diff --git a/.github/FUNDING.yml b/.github/FUNDING.yml
index 6cfdb93788..1abe006a95 100644
--- a/.github/FUNDING.yml
+++ b/.github/FUNDING.yml
@@ -1,2 +1,3 @@
+github: SoftFever
ko_fi: SoftFever
custom: https://paypal.me/softfever3d
diff --git a/.github/workflows/build_all.yml b/.github/workflows/build_all.yml
index a21bb03c94..dc24e2aa63 100644
--- a/.github/workflows/build_all.yml
+++ b/.github/workflows/build_all.yml
@@ -77,3 +77,4 @@ jobs:
# bundle: orcaslicer.flatpak
# manifest-path: flatpak/io.github.softfever.OrcaSlicer.yml
# cache-key: flatpak-builder-${{ github.sha }}
+ # cache: false
\ No newline at end of file
diff --git a/.github/workflows/build_deps.yml b/.github/workflows/build_deps.yml
index a932cd7611..6c0dc9479c 100644
--- a/.github/workflows/build_deps.yml
+++ b/.github/workflows/build_deps.yml
@@ -41,6 +41,10 @@ jobs:
path: ${{ inputs.cache-path }}
key: ${{ inputs.cache-key }}
+ - uses: lukka/get-cmake@latest
+ with:
+ cmakeVersion: "~3.28.0" # use most recent 3.28.x version
+
- name: setup dev on Windows
if: inputs.os == 'windows-latest'
uses: microsoft/setup-msbuild@v2
@@ -72,7 +76,6 @@ jobs:
if: inputs.os == 'macos-14'
working-directory: ${{ github.workspace }}
run: |
- brew install cmake
brew install automake texinfo ninja libtool
brew list
mkdir -p ${{ github.workspace }}/deps/build_${{ inputs.arch }}
diff --git a/.github/workflows/build_orca.yml b/.github/workflows/build_orca.yml
index a98b14f172..c44b4b010b 100644
--- a/.github/workflows/build_orca.yml
+++ b/.github/workflows/build_orca.yml
@@ -36,6 +36,10 @@ jobs:
key: ${{ inputs.cache-key }}
fail-on-cache-miss: true
+ - uses: lukka/get-cmake@latest
+ with:
+ cmakeVersion: "~3.28.0" # use most recent 3.28.x version
+
- name: Get the version and date on Ubuntu and macOS
if: inputs.os != 'windows-latest'
run: |
@@ -77,7 +81,6 @@ jobs:
- name: Install tools mac
if: inputs.os == 'macos-14'
run: |
- brew install cmake
brew install tree ninja libtool
brew list
mkdir -p ${{ github.workspace }}/deps/build_${{inputs.arch}}
diff --git a/.github/workflows/update-translation.yml b/.github/workflows/update-translation.yml
new file mode 100644
index 0000000000..af97e606e6
--- /dev/null
+++ b/.github/workflows/update-translation.yml
@@ -0,0 +1,38 @@
+name: Update Translation Catalog
+on:
+ # schedule:
+ # - cron: 0 0 * * 1
+ workflow_dispatch:
+
+jobs:
+ update_translation:
+ name: Update translation
+ runs-on: ubuntu-latest
+ steps:
+ - name: Checkout repository
+ uses: actions/checkout@v4
+
+ - name: Setup Python
+ uses: actions/setup-python@v5
+ with:
+ python-version: '3.12'
+
+ - name: Install gettext
+ run: |
+ sudo apt-get update
+ sudo apt-get install -y gettext
+
+ - name: Update translation catalog
+ run: |
+ ./run_gettext.sh --full
+ git add localization/i18n/*
+
+ - name: Commit translation catalog updates
+ uses: qoomon/actions--create-commit@v1
+ id: commit
+ with:
+ message: Update translation catalog
+ skip-empty: true
+
+ - name: Push changes
+ run: git push
diff --git a/.gitignore b/.gitignore
index df5239095e..8ba5bbc4ff 100644
--- a/.gitignore
+++ b/.gitignore
@@ -34,3 +34,4 @@ src/OrcaSlicer-doc/
/deps/DL_CACHE
**/.flatpak-builder/
resources/profiles/user/default
+OrcaSlicer.code-workspace
diff --git a/BuildLinux.sh b/BuildLinux.sh
index f60e5c5f34..abb81ca737 100755
--- a/BuildLinux.sh
+++ b/BuildLinux.sh
@@ -127,8 +127,11 @@ then
if [[ -n "${BUILD_DEBUG}" ]]
then
# have to build deps with debug & release or the cmake won't find everything it needs
- mkdir deps/build/release
- cmake -S deps -B deps/build/release -G Ninja -DDESTDIR="../destdir" ${BUILD_ARGS}
+ if [ ! -d "deps/build/release" ]
+ then
+ mkdir deps/build/release
+ fi
+ cmake -S deps -B deps/build/release -G Ninja -DDESTDIR="${PWD}/deps/build/destdir" -DDEP_DOWNLOAD_DIR="${PWD}/deps/DL_CACHE" ${BUILD_ARGS}
cmake --build deps/build/release
BUILD_ARGS="${BUILD_ARGS} -DCMAKE_BUILD_TYPE=Debug"
fi
diff --git a/CMakeLists.txt b/CMakeLists.txt
index 8854ab903d..197694e020 100644
--- a/CMakeLists.txt
+++ b/CMakeLists.txt
@@ -121,6 +121,9 @@ if (MSVC)
# C4244: 'conversion' conversion from 'type1' to 'type2', possible loss of data. An integer type is converted to a smaller integer type.
# C4267: The compiler detected a conversion from size_t to a smaller type.
add_compile_options(/wd4244 /wd4267)
+ # Disable warnings on comparison of unsigned and signed
+ # C4018: signed/unsigned mismatch
+ add_compile_options(/wd4018)
endif ()
if (${CMAKE_CXX_COMPILER_ID} STREQUAL "AppleClang" AND ${CMAKE_CXX_COMPILER_VERSION} VERSION_GREATER 15)
@@ -249,6 +252,22 @@ if (NOT MSVC AND ("${CMAKE_CXX_COMPILER_ID}" STREQUAL "GNU" OR "${CMAKE_CXX_COMP
# On GCC and Clang, no return from a non-void function is a warning only. Here, we make it an error.
add_compile_options(-Werror=return-type)
+ # Since some portions of code are just commented out or put under conditional compilation, there are
+ # a bunch of warning related to unused functions and variables. Suppress those warnings to not pollute
+ # compilers diagnostics output with warnings we not going to look at
+ add_compile_options(-Wno-unused-function -Wno-unused-variable -Wno-unused-but-set-variable -Wno-unused-label -Wno-unused-local-typedefs)
+
+ # Ignore signed/unsigned comparison warnings
+ add_compile_options(-Wno-sign-compare)
+
+ # The mismatch of tabs and spaces throughout the project can sometimes
+ # cause this warning to appear even though the indentation is fine.
+ # Some includes also cause the warning
+ add_compile_options(-Wno-misleading-indentation)
+
+ # Disable warning if enum value does not have a corresponding case in switch statement
+ add_compile_options(-Wno-switch)
+
# removes LOTS of extraneous Eigen warnings (GCC only supports it since 6.1)
# https://eigen.tuxfamily.org/bz/show_bug.cgi?id=1221
if("${CMAKE_CXX_COMPILER_ID}" MATCHES "Clang" OR CMAKE_CXX_COMPILER_VERSION VERSION_GREATER 6.0)
@@ -295,6 +314,8 @@ if (SLIC3R_ASAN)
set(CMAKE_EXE_LINKER_FLAGS "${CMAKE_EXE_LINKER_FLAGS} -fsanitize=address")
set(CMAKE_SHARED_LINKER_FLAGS "${CMAKE_SHARED_LINKER_FLAGS} -fsanitize=address")
set(CMAKE_MODULE_LINKER_FLAGS "${CMAKE_MODULE_LINKER_FLAGS} -fsanitize=address")
+ else()
+ add_compile_definitions(_DISABLE_STRING_ANNOTATION=1 _DISABLE_VECTOR_ANNOTATION=1)
endif ()
if ("${CMAKE_CXX_COMPILER_ID}" STREQUAL "GNU")
diff --git a/README.md b/README.md
index 855503c1ef..da42312e32 100644
--- a/README.md
+++ b/README.md
@@ -4,6 +4,10 @@ Orca Slicer is an open source slicer for FDM printers.
 Join community: [OrcaSlicer Official Discord Server](https://discord.gg/P4VE9UY9gJ)
+🚨🚨🚨Alert🚨🚨🚨: "orcaslicer.net" is **NOT** an our website and appears to be potentially malicious. The content there is AI-generated, which means it lacks genuine context and it's only purpose is to profit from ADs and worse: they can redirect download links to harmful sources. Please avoid downloading OrcaSlicer from this site, as the download links could be compromised at any time.
+The only official platforms for OrcaSlicer are the GitHub project page and the Discord channel mentioned above.
+I really value the OrcaSlicer community and appreciate all the social groups that have formed. However, it’s important to address that it’s harmful if any group falsely claims to be official or misleads its members. If you notice such a group or are part of one, please help by encouraging the group owner to add a clear disclaimer or by warning its members.
+
# Main features
- Auto calibrations for all printers
- Sandwich(inner-outer-inner) mode - an improved version of the `External perimeters first` mode
@@ -13,6 +17,12 @@ Orca Slicer is an open source slicer for FDM printers.
- More granular controls
- More features can be found in [change notes](https://github.com/SoftFever/OrcaSlicer/releases/)
+# Wiki
+The wiki below aims to provide a detailed explanation of the slicer settings, how to get the most out of them as well as how to calibrate and setup your printer.
+
+The wiki is work in progress so bear with us while we get it up and running!
+
+**[Access the wiki here](https://github.com/SoftFever/OrcaSlicer/wiki)**
# Download
@@ -110,27 +120,37 @@ Thank you! :)
### Backers:
-Ko-fi supporters: [Backers list](https://github.com/SoftFever/OrcaSlicer/files/14855600/sponsors.csv)
+**Ko-fi supporters**: [Backers list](https://github.com/user-attachments/files/16147016/Supporters_638561417699952499.csv)
+
+## Support me
+
+
+
+
+[](https://paypal.me/softfever3d)
-Support me
-[](https://ko-fi.com/G2G5IP3CP)
## Some background
OrcaSlicer is originally forked from Bambu Studio, it was previously known as BambuStudio-SoftFever.
diff --git a/SoftFever_doc/sponsor_logos/BigTreeTech.png b/SoftFever_doc/sponsor_logos/BigTreeTech.png
new file mode 100644
index 0000000000..85a4aa04af
Binary files /dev/null and b/SoftFever_doc/sponsor_logos/BigTreeTech.png differ
diff --git a/deps/OCCT/OCCT.cmake b/deps/OCCT/OCCT.cmake
index 651e40ec83..096da413d5 100644
--- a/deps/OCCT/OCCT.cmake
+++ b/deps/OCCT/OCCT.cmake
@@ -22,6 +22,7 @@ orcaslicer_add_cmake_project(OCCT
#-DUSE_FREETYPE=OFF
-DUSE_FFMPEG=OFF
-DUSE_VTK=OFF
+ -DBUILD_DOC_Overview=OFF
-DBUILD_MODULE_ApplicationFramework=OFF
#-DBUILD_MODULE_DataExchange=OFF
-DBUILD_MODULE_Draw=OFF
diff --git a/doc/Calibration.md b/doc/Calibration.md
index bb4b8422b8..74deb7e78d 100644
--- a/doc/Calibration.md
+++ b/doc/Calibration.md
@@ -10,13 +10,20 @@
1. [Max Volumetric speed](#Max-Volumetric-speed)
2. [VFA]
-**NOTE**: After completing the calibration process, remember to create a new project in order to exit the calibration mode.
-**NOTE2**: @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+> [!IMPORTANT]
+> After completing the calibration process, remember to create a new project in order to exit the calibration mode.
+
+> [!TIP]
+> @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+
# Flow rate
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
- 
-----------------------------------------
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.
+>
+> 
+

+
Calibrating the flow rate involves a two-step process.
Steps
1. Select the printer, filament, and process you would like to use for the test.
@@ -26,7 +33,7 @@ Steps
-5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`. ** Remember** to save the filament profile.
+5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`.** Remember** to save the filament profile.
6. Perform the `Pass 2` calibration. This process is similar to `Pass 1`, but a new project with ten blocks will be generated. The flow rate modifiers for this project will range from `-9 to 0`.
7. Repeat steps 4 and 5. In this case, if your previous flow ratio was 1.029 and you selected the block with a flow rate modifier of -6, the new value should be calculated as follows: `1.029x(100-6)/100 = 0.96726`. ** Remember ** to save the filament profile.

@@ -35,9 +42,15 @@ Steps
# Pressure Advance
-Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.*
- 
+Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
+
+> [!WARNING]
+> For Marlin: Linear advance must be enabled in firmware (M900). **Not all printers have it enabled by default.**
+
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.
+>
+> 
### Line method
@@ -126,7 +139,8 @@ You can also return to OrcaSlicer in the "Preview" tab, make sure the color sche

- #### *NOTE You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.*
+> [!NOTE]
+> You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.
***
*Credits:*
diff --git a/doc/Home.md b/doc/Home.md
index cdbe12562f..998edbe409 100644
--- a/doc/Home.md
+++ b/doc/Home.md
@@ -1,8 +1,38 @@
-Welcome to the OrcaSlicer WIKI!
+# Welcome to the OrcaSlicer WIKI!
-We have divided it roughly into the following pages:
+Orca slicer is a powerful open source slicer for FFF (FDM) 3D Printers. This wiki page aims to provide an detailed explanation of the slicer settings, how to get the most out of them as well as how to calibrate and setup your printer.
-- [Calibration](./Calibration)
-- [Print settings](./Print-settings)
+The Wiki is work in progress so bear with us while we get it up and running!
+
+## Print Settings, Tips and Tricks (Work In Progress)
+The below sections provide a detailed settings explanation as well as tips and tricks in setting these for optimal print results.
+
+### Quality Settings
+- [Layer Height Settings](quality_settings_layer_height)
+- [Line Width Settings](quality_settings_line_width)
+- [Seam Settings](quality_settings_seam)
+- [Precise wall](Precise-wall)
+
+### Speed Settings
+- [Extrusion rate smoothing](extrusion-rate-smoothing)
+
+### Multi material
+- [Single Extruder Multimaterial](semm)
+
+### Printer Settings:
+- [Air filtration/Exhaust fan handling](air-filtration)
+- [Auxiliary fan handling](Auxiliary-fan)
+- [Chamber temperature control](chamber-temperature)
+- [Adaptive Bed Mesh](adaptive-bed-mesh)
+- [Using different bed types in Orca](bed-types)
+- [Pellet Printers (pellet flow coefficient)](pellet-flow-coefficient)
+
+## Printer Calibration
+The guide below takes you through the key calibration tests in Orca - flow rate, pressure advance, print temperature, retraction, tolerances and maximum volumetric speed
+- [Calibration Guide](./Calibration)
+- [Adaptive Pressure Advance Guide](adaptive-pressure-advance)
+
+## Developer Section
- [How to build Orca Slicer](./How-to-build)
-- [Developer Reference](./developer-reference/Home)
+- [Localization and translation guide](Localization_guide)
+- [Developer Reference](https://github.com/SoftFever/OrcaSlicer/blob/main/doc/developer-reference/Home.md)
diff --git a/doc/adaptive-pressure-advance.md b/doc/adaptive-pressure-advance.md
new file mode 100644
index 0000000000..3528352b4a
--- /dev/null
+++ b/doc/adaptive-pressure-advance.md
@@ -0,0 +1,176 @@
+# Adaptive Pressure Advance
+
+This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
+This wiki page aims to explain how this feature works, the prerequisites required to get the most out of it as well as how to calibrate it and set it up.
+
+## Settings Overview
+
+This feature introduces the below options under the filament settings:
+
+1. **Enable adaptive pressure advance:** This is the on/off setting switch for adaptive pressure advance.
+2. **Enable adaptive pressure advance for overhangs:** Enable adaptive PA for overhangs as well as when flow changes within the same feature. This is an experimental option because if the PA profile is not set accurately, it will cause uniformity issues on the external surfaces before and after overhangs. It is recommended to start with this option switched off and enable it after the core adaptive pressure advance feature is calibrated correctly.
+3. **Pressure advance for bridges:** Sets the desired pressure advance value for bridges. Set it to 0 to disable this feature. Experiments have shown that a lower PA value when printing bridges helps reduce the appearance of slight under extrusion immediately after a bridge, which is caused by the pressure drop in the nozzle when printing in the air. Therefore, a lower pressure advance value helps counteract this. A good starting point is approximately half your usual PA value.
+4. **Adaptive pressure advance measurements:** This field contains the calibration values used to generate the pressure advance profile for the nozzle/printer. Input sets of pressure advance (PA) values and the corresponding volumetric flow speeds and accelerations they were measured at, separated by a comma. Add one set of values per line. More information on how to calibrate the model follows in the sections below.
+5. **Pressure advance:** The old field is still needed and is required to be populated with a PA value. A “good enough” median PA value should be entered here, as this will act as a fallback value when performing tool changes, printing a purge/wipe tower for multi-color prints as well as a fallback in case the model fails to identify an appropriate value (unlikely but it’s the ultimate backstop).
+
+
+
+
+## Pre-Requisites
+
+This feature has been tested with Klipper-based printers. While it may work with Marlin or Bambu lab printers, it is currently untested with them. It shouldn’t adversely affect the machine; however, the quality results from enabling it are not validated.
+
+**Older versions of Klipper used to stutter when pressure advance was changed while the toolhead was in motion. This has been fixed with the latest Klipper firmware releases. Therefore, make sure your Klipper installation is updated to the latest version before enabling this feature, in order to avoid any adverse quality impacts.**
+
+Klipper firmware released after July 11th, 2024 (version greater than approximately v0.12.0-267) contains the above fix and is compatible with adaptive pressure advance. If you are upgrading from an older version, make sure you update both your Klipper installation as well as reflash the printer MCU’s (main board and toolhead board if present).
+
+## Use case (what to expect)
+
+Following experimentation, it has been noticed that the optimal pressure advance value is less:
+
+1. The faster you print (hence the higher the volumetric flow rate requested from the toolhead).
+2. The larger the layer height (hence the higher the volumetric flow rate requested from the toolhead).
+3. The higher the print acceleration is.
+
+What this means is that we never get ideal PA values for each print feature, especially when they vary drastically in speed and acceleration. We can tune PA for a faster print speed (flow) but compromise on corner sharpness for slower speeds or tune PA for corner sharpness and deal with slight corner-perimeter separation in faster speeds. The same goes for accelerations as well as different layer heights.
+
+This compromise usually means that we settle for tuning an "in-between" PA value between slower external features and faster internal features so we don't get gaps, but also not get too much bulging in external perimeters.
+
+**However, what this also means is that if you are printing with a single layer height, single speed, and acceleration, there is no need to enable this feature.**
+
+Adaptive pressure advance aims to address this limitation by implementing a completely different method of setting pressure advance. **Following a set of PA calibration tests done at different flow rates (speeds and layer heights) and accelerations, a pressure advance model is calculated by the slicer.** Then that model is used to emit the best fit PA for any arbitrary feature flow rate (speed) and acceleration used in the print process.
+
+In addition, it means that you only need to tune this feature once and print across different layer heights with good PA performance.
+
+Finally, if during calibration you notice that there is little to no variance between the PA tests, this feature is redundant for you. **From experiments, high flow nozzles fitted on high-speed core XY printers appear to benefit the most from this feature as they print with a larger range of flow rates and at a larger range of accelerations.**
+
+### Expected results:
+
+With this feature enabled there should be absolutely no bulge in the corners, just the smooth rounding caused by the square corner velocity of your printer.
+
+In addition, seams should appear smooth with no bulging or under extrusion.
+
+Solid infill should have no gaps, pinholes, or separation from the perimeters.
+
+Compared to with this feature disabled, where the internal solid infill and external-internal perimeters show signs of separation and under extrusion, when PA is tuned for optimal external perimeter performance as shown below.
+
+
+
+## How to calibrate the adaptive pressure advance model
+
+### Defining the calibration sets
+
+Firstly, it is important to understand your printer speed and acceleration limits in order to set meaningful boundaries for the calibrations:
+
+1. **Upper acceleration range:** Do not attempt to calibrate adaptive PA for an acceleration that is larger than what the Klipper input shaper calibration tool recommends for your selected shaper. For example, if Klipper recommends an EI shaper with 4k maximum acceleration for your slowest axis (usually the Y axis), don’t calibrate adaptive PA beyond that value. This is because after 4k the input shaper smoothing is magnified and the perimeter separations that appear like PA issues are caused by the input shaper smoothing the shape of the corner. Basically, you’d be attempting to compensate for an input shaper artefact with PA.
+2. **Upper print speed range:** The Ellis PA pattern test has been proven to be the most efficient and effective test to run to calibrate adaptive PA. It is fast and allows for a reasonably accurate and easy-to-read PA value. However, the size of the line segments is quite small, which means that for the faster print speeds and slower accelerations, the toolhead will not be able to reach the full flow rate that we are calibrating against. It is therefore generally not recommended to attempt calibration with a print speed of higher than ~200-250mm/sec and accelerations slower than 1k in the PA pattern test. If your lowest acceleration is higher than 1k, then proportionally higher maximum print speeds can be used.
+
+**Remember:** With the calibration process, we aim to create a PA – Flow Rate – Acceleration profile for the toolhead. As we cannot directly control flow rate, we use print speed as a proxy (higher speed -> higher flow).
+
+With the above in mind, let’s create a worked example to identify the optimal number of PA tests to calibrate the adaptive PA model.
+
+**The below starting points are recommended for the majority of Core XY printers:**
+
+1. **Accelerations:** 1k, 2k, 4k
+2. **Print speeds:** 50mm/sec, 100mm/sec, 150mm/sec, 200mm/sec.
+
+**That means we need to run 3x4 = 12 PA tests and identify the optimal PA for them.**
+
+Finally, if the maximum acceleration given by input shaper is materially higher than 4k, run a set of tests with the higher accelerations. For example, if input shaper allows a 6k value, run PA tests as below:
+
+1. **Accelerations:** 1k, 2k, 4k, 6k
+2. **Print speeds:** 50mm/sec, 100mm/sec, 150mm/sec, 200mm/sec.
+
+Similarly, if the maximum value recommended is 12k, run PA tests as below:
+
+1. **Accelerations:** 1k, 2k, 4k, 8k, 12k
+2. **Print speeds:** 50mm/sec, 100mm/sec, 150mm/sec, 200mm/sec.
+
+So, at worst case you will need to run 5x4 = 20 PA tests if your printer acceleration is on the upper end! In essence, you want enough granularity of data points to create a meaningful model while also not overdoing it with the number of tests. So, doubling the speed and acceleration is a good compromise to arrive at the optimal number of tests.
+For this example, let’s assume that the baseline number of tests is adequate for your printer:
+
+1. **Accelerations:** 1k, 2k, 4k
+2. **Print speeds:** 50mm/sec, 100mm/sec, 150mm/sec, 200mm/sec.
+
+We, therefore, need to run 12 PA tests as below:
+
+**Speed – Acceleration**
+ 1. 50 – 1k
+ 2. 100 – 1k
+ 3. 150 – 1k
+ 4. 200 – 1k
+ 5. 50 – 2k
+ 6. 100 – 2k
+ 7. 150 – 2k
+ 8. 200 – 2k
+ 9. 50 – 4k
+ 10. 100 – 4k
+ 11. 150 – 4k
+ 12. 200 – 4k
+
+### Identifying the flow rates from the print speed
+
+As mentioned earlier, **the print speed is used as a proxy to vary the extrusion flow rate**. Once your PA test is set up, change the gcode preview to “flow” and move the horizontal slider over one of the herringbone patterns and take note of the flow rate for different speeds.
+
+
+
+### Running the tests
+
+Setup your PA test as usual from the calibration menu in Orca slicer. It is recommended that the PA step is set to a small value, to allow you to make meaningful distinctions between the different tests – **therefore a PA step value of 0.001 is recommended. **
+
+**Set the end PA to a value high enough to start showing perimeter separation for the lowest flow (print speed) and acceleration test.** For example, for a Voron 350 using Revo HF, the maximum value was set to 0.05 as that was sufficient to show perimeter separation even at the slowest flow rates and accelerations.
+
+**If the test is too big to fit on the build plate, increase your starting PA value or the PA step value accordingly until the test can fit.** If the lowest value becomes too high and there is no ideal PA present in the test, focus on increasing the PA step value to reduce the number of herringbones printed (hence the size of the print).
+
+
+
+Once setup, your PA test should look like the below:
+
+
+
+
+Now input your identified print speeds and accelerations in the fields above and run the PA tests.
+
+**IMPORTANT:** Make sure your acceleration values are all the same in all text boxes. Same for the print speed values and Jerk (XY) values. Make sure your Jerk value is set to the external perimeter jerk used in your print profiles.
+Now run the tests and note the optimal PA value, the flow, and the acceleration. You should produce a table like this:
+
+
+
+Concatenate the PA value, the flow value, and the acceleration value into the final comma-separated sets to create the values entered in the model as shown above.
+
+**You’re now done! The PA profile is created and calibrated!**
+
+Remember to paste the values in the adaptive pressure advance measurements text box as shown below, and save your filament profile.
+
+
+
+
+### Tips
+
+#### Model input:
+
+The adaptive PA model built into the slicer is flexible enough to allow for as many or as few increments of flow and acceleration as you want. Ideally, you want at a minimum 3x data points for acceleration and flow in order to create a meaningful model.
+
+However, if you don’t want to calibrate for flow, just run the acceleration tests and leave flow the same for each test (in which case you’ll input only 3 rows in the model text box). In this case, flow will be ignored when the model is used.
+
+Similarly for acceleration – in the above example you’ll input only 4 rows in the model text box, in which case acceleration will be ignored when the model is used.
+
+**However, make sure a triplet of values is always provided – PA value, Flow, Acceleration.**
+
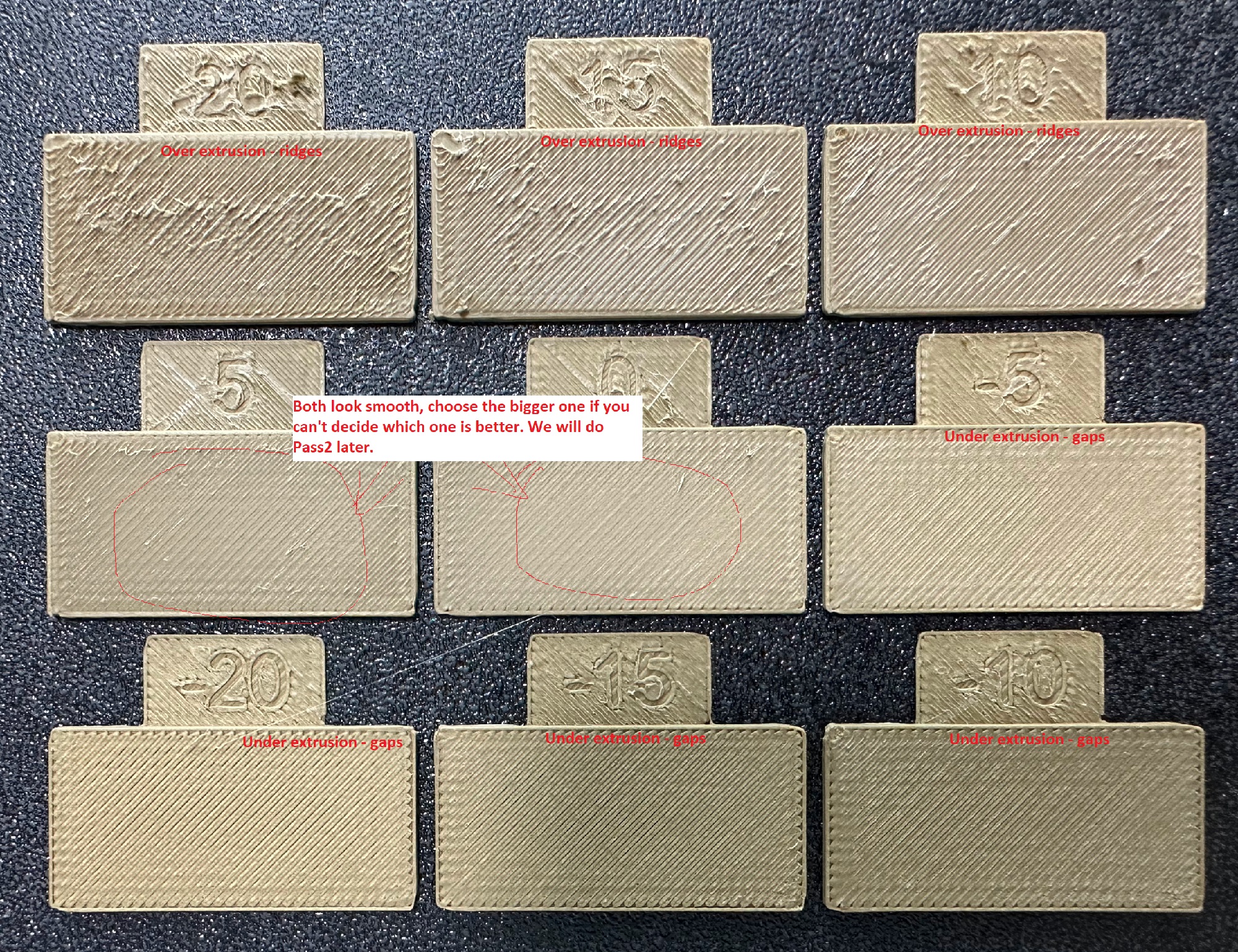
+#### Identifying the right PA:
+
+Higher acceleration and higher flow rate PA tests are easier to identify the optimal PA as the range of “good” values is much narrower. It’s evident where the PA is too large, as gaps start to appear in the corner and where PA is too low, as the corner starts bulging.
+
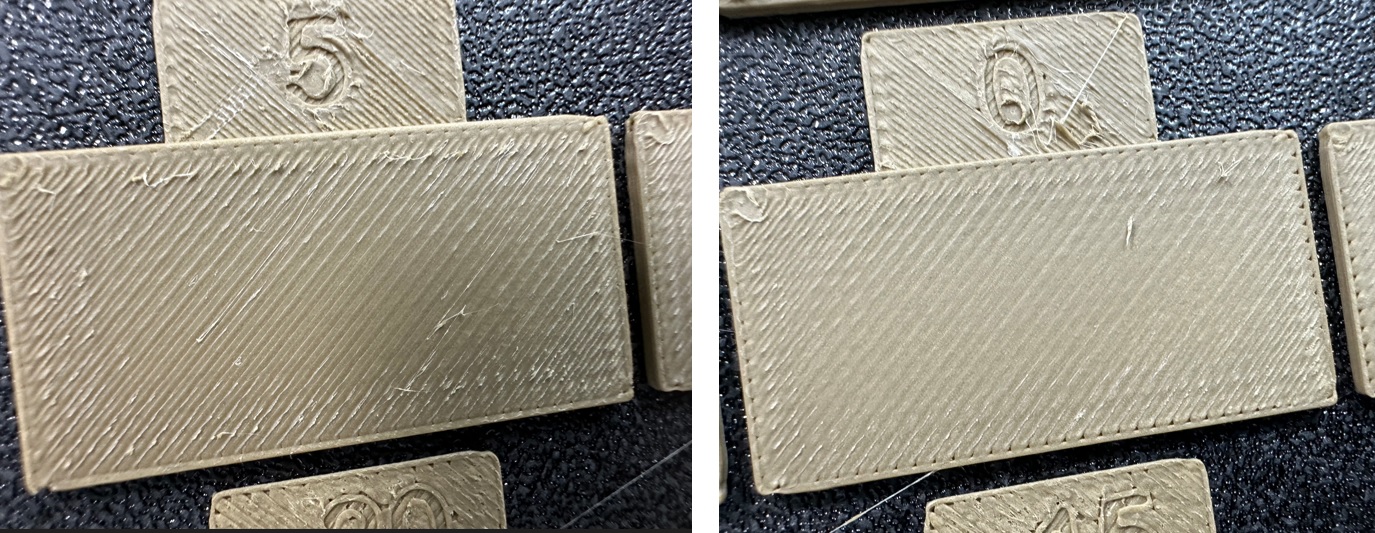
+However, the lower the flow rate and accelerations are, the range of good values is much wider. Having examined the PA tests even under a microscope, what is evident, is that if you can’t distinguish a value as being evidently better than another (i.e. sharper corner with no gaps) with the naked eye, then both values are correct. In which case, if you can’t find any meaningful difference, simply use the optimal values from the higher flow rates.
