act as a fallback "
|
||||
"and for when tool changing.\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Adaptive pressure advance measurements (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
|
||||
"accelerations they were measured at, separated by a comma. One set of values "
|
||||
"per line. For example\n"
|
||||
"0.04,3.96,3000\n"
|
||||
"0.033,3.96,10000\n"
|
||||
"0.029,7.91,3000\n"
|
||||
"0.026,7.91,10000\n"
|
||||
"\n"
|
||||
"How to calibrate:\n"
|
||||
"1. Run the pressure advance test for at least 3 speeds per acceleration "
|
||||
"value. It is recommended that the test is run for at least the speed of the "
|
||||
"external perimeters, the speed of the internal perimeters and the fastest "
|
||||
"feature print speed in your profile (usually its the sparse or solid "
|
||||
"infill). Then run them for the same speeds for the slowest and fastest print "
|
||||
"accelerations,and no faster than the recommended maximum acceleration as "
|
||||
"given by the klipper input shaper.\n"
|
||||
"2. Take note of the optimal PA value for each volumetric flow speed and "
|
||||
"acceleration. You can find the flow number by selecting flow from the color "
|
||||
"scheme drop down and move the horizontal slider over the PA pattern lines. "
|
||||
"The number should be visible at the bottom of the page. The ideal PA value "
|
||||
"should be decreasing the higher the volumetric flow is. If it is not, "
|
||||
"confirm that your extruder is functioning correctly.The slower and with less "
|
||||
"acceleration you print, the larger the range of acceptable PA values. If no "
|
||||
"difference is visible, use the PA value from the faster test.3. Enter the "
|
||||
"triplets of PA values, Flow and Accelerations in the text box here and save "
|
||||
"your filament profile\n"
|
||||
"\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Enable adaptive pressure advance for overhangs (beta)"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Enable adaptive PA for overhangs as well as when flow changes within the "
|
||||
"same feature. This is an experimental option, as if the PA profile is not "
|
||||
"set accurately, it will cause uniformity issues on the external surfaces "
|
||||
"before and after overhangs.\n"
|
||||
msgstr ""
|
||||
|
||||
msgid "Pressure advance for bridges"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Pressure advance value for bridges. Set to 0 to disable. \n"
|
||||
"\n"
|
||||
" A lower PA value when printing bridges helps reduce the appearance of "
|
||||
"slight under extrusion immediately after bridges. This is caused by the "
|
||||
"pressure drop in the nozzle when printing in the air and a lower PA helps "
|
||||
"counteract this."
|
||||
msgstr ""
|
||||
|
||||
#, fuzzy
|
||||
msgid ""
|
||||
"Default line width if other line widths are set to 0. If expressed as a %, "
|
||||
@@ -10478,14 +10666,29 @@ msgstr "mm³/s"
|
||||
msgid "Filament load time"
|
||||
msgstr "進料的時間"
|
||||
|
||||
msgid "Time to load new filament when switch filament. For statistics only"
|
||||
msgstr "切換線材時,進料所需的時間。只用於統計資訊。"
|
||||
msgid ""
|
||||
"Time to load new filament when switch filament. It's usually applicable for "
|
||||
"single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
|
||||
msgid "Filament unload time"
|
||||
msgstr "退料的時間"
|
||||
|
||||
msgid "Time to unload old filament when switch filament. For statistics only"
|
||||
msgstr "切換線材時,退料所需時間。只用於統計資訊。"
|
||||
msgid ""
|
||||
"Time to unload old filament when switch filament. It's usually applicable "
|
||||
"for single-extruder multi-material machines. For tool changers or multi-tool "
|
||||
"machines, it's typically 0. For statistics only"
|
||||
msgstr ""
|
||||
|
||||
msgid "Tool change time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Time taken to switch tools. It's usually applicable for tool changers or "
|
||||
"multi-tool machines. For single-extruder multi-material machines, it's "
|
||||
"typically 0. For statistics only"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Filament diameter is used to calculate extrusion in gcode, so it's important "
|
||||
@@ -10572,6 +10775,21 @@ msgid ""
|
||||
"Specify desired number of these moves."
|
||||
msgstr "藉由在喉管中來回移動以冷卻線材。指定移動所需的次數。"
|
||||
|
||||
msgid "Stamping loading speed"
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed used for stamping."
|
||||
msgstr ""
|
||||
|
||||
msgid "Stamping distance measured from the center of the cooling tube"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"If set to nonzero value, filament is moved toward the nozzle between the "
|
||||
"individual cooling moves (\"stamping\"). This option configures how long "
|
||||
"this movement should be before the filament is retracted again."
|
||||
msgstr ""
|
||||
|
||||
msgid "Speed of the first cooling move"
|
||||
msgstr "第一次冷卻移動的速度"
|
||||
|
||||
@@ -10598,15 +10816,6 @@ msgstr "最後一次冷卻移動的速度"
|
||||
msgid "Cooling moves are gradually accelerating towards this speed."
|
||||
msgstr "冷卻移動向這個速度逐漸加速。"
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
"在換色時(執行 T-code ,如 T1,T2),列印設備韌體(或 Multi Material Unit "
|
||||
"2.0)載入新線材的所需時間。該時間將會被 G-code 時間評估功能加到總列印時間上"
|
||||
"去。"
|
||||
|
||||
msgid "Ramming parameters"
|
||||
msgstr "尖端成型參數"
|
||||
|
||||
@@ -10615,14 +10824,6 @@ msgid ""
|
||||
"parameters."
|
||||
msgstr "此內容由尖端成型欄位編輯,包含尖端成型的特定參數。"
|
||||
|
||||
msgid ""
|
||||
"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
|
||||
"filament during a tool change (when executing the T code). This time is "
|
||||
"added to the total print time by the G-code time estimator."
|
||||
msgstr ""
|
||||
"換色期間(執行T-cide 時如 T1,T2),列印設備韌體(或 Multi Material Unit "
|
||||
"2.0)退出線材所需時間。該時間將會被 G-code 時間評估功能加到總列印時間上去。"
|
||||
|
||||
msgid "Enable ramming for multitool setups"
|
||||
msgstr "使用多色尖端成形設定"
|
||||
|
||||
@@ -10919,7 +11120,7 @@ msgstr "首層層高"
|
||||
|
||||
msgid ""
|
||||
"Height of initial layer. Making initial layer height to be thick slightly "
|
||||
"can improve build plate adhension"
|
||||
"can improve build plate adhesion"
|
||||
msgstr "首層層高"
|
||||
|
||||
msgid "Speed of initial layer except the solid infill part"
|
||||
@@ -10956,10 +11157,10 @@ msgstr "滿速風扇在"
|
||||
|
||||
msgid ""
|
||||
"Fan speed will be ramped up linearly from zero at layer "
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
|
||||
"\". \"full_fan_speed_layer\" will be ignored if lower than "
|
||||
"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
|
||||
"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
"\"close_fan_the_first_x_layers\" to maximum at layer "
|
||||
"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
|
||||
"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
|
||||
"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
|
||||
msgstr ""
|
||||
"風扇速度將從“禁用第一層”的零線性上升到“全風扇速度層”的最大。如果低於“禁用風扇"
|
||||
"第一層”,則“全風扇速度第一層”將被忽略,在這種情況下,風扇將在“禁用風扇第一"
|
||||
@@ -11026,8 +11227,11 @@ msgstr "忽略微小間隙"
|
||||
msgid "Layers and Perimeters"
|
||||
msgstr "層和牆"
|
||||
|
||||
msgid "Filter out gaps smaller than the threshold specified"
|
||||
msgstr "忽略小於指定數值的間隙"
|
||||
msgid ""
|
||||
"Don't print gap fill with a length is smaller than the threshold specified "
|
||||
"(in mm). This setting applies to top, bottom and solid infill and, if using "
|
||||
"the classic perimeter generator, to wall gap fill. "
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Speed of gap infill. Gap usually has irregular line width and should be "
|
||||
@@ -11324,7 +11528,11 @@ msgstr "分隔區域的最大寬度。零表示禁用此功能。"
|
||||
msgid "Interlocking depth of a segmented region"
|
||||
msgstr ""
|
||||
|
||||
msgid "Interlocking depth of a segmented region. Zero disables this feature."
|
||||
msgid ""
|
||||
"Interlocking depth of a segmented region. It will be ignored if "
|
||||
"\"mmu_segmented_region_max_width\" is zero or if "
|
||||
"\"mmu_segmented_region_interlocking_depth\"is bigger then "
|
||||
"\"mmu_segmented_region_max_width\". Zero disables this feature."
|
||||
msgstr ""
|
||||
|
||||
msgid "Use beam interlocking"
|
||||
@@ -11696,9 +11904,6 @@ msgid ""
|
||||
"cooling is enabled."
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle diameter"
|
||||
msgstr "噴嘴直徑"
|
||||
|
||||
msgid "Diameter of nozzle"
|
||||
msgstr "噴嘴直徑"
|
||||
|
||||
@@ -11787,6 +11992,11 @@ msgstr ""
|
||||
"當空駛完全在填充區域內時不觸發回抽。這意味著即使漏料也是不可見的。對於複雜模"
|
||||
"型,該設定能夠減少回抽次數以及列印時長,但是會造成 G-code 產生變慢"
|
||||
|
||||
msgid ""
|
||||
"This option will drop the temperature of the inactive extruders to prevent "
|
||||
"oozing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Filename format"
|
||||
msgstr "檔案名稱格式"
|
||||
|
||||
@@ -11837,6 +12047,9 @@ msgstr ""
|
||||
"偵測懸空相對於線寬的百分比,並應用不同的速度列印。100%% 的懸空將使用橋接速"
|
||||
"度。"
|
||||
|
||||
msgid "Filament to print walls"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of inner wall. If expressed as a %, it will be computed over the "
|
||||
"nozzle diameter."
|
||||
@@ -11873,12 +12086,21 @@ msgstr ""
|
||||
"分號分隔多個腳本。 腳本將傳遞 G-code 檔案的絕對路徑作為第一個參數,並且它們可"
|
||||
"以透過讀取環境變數來讀取 Orca Slicer 設定。"
|
||||
|
||||
msgid "Printer type"
|
||||
msgstr ""
|
||||
|
||||
msgid "Type of the printer"
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer notes"
|
||||
msgstr "列印設備備註"
|
||||
|
||||
msgid "You can put your notes regarding the printer here."
|
||||
msgstr "可以將列印設備的備註填寫在此處"
|
||||
|
||||
msgid "Printer variant"
|
||||
msgstr ""
|
||||
|
||||
msgid "Raft contact Z distance"
|
||||
msgstr "筏層Z間距"
|
||||
|
||||
@@ -12345,6 +12567,12 @@ msgid ""
|
||||
"internal solid infill"
|
||||
msgstr "小於這個臨界值的稀疏填充區域將會被內部實心填充替代。"
|
||||
|
||||
msgid "Solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid "Filament to print solid infill"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Line width of internal solid infill. If expressed as a %, it will be "
|
||||
"computed over the nozzle diameter."
|
||||
@@ -12399,6 +12627,31 @@ msgstr "傳統模式"
|
||||
msgid "Temperature variation"
|
||||
msgstr "軟化溫度"
|
||||
|
||||
#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
|
||||
msgid ""
|
||||
"Temperature difference to be applied when an extruder is not active. The "
|
||||
"value is not used when 'idle_temperature' in filament settings is set to non "
|
||||
"zero value."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat time"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"To reduce the waiting time after tool change, Orca can preheat the next tool "
|
||||
"while the current tool is still in use. This setting specifies the time in "
|
||||
"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
|
||||
"the tool in advance."
|
||||
msgstr ""
|
||||
|
||||
msgid "Preheat steps"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
|
||||
"other printers, please set it to 1."
|
||||
msgstr ""
|
||||
|
||||
msgid "Start G-code"
|
||||
msgstr "起始 G-code"
|
||||
|
||||
@@ -12859,27 +13112,40 @@ msgstr "此設定決定是否為樹狀支撐內部的空間產生填充。"
|
||||
msgid "Activate temperature control"
|
||||
msgstr "啟動溫度控制"
|
||||
|
||||
#, fuzzy
|
||||
msgid ""
|
||||
"Enable this option for chamber temperature control. An M191 command will be "
|
||||
"added before \"machine_start_gcode\"\n"
|
||||
"G-code commands: M141/M191 S(0-255)"
|
||||
"Enable this option for automated chamber temperature control. This option "
|
||||
"activates the emitting of an M191 command before the "
|
||||
"\"machine_start_gcode\"\n"
|
||||
" which sets the chamber temperature and waits until it is reached. In "
|
||||
"addition, it emits an M141 command at the end of the print to turn off the "
|
||||
"chamber heater, if present. \n"
|
||||
"\n"
|
||||
"This option relies on the firmware supporting the M191 and M141 commands "
|
||||
"either via macros or natively and is usually used when an active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
"啟用此選項以控製列印設備內部溫度。 在「machine_start_gcode」之前將會新增一個"
|
||||
"M191指令\n"
|
||||
"G碼指令:M141/M191 S(0-255)"
|
||||
|
||||
msgid "Chamber temperature"
|
||||
msgstr "機箱溫度"
|
||||
|
||||
msgid ""
|
||||
"Higher chamber temperature can help suppress or reduce warping and "
|
||||
"potentially lead to higher interlayer bonding strength for high temperature "
|
||||
"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
|
||||
"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
|
||||
"other low temperature materials,the actual chamber temperature should not be "
|
||||
"high to avoid cloggings, so 0 which stands for turning off is highly "
|
||||
"recommended"
|
||||
"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
|
||||
"temperature can help suppress or reduce warping and potentially lead to "
|
||||
"higher interlayer bonding strength. However, at the same time, a higher "
|
||||
"chamber temperature will reduce the efficiency of air filtration for ABS and "
|
||||
"ASA. \n"
|
||||
"\n"
|
||||
"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
|
||||
"should be disabled (set to 0) as the chamber temperature should be low to "
|
||||
"avoid extruder clogging caused by material softening at the heat break.\n"
|
||||
"\n"
|
||||
"If enabled, this parameter also sets a gcode variable named "
|
||||
"chamber_temperature, which can be used to pass the desired chamber "
|
||||
"temperature to your print start macro, or a heat soak macro like this: "
|
||||
"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
|
||||
"be useful if your printer does not support M141/M191 commands, or if you "
|
||||
"desire to handle heat soaking in the print start macro if no active chamber "
|
||||
"heater is installed."
|
||||
msgstr ""
|
||||
|
||||
msgid "Nozzle temperature for layers after the initial one"
|
||||
@@ -13010,12 +13276,6 @@ msgid ""
|
||||
"Larger angle means wider base."
|
||||
msgstr "圓錐體頂點處的角度,用於穩定擦拭塔。 更大的角度意味著更寬的底座。"
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr "擦拭塔線距"
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr "擦拭塔上的線距。"
|
||||
|
||||
msgid "Maximum wipe tower print speed"
|
||||
msgstr ""
|
||||
|
||||
@@ -13041,9 +13301,6 @@ msgid ""
|
||||
"regardless of this setting."
|
||||
msgstr ""
|
||||
|
||||
msgid "Wipe tower extruder"
|
||||
msgstr "擦拭塔擠出機"
|
||||
|
||||
msgid ""
|
||||
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
|
||||
"use the one that is available (non-soluble would be preferred)."
|
||||
@@ -13098,6 +13355,30 @@ msgstr "最大橋接距離"
|
||||
msgid "Maximal distance between supports on sparse infill sections."
|
||||
msgstr "稀疏填充截面上的支撐之間的最大距離。"
|
||||
|
||||
msgid "Wipe tower purge lines spacing"
|
||||
msgstr "擦拭塔線距"
|
||||
|
||||
msgid "Spacing of purge lines on the wipe tower."
|
||||
msgstr "擦拭塔上的線距。"
|
||||
|
||||
msgid "Extra flow for purging"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Extra flow used for the purging lines on the wipe tower. This makes the "
|
||||
"purging lines thicker or narrower than they normally would be. The spacing "
|
||||
"is adjusted automatically."
|
||||
msgstr ""
|
||||
|
||||
msgid "Idle temperature"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Nozzle temperature when the tool is currently not used in multi-tool setups."
|
||||
"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
|
||||
"0 to disable."
|
||||
msgstr ""
|
||||
|
||||
msgid "X-Y hole compensation"
|
||||
msgstr "X-Y 孔洞尺寸補償"
|
||||
|
||||
@@ -13401,6 +13682,14 @@ msgstr ""
|
||||
msgid "Currently planned extra extruder priming after deretraction."
|
||||
msgstr ""
|
||||
|
||||
msgid "Absolute E position"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Current position of the extruder axis. Only used with absolute extruder "
|
||||
"addressing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Current extruder"
|
||||
msgstr ""
|
||||
|
||||
@@ -13443,6 +13732,12 @@ msgstr ""
|
||||
msgid "Vector of bools stating whether a given extruder is used in the print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Has single extruder MM priming"
|
||||
msgstr ""
|
||||
|
||||
msgid "Are the extra multi-material priming regions used in this print?"
|
||||
msgstr ""
|
||||
|
||||
msgid "Volume per extruder"
|
||||
msgstr ""
|
||||
|
||||
@@ -13587,6 +13882,14 @@ msgstr ""
|
||||
msgid "Name of the physical printer used for slicing."
|
||||
msgstr ""
|
||||
|
||||
msgid "Number of extruders"
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"Total number of extruders, regardless of whether they are used in the "
|
||||
"current print."
|
||||
msgstr ""
|
||||
|
||||
msgid "Layer number"
|
||||
msgstr ""
|
||||
|
||||
@@ -14653,8 +14956,8 @@ msgid ""
|
||||
msgstr ""
|
||||
|
||||
msgid ""
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you selected"
|
||||
"\". \n"
|
||||
"We would rename the presets as \"Vendor Type Serial @printer you "
|
||||
"selected\". \n"
|
||||
"To add preset for more printers, Please go to printer selection"
|
||||
msgstr ""
|
||||
|
||||
@@ -14679,7 +14982,7 @@ msgstr ""
|
||||
msgid "Create Type"
|
||||
msgstr ""
|
||||
|
||||
msgid "The model is not fond, place reselect vendor."