+
+- **Too high PA**
+
+
+
+- **Too low PA**
+
+
+
+- **Optimal PA**
+
+
diff --git a/doc/developer-reference/Home.md b/doc/developer-reference/Home.md
index bdbb65e07a..ab08f2cbfe 100644
--- a/doc/developer-reference/Home.md
+++ b/doc/developer-reference/Home.md
@@ -2,5 +2,5 @@
This is a documentation from someone exploring the code and is by no means complete or even completely accurate. Please edit the parts you might find inaccurate. This is probably going to be helpful nonetheless.
-- [Preset, PresetBundle and PresetCollection](./Preset-and-bundle)
-- [Plater, Sidebar, Tab, ComboBox](./plater-sidebar-tab-combobox)
+- [Preset, PresetBundle and PresetCollection](https://github.com/SoftFever/OrcaSlicer/blob/main/doc/developer-reference/Preset-and-bundle.md)
+- [Plater, Sidebar, Tab, ComboBox](https://github.com/SoftFever/OrcaSlicer/blob/main/doc/developer-reference/plater-sidebar-tab-combobox.md)
diff --git a/doc/print_settings/quality/quality_settings_layer_height.md b/doc/print_settings/quality/quality_settings_layer_height.md
new file mode 100644
index 0000000000..350738f379
--- /dev/null
+++ b/doc/print_settings/quality/quality_settings_layer_height.md
@@ -0,0 +1,17 @@
+# Layer Height
+
+This setting controls how tall each printed layer will be. Typically, a smaller layer height produces a better-looking part with less jagged edges, especially around curved sections (like the top of a sphere). However, lower layer heights mean more layers to print, proportionally increasing print time.
+
+### Tips:
+1. **The optimal layer height depends on the size of your nozzle**. The set layer height must not be taller than 80% of the diameter of the nozzle, else there is little "squish" between the printed layer and the layer below, leading to weaker parts.
+
+2. While technically there is no limit to how small a layer height one can use, **typically most printers struggle to print reliably with a layer height that is smaller than 20% of the nozzle diameter**. This is because with smaller layer heights, less material is extruded per mm and, at some point, the tolerances of the extruder system result in variations in the flow to such an extent that visible artifacts occur, especially if printing at high speeds.
+
+For example, it is not uncommon to see "fish scale" type patterns on external walls when printing with a 0.4 mm nozzle at 0.08 mm layer height at speeds of 200mm/sec+. If you observe that pattern, simply increase your layer height to 30% of your nozzle height and/or slow down the print speed considerably.
+
+# First Layer Height
+
+This setting controls how tall the first layer of the print will be. Typically, this is set to 50% of the nozzle width for optimal bed adhesion.
+
+### Tip:
+A thicker first layer is more forgiving to slight variations to the evenness of the build surface, resulting in a more uniform, visually, first layer. Set it to 0.25mm for a 0.4mm nozzle, for example, if your build surface is uneven or your printer has a slightly inconsistent z offset between print runs. However, as a rule of thumb, try not to exceed 65% of the nozzle width so as to not compromise bed adhesion too much.
diff --git a/doc/print_settings/quality/quality_settings_line_width.md b/doc/print_settings/quality/quality_settings_line_width.md
new file mode 100644
index 0000000000..ae4ae05233
--- /dev/null
+++ b/doc/print_settings/quality/quality_settings_line_width.md
@@ -0,0 +1,43 @@
+# Line Width
+
+These settings control how wide the extruded lines are.
+
+- **Default**: The default line width in mm or as a percentage of the nozzle size.
+
+- **First Layer**: The line width of the first layer. Typically, this is wider than the rest of the print, to promote better bed adhesion. See tips below for why.
+
+- **Outer Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s external wall perimeters.
+
+- **Inner Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal wall perimeters.
+
+- **Top Surface**: The line width in mm or as a percentage of the nozzle size used when printing the model’s top surface.
+
+- **Sparse Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s sparse infill.
+
+- **Internal Solid Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal solid infill.
+
+- **Support**: The line width in mm or as a percentage of the nozzle size used when printing the model’s support structures.
+
+
+## Tips:
+1. **Typically, the line width will be anything from 100% up to 150% of the nozzle width**. Due to the way the slicer’s flow math works, a 100% line width will attempt to extrude slightly “smaller” than the nozzle size and when squished onto the layer below will match the nozzle orifice. You can read more on the flow math here: [Flow Math](https://manual.slic3r.org/advanced/flow-math).
+
+2. **For most cases, the minimum acceptable recommended line width is 105% of the nozzle diameter**, typically reserved for the outer walls, where greater precision is required. A wider line is less precise than a thinner line.
+
+3. **Wider lines provide better adhesion to the layer below**, as the material is squished more with the previous layer. For parts that need to be strong, setting this value to 120-150% of the nozzle diameter is recommended and has been experimentally proven to significantly increase part strength.
+
+4. **Wider lines improve step over and overhang appearance**, i.e., the overlap of the currently printed line to the surface below. So, if you are printing models with overhangs, setting a larger external perimeter line width will improve the overhang’s appearance to an extent.
+
+5. **For top surfaces, typically a value of ~100%-105% of the nozzle width is recommended** as it provides the most precision, compared to a wider line.
+
+6. **For external walls, you need to strike a balance between precision and step over and, consequently, overhang appearance.** Typically these values are set to ~105% of nozzle diameter for models with limited overhangs up to ~120% for models with more significant overhangs.
+
+7. **For internal walls, you typically want to maximize part strength**, so a good starting point is approximately 120% of the nozzle width, which gives a good balance between print speed, accuracy, and material use. However, depending on the model, larger or smaller line widths may make sense in order to reduce gap fill and/or line width variations if you are using Arachne.
+
+8. **Don’t feel constrained to have wider internal wall lines compared to external ones**. While this is the default for most profiles, for models where significant overhangs are present, printing wider external walls compared to the internal ones may yield better overhang quality without increasing material use!
+
+9. **For sparse infill, the line width also affects how dense, visually, the sparse infill will be.** The sparse infill aims to extrude a set amount of material based on the percentage infill selected. When increasing the line width, the space between the sparse infill extrusions is larger in order to roughly maintain the same material usage. Typically for sparse infill, a value of 120% of nozzle diameter is a good starting point.
+
+10. **For supports, using 100% or less line width will make the supports weaker** by reducing their layer adhesion, making them easier to remove.
+
+11. **If your printer is limited mechanically, try to maintain the material flow as consistent as possible between critical features of your model**, to ease the load on the extruder having to adapt its flow between them. This is especially useful for printers that do not use pressure advance/linear advance and if your extruder is not as capable mechanically. You can do that by adjusting the line widths and speeds to reduce the variation between critical features (e.g., external and internal wall flow). For example, print them at the same speed and the same line width, or print the external perimeter slightly wider and slightly slower than the internal perimeter. Material flow can be visualized in the sliced model – flow drop down.
diff --git a/doc/print_settings/quality/quality_settings_seam.md b/doc/print_settings/quality/quality_settings_seam.md
new file mode 100644
index 0000000000..7777be8ff6
--- /dev/null
+++ b/doc/print_settings/quality/quality_settings_seam.md
@@ -0,0 +1,81 @@
+# Seam Section
+
+Unless printed in spiral vase mode, every layer needs to begin somewhere and end somewhere. That start and end of the extrusion is what results in what visually looks like a seam on the perimeters. This section contains options to control the visual appearance of a seam.
+
+- **Seam Position**: Controls the placement of the seam.
+ 1. **Aligned**: Will attempt to align the seam to a hidden internal facet of the model.
+ 2. **Nearest**: Will place the seam at the nearest starting point compared to where the nozzle stopped printing in the previous layer.
+ 3. **Back**: Will align the seam in a (mostly) straight line at the rear of the model.
+ 4. **Random**: Will randomize the placement of the seam between layers.
+
+ Typically, aligned or back work the best, especially in combination with seam painting. However, as seams create weak points and slight surface "bulges" or "divots," random seam placement may be optimal for parts that need higher strength as that weak point is spread to different locations between layers (e.g., a pin meant to fit through a hole).
+
+- **Staggered Inner Seams**: As the seam location forms a weak point in the print (it's a discontinuity in the extrusion process after all!), staggering the seam on the internal perimeters can help reduce stress points. This setting moves the start of the internal wall's seam around across layers as well as away from the external perimeter seam. This way, the internal and external seams don't all align at the same point and between them across layers, distributing those weak points further away from the seam location, hence making the part stronger. It can also help improve the water tightness of your model.
+
+- **Seam Gap**: Controls the gap in mm or as a percentage of the nozzle size between the two ends of a loop starting and ending with a seam. A larger gap will reduce the bulging seen at the seam. A smaller gap reduces the visual appearance of a seam. For a well-tuned printer with pressure advance, a value of 0-15% is typically optimal.
+
+- **Scarf Seam**: Read more here: [Better Seams - An Orca Slicer Guide](https://www.printables.com/model/783313-better-seams-an-orca-slicer-guide-to-using-scarf-s).
+
+- **Role-Based Wipe Speed**: Controls the speed of a wipe motion, i.e., how fast the nozzle will move over a printed area to "clean" it before traveling to another area of the model. It is recommended to turn this option on, to ensure the nozzle performs the wipe motion with the same speed that the feature was printed with.
+
+- **Wipe Speed**: If role-based wipe speed is disabled, set this field to the absolute wipe speed or as a percentage over the travel speed.
+
+- **Wipe on Loops**: When finishing printing a "loop" (i.e., an extrusion that starts and ends at the same point), move the nozzle slightly inwards towards the part. That move aims to reduce seam unevenness by tucking in the end of the seam to the part. It also slightly cleans the nozzle before traveling to the next area of the model, reducing stringing.
+
+- **Wipe Before External Perimeters**: To minimize the visibility of potential over-extrusion at the start of an external perimeter, the de-retraction move is performed slightly on the inside of the model and, hence, the start of the external perimeter. That way, any potential over-extrusion is hidden from the outside surface.
+
+ This is useful when printing with Outer/Inner or Inner/Outer/Inner wall print order, as in these modes, it is more likely an external perimeter is printed immediately after a de-retraction move, which would cause slight extrusion variance at the start of a seam.
+
+## Tips:
+With seams being inevitable when 3D printing using FFF, there are two distinct approaches on how to deal with them:
+
+1. **Try and hide the seam as much as possible**: This can be done by enabling scarf seam, which works very well, especially with simple models with limited overhang regions.
+2. **Try and make the seam as "clean" and "distinct" as possible**: This can be done by tuning the seam gap and enabling role-based wipe speed, wipe on loops, and wipe before the external loop.
+
+## Troubleshooting Seam Performance:
+The section below will focus on troubleshooting traditional seams. For scarf seam troubleshooting, refer to the guide linked above.
+
+There are several factors that influence how clean the seam of your model is, with the biggest one being extrusion control after a travel move. As a seam defines the start and end of an extrusion, it is critical that:
+
+1. **The same amount of material is extruded at the same point across layers** to ensure a consistent visual appearance at the start of a seam.
+2. **The printer consistently stops extruding at the same point** across layers.
+
+However, due to mechanical and material tolerances, as well as the very nature of 3D printing with FFF, that is not always possible. Hopefully with some tuning you'll be able to achieve prints like this!
+
+
+
+
+### Troubleshooting the Start of a Seam:
+Imagine the scenario where the toolhead finishes printing a layer line on one side of the bed, retracts, travels the whole distance of the bed to de-retract, and starts printing another part. Compare this to the scenario where the toolhead finishes printing an internal perimeter and only travels a few mm to start printing an external perimeter, without even retracting or de-retracting.
+
+The first scenario has much more opportunity for the filament to ooze outside the nozzle, resulting in a small blob forming at the start of the seam or, conversely, if too much material has leaked, a gap/under extrusion at the start of the seam.
+
+The key to a consistent start of a seam is to reduce the opportunity for ooze as much as possible. The good news is that this is mostly tunable by:
+
+1. **Ensure your pressure advance is calibrated correctly**. A too low pressure advance will result in the nozzle experiencing excess pressure at the end of the previous extrusion, which increases the chance of oozing when traveling.
+2. **Make sure your travel speed is as fast as possible within your printer's limits**, and the travel acceleration is as high as practically possible, again within the printer's limits. This reduces the travel time between features, reducing oozing.
+3. **Enable wipe before external perimeters** – this setting performs the de-retraction move inside the model, hence reducing the visual appearance of the "blob" if it does appear at the seam.
+4. **Increase your travel distance threshold to be such that small travel moves do not trigger a retraction and de-retraction operation**, reducing extrusion variances caused by the extruder tolerances. 2-4mm is a good starting point as, if your PA is tuned correctly and your travel speed and acceleration are high, it is unlikely that the nozzle will ooze in the milliseconds it will take to travel to the new location.
+5. **Enable retract on layer change**, to ensure the start of your layer is always performed under the same conditions – a de-pressurized nozzle with retracted filament.
+
+In addition, some toolhead systems are inherently better at seams compared to others. For example, high-flow nozzles with larger melt zones usually have poorer extrusion control as more of the material is in a molten state inside the nozzle. They tend to string more, ooze easier, and hence have poorer seam performance. Conversely, smaller melt zone nozzles have more of the filament solid in their heat zone, leading to more accurate extrusion control and better seam performance.
+
+So this is a trade-off between print speed and print quality. From experimental data, volcano-type nozzles tend to perform the worst at seams, followed by CHT-type nozzles, and finally regular flow nozzles.
+
+In addition, larger nozzle diameters allow for more opportunity for material to leak compared to smaller diameter nozzles. A 0.2/0.25 mm nozzle will have significantly better seam performance than a 0.4, and that will have much better performance than a 0.6mm nozzle and so forth.
+
+### Troubleshooting the End of a Seam:
+The end of a seam is much easier to get right, as the extrusion system is already at a pressure equilibrium while printing. It just needs to stop extruding at the right time and consistently.
+
+**If you are getting bulges at the seam**, the extruder is not stopping at the right time. The first thing to tune would be **pressure advance** – too low of a PA will result in the nozzle still being pressurized when finishing the print move, hence leaving a wider line at the end as it stops printing.
+
+And the opposite is true too – **too high PA will result in under extrusion at the end of a print move**, shown as a larger-than-needed gap at the seam. Thankfully, tuning PA is straightforward, so run the calibration tests and pick the optimal value for your material, print speed, and acceleration.
+
+Furthermore, the printer mechanics have tolerances – the print head may be requested to stop at point XY but practically it cannot stop precisely at that point due to the limits of micro-stepping, belt tension, and toolhead rigidity. Here is where tuning the seam gap comes into effect. **A slightly larger seam gap will allow for more variance to be tolerated at the end of a print move before showing as a seam bulge**. Experiment with this value after you are certain your PA is tuned correctly and your travel speeds and retractions are set appropriately.
+
+Finally, the techniques of **wiping can help improve the visual continuity and consistency of a seam** (please note, these settings do not make the seam less visible, but rather make them more consistent!). Wiping on loops with a consistent speed helps tuck in the end of the seam, hiding the effects of retraction from view.
+
+### The Role of Wall Ordering in Seam Appearance:
+The order of wall printing plays a significant role in the appearance of a seam. **Starting to print the external perimeter first after a long travel move will always result in more visible artifacts compared to printing the internal perimeters first and traveling just a few mm to print the external perimeter.**
+
+For optimal seam performance, printing with **inner-outer-inner wall order is typically best, followed by inner-outer**. It reduces the amount of traveling performed prior to printing the external perimeter and ensures the nozzle is having as consistent pressure as possible, compared to printing outer-inner.
diff --git a/doc/Extrusion-rate-smoothing.md b/doc/print_settings/speed/extrusion-rate-smoothing.md
similarity index 100%
rename from doc/Extrusion-rate-smoothing.md
rename to doc/print_settings/speed/extrusion-rate-smoothing.md
diff --git a/flatpak/io.github.softfever.OrcaSlicer.yml b/flatpak/io.github.softfever.OrcaSlicer.yml
index f5a148cda0..c5ba50f02c 100755
--- a/flatpak/io.github.softfever.OrcaSlicer.yml
+++ b/flatpak/io.github.softfever.OrcaSlicer.yml
@@ -44,6 +44,22 @@ modules:
- type: archive
url: http://mirrors.ircam.fr/pub/x.org/individual/app/xprop-1.2.5.tar.gz
sha256: b7bf6b6be6cf23e7966a153fc84d5901c14f01ee952fbd9d930aa48e2385d670
+ - name: python-flit_core
+ buildsystem: simple
+ build-commands:
+ - pip3 install --no-deps --no-build-isolation --verbose --prefix=${FLATPAK_DEST} .
+ sources:
+ - type: archive
+ url: https://files.pythonhosted.org/packages/c4/e6/c1ac50fe3eebb38a155155711e6e864e254ce4b6e17fe2429b4c4d5b9e80/flit_core-3.9.0.tar.gz
+ sha256: 72ad266176c4a3fcfab5f2930d76896059851240570ce9a98733b658cb786eba
+ - name: python-packaging
+ buildsystem: simple
+ build-commands:
+ - pip3 install --no-deps --no-build-isolation --verbose --prefix=${FLATPAK_DEST} .
+ sources:
+ - type: archive
+ url: https://files.pythonhosted.org/packages/51/65/50db4dda066951078f0a96cf12f4b9ada6e4b811516bf0262c0f4f7064d4/packaging-24.1.tar.gz
+ sha256: 026ed72c8ed3fcce5bf8950572258698927fd1dbda10a5e981cdf0ac37f4f002
- name: python-setuptools_scm
buildsystem: simple
build-commands:
diff --git a/localization/i18n/OrcaSlicer.pot b/localization/i18n/OrcaSlicer.pot
index 49c7cb14a7..d5d2f245a9 100644
--- a/localization/i18n/OrcaSlicer.pot
+++ b/localization/i18n/OrcaSlicer.pot
@@ -8,7 +8,7 @@ msgid ""
msgstr ""
"Project-Id-Version: PACKAGE VERSION\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: YEAR-MO-DA HO:MI+ZONE\n"
"Last-Translator: FULL NAME \n"
"Language-Team: LANGUAGE \n"
@@ -587,7 +587,7 @@ msgstr ""
msgid "%1%"
msgstr ""
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr ""
msgid "Operation already cancelling. Please wait few seconds."
@@ -654,7 +654,7 @@ msgstr ""
msgid "Horizontal text"
msgstr ""
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr ""
msgid "Rotate text"
@@ -987,7 +987,7 @@ msgstr ""
#, possible-boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
@@ -1590,7 +1590,7 @@ msgstr ""
msgid "Wipe options"
msgstr ""
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr ""
msgid "Add part"
@@ -1869,12 +1869,6 @@ msgstr ""
msgid "Auto orient the object to improve print quality."
msgstr ""
-msgid "Split the selected object into mutiple objects"
-msgstr ""
-
-msgid "Split the selected object into mutiple parts"
-msgstr ""
-
msgid "Select All"
msgstr ""
@@ -1920,6 +1914,9 @@ msgstr ""
msgid "Center"
msgstr ""
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr ""
@@ -2123,8 +2120,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] ""
msgstr[1] ""
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] ""
msgstr[1] ""
@@ -2550,7 +2547,7 @@ msgstr ""
msgid "Service Unavailable"
msgstr ""
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr ""
msgid "Sending print configuration"
@@ -3429,7 +3426,7 @@ msgid ""
msgstr ""
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4124,7 +4121,7 @@ msgstr ""
msgid "Size:"
msgstr ""
-#, possible-c-format, possible-boost-format
+#, possible-boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4555,6 +4552,18 @@ msgstr ""
msgid "Flow rate test - Pass 2"
msgstr ""
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr ""
@@ -5761,7 +5770,7 @@ msgid ""
"Do you want to replace it?"
msgstr ""
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr ""
msgid "Delete object which is a part of cut object"
@@ -5967,7 +5976,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
#, possible-boost-format
@@ -6261,6 +6270,12 @@ msgid ""
"same time and manage multiple devices."
msgstr ""
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr ""
@@ -7072,8 +7087,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
msgid "Line width"
@@ -7142,12 +7157,21 @@ msgstr ""
msgid "Tree supports"
msgstr ""
-msgid "Skirt"
+msgid "Multimaterial"
msgstr ""
msgid "Prime tower"
msgstr ""
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr ""
+
msgid "Special mode"
msgstr ""
@@ -7193,6 +7217,9 @@ msgstr ""
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr ""
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr ""
@@ -7286,9 +7313,6 @@ msgstr ""
msgid "Filament end G-code"
msgstr ""
-msgid "Multimaterial"
-msgstr ""
-
msgid "Wipe tower parameters"
msgstr ""
@@ -7378,12 +7402,30 @@ msgstr ""
msgid "Single extruder multimaterial setup"
msgstr ""
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr ""
+
msgid "Wipe tower"
msgstr ""
msgid "Single extruder multimaterial parameters"
msgstr ""
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr ""
@@ -8314,6 +8356,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr ""
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -8535,8 +8582,9 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr ""
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
msgid ""
@@ -8545,7 +8593,8 @@ msgid ""
msgstr ""
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
msgid ""
@@ -8926,14 +8975,31 @@ msgid "Apply gap fill"
msgstr ""
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
msgid "Everywhere"
@@ -8993,7 +9059,10 @@ msgstr ""
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
msgid "Internal bridge flow ratio"
@@ -9002,7 +9071,11 @@ msgstr ""
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
msgid "Top surface flow ratio"
@@ -9010,13 +9083,20 @@ msgstr ""
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
msgid "Bottom surface flow ratio"
msgstr ""
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
msgid "Precise wall"
@@ -9146,9 +9226,25 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr ""
+#, possible-c-format, possible-boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
msgid "mm/s or %"
@@ -9157,7 +9253,13 @@ msgstr ""
msgid "External"
msgstr ""
-msgid "Speed of bridge and completely overhang wall"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
msgstr ""
msgid "mm/s"
@@ -9167,8 +9269,8 @@ msgid "Internal"
msgstr ""
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
msgid "Brim width"
@@ -9654,6 +9756,17 @@ msgid ""
"has slight overflow or underflow"
msgstr ""
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr ""
@@ -9665,6 +9778,86 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, possible-c-format, possible-boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -9735,13 +9928,28 @@ msgstr ""
msgid "Filament load time"
msgstr ""
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
msgid "Filament unload time"
msgstr ""
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
msgid ""
@@ -9818,6 +10026,21 @@ msgid ""
"Specify desired number of these moves."
msgstr ""
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr ""
@@ -9841,12 +10064,6 @@ msgstr ""
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr ""
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-
msgid "Ramming parameters"
msgstr ""
@@ -9855,12 +10072,6 @@ msgid ""
"parameters."
msgstr ""
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-
msgid "Enable ramming for multitool setups"
msgstr ""
@@ -10130,7 +10341,7 @@ msgstr ""
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
msgid "Speed of initial layer except the solid infill part"
@@ -10167,10 +10378,10 @@ msgstr ""
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
msgid "layer"
@@ -10228,7 +10439,10 @@ msgstr ""
msgid "Layers and Perimeters"
msgstr ""
-msgid "Filter out gaps smaller than the threshold specified"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
msgstr ""
msgid ""
@@ -10493,7 +10707,11 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr ""
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
msgid "Use beam interlocking"
@@ -10833,9 +11051,6 @@ msgid ""
"cooling is enabled."
msgstr ""
-msgid "Nozzle diameter"
-msgstr ""
-
msgid "Diameter of nozzle"
msgstr ""
@@ -10915,6 +11130,11 @@ msgid ""
"model and save printing time, but make slicing and G-code generating slower"
msgstr ""
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr ""
@@ -10956,6 +11176,9 @@ msgid ""
"speed to print. For 100%% overhang, bridge speed is used."
msgstr ""
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -10989,12 +11212,21 @@ msgid ""
"environment variables."
msgstr ""
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr ""
msgid "You can put your notes regarding the printer here."
msgstr ""
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr ""
@@ -11444,6 +11676,12 @@ msgid ""
"internal solid infill"
msgstr ""
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -11491,6 +11729,31 @@ msgstr ""
msgid "Temperature variation"
msgstr ""
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr ""
@@ -11907,22 +12170,39 @@ msgid "Activate temperature control"
msgstr ""
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
msgid "Chamber temperature"
msgstr ""
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
msgid "Nozzle temperature for layers after the initial one"
@@ -12041,12 +12321,6 @@ msgid ""
"Larger angle means wider base."
msgstr ""
-msgid "Wipe tower purge lines spacing"
-msgstr ""
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr ""
-
msgid "Maximum wipe tower print speed"
msgstr ""
@@ -12072,9 +12346,6 @@ msgid ""
"regardless of this setting."
msgstr ""
-msgid "Wipe tower extruder"
-msgstr ""
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -12114,6 +12385,30 @@ msgstr ""
msgid "Maximal distance between supports on sparse infill sections."
msgstr ""
+msgid "Wipe tower purge lines spacing"
+msgstr ""
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr ""
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr ""
@@ -12377,6 +12672,14 @@ msgstr ""
msgid "Currently planned extra extruder priming after deretraction."
msgstr ""
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr ""
@@ -12419,6 +12722,12 @@ msgstr ""
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr ""
@@ -12563,6 +12872,14 @@ msgstr ""
msgid "Name of the physical printer used for slicing."
msgstr ""
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr ""
@@ -13531,8 +13848,8 @@ msgid ""
msgstr ""
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
@@ -13557,7 +13874,7 @@ msgstr ""
msgid "Create Type"
msgstr ""
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr ""
msgid "Select Model"
@@ -13606,10 +13923,10 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr ""
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr ""
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr ""
msgid "Printer Preset"
diff --git a/localization/i18n/ca/OrcaSlicer_ca.po b/localization/i18n/ca/OrcaSlicer_ca.po
index 3a1921c67d..ee7dd16611 100644
--- a/localization/i18n/ca/OrcaSlicer_ca.po
+++ b/localization/i18n/ca/OrcaSlicer_ca.po
@@ -8,8 +8,8 @@ msgid ""
msgstr ""
"Project-Id-Version: \n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
-"PO-Revision-Date: 2024-06-15 11:02+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
+"PO-Revision-Date: 2024-07-07 18:43+0200\n"
"Last-Translator: \n"
"Language-Team: \n"
"Language: ca\n"
@@ -600,7 +600,7 @@ msgstr "Mostra estructura de xarxa"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "No es pot aplicar quan es previsualitza el processament."
msgid "Operation already cancelling. Please wait few seconds."
@@ -669,7 +669,7 @@ msgstr "Superfície"
msgid "Horizontal text"
msgstr "Text horitzontal"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Majúscules + Ratolí pujar o baixar"
msgid "Rotate text"
@@ -1015,7 +1015,7 @@ msgstr "Orientar/alinear el text vers la càmera."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"No es pot carregar exactament el mateix tipus de lletra( \"%1%\" ), "
@@ -1663,7 +1663,7 @@ msgstr "Amplada de l'extrusió"
msgid "Wipe options"
msgstr "Opcions de purga"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Adhesió al llit"
msgid "Add part"
@@ -1950,12 +1950,6 @@ msgstr ""
"Orientar/alinear automàticament l'objecte per millorar la qualitat "
"d'impressió."
-msgid "Split the selected object into mutiple objects"
-msgstr "Partir l'objecte seleccionat en múltiples objectes"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Partir l'objecte seleccionat en múltiples peces"
-
msgid "Select All"
msgstr "Seleccionar-ho tot"
@@ -2001,6 +1995,9 @@ msgstr "Simplificar el model"
msgid "Center"
msgstr "Centre"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Editar la configuració de Processat"
@@ -2221,8 +2218,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "S'ha reparat el següent objecte del model"
msgstr[1] "S'han reparat els següents objectes del model"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "No s'ha pogut reparar el següent objecte del model"
msgstr[1] "No s'han pogut reparar els següents objectes del model"
@@ -2679,7 +2676,7 @@ msgstr "Ha expirat el temps d'enviament de la tasca d'impressió."
msgid "Service Unavailable"
msgstr "Servei no disponible"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Error desconegut."
msgid "Sending print configuration"
@@ -2875,11 +2872,11 @@ msgstr "Primer heu de seleccionar el tipus de material i el color."
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f)"
-msgstr ""
+msgstr "Introduïu un valor vàlid (K a %.1f~%.1f)"
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f, N in %.1f~%.1f)"
-msgstr ""
+msgstr "Introduïu un valor vàlid (K a %.1f~%.1f, N a %.1f~%.1f)"
msgid "Other Color"
msgstr "Un altre color"
@@ -3310,11 +3307,11 @@ msgid "Edit multiple printers"
msgstr "Editar diverses impressores"
msgid "Select connected printers (0/6)"
-msgstr ""
+msgstr "Seleccionar impressores connectades (0/6)"
#, c-format, boost-format
msgid "Select Connected Printers (%d/6)"
-msgstr ""
+msgstr "Seleccionar Impressores Connectades (%d/6)"
#, c-format, boost-format
msgid "The maximum number of printers that can be selected is %d"
@@ -3377,7 +3374,7 @@ msgid "Printing Failed"
msgstr "Impressió Fallida"
msgid "Printing Pause"
-msgstr ""
+msgstr "Pausar Impressió"
msgid "Prepare"
msgstr "Preparació"
@@ -3681,7 +3678,7 @@ msgstr ""
"El valor es restablirà a 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4437,7 +4434,7 @@ msgstr "Volum:"
msgid "Size:"
msgstr "Mida:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4879,6 +4876,18 @@ msgstr "Pas 2"
msgid "Flow rate test - Pass 2"
msgstr "Test de Flux - Pas 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Ratio de Flux"
@@ -5893,7 +5902,7 @@ msgid "View all object's settings"
msgstr "Veure tots els paràmetres de l'objecte"
msgid "Material settings"
-msgstr ""
+msgstr "Configuració del Material"
msgid "Remove current plate (if not last one)"
msgstr "Treure la placa actual ( si no és l'última )"
@@ -5972,7 +5981,7 @@ msgid "Search plate, object and part."
msgstr "Cercar placa, objecte i peça."
msgid "Pellets"
-msgstr ""
+msgstr "Pellets"
msgid ""
"No AMS filaments. Please select a printer in 'Device' page to load AMS info."
@@ -6216,7 +6225,7 @@ msgstr ""
"El fitxer %s ja existeix\n"
"Vols substituir-lo?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Confirmar Desar Com"
msgid "Delete object which is a part of cut object"
@@ -6440,7 +6449,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"No s'ha pogut realitzar l'operació booleana a les malles del model. Només "
"s'exportaran les parts positives. Proveu d'arreglar les malles i tornar-ho a "
@@ -6596,19 +6605,19 @@ msgid "Choose Download Directory"
msgstr "Triar el Directori de Descàrrega"
msgid "Associate"
-msgstr ""
+msgstr "Associar"
msgid "with OrcaSlicer so that Orca can open models from"
-msgstr ""
+msgstr "amb OrcaSlicer perquè Orca pugui obrir models des de"
msgid "Current Association: "
-msgstr ""
+msgstr "Associació actual: "
msgid "Current Instance"
-msgstr ""
+msgstr "Instància actual"
msgid "Current Instance Path: "
-msgstr ""
+msgstr "Ruta de la Instància Actual: "
msgid "General Settings"
msgstr "Configuració general"
@@ -6780,6 +6789,12 @@ msgstr ""
"Amb aquesta opció habilitada, podeu enviar una tasca a diversos dispositius "
"alhora i gestionar múltiples dispositius."