|
||||
msgid "The model is not found, place reselect vendor."
|
||||
msgstr ""
|
||||
|
||||
msgid "Select Model"
|
||||
@@ -14728,10 +15031,10 @@ msgstr ""
|
||||
msgid "The printer model was not found, please reselect."
|
||||
msgstr ""
|
||||
|
||||
msgid "The nozzle diameter is not fond, place reselect."
|
||||
msgid "The nozzle diameter is not found, place reselect."
|
||||
msgstr ""
|
||||
|
||||
msgid "The printer preset is not fond, place reselect."
|
||||
msgid "The printer preset is not found, place reselect."
|
||||
msgstr ""
|
||||
|
||||
msgid "Printer Preset"
|
||||
@@ -15749,6 +16052,78 @@ msgid ""
|
||||
"probability of warping."
|
||||
msgstr ""
|
||||
|
||||
#, fuzzy
|
||||
#~ msgid ""
|
||||
#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
|
||||
#~ "material for bridge, to improve sag"
|
||||
#~ msgstr "稍微減小這個數值(比如 0.9)可以減小橋接的線材量,來改善下垂。"
|
||||
|
||||
#, fuzzy
|
||||
#~ msgid ""
|
||||
#~ "This factor affects the amount of material for top solid infill. You can "
|
||||
#~ "decrease it slightly to have smooth surface finish"
|
||||
#~ msgstr "稍微減小這個數值(比如 0.97)可以來改善頂面的光滑程度。"
|
||||
|
||||
#, fuzzy
|
||||
#~ msgid "This factor affects the amount of material for bottom solid infill"
|
||||
#~ msgstr "首層流量調整係數,預設為 1.0"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Enable this option to slow printing down in areas where potential curled "
|
||||
#~ "perimeters may exist"
|
||||
#~ msgstr "啟用此選項降低可能存在潛在翹邊區域的列印速度"
|
||||
|
||||
#~ msgid "Speed of bridge and completely overhang wall"
|
||||
#~ msgstr "橋接和完全懸空的外牆的列印速度"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
|
||||
#~ "will be calculated based on the bridge_speed. Default value is 150%."
|
||||
#~ msgstr ""
|
||||
#~ "內部橋接速度。 如果該值以百分比表示,則會根據 橋接速度 進行計算。 預設值"
|
||||
#~ "為 150%"
|
||||
|
||||
#~ msgid "Time to load new filament when switch filament. For statistics only"
|
||||
#~ msgstr "切換線材時,進料所需的時間。只用於統計資訊。"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Time to unload old filament when switch filament. For statistics only"
|
||||
#~ msgstr "切換線材時,退料所需時間。只用於統計資訊。"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
|
||||
#~ "new filament during a tool change (when executing the T code). This time "
|
||||
#~ "is added to the total print time by the G-code time estimator."
|
||||
#~ msgstr ""
|
||||
#~ "在換色時(執行 T-code ,如 T1,T2),列印設備韌體(或 Multi Material Unit "
|
||||
#~ "2.0)載入新線材的所需時間。該時間將會被 G-code 時間評估功能加到總列印時間"
|
||||
#~ "上去。"
|
||||
|
||||
#~ msgid ""
|
||||
#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
|
||||
#~ "a filament during a tool change (when executing the T code). This time is "
|
||||
#~ "added to the total print time by the G-code time estimator."
|
||||
#~ msgstr ""
|
||||
#~ "換色期間(執行T-cide 時如 T1,T2),列印設備韌體(或 Multi Material Unit "
|
||||
#~ "2.0)退出線材所需時間。該時間將會被 G-code 時間評估功能加到總列印時間上"
|
||||
#~ "去。"
|
||||
|
||||
#~ msgid "Filter out gaps smaller than the threshold specified"
|
||||
#~ msgstr "忽略小於指定數值的間隙"
|
||||
|
||||
#, fuzzy
|
||||
#~ msgid ""
|
||||
#~ "Enable this option for chamber temperature control. An M191 command will "
|
||||
#~ "be added before \"machine_start_gcode\"\n"
|
||||
#~ "G-code commands: M141/M191 S(0-255)"
|
||||
#~ msgstr ""
|
||||
#~ "啟用此選項以控製列印設備內部溫度。 在「machine_start_gcode」之前將會新增一"
|
||||
#~ "個M191指令\n"
|
||||
#~ "G碼指令:M141/M191 S(0-255)"
|
||||
|
||||
#~ msgid "Wipe tower extruder"
|
||||
#~ msgstr "擦拭塔擠出機"
|
||||
|
||||
#, fuzzy
|
||||
#~ msgid "Printer local connection failed, please try again."
|
||||
#~ msgstr "列印設備區域網路連接失敗,請重試。"
|
||||
|
||||
BIN
resources/calib/filament_flow/Orca-LinearFlow.3mf
Normal file
BIN
resources/calib/filament_flow/Orca-LinearFlow_fine.3mf
Normal file
BIN
resources/calib/filament_flow/pass1.3mf
Normal file
{kind=link}
@@ -1,3 +1,3 @@
|
||||
<svg width="8" height="8" viewBox="0 0 8 8" fill="none" xmlns="http://www.w3.org/2000/svg">
|
||||
<path d="M3.346 0.361999H5.068V3.078H7.77V4.786H5.068V7.502H3.346V4.786H0.63V3.078H3.346V0.361999Z" fill="black"/>
|
||||
<path d="M3.346 0.361999H5.068V3.078H7.77V4.786H5.068V7.502H3.346V4.786H0.63V3.078H3.346V0.361999Z" style="fill:#949494"/>
|
||||
</svg>
|
||||
|
||||
|
Before Width: | Height: | Size: 214 B After Width: | Height: | Size: 222 B |
{kind=link}
@@ -1,3 +1,3 @@
|
||||
<svg width="14" height="14" viewBox="0 0 14 14" fill="none" xmlns="http://www.w3.org/2000/svg">
|
||||
<path d="M5 12L8.50024 7.6247C8.79242 7.25948 8.79204 6.74005 8.49986 6.37483C7.23348 4.79185 6.38744 3.73431 5 2" stroke="#909090" stroke-linecap="round"/>
|
||||
<path d="M5 12L8.50024 7.6247C8.79242 7.25948 8.79204 6.74005 8.49986 6.37483C7.23348 4.79185 6.38744 3.73431 5 2" style="stroke:#949494" stroke-linecap="round"/>
|
||||
</svg>
|
||||
|
||||
|
Before Width: | Height: | Size: 260 B After Width: | Height: | Size: 266 B |
@@ -22,7 +22,8 @@
|
||||
"PLA-CF",
|
||||
"PLA-AERO",
|
||||
"PVA",
|
||||
"BVOH"
|
||||
"BVOH",
|
||||
"SBS"
|
||||
],
|
||||
"high_low_compatible_filament":[
|
||||
"HIPS",
|
||||
|
||||
@@ -23,6 +23,22 @@
|
||||
{
|
||||
"name": "Artillery Hornet",
|
||||
"sub_path": "machine/Artillery Hornet.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery Sidewinder X3 Pro",
|
||||
"sub_path": "machine/Artillery Sidewinder X3 Pro.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery Sidewinder X3 Plus",
|
||||
"sub_path": "machine/Artillery Sidewinder X3 Plus.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery Sidewinder X4 Pro",
|
||||
"sub_path": "machine/Artillery Sidewinder X4 Pro.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery Sidewinder X4 Plus",
|
||||
"sub_path": "machine/Artillery Sidewinder X4 Plus.json"
|
||||
}
|
||||
],
|
||||
"process_list": [
|
||||
@@ -81,6 +97,94 @@
|
||||
{
|
||||
"name": "0.24mm Draft @Artillery Hornet",
|
||||
"sub_path": "process/0.24mm Draft @Artillery Hornet.json"
|
||||
},
|
||||
{
|
||||
"name": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.20mm Standard @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.08mm High Quality @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.08mm High Quality @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.12mm Fine @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.12mm Fine @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.12mm High Quality @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.12mm High Quality @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.16mm High Quality @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.16mm High Quality @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.16mm Optimal @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.16mm Optimal @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.20mm Strength @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.20mm Strength @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.24mm Draft @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.24mm Draft @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.20mm Standard @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.08mm High Quality @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.08mm High Quality @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.12mm Fine @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.12mm Fine @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.12mm High Quality @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.12mm High Quality @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.16mm High Quality @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.16mm High Quality @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.16mm Optimal @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.16mm Optimal @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.20mm Strength @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.20mm Strength @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.24mm Draft @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.24mm Draft @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.20mm Standard @Artillery X3Plus 0.4 nozzle",
|
||||
"sub_path": "process/0.20mm Standard @Artillery X3Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "0.20mm Standard @Artillery X3Pro 0.4 nozzle",
|
||||
"sub_path": "process/0.20mm Standard @Artillery X3Pro 0.4 nozzle.json"
|
||||
}
|
||||
],
|
||||
"filament_list": [
|
||||
@@ -131,6 +235,34 @@
|
||||
{
|
||||
"name": "Artillery Generic ASA",
|
||||
"sub_path": "filament/Artillery Generic ASA.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery PLA Basic",
|
||||
"sub_path": "filament/Artillery PLA Basic.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery PLA Matte",
|
||||
"sub_path": "filament/Artillery PLA Matte.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery PLA Silk",
|
||||
"sub_path": "filament/Artillery PLA Silk.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery PLA Tough",
|
||||
"sub_path": "filament/Artillery PLA Tough.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery PETG",
|
||||
"sub_path": "filament/Artillery PETG.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery TPU",
|
||||
"sub_path": "filament/Artillery TPU.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery ABS",
|
||||
"sub_path": "filament/Artillery ABS.json"
|
||||
}
|
||||
],
|
||||
"machine_list": [
|
||||
@@ -157,6 +289,22 @@
|
||||
{
|
||||
"name": "Artillery Hornet 0.4 nozzle",
|
||||
"sub_path": "machine/Artillery Hornet 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery Sidewinder X3 Pro 0.4 nozzle",
|
||||
"sub_path": "machine/Artillery Sidewinder X3 Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery Sidewinder X3 Plus 0.4 nozzle",
|
||||
"sub_path": "machine/Artillery Sidewinder X3 Plus 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery Sidewinder X4 Pro 0.4 nozzle",
|
||||
"sub_path": "machine/Artillery Sidewinder X4 Pro 0.4 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Artillery Sidewinder X4 Plus 0.4 nozzle",
|
||||
"sub_path": "machine/Artillery Sidewinder X4 Plus 0.4 nozzle.json"
|
||||
}
|
||||
]
|
||||
}
|
||||
|
||||
{kind=link}
|
After Width: | Height: | Size: 31 KiB |
{kind=link}
|
After Width: | Height: | Size: 30 KiB |
{kind=link}
|
After Width: | Height: | Size: 26 KiB |
{kind=link}
|
After Width: | Height: | Size: 28 KiB |
79
resources/profiles/Artillery/filament/Artillery ABS.json
Normal file
@@ -0,0 +1,79 @@
|
||||
{
|
||||
"instantiation": "true",
|
||||
"from": "system",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X3 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X3 Plus 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Plus 0.4 nozzle"
|
||||
],
|
||||
"filament_retraction_length": [
|
||||
"1.3"
|
||||
],
|
||||
"filament_retraction_speed": [
|
||||
"40"
|
||||
],
|
||||
"filament_settings_id": [
|
||||
"Artillery ABS"
|
||||
],
|
||||
"filament_start_gcode": [
|
||||
""
|
||||
],
|
||||
"filament_type": [
|
||||
"ABS"
|
||||
],
|
||||
"filament_vendor": [
|
||||
"Artillery"
|
||||
],
|
||||
"filament_z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"hot_plate_temp": [
|
||||
"100"
|
||||
],
|
||||
"hot_plate_temp_initial_layer": [
|
||||
"100"
|
||||
],
|
||||
"inherits": "Artillery Generic PLA",
|
||||
"name": "Artillery ABS",
|
||||
"nozzle_temperature": [
|
||||
"260"
|
||||
],
|
||||
"nozzle_temperature_initial_layer": [
|
||||
"260"
|
||||
],
|
||||
"nozzle_temperature_range_high": [
|
||||
"270"
|
||||
],
|
||||
"nozzle_temperature_range_low": [
|
||||
"240"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"20"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"10"
|
||||
],
|
||||
"fan_cooling_layer_time": [
|
||||
"30"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"3"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"16"
|
||||
],
|
||||
"temperature_vitrification": [
|
||||
"220"
|
||||
],
|
||||
"overhang_fan_threshold": [
|
||||
"25%"
|
||||
],
|
||||
"overhang_fan_speed": [
|
||||
"80"
|
||||
],
|
||||
"close_fan_the_first_x_layers": [
|
||||
"3"
|
||||
],
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
79
resources/profiles/Artillery/filament/Artillery PETG.json
Normal file
@@ -0,0 +1,79 @@
|
||||
{
|
||||
"instantiation": "true",
|
||||
"from": "system",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X3 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X3 Plus 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Plus 0.4 nozzle"
|
||||
],
|
||||
"filament_retraction_length": [
|
||||
"1.3"
|
||||
],
|
||||
"filament_retraction_speed": [
|
||||
"40"
|
||||
],
|
||||
"filament_settings_id": [
|
||||
"Artillery PETG"
|
||||
],
|
||||
"filament_start_gcode": [
|
||||
""
|
||||
],
|
||||
"filament_type": [
|
||||
"PETG"
|
||||
],
|
||||
"filament_vendor": [
|
||||
"Artillery"
|
||||
],
|
||||
"filament_z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"hot_plate_temp": [
|
||||
"70"
|
||||
],
|
||||
"hot_plate_temp_initial_layer": [
|
||||
"70"
|
||||
],
|
||||
"inherits": "Artillery Generic PLA",
|
||||
"name": "Artillery PETG",
|
||||
"nozzle_temperature": [
|
||||
"250"
|
||||
],
|
||||
"nozzle_temperature_initial_layer": [
|
||||
"250"
|
||||
],
|
||||
"nozzle_temperature_range_high": [
|
||||
"270"
|
||||
],
|
||||
"nozzle_temperature_range_low": [
|
||||
"230"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"40"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"10"
|
||||
],
|
||||
"fan_cooling_layer_time": [
|
||||
"30"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"12"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"9"
|
||||
],
|
||||
"temperature_vitrification": [
|
||||
"220"
|
||||
],
|
||||
"close_fan_the_first_x_layers": [
|
||||
"3"
|
||||
],
|
||||
"overhang_fan_threshold": [
|
||||
"10%"
|
||||
],
|
||||
"overhang_fan_speed": [
|
||||
"90"
|
||||
],
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,58 @@
|
||||
{
|
||||
"instantiation": "true",
|
||||
"from": "system",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X3 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X3 Plus 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Plus 0.4 nozzle"
|
||||
],
|
||||
"filament_retraction_length": [
|
||||
"1.3"
|
||||
],
|
||||
"filament_retraction_speed": [
|
||||
"40"
|
||||
],
|
||||
"filament_settings_id": [
|
||||
"Artillery PLA Basic"
|
||||
],
|
||||
"filament_start_gcode": [
|
||||
""
|
||||
],
|
||||
"filament_type": [
|
||||
"PLA Basic"
|
||||
],
|
||||
"filament_vendor": [
|
||||
"Artillery"
|
||||
],
|
||||
"filament_z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"inherits": "Artillery Generic PLA",
|
||||
"name": "Artillery PLA Basic",
|
||||
"nozzle_temperature": [
|
||||
"210"
|
||||
],
|
||||
"nozzle_temperature_initial_layer": [
|
||||
"210"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"80"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"60"
|
||||
],
|
||||
"fan_cooling_layer_time": [