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr "Xarxa"
@@ -7712,8 +7727,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Quan graveu timelapse sense capçal d'impressió, es recomana afegir una "
"\"Torre de Purga Timelapse\" \n"
@@ -7790,14 +7805,23 @@ msgstr "Filament de suport"
msgid "Tree supports"
msgstr "Suports d'arbre"
-msgid "Skirt"
-msgstr "Faldilla"
+msgid "Multimaterial"
+msgstr "Multimaterial"
msgid "Prime tower"
msgstr "Torre de Purga"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "Faldilla"
+
msgid "Special mode"
-msgstr "Ajustos espcials"
+msgstr "Ajustos especials"
msgid "G-code output"
msgstr "Codi-G de Sortida"
@@ -7849,6 +7873,9 @@ msgstr ""
"Rang de temperatures del broquet recomanat per a aquest filament. 0 "
"significa que no es configura"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr "Temperatura de la cambra d'impressió"
@@ -7907,7 +7934,7 @@ msgid "Volumetric speed limitation"
msgstr "Limitació de la velocitat volumètrica"
msgid "Cooling"
-msgstr "Refregiració"
+msgstr "Refrigeració"
msgid "Cooling for specific layer"
msgstr "Refrigeració per a capes específiques"
@@ -7958,9 +7985,6 @@ msgstr "Codi-G Inicial del Filament"
msgid "Filament end G-code"
msgstr "Codi-G Final del Filament"
-msgid "Multimaterial"
-msgstr "Multimaterial"
-
msgid "Wipe tower parameters"
msgstr "Paràmetres de la Torre de Purga"
@@ -8050,12 +8074,30 @@ msgstr "Limitació de la sacsejada( Jerk )"
msgid "Single extruder multimaterial setup"
msgstr "Configuració d'extrusor únic multimaterial"
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Diàmetre del broquet( nozzle )"
+
msgid "Wipe tower"
msgstr "Torre de Purga"
msgid "Single extruder multimaterial parameters"
msgstr "Paràmetres d'extrusor únic multimaterial"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Límits d'alçada de capa"
@@ -8363,54 +8405,58 @@ msgid "The configuration is up to date."
msgstr "La configuració està actualitzada."
msgid "Obj file Import color"
-msgstr ""
+msgstr "Importar color de l'arxiu Obj"
msgid "Specify number of colors:"
-msgstr ""
+msgstr "Especificar el nombre de colors:"
#, c-format, boost-format
msgid "The color count should be in range [%d, %d]."
-msgstr ""
+msgstr "El recompte de colors ha d'estar en rang [%d, %d]."
msgid "Recommended "
-msgstr ""
+msgstr "Recomanat "
msgid "Current filament colors:"
-msgstr ""
+msgstr "Color del filament predeterminat:"
msgid "Quick set:"
-msgstr ""
+msgstr "Configuració ràpida:"
msgid "Color match"
-msgstr ""
+msgstr "Concordança de color"
msgid "Approximate color matching."
-msgstr ""
+msgstr "Concordança aproximada de color."
msgid "Append"
-msgstr ""
+msgstr "Afegir"
msgid "Add consumable extruder after existing extruders."
-msgstr ""
+msgstr "Afegiu extrusora consumible després dels extrusors existents."
msgid "Reset mapped extruders."
-msgstr ""
+msgstr "Restableix els extrusors mapejats."
msgid "Cluster colors"
-msgstr ""
+msgstr "Colors del clúster"
msgid "Map Filament"
-msgstr ""
+msgstr "Mapejar Filament"
msgid ""
"Note:The color has been selected, you can choose OK \n"
" to continue or manually adjust it."
msgstr ""
+"Nota: El color ha estat seleccionat, podeu triar D'acord \n"
+" per continuar-lo o ajustar-lo manualment."
msgid ""
"Waring:The count of newly added and \n"
" current extruders exceeds 16."
msgstr ""
+"Advertència:El recompte de nous afegits i \n"
+" Els extrusors de corrent superen els 16."
msgid "Ramming customization"
msgstr "Configuració de Moldejat de punta( Ramming )"
@@ -9084,6 +9130,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "No es pot imprimir cap objecte. Potser que sigui massa petit"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9330,11 +9381,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Alçada de Capa Variable no és compatible amb suports Orgànics."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"No es permeten diferents diàmetres de broquet i diferents diàmetres de "
-"filament quan s'habilita la Torre de Purga."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9344,10 +9394,9 @@ msgstr ""
"relatiu de l'extrusor ( use_relative_e_distances=1 )."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"Actualment, la Prevenció d'Ooze( goteig ) no és compatible amb la Torre de "
-"Purga habilitada."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9841,25 +9890,32 @@ msgid "Apply gap fill"
msgstr "Aplicar farciment de buits"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
-msgstr ""
-"Habilita farciment de buits per a les superfícies seleccionades. El mínim "
-"del forat que s'omplirà es pot controlar des de l'opció filtrar forats "
-"petits a continuació.\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
"\n"
-"Opcions:\n"
-"1. A tot arreu: aplica farciment de buits a superfícies sòlides superiors, "
-"inferiors i internes\n"
-"2. Superfícies superiors i inferiors: aplica farciment de buit només a "
-"superfícies superiors i inferiors\n"
-"3. Enlloc: desactiva el farciment de buits\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
+msgstr ""
msgid "Everywhere"
msgstr "A tot arreu"
@@ -9934,10 +9990,11 @@ msgstr "Ratio de flux del pont"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Disminuïu lleugerament aquest valor ( per exemple 0,9 ) per reduir la "
-"quantitat de material per al pont, per millorar l'enfonsament"
msgid "Internal bridge flow ratio"
msgstr "Ratio de flux del pont intern"
@@ -9945,30 +10002,33 @@ msgstr "Ratio de flux del pont intern"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
-"Aquest valor regeix el gruix de la capa de pont intern. Aquesta és la "
-"primera capa sobre el farciment poc dens. Disminuïu lleugerament aquest "
-"valor ( per exemple 0,9 ) per millorar la qualitat de la superfície sobre el "
-"farciment poc dens."
msgid "Top surface flow ratio"
msgstr "Ratio de flux superficial superior"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Aquest factor afecta la quantitat de material per al farciment sòlid "
-"superior. Podeu disminuir-lo lleugerament per tenir un acabat superficial "
-"suau"
msgid "Bottom surface flow ratio"
msgstr "Ratio de flux superficial inferior"
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Aquest factor afecta la quantitat de material per al farciment sòlid inferior"
msgid "Precise wall"
msgstr "Perímetre precís"
@@ -10145,12 +10205,26 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr "Alentir la velocitat per a perímetres corbats"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"Activeu aquesta opció per alentir la impressió en zones on potencialment "
-"poden existir perímetres corbats"
msgid "mm/s or %"
msgstr "mm/s o %"
@@ -10158,8 +10232,14 @@ msgstr "mm/s o %"
msgid "External"
msgstr "Extern"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Velocitat per a ponts i perímetres completament en voladís"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -10168,11 +10248,9 @@ msgid "Internal"
msgstr "Intern"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Velocitat del pont intern. Si el valor s'expressa en percentatge, es "
-"calcularà a partir de la bridge_speed. El valor predeterminat és del 150%."
msgid "Brim width"
msgstr "Ample de la Vora d'Adherència"
@@ -10831,6 +10909,17 @@ msgstr ""
"entre 0,95 i 1,05. Potser podeu ajustar aquest valor per obtenir una "
"superfície ben plana quan hi ha un lleuger excés o dèficit de flux"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Activar l'Avanç de Pressió Lineal"
@@ -10844,6 +10933,86 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr "Avanç de Pressió Lineal( Klipper ) AKA Factor d'Avanç Lineal( Marlin )"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10863,7 +11032,7 @@ msgstr ""
"freqüència d'arrencada i aturada"
msgid "Don't slow down outer walls"
-msgstr ""
+msgstr "No freneu a les parets exteriors"
msgid ""
"If enabled, this setting will ensure external perimeters are not slowed down "
@@ -10877,6 +11046,16 @@ msgid ""
"external walls\n"
"\n"
msgstr ""
+"Si està habilitada, aquesta configuració garantirà que els perímetres "
+"externs no s'alenteixin per complir el temps mínim de capa. Això és "
+"particularment útil en els escenaris següents:\n"
+"\n"
+"1. Per evitar canvis de brillantor en imprimir filaments brillants \n"
+"2. Evitar canvis en la velocitat de la paret externa que poden crear "
+"artefactes de paret lleugers que semblen bandes z \n"
+"3. Evitar imprimir a velocitats que provoquen VFAs (artefactes fins) a les "
+"parets externes\n"
+"\n"
msgid "Layer time"
msgstr "Temps de capa"
@@ -10929,18 +11108,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Temps de càrrega del filament"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Temps per carregar nou filament quan canvia de filament. Només per a "
-"estadístiques"
msgid "Filament unload time"
msgstr "Temps de descàrrega del filament"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Temps per descarregar filament vell en canviar de filament. Només per a "
-"estadístiques"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10950,7 +11140,7 @@ msgstr ""
"la qual cosa és important i ha de ser precís"
msgid "Pellet flow coefficient"
-msgstr ""
+msgstr "Coeficient de flux de pellets"
msgid ""
"Pellet flow coefficient is emperically derived and allows for volume "
@@ -10961,6 +11151,13 @@ msgid ""
"\n"
"filament_diameter = sqrt( (4 * pellet_flow_coefficient) / PI )"
msgstr ""
+"El coeficient de flux de pellets es deriva empíricament i permet calcular el "
+"volum per a impressores de pellets.\n"
+"\n"
+"Internament es converteix en filament_diameter. La resta de càlculs de volum "
+"continuen sent els mateixos.\n"
+"\n"
+"filament_diameter = m²( (4 * pellet_flow_coefficient) / PI )"
msgid "Shrinkage"
msgstr "Encongiment"
@@ -11034,6 +11231,21 @@ msgstr ""
"El filament es refreda en ser mogut cap endavant i cap enrere als tubs de "
"refredament. Especifica el nombre que vulgueu d'aquests moviments."
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "Velocitat del primer moviment de refredament"
@@ -11066,16 +11278,6 @@ msgid "Cooling moves are gradually accelerating towards this speed."
msgstr ""
"Els moviments de refredament s'acceleren gradualment cap a aquesta velocitat."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Temps perquè el firmware de la impressora ( o la Unitat Multi Material 2.0 ) "
-"carregui un filament durant un canvi d'eina ( en executar el Codi-T ). "
-"Aquest temps s'afegeix al temps d'impressió total mitjançant l'estimador de "
-"temps del Codi-G."
-
msgid "Ramming parameters"
msgstr "Paràmetres de Moldejat de Punta( Ramming )"
@@ -11086,16 +11288,6 @@ msgstr ""
"RammingDialog processa aquesta cadena i conté paràmetres específics de "
"Moldejat de Punta( Ramming )"
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Temps perquè el firmware de la impressora ( o la Unitat Multi Material 2.0 ) "
-"descarregui un filament durant un canvi d'eina ( en executar el Codi-T ). "
-"Aquest temps s'afegeix al temps d'impressió total mitjançant l'estimador de "
-"temps del Codi-G."
-
msgid "Enable ramming for multitool setups"
msgstr ""
"Habilita el Moldejat de Punta( Ramming ) per a configuracions multieina"
@@ -11422,7 +11614,7 @@ msgstr "Alçada de la capa inicial"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Alçada de la capa inicial. Fer que l'alçada inicial de la capa sigui "
"lleugerament més gruixuda pot millorar l'adherència de la placa d'impressió"
@@ -11465,15 +11657,15 @@ msgstr "Velocitat màxima del ventilador a la capa"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"La velocitat del ventilador augmentarà linealment de zero a la capa "
-"\"close_fan_the_first_x_layers\" al màxim a la capa \"full_fan_speed_layer"
-"\". S'ignorarà \"full_fan_speed_layer\" si és inferior a "
-"\"close_fan_the_first_x_layers\", en aquest cas el ventilador funcionarà a "
+"\"close_fan_the_first_x_layers\" al màxim a la capa "
+"\"full_fan_speed_layer\". S'ignorarà \"full_fan_speed_layer\" si és inferior "
+"a \"close_fan_the_first_x_layers\", en aquest cas el ventilador funcionarà a "
"la velocitat màxima permesa a la capa \"close_fan_the_first_x_layers\" + 1."
msgid "layer"
@@ -11543,8 +11735,11 @@ msgstr "Filtrar els buits minúsculs"
msgid "Layers and Perimeters"
msgstr "Capes i Perímetres"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Filtrar els buits més petits que el llindar especificat"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11761,10 +11956,11 @@ msgid "Klipper"
msgstr "Klipper"
msgid "Pellet Modded Printer"
-msgstr ""
+msgstr "Impressora modificada de pellets"
msgid "Enable this option if your printer uses pellets instead of filaments"
msgstr ""
+"Activeu aquesta opció si la impressora utilitza pellets en lloc de filaments"
msgid "Support multi bed types"
msgstr "Admetre diversos tipus de llits"
@@ -11884,55 +12080,67 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Profunditat d'entrellaçament d'una regió segmentada"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Profunditat d'entrellaçament d'una regió segmentada. Zero desactiva aquesta "
-"funció."
msgid "Use beam interlocking"
-msgstr ""
+msgstr "Utilitzar feixos d'entrellaçament"
msgid ""
"Generate interlocking beam structure at the locations where different "
"filaments touch. This improves the adhesion between filaments, especially "
"models printed in different materials."
msgstr ""
+"Generar una estructura de feixos d'entrellaçament en els llocs on toquen "
+"diferents filaments. Això millora l'adherència entre filaments, especialment "
+"els models impresos en diferents materials."
msgid "Interlocking beam width"
-msgstr ""
+msgstr "Amplada dels feixos d'entrellaçament"
msgid "The width of the interlocking structure beams."
-msgstr ""
+msgstr "L'amplada dels feixos de l'estructura entrellaçada."
msgid "Interlocking direction"
-msgstr ""
+msgstr "Direcció d'entrellaçament"
msgid "Orientation of interlock beams."
-msgstr ""
+msgstr "Orientació de feixos d'entrellaçament."
msgid "Interlocking beam layers"
-msgstr ""
+msgstr "Capes de feixos d'entrellaçament"
msgid ""
"The height of the beams of the interlocking structure, measured in number of "
"layers. Less layers is stronger, but more prone to defects."
msgstr ""
+"L'alçada dels feixos de l'estructura entrellaçada. mesurada en nombre de "
+"capes. Menys capes és més forta, però més propensa als defectes."
msgid "Interlocking depth"
-msgstr ""
+msgstr "Profunditat d'entrellaçament"
msgid ""
"The distance from the boundary between filaments to generate interlocking "
"structure, measured in cells. Too few cells will result in poor adhesion."
msgstr ""
+"La distància del límit entre filaments per generar una estructura "
+"entrellaçada, mesurada en cel·les. Massa poques cel·les donaran lloc a una "
+"mala adhesió."
msgid "Interlocking boundary avoidance"
-msgstr ""
+msgstr "Evitació de límits entrellaçats"
msgid ""
"The distance from the outside of a model where interlocking structures will "
"not be generated, measured in cells."
msgstr ""
+"La distància a l'exterior d'un model on no es generaran estructures "
+"entrellaçades, mesurades en cel·les."
msgid "Ironing Type"
msgstr "Tipus de planxat"
@@ -12300,9 +12508,6 @@ msgstr ""
"intentar mantenir el temps mínim de capa anterior, quan \"alentir per a un "
"millor refredament de la capa\" està habilitat."
-msgid "Nozzle diameter"
-msgstr "Diàmetre del broquet( nozzle )"
-
msgid "Diameter of nozzle"
msgstr "Diàmetre del broquet"
@@ -12406,6 +12611,11 @@ msgstr ""
"retracció per a models complexos i estalviar temps d'impressió, però fer que "
"el laminat i la generació de Codi-G siguin més lents"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Format del nom del fitxer"
@@ -12456,6 +12666,9 @@ msgstr ""
"utilitzar una velocitat diferent per imprimir. Per al voladís del 100%%, "
"s'utilitza la velocitat de pont."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12505,12 +12718,21 @@ msgstr ""
"fitxer Codi-G com a primer argument, i poden accedir als paràmetres de "
"configuració d'OrcaSlicer llegint variables d'entorn."
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Notes de la impressora"
msgid "You can put your notes regarding the printer here."
msgstr "Podeu posar les vostres notes sobre la impressora aquí."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Distància Z de contacte de la Vora d'Adherència"
@@ -12662,12 +12884,14 @@ msgid "Spiral"
msgstr "Espiral"
msgid "Traveling angle"
-msgstr ""
+msgstr "Angle de viatge"
msgid ""
"Traveling angle for Slope and Spiral Z hop type. Setting it to 90° results "
"in Normal Lift"
msgstr ""
+"Angle de viatge per al tipus Salt en Z de Pendent i Espiral. Si l'establiu a "
+"90°, es produeix un Aixecament Normal"
msgid "Only lift Z above"
msgstr "Només aixecar Z per sobre"
@@ -13095,6 +13319,12 @@ msgstr ""
"L'àrea de farciment poc dens que sigui més petita que el valor del llindar "
"serà substituït per un farciment sòlid intern"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -13161,6 +13391,31 @@ msgstr "Tradicional"
msgid "Temperature variation"
msgstr "Variació de temperatura"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "Codi-G inicial"
@@ -13667,33 +13922,40 @@ msgid "Activate temperature control"
msgstr "Activar el control de temperatura"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"Activeu aquesta opció per al control de temperatura de la cambra. S'afegirà "
-"una comanda M191 abans de \"machine_start_gcode\"\n"
-"Comandes de Codi-G: M141 / M191 S ( 0-255 )"
msgid "Chamber temperature"
msgstr "Temperatura de la cambra"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Una temperatura de cambra més alta pot ajudar a suprimir o reduir la "
-"deformació( warping ) i potencialment conduir a una major resistència d'unió "
-"entre capes per a materials d'alta temperatura com ABS, ASA, PC, PA, etc. Al "
-"mateix temps, la filtració d'aire d'ABS i ASA empitjorarà. Mentre que per a "
-"PLA, PETG, TPU, PVA i altres materials de baixa temperatura, la temperatura "
-"real de la cambra no hauria de ser alta per evitar obstruccions, pel que 0, "
-"que significa apagar, és molt recomanable"
msgid "Nozzle temperature for layers after the initial one"
msgstr "Temperatura del broquet per les capes després de l'inicial"
@@ -13850,12 +14112,6 @@ msgstr ""
"Angle del vèrtex del con que s'utilitza per estabilitzar la Torre de Purga. "
"Un angle més gran significa una base més ampla."
-msgid "Wipe tower purge lines spacing"
-msgstr "Espaiat de les línies de la Torre de Purga"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Espaiat de les línies de purga de la Torre de Purga."
-
msgid "Maximum wipe tower print speed"
msgstr "Velocitat màxima d'impressió de la torre de purga"
@@ -13901,9 +14157,6 @@ msgstr ""
"Per als perímetres externs de la torre de purga, s'utilitza la velocitat "
"perimetral interna independentment d'aquesta configuració."
-msgid "Wipe tower extruder"
-msgstr "Extrusor de la Torre de Purga"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13960,6 +14213,30 @@ msgstr "Distància màxima dels ponts"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "Distància màxima entre suports a les seccions amb farciment poc dens."
+msgid "Wipe tower purge lines spacing"
+msgstr "Espaiat de les línies de la Torre de Purga"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Espaiat de les línies de purga de la Torre de Purga."
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "Compensació de forat( contorn intern ) X-Y"
@@ -14315,6 +14592,14 @@ msgstr ""
"En l'actualitat es preveu un cebament addicional de l'extrusora després de "
"la deretracció."
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr "Extrusora actual"
@@ -14365,6 +14650,12 @@ msgstr ""
"Vector de booleans que indica si s'utilitza un extrusor donat en la "
"impressió."
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr "Volum per extrusora"
@@ -14528,6 +14819,14 @@ msgstr "Nom de la impressora física"
msgid "Name of the physical printer used for slicing."
msgstr "Nom de la impressora física utilitzada per laminar."
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr "Número de capa"
@@ -14901,6 +15200,26 @@ msgid ""
"cause the result not exactly the same in each calibration. We are still "
"investigating the root cause to do improvements with new updates."
msgstr ""
+"Trobeu els detalls del calibratge de la dinàmica de flux al nostre wiki.\n"
+"\n"
+"Normalment el calibratge és innecessari. Quan inicieu una impressió d'un sol "
+"color/material, amb l'opció \"calibratge de dinàmica de flux\" marcada al "
+"menú d'inici d'impressió, la impressora seguirà la forma antiga, calibrarà "
+"el filament abans de la impressió; Quan inicieu una impressió multicolor/"
+"material, la impressora utilitzarà el paràmetre de compensació predeterminat "
+"per al filament durant cada canvi de filament, el qual tindrà un bon "
+"resultat en la majoria dels casos.\n"
+"\n"
+"Tingueu en compte que hi ha alguns casos que poden fer que els resultats del "
+"calibratge no siguin fiables, com ara una adhesió insuficient a la placa de "
+"construcció. Es pot aconseguir millorar l'adhesió rentant la placa de "
+"construcció o aplicant cola. Per obtenir més informació sobre aquest tema, "
+"consulteu el nostre Wiki.\n"
+"\n"
+"Els resultats del calibratge tenen al voltant d'un 10 per cent de tremolor "
+"en la nostra prova, el que pot fer que el resultat no sigui exactament el "
+"mateix en cada calibratge. Encara estem investigant la causa arrel per fer "
+"millores amb noves actualitzacions."
msgid "When to use Flow Rate Calibration"
msgstr "Quan s'ha d'utilitzar el Calibratge del Ratio de Flux"
@@ -15035,12 +15354,14 @@ msgid ""
"Only one of the results with the same name will be saved. Are you sure you "
"want to override the other results?"
msgstr ""
+"Només es desarà un dels resultats amb el mateix nom. Estàs segur que vols "
+"anul·lar els altres resultats?"
msgid "Please find the best line on your plate"
msgstr "Busqueu la millor línia a la placa"
msgid "Please find the corner with perfect degree of extrusion"
-msgstr ""
+msgstr "Busqueu la cantonada amb un grau d'extrusió perfecte"
msgid "Input Value"
msgstr "Valor d'entrada"
@@ -15302,7 +15623,7 @@ msgid "PETG"
msgstr "PETG"
msgid "PCTG"
-msgstr ""
+msgstr "PCTG"
msgid "TPU"
msgstr "TPU"
@@ -15402,7 +15723,7 @@ msgid "Upload to storage"
msgstr "Pujar a l'emmagatzematge"
msgid "Switch to Device tab after upload."
-msgstr ""
+msgstr "Canvieu a la pestanya Dispositiu després de penjar-lo."
#, c-format, boost-format
msgid "Upload filename doesn't end with \"%s\". Do you wish to continue?"
@@ -15638,8 +15959,8 @@ msgstr ""
"Vols reescriure'l?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Canviaríem el nom dels perfils seleccionats com a \"Proveïdor Tipus "
@@ -15667,7 +15988,7 @@ msgstr "Importar Perfil"
msgid "Create Type"
msgstr "Crea un Tipus"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "El model no s'ha trobat, torneu a triar proveïdor."
msgid "Select Model"
@@ -15718,10 +16039,10 @@ msgstr "No es troba la ruta predeterminada, torneu a seleccionar el proveïdor."
msgid "The printer model was not found, please reselect."
msgstr "No s'ha trobat el model d'impressora, torneu a seleccionar."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "El diàmetre del broquet no s'ha trobat, torneu a seleccionar-lo."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "El perfil de la impressora no s'ha trobat, torneu a seleccionar-lo."
msgid "Printer Preset"
@@ -16105,10 +16426,11 @@ msgid "Refresh Printers"
msgstr "Refrescar Impressores"
msgid "View print host webui in Device tab"
-msgstr ""
+msgstr "Veure el host d'impressió webui a la pestanya Dispositiu"
msgid "Replace the BambuLab's device tab with print host webui"
msgstr ""
+"Substituïu la pestanya del dispositiu BambuLab pel host d'impressió webui"
msgid ""
"HTTPS CA file is optional. It is only needed if you use HTTPS with a self-"
@@ -16563,7 +16885,7 @@ msgid "Could not connect to SimplyPrint"
msgstr "No s'ha pogut connectar a SimplyPrint"
msgid "Internal error"
-msgstr ""
+msgstr "Error intern"
msgid "Unknown error"
msgstr "Error desconegut"
@@ -16982,8 +17304,157 @@ msgstr ""
"augmentar adequadament la temperatura del llit pot reduir la probabilitat de "
"deformació."
-#~ msgid "Current association: "
-#~ msgstr "Associació actual: "
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Habilita farciment de buits per a les superfícies seleccionades. El mínim "
+#~ "del forat que s'omplirà es pot controlar des de l'opció filtrar forats "
+#~ "petits a continuació.\n"
+#~ "\n"
+#~ "Opcions:\n"
+#~ "1. A tot arreu: aplica farciment de buits a superfícies sòlides "
+#~ "superiors, inferiors i internes\n"
+#~ "2. Superfícies superiors i inferiors: aplica farciment de buit només a "
+#~ "superfícies superiors i inferiors\n"
+#~ "3. Enlloc: desactiva el farciment de buits\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Disminuïu lleugerament aquest valor ( per exemple 0,9 ) per reduir la "
+#~ "quantitat de material per al pont, per millorar l'enfonsament"
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "Aquest valor regeix el gruix de la capa de pont intern. Aquesta és la "
+#~ "primera capa sobre el farciment poc dens. Disminuïu lleugerament aquest "
+#~ "valor ( per exemple 0,9 ) per millorar la qualitat de la superfície sobre "
+#~ "el farciment poc dens."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Aquest factor afecta la quantitat de material per al farciment sòlid "
+#~ "superior. Podeu disminuir-lo lleugerament per tenir un acabat superficial "
+#~ "suau"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr ""
+#~ "Aquest factor afecta la quantitat de material per al farciment sòlid "
+#~ "inferior"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Activeu aquesta opció per alentir la impressió en zones on potencialment "
+#~ "poden existir perímetres corbats"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Velocitat per a ponts i perímetres completament en voladís"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Velocitat del pont intern. Si el valor s'expressa en percentatge, es "
+#~ "calcularà a partir de la bridge_speed. El valor predeterminat és del 150%."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Temps per carregar nou filament quan canvia de filament. Només per a "
+#~ "estadístiques"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Temps per descarregar filament vell en canviar de filament. Només per a "
+#~ "estadístiques"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Temps perquè el firmware de la impressora ( o la Unitat Multi Material "
+#~ "2.0 ) carregui un filament durant un canvi d'eina ( en executar el Codi-"
+#~ "T ). Aquest temps s'afegeix al temps d'impressió total mitjançant "
+#~ "l'estimador de temps del Codi-G."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Temps perquè el firmware de la impressora ( o la Unitat Multi Material "
+#~ "2.0 ) descarregui un filament durant un canvi d'eina ( en executar el "
+#~ "Codi-T ). Aquest temps s'afegeix al temps d'impressió total mitjançant "
+#~ "l'estimador de temps del Codi-G."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "Filtrar els buits més petits que el llindar especificat"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Activeu aquesta opció per al control de temperatura de la cambra. "
+#~ "S'afegirà una comanda M191 abans de \"machine_start_gcode\"\n"
+#~ "Comandes de Codi-G: M141 / M191 S ( 0-255 )"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Una temperatura de cambra més alta pot ajudar a suprimir o reduir la "
+#~ "deformació( warping ) i potencialment conduir a una major resistència "
+#~ "d'unió entre capes per a materials d'alta temperatura com ABS, ASA, PC, "
+#~ "PA, etc. Al mateix temps, la filtració d'aire d'ABS i ASA empitjorarà. "
+#~ "Mentre que per a PLA, PETG, TPU, PVA i altres materials de baixa "
+#~ "temperatura, la temperatura real de la cambra no hauria de ser alta per "
+#~ "evitar obstruccions, pel que 0, que significa apagar, és molt recomanable"
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "No es permeten diferents diàmetres de broquet i diferents diàmetres de "
+#~ "filament quan s'habilita la Torre de Purga."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "Actualment, la Prevenció d'Ooze( goteig ) no és compatible amb la Torre "
+#~ "de Purga habilitada."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Profunditat d'entrellaçament d'una regió segmentada. Zero desactiva "
+#~ "aquesta funció."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Extrusor de la Torre de Purga"
#~ msgid "Associate prusaslicer://"
#~ msgstr "Associar prusaslicer://"
@@ -17008,15 +17479,18 @@ msgstr ""
#~ "Associar OrcaSlicer amb els enllaços bambustudio:// perquè Orca pugui "
#~ "obrir models des de makerworld.com"
-#~ msgid "Associate cura://"
-#~ msgstr "Associar cura://"
+#~ msgid "Printer local connection failed, please try again."
+#~ msgstr "La connexió local de la impressora ha fallat, torneu-ho a provar."
+#, c-format, boost-format
#~ msgid ""
-#~ "Associate OrcaSlicer with cura:// links so that Orca can open models from "
-#~ "thingiverse.com"
+#~ "There is already a historical calibration result with the same name: %s. "
+#~ "Only one of the results with the same name is saved. Are you sure you "
+#~ "want to overrides the historical result?"
#~ msgstr ""
-#~ "Associar OrcaSlicer amb els enllaços cura:// perquè Orca pugui obrir "
-#~ "models des de thingiverse.com"
+#~ "Ja hi ha un resultat històric de calibratge amb el mateix nom: %s. Només "
+#~ "es pot guardar un dels resultats amb el mateix nom. Estàs segur que vols "
+#~ "sobreescriure el resultat històric?"
#~ msgid ""
#~ "File size exceeds the 100MB upload limit. Please upload your file through "
@@ -17025,11 +17499,11 @@ msgstr ""
#~ "La mida del fitxer supera el límit de pujada de 100 MB. Si us plau, "
#~ "carregueu el vostre fitxer a través del panell."
-#~ msgid "Please input a valid value (K in 0~0.3)"
-#~ msgstr "Introduïu un valor vàlid ( K en 0 ~ 0.3 )"
+#~ msgid "X"
+#~ msgstr "X"
-#~ msgid "Please input a valid value (K in 0~0.3, N in 0.6~2.0)"
-#~ msgstr "Introduïu un valor vàlid ( K a 0 ~ 0.3, N a 0.6 ~ 2.0 )"
+#~ msgid "Y"
+#~ msgstr "Y"
#~ msgid "V"
#~ msgstr "V"
@@ -17064,9 +17538,6 @@ msgstr ""
#~ "Hi ha més de 4 sistemes / pràctics que utilitzen accés remot, podeu "
#~ "tancar-ne alguns i tornar-ho a provar."
-#~ msgid "Infill direction"
-#~ msgstr "Angle de farciment"
-
#~ msgid ""
#~ "Enable this to get a G-code file which has G2 and G3 moves. And the "
#~ "fitting tolerance is same with resolution"
diff --git a/localization/i18n/cs/OrcaSlicer_cs.po b/localization/i18n/cs/OrcaSlicer_cs.po
index bfaea6bdb4..fd186378a9 100644
--- a/localization/i18n/cs/OrcaSlicer_cs.po
+++ b/localization/i18n/cs/OrcaSlicer_cs.po
@@ -7,7 +7,7 @@ msgid ""
msgstr ""
"Project-Id-Version: \n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: 2023-09-30 15:15+0200\n"
"Last-Translator: René Mošner \n"
"Language-Team: \n"
@@ -600,7 +600,7 @@ msgstr "Zobrazit drátěný model"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Nelze použít při náhledu procesu."
msgid "Operation already cancelling. Please wait few seconds."