|
||||
"80"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"8"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"21"
|
||||
],
|
||||
"temperature_vitrification": [
|
||||
"190"
|
||||
],
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,58 @@
|
||||
{
|
||||
"instantiation": "true",
|
||||
"from": "system",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X3 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X3 Plus 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Plus 0.4 nozzle"
|
||||
],
|
||||
"filament_retraction_length": [
|
||||
"1.3"
|
||||
],
|
||||
"filament_retraction_speed": [
|
||||
"40"
|
||||
],
|
||||
"filament_settings_id": [
|
||||
"Artillery PLA Matte"
|
||||
],
|
||||
"filament_start_gcode": [
|
||||
""
|
||||
],
|
||||
"filament_type": [
|
||||
"PLA Matte"
|
||||
],
|
||||
"filament_vendor": [
|
||||
"Artillery"
|
||||
],
|
||||
"filament_z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"inherits": "Artillery Generic PLA",
|
||||
"name": "Artillery PLA Matte",
|
||||
"nozzle_temperature": [
|
||||
"210"
|
||||
],
|
||||
"nozzle_temperature_initial_layer": [
|
||||
"210"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"80"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"60"
|
||||
],
|
||||
"fan_cooling_layer_time": [
|
||||
"80"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"8"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"22"
|
||||
],
|
||||
"temperature_vitrification": [
|
||||
"190"
|
||||
],
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,58 @@
|
||||
{
|
||||
"instantiation": "true",
|
||||
"from": "system",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X3 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X3 Plus 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Plus 0.4 nozzle"
|
||||
],
|
||||
"filament_retraction_length": [
|
||||
"1.3"
|
||||
],
|
||||
"filament_retraction_speed": [
|
||||
"40"
|
||||
],
|
||||
"filament_settings_id": [
|
||||
"Artillery PLA Silk"
|
||||
],
|
||||
"filament_start_gcode": [
|
||||
""
|
||||
],
|
||||
"filament_type": [
|
||||
"PLA Silk"
|
||||
],
|
||||
"filament_vendor": [
|
||||
"Artillery"
|
||||
],
|
||||
"filament_z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"inherits": "Artillery Generic PLA",
|
||||
"name": "Artillery PLA Silk",
|
||||
"nozzle_temperature": [
|
||||
"210"
|
||||
],
|
||||
"nozzle_temperature_initial_layer": [
|
||||
"210"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"80"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"60"
|
||||
],
|
||||
"fan_cooling_layer_time": [
|
||||
"80"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"8"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"12"
|
||||
],
|
||||
"temperature_vitrification": [
|
||||
"190"
|
||||
],
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,64 @@
|
||||
{
|
||||
"instantiation": "true",
|
||||
"from": "system",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X3 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X3 Plus 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Plus 0.4 nozzle"
|
||||
],
|
||||
"filament_retraction_length": [
|
||||
"1.3"
|
||||
],
|
||||
"filament_retraction_speed": [
|
||||
"40"
|
||||
],
|
||||
"filament_settings_id": [
|
||||
"Artillery PLA Tough"
|
||||
],
|
||||
"filament_start_gcode": [
|
||||
""
|
||||
],
|
||||
"filament_type": [
|
||||
"PLA Tough"
|
||||
],
|
||||
"filament_vendor": [
|
||||
"Artillery"
|
||||
],
|
||||
"filament_z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"inherits": "Artillery Generic PLA",
|
||||
"name": "Artillery PLA Tough",
|
||||
"nozzle_temperature": [
|
||||
"220"
|
||||
],
|
||||
"nozzle_temperature_initial_layer": [
|
||||
"220"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"80"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"60"
|
||||
],
|
||||
"fan_cooling_layer_time": [
|
||||
"80"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"8"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"21"
|
||||
],
|
||||
"temperature_vitrification": [
|
||||
"190"
|
||||
],
|
||||
"hot_plate_temp": [
|
||||
"65"
|
||||
],
|
||||
"hot_plate_temp_initial_layer": [
|
||||
"65"
|
||||
],
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
76
resources/profiles/Artillery/filament/Artillery TPU.json
Normal file
@@ -0,0 +1,76 @@
|
||||
{
|
||||
"instantiation": "true",
|
||||
"from": "system",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X3 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X3 Plus 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Pro 0.4 nozzle",
|
||||
"Artillery Sidewinder X4 Plus 0.4 nozzle"
|
||||
],
|
||||
"filament_retraction_length": [
|
||||
"1.3"
|
||||
],
|
||||
"filament_retraction_speed": [
|
||||
"40"
|
||||
],
|
||||
"filament_settings_id": [
|
||||
"Artillery TPU"
|
||||
],
|
||||
"filament_start_gcode": [
|
||||
""
|
||||
],
|
||||
"filament_type": [
|
||||
"TPU"
|
||||
],
|
||||
"filament_vendor": [
|
||||
"Artillery"
|
||||
],
|
||||
"filament_z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"hot_plate_temp": [
|
||||
"45"
|
||||
],
|
||||
"hot_plate_temp_initial_layer": [
|
||||
"45"
|
||||
],
|
||||
"inherits": "Artillery Generic PLA",
|
||||
"name": "Artillery TPU",
|
||||
"nozzle_temperature": [
|
||||
"220"
|
||||
],
|
||||
"nozzle_temperature_initial_layer": [
|
||||
"220"
|
||||
],
|
||||
"nozzle_temperature_range_high": [
|
||||
"250"
|
||||
],
|
||||
"nozzle_temperature_range_low": [
|
||||
"200"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"100"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"100"
|
||||
],
|
||||
"fan_cooling_layer_time": [
|
||||
"100"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"8"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"3.6"
|
||||
],
|
||||
"temperature_vitrification": [
|
||||
"190"
|
||||
],
|
||||
"filament_density": [
|
||||
"1.22"
|
||||
],
|
||||
"overhang_fan_threshold": [
|
||||
"95%"
|
||||
],
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,229 @@
|
||||
{
|
||||
"type": "machine",
|
||||
"setting_id": "GM005",
|
||||
"name": "Artillery Sidewinder X3 Plus 0.4 nozzle",
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "fdm_machine_common",
|
||||
"printer_model": "Artillery Sidewinder X3 Plus",
|
||||
"default_print_profile": "0.20mm Standard @Artillery Genius",
|
||||
"default_filament_profile": [
|
||||
"Artillery PLA Basic"
|
||||
],
|
||||
"printer_settings_id": "Artillery X3Plus 0.4 nozzle",
|
||||
"adaptive_bed_mesh_margin": "0",
|
||||
"auxiliary_fan": "0",
|
||||
"bbl_use_printhost": "0",
|
||||
"bed_custom_model": "",
|
||||
"bed_custom_texture": "",
|
||||
"bed_exclude_area": [
|
||||
"0x0"
|
||||
],
|
||||
"bed_mesh_max": "99999,99999",
|
||||
"bed_mesh_min": "-99999,-99999",
|
||||
"bed_mesh_probe_distance": "50,50",
|
||||
"before_layer_change_gcode": "\n",
|
||||
"best_object_pos": "0.5,0.5",
|
||||
"change_extrusion_role_gcode": "",
|
||||
"change_filament_gcode": "",
|
||||
"cooling_tube_length": "5",
|
||||
"cooling_tube_retraction": "91.5",
|
||||
"deretraction_speed": [
|
||||
"0"
|
||||
],
|
||||
"disable_m73": "0",
|
||||
"emit_machine_limits_to_gcode": "0",
|
||||
"enable_filament_ramming": "1",
|
||||
"extra_loading_move": "-2",
|
||||
"extruder_clearance_height_to_lid": "140",
|
||||
"extruder_clearance_height_to_rod": "36",
|
||||
"extruder_clearance_radius": "65",
|
||||
"extruder_colour": [
|
||||
"#018001"
|
||||
],
|
||||
"extruder_offset": [
|
||||
"0x0"
|
||||
],
|
||||
"fan_kickstart": "0",
|
||||
"fan_speedup_overhangs": "1",
|
||||
"fan_speedup_time": "0",
|
||||
"gcode_flavor": "marlin",
|
||||
"head_wrap_detect_zone": [],
|
||||
"high_current_on_filament_swap": "0",
|
||||
"host_type": "octoprint",
|
||||
"is_custom_defined": "0",
|
||||
"layer_change_gcode": "",
|
||||
"machine_end_gcode": "G91 ;Relative positioning\nG1 E-2 F2700 ;Retract a bit\nG1 E-2 Z0.2 F2400 ;Retract and raise Z\nG1 X5 Y5 F3000 ;Wipe out\nG1 Z10 ;Raise Z more\nG90 ;Absolute positionning\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\nM211 S1",
|
||||
"machine_load_filament_time": "0",
|
||||
"machine_max_acceleration_e": [
|
||||
"5000",
|
||||
"5000"
|
||||
],
|
||||
"machine_max_acceleration_extruding": [
|
||||
"3000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_retracting": [
|
||||
"1000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_travel": [
|
||||
"1000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_x": [
|
||||
"3000",
|
||||
"1000"
|
||||
],
|
||||
"machine_max_acceleration_y": [
|
||||
"3000",
|
||||
"1000"
|
||||
],
|
||||
"machine_max_acceleration_z": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_jerk_e": [
|
||||
"3",
|
||||
"2.5"
|
||||
],
|
||||
"machine_max_jerk_x": [
|
||||
"7",
|
||||
"10"
|
||||
],
|
||||
"machine_max_jerk_y": [
|
||||
"7",
|
||||
"10"
|
||||
],
|
||||
"machine_max_jerk_z": [
|
||||
"0.2",
|
||||
"0.4"
|
||||
],
|
||||
"machine_max_speed_e": [
|
||||
"120",
|
||||
"120"
|
||||
],
|
||||
"machine_max_speed_x": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_speed_y": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_speed_z": [
|
||||
"12",
|
||||
"12"
|
||||
],
|
||||
"machine_min_extruding_rate": [
|
||||
"0",
|
||||
"0"
|
||||
],
|
||||
"machine_min_travel_rate": [
|
||||
"0",
|
||||
"0"
|
||||
],
|
||||
"machine_pause_gcode": "M600",
|
||||
"machine_start_gcode": "M140 S60\nM104 S140\nM190 S[first_layer_bed_temperature]\nM109 S{temperature_vitrification[0]}\nG28;\nNOZZLE_WIPE\nM140 S[first_layer_bed_temperature];\nM104 S[first_layer_temperature];\nDRAW_LINE_ONLY",
|
||||
"machine_unload_filament_time": "0",
|
||||
"manual_filament_change": "0",
|
||||
"max_layer_height": [
|
||||
"0.32"
|
||||
],
|
||||
"min_layer_height": [
|
||||
"0.08"
|
||||
],
|
||||
"nozzle_diameter": [
|
||||
"0.4"
|
||||
],
|
||||
"nozzle_hrc": "0",
|
||||
"nozzle_type": "hardened_steel",
|
||||
"nozzle_volume": "0",
|
||||
"parking_pos_retraction": "92",
|
||||
"preferred_orientation": "0",
|
||||
"print_host": "",
|
||||
"print_host_webui": "",
|
||||
"printable_area": [
|
||||
"0x0",
|
||||
"300x0",
|
||||
"300x305",
|
||||
"0x305"
|
||||
],
|
||||
"printable_height": "400",
|
||||
"printer_notes": "",
|
||||
"printer_structure": "undefine",
|
||||
"printer_technology": "FFF",
|
||||
"printer_variant": "0.4",
|
||||
"printhost_apikey": "",
|
||||
"printhost_authorization_type": "key",
|
||||
"printhost_cafile": "",
|
||||
"printhost_password": "",
|
||||
"printhost_port": "",
|
||||
"printhost_ssl_ignore_revoke": "0",
|
||||
"printhost_user": "",
|
||||
"printing_by_object_gcode": "",
|
||||
"purge_in_prime_tower": "1",
|
||||
"retract_before_wipe": [
|
||||
"0%"
|
||||
],
|
||||
"retract_length_toolchange": [
|
||||
"10"
|
||||
],
|
||||
"retract_lift_above": [
|
||||
"0"
|
||||
],
|
||||
"retract_lift_below": [
|
||||
"0"
|
||||
],
|
||||
"retract_lift_enforce": [
|
||||
"All Surfaces"
|
||||
],
|
||||
"retract_restart_extra": [
|
||||
"0"
|
||||
],
|
||||
"retract_restart_extra_toolchange": [
|
||||
"0"
|
||||
],
|
||||
"retract_when_changing_layer": [
|
||||
"1"
|
||||
],
|
||||
"retraction_length": [
|
||||
"2.2"
|
||||
],
|
||||
"retraction_minimum_travel": [
|
||||
"2"
|
||||
],
|
||||
"retraction_speed": [
|
||||
"30"
|
||||
],
|
||||
"scan_first_layer": "0",
|
||||
"silent_mode": "0",
|
||||
"single_extruder_multi_material": "1",
|
||||
"support_air_filtration": "1",
|
||||
"support_chamber_temp_control": "1",
|
||||
"support_multi_bed_types": "0",
|
||||
"template_custom_gcode": "",
|
||||
"thumbnails": [
|
||||
"300x300"
|
||||
],
|
||||
"thumbnails_format": "PNG",
|
||||
"time_cost": "0",
|
||||
"time_lapse_gcode": "",
|
||||
"upward_compatible_machine": [],
|
||||
"use_firmware_retraction": "0",
|
||||
"use_relative_e_distances": "0",
|
||||
"version": "2.0.2.0",
|
||||
"wipe": [
|
||||
"0"
|
||||
],
|
||||
"wipe_distance": [
|
||||
"1"
|
||||
],
|
||||
"z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"z_hop_types": [
|
||||
"Normal Lift"
|
||||
],
|
||||
"z_offset": "0"
|
||||
}
|
||||
@@ -0,0 +1,12 @@
|
||||
{
|
||||
"type": "machine_model",
|
||||
"name": "Artillery Sidewinder X3 Plus",
|
||||
"model_id": "Artillery-Sidewinder-X3-Plus",
|
||||
"nozzle_diameter": "0.4",
|
||||
"machine_tech": "FFF",
|
||||
"family": "Artillery",
|
||||
"bed_model": "artillery_sidewinderx3plus_buildplate_model.stl",
|
||||
"bed_texture": "",
|
||||
"hotend_model": "",
|
||||
"default_materials": "Artillery PLA Basic;Artillery PLA Matte;Artillery PLA Silk;Artillery PLA Tough;Artillery PETG;Artillery TPU;Artillery ABS;"
|
||||
}
|
||||
@@ -0,0 +1,230 @@
|
||||
{
|
||||
"type": "machine",
|
||||
"setting_id": "GM004",
|
||||
"name": "Artillery Sidewinder X3 Pro 0.4 nozzle",
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "fdm_machine_common",
|
||||
"printer_model": "Artillery Sidewinder X3 Pro",
|
||||
"default_print_profile": "0.20mm Standard @Artillery Genius",
|
||||
"printer_settings_id": "Artillery X3 Pro 0.4 nozzle",
|
||||
"nozzle_diameter": [
|
||||
"0.4"
|
||||
],
|
||||
"default_filament_profile": [
|
||||
"Artillery PLA Basic"
|
||||
],
|
||||
"adaptive_bed_mesh_margin": "0",
|
||||
"auxiliary_fan": "0",
|
||||
"bbl_use_printhost": "0",
|
||||
"bed_custom_model": "",
|
||||
"bed_custom_texture": "",
|
||||
"bed_exclude_area": [
|
||||
"0x0"
|
||||
],
|
||||
"bed_mesh_max": "99999,99999",
|
||||
"bed_mesh_min": "-99999,-99999",
|
||||
"bed_mesh_probe_distance": "50,50",
|
||||
"before_layer_change_gcode": "",
|
||||
"best_object_pos": "0.5,0.5",
|
||||
"change_extrusion_role_gcode": "",
|
||||
"change_filament_gcode": "",
|
||||
"cooling_tube_length": "5",
|
||||
"cooling_tube_retraction": "91.5",
|
||||
"deretraction_speed": [
|
||||
"0"
|
||||
],
|
||||
"disable_m73": "0",
|
||||
"emit_machine_limits_to_gcode": "0",
|
||||
"enable_filament_ramming": "0",
|
||||
"extra_loading_move": "-2",
|
||||
"extruder_clearance_height_to_lid": "140",
|
||||
"extruder_clearance_height_to_rod": "36",
|
||||
"extruder_clearance_radius": "65",
|
||||
"extruder_colour": [
|
||||
"#018001"
|
||||
],
|
||||
"extruder_offset": [
|
||||
"0x0"
|
||||
],
|
||||
"fan_kickstart": "0",
|
||||
"fan_speedup_overhangs": "1",
|
||||
"fan_speedup_time": "0",
|
||||
"gcode_flavor": "marlin2",
|
||||
"head_wrap_detect_zone": [],
|
||||
"high_current_on_filament_swap": "0",
|
||||
"host_type": "octoprint",
|
||||
"is_custom_defined": "0",
|
||||
"layer_change_gcode": "",
|
||||
"machine_end_gcode": "G91 ;Relative positioning\nG1 E-2 F2700 ;Retract a bit\nG1 E-2 Z0.2 F2400 ;Retract and raise Z\nG1 X5 Y5 F3000 ;Wipe out\nG1 Z10 ;Raise Z more\nG90 ;Absolute positionning\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\nM211 S1",
|
||||
"machine_load_filament_time": "0",
|
||||
"machine_max_acceleration_e": [
|
||||
"5000",
|
||||
"5000"
|
||||
],
|
||||
"machine_max_acceleration_extruding": [
|
||||
"3000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_retracting": [
|
||||
"3000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_travel": [
|
||||
"3000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_x": [
|
||||
"3000",
|
||||
"1000"
|
||||
],
|
||||
"machine_max_acceleration_y": [
|
||||
"3000",
|
||||
"1000"
|
||||
],
|
||||
"machine_max_acceleration_z": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_jerk_e": [
|
||||
"3",
|
||||
"2.5"
|
||||
],
|
||||
"machine_max_jerk_x": [
|
||||
"7",
|
||||
"10"
|
||||
],
|
||||
"machine_max_jerk_y": [
|
||||
"7",
|
||||
"10"
|
||||
],
|
||||
"machine_max_jerk_z": [
|
||||
"0.2",
|
||||
"0.4"
|
||||
],
|
||||
"machine_max_speed_e": [
|
||||
"120",
|
||||
"120"
|
||||
],
|
||||
"machine_max_speed_x": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_speed_y": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_speed_z": [
|
||||
"12",
|
||||
"12"
|
||||
],
|
||||
"machine_min_extruding_rate": [
|
||||
"0",
|
||||
"0"
|
||||
],
|
||||
"machine_min_travel_rate": [
|
||||
"0",
|
||||
"0"
|
||||
],
|
||||
"machine_pause_gcode": "M600",
|
||||
"machine_start_gcode": "M140 S60\nM104 S140\nM190 S[first_layer_bed_temperature]\nM109 S{temperature_vitrification[0]}\nG28;\nNOZZLE_WIPE\nM140 S[first_layer_bed_temperature];\nM104 S[first_layer_temperature];\nDRAW_LINE_ONLY",
|
||||
"machine_unload_filament_time": "0",
|
||||
"manual_filament_change": "0",
|
||||
"max_layer_height": [
|
||||
"0.32"
|
||||
],
|
||||
"min_layer_height": [
|
||||
"0.08"
|
||||
],
|
||||
"nozzle_hrc": "0",
|
||||
"nozzle_type": "hardened_steel",
|
||||
"nozzle_volume": "0",
|
||||
"parking_pos_retraction": "92",
|
||||
"preferred_orientation": "0",
|
||||
"print_host": "",
|
||||
"print_host_webui": "",
|
||||
"printable_area": [
|
||||
"0x0",
|
||||
"240x0",
|
||||
"240x245",
|
||||
"0x245"
|
||||
],
|
||||
"printable_height": "260",
|
||||
"printer_notes": "",
|
||||
"printer_structure": "undefine",
|
||||
"printer_technology": "FFF",
|
||||
"printer_variant": "0.4",
|
||||
"printhost_apikey": "",
|
||||
"printhost_authorization_type": "key",
|
||||
"printhost_cafile": "",
|
||||
"printhost_password": "",
|
||||
"printhost_port": "",
|
||||
"printhost_ssl_ignore_revoke": "0",
|
||||
"printhost_user": "",
|
||||
"printing_by_object_gcode": "",
|
||||
"purge_in_prime_tower": "0",
|
||||
"retract_before_wipe": [
|
||||
"0%"
|
||||
],
|
||||
"retract_length_toolchange": [
|
||||
"10"
|
||||
],
|
||||
"retract_lift_above": [
|
||||
"0"
|
||||
],
|
||||
"retract_lift_below": [
|
||||
"0"
|
||||
],
|
||||
"retract_lift_enforce": [
|
||||
"All Surfaces"
|
||||
],
|
||||
"retract_restart_extra": [
|
||||
"0"
|
||||
],
|
||||
"retract_restart_extra_toolchange": [
|
||||
"0"
|
||||
],
|
||||
"retract_when_changing_layer": [
|
||||
"1"
|
||||
],
|
||||
"retraction_length": [
|
||||
"2.2"
|
||||
],
|
||||
"retraction_minimum_travel": [
|
||||
"2"
|
||||
],
|
||||
"retraction_speed": [
|
||||
"40"
|
||||
],
|
||||
"scan_first_layer": "0",
|
||||
"silent_mode": "0",
|
||||
"single_extruder_multi_material": "1",
|
||||
"support_air_filtration": "1",
|
||||
"support_chamber_temp_control": "1",
|
||||
"support_multi_bed_types": "0",
|
||||
"template_custom_gcode": "",
|
||||
"thumbnails": [
|
||||
"300x300"
|
||||
],
|
||||
"thumbnails_format": "PNG",
|
||||
"time_cost": "0",
|
||||
"time_lapse_gcode": "",
|
||||
"upward_compatible_machine": [],
|
||||
"use_firmware_retraction": "0",
|
||||
"use_relative_e_distances": "0",
|
||||
"version": "2.0.2.0",
|
||||
"wipe": [
|
||||
"0"
|
||||
],
|
||||
"wipe_distance": [
|
||||
"1"
|
||||
],
|
||||
"z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"z_hop_types": [
|
||||
"Normal Lift"
|
||||
],
|
||||
"z_offset": "0"
|
||||
}
|
||||
|
||||
@@ -0,0 +1,12 @@
|
||||
{
|
||||
"type": "machine_model",
|
||||
"name": "Artillery Sidewinder X3 Pro",
|
||||
"model_id": "Artillery-Sidewinder-X3-Pro",
|
||||
"nozzle_diameter": "0.4",
|
||||
"machine_tech": "FFF",
|
||||
"family": "Artillery",
|
||||
"bed_model": "artillery_sidewinderx3pro_buildplate_model.stl",
|
||||
"bed_texture": "",
|
||||
"hotend_model": "",
|
||||
"default_materials": "Artillery PLA Basic;Artillery PLA Matte;Artillery PLA Silk;Artillery PLA Tough;Artillery PETG;Artillery TPU;Artillery ABS;"
|
||||
}
|
||||
@@ -0,0 +1,229 @@
|
||||
{
|
||||
"type": "machine",
|
||||
"setting_id": "GM006",
|
||||
"name": "Artillery Sidewinder X4 Plus 0.4 nozzle",
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "fdm_machine_common",
|
||||
"printer_model": "Artillery Sidewinder X4 Plus",
|
||||
"printer_settings_id": "Artillery X4Plus 0.4 nozzle",
|
||||
"nozzle_diameter": [
|
||||
"0.4"
|
||||
],
|
||||
"default_filament_profile": [
|
||||
"Artillery PLA Basic"
|
||||
],
|
||||
"adaptive_bed_mesh_margin": "0",
|
||||
"auxiliary_fan": "0",
|
||||
"bbl_use_printhost": "0",
|
||||
"bed_custom_model": "",
|
||||
"bed_custom_texture": "",
|
||||
"bed_exclude_area": [
|
||||
"0x0"
|
||||
],
|
||||
"bed_mesh_max": "99999,99999",
|
||||
"bed_mesh_min": "-99999,-99999",
|
||||
"bed_mesh_probe_distance": "50,50",
|
||||
"before_layer_change_gcode": "\n",
|
||||
"best_object_pos": "0.5,0.5",
|
||||
"change_extrusion_role_gcode": "",
|
||||
"change_filament_gcode": "",
|
||||
"cooling_tube_length": "5",
|
||||
"cooling_tube_retraction": "91.5",
|
||||
"default_print_profile": "0.20mm Standard @Artillery Genius",
|
||||
"deretraction_speed": [
|
||||
"0"
|
||||
],
|
||||
"disable_m73": "0",
|
||||
"emit_machine_limits_to_gcode": "0",
|
||||
"enable_filament_ramming": "1",
|
||||
"extra_loading_move": "-2",
|
||||
"extruder_clearance_height_to_lid": "140",
|
||||
"extruder_clearance_height_to_rod": "36",
|
||||
"extruder_clearance_radius": "65",
|
||||
"extruder_colour": [
|
||||
"#018001"
|
||||
],
|
||||
"extruder_offset": [
|
||||
"0x0"
|
||||
],
|
||||
"fan_kickstart": "0",
|
||||
"fan_speedup_overhangs": "1",
|
||||
"fan_speedup_time": "0",
|
||||
"gcode_flavor": "klipper",
|
||||
"head_wrap_detect_zone": [],
|
||||
"high_current_on_filament_swap": "0",
|
||||
"host_type": "octoprint",
|
||||
"is_custom_defined": "0",
|
||||
"layer_change_gcode": "G92 E0",
|
||||
"machine_end_gcode": "G91 ;Relative positioning\nG1 E-1 F2700 ;Retract a bit\nG1 E-1 Z0.2 F2400 ;Retract and raise Z\nG1 X5 Y5 F3000 ;Wipe out\nG1 Z1 ;Raise Z more\nG90 ;Absolute positionning\nG1 X5 Y280 F3000 ;Wipe out\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\nM84 X Y E ;Disable all steppers but Z",
|
||||
"machine_load_filament_time": "0",
|
||||
"machine_max_acceleration_e": [
|
||||
"6000",
|
||||
"5000"
|
||||
],
|
||||
"machine_max_acceleration_extruding": [
|
||||
"6000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_retracting": [
|
||||
"6000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_travel": [
|
||||
"1000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_x": [
|
||||
"6000",
|
||||
"1000"
|
||||
],
|
||||
"machine_max_acceleration_y": [
|
||||
"6000",
|
||||
"1000"
|
||||
],
|
||||
"machine_max_acceleration_z": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_jerk_e": [
|
||||
"3",
|
||||
"2.5"
|
||||
],
|
||||
"machine_max_jerk_x": [
|
||||
"7",
|
||||
"10"
|
||||
],
|
||||
"machine_max_jerk_y": [
|
||||
"7",
|
||||
"10"
|
||||
],
|
||||
"machine_max_jerk_z": [
|
||||
"0.2",
|
||||
"0.4"
|
||||
],
|
||||
"machine_max_speed_e": [
|
||||
"120",
|
||||
"120"
|
||||
],
|
||||
"machine_max_speed_x": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_speed_y": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_speed_z": [
|
||||
"12",
|
||||
"12"
|
||||
],
|
||||
"machine_min_extruding_rate": [
|
||||
"0",
|
||||
"0"
|
||||
],
|
||||
"machine_min_travel_rate": [
|
||||
"0",
|
||||
"0"
|
||||
],
|
||||
"machine_pause_gcode": "M600",
|
||||
"machine_start_gcode": "M140 S60\nM104 S140\nM190 S[first_layer_bed_temperature]\nM109 S{temperature_vitrification[0]}\nG28;\nNOZZLE_WIPE\nM140 S[first_layer_bed_temperature];\nM104 S[first_layer_temperature];\nDRAW_LINE_ONLY",
|
||||
"machine_unload_filament_time": "0",
|
||||
"manual_filament_change": "0",
|
||||
"max_layer_height": [
|
||||
"0.32"
|
||||
],
|
||||
"min_layer_height": [
|
||||
"0.08"
|
||||
],
|
||||
"nozzle_hrc": "0",
|
||||
"nozzle_type": "hardened_steel",
|
||||
"nozzle_volume": "0",
|
||||
"parking_pos_retraction": "92",
|
||||
"preferred_orientation": "0",
|
||||
"print_host": "192.168.0.249",
|
||||
"print_host_webui": "",
|
||||
"printable_area": [
|
||||
"0x0",
|
||||
"300x0",
|
||||
"300x300",
|
||||
"0x300"
|
||||
],
|
||||
"printable_height": "400",
|
||||
"printer_notes": "",
|
||||
"printer_structure": "undefine",
|
||||
"printer_technology": "FFF",
|
||||
"printer_variant": "0.4",
|
||||
"printhost_apikey": "",
|
||||
"printhost_authorization_type": "key",
|
||||
"printhost_cafile": "",
|
||||
"printhost_password": "",
|
||||
"printhost_port": "",
|
||||
"printhost_ssl_ignore_revoke": "0",
|
||||
"printhost_user": "",
|
||||
"printing_by_object_gcode": "",
|
||||
"purge_in_prime_tower": "1",
|
||||
"retract_before_wipe": [
|
||||
"0%"
|
||||
],
|
||||
"retract_length_toolchange": [
|
||||
"10"
|
||||
],
|
||||
"retract_lift_above": [
|
||||
"0"
|
||||
],
|
||||
"retract_lift_below": [
|
||||
"0"
|
||||
],
|
||||
"retract_lift_enforce": [
|
||||
"All Surfaces"
|
||||
],
|
||||
"retract_restart_extra": [
|
||||
"0"
|
||||
],
|
||||
"retract_restart_extra_toolchange": [
|
||||
"0"
|
||||
],
|
||||
"retract_when_changing_layer": [
|
||||
"1"
|
||||
],
|
||||
"retraction_length": [
|
||||
"1.3"
|
||||
],
|
||||
"retraction_minimum_travel": [
|
||||
"2"
|
||||
],
|
||||
"retraction_speed": [
|
||||
"30"
|
||||
],
|
||||
"scan_first_layer": "0",
|
||||
"silent_mode": "0",
|
||||
"single_extruder_multi_material": "1",
|
||||
"support_air_filtration": "1",
|
||||
"support_chamber_temp_control": "1",
|
||||
"support_multi_bed_types": "0",
|
||||
"template_custom_gcode": "",
|
||||
"thumbnails": [
|
||||
"300x300"
|
||||
],
|
||||
"thumbnails_format": "PNG",
|
||||
"time_cost": "0",
|
||||
"time_lapse_gcode": "",
|
||||
"upward_compatible_machine": [],
|
||||
"use_firmware_retraction": "0",
|
||||
"use_relative_e_distances": "1",
|
||||
"version": "2.0.2.0",
|
||||
"wipe": [
|
||||
"0"
|
||||
],
|
||||
"wipe_distance": [
|
||||
"1"
|
||||
],
|
||||
"z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"z_hop_types": [
|
||||
"Normal Lift"
|
||||
],
|
||||
"z_offset": "0"
|
||||
}
|
||||
@@ -0,0 +1,12 @@
|
||||
{
|
||||
"type": "machine_model",
|
||||
"name": "Artillery Sidewinder X4 Plus",
|
||||
"model_id": "Artillery-Sidewinder-X4-Plus",
|
||||
"nozzle_diameter": "0.4",
|
||||
"machine_tech": "FFF",
|
||||
"family": "Artillery",
|
||||
"bed_model": "artillery_sidewinderx4plus_buildplate_model.stl",
|
||||
"bed_texture": "",
|
||||
"hotend_model": "",
|
||||
"default_materials": "Artillery PLA Basic;Artillery PLA Matte;Artillery PLA Silk;Artillery PLA Tough;Artillery PETG;Artillery TPU;Artillery ABS;"
|
||||
}
|
||||
@@ -0,0 +1,229 @@
|
||||
{
|
||||
"type": "machine",
|
||||
"setting_id": "GM007",
|
||||
"name": "Artillery Sidewinder X4 Pro 0.4 nozzle",
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "fdm_machine_common",
|
||||
"printer_model": "Artillery Sidewinder X4 Pro",
|
||||
"printer_settings_id": "Artillery X4Pro 0.4 nozzle",
|
||||
"nozzle_diameter": [
|
||||
"0.4"
|
||||
],
|
||||
"default_filament_profile": [
|
||||
"Artillery PLA Basic"
|
||||
],
|
||||
"adaptive_bed_mesh_margin": "0",
|
||||
"auxiliary_fan": "0",
|
||||
"bbl_use_printhost": "0",
|
||||
"bed_custom_model": "",
|
||||
"bed_custom_texture": "",
|
||||
"bed_exclude_area": [
|
||||
"0x0"
|
||||
],
|
||||
"bed_mesh_max": "99999,99999",
|
||||
"bed_mesh_min": "-99999,-99999",
|
||||
"bed_mesh_probe_distance": "50,50",
|
||||
"before_layer_change_gcode": "\n",
|
||||
"best_object_pos": "0.5,0.5",
|
||||
"change_extrusion_role_gcode": "",
|
||||
"change_filament_gcode": "",
|
||||
"cooling_tube_length": "5",
|
||||
"cooling_tube_retraction": "91.5",
|
||||
"default_print_profile": "0.20mm Standard @Artillery Genius",
|
||||
"deretraction_speed": [
|
||||
"0"
|
||||
],
|
||||
"disable_m73": "0",
|
||||
"emit_machine_limits_to_gcode": "0",
|
||||
"enable_filament_ramming": "1",
|
||||
"extra_loading_move": "-2",
|
||||
"extruder_clearance_height_to_lid": "140",
|
||||
"extruder_clearance_height_to_rod": "36",
|
||||
"extruder_clearance_radius": "65",
|
||||
"extruder_colour": [
|
||||
"#018001"
|
||||
],
|
||||
"extruder_offset": [
|
||||
"0x0"
|
||||
],
|
||||
"fan_kickstart": "0",
|
||||
"fan_speedup_overhangs": "1",
|
||||
"fan_speedup_time": "0",
|
||||
"gcode_flavor": "klipper",
|
||||
"head_wrap_detect_zone": [],
|
||||
"high_current_on_filament_swap": "0",
|
||||
"host_type": "octoprint",
|
||||
"is_custom_defined": "0",
|
||||
"layer_change_gcode": "G92 E0",
|
||||
"machine_end_gcode": "G91 ;Relative positioning\nG1 E-1 F2700 ;Retract a bit\nG1 E-1 Z0.2 F2400 ;Retract and raise Z\nG1 X5 Y5 F3000 ;Wipe out\nG1 Z1 ;Raise Z more\nG90 ;Absolute positionning\nG1 X5 Y200 F3000 ;Wipe out\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\nM84 X Y E ;Disable all steppers but Z",
|
||||
"machine_load_filament_time": "0",
|
||||
"machine_max_acceleration_e": [
|
||||
"5000",
|
||||
"5000"
|
||||
],
|
||||
"machine_max_acceleration_extruding": [
|
||||
"6000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_retracting": [
|
||||
"6000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_travel": [
|
||||
"1000",
|
||||
"1250"
|
||||
],
|
||||
"machine_max_acceleration_x": [
|
||||
"6000",
|
||||
"1000"
|
||||
],
|
||||
"machine_max_acceleration_y": [
|
||||
"6000",
|
||||
"1000"
|
||||
],
|
||||
"machine_max_acceleration_z": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_jerk_e": [
|
||||
"3",
|
||||
"2.5"
|
||||
],
|
||||
"machine_max_jerk_x": [
|
||||
"7",
|
||||
"10"
|
||||
],
|
||||
"machine_max_jerk_y": [
|
||||
"7",
|
||||
"10"
|
||||
],
|
||||
"machine_max_jerk_z": [
|
||||
"0.2",
|
||||
"0.4"
|
||||
],
|
||||
"machine_max_speed_e": [
|
||||
"120",
|
||||
"120"
|
||||
],
|
||||
"machine_max_speed_x": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_speed_y": [
|
||||
"500",
|
||||
"200"
|
||||
],
|
||||
"machine_max_speed_z": [
|
||||
"12",
|
||||
"12"
|
||||
],
|
||||
"machine_min_extruding_rate": [
|
||||
"0",
|
||||
"0"
|
||||
],
|
||||
"machine_min_travel_rate": [
|
||||
"0",
|
||||
"0"
|
||||
],
|
||||
"machine_pause_gcode": "M600",
|
||||
"machine_start_gcode": "M140 S60\nM104 S140\nM190 S[first_layer_bed_temperature]\nM109 S{temperature_vitrification[0]}\nG28;\nNOZZLE_WIPE\nM140 S[first_layer_bed_temperature];\nM104 S[first_layer_temperature];\nDRAW_LINE_ONLY",
|
||||
"machine_unload_filament_time": "0",
|
||||
"manual_filament_change": "0",
|
||||
"max_layer_height": [
|
||||
"0.32"
|
||||
],
|
||||
"min_layer_height": [