@@ -669,7 +669,7 @@ msgstr "Povrch"
msgid "Horizontal text"
msgstr "Vodorovný text"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + pohyb myši nahoru nebo dolů"
msgid "Rotate text"
@@ -1008,7 +1008,7 @@ msgstr "Orientovat text směrem ke kameře."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"Nelze načíst přesně stejné písmo(\"%1%\"). Aplikace vybrala podobné "
@@ -1641,7 +1641,7 @@ msgstr "Šířka Extruze"
msgid "Wipe options"
msgstr "Možnosti čištění"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Přilnavost k Podložce"
msgid "Add part"
@@ -1920,12 +1920,6 @@ msgstr "Automatická orientace"
msgid "Auto orient the object to improve print quality."
msgstr "Automaticky orientovat objekt pro zlepšení kvality tisku."
-msgid "Split the selected object into mutiple objects"
-msgstr "Rozdělit vybraný objekt na více objektů"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Rozdělit vybraný objekt na více částí"
-
msgid "Select All"
msgstr "Vybrat vše"
@@ -1971,6 +1965,9 @@ msgstr "Zjednodušit model"
msgid "Center"
msgstr "Střed"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Upravit nastavení procesu"
@@ -2192,8 +2189,8 @@ msgstr[0] "Následující objekt modelu byl opraven"
msgstr[1] "Následující objekty modelu byly opraveny"
msgstr[2] "Následující objekty modelu byly opraveny"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Nepodařilo se opravit následující objekt modelu"
msgstr[1] "Nepodařilo se opravit následující objekty modelu"
msgstr[2] "Nepodařilo se opravit následující objekty modelu"
@@ -2644,7 +2641,7 @@ msgstr ""
msgid "Service Unavailable"
msgstr "Služba není k dispozici"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Neznámá chyba."
msgid "Sending print configuration"
@@ -3613,7 +3610,7 @@ msgstr ""
"Hodnota bude resetována na 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4352,7 +4349,7 @@ msgstr "Objem:"
msgid "Size:"
msgstr "Velikost:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4793,6 +4790,18 @@ msgstr "Postup 2"
msgid "Flow rate test - Pass 2"
msgstr "Test průtoku - Postup 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Průtok"
@@ -6082,7 +6091,7 @@ msgid ""
"Do you want to replace it?"
msgstr ""
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr ""
msgid "Delete object which is a part of cut object"
@@ -6303,7 +6312,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
#, boost-format
@@ -6613,6 +6622,12 @@ msgid ""
"same time and manage multiple devices."
msgstr ""
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr "Síť"
@@ -7494,8 +7509,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Při nahrávání časosběru bez nástrojové hlavy se doporučuje přidat "
"\"Timelapse Wipe Tower\" \n"
@@ -7571,12 +7586,21 @@ msgstr "Filament na podpěry"
msgid "Tree supports"
msgstr "Stromové podpěry"
-msgid "Skirt"
-msgstr "Obrys"
+msgid "Multimaterial"
+msgstr "Multimateriál"
msgid "Prime tower"
msgstr "Čistící věž"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "Obrys"
+
msgid "Special mode"
msgstr "Speciální režim"
@@ -7633,6 +7657,9 @@ msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr ""
"Doporučený rozsah teploty trysky tohoto filamentu. 0 znamená nenastaveno"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr "Teplota v tiskové komoře"
@@ -7741,9 +7768,6 @@ msgstr "Filament Začátek G-kók"
msgid "Filament end G-code"
msgstr "Filament Konec G-kód"
-msgid "Multimaterial"
-msgstr "Multimateriál"
-
msgid "Wipe tower parameters"
msgstr "Parametry čistící věže"
@@ -7833,12 +7857,30 @@ msgstr "Omezení Jerk-Ryv"
msgid "Single extruder multimaterial setup"
msgstr "Nastavení multimateriálu s jedním extruderem"
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Průměr trysky"
+
msgid "Wipe tower"
msgstr "Čistící věž"
msgid "Single extruder multimaterial parameters"
msgstr "Parametry jednoho multimateriálového extruderu"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Výškové limity vrstvy"
@@ -8819,6 +8861,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "Nelze vytisknout žádný objekt. Možná je příliš malý"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9058,8 +9105,9 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Variabilní výška vrstvy není podporována s organickými podpěrami."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
msgid ""
@@ -9070,7 +9118,8 @@ msgstr ""
"exruderu (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
msgid ""
@@ -9528,14 +9577,31 @@ msgid "Apply gap fill"
msgstr ""
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
msgid "Everywhere"
@@ -9608,10 +9674,11 @@ msgstr "Průtok mostu"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Snižte tuto hodnotu mírně (například 0,9), abyste snížili množství materiálu "
-"pro most a zlepšili prověšení"
msgid "Internal bridge flow ratio"
msgstr ""
@@ -9619,7 +9686,11 @@ msgstr ""
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
msgid "Top surface flow ratio"
@@ -9627,16 +9698,21 @@ msgstr "Poměr průtoku horní vrstvy"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Tento faktor ovlivňuje množství materiálu pro vrchní plnou výplň. Můžete jej "
-"mírně snížit, abyste měli hladký povrch"
msgid "Bottom surface flow ratio"
msgstr "Poměr průtoku spodní vrstvy"
-msgid "This factor affects the amount of material for bottom solid infill"
-msgstr "Tento faktor ovlivňuje množství materiálu pro spodní plnou výplň"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
msgid "Precise wall"
msgstr "Přesná stěna"
@@ -9782,12 +9858,26 @@ msgstr "Povolte tuto volbu pro zpomalení tisku pro různé stupně převisů"
msgid "Slow down for curled perimeters"
msgstr "Zpomalení pro zakroucené obvody"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"Povolte tuto možnost pro zpomalení tisku na místech, kde mohou existovat "
-"potenciální zakroucené obvody"
msgid "mm/s or %"
msgstr "mm/s or %"
@@ -9795,8 +9885,14 @@ msgstr "mm/s or %"
msgid "External"
msgstr "Vnější"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Rychlost mostu a zcela převislé stěny"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -9805,11 +9901,9 @@ msgid "Internal"
msgstr "Vnitřní"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Rychlost vnitřního mostu. Pokud je hodnota vyjádřena jako procento, bude "
-"vypočítána na základě most_speed. Výchozí hodnota je 150 %."
msgid "Brim width"
msgstr "Šířka límce"
@@ -10344,6 +10438,17 @@ msgstr ""
"můžete tuto hodnotu vyladit, abyste získali pěkně rovný povrch, když dochází "
"k mírnému přetečení nebo podtečení"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Povolit předstih tlaku"
@@ -10357,6 +10462,86 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr "Předstih tlaku (Klipper) AKA Lineární faktor předstihu (Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10440,16 +10625,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Doba zavádění filamentu"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Čas na zavedení nového filamentu při výměně filamentu. Pouze pro statistiku"
msgid "Filament unload time"
msgstr "Doba vysouvání filamentu"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Čas vytažení starého filamentu při výměně filamentu. Pouze pro statistiku"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10541,6 +10739,21 @@ msgstr ""
"Filament je chlazen pohyby tam a zpět v chladicí trubičce. Zadejte "
"požadovaný počet těchto pohybů."
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "Rychlost prvního pohybu chlazení"
@@ -10569,15 +10782,6 @@ msgstr "Rychlost posledního pohybu chlazení"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "Chladící pohyby se postupně zrychlují až k této rychlosti."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Doba, po kterou firmware tiskárny (nebo jednotka Multi Material 2.0) zavádí "
-"nový filament během jeho výměny (při provádění kódu T). Tento čas je přidán "
-"k celkové době tisku pomocí G-kódu odhadovače tiskového času."
-
msgid "Ramming parameters"
msgstr "Parametry rapidní extruze"
@@ -10588,15 +10792,6 @@ msgstr ""
"Tento řetězec je upravován dialogem RammingDialog a obsahuje specifické "
"parametry pro rapidní extruzi."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Doba, po kterou firmware tiskárny (nebo jednotka Multi Material 2.0) vysouvá "
-"filament během jeho výměny (při provádění kódu T). Tento čas je přidán k "
-"celkové době tisku pomocí G-kódu odhadovače tiskového času."
-
msgid "Enable ramming for multitool setups"
msgstr "Povolení rapidní extruze tiskárny s více nástroji"
@@ -10907,7 +11102,7 @@ msgstr "Výška první vrstvy"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Výška první vrstvy. Mírně tlustá první vrstva může zlepšit přilnavost k "
"podložce"
@@ -10948,10 +11143,10 @@ msgstr "Maximální otáčky ventilátoru ve vrstvě"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"Otáčky ventilátoru se lineárně zvýší z nuly ve vrstvě "
"\"close_fan_first_layers\" na maximum ve vrstvě \"full_fan_speed_layer\". "
@@ -11023,8 +11218,11 @@ msgstr "Odfiltrujte drobné mezery"
msgid "Layers and Perimeters"
msgstr "Vrstvy a perimetry"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Filtrovat mezery menší než stanovená hranice"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11334,7 +11532,11 @@ msgstr "Maximální šířka segmentované oblasti. Nula tuto funkci vypne."
msgid "Interlocking depth of a segmented region"
msgstr "Hloubka propojení segmentované oblasti"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
msgid "Use beam interlocking"
@@ -11729,9 +11931,6 @@ msgid ""
"cooling is enabled."
msgstr ""
-msgid "Nozzle diameter"
-msgstr "Průměr trysky"
-
msgid "Diameter of nozzle"
msgstr "Průměr trysky"
@@ -11829,6 +12028,11 @@ msgstr ""
"vytékání není vidět. To může zkrátit dobu retrakcí u složitého modelu a "
"ušetřit čas tisku, ale zpomalit krájení a generování G-kódu"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Formát názvu souboru"
@@ -11877,6 +12081,9 @@ msgstr ""
"Zjistěte procento převisů vzhledem k šířce extruze a použijte jinou rychlost "
"tisku. Pro 100%% převisy se použije rychlost mostu."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -11916,12 +12123,21 @@ msgstr ""
"předána absolutní cesta k souboru G-kódu jako první argument a mohou přístup "
"k nastavení konfigurace Orca Slicer čtením proměnných prostředí."
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Poznámky o tiskárně"
msgid "You can put your notes regarding the printer here."
msgstr "Zde můžete uvést poznámky týkající se tiskárny."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Mezera mezi objektem a raftem v ose Z"
@@ -12424,6 +12640,12 @@ msgstr ""
"Řídká oblast výplně, která je menší než hraniční hodnota, je nahrazena "
"vnitřní plnou výplní"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12483,6 +12705,31 @@ msgstr "Tradiční"
msgid "Temperature variation"
msgstr "Kolísání teploty"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "Začátek G-kódu"
@@ -12966,33 +13213,40 @@ msgid "Activate temperature control"
msgstr "Aktivovat řízení teploty"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
-msgstr ""
-"Zapněte tuto volbu pro řízení teploty v komoře. Příkaz M191 bude přidán před "
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
"\"machine_start_gcode\"\n"
-"G-kód příkazy: M141/M191 S(0-255)"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
+msgstr ""
msgid "Chamber temperature"
msgstr "Teplota v komoře"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Vyšší teplota komory může pomoci potlačit nebo snížit odchlipování a "
-"potenciálně vést k vyšší pevnosti spojů mezi vrstvami pro materiály s "
-"vysokou teplotou, jako je ABS, ASA, PC, PA a další. Zároveň se však zhorší "
-"filtrace vzduchu pro ABS a ASA. Naopak pro PLA, PETG, TPU, PVA a další "
-"materiály s nízkou teplotou by teplota komory neměla být vysoká, aby se "
-"předešlo zanášení, takže je velmi doporučeno použít hodnotu 0, která znamená "
-"vypnutí"
msgid "Nozzle temperature for layers after the initial one"
msgstr "Teplota trysky pro vrstvy po počáteční"
@@ -13134,12 +13388,6 @@ msgstr ""
"Úhel na vrcholu kužele, který se používá ke stabilizaci čistící věže. Větší "
"úhel znamená širší základnu."
-msgid "Wipe tower purge lines spacing"
-msgstr "Rozteč čistících linek v čistící věži"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Rozteč čistících linek v čistící věži."
-
msgid "Maximum wipe tower print speed"
msgstr ""
@@ -13165,9 +13413,6 @@ msgid ""
"regardless of this setting."
msgstr ""
-msgid "Wipe tower extruder"
-msgstr "Extruder čistící věže"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13223,6 +13468,30 @@ msgstr "Maximální vzdálenost přemostění"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "Maximální vzdálenost mezi podpěrami u částí s řídkou výplní."
+msgid "Wipe tower purge lines spacing"
+msgstr "Rozteč čistících linek v čistící věži"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Rozteč čistících linek v čistící věži."
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "X-Y Kompenzace otvoru"
@@ -13550,6 +13819,14 @@ msgstr "Extra deretrakce"
msgid "Currently planned extra extruder priming after deretraction."
msgstr "Současně naplánované extra čištění extruderu po deretrakci."
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr "Aktuální extruder"
@@ -13598,6 +13875,12 @@ msgstr "Je extruder použitý?"
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr "Objem pro každý extruder"
@@ -13746,6 +14029,14 @@ msgstr "Fyzický název tiskárny"
msgid "Name of the physical printer used for slicing."
msgstr "Název fyzické tiskárny použité pro slicování."
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr "Číslo vrstvy"
@@ -14805,8 +15096,8 @@ msgid ""
msgstr ""
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
@@ -14831,7 +15122,7 @@ msgstr ""
msgid "Create Type"
msgstr ""
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr ""
msgid "Select Model"
@@ -14880,10 +15171,10 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr ""
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr ""
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr ""
msgid "Printer Preset"
@@ -15700,8 +15991,8 @@ msgid ""
msgstr ""
"Plochou na podložku\n"
"Věděli jste, že můžete rychle nastavit orientaci modelu tak, aby jedna z "
-"jeho stěn spočívala na tiskovém podloží? Vyberte funkci \"Plochou na podložku"
-"\" nebo stiskněte klávesu F."
+"jeho stěn spočívala na tiskovém podloží? Vyberte funkci \"Plochou na "
+"podložku\" nebo stiskněte klávesu F."
#: resources/data/hints.ini: [hint:Object List]
msgid ""
@@ -15917,6 +16208,100 @@ msgid ""
"probability of warping."
msgstr ""
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Snižte tuto hodnotu mírně (například 0,9), abyste snížili množství "
+#~ "materiálu pro most a zlepšili prověšení"
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Tento faktor ovlivňuje množství materiálu pro vrchní plnou výplň. Můžete "
+#~ "jej mírně snížit, abyste měli hladký povrch"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr "Tento faktor ovlivňuje množství materiálu pro spodní plnou výplň"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Povolte tuto možnost pro zpomalení tisku na místech, kde mohou existovat "
+#~ "potenciální zakroucené obvody"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Rychlost mostu a zcela převislé stěny"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Rychlost vnitřního mostu. Pokud je hodnota vyjádřena jako procento, bude "
+#~ "vypočítána na základě most_speed. Výchozí hodnota je 150 %."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Čas na zavedení nového filamentu při výměně filamentu. Pouze pro "
+#~ "statistiku"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Čas vytažení starého filamentu při výměně filamentu. Pouze pro statistiku"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Doba, po kterou firmware tiskárny (nebo jednotka Multi Material 2.0) "
+#~ "zavádí nový filament během jeho výměny (při provádění kódu T). Tento čas "
+#~ "je přidán k celkové době tisku pomocí G-kódu odhadovače tiskového času."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Doba, po kterou firmware tiskárny (nebo jednotka Multi Material 2.0) "
+#~ "vysouvá filament během jeho výměny (při provádění kódu T). Tento čas je "
+#~ "přidán k celkové době tisku pomocí G-kódu odhadovače tiskového času."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "Filtrovat mezery menší než stanovená hranice"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Zapněte tuto volbu pro řízení teploty v komoře. Příkaz M191 bude přidán "
+#~ "před \"machine_start_gcode\"\n"
+#~ "G-kód příkazy: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Vyšší teplota komory může pomoci potlačit nebo snížit odchlipování a "
+#~ "potenciálně vést k vyšší pevnosti spojů mezi vrstvami pro materiály s "
+#~ "vysokou teplotou, jako je ABS, ASA, PC, PA a další. Zároveň se však "
+#~ "zhorší filtrace vzduchu pro ABS a ASA. Naopak pro PLA, PETG, TPU, PVA a "
+#~ "další materiály s nízkou teplotou by teplota komory neměla být vysoká, "
+#~ "aby se předešlo zanášení, takže je velmi doporučeno použít hodnotu 0, "
+#~ "která znamená vypnutí"
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Extruder čistící věže"
+
#~ msgid "Printer local connection failed, please try again."
#~ msgstr "Lokální připojení k tiskárně selhalo, zkuste to znovu."
@@ -15943,12 +16328,12 @@ msgstr ""
#~ "Najdete podrobnosti o kalibraci průtoku dynamiky v naší wiki.\n"
#~ "\n"
#~ "Obvykle kalibrace není potřebná. Při spuštění tisku s jednobarevným/"
-#~ "materiálovým filamentem a zaškrtnutou volbou \"kalibrace průtoku dynamiky"
-#~ "\" v menu spuštění tisku, tiskárna bude postupovat podle staré metody a "
-#~ "zkalibruje filament před tiskem. Při spuštění tisku s vícebarevným/"
-#~ "materiálovým filamentem bude tiskárna při každé změně filamentu používat "
-#~ "výchozí kompenzační parametr pro filament, což má většinou dobrý "
-#~ "výsledek.\n"
+#~ "materiálovým filamentem a zaškrtnutou volbou \"kalibrace průtoku "
+#~ "dynamiky\" v menu spuštění tisku, tiskárna bude postupovat podle staré "
+#~ "metody a zkalibruje filament před tiskem. Při spuštění tisku s "
+#~ "vícebarevným/materiálovým filamentem bude tiskárna při každé změně "
+#~ "filamentu používat výchozí kompenzační parametr pro filament, což má "
+#~ "většinou dobrý výsledek.\n"
#~ "\n"
#~ "Všimněte si, že existují některé případy, které mohou způsobit, že "
#~ "výsledek kalibrace nebude spolehlivý: použití texturované podložky pro "
diff --git a/localization/i18n/de/OrcaSlicer_de.po b/localization/i18n/de/OrcaSlicer_de.po
index eb48d9845d..ed3799db7c 100644
--- a/localization/i18n/de/OrcaSlicer_de.po
+++ b/localization/i18n/de/OrcaSlicer_de.po
@@ -3,7 +3,7 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: \n"
"Last-Translator: Heiko Liebscher \n"
"Language-Team: \n"
@@ -601,7 +601,7 @@ msgstr "Gittermodell anzeigen"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Kann nicht angewendet werden, wenn die Vorschau angezeigt wird."
msgid "Operation already cancelling. Please wait few seconds."
@@ -670,7 +670,7 @@ msgstr "Oberfläche"
msgid "Horizontal text"
msgstr "Horizontaler Text"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Umschalttaste + Mausbewegung nach oben oder unten"
msgid "Rotate text"
@@ -1016,7 +1016,7 @@ msgstr "Ortne den Text zur Kamera aus."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"Kann genau dieselbe Schriftart (\"%1%\") nicht laden. Die Anwendung hat eine "
@@ -1662,7 +1662,7 @@ msgstr "Extrusionsbreite"
msgid "Wipe options"
msgstr "Wischoptionen"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Druckbetthaftung"
msgid "Add part"
@@ -1950,12 +1950,6 @@ msgid "Auto orient the object to improve print quality."
msgstr ""
"Automatische Ausrichtung des Objekts zur Verbesserung der Druckqualität."
-msgid "Split the selected object into mutiple objects"
-msgstr "Das ausgewählte Objekt in mehrere Objekte aufteilen"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Das ausgewählte Objekt in mehrere Teile aufteilen"
-
msgid "Select All"
msgstr "Alle auswählen"
@@ -2001,6 +1995,9 @@ msgstr "Modell vereinfachen"
msgid "Center"
msgstr "Zur Mitte"
+msgid "Drop"
+msgstr "Ablegen"
+
msgid "Edit Process Settings"
msgstr "Prozesseinstellungen"
@@ -2232,8 +2229,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "Das folgende Modellobjekt wurde repariert"
msgstr[1] "Die folgenden Modellobjekte wurde repariert"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Reparatur des folgenden Modellobjekts fehlgeschlagen"
msgstr[1] "Reparatur der folgenden Modellobjekte fehlgeschlagen"
@@ -2699,7 +2696,7 @@ msgstr "Zeitüberschreitung beim Senden des Druckauftrags."
msgid "Service Unavailable"
msgstr "Der Dienst ist nicht verfügbar"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Unbekannter Fehler."
msgid "Sending print configuration"
@@ -2897,7 +2894,7 @@ msgstr "Sie müssen zuerst den Materialtyp und die Farbe auswählen."
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f)"
-msgstr ""
+msgstr "Bitte geben Sie einen gültigen Wert ein (K in %.1f~%.1f)"
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f, N in %.1f~%.1f)"
@@ -3341,11 +3338,11 @@ msgid "Edit multiple printers"
msgstr "Mehrere Drucker bearbeiten"
msgid "Select connected printers (0/6)"
-msgstr ""
+msgstr "Verbundene Drucker auswählen (0/6)"
#, c-format, boost-format
msgid "Select Connected Printers (%d/6)"
-msgstr ""
+msgstr "Verbundene Drucker auswählen (%d/6)"
#, c-format, boost-format
msgid "The maximum number of printers that can be selected is %d"
@@ -3719,7 +3716,7 @@ msgstr ""
"Der Wert 0 setz zurück."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4481,7 +4478,7 @@ msgstr "Volumen:"
msgid "Size:"
msgstr "Größe:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4926,6 +4923,18 @@ msgstr "Durchgang 2"
msgid "Flow rate test - Pass 2"
msgstr "Durchflussratentests - Teil 1"
+msgid "YOLO (Recommended)"
+msgstr "YOLO (Empfohlen)"
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr "Orca YOLO Durchflusskalibrierung, 0.01 Schritt"
+
+msgid "YOLO (perfectionist version)"
+msgstr "YOLO (Perfektionisten-Version)"
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr "Orca YOLO Durchflusskalibrierung, 0.005 Schritt"
+
msgid "Flow rate"
msgstr "Durchflussrate"
@@ -5947,7 +5956,7 @@ msgid "View all object's settings"
msgstr "Alle Einstellungen des Objekts anzeigen"
msgid "Material settings"
-msgstr ""
+msgstr "Material-Einstellungen"
msgid "Remove current plate (if not last one)"
msgstr "entferne aktuelle Platte (wenn nicht die letzte)"
@@ -6026,7 +6035,7 @@ msgid "Search plate, object and part."
msgstr "Suche Platte, Objekt und Teil."
msgid "Pellets"
-msgstr ""
+msgstr "Pellets"
msgid ""
"No AMS filaments. Please select a printer in 'Device' page to load AMS info."
@@ -6277,7 +6286,7 @@ msgstr ""
"Die Datei %s existiert bereits\n"
"Möchten Sie sie ersetzen?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Bestätigen Sie Speichern unter"
msgid "Delete object which is a part of cut object"
@@ -6507,7 +6516,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Die Boolesche Operation auf den Modellnetzen kann nicht durchgeführt werden. "
"Nur positive Teile werden beibehalten. Sie können die Netze reparieren und "
@@ -6665,19 +6674,19 @@ msgid "Choose Download Directory"
msgstr "Wählen Sie das Download-Verzeichnis"
msgid "Associate"
-msgstr ""
+msgstr "Zuordnen"
msgid "with OrcaSlicer so that Orca can open models from"
-msgstr ""
+msgstr "mit OrcaSlicer, damit öffnet Orca Modelle von"
msgid "Current Association: "
-msgstr ""
+msgstr "Aktuelle Zuordnung: "
msgid "Current Instance"
-msgstr ""
+msgstr "Aktuelle Instanz"
msgid "Current Instance Path: "
-msgstr ""
+msgstr "Aktueller Instanzpfad: "
msgid "General Settings"
msgstr "Allgemeine Einstellungen"
@@ -6838,6 +6847,12 @@ msgstr ""
"Wenn diese Option aktiviert ist, können Sie eine Aufgabe gleichzeitig an "
"mehrere Geräte senden und mehrere Geräte verwalten."
+msgid "Auto arrange plate after cloning"
+msgstr "Druckplatte nach dem Klonen automatisch anordnen"
+
+msgid "Auto arrange plate after object cloning"
+msgstr "Druckplatte nach dem Klonen von Objekten automatisch anordnen"
+
msgid "Network"
msgstr "Netzwerk"
@@ -7388,8 +7403,8 @@ msgstr ""
msgid ""
"Timelapse is not supported because Print sequence is set to \"By object\"."
msgstr ""
-"Zeitraffer wird nicht unterstützt, da die Druckreihenfolge auf \"Nach Objekt"
-"\" eingestellt ist."
+"Zeitraffer wird nicht unterstützt, da die Druckreihenfolge auf \"Nach "
+"Objekt\" eingestellt ist."
msgid "Errors"
msgstr "Fehler"
@@ -7783,13 +7798,13 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Wenn Sie einen Zeitraffer ohne Werkzeugkopf aufnehmen, wird empfohlen, einen "
"\"Timelapse Wischturm\" hinzuzufügen, indem Sie mit der rechten Maustaste "
-"auf die leere Position der Bauplatte klicken und \"Primitiv hinzufügen\"->"
-"\"Timelapse Wischturm\" wählen."
+"auf die leere Position der Bauplatte klicken und \"Primitiv hinzufügen\"-"
+">\"Timelapse Wischturm\" wählen."
msgid "Line width"
msgstr "Breite der Linie"
@@ -7861,12 +7876,21 @@ msgstr "Supportfilament"
msgid "Tree supports"
msgstr "Baumstützen"
-msgid "Skirt"
-msgstr "Saum"
+msgid "Multimaterial"
+msgstr "Multimaterial"
msgid "Prime tower"
msgstr "Reinigungsturm"
+msgid "Filament for Features"
+msgstr "Filament für Funktionen"
+
+msgid "Ooze prevention"
+msgstr "Ooze-Prävention"
+
+msgid "Skirt"
+msgstr "Saum"
+
msgid "Special mode"
msgstr "Spezialmodus"
@@ -7920,6 +7944,9 @@ msgstr ""
"Empfohlener Düsentemperaturbereich für dieses Filament. 0 bedeutet nicht "
"gesetzt"
+msgid "Flow ratio and Pressure Advance"
+msgstr "Flussverhältnis und Pressure Advance"
+
msgid "Print chamber temperature"
msgstr "Druckkammertemperatur"
@@ -8031,9 +8058,6 @@ msgstr "Filament Start G-Code"
msgid "Filament end G-code"
msgstr "Filament End G-Code"
-msgid "Multimaterial"
-msgstr "Multimaterial"
-
msgid "Wipe tower parameters"
msgstr "Reinigungsturm-Parameter"
@@ -8123,12 +8147,36 @@ msgstr "Jerkbegrenzung"
msgid "Single extruder multimaterial setup"
msgstr "Single-Extruder-Multimaterial-Einstellung"
+msgid "Number of extruders of the printer."
+msgstr "Anzahl der Extruder des Druckers."
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+"Single-Extruder-Multimaterial ist ausgewählt, \n"
+"und alle Extruder müssen denselben Durchmesser haben.\n"
+"Möchten Sie den Durchmesser für alle Extruder auf den Wert des ersten "
+"Extruder-Düsendurchmessers ändern?"
+
+msgid "Nozzle diameter"
+msgstr "Düsendurchmesser"
+
msgid "Wipe tower"
msgstr "Reinigungsturm"
msgid "Single extruder multimaterial parameters"
msgstr "Single-Extruder-Multimaterial-Parameter"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+"Dies ist ein Single-Extruder-Multimaterial-Drucker, die Durchmesser aller "
+"Extruder werden auf den neuen Wert gesetzt. Möchten Sie fortfahren?"
+
msgid "Layer height limits"
msgstr "Höhenbegrenzungen für Schichten"
@@ -9166,6 +9214,13 @@ msgid "No object can be printed. Maybe too small"
msgstr ""
"Es kann kein Objekt gedruckt werden. Vielleicht sind die Objekte zu klein."
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+"Ihr Druck ist sehr nahe an den Priming-Regionen. Stellen Sie sicher, dass es "
+"keine Kollision gibt."
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9414,11 +9469,13 @@ msgstr ""
"Variable Schichthöhe wird nicht mit organischen Stützstrukturen unterstützt."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
"Unterschiedliche Düsendurchmesser und unterschiedliche Filamentdurchmesser "
-"sind nicht zulässig, wenn der Reinigungsturm aktiviert ist."
+"funktionieren möglicherweise nicht gut, wenn der Reinigungsturm aktiviert "
+"ist. Es ist sehr experimentell, also gehen Sie bitte vorsichtig vor."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9428,8 +9485,11 @@ msgstr ""
"unterstützt (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
-msgstr "Ooze Prevention wird derzeit nicht mit dem Reinigungsturm unterstützt."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
+msgstr ""
+"Ooze-Prävention wird nur mit dem Reinigungsturm unterstützt, wenn "
+"'single_extruder_multi_material' ausgeschaltet ist."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9930,25 +9990,60 @@ msgid "Apply gap fill"
msgstr "Lückenfüllung anwenden"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
-"Schaltet die Lückenfüllung für die ausgewählten Oberflächen ein. Die "
-"minimale Länge der Lücke, die gefüllt wird, kann über die Option \"winzige "
-"Lücken herausfiltern\" unten gesteuert werden.\n"
+"Schaltet die Lückenfüllung für die ausgewählten massiven Oberflächen ein. "
+"Die minimale Lückenlänge, die gefüllt wird, kann von der Option zum "
+"Filtern kleiner Lücken unten gesteuert werden.\n"
"\n"
"Optionen:\n"
-"1. Überall: Füllt Lücken in oberen, unteren und inneren massiven Oberflächen "
-"aus\n"
+"1. Überall: Füllt Lücken in oberen, unteren und internen massiven "
+"Oberflächen für maximale Festigkeit"
"2. Obere und untere Oberflächen: Füllt Lücken nur in oberen und unteren "
-"Oberflächen aus\n"
-"3. Nirgendwo: Deaktiviert die Lückenfüllung\n"
+"Oberflächen, um Druckgeschwindigkeit zu erhöhen, potenzielle Überextrusion "
+"im massiven Infill zu reduzieren und sicherzustellen, dass die oberen und "
+"unteren Oberflächen keine Löcher aufweisen"
+"3. Nirgendwo: Deaktiviert die Lückenfüllung für alle massiven Infill-Bereiche.\n"
+"\n"
+"Beachten Sie, dass bei Verwendung des klassischen Umfangsgenerators "
+"Lückenfüllung auch zwischen Umfängen generiert werden kann, wenn eine "
+"volle Breitenlinie nicht zwischen ihnen passt. Diese Umfangslückenfüllung "
+"wird nicht durch diese Einstellung gesteuert.\n"
+"\n"
+"Wenn Sie möchten, dass alle Lückenfüllungen, einschließlich der vom "
+"klassischen Umfangsgenerator generierten, entfernt werden, setzen Sie den "
+"Wert zum Filtern kleiner Lücken auf eine große Zahl, wie 999999.\n"
+"\n"
+"Dies wird jedoch nicht empfohlen, da die Lückenfüllung zwischen Umfängen zur "
+"Festigkeit des Modells beiträgt. Für Modelle, bei denen zwischen Umfängen "
+"übermäßige Lückenfüllung generiert wird, wäre eine bessere Option, auf den "
+"Arachne-Wandgenerator umzusteigen und diese Option zu verwenden, um zu "
+"steuern, ob die kosmetische Lückenfüllung für obere und untere Oberflächen "
+"generiert wird."
msgid "Everywhere"
msgstr "Überall"
@@ -10024,10 +10119,17 @@ msgstr "Brücken Flussrate"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Verringern Sie diesen Wert geringfügig (z. B. 0,9), um die Materialmenge für "
-"die Brücke zu verringern und den Durchhang zu minimieren"
+"Verringern Sie diesen Wert leicht (zum Beispiel 0,9), um die Materialmenge "
+"für die Brücke zu reduzieren und das Durchhängen zu verbessern.\n"
+"\n"
+"Der tatsächliche Brückenfluss wird berechnet, indem dieser Wert mit dem "
+"Filamentflussverhältnis und, falls festgelegt, dem Objektflussverhältnis "
+"multipliziert wird."
msgid "Internal bridge flow ratio"
msgstr "Interne Brücken Flussrate"
@@ -10035,29 +10137,52 @@ msgstr "Interne Brücken Flussrate"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
"Dieser Wert bestimmt die Dicke der internen Brückenschicht. Dies ist die "
-"erste Schicht über der dünnen Füllung. Verringern Sie diesen Wert leicht (z. "
-"B. 0,9), um die Oberflächenqualität über der dünnen Füllung zu verbessern."