|
||||
"0.08"
|
||||
],
|
||||
"nozzle_hrc": "0",
|
||||
"nozzle_type": "hardened_steel",
|
||||
"nozzle_volume": "0",
|
||||
"parking_pos_retraction": "92",
|
||||
"preferred_orientation": "0",
|
||||
"print_host": "192.168.0.249",
|
||||
"print_host_webui": "",
|
||||
"printable_area": [
|
||||
"0x0",
|
||||
"240x0",
|
||||
"240x240",
|
||||
"0x240"
|
||||
],
|
||||
"printable_height": "260",
|
||||
"printer_notes": "",
|
||||
"printer_structure": "undefine",
|
||||
"printer_technology": "FFF",
|
||||
"printer_variant": "0.4",
|
||||
"printhost_apikey": "",
|
||||
"printhost_authorization_type": "key",
|
||||
"printhost_cafile": "",
|
||||
"printhost_password": "",
|
||||
"printhost_port": "",
|
||||
"printhost_ssl_ignore_revoke": "0",
|
||||
"printhost_user": "",
|
||||
"printing_by_object_gcode": "",
|
||||
"purge_in_prime_tower": "1",
|
||||
"retract_before_wipe": [
|
||||
"0%"
|
||||
],
|
||||
"retract_length_toolchange": [
|
||||
"10"
|
||||
],
|
||||
"retract_lift_above": [
|
||||
"0"
|
||||
],
|
||||
"retract_lift_below": [
|
||||
"0"
|
||||
],
|
||||
"retract_lift_enforce": [
|
||||
"All Surfaces"
|
||||
],
|
||||
"retract_restart_extra": [
|
||||
"0"
|
||||
],
|
||||
"retract_restart_extra_toolchange": [
|
||||
"0"
|
||||
],
|
||||
"retract_when_changing_layer": [
|
||||
"1"
|
||||
],
|
||||
"retraction_length": [
|
||||
"1.3"
|
||||
],
|
||||
"retraction_minimum_travel": [
|
||||
"2"
|
||||
],
|
||||
"retraction_speed": [
|
||||
"30"
|
||||
],
|
||||
"scan_first_layer": "0",
|
||||
"silent_mode": "0",
|
||||
"single_extruder_multi_material": "1",
|
||||
"support_air_filtration": "1",
|
||||
"support_chamber_temp_control": "1",
|
||||
"support_multi_bed_types": "0",
|
||||
"template_custom_gcode": "",
|
||||
"thumbnails": [
|
||||
"300x300"
|
||||
],
|
||||
"thumbnails_format": "PNG",
|
||||
"time_cost": "0",
|
||||
"time_lapse_gcode": "",
|
||||
"upward_compatible_machine": [],
|
||||
"use_firmware_retraction": "0",
|
||||
"use_relative_e_distances": "1",
|
||||
"version": "2.0.2.0",
|
||||
"wipe": [
|
||||
"0"
|
||||
],
|
||||
"wipe_distance": [
|
||||
"1"
|
||||
],
|
||||
"z_hop": [
|
||||
"0.4"
|
||||
],
|
||||
"z_hop_types": [
|
||||
"Normal Lift"
|
||||
],
|
||||
"z_offset": "0"
|
||||
}
|
||||
@@ -0,0 +1,12 @@
|
||||
{
|
||||
"type": "machine_model",
|
||||
"name": "Artillery Sidewinder X4 Pro",
|
||||
"model_id": "Artillery-Sidewinder-X4-Pro",
|
||||
"nozzle_diameter": "0.4",
|
||||
"machine_tech": "FFF",
|
||||
"family": "Artillery",
|
||||
"bed_model": "artillery_sidewinderx4pro_buildplate_model.stl",
|
||||
"bed_texture": "",
|
||||
"hotend_model": "",
|
||||
"default_materials": "Artillery PLA Basic;Artillery PLA Matte;Artillery PLA Silk;Artillery PLA Tough;Artillery PETG;Artillery TPU;Artillery ABS;"
|
||||
}
|
||||
@@ -0,0 +1,14 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"layer_height": "0.08",
|
||||
"name": "0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"print_settings_id": "0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,14 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"layer_height": "0.08",
|
||||
"name": "0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"print_settings_id": "0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,20 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"default_acceleration": "3000",
|
||||
"inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"inner_wall_speed": "120",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_speed": "150",
|
||||
"layer_height": "0.08",
|
||||
"name": "0.08mm High Quality @Artillery X4Plus 0.4 nozzle",
|
||||
"outer_wall_acceleration": "2000",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "60",
|
||||
"print_settings_id": "0.08mm High Quality @Artillery X4Plus 0.4 nozzle",
|
||||
"sparse_infill_speed": "150",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,20 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"default_acceleration": "3000",
|
||||
"inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"inner_wall_speed": "120",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_speed": "150",
|
||||
"layer_height": "0.08",
|
||||
"name": "0.08mm High Quality @Artillery X4Pro 0.4 nozzle",
|
||||
"outer_wall_acceleration": "2000",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "60",
|
||||
"print_settings_id": "0.08mm High Quality @Artillery X4Pro 0.4 nozzle",
|
||||
"sparse_infill_speed": "150",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,14 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"layer_height": "0.12",
|
||||
"name": "0.12mm Fine @Artillery X4Plus 0.4 nozzle",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"print_settings_id": "0.12mm Fine @Artillery X4Plus 0.4 nozzle",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,14 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"layer_height": "0.12",
|
||||
"name": "0.12mm Fine @Artillery X4Pro 0.4 nozzle",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"print_settings_id": "0.12mm Fine @Artillery X4Pro 0.4 nozzle",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,20 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"default_acceleration": "3000",
|
||||
"inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"inner_wall_speed": "150",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_speed": "180",
|
||||
"layer_height": "0.12",
|
||||
"name": "0.12mm High Quality @Artillery X4Plus 0.4 nozzle",
|
||||
"outer_wall_acceleration": "2000",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "60",
|
||||
"print_settings_id": "0.12mm High Quality @Artillery X4Plus 0.4 nozzle",
|
||||
"sparse_infill_speed": "180",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,20 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"default_acceleration": "3000",
|
||||
"inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"inner_wall_speed": "120",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_speed": "150",
|
||||
"layer_height": "0.12",
|
||||
"name": "0.12mm High Quality @Artillery X4Pro 0.4 nozzle",
|
||||
"outer_wall_acceleration": "2000",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "60",
|
||||
"print_settings_id": "0.12mm High Quality @Artillery X4Pro 0.4 nozzle",
|
||||
"sparse_infill_speed": "150",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,20 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"default_acceleration": "3000",
|
||||
"inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"inner_wall_speed": "150",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_speed": "180",
|
||||
"layer_height": "0.16",
|
||||
"name": "0.16mm High Quality @Artillery X4Plus 0.4 nozzle",
|
||||
"outer_wall_acceleration": "2000",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "60",
|
||||
"print_settings_id": "0.16mm High Quality @Artillery X4Plus 0.4 nozzle",
|
||||
"sparse_infill_speed": "180",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,20 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"default_acceleration": "3000",
|
||||
"inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"inner_wall_speed": "150",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_speed": "180",
|
||||
"layer_height": "0.16",
|
||||
"name": "0.16mm High Quality @Artillery X4Pro 0.4 nozzle",
|
||||
"outer_wall_acceleration": "2000",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "60",
|
||||
"print_settings_id": "0.16mm High Quality @Artillery X4Pro 0.4 nozzle",
|
||||
"sparse_infill_speed": "180",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,18 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"inner_wall_speed": "150",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_speed": "180",
|
||||
"layer_height": "0.16",
|
||||
"name": "0.16mm Optimal @Artillery X4Plus 0.4 nozzle",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "60",
|
||||
"print_settings_id": "0.16mm Optimal @Artillery X4Plus 0.4 nozzle",
|
||||
"sparse_infill_speed": "180",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,16 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_speed": "180",
|
||||
"layer_height": "0.16",
|
||||
"name": "0.16mm Optimal @Artillery X4Pro 0.4 nozzle",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"print_settings_id": "0.16mm Optimal @Artillery X4Pro 0.4 nozzle",
|
||||
"sparse_infill_speed": "180",
|
||||
"support_line_width": "0.42",
|
||||
"top_surface_line_width": "0.42",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,285 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "fdm_process_common",
|
||||
"accel_to_decel_enable": "1",
|
||||
"accel_to_decel_factor": "50%",
|
||||
"alternate_extra_wall": "0",
|
||||
"bottom_shell_layers": "7",
|
||||
"bottom_shell_thickness": "0",
|
||||
"bottom_solid_infill_flow_ratio": "1",
|
||||
"bottom_surface_pattern": "monotonic",
|
||||
"bridge_acceleration": "50%",
|
||||
"bridge_angle": "0",
|
||||
"bridge_density": "100%",
|
||||
"bridge_flow": "1",
|
||||
"bridge_no_support": "0",
|
||||
"bridge_speed": "70",
|
||||
"brim_ears_detection_length": "1",
|
||||
"brim_ears_max_angle": "125",
|
||||
"brim_object_gap": "0",
|
||||
"brim_type": "auto_brim",
|
||||
"brim_width": "0",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X3 Plus 0.4 nozzle"
|
||||
],
|
||||
"compatible_printers_condition": "",
|
||||
"counterbore_hole_bridging": "none",
|
||||
"default_acceleration": "3000",
|
||||
"default_jerk": "0",
|
||||
"detect_narrow_internal_solid_infill": "1",
|
||||
"detect_overhang_wall": "1",
|
||||
"detect_thin_wall": "1",
|
||||
"dont_filter_internal_bridges": "disabled",
|
||||
"draft_shield": "disabled",
|
||||
"elefant_foot_compensation": "0",
|
||||
"elefant_foot_compensation_layers": "1",
|
||||
"enable_arc_fitting": "0",
|
||||
"enable_overhang_speed": "1",
|
||||
"enable_prime_tower": "0",
|
||||
"enable_support": "0",
|
||||
"enforce_support_layers": "0",
|
||||
"ensure_vertical_shell_thickness": "ensure_all",
|
||||
"exclude_object": "0",
|
||||
"extra_perimeters_on_overhangs": "0",
|
||||
"filename_format": "{input_filename_base}_{filament_type[initial_tool]}_X3Plus.gcode",
|
||||
"filter_out_gap_fill": "0",
|
||||
"flush_into_infill": "0",
|
||||
"flush_into_objects": "0",
|
||||
"flush_into_support": "1",
|
||||
"fuzzy_skin": "none",
|
||||
"fuzzy_skin_first_layer": "0",
|
||||
"fuzzy_skin_point_distance": "0.8",
|
||||
"fuzzy_skin_thickness": "0.3",
|
||||
"gap_fill_target": "everywhere",
|
||||
"gap_infill_speed": "30",
|
||||
"gcode_add_line_number": "0",
|
||||
"gcode_comments": "0",
|
||||
"gcode_label_objects": "0",
|
||||
"hole_to_polyhole": "0",
|
||||
"hole_to_polyhole_threshold": "0.01",
|
||||
"hole_to_polyhole_twisted": "1",
|
||||
"independent_support_layer_height": "1",
|
||||
"infill_anchor": "400%",
|
||||
"infill_anchor_max": "20",
|
||||
"infill_combination": "0",
|
||||
"infill_direction": "45",
|
||||
"infill_jerk": "9",
|
||||
"infill_wall_overlap": "15%",
|
||||
"initial_layer_acceleration": "500",
|
||||
"initial_layer_infill_speed": "30",
|
||||
"initial_layer_jerk": "9",
|
||||
"initial_layer_line_width": "0.5",
|
||||
"initial_layer_min_bead_width": "85%",
|
||||
"initial_layer_print_height": "0.25",
|
||||
"initial_layer_speed": "30",
|
||||
"initial_layer_travel_speed": "100%",
|
||||
"inner_wall_acceleration": "0",
|
||||
"inner_wall_jerk": "9",
|
||||
"inner_wall_line_width": "0.45",
|
||||
"inner_wall_speed": "100",
|
||||
"interface_shells": "0",
|
||||
"internal_bridge_flow": "1",
|
||||
"internal_bridge_speed": "150%",
|
||||
"internal_solid_infill_acceleration": "100%",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_pattern": "monotonic",
|
||||
"internal_solid_infill_speed": "150",
|
||||
"ironing_angle": "-1",
|
||||
"ironing_flow": "15%",
|
||||
"ironing_pattern": "zig-zag",
|
||||
"ironing_spacing": "0.1",
|
||||
"ironing_speed": "15",
|
||||
"ironing_type": "no ironing",
|
||||
"is_custom_defined": "0",
|
||||
"is_infill_first": "0",
|
||||
"layer_height": "0.2",
|
||||
"line_width": "0.42",
|
||||
"make_overhang_printable": "0",
|
||||
"make_overhang_printable_angle": "55",
|
||||
"make_overhang_printable_hole_size": "0",
|
||||
"max_bridge_length": "10",
|
||||
"max_travel_detour_distance": "0",
|
||||
"max_volumetric_extrusion_rate_slope": "0",
|
||||
"max_volumetric_extrusion_rate_slope_segment_length": "3",
|
||||
"min_bead_width": "85%",
|
||||
"min_feature_size": "25%",
|
||||
"min_length_factor": "0.5",
|
||||
"min_width_top_surface": "300%",
|
||||
"minimum_sparse_infill_area": "10",
|
||||
"mmu_segmented_region_interlocking_depth": "0",
|
||||
"mmu_segmented_region_max_width": "0",
|
||||
"name": "0.20mm Standard @Artillery X3Plus 0.4 nozzle",
|
||||
"notes": "",
|
||||
"only_one_wall_first_layer": "0",
|
||||
"only_one_wall_top": "0",
|
||||
"ooze_prevention": "0",
|
||||
"outer_wall_acceleration": "1500",
|
||||
"outer_wall_jerk": "9",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "60",
|
||||
"overhang_1_4_speed": "0",
|
||||
"overhang_2_4_speed": "20",
|
||||
"overhang_3_4_speed": "15",
|
||||
"overhang_4_4_speed": "10",
|
||||
"overhang_reverse": "0",
|
||||
"overhang_reverse_internal_only": "0",
|
||||
"overhang_reverse_threshold": "50%",
|
||||
"overhang_speed_classic": "0",
|
||||
"post_process": [],
|
||||
"precise_outer_wall": "0",
|
||||
"prime_tower_brim_width": "3",
|
||||
"prime_tower_width": "60",
|
||||
"prime_volume": "45",
|
||||
"print_flow_ratio": "1",
|
||||
"print_order": "default",
|
||||
"print_sequence": "by layer",
|
||||
"print_settings_id": "0.20mm Standard @Artillery X3Plus 0.4 nozzle",
|
||||
"raft_contact_distance": "0.1",
|
||||
"raft_expansion": "1.5",
|
||||
"raft_first_layer_density": "90%",
|
||||
"raft_first_layer_expansion": "2",
|
||||
"raft_layers": "0",
|
||||
"reduce_crossing_wall": "0",
|
||||
"reduce_infill_retraction": "1",
|
||||
"resolution": "0.012",
|
||||
"role_based_wipe_speed": "1",
|
||||
"scarf_angle_threshold": "155",
|
||||
"scarf_joint_flow_ratio": "1",
|
||||
"scarf_joint_speed": "100%",
|
||||
"scarf_overhang_threshold": "40%",
|
||||
"seam_gap": "10%",
|
||||
"seam_position": "aligned",
|
||||
"seam_slope_conditional": "0",
|
||||
"seam_slope_entire_loop": "0",
|
||||
"seam_slope_inner_walls": "0",
|
||||
"seam_slope_min_length": "20",
|
||||
"seam_slope_start_height": "0",
|
||||
"seam_slope_steps": "10",
|
||||
"seam_slope_type": "none",
|
||||
"single_extruder_multi_material_priming": "1",
|
||||
"skirt_distance": "2",
|
||||
"skirt_height": "1",
|
||||
"skirt_loops": "0",
|
||||
"skirt_speed": "50",
|
||||
"slice_closing_radius": "0.049",
|
||||
"slicing_mode": "regular",
|
||||
"slow_down_layers": "0",
|
||||
"slowdown_for_curled_perimeters": "0",
|
||||
"small_area_infill_flow_compensation": "0",
|
||||
"small_area_infill_flow_compensation_model": [
|
||||
"0,0",
|
||||
"\n0.2,0.4444",
|
||||
"\n0.4,0.6145",
|
||||
"\n0.6,0.7059",
|
||||
"\n0.8,0.7619",
|
||||
"\n1.5,0.8571",
|
||||
"\n2,0.8889",
|
||||
"\n3,0.9231",
|
||||
"\n5,0.9520",
|
||||
"\n10,1"
|
||||
],
|
||||
"small_perimeter_speed": "50%",
|
||||
"small_perimeter_threshold": "0",
|
||||
"solid_infill_filament": "1",
|
||||
"sparse_infill_acceleration": "100%",
|
||||
"sparse_infill_density": "15%",
|
||||
"sparse_infill_filament": "1",
|
||||
"sparse_infill_line_width": "0.45",
|
||||
"sparse_infill_pattern": "grid",
|
||||
"sparse_infill_speed": "150",
|
||||
"spiral_mode": "0",
|
||||
"spiral_mode_max_xy_smoothing": "200%",
|
||||
"spiral_mode_smooth": "0",
|
||||
"staggered_inner_seams": "0",
|
||||
"standby_temperature_delta": "-5",
|
||||
"support_angle": "0",
|
||||
"support_base_pattern": "rectilinear",
|
||||
"support_base_pattern_spacing": "2.5",
|
||||
"support_bottom_interface_spacing": "0.5",
|
||||
"support_bottom_z_distance": "0.2",
|
||||
"support_critical_regions_only": "0",
|
||||
"support_expansion": "0",
|
||||
"support_filament": "0",
|
||||
"support_interface_bottom_layers": "-1",
|
||||
"support_interface_filament": "0",
|
||||
"support_interface_loop_pattern": "1",
|
||||
"support_interface_not_for_body": "1",
|
||||
"support_interface_pattern": "auto",
|
||||
"support_interface_spacing": "1",
|
||||
"support_interface_speed": "80",
|
||||
"support_interface_top_layers": "3",
|
||||
"support_line_width": "0.42",
|
||||
"support_object_xy_distance": "0.35",
|
||||
"support_on_build_plate_only": "0",
|
||||
"support_remove_small_overhang": "1",
|
||||
"support_speed": "60",
|
||||
"support_style": "grid",
|
||||
"support_threshold_angle": "30",
|
||||
"support_top_z_distance": "0.2",
|
||||
"support_type": "normal(auto)",
|
||||
"thick_bridges": "0",
|
||||
"thick_internal_bridges": "1",
|
||||
"timelapse_type": "0",
|
||||
"top_shell_layers": "4",
|
||||
"top_shell_thickness": "0.8",
|
||||
"top_solid_infill_flow_ratio": "1",
|
||||
"top_surface_acceleration": "0",
|
||||
"top_surface_jerk": "9",
|
||||
"top_surface_line_width": "0.42",
|
||||
"top_surface_pattern": "monotonic",
|
||||
"top_surface_speed": "150",
|
||||
"travel_acceleration": "0",
|
||||
"travel_jerk": "12",
|
||||
"travel_speed": "250",
|
||||
"travel_speed_z": "0",
|
||||
"tree_support_adaptive_layer_height": "1",
|
||||
"tree_support_angle_slow": "25",
|
||||
"tree_support_auto_brim": "1",
|
||||
"tree_support_branch_angle": "40",
|
||||
"tree_support_branch_angle_organic": "40",
|
||||
"tree_support_branch_diameter": "5",
|
||||
"tree_support_branch_diameter_angle": "5",
|
||||
"tree_support_branch_diameter_double_wall": "3",
|
||||
"tree_support_branch_diameter_organic": "2",
|
||||
"tree_support_branch_distance": "5",
|
||||
"tree_support_branch_distance_organic": "1",
|
||||
"tree_support_brim_width": "3",
|
||||
"tree_support_tip_diameter": "0.8",
|
||||
"tree_support_top_rate": "30%",
|
||||
"tree_support_wall_count": "0",
|
||||
"version": "2.0.2.0",
|
||||
"wall_direction": "auto",
|
||||
"wall_distribution_count": "1",
|
||||
"wall_filament": "1",
|
||||
"wall_generator": "arachne",
|
||||
"wall_loops": "3",
|
||||
"wall_sequence": "inner wall/outer wall",
|
||||
"wall_transition_angle": "10",
|
||||
"wall_transition_filter_deviation": "25%",
|
||||
"wall_transition_length": "100%",
|
||||
"wipe_before_external_loop": "0",
|
||||
"wipe_on_loops": "0",
|
||||
"wipe_speed": "80%",
|
||||
"wipe_tower_bridging": "10",
|
||||
"wipe_tower_cone_angle": "0",
|
||||
"wipe_tower_extra_spacing": "100%",
|
||||
"wipe_tower_extruder": "0",
|
||||
"wipe_tower_no_sparse_layers": "0",
|
||||
"wipe_tower_rotation_angle": "0",
|
||||
"wiping_volumes_extruders": [
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70"
|
||||
],
|
||||
"xy_contour_compensation": "0",
|
||||
"xy_hole_compensation": "0",
|
||||
"top_bottom_infill_wall_overlap":"15%"
|
||||
}
|
||||
@@ -0,0 +1,285 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "fdm_process_common",
|
||||
"accel_to_decel_enable": "1",
|
||||
"accel_to_decel_factor": "50%",
|
||||
"alternate_extra_wall": "0",
|
||||
"bottom_shell_layers": "7",
|
||||
"bottom_shell_thickness": "0",
|
||||
"bottom_solid_infill_flow_ratio": "1",
|
||||
"bottom_surface_pattern": "monotonic",
|
||||
"bridge_acceleration": "50%",
|
||||
"bridge_angle": "0",
|
||||
"bridge_density": "100%",
|
||||
"bridge_flow": "1",
|
||||
"bridge_no_support": "0",
|
||||
"bridge_speed": "50",
|
||||
"brim_ears_detection_length": "1",
|
||||
"brim_ears_max_angle": "125",
|
||||
"brim_object_gap": "0",
|
||||
"brim_type": "auto_brim",
|
||||
"brim_width": "0",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X3 Pro 0.4 nozzle"
|
||||
],
|
||||
"compatible_printers_condition": "",
|
||||
"counterbore_hole_bridging": "none",
|
||||
"default_acceleration": "3000",
|
||||
"default_jerk": "0",
|
||||
"detect_narrow_internal_solid_infill": "1",
|
||||
"detect_overhang_wall": "1",
|
||||
"detect_thin_wall": "1",
|
||||
"dont_filter_internal_bridges": "disabled",
|
||||
"draft_shield": "disabled",
|
||||
"elefant_foot_compensation": "0",
|
||||
"elefant_foot_compensation_layers": "1",
|
||||
"enable_arc_fitting": "0",
|
||||
"enable_overhang_speed": "1",
|
||||
"enable_prime_tower": "0",
|
||||
"enable_support": "0",
|
||||
"enforce_support_layers": "0",
|
||||
"ensure_vertical_shell_thickness": "ensure_all",
|
||||
"exclude_object": "0",
|
||||
"extra_perimeters_on_overhangs": "0",
|
||||
"filename_format": "{input_filename_base}_{filament_type[initial_tool]}_X3Pro.gcode",
|
||||
"filter_out_gap_fill": "0",
|
||||
"flush_into_infill": "0",
|
||||
"flush_into_objects": "0",
|
||||
"flush_into_support": "1",
|
||||
"fuzzy_skin": "none",
|
||||
"fuzzy_skin_first_layer": "0",
|
||||
"fuzzy_skin_point_distance": "0.8",
|
||||
"fuzzy_skin_thickness": "0.3",
|
||||
"gap_fill_target": "everywhere",
|
||||
"gap_infill_speed": "30",
|
||||
"gcode_add_line_number": "0",
|
||||
"gcode_comments": "0",
|
||||
"gcode_label_objects": "0",
|
||||
"hole_to_polyhole": "0",
|
||||
"hole_to_polyhole_threshold": "0.01",
|
||||
"hole_to_polyhole_twisted": "1",
|
||||
"independent_support_layer_height": "1",
|
||||
"infill_anchor": "400%",
|
||||
"infill_anchor_max": "20",
|
||||
"infill_combination": "0",
|
||||
"infill_direction": "45",
|
||||
"infill_jerk": "9",
|
||||
"infill_wall_overlap": "15%",
|
||||
"initial_layer_acceleration": "500",
|
||||
"initial_layer_infill_speed": "30",
|
||||
"initial_layer_jerk": "9",
|
||||
"initial_layer_line_width": "0.5",
|
||||
"initial_layer_min_bead_width": "85%",
|
||||
"initial_layer_print_height": "0.25",
|
||||
"initial_layer_speed": "30",
|
||||
"initial_layer_travel_speed": "100%",
|
||||
"inner_wall_acceleration": "3000",
|
||||
"inner_wall_jerk": "9",
|
||||
"inner_wall_line_width": "0.45",
|
||||
"inner_wall_speed": "100",
|
||||
"interface_shells": "0",
|
||||
"internal_bridge_flow": "1",
|
||||
"internal_bridge_speed": "150%",
|
||||
"internal_solid_infill_acceleration": "100%",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_pattern": "monotonic",
|
||||
"internal_solid_infill_speed": "150",
|
||||
"ironing_angle": "-1",
|
||||
"ironing_flow": "15%",
|
||||
"ironing_pattern": "zig-zag",
|
||||
"ironing_spacing": "0.1",
|
||||
"ironing_speed": "15",
|
||||
"ironing_type": "no ironing",
|
||||
"is_custom_defined": "0",
|
||||
"is_infill_first": "0",
|
||||
"layer_height": "0.2",
|
||||
"line_width": "0.42",
|
||||
"make_overhang_printable": "0",
|
||||
"make_overhang_printable_angle": "55",
|
||||
"make_overhang_printable_hole_size": "0",
|
||||
"max_bridge_length": "10",
|
||||
"max_travel_detour_distance": "0",
|
||||
"max_volumetric_extrusion_rate_slope": "0",
|
||||
"max_volumetric_extrusion_rate_slope_segment_length": "3",
|
||||
"min_bead_width": "85%",
|
||||
"min_feature_size": "25%",
|
||||
"min_length_factor": "0.5",
|
||||
"min_width_top_surface": "300%",
|
||||
"minimum_sparse_infill_area": "10",
|
||||
"mmu_segmented_region_interlocking_depth": "0",
|
||||
"mmu_segmented_region_max_width": "0",
|
||||
"name": "0.20mm Standard @Artillery X3Pro 0.4 nozzle",
|
||||
"notes": "",
|
||||
"only_one_wall_first_layer": "0",
|
||||
"only_one_wall_top": "0",
|
||||
"ooze_prevention": "0",
|
||||
"outer_wall_acceleration": "1500",
|
||||
"outer_wall_jerk": "9",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "60",
|
||||
"overhang_1_4_speed": "0",
|
||||
"overhang_2_4_speed": "20",
|
||||
"overhang_3_4_speed": "15",
|
||||
"overhang_4_4_speed": "10",
|
||||
"overhang_reverse": "0",
|
||||
"overhang_reverse_internal_only": "0",
|
||||
"overhang_reverse_threshold": "50%",
|
||||
"overhang_speed_classic": "0",
|
||||
"post_process": [],
|
||||
"precise_outer_wall": "0",
|
||||
"prime_tower_brim_width": "3",
|
||||
"prime_tower_width": "60",
|
||||
"prime_volume": "45",
|
||||
"print_flow_ratio": "1",
|
||||
"print_order": "default",
|
||||
"print_sequence": "by layer",
|
||||
"print_settings_id": "0.20mm Standard @Artillery X3Pro 0.4 nozzle",
|
||||
"raft_contact_distance": "0.1",
|
||||
"raft_expansion": "1.5",
|
||||
"raft_first_layer_density": "90%",
|
||||
"raft_first_layer_expansion": "2",
|
||||
"raft_layers": "0",
|
||||
"reduce_crossing_wall": "0",
|
||||
"reduce_infill_retraction": "1",
|
||||
"resolution": "0.012",
|
||||
"role_based_wipe_speed": "1",
|
||||
"scarf_angle_threshold": "155",
|
||||
"scarf_joint_flow_ratio": "1",
|
||||
"scarf_joint_speed": "100%",
|
||||
"scarf_overhang_threshold": "40%",
|
||||
"seam_gap": "10%",
|
||||
"seam_position": "aligned",
|
||||
"seam_slope_conditional": "0",
|
||||
"seam_slope_entire_loop": "0",
|
||||
"seam_slope_inner_walls": "0",
|
||||
"seam_slope_min_length": "20",
|
||||
"seam_slope_start_height": "0",
|
||||
"seam_slope_steps": "10",
|
||||
"seam_slope_type": "none",
|
||||
"single_extruder_multi_material_priming": "1",
|
||||
"skirt_distance": "2",
|
||||
"skirt_height": "1",
|
||||
"skirt_loops": "0",
|
||||
"skirt_speed": "50",
|
||||
"slice_closing_radius": "0.049",
|
||||
"slicing_mode": "regular",
|
||||
"slow_down_layers": "0",
|
||||
"slowdown_for_curled_perimeters": "1",
|
||||
"small_area_infill_flow_compensation": "0",
|
||||
"small_area_infill_flow_compensation_model": [
|
||||
"0,0",
|
||||
"\n0.2,0.4444",
|
||||
"\n0.4,0.6145",
|
||||
"\n0.6,0.7059",
|
||||
"\n0.8,0.7619",
|
||||
"\n1.5,0.8571",
|
||||
"\n2,0.8889",
|
||||
"\n3,0.9231",
|
||||
"\n5,0.9520",
|
||||
"\n10,1"
|
||||
],
|
||||
"small_perimeter_speed": "50%",
|
||||
"small_perimeter_threshold": "0",
|
||||
"solid_infill_filament": "1",
|
||||
"sparse_infill_acceleration": "100%",
|
||||
"sparse_infill_density": "15%",
|
||||
"sparse_infill_filament": "1",
|
||||
"sparse_infill_line_width": "0.45",
|
||||
"sparse_infill_pattern": "grid",
|
||||
"sparse_infill_speed": "150",
|
||||
"spiral_mode": "0",
|
||||
"spiral_mode_max_xy_smoothing": "200%",
|
||||
"spiral_mode_smooth": "0",
|
||||
"staggered_inner_seams": "0",
|
||||
"standby_temperature_delta": "-5",
|
||||
"support_angle": "0",
|
||||
"support_base_pattern": "rectilinear",
|
||||
"support_base_pattern_spacing": "2.5",
|
||||
"support_bottom_interface_spacing": "0.5",
|
||||
"support_bottom_z_distance": "0.2",
|
||||
"support_critical_regions_only": "0",
|
||||
"support_expansion": "0",
|
||||
"support_filament": "0",
|
||||
"support_interface_bottom_layers": "-1",
|
||||
"support_interface_filament": "0",
|
||||
"support_interface_loop_pattern": "1",
|
||||
"support_interface_not_for_body": "1",
|
||||
"support_interface_pattern": "auto",
|
||||
"support_interface_spacing": "1",
|
||||
"support_interface_speed": "80",
|
||||
"support_interface_top_layers": "3",
|
||||
"support_line_width": "0.42",
|
||||
"support_object_xy_distance": "0.35",
|
||||
"support_on_build_plate_only": "0",
|
||||
"support_remove_small_overhang": "1",
|
||||
"support_speed": "60",
|
||||
"support_style": "grid",
|
||||
"support_threshold_angle": "30",
|
||||
"support_top_z_distance": "0.2",
|
||||
"support_type": "normal(auto)",
|
||||
"thick_bridges": "0",
|
||||
"thick_internal_bridges": "1",
|
||||
"timelapse_type": "0",
|
||||
"top_shell_layers": "4",
|
||||
"top_shell_thickness": "0.8",
|
||||
"top_solid_infill_flow_ratio": "1",
|
||||
"top_surface_acceleration": "500",
|
||||
"top_surface_jerk": "9",
|
||||
"top_surface_line_width": "0.42",
|
||||
"top_surface_pattern": "monotonic",
|
||||
"top_surface_speed": "30",
|
||||
"travel_acceleration": "3000",
|
||||
"travel_jerk": "12",
|
||||
"travel_speed": "300",
|
||||
"travel_speed_z": "0",
|
||||
"tree_support_adaptive_layer_height": "1",
|
||||
"tree_support_angle_slow": "25",
|
||||
"tree_support_auto_brim": "1",
|
||||
"tree_support_branch_angle": "40",
|
||||
"tree_support_branch_angle_organic": "40",
|
||||
"tree_support_branch_diameter": "5",
|
||||
"tree_support_branch_diameter_angle": "5",
|
||||
"tree_support_branch_diameter_double_wall": "3",
|
||||
"tree_support_branch_diameter_organic": "2",
|
||||
"tree_support_branch_distance": "5",
|
||||
"tree_support_branch_distance_organic": "1",
|
||||
"tree_support_brim_width": "3",
|
||||
"tree_support_tip_diameter": "0.8",
|
||||
"tree_support_top_rate": "30%",
|
||||
"tree_support_wall_count": "0",
|
||||
"version": "2.0.2.0",
|
||||
"wall_direction": "auto",
|
||||
"wall_distribution_count": "1",
|
||||
"wall_filament": "1",
|
||||
"wall_generator": "arachne",
|
||||
"wall_loops": "3",
|
||||
"wall_sequence": "outer wall/inner wall",
|
||||
"wall_transition_angle": "10",
|
||||
"wall_transition_filter_deviation": "25%",
|
||||
"wall_transition_length": "100%",
|
||||
"wipe_before_external_loop": "0",
|
||||
"wipe_on_loops": "0",
|
||||
"wipe_speed": "80%",
|
||||
"wipe_tower_bridging": "10",
|
||||
"wipe_tower_cone_angle": "0",
|
||||
"wipe_tower_extra_spacing": "100%",
|
||||
"wipe_tower_extruder": "0",
|
||||
"wipe_tower_no_sparse_layers": "0",
|
||||
"wipe_tower_rotation_angle": "0",
|
||||
"wiping_volumes_extruders": [
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70"
|
||||
],
|
||||
"xy_contour_compensation": "0",
|
||||
"xy_hole_compensation": "0",
|
||||
"top_bottom_infill_wall_overlap":"15%"
|
||||
}
|
||||
@@ -0,0 +1,285 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "fdm_process_common",
|
||||
"accel_to_decel_enable": "1",
|
||||
"accel_to_decel_factor": "50%",
|
||||
"alternate_extra_wall": "0",
|
||||
"bottom_shell_layers": "7",
|
||||
"bottom_shell_thickness": "0",
|
||||
"bottom_solid_infill_flow_ratio": "1",
|
||||
"bottom_surface_pattern": "monotonic",
|
||||
"bridge_acceleration": "50%",
|
||||
"bridge_angle": "0",
|
||||
"bridge_density": "100%",
|
||||
"bridge_flow": "1",
|
||||
"bridge_no_support": "0",
|
||||
"bridge_speed": "70",
|
||||
"brim_ears_detection_length": "1",
|
||||
"brim_ears_max_angle": "125",
|
||||
"brim_object_gap": "0",
|
||||
"brim_type": "auto_brim",
|
||||