+"erste Schicht über der dünnen Füllung. Verringern Sie diesen Wert leicht "
+"(zum Beispiel 0,9), um die Oberflächenqualität über der dünnen Füllung zu "
+"verbessern.\n"
+"\n"
+"Der tatsächliche interne Brückenfluss wird berechnet, indem dieser Wert mit "
+"dem Brückenflussverhältnis, dem Filamentflussverhältnis und, falls festgelegt, "
+"dem Objektflussverhältnis multipliziert wird."
msgid "Top surface flow ratio"
msgstr "Durchflussverhältnis obere Fläche"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Dieser Faktor beeinflusst die Menge des Materials für die obere Füllung. Sie "
-"können ihn leicht verringern, um eine glatte Oberflächenbeschichtung zu "
-"erhalten"
+"Dieser Faktor beeinflusst die Menge des Materials für die obere feste Füllung. "
+"Sie können ihn leicht verringern, um eine glatte Oberfläche zu erhalten.\n"
+"\n"
+"Der tatsächliche obere Fluss wird berechnet, indem dieser Wert mit dem "
+"Filamentflussverhältnis und, falls festgelegt, dem Objektflussverhältnis "
+"multipliziert wird."
msgid "Bottom surface flow ratio"
msgstr "Durchflussverhältnis untere Fläche"
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Dieser Faktor beeinflusst die Menge des Materials für die untere Füllung"
+"Dieser Faktor beeinflusst die Menge des Materials für die untere feste Füllung.\n"
+"\n"
+"Der tatsächliche Fluss für die untere feste Füllung wird berechnet, indem "
+"dieser Wert mit dem Filamentflussverhältnis und, falls festgelegt, dem "
+"Objektflussverhältnis multipliziert wird."
msgid "Precise wall"
msgstr "Exakte Wand"
@@ -10237,11 +10362,44 @@ msgid "Slow down for curled perimeters"
msgstr "Langsamer Druck für gekrümmte Umfänge"
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
"Aktivieren Sie diese Option, um den Druck in Bereichen zu verlangsamen, in "
-"denen möglicherweise gekrümmte Umfänge vorhanden sind"
+"denen die Umfänge nach oben gekrümmt sein können. Zum Beispiel wird eine "
+"zusätzliche Verlangsamung angewendet, wenn Überhänge an scharfen Ecken wie "
+"der Vorderseite des Benchy-Rumpfes gedruckt werden, um das Kräuseln zu "
+"reduzieren, das sich über mehrere Schichten hinweg aufbaut.\n"
+"\n"
+"Es wird im Allgemeinen empfohlen, diese Option eingeschaltet zu lassen, es "
+"sei denn, Ihr Drucker ist leistungsstark genug oder die Druckgeschwindigkeit "
+"ist langsam genug, dass das Kräuseln der Umfänge nicht auftritt. Wenn mit "
+"einer hohen externen Umfangsgeschwindigkeit gedruckt wird, kann dieser "
+"Parameter leichte Artefakte verursachen, wenn er aufgrund der großen "
+"Varianz der Druckgeschwindigkeiten verlangsamt wird. Wenn Sie Artefakte "
+"bemerken, stellen Sie sicher, dass Ihr Druckvorschub korrekt eingestellt "
+"ist.\n"
+"\n"
+"Hinweis: Wenn diese Option aktiviert ist, werden Umfangsumfänge wie "
+"Überhänge behandelt, was bedeutet, dass die Überhangsgeschwindigkeit "
+"angewendet wird, auch wenn der überhängende Umfang Teil einer Brücke ist. "
+"Zum Beispiel, wenn die Umfänge zu 100 % überhängen, ohne dass eine Wand sie "
+"von unten stützt, wird die Überhangsgeschwindigkeit von 100 % angewendet."
msgid "mm/s or %"
msgstr "mm/s o. %"
@@ -10249,8 +10407,20 @@ msgstr "mm/s o. %"
msgid "External"
msgstr "Extern"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Geschwindigkeit für Brücken und vollständig überhängende Wände."
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
+"Geschwindigkeit der extern sichtbaren Brückenextrusionen.\n"
+"\n"
+"Darüber hinaus wird, wenn die Option zum Verlangsamen von gekrümmten Umfängen "
+"deaktiviert ist oder der klassische Überhangsmodus aktiviert ist, die "
+"Druckgeschwindigkeit der Überhangswände, die zu weniger als 13 % gestützt "
+"sind, ob sie Teil einer Brücke oder eines Überhangs sind."
msgid "mm/s"
msgstr "mm/s"
@@ -10259,12 +10429,12 @@ msgid "Internal"
msgstr "Intern"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Geschwindigkeit der internen Brücke. Wenn der Wert als Prozentsatz angegeben "
-"ist, wird er basierend auf der Brückengeschwindigkeit berechnet. "
-"Standardwert ist 150%."
+"Geschwindigkeit der internen Brücken. Wenn der Wert als Prozentsatz angegeben "
+"wird, wird er auf der Grundlage der Brückengeschwindigkeit berechnet. Der "
+"Standardwert beträgt 150 %."
msgid "Brim width"
msgstr "Randbreite"
@@ -10915,6 +11085,26 @@ msgstr ""
"anpassen, um eine schöne flache Oberfläche zu erhalten, wenn es eine leichte "
"Über- oder Unterextrusion gibt."
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+"Das Material kann sich nach dem Wechsel zwischen geschmolzenem und "
+"kristallinem Zustand volumetrisch verändern. Mit dieser Einstellung werden "
+"alle Extrusionsströme dieses Filaments im G-Code proportional geändert. Der "
+"empfohlene Wertebereich liegt zwischen 0,95 und 1,05. Sie können diesen Wert "
+"anpassen, um eine schöne flache Oberfläche zu erhalten, wenn es eine leichte "
+"Über- oder Unterextrusion gibt. \n"
+"\n"
+"Das endgültige Objekt-Flussverhältnis ist das Produkt aus diesem Wert und "
+"dem Filament-Flussverhältnis."
+
msgid "Enable pressure advance"
msgstr "Pressure advance aktivieren"
@@ -10928,6 +11118,146 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr "Pressure advance(Klipper)AKA Linear advance Faktor(Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+"Mit zunehmender Druckgeschwindigkeit (und damit zunehmendem Volumenstrom "
+"durch die Düse) und zunehmenden Beschleunigungen wurde beobachtet, dass der "
+"effektive PA-Wert in der Regel abnimmt. Dies bedeutet, dass ein einzelner PA-"
+"Wert nicht immer zu 100% optimal für alle Funktionen ist und in der Regel "
+"ein Kompromisswert verwendet wird, der keine zu starke Ausbeulung bei "
+"Funktionen mit niedrigerer Fließgeschwindigkeit und Beschleunigungen "
+"verursacht, während er auch keine Lücken bei schnelleren Funktionen "
+"verursacht.\n"
+"\n"
+"Dieses Feature zielt darauf ab, diese Einschränkung zu beheben, indem die "
+"Reaktion des Extrusionssystems Ihres Druckers in Abhängigkeit von der "
+"Volumenfließgeschwindigkeit und Beschleunigung, mit der gedruckt wird, "
+"modelliert wird. Intern wird ein angepasstes Modell generiert, das den "
+"benötigten Druckvorschub für eine beliebige gegebene Volumenfließgeschwindig-"
+"keit und Beschleunigung extrapolieren kann, der dann je nach den aktuellen "
+"Druckbedingungen an den Drucker ausgegeben wird.\n"
+"\n"
+"Wenn diese Option aktiviert ist, wird der obige Druckvorschubwert überschrie-"
+"ben. Es wird jedoch dringend empfohlen, einen vernünftigen Standardwert oben "
+"zu verwenden, um als Fallback und für den Werkzeugwechsel zu dienen.\n"
+"\n"
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr "Adaptive Pressure Advance Messung (experimentell)"
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+"Fügen Sie Sätze von Druckvorschub (PA)-Werten, den Volumenfließgeschwindig-"
+"keiten und Beschleunigungen, bei denen sie gemessen wurden, durch ein Komma "
+"getrennt hinzu. Ein Satz von Werten pro Zeile. Zum Beispiel\n"
+"0,04,3,96,3000\n"
+"0,033,3,96,10000\n"
+"0,029,7,91,3000\n"
+"0,026,7,91,10000\n"
+"\n"
+"Wie einstellen?\n"
+"1. PA Test für mindestens 3 Geschwindigkeiten pro Beschleunigung "
+"durchführen. Es wird empfohlen, dass der Test mindestens für die Geschwindig-"
+"keit der äußeren Umfänge, die Geschwindigkeit der inneren Umfänge und die "
+"schnellste Funktionendruckgeschwindigkeit in Ihrem Profil (normalerweise ist "
+"es das dünne oder massive Infill) durchgeführt wird. Führen Sie sie dann für "
+"die gleichen Geschwindigkeiten für die langsamsten und schnellsten "
+"Druckbeschleunigungen durch und nicht schneller als die empfohlene maximale "
+"Beschleunigung, wie sie vom Klipper-Eingabe-Shaper angegeben wird.\n"
+"2. Notieren Sie den optimalen PA-Wert für jede Volumenfließgeschwindigkeit "
+"und Beschleunigung. Sie können die Fließzahl auswählen, indem Sie Fluss "
+"ausdem Farbschema-Dropdown auswählen und den horizontalen Schieberegler über "
+"den PA-Musterlinien bewegen. Die Zahl sollte am unteren Rand der Seite "
+"sichtbar sein. Der ideale PA-Wert sollte abnehmen, je höher die "
+"Volumenfließgeschwin-digkeit ist. Wenn dies nicht der Fall ist, bestätigen "
+"Sie, dass Ihr Extruder korrekt funktioniert. Je langsamer und mit weniger "
+"Beschleunigung Sie drucken, desto größer ist der Bereich der akzeptablen PA-"
+"Werte. Wenn kein Unterschied sichtbar ist, verwenden Sie den PA-Wert aus dem "
+"schnelleren Test.3. Geben Sie die Triplets von PA-Werten, Fluss und "
+"Beschleunigungen im Textfeld hier ein und speichern Sie Ihr Filamentprofil\n"
+"\n"
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr "Adaptives PA für Überhänge aktivieren (experimentell)"
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+"Adaptives PA für Überhänge aktivieren, sowie wenn der Fluss innerhalb der "
+"gleichen Funktion geändert wird. Dies ist eine experimentelle Option, da bei "
+"einer ungenauen Einstellung des PA-Profils Gleichmäßigkeitsprobleme auf den "
+"externen Oberflächen vor und nach Überhängen verursacht werden.\n"
+
+msgid "Pressure advance for bridges"
+msgstr "Pressure Advance für Brücken"
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+"Pressure Advance-Wert für Brücken. Auf 0 setzen, um zu deaktivieren.\n"
+"\n"
+"Ein niedrigerer PA-Wert beim Drucken von Brücken hilft, das Auftreten einer "
+"leichten Unterextrusion unmittelbar nach Brücken zu reduzieren. Dies wird "
+"durch den Druckabfall in der Düse beim Drucken in der Luft verursacht, und "
+"ein niedrigerer PA hilft, dem entgegenzuwirken."
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -11025,18 +11355,40 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Ladedauer des Filaments"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Zeit zum Laden des neuen Filaments, beim Wechseln des Filaments. Nur für "
-"statistische Zwecke."
+"Zeit zum Laden des neuen Filaments beim Wechsel des Filaments. Es ist in der "
+"Regel für Einzel-Extruder-Multi-Material-Maschinen anwendbar. Für "
+"Werkzeugwechsler oder Multi-Tool-Maschinen beträgt es in der Regel 0. Nur "
+"für Statistiken"
msgid "Filament unload time"
msgstr "Entladezeit des Filaments"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Zeit zum Entladen des alten Filaments, beim Wechseln des Filaments. Nur für "
-"statistische Zwecke."
+"Zeit zum Entladen des alten Filaments beim Wechsel des Filaments. Es ist in "
+"der Regel für Einzel-Extruder-Multi-Material-Maschinen anwendbar. Für "
+"Werkzeugwechsler oder Multi-Tool-Maschinen beträgt es in der Regel 0. Nur "
+"für Statistiken"
+
+msgid "Tool change time"
+msgstr "Werkzeugwechselzeit"
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
+msgstr ""
+"Zeit, die zum Wechseln der Werkzeuge benötigt wird. Es ist in der Regel für "
+"Werkzeugwechsler oder Multi-Tool-Maschinen anwendbar. Für Einzel-Extruder-"
+"Multi-Material-Maschinen beträgt es in der Regel 0. Nur für Statistiken"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -11046,7 +11398,7 @@ msgstr ""
"verwendet, er ist also wichtig und sollte genau sein"
msgid "Pellet flow coefficient"
-msgstr ""
+msgstr "Pellet-Flusskoeffizient"
msgid ""
"Pellet flow coefficient is emperically derived and allows for volume "
@@ -11057,6 +11409,13 @@ msgid ""
"\n"
"filament_diameter = sqrt( (4 * pellet_flow_coefficient) / PI )"
msgstr ""
+"Der Pellet-Flusskoeffizient wird empirisch abgeleitet und ermöglicht die "
+"Volumenberechnung für Pellet-Drucker.\n"
+"\n"
+"Intern wird er in den Filamentdurchmesser umgerechnet. Alle anderen "
+"Volumenberechnungen bleiben gleich.\n"
+"\n"
+"Filamentdurchmesser = sqrt( (4 * Pellet-Flusskoeffizient) / PI )"
msgid "Shrinkage"
msgstr "Schrumpfung"
@@ -11129,6 +11488,25 @@ msgstr ""
"Das Filament wird gekühlt, indem es in den Kühlrohren hin und her bewegt "
"wird. Geben Sie die gewünschte Anzahl dieser Bewegungen an."
+msgid "Stamping loading speed"
+msgstr "Lade-Geschwindigkeit für das Stamping"
+
+msgid "Speed used for stamping."
+msgstr "Geschwindigkeit, die für das Stamping verwendet wird."
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr "Stamping-Abstand, gemessen vom Zentrum des Kühlrohrs"
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+"Wenn ein Wert ungleich Null eingestellt ist, wird das Filament zwischen den "
+"einzelnen Kühlbewegungen (\"Stamping\") in Richtung der Düse bewegt. Diese "
+"Option konfiguriert, wie lange diese Bewegung sein soll, bevor das Filament "
+"wieder zurückgezogen wird."
+
msgid "Speed of the first cooling move"
msgstr "Geschwindigkeit der ersten Kühlbewegung"
@@ -11159,16 +11537,6 @@ msgstr "Geschwindigkeit der letzten Kühlbewegung"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "Kühlbewegungen beschleunigen allmählich auf diese Geschwindigkeit."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Zeit für die Drucker-Firmware (oder die Multi Material Unit 2.0), um ein "
-"neues Filament während eines Werkzeugwechsels zu laden (wenn der T-Code "
-"ausgeführt wird). Diese Zeit wird zur Gesamt-Druckzeit vom G-Code-Zeit-"
-"Schätzer hinzugefügt."
-
msgid "Ramming parameters"
msgstr "Ramming-Parameter"
@@ -11179,16 +11547,6 @@ msgstr ""
"Dieser String wird von RammingDialog bearbeitet und enthält ramming-"
"spezifische Parameter."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Zeit für die Drucker-Firmware (oder die Multi Material Unit 2.0), um ein "
-"Filament während eines Werkzeugwechsels zu entladen (wenn der T-Code "
-"ausgeführt wird). Diese Zeit wird zur Gesamt-Druckzeit vom G-Code-Zeit-"
-"Schätzer hinzugefügt."
-
msgid "Enable ramming for multitool setups"
msgstr "Ermöglicht das Rammen für Multitool-Setups"
@@ -11518,7 +11876,7 @@ msgstr "Höhe der ersten Schicht"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Höhe der ersten Schicht. Eine etwas dickere erste Schicht kann die Haftung "
"der Druckplatte verbessern"
@@ -11562,13 +11920,13 @@ msgstr "Volle Lüfterdrehzahl ab Schicht"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
-"Die Lüftergeschwindigkeit wird linear von Null bei der Schicht"
-"\"close_fan_the_first_x_layers\" auf das Maximum bei der Schicht "
+"Die Lüftergeschwindigkeit wird linear von Null bei der "
+"Schicht\"close_fan_the_first_x_layers\" auf das Maximum bei der Schicht "
"\"full_fan_speed_layer\" erhöht. \"full_fan_speed_layer\" wird ignoriert, "
"wenn es niedriger ist als \"close_fan_the_first_x_layers\",in diesem Fall "
"läuft der Lüfter bei Schicht \"close_fan_the_first_x_layers\"+ 1 mit maximal "
@@ -11639,8 +11997,15 @@ msgstr "Filtert winzige Lücken aus"
msgid "Layers and Perimeters"
msgstr "Schichten und Perimeter"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Filtert Lücken aus, die kleiner als der angegebene Schwellenwert sind"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
+"Drucken Sie keine Lückenfüllung mit einer Länge, die kleiner als der "
+"angegebene Schwellenwert (in mm) ist. Diese Einstellung gilt für die obere, "
+"untere und massive Füllung und, wenn der klassische Perimeter-Generator "
+"verwendet wird, für die Wandlückenfüllung."
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11851,10 +12216,12 @@ msgid "Klipper"
msgstr "Klipper"
msgid "Pellet Modded Printer"
-msgstr ""
+msgstr "Pellet-Modifizierter Drucker"
msgid "Enable this option if your printer uses pellets instead of filaments"
msgstr ""
+"aktivieren Sie diese Option, wenn Ihr Drucker Pellets anstelle von "
+"Filamenten verwendet"
msgid "Support multi bed types"
msgstr "Unterstützung mehrerer Betttypen"
@@ -11937,7 +12304,7 @@ msgstr ""
"rauen Oberflächen führen kann."
msgid "Top/Bottom solid infill/wall overlap"
-msgstr ""
+msgstr "Überlappung des oberen/unteren massiven Füllung/Wand"
#, no-c-format, no-boost-format
msgid ""
@@ -11979,57 +12346,74 @@ msgstr ""
"Funktion."
msgid "Interlocking depth of a segmented region"
-msgstr "Verriegelungstiefe eines segmentierten Bereichs"
+msgstr "Interlock-Struktur-Tiefe eines segmentierten Bereichs"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Verriegelungstiefe eines segmentierten Bereichs. Null deaktiviert diese "
-"Funktion."
+"Interlock-Tiefe eines segmentierten Bereichs. Es wird ignoriert, wenn "
+"\"mmu_segmented_region_max_width\" null ist oder wenn "
+"\"mmu_segmented_region_interlocking_depth\" größer ist als "
+"\"mmu_segmented_region_max_width\". Null deaktiviert diese Funktion."
msgid "Use beam interlocking"
-msgstr ""
+msgstr "Verwende Interlock-Strukturen"
msgid ""
"Generate interlocking beam structure at the locations where different "
"filaments touch. This improves the adhesion between filaments, especially "
"models printed in different materials."
msgstr ""
+"Erzeugen Sie eine verzahnte Struktur an den Stellen, an denen sich "
+"unterschiedliche Filamente berühren. Dies verbessert die Haftung zwischen "
+"den Filamenten, insbesondere bei Modellen, die aus verschiedenen Materialien "
+"gedruckt werden."
msgid "Interlocking beam width"
-msgstr ""
+msgstr "Interlock-Struktur-Breite"
msgid "The width of the interlocking structure beams."
-msgstr ""
+msgstr "Die Breite der Interlock-Strukturen."
msgid "Interlocking direction"
-msgstr ""
+msgstr "Interlock-Struktur Ausrichtung"
msgid "Orientation of interlock beams."
-msgstr ""
+msgstr "Ausrichtung der Interlock-Strukturen."
msgid "Interlocking beam layers"
-msgstr ""
+msgstr "Interlock-Struktur Schichten"
msgid ""
"The height of the beams of the interlocking structure, measured in number of "
"layers. Less layers is stronger, but more prone to defects."
msgstr ""
+"Die Höhe der Balken der Interlock-Strukture, gemessen in Anzahl von "
+"Schichten. Weniger Schichten sind stärker, aber anfälliger für Fehler."
msgid "Interlocking depth"
-msgstr ""
+msgstr "Interlock-Struktur Tiefe"
msgid ""
"The distance from the boundary between filaments to generate interlocking "
"structure, measured in cells. Too few cells will result in poor adhesion."
msgstr ""
+"Der Abstand von der Grenze zwischen den Filamenten, um die Interlock-"
+"Strukturen-zu generieren, gemessen in Zellen. Zu wenige Zellen führen zu "
+"einer schlechten Haftung."
msgid "Interlocking boundary avoidance"
-msgstr ""
+msgstr "Vermeidung von Interlock-Strukturgrenzen"
msgid ""
"The distance from the outside of a model where interlocking structures will "
"not be generated, measured in cells."
msgstr ""
+"Der Abstand von der Außenseite eines Modells, an dem keine Interlock-"
+"Strukturen generiert werden, gemessen in Zellen."
msgid "Ironing Type"
msgstr "Glättungsmethode"
@@ -12387,9 +12771,6 @@ msgstr ""
"die minimale Schichtzeit einzuhalten, wenn die Verlangsamung für eine "
"bessere Schichtkühlung aktiviert ist."
-msgid "Nozzle diameter"
-msgstr "Düsendurchmesser"
-
msgid "Diameter of nozzle"
msgstr "Düsendurchmesser"
@@ -12491,6 +12872,13 @@ msgstr ""
"bei komplexeren Modellen verkürzen und Druckzeit sparen, verlangsamt aber "
"das Slicen und die G-Code Generierung."
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+"Diese Option senkt die Temperatur der inaktiven Extruder, um das "
+"Herauslaufen des Filaments zu verhindern."
+
msgid "Filename format"
msgstr "Format des Dateinamens"
@@ -12542,6 +12930,9 @@ msgstr ""
"verwenden hierfür eine unterschiedliche Druckgeschwindigkeiten. Bei einem "
"100%% Überhang wird die Brückengeschwindigkeit verwendet."
+msgid "Filament to print walls"
+msgstr "Filament für den Druck der Wände"
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12592,12 +12983,21 @@ msgstr ""
"zur G-Code-Datei als erstes Argument und können die Orca Slicer-"
"Konfigurationseinstellungen durch Lesen von Umgebungsvariablen abrufen."
+msgid "Printer type"
+msgstr "Druckertyp"
+
+msgid "Type of the printer"
+msgstr "Typ des Druckers"
+
msgid "Printer notes"
msgstr "Druckernotizen"
msgid "You can put your notes regarding the printer here."
msgstr "Sie können hier Ihre Notizen zum Drucker eintragen."
+msgid "Printer variant"
+msgstr "Druckervariante"
+
msgid "Raft contact Z distance"
msgstr "Z Abstand Objekt Druckbasis "
@@ -12746,12 +13146,14 @@ msgid "Spiral"
msgstr "Spirale"
msgid "Traveling angle"
-msgstr ""
+msgstr "Bewegungswinkel"
msgid ""
"Traveling angle for Slope and Spiral Z hop type. Setting it to 90° results "
"in Normal Lift"
msgstr ""
+"Bewegungswinkel für den Z-Hub-Typ \"Steigung\" und \"Spirale\". Wenn Sie es "
+"auf 90° einstellen, erhalten Sie eine normale Anhebung"
msgid "Only lift Z above"
msgstr "Nur Z anheben über"
@@ -13180,6 +13582,12 @@ msgstr ""
"Innere Füllbereiche, die kleiner als dieser Wert sind, werden durch massive "
"Füllungen ersetzt."
+msgid "Solid infill"
+msgstr "Massive Füllung"
+
+msgid "Filament to print solid infill"
+msgstr "Filament für den Druck der massiven Füllung"
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -13250,6 +13658,41 @@ msgstr "Traditionell"
msgid "Temperature variation"
msgstr "Temperaturvariation"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+"Temperaturunterschied, der angewendet wird, wenn ein Extruder nicht aktiv "
+"ist. Der Wert wird nicht verwendet, wenn 'idle_temperature' in den Filament-"
+"Einstellungen auf einen Wert ungleich Null gesetzt ist."
+
+msgid "Preheat time"
+msgstr "Vorheizzeit"
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+"Um die Wartezeit nach dem Werkzeugwechsel zu reduzieren, kann Orca das "
+"nächste Werkzeug vorheizen, während das aktuelle Werkzeug noch in Gebrauch "
+"ist. Diese Einstellung gibt die Zeit in Sekunden an, um das nächste Werkzeug "
+"vorzuheizen. Orca fügt einen M104-Befehl ein, um das Werkzeug im Voraus zu "
+"vorzuheizen."
+
+msgid "Preheat steps"
+msgstr "Vorheizschritte"
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+"Fügen Sie mehrere Vorheizbefehle ein (z.B. M104.1). Nur nützlich für Prusa "
+"XL. Für andere Drucker bitte auf 1 setzen."
+
msgid "Start G-code"
msgstr "Start G-Code"
@@ -13755,34 +14198,68 @@ msgid "Activate temperature control"
msgstr "aktiviere Temperaturkontrolle"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"Diese Option aktivieren, um die Temperatur der Druckkammer zu steuern. Ein "
-"M191-Befehl wird vor \"machine_start_gcode\" hinzugefügt\n"
-"G-Code-Befehle: M141/M191 S(0-255)"
+"Diese Option aktiviert die automatische Druckraumtemperaturkontrolle. Diese "
+"Option aktiviert das Aussenden eines M191-Befehls vor dem "
+"\"machine_start_gcode\", der die Druckraumtemperatur einstellt und wartet, "
+"bis sie erreicht ist. Darüber hinaus wird am Ende des Drucks ein M141-Befehl "
+"ausgegeben, um den Druckraumheizer auszuschalten, falls vorhanden. \n"
+"\n"
+"Diese Option basiert auf der Firmware, die die M191- und M141-Befehle "
+"entweder über Makros oder nativ unterstützt und wird normalerweise verwendet, "
+"wenn ein aktiver Druckraumheizer installiert ist."
msgid "Chamber temperature"
msgstr "Druckraum Temperatur"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Eine höhere Druckraumtemperatur kann das Verziehen unterdrücken oder "
-"reduzieren und möglicherweise zu einer höheren "
-"Zwischenschichtbindungsfestigkeit für Hochtemperaturmaterialien wie ABS, "
-"ASA, PC, PA und so weiter führen. Gleichzeitig wird die Luftfiltration von "
-"ABS und ASA schlechter. Für PLA, PETG, TPU, PVA und andere Materialien mit "
-"niedriger Temperatur sollte die tatsächliche Druckraumtemperatur nicht hoch "
-"sein, um Verstopfungen zu vermeiden, daher wird 0, was für das Ausschalten "
-"steht, dringend empfohlen."
+"Für Hochtemperaturmaterialien wie ABS, ASA, PC und PA kann eine höhere "
+"Druckraumtemperatur helfen, das Verziehen zu unterdrücken oder zu reduzieren "
+"und möglicherweise zu einer höheren Festigkeit der Zwischenschichtbindung "
+"führen. Gleichzeitig verringert eine höhere Druckraumtemperatur jedoch die "
+"Effizienz der Luftfiltration für ABS und ASA. \n"
+"\n"
+"Für PLA, PETG, TPU, PVA und andere Niedrigtemperaturmaterialien sollte diese "
+"Option deaktiviert sein (auf 0 gesetzt werden), da die Druckraumtemperatur "
+"niedrig sein sollte, um ein Verstopfen des Extruders durch Erweichung des "
+"Materials am Heizblock zu vermeiden. \n"
+"\n"
+"Wenn diese Option aktiviert ist, wird auch eine G-Code-Variable namens "
+"chamber_temperature gesetzt, die verwendet werden kann, um die gewünschte "
+"Druckraumtemperatur an Ihr Druckstart-Makro oder ein Wärmespeicher-Makro "
+"weiterzugeben, wie z.B. PRINT_START (andere Variablen) CHAMBER_TEMP=["
+"chamber_temperature]. Dies kann nützlich sein, wenn Ihr Drucker die Befehle "
+"M141/M191 nicht unterstützt oder wenn Sie das Wärmespeichern im "
+"Druckstart-Makro behandeln möchten, wenn kein aktiver Druckraumheizer "
+"installiert ist."
msgid "Nozzle temperature for layers after the initial one"
msgstr "Düsentemperatur nach der ersten Schicht"
@@ -13938,12 +14415,6 @@ msgstr ""
"Winkel an der Spitze des Kegels, der zum Stabilisieren des Reinigungsturms "
"verwendet wird. Ein größerer Winkel bedeutet eine breitere Basis."
-msgid "Wipe tower purge lines spacing"
-msgstr "Wischabstand der Reinigungsturmpurges"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Abstand der Reinigungsturmpurges."
-
msgid "Maximum wipe tower print speed"
msgstr "Maximale Druckgeschwindigkeit des Reinigungsturms"
@@ -13991,9 +14462,6 @@ msgstr ""
"Für die äußeren Umfänge des Reinigungsturms wird die Geschwindigkeit des "
"inneren Umfangs unabhängig von dieser Einstellung verwendet."
-msgid "Wipe tower extruder"
-msgstr "Reinigungsturm-Extruder"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -14053,6 +14521,36 @@ msgstr "Maximale Brückenlänge"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "Maximaler Abstand zwischen Stützstrukturen auf dünnem Infill."
+msgid "Wipe tower purge lines spacing"
+msgstr "Wischabstand der Reinigungsturmpurges"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Abstand der Reinigungsturmpurges."
+
+msgid "Extra flow for purging"
+msgstr "Zusätzlicher Fluss für Reinigung"
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+"Zusätzlicher Fluss, der für die Reinigungslinien auf dem Reinigungsturm "
+"verwendet wird. Dadurch werden die Reinigungslinien dicker oder schmaler, "
+"als sie normalerweise wären. Der Abstand wird automatisch angepasst."
+
+msgid "Idle temperature"
+msgstr "Leerlauftemperatur"
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+"Düsentemperatur, wenn das Werkzeug in Mehrwerkzeug-Setups derzeit nicht "
+"verwendet wird. Dies wird nur verwendet, wenn die „Ausflussverhinderung“ in "
+"den Druckeinstellungen aktiviert ist. Auf 0 setzen, um zu deaktivieren."