"brim_width": "0",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X4 Plus 0.4 nozzle"
|
||||
],
|
||||
"compatible_printers_condition": "",
|
||||
"counterbore_hole_bridging": "none",
|
||||
"default_acceleration": "5000",
|
||||
"default_jerk": "0",
|
||||
"detect_narrow_internal_solid_infill": "1",
|
||||
"detect_overhang_wall": "1",
|
||||
"detect_thin_wall": "1",
|
||||
"dont_filter_internal_bridges": "disabled",
|
||||
"draft_shield": "disabled",
|
||||
"elefant_foot_compensation": "0",
|
||||
"elefant_foot_compensation_layers": "1",
|
||||
"enable_arc_fitting": "0",
|
||||
"enable_overhang_speed": "1",
|
||||
"enable_prime_tower": "0",
|
||||
"enable_support": "0",
|
||||
"enforce_support_layers": "0",
|
||||
"ensure_vertical_shell_thickness": "ensure_all",
|
||||
"exclude_object": "0",
|
||||
"extra_perimeters_on_overhangs": "0",
|
||||
"filename_format": "{input_filename_base}_{filament_type[initial_tool]}_X4Plus.gcode",
|
||||
"filter_out_gap_fill": "0",
|
||||
"flush_into_infill": "0",
|
||||
"flush_into_objects": "0",
|
||||
"flush_into_support": "1",
|
||||
"fuzzy_skin": "none",
|
||||
"fuzzy_skin_first_layer": "0",
|
||||
"fuzzy_skin_point_distance": "0.8",
|
||||
"fuzzy_skin_thickness": "0.3",
|
||||
"gap_fill_target": "everywhere",
|
||||
"gap_infill_speed": "30",
|
||||
"gcode_add_line_number": "0",
|
||||
"gcode_comments": "0",
|
||||
"gcode_label_objects": "0",
|
||||
"hole_to_polyhole": "0",
|
||||
"hole_to_polyhole_threshold": "0.01",
|
||||
"hole_to_polyhole_twisted": "1",
|
||||
"independent_support_layer_height": "1",
|
||||
"infill_anchor": "400%",
|
||||
"infill_anchor_max": "20",
|
||||
"infill_combination": "0",
|
||||
"infill_direction": "45",
|
||||
"infill_jerk": "9",
|
||||
"infill_wall_overlap": "15%",
|
||||
"initial_layer_acceleration": "0",
|
||||
"initial_layer_infill_speed": "30",
|
||||
"initial_layer_jerk": "9",
|
||||
"initial_layer_line_width": "0.5",
|
||||
"initial_layer_min_bead_width": "85%",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"initial_layer_speed": "30",
|
||||
"initial_layer_travel_speed": "100%",
|
||||
"inner_wall_acceleration": "0",
|
||||
"inner_wall_jerk": "9",
|
||||
"inner_wall_line_width": "0.45",
|
||||
"inner_wall_speed": "200",
|
||||
"interface_shells": "0",
|
||||
"internal_bridge_flow": "1",
|
||||
"internal_bridge_speed": "150%",
|
||||
"internal_solid_infill_acceleration": "100%",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_pattern": "monotonic",
|
||||
"internal_solid_infill_speed": "300",
|
||||
"ironing_angle": "-1",
|
||||
"ironing_flow": "15%",
|
||||
"ironing_pattern": "zig-zag",
|
||||
"ironing_spacing": "0.1",
|
||||
"ironing_speed": "15",
|
||||
"ironing_type": "no ironing",
|
||||
"is_custom_defined": "0",
|
||||
"is_infill_first": "0",
|
||||
"layer_height": "0.2",
|
||||
"line_width": "0.42",
|
||||
"make_overhang_printable": "0",
|
||||
"make_overhang_printable_angle": "55",
|
||||
"make_overhang_printable_hole_size": "0",
|
||||
"max_bridge_length": "10",
|
||||
"max_travel_detour_distance": "0",
|
||||
"max_volumetric_extrusion_rate_slope": "0",
|
||||
"max_volumetric_extrusion_rate_slope_segment_length": "3",
|
||||
"min_bead_width": "85%",
|
||||
"min_feature_size": "25%",
|
||||
"min_length_factor": "0.5",
|
||||
"min_width_top_surface": "300%",
|
||||
"minimum_sparse_infill_area": "10",
|
||||
"mmu_segmented_region_interlocking_depth": "0",
|
||||
"mmu_segmented_region_max_width": "0",
|
||||
"name": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"notes": "",
|
||||
"only_one_wall_first_layer": "0",
|
||||
"only_one_wall_top": "0",
|
||||
"ooze_prevention": "0",
|
||||
"outer_wall_acceleration": "5000",
|
||||
"outer_wall_jerk": "9",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "100",
|
||||
"overhang_1_4_speed": "0",
|
||||
"overhang_2_4_speed": "20",
|
||||
"overhang_3_4_speed": "15",
|
||||
"overhang_4_4_speed": "10",
|
||||
"overhang_reverse": "0",
|
||||
"overhang_reverse_internal_only": "0",
|
||||
"overhang_reverse_threshold": "50%",
|
||||
"overhang_speed_classic": "0",
|
||||
"post_process": [],
|
||||
"precise_outer_wall": "0",
|
||||
"prime_tower_brim_width": "3",
|
||||
"prime_tower_width": "60",
|
||||
"prime_volume": "45",
|
||||
"print_flow_ratio": "1",
|
||||
"print_order": "default",
|
||||
"print_sequence": "by layer",
|
||||
"print_settings_id": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"raft_contact_distance": "0.1",
|
||||
"raft_expansion": "1.5",
|
||||
"raft_first_layer_density": "90%",
|
||||
"raft_first_layer_expansion": "2",
|
||||
"raft_layers": "0",
|
||||
"reduce_crossing_wall": "0",
|
||||
"reduce_infill_retraction": "1",
|
||||
"resolution": "0.012",
|
||||
"role_based_wipe_speed": "1",
|
||||
"scarf_angle_threshold": "155",
|
||||
"scarf_joint_flow_ratio": "1",
|
||||
"scarf_joint_speed": "100%",
|
||||
"scarf_overhang_threshold": "40%",
|
||||
"seam_gap": "10%",
|
||||
"seam_position": "aligned",
|
||||
"seam_slope_conditional": "0",
|
||||
"seam_slope_entire_loop": "0",
|
||||
"seam_slope_inner_walls": "0",
|
||||
"seam_slope_min_length": "20",
|
||||
"seam_slope_start_height": "0",
|
||||
"seam_slope_steps": "10",
|
||||
"seam_slope_type": "none",
|
||||
"single_extruder_multi_material_priming": "1",
|
||||
"skirt_distance": "2",
|
||||
"skirt_height": "1",
|
||||
"skirt_loops": "0",
|
||||
"skirt_speed": "50",
|
||||
"slice_closing_radius": "0.049",
|
||||
"slicing_mode": "regular",
|
||||
"slow_down_layers": "0",
|
||||
"slowdown_for_curled_perimeters": "0",
|
||||
"small_area_infill_flow_compensation": "0",
|
||||
"small_area_infill_flow_compensation_model": [
|
||||
"0,0",
|
||||
"\n0.2,0.4444",
|
||||
"\n0.4,0.6145",
|
||||
"\n0.6,0.7059",
|
||||
"\n0.8,0.7619",
|
||||
"\n1.5,0.8571",
|
||||
"\n2,0.8889",
|
||||
"\n3,0.9231",
|
||||
"\n5,0.9520",
|
||||
"\n10,1"
|
||||
],
|
||||
"small_perimeter_speed": "50%",
|
||||
"small_perimeter_threshold": "0",
|
||||
"solid_infill_filament": "1",
|
||||
"sparse_infill_acceleration": "100%",
|
||||
"sparse_infill_density": "15%",
|
||||
"sparse_infill_filament": "1",
|
||||
"sparse_infill_line_width": "0.45",
|
||||
"sparse_infill_pattern": "grid",
|
||||
"sparse_infill_speed": "200",
|
||||
"spiral_mode": "0",
|
||||
"spiral_mode_max_xy_smoothing": "200%",
|
||||
"spiral_mode_smooth": "0",
|
||||
"staggered_inner_seams": "0",
|
||||
"standby_temperature_delta": "-5",
|
||||
"support_angle": "0",
|
||||
"support_base_pattern": "rectilinear",
|
||||
"support_base_pattern_spacing": "2.5",
|
||||
"support_bottom_interface_spacing": "0.5",
|
||||
"support_bottom_z_distance": "0.2",
|
||||
"support_critical_regions_only": "0",
|
||||
"support_expansion": "0",
|
||||
"support_filament": "0",
|
||||
"support_interface_bottom_layers": "-1",
|
||||
"support_interface_filament": "0",
|
||||
"support_interface_loop_pattern": "1",
|
||||
"support_interface_not_for_body": "1",
|
||||
"support_interface_pattern": "auto",
|
||||
"support_interface_spacing": "1",
|
||||
"support_interface_speed": "80",
|
||||
"support_interface_top_layers": "3",
|
||||
"support_line_width": "0.42",
|
||||
"support_object_xy_distance": "0.35",
|
||||
"support_on_build_plate_only": "0",
|
||||
"support_remove_small_overhang": "1",
|
||||
"support_speed": "60",
|
||||
"support_style": "grid",
|
||||
"support_threshold_angle": "30",
|
||||
"support_top_z_distance": "0.2",
|
||||
"support_type": "normal(auto)",
|
||||
"thick_bridges": "0",
|
||||
"thick_internal_bridges": "1",
|
||||
"timelapse_type": "0",
|
||||
"top_shell_layers": "4",
|
||||
"top_shell_thickness": "0.8",
|
||||
"top_solid_infill_flow_ratio": "1",
|
||||
"top_surface_acceleration": "0",
|
||||
"top_surface_jerk": "9",
|
||||
"top_surface_line_width": "0.42",
|
||||
"top_surface_pattern": "monotonic",
|
||||
"top_surface_speed": "100",
|
||||
"travel_acceleration": "0",
|
||||
"travel_jerk": "12",
|
||||
"travel_speed": "300",
|
||||
"travel_speed_z": "0",
|
||||
"tree_support_adaptive_layer_height": "1",
|
||||
"tree_support_angle_slow": "25",
|
||||
"tree_support_auto_brim": "1",
|
||||
"tree_support_branch_angle": "40",
|
||||
"tree_support_branch_angle_organic": "40",
|
||||
"tree_support_branch_diameter": "5",
|
||||
"tree_support_branch_diameter_angle": "5",
|
||||
"tree_support_branch_diameter_double_wall": "3",
|
||||
"tree_support_branch_diameter_organic": "2",
|
||||
"tree_support_branch_distance": "5",
|
||||
"tree_support_branch_distance_organic": "1",
|
||||
"tree_support_brim_width": "3",
|
||||
"tree_support_tip_diameter": "0.8",
|
||||
"tree_support_top_rate": "30%",
|
||||
"tree_support_wall_count": "0",
|
||||
"version": "2.0.2.0",
|
||||
"wall_direction": "auto",
|
||||
"wall_distribution_count": "1",
|
||||
"wall_filament": "1",
|
||||
"wall_generator": "arachne",
|
||||
"wall_loops": "2",
|
||||
"wall_sequence": "inner wall/outer wall",
|
||||
"wall_transition_angle": "10",
|
||||
"wall_transition_filter_deviation": "25%",
|
||||
"wall_transition_length": "100%",
|
||||
"wipe_before_external_loop": "0",
|
||||
"wipe_on_loops": "0",
|
||||
"wipe_speed": "80%",
|
||||
"wipe_tower_bridging": "10",
|
||||
"wipe_tower_cone_angle": "0",
|
||||
"wipe_tower_extra_spacing": "100%",
|
||||
"wipe_tower_extruder": "0",
|
||||
"wipe_tower_no_sparse_layers": "0",
|
||||
"wipe_tower_rotation_angle": "0",
|
||||
"wiping_volumes_extruders": [
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70"
|
||||
],
|
||||
"xy_contour_compensation": "0",
|
||||
"xy_hole_compensation": "0",
|
||||
"top_bottom_infill_wall_overlap":"15%"
|
||||
}
|
||||
@@ -0,0 +1,286 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "fdm_process_common",
|
||||
"accel_to_decel_enable": "1",
|
||||
"accel_to_decel_factor": "50%",
|
||||
"alternate_extra_wall": "0",
|
||||
"bottom_shell_layers": "7",
|
||||
"bottom_shell_thickness": "0",
|
||||
"bottom_solid_infill_flow_ratio": "1",
|
||||
"bottom_surface_pattern": "monotonic",
|
||||
"bridge_acceleration": "50%",
|
||||
"bridge_angle": "0",
|
||||
"bridge_density": "100%",
|
||||
"bridge_flow": "1",
|
||||
"bridge_no_support": "0",
|
||||
"bridge_speed": "70",
|
||||
"brim_ears_detection_length": "1",
|
||||
"brim_ears_max_angle": "125",
|
||||
"brim_object_gap": "0",
|
||||
"brim_type": "auto_brim",
|
||||
"brim_width": "0",
|
||||
"compatible_printers": [
|
||||
"Artillery Sidewinder X4 Pro 0.4 nozzle"
|
||||
],
|
||||
"compatible_printers_condition": "",
|
||||
"counterbore_hole_bridging": "none",
|
||||
"default_acceleration": "5000",
|
||||
"default_jerk": "0",
|
||||
"detect_narrow_internal_solid_infill": "1",
|
||||
"detect_overhang_wall": "1",
|
||||
"detect_thin_wall": "1",
|
||||
"dont_filter_internal_bridges": "disabled",
|
||||
"draft_shield": "disabled",
|
||||
"elefant_foot_compensation": "0",
|
||||
"elefant_foot_compensation_layers": "1",
|
||||
"enable_arc_fitting": "0",
|
||||
"enable_overhang_speed": "1",
|
||||
"enable_prime_tower": "0",
|
||||
"enable_support": "0",
|
||||
"enforce_support_layers": "0",
|
||||
"ensure_vertical_shell_thickness": "ensure_all",
|
||||
"exclude_object": "0",
|
||||
"extra_perimeters_on_overhangs": "0",
|
||||
"filename_format": "{input_filename_base}_{filament_type[initial_tool]}_X4Pro.gcode",
|
||||
"filter_out_gap_fill": "0",
|
||||
"flush_into_infill": "0",
|
||||
"flush_into_objects": "0",
|
||||
"flush_into_support": "1",
|
||||
"fuzzy_skin": "none",
|
||||
"fuzzy_skin_first_layer": "0",
|
||||
"fuzzy_skin_point_distance": "0.8",
|
||||
"fuzzy_skin_thickness": "0.3",
|
||||
"gap_fill_target": "everywhere",
|
||||
"gap_infill_speed": "30",
|
||||
"gcode_add_line_number": "0",
|
||||
"gcode_comments": "0",
|
||||
"gcode_label_objects": "0",
|
||||
"hole_to_polyhole": "0",
|
||||
"hole_to_polyhole_threshold": "0.01",
|
||||
"hole_to_polyhole_twisted": "1",
|
||||
"independent_support_layer_height": "1",
|
||||
"infill_anchor": "400%",
|
||||
"infill_anchor_max": "20",
|
||||
"infill_combination": "0",
|
||||
"infill_direction": "45",
|
||||
"infill_jerk": "9",
|
||||
"infill_wall_overlap": "15%",
|
||||
"initial_layer_acceleration": "0",
|
||||
"initial_layer_infill_speed": "30",
|
||||
"initial_layer_jerk": "9",
|
||||
"initial_layer_line_width": "0.5",
|
||||
"initial_layer_min_bead_width": "85%",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"initial_layer_speed": "30",
|
||||
"initial_layer_travel_speed": "100%",
|
||||
"inner_wall_acceleration": "0",
|
||||
"inner_wall_jerk": "9",
|
||||
"inner_wall_line_width": "0.45",
|
||||
"inner_wall_speed": "200",
|
||||
"interface_shells": "0",
|
||||
"internal_bridge_flow": "1",
|
||||
"internal_bridge_speed": "150%",
|
||||
"internal_solid_infill_acceleration": "100%",
|
||||
"internal_solid_infill_line_width": "0.42",
|
||||
"internal_solid_infill_pattern": "monotonic",
|
||||
"internal_solid_infill_speed": "300",
|
||||
"ironing_angle": "-1",
|
||||
"ironing_flow": "15%",
|
||||
"ironing_pattern": "zig-zag",
|
||||
"ironing_spacing": "0.1",
|
||||
"ironing_speed": "15",
|
||||
"ironing_type": "no ironing",
|
||||
"is_custom_defined": "0",
|
||||
"is_infill_first": "0",
|
||||
"layer_height": "0.2",
|
||||
"line_width": "0.42",
|
||||
"make_overhang_printable": "0",
|
||||
"make_overhang_printable_angle": "55",
|
||||
"make_overhang_printable_hole_size": "0",
|
||||
"max_bridge_length": "10",
|
||||
"max_travel_detour_distance": "0",
|
||||
"max_volumetric_extrusion_rate_slope": "0",
|
||||
"max_volumetric_extrusion_rate_slope_segment_length": "3",
|
||||
"min_bead_width": "85%",
|
||||
"min_feature_size": "25%",
|
||||
"min_length_factor": "0.5",
|
||||
"min_width_top_surface": "300%",
|
||||
"minimum_sparse_infill_area": "10",
|
||||
"mmu_segmented_region_interlocking_depth": "0",
|
||||
"mmu_segmented_region_max_width": "0",
|
||||
"name": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"notes": "",
|
||||
"only_one_wall_first_layer": "0",
|
||||
"only_one_wall_top": "0",
|
||||
"ooze_prevention": "0",
|
||||
"outer_wall_acceleration": "5000",
|
||||
"outer_wall_jerk": "9",
|
||||
"outer_wall_line_width": "0.42",
|
||||
"outer_wall_speed": "100",
|
||||
"overhang_1_4_speed": "0",
|
||||
"overhang_2_4_speed": "20",
|
||||
"overhang_3_4_speed": "15",
|
||||
"overhang_4_4_speed": "10",
|
||||
"overhang_reverse": "0",
|
||||
"overhang_reverse_internal_only": "0",
|
||||
"overhang_reverse_threshold": "50%",
|
||||
"overhang_speed_classic": "0",
|
||||
"post_process": [],
|
||||
"precise_outer_wall": "0",
|
||||
"prime_tower_brim_width": "3",
|
||||
"prime_tower_width": "60",
|
||||
"prime_volume": "45",
|
||||
"print_flow_ratio": "1",
|
||||
"print_order": "default",
|
||||
"print_sequence": "by layer",
|
||||
"print_settings_id": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"raft_contact_distance": "0.1",
|
||||
"raft_expansion": "1.5",
|
||||
"raft_first_layer_density": "90%",
|
||||
"raft_first_layer_expansion": "2",
|
||||
"raft_layers": "0",
|
||||
"reduce_crossing_wall": "0",
|
||||
"reduce_infill_retraction": "1",
|
||||
"resolution": "0.012",
|
||||
"role_based_wipe_speed": "1",
|
||||
"scarf_angle_threshold": "155",
|
||||
"scarf_joint_flow_ratio": "1",
|
||||
"scarf_joint_speed": "100%",
|
||||
"scarf_overhang_threshold": "40%",
|
||||
"seam_gap": "10%",
|
||||
"seam_position": "aligned",
|
||||
"seam_slope_conditional": "0",
|
||||
"seam_slope_entire_loop": "0",
|
||||
"seam_slope_inner_walls": "0",
|
||||
"seam_slope_min_length": "20",
|
||||
"seam_slope_start_height": "0",
|
||||
"seam_slope_steps": "10",
|
||||
"seam_slope_type": "none",
|
||||
"single_extruder_multi_material_priming": "1",
|
||||
"skirt_distance": "2",
|
||||
"skirt_height": "1",
|
||||
"skirt_loops": "0",
|
||||
"skirt_speed": "50",
|
||||
"slice_closing_radius": "0.049",
|
||||
"slicing_mode": "regular",
|
||||
"slow_down_layers": "0",
|
||||
"slowdown_for_curled_perimeters": "0",
|
||||
"small_area_infill_flow_compensation": "0",
|
||||
"small_area_infill_flow_compensation_model": [
|
||||
"0,0",
|
||||
"\n0.2,0.4444",
|
||||
"\n0.4,0.6145",
|
||||
"\n0.6,0.7059",
|
||||
"\n0.8,0.7619",
|
||||
"\n1.5,0.8571",
|
||||
"\n2,0.8889",
|
||||
"\n3,0.9231",
|
||||
"\n5,0.9520",
|
||||
"\n10,1"
|
||||
],
|
||||
"small_perimeter_speed": "50%",
|
||||
"small_perimeter_threshold": "0",
|
||||
"solid_infill_filament": "1",
|
||||
"sparse_infill_acceleration": "100%",
|
||||
"sparse_infill_density": "15%",
|
||||
"sparse_infill_filament": "1",
|
||||
"sparse_infill_line_width": "0.45",
|
||||
"sparse_infill_pattern": "grid",
|
||||
"sparse_infill_speed": "200",
|
||||
"spiral_mode": "0",
|
||||
"spiral_mode_max_xy_smoothing": "200%",
|
||||
"spiral_mode_smooth": "0",
|
||||
"staggered_inner_seams": "0",
|
||||
"standby_temperature_delta": "-5",
|
||||
"support_angle": "0",
|
||||
"support_base_pattern": "rectilinear",
|
||||
"support_base_pattern_spacing": "2.5",
|
||||
"support_bottom_interface_spacing": "0.5",
|
||||
"support_bottom_z_distance": "0.2",
|
||||
"support_critical_regions_only": "0",
|
||||
"support_expansion": "0",
|
||||
"support_filament": "0",
|
||||
"support_interface_bottom_layers": "-1",
|
||||
"support_interface_filament": "0",
|
||||
"support_interface_loop_pattern": "1",
|
||||
"support_interface_not_for_body": "1",
|
||||
"support_interface_pattern": "auto",
|
||||
"support_interface_spacing": "1",
|
||||
"support_interface_speed": "80",
|
||||
"support_interface_top_layers": "3",
|
||||
"support_line_width": "0.42",
|
||||
"support_object_xy_distance": "0.35",
|
||||
"support_on_build_plate_only": "0",
|
||||
"support_remove_small_overhang": "1",
|
||||
"support_speed": "60",
|
||||
"support_style": "grid",
|
||||
"support_threshold_angle": "30",
|
||||
"support_top_z_distance": "0.2",
|
||||
"support_type": "normal(auto)",
|
||||
"thick_bridges": "0",
|
||||
"thick_internal_bridges": "1",
|
||||
"timelapse_type": "0",
|
||||
"top_shell_layers": "4",
|
||||
"top_shell_thickness": "0.8",
|
||||
"top_solid_infill_flow_ratio": "1",
|
||||
"top_surface_acceleration": "0",
|
||||
"top_surface_jerk": "9",
|
||||
"top_surface_line_width": "0.42",
|
||||
"top_surface_pattern": "monotonic",
|
||||
"top_surface_speed": "100",
|
||||
"travel_acceleration": "0",
|
||||
"travel_jerk": "12",
|
||||
"travel_speed": "300",
|
||||
"travel_speed_z": "0",
|
||||
"tree_support_adaptive_layer_height": "1",
|
||||
"tree_support_angle_slow": "25",
|
||||
"tree_support_auto_brim": "1",
|
||||
"tree_support_branch_angle": "40",
|
||||
"tree_support_branch_angle_organic": "40",
|
||||
"tree_support_branch_diameter": "5",
|
||||
"tree_support_branch_diameter_angle": "5",
|
||||
"tree_support_branch_diameter_double_wall": "3",
|
||||
"tree_support_branch_diameter_organic": "2",
|
||||
"tree_support_branch_distance": "5",
|
||||
"tree_support_branch_distance_organic": "1",
|
||||
"tree_support_brim_width": "3",
|
||||
"tree_support_tip_diameter": "0.8",
|
||||
"tree_support_top_rate": "30%",
|
||||
"tree_support_wall_count": "0",
|
||||
"version": "2.0.2.0",
|
||||
"wall_direction": "auto",
|
||||
"wall_distribution_count": "1",
|
||||
"wall_filament": "1",
|
||||
"wall_generator": "arachne",
|
||||
"wall_loops": "2",
|
||||
"wall_sequence": "inner wall/outer wall",
|
||||
"wall_transition_angle": "10",
|
||||
"wall_transition_filter_deviation": "25%",
|
||||
"wall_transition_length": "100%",
|
||||
"wipe_before_external_loop": "0",
|
||||
"wipe_on_loops": "0",
|
||||
"wipe_speed": "80%",
|
||||
"wipe_tower_bridging": "10",
|
||||
"wipe_tower_cone_angle": "0",
|
||||
"wipe_tower_extra_spacing": "100%",
|
||||
"wipe_tower_extruder": "0",
|
||||
"wipe_tower_no_sparse_layers": "0",
|
||||
"wipe_tower_rotation_angle": "0",
|
||||
"wiping_volumes_extruders": [
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70",
|
||||
"70"
|
||||
],
|
||||
"xy_contour_compensation": "0",
|
||||
"xy_hole_compensation": "0",
|
||||
"top_bottom_infill_wall_overlap":"15%"
|
||||
}
|
||||
|
||||
@@ -0,0 +1,10 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"name": "0.20mm Strength @Artillery X4Plus 0.4 nozzle",
|
||||
"outer_wall_speed": "60",
|
||||
"print_settings_id": "0.20mm Strength @Artillery X4Plus 0.4 nozzle",
|
||||
"version": "2.0.2.0",
|
||||
"wall_loops": "6"
|
||||
}
|
||||
@@ -0,0 +1,10 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"name": "0.20mm Strength @Artillery X4Pro 0.4 nozzle",
|
||||
"outer_wall_speed": "60",
|
||||
"print_settings_id": "0.20mm Strength @Artillery X4Pro 0.4 nozzle",
|
||||
"version": "2.0.2.0",
|
||||
"wall_loops": "6"
|
||||
}
|
||||
@@ -0,0 +1,11 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"layer_height": "0.24",
|
||||
"name": "0.24mm Draft @Artillery X4Plus 0.4 nozzle",
|
||||
"outer_wall_speed": "120",
|
||||
"print_settings_id": "0.24mm Draft @Artillery X4Plus 0.4 nozzle",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,10 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"layer_height": "0.24",
|
||||
"name": "0.24mm Draft @Artillery X4Pro 0.4 nozzle",
|
||||
"print_settings_id": "0.24mm Draft @Artillery X4Pro 0.4 nozzle",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,11 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"layer_height": "0.28",
|
||||
"name": "0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle",
|
||||
"outer_wall_speed": "120",
|
||||
"print_settings_id": "0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -0,0 +1,10 @@
|
||||
{
|
||||
"from": "system",
|
||||
"instantiation": "true",
|
||||
"inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
|
||||
"initial_layer_print_height": "0.2",
|
||||
"layer_height": "0.28",
|
||||
"name": "0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle",
|
||||
"print_settings_id": "0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle",
|
||||
"version": "2.0.2.0"
|
||||
}
|
||||
@@ -1,7 +1,7 @@
|
||||
{
|
||||
"name": "Bambulab",
|
||||
"url": "http://www.bambulab.com/Parameters/vendor/BBL.json",
|
||||
"version": "01.09.00.14",
|
||||
"version": "01.09.00.18",
|
||||
"force_update": "0",
|
||||
"description": "the initial version of BBL configurations",
|
||||
"machine_model_list": [
|
||||
@@ -673,6 +673,10 @@
|
||||
"name": "fdm_filament_bvoh",
|
||||
"sub_path": "filament/fdm_filament_bvoh.json"
|
||||
},
|
||||
{
|
||||
"name": "fdm_filament_sbs",
|
||||
"sub_path": "filament/fdm_filament_sbs.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PLA Matte @base",
|
||||
"sub_path": "filament/Bambu PLA Matte @base.json"
|
||||
@@ -733,6 +737,10 @@
|
||||
"name": "Generic PLA-CF @base",
|
||||
"sub_path": "filament/Generic PLA-CF @base.json"
|
||||
},
|
||||
{
|
||||
"name": "Generic SBS @base",
|
||||
"sub_path": "filament/Generic SBS @base.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PLA-CF @base",
|
||||
"sub_path": "filament/Bambu PLA-CF @base.json"
|
||||
@@ -821,6 +829,10 @@
|
||||
"name": "Generic PCTG @base",
|
||||
"sub_path": "filament/Generic PCTG @base.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @base",
|
||||
"sub_path": "filament/Bambu PETG HF @base.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu ABS @base",
|
||||
"sub_path": "filament/Bambu ABS @base.json"
|
||||
@@ -837,6 +849,10 @@
|
||||
"name": "Bambu ABS-GF @base",
|
||||
"sub_path": "filament/Bambu ABS-GF @base.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu Support for ABS @base",
|
||||
"sub_path": "filament/Bambu Support for ABS @base.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PC @base",
|
||||
"sub_path": "filament/Bambu PC @base.json"
|
||||
@@ -1381,6 +1397,10 @@
|
||||
"name": "Generic PLA-CF @BBL A1",
|
||||
"sub_path": "filament/Generic PLA-CF @BBL A1.json"
|
||||
},
|
||||
{
|
||||
"name": "Generic SBS",
|
||||
"sub_path": "filament/Generic SBS.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PLA-CF @BBL X1C 0.8 nozzle",
|
||||
"sub_path": "filament/Bambu PLA-CF @BBL X1C 0.8 nozzle.json"
|
||||
@@ -1869,6 +1889,42 @@
|
||||
"name": "Bambu PETG Translucent @BBL A1",
|
||||
"sub_path": "filament/Bambu PETG Translucent @BBL A1.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @BBL X1C",
|
||||
"sub_path": "filament/Bambu PETG HF @BBL X1C.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @BBL X1C 0.2 nozzle",
|
||||
"sub_path": "filament/Bambu PETG HF @BBL X1C 0.2 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @BBL X1C 0.8 nozzle",
|
||||
"sub_path": "filament/Bambu PETG HF @BBL X1C 0.8 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @BBL A1",
|
||||
"sub_path": "filament/Bambu PETG HF @BBL A1.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @BBL A1 0.2 nozzle",
|
||||
"sub_path": "filament/Bambu PETG HF @BBL A1 0.2 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @BBL A1 0.8 nozzle",
|
||||
"sub_path": "filament/Bambu PETG HF @BBL A1 0.8 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @BBL A1M",
|
||||
"sub_path": "filament/Bambu PETG HF @BBL A1M.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @BBL A1M 0.2 nozzle",
|
||||
"sub_path": "filament/Bambu PETG HF @BBL A1M 0.2 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PETG HF @BBL A1M 0.8 nozzle",
|
||||
"sub_path": "filament/Bambu PETG HF @BBL A1M 0.8 nozzle.json"
|
||||
},
|
||||
{
|
||||
"name": "Generic PCTG @BBL X1C",
|
||||
"sub_path": "filament/Generic PCTG @BBL X1C.json"
|
||||
@@ -1961,6 +2017,14 @@
|
||||
"name": "Bambu ABS-GF @BBL A1",
|
||||
"sub_path": "filament/Bambu ABS-GF @BBL A1.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu Support for ABS @BBL X1C",
|
||||
"sub_path": "filament/Bambu Support for ABS @BBL X1C.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu Support for ABS @BBL A1",
|
||||
"sub_path": "filament/Bambu Support for ABS @BBL A1.json"
|
||||
},
|
||||
{
|
||||
"name": "Bambu PC @BBL X1C",
|
||||
"sub_path": "filament/Bambu PC @BBL X1C.json"
|
||||
|
||||
@@ -0,0 +1,35 @@
|
||||
{
|
||||
"type": "filament",
|
||||
"name": "Bambu PETG HF @BBL A1 0.2 nozzle",
|
||||
"inherits": "Bambu PETG HF @base",
|
||||
"from": "system",
|
||||
"setting_id": "GFSG02_04",
|
||||
"instantiation": "true",
|
||||
"fan_cooling_layer_time": [
|
||||
"15"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"50"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"30"
|
||||
],
|
||||
"filament_flow_ratio": [
|
||||
"0.94"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"1"
|
||||
],
|
||||
"nozzle_temperature": [
|
||||
"240"
|
||||
],
|
||||
"overhang_fan_speed": [
|
||||
"100"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"7"
|
||||
],
|
||||
"compatible_printers": [
|
||||
"Bambu Lab A1 0.2 nozzle"
|
||||
]
|
||||
}
|
||||
@@ -0,0 +1,36 @@
|
||||
{
|
||||
"type": "filament",
|
||||
"name": "Bambu PETG HF @BBL A1 0.8 nozzle",
|
||||
"inherits": "Bambu PETG HF @base",
|
||||
"from": "system",
|
||||
"setting_id": "GFSG02_05",
|
||||
"instantiation": "true",
|
||||
"fan_cooling_layer_time": [
|
||||
"15"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"50"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"30"
|
||||
],
|
||||
"filament_flow_ratio": [
|
||||
"0.94"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"18"
|
||||
],
|
||||
"nozzle_temperature": [
|
||||
"240"
|
||||
],
|
||||
"overhang_fan_speed": [
|
||||
"100"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"7"
|
||||
],
|
||||
"compatible_printers": [
|
||||
"Bambu Lab A1 0.6 nozzle",
|
||||
"Bambu Lab A1 0.8 nozzle"
|
||||
]
|
||||
}
|
||||
35
resources/profiles/BBL/filament/Bambu PETG HF @BBL A1.json
Normal file
@@ -0,0 +1,35 @@
|
||||
{
|
||||
"type": "filament",
|
||||
"name": "Bambu PETG HF @BBL A1",
|
||||
"inherits": "Bambu PETG HF @base",
|
||||
"from": "system",
|
||||
"setting_id": "GFSG02_03",
|
||||
"instantiation": "true",
|
||||
"fan_cooling_layer_time": [
|
||||
"15"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"50"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"30"
|
||||
],
|
||||
"filament_flow_ratio": [
|
||||
"0.94"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"18"
|
||||
],
|
||||
"nozzle_temperature": [
|
||||
"240"
|
||||
],
|
||||
"overhang_fan_speed": [
|
||||
"100"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"7"
|
||||
],
|
||||
"compatible_printers": [
|
||||
"Bambu Lab A1 0.4 nozzle"
|
||||
]
|
||||
}
|
||||
@@ -0,0 +1,35 @@
|
||||
{
|
||||
"type": "filament",
|
||||
"name": "Bambu PETG HF @BBL A1M 0.2 nozzle",
|
||||
"inherits": "Bambu PETG HF @base",
|
||||
"from": "system",
|
||||
"setting_id": "GFSG02_07",
|
||||
"instantiation": "true",
|
||||
"fan_cooling_layer_time": [
|
||||
"15"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"50"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"30"
|
||||
],
|
||||
"filament_flow_ratio": [
|
||||
"0.94"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"1"
|
||||
],
|
||||
"nozzle_temperature": [
|
||||
"240"
|
||||
],
|
||||
"overhang_fan_speed": [
|
||||
"100"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"7"
|
||||
],
|
||||
"compatible_printers": [
|
||||
"Bambu Lab A1 mini 0.2 nozzle"
|
||||
]
|
||||
}
|
||||
@@ -0,0 +1,36 @@
|
||||
{
|
||||
"type": "filament",
|
||||
"name": "Bambu PETG HF @BBL A1M 0.8 nozzle",
|
||||
"inherits": "Bambu PETG HF @base",
|
||||
"from": "system",
|
||||
"setting_id": "GFSG02_08",
|
||||
"instantiation": "true",
|
||||
"fan_cooling_layer_time": [
|
||||
"15"
|
||||
],
|
||||
"fan_max_speed": [
|
||||
"50"
|
||||
],
|
||||
"fan_min_speed": [
|
||||
"30"
|
||||
],
|
||||
"filament_flow_ratio": [
|
||||
"0.94"
|
||||
],
|
||||
"filament_max_volumetric_speed": [
|
||||
"18"
|
||||
],
|
||||
"nozzle_temperature": [
|
||||
"240"
|
||||
],
|
||||
"overhang_fan_speed": [
|
||||
"100"
|
||||
],
|
||||
"slow_down_layer_time": [
|
||||
"7"
|
||||
],
|
||||
"compatible_printers": [
|
||||
"Bambu Lab A1 mini 0.6 nozzle",
|
||||
"Bambu Lab A1 mini 0.8 nozzle"
|
||||
]
|
||||
}
|
||||