+
msgid "X-Y hole compensation"
msgstr "X-Y-Loch-Kompensation"
@@ -14408,6 +14906,16 @@ msgstr "Zusätzlicher Rückzug"
msgid "Currently planned extra extruder priming after deretraction."
msgstr "Derzeit geplantes zusätzliches Extruder-Priming nach dem Rückzug."
+msgid "Absolute E position"
+msgstr "Absolute E-Position"
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+"Aktuelle Position der Extruderachse. Wird nur bei absoluter "
+"Extruderadressierung verwendet."
+
msgid "Current extruder"
msgstr "Aktueller Extruder"
@@ -14458,6 +14966,14 @@ msgstr ""
"Vektor von Booleschen Werten, die angeben, ob ein bestimmter Extruder im "
"Druck verwendet wird."
+msgid "Has single extruder MM priming"
+msgstr "Hat einzelnes Extruder-MM-Priming"
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+"Werden die zusätzlichen Multi-Material-Priming-Regionen in diesem Druck "
+"verwendet?"
+
msgid "Volume per extruder"
msgstr "Volumen pro Extruder"
@@ -14619,6 +15135,16 @@ msgstr "Name des physischen Druckers"
msgid "Name of the physical printer used for slicing."
msgstr "Name des physischen Druckers, der zum Slicen verwendet wird."
+msgid "Number of extruders"
+msgstr "Anzahl der Extruder"
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+"Gesamtanzahl der Extruder, unabhängig davon, ob sie im aktuellen Druck "
+"verwendet werden."
+
msgid "Layer number"
msgstr "Schichtnummer"
@@ -15516,7 +16042,7 @@ msgid "Upload to storage"
msgstr "Hochladen in den Speicher"
msgid "Switch to Device tab after upload."
-msgstr ""
+msgstr "Wechseln Sie nach dem Hochladen zum Geräte-Tab."
#, c-format, boost-format
msgid "Upload filename doesn't end with \"%s\". Do you wish to continue?"
@@ -15756,8 +16282,8 @@ msgstr ""
"Möchten Sie es überschreiben?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Wir würden die Voreinstellungen als \"Hersteller Typ Seriennummer @Drucker, "
@@ -15786,7 +16312,7 @@ msgstr "Voreinstellung importieren"
msgid "Create Type"
msgstr "Typ erstellen"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "Das Modell ist nicht gefunden, bitte Hersteller erneut auswählen."
msgid "Select Model"
@@ -15835,10 +16361,10 @@ msgstr "Voreinstellungspfad nicht gefunden, bitte Hersteller erneut auswählen."
msgid "The printer model was not found, please reselect."
msgstr "Das Druckermodell wurde nicht gefunden, bitte erneut auswählen."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "Der Düsendurchmesser ist nicht gefunden, bitte erneut auswählen."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "Die Druckervoreinstellung ist nicht gefunden, bitte erneut auswählen."
msgid "Printer Preset"
@@ -17101,6 +17627,173 @@ msgstr ""
"wie z.B. ABS, durch eine entsprechende Erhöhung der Heizbetttemperatur die "
"Wahrscheinlichkeit von Verwerfungen verringert werden kann."
+#~ msgid ""
+#~ "Your object appears to be too large. It will be scaled down to fit the "
+#~ "heat bed automatically."
+#~ msgstr ""
+#~ "Ihr Objekt scheint zu groß zu sein. Es wird automatisch verkleinert, um "
+#~ "auf das Druckbett zu passen."
+
+#~ msgid "Shift+G"
+#~ msgstr "Umschalt+G"
+
+#~ msgid "Any arrow"
+#~ msgstr "Beliebiger Pfeil"
+
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Schaltet die Lückenfüllung für die ausgewählten Oberflächen ein. Die "
+#~ "minimale Länge der Lücke, die gefüllt wird, kann über die Option "
+#~ "\"winzige Lücken herausfiltern\" unten gesteuert werden.\n"
+#~ "\n"
+#~ "Optionen:\n"
+#~ "1. Überall: Füllt Lücken in oberen, unteren und inneren massiven "
+#~ "Oberflächen aus\n"
+#~ "2. Obere und untere Oberflächen: Füllt Lücken nur in oberen und unteren "
+#~ "Oberflächen aus\n"
+#~ "3. Nirgendwo: Deaktiviert die Lückenfüllung\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Verringern Sie diesen Wert geringfügig (z. B. 0,9), um die Materialmenge "
+#~ "für die Brücke zu verringern und den Durchhang zu minimieren"
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "Dieser Wert bestimmt die Dicke der internen Brückenschicht. Dies ist die "
+#~ "erste Schicht über der dünnen Füllung. Verringern Sie diesen Wert leicht "
+#~ "(z. B. 0,9), um die Oberflächenqualität über der dünnen Füllung zu "
+#~ "verbessern."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Dieser Faktor beeinflusst die Menge des Materials für die obere Füllung. "
+#~ "Sie können ihn leicht verringern, um eine glatte Oberflächenbeschichtung "
+#~ "zu erhalten"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr ""
+#~ "Dieser Faktor beeinflusst die Menge des Materials für die untere Füllung"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Aktivieren Sie diese Option, um den Druck in Bereichen zu verlangsamen, "
+#~ "in denen möglicherweise gekrümmte Umfänge vorhanden sind"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Geschwindigkeit für Brücken und vollständig überhängende Wände."
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Geschwindigkeit der internen Brücke. Wenn der Wert als Prozentsatz "
+#~ "angegeben ist, wird er basierend auf der Brückengeschwindigkeit "
+#~ "berechnet. Standardwert ist 150%."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Zeit zum Laden des neuen Filaments, beim Wechseln des Filaments. Nur für "
+#~ "statistische Zwecke."
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Zeit zum Entladen des alten Filaments, beim Wechseln des Filaments. Nur "
+#~ "für statistische Zwecke."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Zeit für die Drucker-Firmware (oder die Multi Material Unit 2.0), um ein "
+#~ "neues Filament während eines Werkzeugwechsels zu laden (wenn der T-Code "
+#~ "ausgeführt wird). Diese Zeit wird zur Gesamt-Druckzeit vom G-Code-Zeit-"
+#~ "Schätzer hinzugefügt."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Zeit für die Drucker-Firmware (oder die Multi Material Unit 2.0), um ein "
+#~ "Filament während eines Werkzeugwechsels zu entladen (wenn der T-Code "
+#~ "ausgeführt wird). Diese Zeit wird zur Gesamt-Druckzeit vom G-Code-Zeit-"
+#~ "Schätzer hinzugefügt."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr ""
+#~ "Filtert Lücken aus, die kleiner als der angegebene Schwellenwert sind"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Diese Option aktivieren, um die Temperatur der Druckkammer zu steuern. "
+#~ "Ein M191-Befehl wird vor \"machine_start_gcode\" hinzugefügt\n"
+#~ "G-Code-Befehle: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Eine höhere Druckraumtemperatur kann das Verziehen unterdrücken oder "
+#~ "reduzieren und möglicherweise zu einer höheren "
+#~ "Zwischenschichtbindungsfestigkeit für Hochtemperaturmaterialien wie ABS, "
+#~ "ASA, PC, PA und so weiter führen. Gleichzeitig wird die Luftfiltration "
+#~ "von ABS und ASA schlechter. Für PLA, PETG, TPU, PVA und andere "
+#~ "Materialien mit niedriger Temperatur sollte die tatsächliche "
+#~ "Druckraumtemperatur nicht hoch sein, um Verstopfungen zu vermeiden, daher "
+#~ "wird 0, was für das Ausschalten steht, dringend empfohlen."
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Unterschiedliche Düsendurchmesser und unterschiedliche "
+#~ "Filamentdurchmesser sind nicht zulässig, wenn der Reinigungsturm "
+#~ "aktiviert ist."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "Ooze Prevention wird derzeit nicht mit dem Reinigungsturm unterstützt."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Interlock-Struktur-Tiefe eines segmentierten Bereichs. Null deaktiviert "
+#~ "diese Funktion."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Reinigungsturm-Extruder"
+
#~ msgid "Current association: "
#~ msgstr "Aktuelle Zuordnung:"
@@ -17390,8 +18083,8 @@ msgstr ""
#~ "Choose an AMS slot then press \"Load\" or \"Unload\" button to "
#~ "automatically load or unload filiament."
#~ msgstr ""
-#~ "Wählen Sie einen AMS-Slot und drücken Sie dann \"Laden\" oder \"Entladen"
-#~ "\", um automatisch Filament zu laden oder zu entladen."
+#~ "Wählen Sie einen AMS-Slot und drücken Sie dann \"Laden\" oder "
+#~ "\"Entladen\", um automatisch Filament zu laden oder zu entladen."
#~ msgid "MC"
#~ msgstr "MC"
@@ -17714,8 +18407,8 @@ msgstr ""
#~ msgstr "Keine dünnen Schichten (EXPERIMENTELL)"
#~ msgid ""
-#~ "We would rename the presets as \"Vendor Type Serial @printer you selected"
-#~ "\". \n"
+#~ "We would rename the presets as \"Vendor Type Serial @printer you "
+#~ "selected\". \n"
#~ "To add preset for more prinetrs, Please go to printer selection"
#~ msgstr ""
#~ "Wir würden die Voreinstellungen als \"Hersteller Typ Seriennummer "
diff --git a/localization/i18n/en/OrcaSlicer_en.po b/localization/i18n/en/OrcaSlicer_en.po
index 3cb23265a8..dbb582f073 100644
--- a/localization/i18n/en/OrcaSlicer_en.po
+++ b/localization/i18n/en/OrcaSlicer_en.po
@@ -3,7 +3,7 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: \n"
"Last-Translator: \n"
"Language-Team: \n"
@@ -588,7 +588,7 @@ msgstr "Show wireframe"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Unable to apply when processing preview"
msgid "Operation already cancelling. Please wait few seconds."
@@ -655,8 +655,8 @@ msgstr "Surface"
msgid "Horizontal text"
msgstr "Horizontal text"
-msgid "Shift + Mouse move up or dowm"
-msgstr "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
+msgstr "Shift + Mouse move up or down"
msgid "Rotate text"
msgstr "Rotate text"
@@ -988,7 +988,7 @@ msgstr ""
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
@@ -1601,7 +1601,7 @@ msgstr "Extrusion width"
msgid "Wipe options"
msgstr "Wipe options"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Bed adhesion"
msgid "Add part"
@@ -1880,12 +1880,6 @@ msgstr "Auto orientation"
msgid "Auto orient the object to improve print quality."
msgstr "Auto orient the object to improve print quality."
-msgid "Split the selected object into mutiple objects"
-msgstr "Split the selected object into mutiple objects"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Split the selected object into mutiple parts"
-
msgid "Select All"
msgstr "Select All"
@@ -1931,6 +1925,9 @@ msgstr "Simplify Model"
msgid "Center"
msgstr "Center"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Edit Process Settings"
@@ -2147,8 +2144,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "The following model object has been repaired"
msgstr[1] "The following model objects have been repaired"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Failed to repair the following model object"
msgstr[1] "Failed to repair the following model objects"
@@ -2598,7 +2595,7 @@ msgstr "Print task sending times out."
msgid "Service Unavailable"
msgstr "Service Unavailable"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Unknown Error."
msgid "Sending print configuration"
@@ -3571,7 +3568,7 @@ msgstr ""
"The value will be reset to 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4308,7 +4305,7 @@ msgstr "Volume:"
msgid "Size:"
msgstr "Size:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4748,6 +4745,18 @@ msgstr "Pass 2"
msgid "Flow rate test - Pass 2"
msgstr "Flow rate test - Pass 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Flow rate"
@@ -6035,7 +6044,7 @@ msgstr ""
"The file %s already exists.\n"
"Do you want to replace it?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Confirm Save As"
msgid "Delete object which is a part of cut object"
@@ -6254,10 +6263,10 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
#, boost-format
msgid "Reason: part \"%1%\" is empty."
@@ -6562,6 +6571,12 @@ msgstr ""
"With this option enabled, you can send a task to multiple devices at the "
"same time and manage multiple devices."
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr ""
@@ -7464,13 +7479,13 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgid "Line width"
msgstr "Line width"
@@ -7541,12 +7556,21 @@ msgstr "Filament for Supports"
msgid "Tree supports"
msgstr ""
-msgid "Skirt"
+msgid "Multimaterial"
msgstr ""
msgid "Prime tower"
msgstr "Prime tower"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr ""
+
msgid "Special mode"
msgstr "Special mode"
@@ -7598,6 +7622,9 @@ msgstr "Recommended nozzle temperature"
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr "Recommended nozzle temperature range of this filament. 0 means not set"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr ""
@@ -7706,9 +7733,6 @@ msgstr "Filament start G-code"
msgid "Filament end G-code"
msgstr "Filament end G-code"
-msgid "Multimaterial"
-msgstr ""
-
msgid "Wipe tower parameters"
msgstr ""
@@ -7798,12 +7822,30 @@ msgstr "Jerk limitation"
msgid "Single extruder multimaterial setup"
msgstr ""
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Nozzle diameter"
+
msgid "Wipe tower"
msgstr ""
msgid "Single extruder multimaterial parameters"
msgstr ""
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Layer height limits"
@@ -8782,6 +8824,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "No object can be printed. It may be too small."
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9016,11 +9063,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Variable layer height is not supported with Organic supports."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9030,9 +9076,9 @@ msgstr ""
"addressing (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"Ooze prevention is currently not supported with the prime tower enabled."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9478,14 +9524,31 @@ msgid "Apply gap fill"
msgstr ""
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
msgid "Everywhere"
@@ -9557,10 +9620,11 @@ msgstr "Bridge flow ratio"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Decrease this value slightly (for example 0.9) to reduce the amount of "
-"material extruded for bridges to avoid sagging."
msgid "Internal bridge flow ratio"
msgstr ""
@@ -9568,7 +9632,11 @@ msgstr ""
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
msgid "Top surface flow ratio"
@@ -9576,15 +9644,20 @@ msgstr "Top surface flow ratio"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
msgid "Bottom surface flow ratio"
msgstr ""
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
msgid "Precise wall"
@@ -9718,9 +9791,25 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr ""
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
msgid "mm/s or %"
@@ -9729,8 +9818,14 @@ msgstr "mm/s or %"
msgid "External"
msgstr ""
-msgid "Speed of bridge and completely overhang wall"
-msgstr "This is the speed for bridges and 100% overhang walls."
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -9739,8 +9834,8 @@ msgid "Internal"
msgstr ""
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
msgid "Brim width"
@@ -10269,6 +10364,17 @@ msgstr ""
"1.05. You may be able to tune this value to get a nice flat surface if there "
"is slight overflow or underflow."
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Enable pressure advance"
@@ -10280,6 +10386,86 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10361,18 +10547,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Filament load time"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Time to load new filament when switching filament, for statistical purposes "
-"only."
msgid "Filament unload time"
msgstr "Filament unload time"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Time to unload old filament when switching filament, for statistical "
-"purposes only."
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10455,6 +10652,21 @@ msgid ""
"Specify desired number of these moves."
msgstr ""
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr ""
@@ -10478,12 +10690,6 @@ msgstr ""
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr ""
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-
msgid "Ramming parameters"
msgstr ""
@@ -10492,12 +10698,6 @@ msgid ""
"parameters."
msgstr ""
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-
msgid "Enable ramming for multitool setups"
msgstr ""
@@ -10780,7 +10980,7 @@ msgstr "First layer height"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"This is the height of the first layer. Making the first layer height thicker "
"can improve build plate adhesion."
@@ -10821,10 +11021,10 @@ msgstr "Full fan speed at layer"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
msgid "layer"
@@ -10889,7 +11089,10 @@ msgstr "Filter out tiny gaps"
msgid "Layers and Perimeters"
msgstr "Layers and Perimeters"
-msgid "Filter out gaps smaller than the threshold specified"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
msgstr ""
msgid ""
@@ -11172,8 +11375,12 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Interlocking depth of a segmented region"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
-msgstr "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
+msgstr ""
msgid "Use beam interlocking"
msgstr ""
@@ -11527,9 +11734,6 @@ msgid ""
"cooling is enabled."
msgstr ""
-msgid "Nozzle diameter"
-msgstr "Nozzle diameter"
-
msgid "Diameter of nozzle"
msgstr "The diameter of the nozzle"
@@ -11619,6 +11823,11 @@ msgstr ""
"oozing can't been seen. This can reduce times of retraction for complex "
"model and save printing time, but make slicing and G-code generation slower."
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Filename format"
@@ -11662,6 +11871,9 @@ msgstr ""
"This detects the overhang percentage relative to line width and uses a "
"different speed to print. For 100%% overhang, bridging speed is used."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -11695,12 +11907,21 @@ msgid ""
"environment variables."
msgstr ""
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Printer notes"
msgid "You can put your notes regarding the printer here."
msgstr "You can put your notes regarding the printer here."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Raft contact Z distance"
@@ -12197,6 +12418,12 @@ msgstr ""
"Sparse infill areas which are smaller than this threshold value are replaced "
"by internal solid infill."
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12261,6 +12488,31 @@ msgstr "Traditional"
msgid "Temperature variation"
msgstr "Temperature variation"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "Start G-code"
@@ -12714,29 +12966,40 @@ msgid "Activate temperature control"
msgstr ""
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
msgid "Chamber temperature"
msgstr "Chamber temperature"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on. At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials, the actual chamber temperature should not "
-"be high to avoid clogs, so 0 (turned off) is highly recommended."
msgid "Nozzle temperature for layers after the initial one"
msgstr "Nozzle temperature after the first layer"
@@ -12875,12 +13138,6 @@ msgid ""
"Larger angle means wider base."
msgstr ""
-msgid "Wipe tower purge lines spacing"
-msgstr ""
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr ""
-
msgid "Maximum wipe tower print speed"
msgstr ""
@@ -12906,9 +13163,6 @@ msgid ""
"regardless of this setting."
msgstr ""
-msgid "Wipe tower extruder"
-msgstr ""
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -12958,6 +13212,30 @@ msgstr ""
msgid "Maximal distance between supports on sparse infill sections."
msgstr ""
+msgid "Wipe tower purge lines spacing"
+msgstr ""
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr ""
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "X-Y hole compensation"
@@ -13260,6 +13538,14 @@ msgstr ""
msgid "Currently planned extra extruder priming after deretraction."
msgstr ""
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr ""
@@ -13302,6 +13588,12 @@ msgstr ""
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr ""
@@ -13446,6 +13738,14 @@ msgstr ""
msgid "Name of the physical printer used for slicing."
msgstr ""
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr ""
@@ -14507,8 +14807,8 @@ msgstr ""
"Do you want to rewrite it?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
@@ -14533,7 +14833,7 @@ msgstr "Import Preset"
msgid "Create Type"
msgstr "Create Type"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "The model was not found; please reselect vendor."
msgid "Select Model"
@@ -14582,10 +14882,10 @@ msgstr "Preset path was not found; please reselect vendor."
msgid "The printer model was not found, please reselect."
msgstr "The printer model was not found, please reselect."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "The nozzle diameter was not found; please reselect."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "The printer preset was not found; please reselect."
msgid "Printer Preset"
@@ -15748,6 +16048,68 @@ msgstr ""
"ABS, appropriately increasing the heatbed temperature can reduce the "
"probability of warping?"
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Decrease this value slightly (for example 0.9) to reduce the amount of "
+#~ "material extruded for bridges to avoid sagging."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "This is the speed for bridges and 100% overhang walls."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Time to load new filament when switching filament, for statistical "
+#~ "purposes only."
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Time to unload old filament when switching filament, for statistical "
+#~ "purposes only."
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on. At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials, the actual chamber "
+#~ "temperature should not be high to avoid clogs, so 0 (turned off) is "
+#~ "highly recommended."
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+
#~ msgid "Please input a valid value (K in 0~0.3)"
#~ msgstr "Please input a valid value (K in 0~0.3)"
diff --git a/localization/i18n/es/OrcaSlicer_es.po b/localization/i18n/es/OrcaSlicer_es.po
index 84d04a524e..0f8f804cfb 100644
--- a/localization/i18n/es/OrcaSlicer_es.po
+++ b/localization/i18n/es/OrcaSlicer_es.po
@@ -3,7 +3,7 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: \n"
"Last-Translator: Carlos Fco. Caruncho Serrano \n"
"Language-Team: \n"
@@ -57,7 +57,7 @@ msgid "Highlight overhang areas"
msgstr "Resaltar las zonas de voladizos"
msgid "Gap fill"
-msgstr "Rellenar hueco"
+msgstr "Rellenar huecos"
msgid "Perform"
msgstr "Realizar"
@@ -72,7 +72,7 @@ msgid "Smart fill angle"
msgstr "Ángulo de relleno en puente"
msgid "On overhangs only"
-msgstr "Solo voladizos"
+msgstr "Solo en voladizos"
msgid "Auto support threshold angle: "
msgstr "Ángulo del umbral de soporte automático: "
@@ -87,7 +87,7 @@ msgid "Fill"
msgstr "Llenar"
msgid "Gap Fill"
-msgstr "Rellenar hueco"
+msgstr "Rellenar huecos"
#, boost-format
msgid "Allows painting only on facets selected by: \"%1%\""
@@ -456,7 +456,7 @@ msgid "Cut position"
msgstr "Posición de corte"
msgid "Reset cutting plane"
-msgstr "Editar conectores"
+msgstr "Reiniciar plano de corte"
msgid "Edit connectors"
msgstr "Editar conectores"
@@ -486,7 +486,7 @@ msgid "After cut"
msgstr "Después del corte"
msgid "Cut to parts"
-msgstr "Separar en piezas"
+msgstr "Cortar en piezas"
msgid "Perform cut"
msgstr "Realizar corte"
@@ -529,8 +529,8 @@ msgstr "Corte en Plano"
msgid "non-manifold edges be caused by cut tool, do you want to fix it now?"
msgstr ""
-"Los bordes con pliegues pueden ser causa de la herramienta de corte, "
-"¿quieres arreglarlo ahora?"
+"Los bordes no plegados son causados por la herramienta de corte, ¿quieres "
+"arreglarlo ahora?"
msgid "Repairing model object"
msgstr "Reparación de un objeto modelo"
@@ -598,14 +598,14 @@ msgstr "Mostrar estructura de alambre"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "No se puede aplicar cuando la vista previa del proceso."
msgid "Operation already cancelling. Please wait few seconds."
msgstr "Operación ya cancelada. Por favor, espere unos segundos."
msgid "Face recognition"
-msgstr "Reconocimiento facial"
+msgstr "Reconocimiento de caras"
msgid "Perform Recognition"
msgstr "Realizar el reconocimiento"
@@ -667,7 +667,7 @@ msgstr "Superficie"
msgid "Horizontal text"
msgstr "Texto horizontal"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + Mover ratón arriba u abajo"
msgid "Rotate text"
@@ -691,10 +691,10 @@ msgid "Embossed text"
msgstr "Texto en relieve"
msgid "Enter emboss gizmo"
-msgstr "Introducir dispositivo de relieve"
+msgstr "Entrar herramienta de relieve"
msgid "Leave emboss gizmo"
-msgstr "Abandonar dispositivo de relieve"
+msgstr "Abandonar herramienta de relieve"
msgid "Embossing actions"
msgstr "Acciones de relieve"
@@ -763,7 +763,7 @@ msgid "Text doesn't show current horizontal alignment."
msgstr "El texto no muestra la alineación horizontal actual."
msgid "Revert font changes."
-msgstr "Revertir cambios de fuente."
+msgstr "Deshacer cambios de fuente."
#, boost-format
msgid "Font \"%1%\" can't be selected."
@@ -893,35 +893,35 @@ msgid "Style \"%1%\" can't be used and will be removed from a list."
msgstr "El estilo \"%1%\" no se puede utilizar y se eliminará de una lista."
msgid "Unset italic"
-msgstr "Cursiva no definida"
+msgstr "Desactivar cursiva"
msgid "Set italic"
-msgstr "Poner cursiva"
+msgstr "Aplicar cursiva"
msgid "Unset bold"
msgstr "Desactivar negrita"
msgid "Set bold"
-msgstr "Activar negrita"
+msgstr "Aplicar negrita"
msgid "Revert text size."
-msgstr "Revertir tamaño de texto."
+msgstr "Deshacer tamaño de texto."
msgid "Revert embossed depth."
-msgstr "Revertir profundidad en relieve."
+msgstr "Deshacer profundidad en relieve."
msgid ""
"Advanced options cannot be changed for the selected font.\n"
"Select another font."
msgstr ""
-"Las opciones avanzadas no pueden modificarse para la fuente seleccionada. "
+"Las opciones avanzadas no pueden modificarse para la fuente seleccionada.\n"
"Seleccione otra fuente."
msgid "Revert using of model surface."
-msgstr "Revertir el uso de la superficie del modelo."
+msgstr "Deshacer el uso de la superficie del modelo."
msgid "Revert Transformation per glyph."
-msgstr "Revertir Transformación por glifo."
+msgstr "Deshacer Transformación por glifo."
msgid "Set global orientation for whole text."
msgstr "Establece la orientación global para todo el texto."
@@ -954,35 +954,35 @@ msgid "Bottom"
msgstr "Bajo"
msgid "Revert alignment."
-msgstr "Revertir alineamiento."
+msgstr "Deshacer alineamiento."
#. TRN EmbossGizmo: font units
msgid "points"
msgstr "puntos"
msgid "Revert gap between characters"
-msgstr "Revert gap between characters"
+msgstr "Deshacer el espacio entre caracteres"
msgid "Distance between characters"
msgstr "Distancia entre caracteres"
msgid "Revert gap between lines"
-msgstr "Revertir el espacio entre líneas"
+msgstr "Deshacer el espacio entre líneas"
msgid "Distance between lines"
msgstr "Distancia entre líneas"
msgid "Undo boldness"
-msgstr "Deshacer el atrevimiento"
+msgstr "Deshacer engrosado"
msgid "Tiny / Wide glyphs"
msgstr "Glifos minúsculos / anchos"
msgid "Undo letter's skew"
-msgstr "Deshacer la inclinación de la letra"
+msgstr "Deshacer la inclinación de letra"
msgid "Italic strength ratio"
-msgstr "Relación de fuerza de la cursiva"
+msgstr "Relación de fuerza de cursiva"
msgid "Undo translation"
msgstr "Deshacer la traducción"
@@ -1016,7 +1016,7 @@ msgstr "Orienta el texto hacia la cámara."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"No se puede cargar exactamente la misma fuente(\"%1%\"). La aplicación "
@@ -1420,8 +1420,8 @@ msgid ""
"OrcaSlicer will terminate because of a localization error. It will be "
"appreciated if you report the specific scenario this issue happened."
msgstr ""
-"OrcaSlicer terminará debido a un error de posición. Le agradeceremos que nos "
-"informe del escenario específico en el que se ha producido este problema."
+"OrcaSlicer se cerrará debido a un error de posición. Le agradeceremos que "
+"nos informe del escenario específico en el que se ha producido este problema."
# msgid "OrcaSlicer will terminate because of a localization error. It will be
# appreciated if you report the specific scenario this issue happened."
@@ -1641,7 +1641,7 @@ msgid "Support"
msgstr "Soportes"
msgid "Flush options"
-msgstr "Opciones de caudal"
+msgstr "Opciones de flujo"
msgid "Speed"
msgstr "Velocidad"
@@ -1676,7 +1676,7 @@ msgstr "Ancho de Extrusión"
msgid "Wipe options"
msgstr "Opciones de limpieza"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Adhesión a la cama"
msgid "Add part"
@@ -1848,7 +1848,7 @@ msgid "Scale an object to fit the build volume"
msgstr "Escalar un objeto para que se ajuste al volumen de impresión"
msgid "Flush Options"
-msgstr "Opciones de Caudal"
+msgstr "Opciones de Flujo"
msgid "Flush into objects' infill"
msgstr "Purgar en el relleno de objetos"
@@ -1929,7 +1929,7 @@ msgid "Add Primitive"
msgstr "Añadir Primitivo"
msgid "Add Handy models"
-msgstr "Añadir modelos prácticos"
+msgstr "Añadir Modelos Prácticos"
msgid "Add Models"
msgstr "Añadir Modelos"
@@ -1962,12 +1962,6 @@ msgid "Auto orient the object to improve print quality."
msgstr ""
"Orienta automáticamente el objeto para mejorar la calidad de la impresión."
-msgid "Split the selected object into mutiple objects"
-msgstr "Dividir el objeto seleccionado en múltiples objetos"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Dividir el objeto seleccionado en múltiples piezas"
-
msgid "Select All"
msgstr "Seleccionar Todo"
@@ -1984,7 +1978,7 @@ msgid "Arrange"
msgstr "Organizar"
msgid "arrange current plate"
-msgstr "Posicionar la bandeja actual"
+msgstr "Ordenar la bandeja actual"
msgid "Reload All"
msgstr "Recargar todo"
@@ -2013,6 +2007,9 @@ msgstr "Simplificar Modelo"
msgid "Center"
msgstr "Centrar"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Editar Ajustes de Procesado"
@@ -2032,7 +2029,7 @@ msgid "Lock"
msgstr "Bloquear"
msgid "Edit Plate Name"
-msgstr "Editar el nombre de la"
+msgstr "Editar nombre de la bandeja"
msgid "Name"
msgstr "Nombre"
@@ -2176,7 +2173,7 @@ msgid "Part Settings to modify"
msgstr "Ajustes de pieza modificables"
msgid "Layer range Settings to modify"
-msgstr "Ajustes de Capa modificables"
+msgstr "Ajustes de capa modificables"
msgid "Part manipulation"
msgstr "Manipulación de piezas"
@@ -2238,8 +2235,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "Se ha reparado el siguiente modelo de objeto"
msgstr[1] "Se han reparado los siguientes objetos del modelo"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "No se ha podido reparar el siguiente objeto modelo"
msgstr[1] "No se han podido reparar los siguientes objetos del modelo"
@@ -2247,7 +2244,7 @@ msgid "Repairing was canceled"
msgstr "La reparación fue cancelada"
msgid "Additional process preset"
-msgstr "Proceso adicional preestablecido"
+msgstr "Perfil de proceso adicional"
msgid "Remove parameter"
msgstr "Eliminar parámetro"
@@ -2460,7 +2457,7 @@ msgid "AMS not connected"
msgstr "AMS no conectado"
msgid "Load"
-msgstr "Carga"
+msgstr "Cargar"
msgid "Unload"
msgstr "Descarga"
@@ -2489,7 +2486,7 @@ msgid "Calibrate again"
msgstr "Calibrar de nuevo"
msgid "Cancel calibration"
-msgstr "Cancelar calibración"
+msgstr "Cancelar calibración"
msgid "Idling..."
msgstr "En espera..."
@@ -2539,7 +2536,7 @@ msgstr ""
"No podemos hacer un auto posicionamiento en estos objetos."
msgid "No arrangable objects are selected."
-msgstr "No se han seleccionado objetos de posicionamiento."
+msgstr "No se han seleccionado objetos posicionables."
msgid ""
"This plate is locked,\n"
@@ -2681,7 +2678,7 @@ msgstr ""
msgid "Print file not found, Please slice it again and send it for printing."
msgstr ""
-"Archivo de impresión no encontrado; por favor, laminelo de nuevo y envíelo "
+"Archivo de impresión no encontrado; por favor, lamínelo de nuevo y envíelo "
"para imprimir."
msgid ""
@@ -2703,7 +2700,7 @@ msgstr "Tarea de envío de impresión fallida."
msgid "Service Unavailable"
msgstr "Servicio No Disponible"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Error Desconocido."
msgid "Sending print configuration"
@@ -2712,7 +2709,8 @@ msgstr "Enviando la configuración de impresión"
#, c-format, boost-format
msgid "Successfully sent. Will automatically jump to the device page in %ss"
msgstr ""
-"Envío exitoso. Se saltará automaticamente a la página del dispositivo en %ss"
+"Envío exitoso. Se alternará automáticamente a la página del dispositivo en "
+"%ss"
#, c-format, boost-format
msgid "Successfully sent. Will automatically jump to the next page in %ss"
@@ -2794,7 +2792,7 @@ msgid "License"
msgstr "Licencia"
msgid "Orca Slicer is licensed under "
-msgstr "Orca Slicer tiene licencia bajo "
+msgstr "Orca Slicer está licenciada sobre"
msgid "GNU Affero General Public License, version 3"
msgstr "GNU Affero General Public License, versión 3"
@@ -2835,7 +2833,7 @@ msgid ""
"contributors."
msgstr ""
"Slic3r fue creado por Alessandro Ranellucci con la ayuda de muchos otros "
-"contruyentes."
+"contribuyentes."
msgid "Version"
msgstr "Versión"
@@ -2874,13 +2872,13 @@ msgstr "SN"
msgid "Setting AMS slot information while printing is not supported"
msgstr ""
-"Ajustes de información de ranura AMS mientras la impresión no sea soportada"
+"Ajustes de información de ranura AMS mientras la impresión no tenga soportes"
msgid "Factors of Flow Dynamics Calibration"
-msgstr "Factores de Calibración de Dinámicas de Caudal"
+msgstr "Factores de Calibración de Dinámicas de Flujo"
msgid "PA Profile"
-msgstr "Perfil de Avance de Presión de Línea"
+msgstr "Perfil de Avance de Presión Lineal"
msgid "Factor K"
msgstr "Factor K"
@@ -2901,7 +2899,7 @@ msgstr "Necesitas seleccionar el tipo y el color del material primero."
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f)"
-msgstr "Por favor, introduzca un valor válido (K en %.1f~%.1f)"
+msgstr "Por favor, introduzca un valor válido (K in %.1f~%.1f)"
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f, N in %.1f~%.1f)"
@@ -2914,7 +2912,7 @@ msgid "Custom Color"
msgstr "Color Personalizado"
msgid "Dynamic flow calibration"
-msgstr "Calibración de caudal dinámico"
+msgstr "Calibración de flujo dinámico"
msgid ""
"The nozzle temp and max volumetric speed will affect the calibration "
@@ -2922,9 +2920,9 @@ msgid ""
"auto-filled by selecting a filament preset."
msgstr ""
"La temperatura y la velocidad volumétrica máxima de la boquilla afectará a "
-"los resultados de los ajustes. Por favor, rellena los mismos valores de la "
-"actual impresión. Ellos pueden ser auto-rellenados seleccionando un perfil "
-"de filamento."
+"los resultados de calibración. Por favor, rellena los mismos valores de la "
+"impresión. Ellos pueden ser auto-rellenados seleccionando un perfil de "
+"filamento."
msgid "Nozzle Diameter"
msgstr "Diámetro"
@@ -2945,7 +2943,7 @@ msgid "℃"
msgstr "℃"
msgid "Bed temperature"
-msgstr "Temperatura de la cama"
+msgstr "Temperatura de cama"
msgid "mm³"
msgstr "mm³"
@@ -2986,7 +2984,7 @@ msgid "%s does not support %s"
msgstr "%s no soporta %s"
msgid "Dynamic flow Calibration"
-msgstr "Calibración de caudal dinámico"
+msgstr "Calibración Dinámica de Flujo"
msgid "Step"
msgstr "Paso"
@@ -3013,7 +3011,7 @@ msgid "Print with the filament mounted on the back of chassis"
msgstr "Imprimir con el filamento montado en la parte posterior del chasis"
msgid "Current Cabin humidity"
-msgstr "Humedad actual de la cabina"
+msgstr "Humedad de cabina actual"
msgid ""
"Please change the desiccant when it is too wet. The indicator may not "
@@ -3022,15 +3020,15 @@ msgid ""
"temperatures also slow down the process."
msgstr ""
"Cambie el desecante cuando esté demasiado húmedo. El indicador puede no ser "
-"preciso en los siguientes casos: cuando la tapa está abierta o se cambia el "
-"paquete de desecante, tarda horas en absorber la humedad, las bajas "
-"temperaturas también ralentizan el proceso."
+"preciso en los siguientes casos: cuando la tapa está abierta o al paquete de "
+"desecante. Este tarda horas en absorber la humedad, y las bajas temperaturas "
+"también ralentizan el proceso."
msgid ""
"Config which AMS slot should be used for a filament used in the print job"
msgstr ""
-"La configuración de ranura la cual debe ser usada para el filamento es usada "
-"en el trabajo de impresión"
+"Configurar qué ranura AMS debe utilizarse para un filamento utilizado en el "
+"trabajo de impresión."
msgid "Filament used in this print job"
msgstr "Filamento usado en este trabajo de impresión"
@@ -3039,7 +3037,7 @@ msgid "AMS slot used for this filament"
msgstr "Ranura AMS usada para este filamento"
msgid "Click to select AMS slot manually"
-msgstr "Presiona para seleccionar la ranura AMS automaticamente"
+msgstr "Presiona para seleccionar la ranura AMS manualmente"
msgid "Do not Enable AMS"
msgstr "No Activar AMS"
@@ -3118,7 +3116,7 @@ msgstr ""
"información, dejándola en blanco para que usted la introduzca manualmente."
msgid "Power on update"
-msgstr "Actualización de encendido"
+msgstr "Actualización al encender"
msgid ""
"The AMS will automatically read the information of inserted filament on "
@@ -3148,7 +3146,7 @@ msgid ""
msgstr ""
"El AMS estimará la capacidad del filamento Bambú restante después de que la "
"información sea actualizada. Durante la impresión, la capacidad restante "
-"será actualizada automaticamente."
+"será actualizada automáticamente."
msgid "AMS filament backup"
msgstr "Copia de Seguridad del Filamento AMS"
@@ -3161,14 +3159,14 @@ msgstr ""
"automáticamente cuando el filamento se termine"
msgid "Air Printing Detection"
-msgstr "Air Printing Detection"
+msgstr "Detección de Aire en Impresión"
msgid ""
"Detects clogging and filament grinding, halting printing immediately to "
"conserve time and filament."
msgstr ""
-"Detects clogging and filament grinding, halting printing immediately to "
-"conserve time and filament."
+"Detecta los atascos y el rascado de filamento, deteniendo la impresión "
+"inmediatamente para ahorrar tiempo y filamento."
msgid "File"
msgstr "Archivo"
@@ -3187,7 +3185,7 @@ msgid ""
"Failed to install the plug-in. Please check whether it is blocked or deleted "
"by anti-virus software."
msgstr ""
-"Fallo al instalar el complemento. Por favor, compruebe si ha sido bloqueado "
+"Fallo al instalar el complemento. Por favor, compruebe si ha sido bloqueado "
"o borrado por un antivirus."
msgid "click here to see more info"
@@ -3229,28 +3227,28 @@ msgid "Illegal instruction"
msgstr "Instrucción ilegal"
msgid "Divide by zero"
-msgstr "Dividir por cero"
+msgstr "Dividir entre cero"
msgid "Overflow"
msgstr "Desbordamiento"
msgid "Underflow"
-msgstr "Sin caudal"
+msgstr "Sin flujo"
msgid "Floating reserved operand"
msgstr "Operando reservado flotante"
msgid "Stack overflow"
-msgstr "Columna de Sobrecaudal"
+msgstr "Desbordamiento de pila"
msgid "Running post-processing scripts"
msgstr "Ejecutando scripts de post-procesado"
msgid "Successfully executed post-processing script"
-msgstr "Successfully executed post-processing script"
+msgstr "Script de post-procesamiento ejecutado correctamente"
msgid "Unknown error occured during exporting G-code."
-msgstr "Se produjo un error desconocido durante la exportación del código G."
+msgstr "Se produjo un error desconocido durante la exportación del G-Code."
#, boost-format
msgid ""
@@ -3258,8 +3256,8 @@ msgid ""
"card is write locked?\n"
"Error message: %1%"
msgstr ""
-"Error al copiar el código G temporal en el código G de salida. ¿Quizás la "
-"tarjeta SD está bloqueada contra escritura?\n"
+"Error al copiar el G-Code temporal en el G-Code de salida. ¿Quizás la "
+"tarjeta SD está protegida contra escritura?\n"
"Mensaje de error: %1%"
#, boost-format
@@ -3268,16 +3266,16 @@ msgid ""
"problem with target device, please try exporting again or using different "
"device. The corrupted output G-code is at %1%.tmp."
msgstr ""
-"La copia del código G temporal al código G de salida ha fallado. Puede haber "
-"un problema con el dispositivo de destino, intenta exportar nuevamente o usa "
-"un dispositivo diferente. El código G de salida dañado está en %1%.tmp."
+"La copia del G-Code temporal al G-Code de salida ha fallado. Puede haber un "
+"problema con el dispositivo de destino, intenta exportar nuevamente o usa un "
+"dispositivo diferente. El G-Code de salida dañado está en %1%.tmp."
#, boost-format
msgid ""
"Renaming of the G-code after copying to the selected destination folder has "
"failed. Current path is %1%.tmp. Please try exporting again."
msgstr ""
-"El cambio de nombre del código G después de copiar en la carpeta de destino "
+"El cambio de nombre del G-Code después de copiar en la carpeta de destino "
"seleccionada ha fallado. La ruta actual es %1%.tmp. Intenta exportar de "
"nuevo."
@@ -3286,22 +3284,22 @@ msgid ""
"Copying of the temporary G-code has finished but the original code at %1% "
"couldn't be opened during copy check. The output G-code is at %2%.tmp."
msgstr ""
-"La copia del código G temporal ha finalizado, pero el código original en %1% "
-"no se pudo abrir durante la verificación de copia. El código G de salida "
-"está en %2%.tmp."
+"La copia del G-Code temporal ha finalizado, pero el código original en %1% "
+"no se pudo abrir durante la verificación de copia. El G-Code de salida está "
+"en %2%.tmp."
#, boost-format
msgid ""
"Copying of the temporary G-code has finished but the exported code couldn't "
"be opened during copy check. The output G-code is at %1%.tmp."
msgstr ""
-"La copia del código G temporal ha finalizado, pero el código exportado no se "
-"pudo abrir durante la verificación de la copia. El código G de salida está "
-"en %1%.tmp."
+"La copia del G-Code temporal ha finalizado, pero el código exportado no se "
+"pudo abrir durante la verificación de la copia. El G-Code de salida está en "
+"%1%.tmp."
#, boost-format
msgid "G-code file exported to %1%"
-msgstr "Archivo de código G exportado a %1%"
+msgstr "Archivo de G-Code exportado a %1%"
msgid "Unknown error when export G-code."
msgstr "Error desconocido al exportar el G-Code."
@@ -3352,7 +3350,7 @@ msgid "Offline"
msgstr "Fuera de línea"
msgid "No task"
-msgstr "Ninguna tarea"
+msgstr "Sin tareas"
msgid "View"
msgstr "Vista"
@@ -3468,7 +3466,7 @@ msgid "Preparing print job"
msgstr "Preparando el trabajo de impresión"
msgid "Abnormal print file data. Please slice again"
-msgstr "Datos anormales del archivo de impresión. Por favor, procese de nuevo"
+msgstr "Datos anormales del archivo de impresión. Por favor, lamine de nuevo"
msgid "There is no device available to send printing."
msgstr "No hay ningún dispositivo disponible para enviar impresiones."
@@ -3495,10 +3493,10 @@ msgid "Bed Leveling"
msgstr "Nivelación de la cama"
msgid "Timelapse"
-msgstr "Intervalo"
+msgstr "Timelapse"
msgid "Flow Dynamic Calibration"
-msgstr "Calibración dinámica del caudal"
+msgstr "Calibración Dinámica de Flujo"
msgid "Send Options"
msgstr "Opciones de envío"
@@ -3518,17 +3516,16 @@ msgstr "Espere"
msgid ""
"minute each batch.(It depends on how long it takes to complete the heating.)"
-msgstr ""
-"minuto cada tanda. (Depende de lo que tarde en terminar de calentarse)."
+msgstr "minuto por tanda. (Depende de lo que tarde en terminar de calentarse)."
msgid "Send"
msgstr "Enviar"
msgid "Name is invalid;"
-msgstr "El nombre no es válido;"
+msgstr "El nombre es inválido"
msgid "illegal characters:"
-msgstr "caracteres no permitidos:"
+msgstr "Caracteres no permitidos:"
msgid "illegal suffix:"
msgstr "sufijo no permitido:"
@@ -3537,7 +3534,7 @@ msgid "The name is not allowed to be empty."
msgstr "No se permite que el nombre esté vacío."
msgid "The name is not allowed to start with space character."
-msgstr "No se permite que el nombre comience con un carácter de espacio."
+msgstr "No se permite que el nombre comience con un espacio."
msgid "The name is not allowed to end with space character."
msgstr "No se permite que el nombre termine con un espacio."
@@ -3555,7 +3552,7 @@ msgid ""
"Distance of the 0,0 G-code coordinate from the front left corner of the "
"rectangle."
msgstr ""
-"Distancia de la coordenada del G-Code de 0,0 de la esquina frontal izquierda "
+"Distancia de la coordenada 0,0 del G-Code desde la esquina frontal izquierda "
"del rectángulo."
msgid ""
@@ -3629,10 +3626,11 @@ msgid ""
"maximum temperature.\n"
msgstr ""
"La temperatura mínima recomendada no puede ser superior a la temperatura "
-"máxima recomendada.\\n\n"
+"máxima recomendada.\n"
+"\n"
msgid "Please check.\n"
-msgstr "Por favor, compruébalo.\n"
+msgstr "Por favor, compruébelo.\n"
msgid ""
"Nozzle may be blocked when the temperature is out of recommended range.\n"
@@ -3642,6 +3640,7 @@ msgstr ""
"La boquilla puede bloquearse cuando la temperatura está fuera del rango "
"recomendado.\n"
"Por favor, asegúrese de utilizar la temperatura para imprimir.\n"
+"\n"
#, c-format, boost-format
msgid ""
@@ -3665,7 +3664,7 @@ msgid ""
"temperature for the material is %d"
msgstr ""
"La temperatura actual de la cámara es superior a la temperatura de seguridad "
-"del material,puede provocar que el material se ablande y se atasque.La "
+"del material, puede provocar que el material se ablande y se atasque. La "
"temperatura máxima de seguridad para el material es %d"
msgid ""
@@ -3709,7 +3708,7 @@ msgstr ""
"El valor se restablecerá a 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -3790,19 +3789,21 @@ msgid ""
"Reset to 0."
msgstr ""
"seam_slope_start_height debe ser menor que layer_height.\n"
-"Restablecer a 0."
+"Reiniciar a 0."
msgid ""
"Spiral mode only works when wall loops is 1, support is disabled, top shell "
"layers is 0, sparse infill density is 0 and timelapse type is traditional."
msgstr ""
"El modo espiral sólo funciona cuando los bucles de perímetro son 1, el "
-"soporte está desactivado, las capas superiores de la cubierta son 0, la "
-"densidad de relleno de baja densidad es 0 y el tipo de timelapse es el "
+"soporte está desactivado, las capas superiores de cubierta son 0, la "
+"cantidad de relleno de baja densidad es 0 y el tipo de timelapse es "
"tradicional."
msgid " But machines with I3 structure will not generate timelapse videos."
-msgstr " Las máquina con estructura I3 no generarán videos de timelapse."
+msgstr ""
+"Cuando imprima por objeto, las máquinas con estructura I3 no generará videos "
+"timelapse."
msgid ""
"Change these settings automatically? \n"
@@ -3817,7 +3818,7 @@ msgid "Auto bed leveling"
msgstr "Nivelación de cama automática"
msgid "Heatbed preheating"
-msgstr "Precalentamiento de la cama caliente"
+msgstr "Precalentamiento de la cama"
msgid "Sweeping XY mech mode"
msgstr "Barrido en XY modo mecánico"
@@ -3847,7 +3848,7 @@ msgid "Identifying build plate type"
msgstr "Identificando el tipo de bandeja de impresión"
msgid "Calibrating Micro Lidar"
-msgstr "Calibrando el Micro Lidar"
+msgstr "Calibrando Micro Lidar"
msgid "Homing toolhead"
msgstr "Homing del Cabezal"
@@ -3865,10 +3866,10 @@ msgid "Pause of front cover falling"
msgstr "Pausa al caer la cubierta frontal"
msgid "Calibrating the micro lida"
-msgstr "Calibrando el micro lidar"
+msgstr "Calibrando Micro Lidar"
msgid "Calibrating extrusion flow"
-msgstr "Calibrando el caudal de extrusión"
+msgstr "Calibrando el flujo de extrusión"
msgid "Paused due to nozzle temperature malfunction"
msgstr ""
@@ -3983,7 +3984,7 @@ msgstr ""
"actualmente"
msgid "Current flowrate cali param is invalid"
-msgstr "El parámetro de caudal actual no es válido"
+msgstr "El parámetro de flujo actual no es válido"
msgid "Selected diameter and machine diameter do not match"
msgstr "El diámetro seleccionado y el diámetro de la máquina no coinciden"
@@ -4004,8 +4005,8 @@ msgid ""
"Damp PVA will become flexible and get stuck inside AMS,please take care to "
"dry it before use."
msgstr ""
-"Damp PVA se hará más flexible y se atascará dentro del AMS, por favor, tenga "
-"cuidado de secarlo antes de usar."
+"El PVA húmedo se hará más flexible y se atascará dentro del AMS, por favor, "
+"tenga cuidado de secarlo antes de usar."
msgid ""
"CF/GF filaments are hard and brittle, It's easy to break or get stuck in "
@@ -4027,7 +4028,7 @@ msgstr ""
"añadirlo al G-Code)"
msgid "Search gcode placeholders"
-msgstr "Buscar marcadores de posición gcode"
+msgstr "Buscar marcadores de posición G-Code"
msgid "Add selected placeholder to G-code"
msgstr "Añadir el marcador de posición seleccionado al G-Code"
@@ -4042,7 +4043,7 @@ msgid "Read Only"
msgstr "Sólo lectura"
msgid "Read Write"
-msgstr "Leer Escribir"
+msgstr "Lectura Escritura"
msgid "Slicing State"
msgstr "Estado del Laminado"
@@ -4176,7 +4177,7 @@ msgid "Temperature: "
msgstr "Temperatura: "
msgid "Loading G-codes"
-msgstr "Carga de códigos G"
+msgstr "Carga de G-Codes"
msgid "Generating geometry vertex data"
msgstr "Generación de datos de vértices de la geometría"
@@ -4245,7 +4246,7 @@ msgid "Temperature (°C)"
msgstr "Temperatura (°C)"
msgid "Volumetric flow rate (mm³/s)"
-msgstr "Tasa de caudal volumétrico (mm³/seg)"
+msgstr "Tasa de flujo volumétrico (mm³/seg)"
msgid "Travel"
msgstr "Recorrido"
@@ -4296,7 +4297,7 @@ msgid "ToolChange"
msgstr "Cambio de Herramienta"
msgid "Time Estimation"
-msgstr "Estimación de Tiempo"
+msgstr "Tiempo Estimado"
msgid "Normal mode"
msgstr "Modo normal"
@@ -4308,7 +4309,7 @@ msgid "Model Filament"
msgstr "Modelo Filamento"
msgid "Prepare time"
-msgstr "Planificar tiempo"
+msgstr "Tiempo estimado"
msgid "Model printing time"
msgstr "Tiempo de impresión del modelo"
@@ -4365,7 +4366,7 @@ msgid "Mouse wheel:"
msgstr "Rueda del ratón:"
msgid "Increase/decrease edit area"
-msgstr "Incrementar/decrementar el área de edición"
+msgstr "Incrementar/disminuir el área de edición"
msgid "Sequence"
msgstr "Secuencia"
@@ -4434,7 +4435,7 @@ msgid "Split to parts"
msgstr "Separar en piezas"
msgid "Assembly View"
-msgstr "Vista de conjunto"
+msgstr "Vista de Emsamblado"
msgid "Select Plate"
msgstr "Seleccione la Bandeja"
@@ -4461,7 +4462,7 @@ msgid "Total Volume:"
msgstr "Volumen total:"
msgid "Assembly Info"
-msgstr "Información sobre el montaje"
+msgstr "Información de Ensamblado"
msgid "Volume:"
msgstr "Volumen:"
@@ -4469,7 +4470,7 @@ msgstr "Volumen:"
msgid "Size:"
msgstr "Tamaño:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4481,10 +4482,10 @@ msgid "An object is layed over the boundary of plate."
msgstr "Un objeto está sobre el límite de la bandeja."
msgid "A G-code path goes beyond the max print height."
-msgstr "Una ruta de G-Code va más allá de la altura máxima de impresión."
+msgstr "Una ruta de G-Code supera la altura máxima de impresión."
msgid "A G-code path goes beyond the boundary of plate."
-msgstr "Una ruta de G-Code va más allá del límite de la bandeja."
+msgstr "Una ruta de G-Code supera el límite de la bandeja."
msgid "Only the object being edit is visible."
msgstr "Sólo es visible el objeto que se está editando."
@@ -4503,16 +4504,16 @@ msgid "Calibration step selection"
msgstr "Seleccionar paso de calibración"
msgid "Micro lidar calibration"
-msgstr "Calibración Micro lidar"
+msgstr "Calibración Micro Lidar"
msgid "Bed leveling"
-msgstr "Nivelación de la cama"
+msgstr "Nivelación de Cama"
msgid "Vibration compensation"
-msgstr "Compensación de vibraciones"
+msgstr "Compensación de Vibraciones"
msgid "Motor noise cancellation"
-msgstr "Cancelación de ruido de motor"
+msgstr "Cancelación de Ruido de Motor"
msgid "Calibration program"
msgstr "Programa de calibración"
@@ -4527,7 +4528,7 @@ msgstr ""
"Mantiene el dispositivo con un rendimiento óptimo."
msgid "Calibration Flow"
-msgstr "Calibración del Caudal"
+msgstr "Calibración del Flujo"
msgid "Start Calibration"
msgstr "Iniciar Calibración"
@@ -4548,7 +4549,7 @@ msgid "Go Live"
msgstr "Ir A En Vivo"
msgid "Liveview Retry"
-msgstr "Reintentar Liveview"
+msgstr "Reintentar Video en Vivo"
msgid "Resolution"
msgstr "Resolución"
@@ -4606,7 +4607,7 @@ msgid "Preview"
msgstr "Previsualización"
msgid "Multi-device"
-msgstr "Multi-device"
+msgstr "Multi-dispositivo"
msgid "Project"
msgstr "Proyecto"
@@ -4624,7 +4625,7 @@ msgid "Slice plate"
msgstr "Laminar bandeja"
msgid "Print plate"
-msgstr "Imprimir bandeja de impresión"
+msgstr "Imprimir bandeja"
msgid "Slice all"
msgstr "Laminar todo"
@@ -4633,10 +4634,10 @@ msgid "Export G-code file"
msgstr "Exportar archivo G-Code"
msgid "Export plate sliced file"
-msgstr "Explorar archivo de laminado de bandeja de impresión"
+msgstr "Exportar los objetos laminados de la bandeja a un archivo"
msgid "Export all sliced file"
-msgstr "Exportar todos los archivos de laminado"
+msgstr "Exportar todos los objetos laminados a un archivo"
msgid "Print all"
msgstr "Imprimir todo"
@@ -4651,7 +4652,7 @@ msgid "Show the list of the keyboard shortcuts"
msgstr "Mostrar la lista de los atajos de teclado"
msgid "Setup Wizard"
-msgstr "Asistente de configuración"
+msgstr "Asistente de Configuración"
msgid "Show Configuration Folder"
msgstr "Mostrar Carpeta de Configuración"
@@ -4780,10 +4781,10 @@ msgid "Export 3mf file without using some 3mf-extensions"
msgstr "Exporte el archivo 3mf sin usar algunas de las extensiones"
msgid "Export current sliced file"
-msgstr "Exportar archivo de laminado actual"
+msgstr "Exportar la bandeja activa laminada a un archivo"
msgid "Export all plate sliced file"
-msgstr "Exportar todos los archivos de laminado de bandeja"
+msgstr "Exportar todas las bandejas laminadas a un archivo"
msgid "Export G-code"
msgstr "Exportar G-Code"
@@ -4792,7 +4793,7 @@ msgid "Export current plate as G-code"
msgstr "Exportar bandeja actual cómo G-Code"
msgid "Export Preset Bundle"
-msgstr "Paquete de preajustes de exportación"
+msgstr "Exportar Paquete de Perfiles"
msgid "Export current configuration to files"
msgstr "Exportar configuración actual a archivos"
@@ -4801,7 +4802,7 @@ msgid "Export"
msgstr "Exportar"
msgid "Quit"
-msgstr "Quitar"
+msgstr "Salir del programa"
msgid "Undo"
msgstr "Deshacer"
@@ -4810,7 +4811,7 @@ msgid "Redo"
msgstr "Rehacer"
msgid "Cut selection to clipboard"
-msgstr "Cortar la selección al portapapeles"
+msgstr "Cortar selección al portapapeles"
msgid "Copy"
msgstr "Copiar"
@@ -4873,19 +4874,19 @@ msgid "Show 3D navigator in Prepare and Preview scene"
msgstr "Mostrar navegador 3D en escena Preparar y Vista previa"
msgid "Reset Window Layout"
-msgstr "Reiniciar Capa de Ventana"
+msgstr "Reiniciar Diseño de Ventana"
msgid "Reset to default window layout"
msgstr "Restablecer el diseño de ventana por defecto"
msgid "Show &Labels"
-msgstr "Mostrar &Etiquetas"
+msgstr "Mostrar Etiquetas(&L)"
msgid "Show object labels in 3D scene"
msgstr "Mostrar etiquetas en escena 3D"
msgid "Show &Overhang"
-msgstr "Show &Overhang"
+msgstr "Mostrar Voladizo (&O)"
msgid "Show object overhang highlight in 3D scene"
msgstr "Mostrar resalte de voladizos de objeto en escena 3D"
@@ -4897,34 +4898,46 @@ msgid "Help"
msgstr "Ayuda"
msgid "Temperature Calibration"
-msgstr "Calibración de temperatura"
+msgstr "Calibración de Temperatura"
msgid "Pass 1"
msgstr "Paso 1"
msgid "Flow rate test - Pass 1"
-msgstr "Test de caudal - Paso 1"
+msgstr "Test de Flujo - Paso 1"
msgid "Pass 2"
msgstr "Paso 2"
msgid "Flow rate test - Pass 2"
-msgstr "Test de Caudal - Paso 2"
+msgstr "Test de Flujo - Paso 2"
+
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
msgid "Flow rate"
-msgstr "Test de caudal"
+msgstr "Test de Flujo"
msgid "Pressure advance"
msgstr "Avance de Presión Lineal"
msgid "Retraction test"
-msgstr "Test de retracción"
+msgstr "Test de Retracciones"
msgid "Orca Tolerance Test"
msgstr "Test de Tolerancia Orca"
msgid "Max flowrate"
-msgstr "Máximo caudal"
+msgstr "Test de Flujo Máximo"
msgid "VFA"
msgstr "VFA"
@@ -4948,22 +4961,22 @@ msgid "Open a G-code file"
msgstr "Abrir un archivo G-Code"
msgid "Re&load from Disk"
-msgstr "Recargar desde el Disco"
+msgstr "Recargar desde el Disco(&L)"
msgid "Reload the plater from disk"
msgstr "Cargar la base del disco"
msgid "Export &Toolpaths as OBJ"
-msgstr "Exportar &Movimientos como OBJ"
+msgstr "Exportar Movimientos como OBJ (&T)"
msgid "Export toolpaths as OBJ"
msgstr "Exportar trayectorias de herramientas como OBJ"
msgid "Open &Slicer"
-msgstr "Abrir $Studio"
+msgstr "Abrir &Laminador"
msgid "Open Slicer"
-msgstr "Abrir Studio"
+msgstr "Abrir Laminador"
msgid "&Quit"
msgstr "Salir (&Q)"
@@ -4973,7 +4986,7 @@ msgid "Quit %s"
msgstr "Salir %s"
msgid "&File"
-msgstr "&Archivo"
+msgstr "Archivo(&F)"
msgid "&View"
msgstr "&Ver"
@@ -4988,7 +5001,7 @@ msgstr "Existe un archivo con el mismo nombre: %s, ¿desea sobreescribirlo?."
#, c-format, boost-format
msgid "A config exists with the same name: %s, do you want to override it."
msgstr ""
-"Existe unaconfiguración con el mismo nombre: %s, ¿desea sobreescribirla?."
+"Existe una configuración con el mismo nombre: %s, ¿desea sobreescribirla?."
msgid "Overwrite file"
msgstr "Sobrescribir archivo"
@@ -5057,18 +5070,18 @@ msgid ""
"2. The Filament presets\n"
"3. The Printer presets"
msgstr ""
-"¿Quieres sincronizar tus datos personales desde la Bambú Cloud? \n"
+"¿Quiere sincronizar sus datos personales desde Bambú Cloud? \n"
"Esta contiene la siguiente información:\n"
"1. Los Perfiles de Proceso\n"
-"2. Los Perfiles de Filamento3. Los perfiles de la Impressora"
+"2. Los Perfiles de Filamento\n"
+"3. Los Perfiles de la Impresora"
msgid "Synchronization"
msgstr "Sincronización"
msgid "The device cannot handle more conversations. Please retry later."
msgstr ""
-"El dispositivo no puede gestionar más conversaciones. Intentalo más tarde.El "
-"aparato no puede manejar más conversaciones. Vuelva a intentarlo más tarde."
+"El dispositivo no puede gestionar más conversaciones. Inténtelo más tarde."
msgid "Player is malfunctioning. Please reinstall the system player."
msgstr ""
@@ -5101,7 +5114,8 @@ msgstr ""
msgid ""
"LAN Only Liveview is off. Please turn on the liveview on printer screen."
msgstr ""
-"LAN Only Liveview is off. Please turn on the liveview on printer screen."
+"Sólo ver Video en Directo vía LAN está apagado. Por favor, encienda el video "
+"en directo en la pantalla de la impresora."
msgid "Please enter the IP of printer to connect."
msgstr "Por favor, introduzca la IP de la impresora a conectar."
@@ -5126,7 +5140,7 @@ msgid "Stopped."
msgstr "Detenido."
msgid "LAN Connection Failed (Failed to start liveview)"
-msgstr "Fallo de Conexión de Red Local (Fallo al iniciar vista en vivo)"
+msgstr "Fallo de Conexión de Red Local (Fallo al iniciar vista en directo)"
msgid ""
"Virtual Camera Tools is required for this task!\n"
@@ -5152,7 +5166,7 @@ msgid "Virtual camera initialize failed (%s)!"
msgstr "Inicialización de cámara virtual (%s)"
msgid "Network unreachable"
-msgstr "Red inalcanzable"
+msgstr "Red no disponible"
msgid "Information"
msgstr "Información"
@@ -5243,7 +5257,7 @@ msgstr ""
"SD)."
msgid "LAN Connection Failed (Failed to view sdcard)"
-msgstr "Conexión LAN fallida (no se puede ver la tarjeta sdcard)"
+msgstr "Conexión LAN fallida (no se encuentra la tarjeta SD)"
msgid "Browsing file in SD card is not supported in LAN Only Mode."
msgstr ""
@@ -5257,8 +5271,8 @@ msgstr "¡Fallo al inicializar (%s)!"
msgid "You are going to delete %u file from printer. Are you sure to continue?"
msgid_plural ""
"You are going to delete %u files from printer. Are you sure to continue?"
-msgstr[0] "Vas a borrar el archivo %u de la impresora. ¿Estás seguro?"
-msgstr[1] "Vas a borrar los archivos %u de la impresora. ¿Estás seguro?"
+msgstr[0] "Va a borrar el archivo %u de la impresora. ¿Estás seguro?"
+msgstr[1] "Va a borrar los archivos %u de la impresora. ¿Estás seguro?"
msgid "Delete files"
msgstr "Borrar archivos"
@@ -5284,7 +5298,7 @@ msgid ""
"and export a new .gcode.3mf file."
msgstr ""
"El archivo .gcode. 3mf no contiene datos de G-Code. Por favor, lamine con "
-"OrcaSlicer y exporte un nuevo archivo .gcode.3mf."
+"Orca Slicer y exporte un nuevo archivo .gcode.3mf."
#, c-format, boost-format
msgid "File '%s' was lost! Please download it again."
@@ -5498,8 +5512,7 @@ msgid ""
"unload the filament and try again."
msgstr ""
"No se puede leer la información del filamento: el filamento está cargado en "
-"el cabezal de la herramienta, por favor, descargue el filamento y vuelva a "
-"intentarlo."
+"el cabezal, por favor, descargue el filamento y vuelva a intentarlo."
msgid "This only takes effect during printing"
msgstr "Esto solo tendrá efecto durante la impresión"
@@ -5617,7 +5630,7 @@ msgstr ""
"página web para la valoración?"
msgid "You can select up to 16 images."
-msgstr "Puede seleccionar hasta 15 imágenes."
+msgstr "Puede seleccionar hasta 16 imágenes."
msgid ""
"At least one successful print record of this print profile is required \n"
@@ -5696,7 +5709,7 @@ msgid "Latest Version: "
msgstr "Ultima versión: "
msgid "Not for now"
-msgstr "Not for now"
+msgstr "No por ahora"
msgid "3D Mouse disconnected."
msgstr "Ratón 3D desconectado."
@@ -5844,11 +5857,11 @@ msgid ""
"Unable to load shaders:\n"
"%s"
msgstr ""
-"No se han podido cargar las sombras:\n"
+"No se han podido cargar los shaders:\n"
"%s"
msgid "Error loading shaders"
-msgstr "Error al cargar sombras"
+msgstr "Error al cargar shaders"
msgctxt "Layers"
msgid "Top"
@@ -5870,7 +5883,9 @@ msgstr "Activar detección de posición de bandeja"
msgid ""
"The localization tag of build plate is detected, and printing is paused if "
"the tag is not in predefined range."
-msgstr "La etiqueta de localización."
+msgstr ""
+"Se detecta la etiqueta de localización de la bandeja y se detiene la "
+"impresión si la etiqueta no se encuentra dentro del rango predefinido."
msgid "First Layer Inspection"
msgstr "Inspección de Primera Capa"
@@ -5915,13 +5930,13 @@ msgid "Advance"
msgstr "Avanzado"
msgid "Compare presets"
-msgstr "Comparar justes"
+msgstr "Comparar perfiles"
msgid "View all object's settings"
msgstr "Ver todos los ajustes del objeto"
msgid "Material settings"
-msgstr ""
+msgstr "Configuración de Material"
msgid "Remove current plate (if not last one)"
msgstr "Quitar bandeja actual (si no es la última)"
@@ -5973,7 +5988,7 @@ msgid "Filament changes"
msgstr "Cambios de filamento"
msgid "Click to edit preset"
-msgstr "Clic para cambiar el ajuste inicial"
+msgstr "Click para cambiar el ajuste inicial"
msgid "Connection"
msgstr "Conexión"
@@ -5997,10 +6012,10 @@ msgid "Set filaments to use"
msgstr "Elegir filamentos para usar"
msgid "Search plate, object and part."
-msgstr "Buscar placa, objeto y parte."
+msgstr "Buscar bandeja, objeto y parte."
msgid "Pellets"
-msgstr ""
+msgstr "Pellets"
msgid ""
"No AMS filaments. Please select a printer in 'Device' page to load AMS info."
@@ -6032,7 +6047,7 @@ msgid "Resync"
msgstr "Resincronizar"
msgid "There are no compatible filaments, and sync is not performed."
-msgstr "No hay filamentos compatible, y no se ha realizado la sincronización."
+msgstr "No hay filamentos compatibles, y no se ha realizado la sincronización."
msgid ""
"There are some unknown filaments mapped to generic preset. Please update "
@@ -6081,9 +6096,9 @@ msgid ""
"filament, otherwise, the nozzle will be attrited or damaged."
msgstr ""
"La dureza de la boquilla requerida por el filamento es más alta que la "
-"dureza por defecto de la impresora. Por favor, reemplace la boquilla "
-"endurecida y el filamento, de otra forma, la boquilla se atascará o se "
-"dañará."
+"dureza de la boquilla por defecto de la impresora. Por favor, reemplace la "
+"boquilla endurecida y el filamento, de otra forma, la boquilla se atascará o "
+"se dañará."
msgid ""
"Enabling traditional timelapse photography may cause surface imperfections. "
@@ -6117,26 +6132,26 @@ msgstr ""
"siguientes llaves no reconocidas:"
msgid "You'd better upgrade your software.\n"
-msgstr "Será mejor que actualices tu software.\n"
+msgstr "Debería actualizar el software.\n"
#, c-format, boost-format
msgid ""
"The 3mf's version %s is newer than %s's version %s, Suggest to upgrade your "
"software."
msgstr ""
-"La versión de 3mf %s es más nueva que la versión de %s %s, se sugiere "
-"actualizar su sofware."
+"La versión de 3mf %s es más nueva que la versión de %s %s. Se aconseja "
+"actualizar su software."
msgid "Invalid values found in the 3mf:"
msgstr "Valores inválidos encontrados en el 3mf:"
msgid "Please correct them in the param tabs"
-msgstr "Por favor, corrijalos en las pestañas de parámetros"
+msgstr "Por favor, corríjalos en las pestañas de parámetros"
msgid "The 3mf has following modified G-codes in filament or printer presets:"
msgstr ""
"El archivo 3mf ha realizado las siguientes modificaciones en el G-Code de "
-"filamento o impresora:"
+"los perfiles de filamento o impresora:"
msgid ""
"Please confirm that these modified G-codes are safe to prevent any damage to "
@@ -6172,7 +6187,7 @@ msgid "The name may show garbage characters!"
msgstr "¡El nombre puede mostrar caracteres no válidos!"
msgid "Remember my choice."
-msgstr "Recordar my elección."
+msgstr "Recordar mi elección."
#, boost-format
msgid "Failed loading file \"%1%\". An invalid configuration was found."
@@ -6204,8 +6219,8 @@ msgid ""
"the file be loaded as a single object having multiple parts?"
msgstr ""
"Este archivo contiene varios objetos colocados a varias alturas.\n"
-"En lugar de considerarlos como objetos múltiples, ¿debería \n"
-"el archivo como un único objeto con múltiples piezas?"
+"En lugar de considerarlos como objetos múltiples, debería \n"
+"considerarlo como un único objeto con múltiples piezas?"
msgid "Multi-part object detected"
msgstr "Objeto multipieza detectado"
@@ -6224,7 +6239,7 @@ msgid ""
"heat bed automatically?"
msgstr ""
"Tu objeto parece demasiado grande, ¿Deseas disminuirlo para que quepa en la "
-"cama caliente automaticamente?"
+"cama caliente automáticamente?"
msgid "Object too large"
msgstr "Objeto demasiado grande"
@@ -6249,8 +6264,8 @@ msgstr ""
"El archivo %s ya existe\n"
"¿Desea reemplazarlo?"
-msgid "Comfirm Save As"
-msgstr "Salvar Como"
+msgid "Confirm Save As"
+msgstr "Confirmar Guardar como"
msgid "Delete object which is a part of cut object"
msgstr "Borrar objeto el cual es una pieza del objeto cortado"
@@ -6325,14 +6340,14 @@ msgstr "Por favor, resuelve los errores de corte y publica de nuevo."
msgid ""
"Network Plug-in is not detected. Network related features are unavailable."
msgstr ""
-"Complemento de red no detectado. Características relacionadas no disponibles."
+"Complemento de red no detectado. Características de red no disponibles."
msgid ""
"Preview only mode:\n"
"The loaded file contains gcode only, Can not enter the Prepare page"
msgstr ""
"Previsualizar solo el modo:\n"
-"El archivo cargado contiene solo G-Code, no puedo entrar a la página de "
+"El archivo cargado contiene solo G-Code, no es posible entrar a la página de "
"Preparación"
msgid "You can keep the modified presets to the new project or discard them"
@@ -6355,19 +6370,19 @@ msgstr ""
"tienen abierto el archivo de proyecto."
msgid "Save project"
-msgstr "Salvar proyecto"
+msgstr "Guardar proyecto"
msgid "Importing Model"
msgstr "Importando modelo"
msgid "prepare 3mf file..."
-msgstr "preparar el archivo 3mf..."
+msgstr "Preparar el archivo 3mf..."
msgid "Download failed, unknown file format."
msgstr "Download failed; unknown file format."
msgid "downloading project ..."
-msgstr "descargando proyecto..."
+msgstr "Descargando proyecto..."
msgid "Download failed, File size exception."
msgstr "Download failed; File size exception."
@@ -6412,7 +6427,7 @@ msgstr ""
"descomprimir el archivo."
msgid "Drop project file"
-msgstr "Soltar el archivo del proyecto"
+msgstr "Descartar el archivo de proyecto"
msgid "Please select an action"
msgstr "Seleccione una acción"
@@ -6452,7 +6467,7 @@ msgid "Save G-code file as:"
msgstr "Guardar archivo G-Code como:"
msgid "Save SLA file as:"
-msgstr "Salvar archivo SLA como:"
+msgstr "Guardar archivo SLA como:"
msgid "The provided file name is not valid."
msgstr "El nombre de archivo proporcionado no es válido."
@@ -6474,7 +6489,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"No se pueden realizar operaciones booleanas en las mallas del modelo. Sólo "
"se conservarán las partes positivas. Puede arreglar las mallas e intentarlo "
@@ -6588,7 +6603,7 @@ msgid ""
"on Orca Slicer(windows) or CAD softwares."
msgstr ""
"La característica \"Arreglar Modelo\" está actualmente solo en Windows. Por "
-"favor, en Orca Slicer(windows) o el software CAD."
+"favor, repare el modelo en Orca Slicer(windows) o el programas CAD."
#, c-format, boost-format
msgid ""
@@ -6607,12 +6622,11 @@ msgid "Do you want to continue?"
msgstr "¿Quieres continuar?"
msgid "Language selection"
-msgstr "Selección de Iidiomas"
+msgstr "Selección de idiomas"
msgid "Switching application language while some presets are modified."
msgstr ""
-"Cambio de idioma de la aplicación mientras se modifican algunas "
-"preselecciones."
+"Cambiando idioma de la aplicación mientras se modifican algunos perfiles."
msgid "Changing application language"
msgstr "Cambiar el idioma de la aplicación"
@@ -6633,19 +6647,19 @@ msgid "Choose Download Directory"
msgstr "Elegir Directorio de Descarga"
msgid "Associate"
-msgstr ""
+msgstr "Asociar"
msgid "with OrcaSlicer so that Orca can open models from"
-msgstr ""
+msgstr "porque OrcaSlicer así que no puede abrir modelos desde"
msgid "Current Association: "
-msgstr ""
+msgstr "Asociación actual:"
msgid "Current Instance"
-msgstr ""
+msgstr "Instancia actual"
msgid "Current Instance Path: "
-msgstr ""
+msgstr "Ruta de Instancia Actual:"
msgid "General Settings"
msgstr "Configuración General"
@@ -6812,6 +6826,12 @@ msgstr ""
"Con esta opción activada, puede enviar una tarea a varios dispositivos al "
"mismo tiempo y gestionar varios dispositivos."
+msgid "Auto arrange plate after cloning"
+msgstr "Disposición automática de la placa tras la clonación"
+
+msgid "Auto arrange plate after object cloning"
+msgstr "Disposición automática de la placa tras la clonación de objetos"
+
msgid "Network"
msgstr "Red"
@@ -6866,7 +6886,7 @@ msgid "Associate URLs to OrcaSlicer"
msgstr "Asociar URLs a OrcaSlicer"
msgid "Maximum recent projects"
-msgstr "Proyectos recientes máximos"
+msgstr "Máximos proyectos recientes"
msgid "Maximum count of recent projects"
msgstr "Máxima cantidad de proyectos recientes"
@@ -6883,7 +6903,7 @@ msgstr "Copia de seguridad automática"
msgid ""
"Backup your project periodically for restoring from the occasional crash."
msgstr ""
-"Haga copia de seguridad periodicamente para restaurar en caso de fallo "
+"Haga copia de seguridad periódicamente para restaurar en caso de fallo "
"ocasional."
msgid "every"
@@ -6920,7 +6940,7 @@ msgid "User sync"
msgstr "Sincronización del usuario"
msgid "Preset sync"
-msgstr "Sincronización preestablecida"
+msgstr "Sincronización de perfil"
msgid "Preferences sync"
msgstr "Sincronización de preferencias"
@@ -6971,7 +6991,7 @@ msgid "trace"
msgstr "traza"
msgid "Host Setting"
-msgstr "Ajuste del Host"
+msgstr "Ajuste de cliente"
msgid "DEV host: api-dev.bambu-lab.com/v1"
msgstr "DEV host: api-dev.bambu-lab.com/v1"
@@ -6983,7 +7003,7 @@ msgid "PRE host: api-pre.bambu-lab.com/v1"
msgstr "PRE host: api-pre.bambu-lab.com/v1"
msgid "Product host"
-msgstr "Fabricante de producto"
+msgstr "Cliente de producto"
msgid "debug save button"
msgstr "botón de guardar la depuración"
@@ -6998,13 +7018,13 @@ msgid "Switch cloud environment, Please login again!"
msgstr "¡Cambiado a entorno de nube, Por favor vuelva a autenticarse!"
msgid "System presets"
-msgstr "Ajustes del sistema"
+msgstr "Perfiles del sistema"
msgid "User presets"
-msgstr "Ajustes de usuario"
+msgstr "Perfiles de usuario"
msgid "Incompatible presets"
-msgstr "Ajustes preestablecidos imcompatibles"
+msgstr "Perfiles incompatibles"
msgid "AMS filaments"
msgstr "Filamentos AMS"
@@ -7016,10 +7036,10 @@ msgid "Please choose the filament colour"
msgstr "Por favor elija el color del filamento"
msgid "Add/Remove presets"
-msgstr "Añadir/Quitar ajustes preestablecidos"
+msgstr "Añadir/Quitar ajustes"
msgid "Edit preset"
-msgstr "Editar ajuste preestablecido"
+msgstr "Editar ajuste"
msgid "Project-inside presets"
msgstr "Perfiles internos del proyecto"
@@ -7073,7 +7093,7 @@ msgid "First layer filament sequence"
msgstr "Secuencia de primera capa de filamento"
msgid "Same as Global Plate Type"
-msgstr "Igual que el tipo de placa global"
+msgstr "Igual que el Tipo de Bandeja Global"
msgid "Same as Global Bed Type"
msgstr "Lo mismo que el Tipo de Cama Global"
@@ -7151,10 +7171,10 @@ msgid "Please note that saving action will replace this preset"
msgstr "Tenga en cuenta que la acción de guardar reemplazará este perfil"
msgid "The name cannot be the same as a preset alias name."
-msgstr "El nombre no puede ser el mismo que un nombre de alias preestablecido."
+msgstr "El nombre no puede ser el mismo que el nombre del perfil."
msgid "Save preset"
-msgstr "Guardar ajuste inicial"
+msgstr "Guardar perfil"
msgctxt "PresetName"
msgid "Copy"
@@ -7166,8 +7186,7 @@ msgstr "La impresora \"%1%\" está seleccionada con el perfil \"%2%\""
#, boost-format
msgid "Please choose an action with \"%1%\" preset after saving."
-msgstr ""
-"Por favor, elija una acción con \"%1%\" preestablecido después de guardar."
+msgstr "Por favor, elija una acción con \"%1%\" perfil después de guardar."
#, boost-format
msgid "For \"%1%\", change \"%2%\" to \"%3%\" "
@@ -7212,7 +7231,7 @@ msgid "Busy"
msgstr "Ocupado"
msgid "Bambu Cool Plate"
-msgstr "Bandeja frío Bambu"
+msgstr "Bandeja Fría Bambu"
msgid "PLA Plate"
msgstr "Bandeja PLA"
@@ -7221,19 +7240,19 @@ msgid "Bambu Engineering Plate"
msgstr "Bandeja de Ingeniería Bambú"
msgid "Bambu Smooth PEI Plate"
-msgstr "Placa PEI Lisa Bambu"
+msgstr "Bandeja PEI Lisa Bambu"
msgid "High temperature Plate"
msgstr "Bandeja de Alta Temperatura"
msgid "Bambu Textured PEI Plate"
-msgstr "Placa PEI Texturizada Bambu"
+msgstr "Bandeja PEI Texturizada Bambu"
msgid "Send print job to"
msgstr "Enviar el trabajo de impresión a"
msgid "Flow Dynamics Calibration"
-msgstr "Calibración de Dinámicas de Flujo"
+msgstr "Calibración de Dinámica de Flujo"
msgid "Click here if you can't connect to the printer"
msgstr "Presione aquí si no puede conectar a la impresora"
@@ -7277,14 +7296,14 @@ msgid ""
"firmware to support AMS slot assignment."
msgstr ""
"El %s del filamento excede el número de ranuras AMS. Por favor actualice el "
-"firmwareimpresora para que soporte la asignación de ranuras AMS."
+"firmware para que soporte la asignación de ranuras AMS."
msgid ""
"Filament exceeds the number of AMS slots. Please update the printer firmware "
"to support AMS slot assignment."
msgstr ""
"El %s del filamento excede el número de ranuras AMS. Por favor actualice el "
-"firmwareimpresora para que soporte la asignación de ranuras AMS."
+"firmware para que soporte la asignación de ranuras AMS."
msgid ""
"Filaments to AMS slots mappings have been established. You can click a "
@@ -7297,7 +7316,7 @@ msgid ""
"Please click each filament above to specify its mapping AMS slot before "
"sending the print job"
msgstr ""
-"Por favor, haga clic en cada filamento de arriba para especificar su "
+"Por favor, haga clic en cada filamento superior para especificar la "
"asignación de ranura AMS antes de enviar el trabajo de impresión"
#, c-format, boost-format
@@ -7314,7 +7333,7 @@ msgid ""
"firmware to support AMS slot assignment."
msgstr ""
"El %s del filamento excede el número de ranuras AMS. Por favor actualice el "
-"firmwareimpresora para que soporte la asignación de ranuras AMS."
+"firmware de la impresora para que soporte la asignación de ranuras AMS."
msgid ""
"The printer firmware only supports sequential mapping of filament => AMS "
@@ -7384,12 +7403,14 @@ msgid ""
"start printing."
msgstr ""
"Hay algunos filamentos desconocidos en los mapeados AMS. Por favor, "
-"compruebe si son los filamentos requeridos. Si lo son, presione \"Confirmar"
-"\" para empezar a imprimir."
+"compruebe si son los filamentos requeridos. Si lo son, presione "
+"\"Confirmar\" para empezar a imprimir. Por favor, compruebe si son los "
+"filamentos requeridos. Si lo son, presione \"Confirmar\" para empezar a "
+"imprimir."
#, c-format, boost-format
msgid "nozzle in preset: %s %s"
-msgstr "Boquilla preestablecida: %s %s"
+msgstr "Boquilla en perfil: %s %s"
#, c-format, boost-format
msgid "nozzle memorized: %.2f %s"
@@ -7435,7 +7456,7 @@ msgstr ""
"fallar debido a la superficie dispersa."
msgid "Automatic flow calibration using Micro Lidar"
-msgstr "Calibración automática de flujo usando Micro Lidar"
+msgstr "Calibración Automática de Flujo usando Micro Lidar"
msgid "Modifying the device name"
msgstr "Modificar el nombre del dispositivo"
@@ -7453,7 +7474,7 @@ msgstr ""
msgid "The selected printer is incompatible with the chosen printer presets."
msgstr ""
-"La impresora seleccionada es incompatible con los ajustes seleccionados."
+"La impresora seleccionada es incompatible con los perfiles seleccionados."
msgid "An SD card needs to be inserted before send to printer SD card."
msgstr ""
@@ -7465,7 +7486,7 @@ msgstr ""
"Es necesaria que la impresora esté en la misma red local que Orca Slicer."
msgid "The printer does not support sending to printer SD card."
-msgstr "La impresora no soporta el envio directo a la tarjeta SD."
+msgstr "La impresora no soporta el envío directo a la tarjeta SD."
msgid "Slice ok."
msgstr "Laminado correcto."
@@ -7619,14 +7640,14 @@ msgid "Save current %s"
msgstr "Guardar %s actuales"
msgid "Delete this preset"
-msgstr "Borra este ajuste"
+msgstr "Borra este perfil"
msgid "Search in preset"
-msgstr "Buscar en los ajustes por defecto"
+msgstr "Buscar en el perfil"
msgid "Click to reset all settings to the last saved preset."
msgstr ""
-"Presionar para reiniciar todos los ajustes a los últimos ajustes por defecto."
+"Presionar para reiniciar todos los ajustes al perfil guardado por defecto."
msgid ""
"Prime tower is required for smooth timeplase. There may be flaws on the "
@@ -7651,8 +7672,8 @@ msgid ""
"support volume but weaker strength.\n"
"We recommend using it with: 0 interface layers, 0 top distance, 2 walls."
msgstr ""
-"Hemos añadido al estilo esperimental \"Árboles Delgados\" que presenta "
-"volumenes de soportemás pequeños con menos fuerza.\n"
+"Hemos añadido el ajuste experimental \"Árboles Delgados\" que presenta "
+"volúmenes de soporte más pequeños con menos fuerza.\n"
"Recomendamos usarlo con: 0 capas de interfaz, 0 distancia superior, 2 "
"perímetros."
@@ -7661,8 +7682,8 @@ msgid ""
"Yes - Change these settings automatically\n"
"No - Do not change these settings for me"
msgstr ""
-"Cambiar estos ajustes automaticamente? \n"
-"Sí - Cambiar estos ajustes automaticamente\n"
+"Cambiar estos ajustes automáticamente? \n"
+"Sí - Cambiar estos ajustes automáticamente\n"
"No - No cambiar estos ajustes"
msgid ""
@@ -7691,7 +7712,7 @@ msgid ""
"whether this change in geometry impacts the functionality of your print."
msgstr ""
"Al activar esta opción modificará la forma del modelo. Si la impresión "
-"requiere dimensiones precisas o forma parte de un ensamblaje, es importante "
+"requiere dimensiones precisas o forma parte de un ensamblado, es importante "
"comprobar si este cambio en la geometría afecta a la funcionalidad de la "
"impresión."
@@ -7704,8 +7725,6 @@ msgid ""
msgstr ""
"La altura de la capa es demasiado pequeña.\n"
"Se establecerá en min_layer_height\n"
-"La altura de la capa es demasiado pequeña.\n"
-"Se establecerá en min_layer_height\n"
msgid ""
"Layer height exceeds the limit in Printer Settings -> Extruder -> Layer "
@@ -7744,19 +7763,19 @@ msgstr ""
"Característica experimental: Retraer y cortar el filamento a mayor distancia "
"durante los cambios de filamento para minimizar el flujo. Aunque puede "
"reducir notablemente el flujo, también puede elevar el riesgo de atascos de "
-"la boquilla u otras complicaciones de impresión. Utilizar con el último "
-"firmware de la impresora."
+"boquilla u otras complicaciones de impresión. Por favor, utilícelo con el "
+"último firmware de la impresora."
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
-"Cuando grabamos timelapse sin cabezal de impresión, es recomendable añadir "
-"un \"Torre de Purga de Intervalo\" \n"
-"presionando con el botón derecho la posición vacía de la bandeja de "
-"construcción y elegir \"Añadir Primitivo\"->\"Intervalo de Torre de Purga\"."
+"Cuando se graba un timelapse sin cabezal, se recomienda añadir una \"Torre "
+"de Purga de Timelapse\" haciendo clic con el botón derecho del ratón en la "
+"posición vacía de la bandeja de impresión y seleccionando \"Añadir "
+"Primitivo\"->Torre de Purga de Timelapse\"."
msgid "Line width"
msgstr "Ancho de extrusión"
@@ -7828,12 +7847,21 @@ msgstr "Filamento de soporte"
msgid "Tree supports"
msgstr "Soportes de árbol"
-msgid "Skirt"
-msgstr "Falda"
+msgid "Multimaterial"
+msgstr "Multimaterial"
msgid "Prime tower"
msgstr "Torre de Purga"
+msgid "Filament for Features"
+msgstr "Filamento para Características"
+
+msgid "Ooze prevention"
+msgstr "Optimizar rezumado"
+
+msgid "Skirt"
+msgstr "Falda"
+
msgid "Special mode"
msgstr "Ajustes especiales"
@@ -7860,12 +7888,12 @@ msgid_plural ""
"estimation."
msgstr[0] ""
"La siguiente línea %s contiene palabras clave reservadas.\n"
-"Por favor, elimínela, o vencerá la visualización del código G y la "
-"estimación del tiempo de impresión."
+"Por favor, elimínela, o vencerá la visualización del G-Code y la estimación "
+"del tiempo de impresión."
msgstr[1] ""
"Las siguientes líneas %s contienen palabras clave reservadas.\n"
-"Por favor, elimínelas, o vencerá la visualización del código G y la "
-"estimación del tiempo de impresión."
+"Por favor, elimínelas, o vencerá la visualización del G-Code y la estimación "
+"del tiempo de impresión."
msgid "Reserved keywords found"
msgstr "Palabras clave utilizadas y encontradas"
@@ -7887,6 +7915,9 @@ msgstr ""
"Rango de temperatura de boquilla recomendado para este filamento. 0 "
"significa que no se ajusta"
+msgid "Flow ratio and Pressure Advance"
+msgstr "Ratio de flujo y Avance de Presión Lineal"
+
msgid "Print chamber temperature"
msgstr "Temperatura de la cámara"
@@ -7931,7 +7962,7 @@ msgid ""
msgstr ""
"Temperatura de la cama cuando está instalada la bandeja PEI lisa/ Bandeja de "
"Alta Temperatura. El valor 0 significa que el filamento no admite la "
-"impresión en la placa PEI lisa/placa de alta temperatura"
+"impresión en la bandeja PEI lisa/bandeja de alta temperatura"
msgid "Textured PEI Plate"
msgstr "Bandeja PEI Texturizada"
@@ -8000,21 +8031,18 @@ msgstr "G-Code de inicio de filamento"
msgid "Filament end G-code"
msgstr "Final del G-Code de filamento"
-msgid "Multimaterial"
-msgstr "Multimaterial"
-
msgid "Wipe tower parameters"
msgstr "Parámetros de torre de purga"
msgid "Toolchange parameters with single extruder MM printers"
-msgstr "Parámetros de cambio de herramienta para impresoras de 1 extrusor MM"
+msgstr "Parámetros de cambio de cabezal para impresoras de 1 extrusor MM"
msgid "Ramming settings"
msgstr "Parámetros de Moldeado de Extremo"
msgid "Toolchange parameters with multi extruder MM printers"
msgstr ""
-"Parámetros de cambio de herramienta para impresoras de varios extrusores MM"
+"Parámetros de cambio de cabezal para impresoras de varios extrusores MM"
msgid "Printable space"
msgstr "Espacio imprimible"
@@ -8061,7 +8089,7 @@ msgid "Layer change G-code"
msgstr "Cambiar el G-Code tras el cambio de capa"
msgid "Time lapse G-code"
-msgstr "Timelapse G-code"
+msgstr "Timelapse G-Code"
msgid "Change filament G-code"
msgstr "G-Code para el cambio de filamento"
@@ -8093,12 +8121,36 @@ msgstr "Limitación de Jerk"
msgid "Single extruder multimaterial setup"
msgstr "Configuración de extrusor único multimaterial"
+msgid "Number of extruders of the printer."
+msgstr "Número de extrusores de la impresora."
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+"Seleccionado Extrusor Único Multi Material, \n"
+"y todos los extrusores deben tener el mismo diámetro. \n"
+"¿Desea cambiar el diámetro de todos los extrusores al valor del diámetro de "
+"la boquilla del primer extrusor?"
+
+msgid "Nozzle diameter"
+msgstr "Diámetro de boquilla"
+
msgid "Wipe tower"
msgstr "Torre de purga"
msgid "Single extruder multimaterial parameters"
msgstr "Parámetros de extrusor único multimaterial"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+"Esta es una impresora multimaterial de un solo extrusor, los diámetros de "
+"todos los extrusores se ajustarán al nuevo valor. ¿Desea continuar?"
+
msgid "Layer height limits"
msgstr "Límites de altura de la capa"
@@ -8130,7 +8182,7 @@ msgid ""
"presets would be deleted if the printer is deleted."
msgstr ""
"El perfil de Filamento %d y el perfil de Proceso %d están adjuntos a esta "
-"impresora."
+"impresora. Esos perfiles se borrarían si se elimina la impresora."
msgid "Presets inherited by other presets can not be deleted!"
msgstr "¡Los perfiles heredados de otros perfiles no pueden borrarse!"
@@ -8261,14 +8313,14 @@ msgstr ""
#, boost-format
msgid "You have changed some settings of preset \"%1%\". "
-msgstr "Ha cambiado algunos ajustes del preajuste \"%1%\"."
+msgstr "Ha cambiado algunos ajustes del perfil \"%1%\"."
msgid ""
"\n"
"You can save or discard the preset values you have modified."
msgstr ""
"\n"
-"Puede guardar o descartar los valores preestablecidos que haya modificado."
+"Puede guardar o descartar los perfiles que haya modificado."
msgid ""
"\n"
@@ -8276,8 +8328,8 @@ msgid ""
"transfer the values you have modified to the new preset."
msgstr ""
"\n"
-"Puede guardar o descartar los valores preestablecidos que ha modificado, o "
-"elegir transferir los valores que ha modificado al nuevo preestablecido."
+"Puede guardar o descartar los valores perfiles que ha modificado, o elegir "
+"transferir los valores que ha modificado al nuevo perfil."
msgid "You have previously modified your settings."
msgstr "Ha modificado previamente su configuración."
@@ -8288,7 +8340,7 @@ msgid ""
"the modified values to the new project"
msgstr ""
"\n"
-"Puede descartar los valores preestablecidos que haya modificado, o elegir "
+"Puede descartar los valores perfiles que haya modificado, o elegir "
"transferir los valores modificados al nuevo proyecto"
msgid "Extruders count"
@@ -8316,8 +8368,8 @@ msgid ""
"Note: New modified presets will be selected in settings tabs after close "
"this dialog."
msgstr ""
-"Transfiera las opciones seleccionadas del preajuste izquierdo al derecho. \n"
-"Nota: Los nuevos preajustes modificados se seleccionarán en las pestañas de "
+"Transfiera las opciones seleccionadas del perfil izquierdo al derecho. \n"
+"Nota: Los nuevos perfiles modificados se seleccionarán en las pestañas de "
"configuración después de cerrar este cuadro de diálogo."
msgid "Transfer values from left to right"
@@ -8328,7 +8380,7 @@ msgid ""
"to right preset."
msgstr ""
"Si se activa, este cuadro de diálogo se puede utilizar para convertir los "
-"valores seleccionados de izquierda a derecha preestablecidos."
+"valores seleccionados de izquierda a derecha perfiles."
msgid "Add File"
msgstr "Añadir archivo"
@@ -8433,7 +8485,7 @@ msgid "Approximate color matching."
msgstr "Coincidencia de color aproximada."
msgid "Append"
-msgstr "Añada"
+msgstr "Añadir"
msgid "Add consumable extruder after existing extruders."
msgstr "Añadir extrusora consumible después de las extrusoras existentes."
@@ -8442,7 +8494,7 @@ msgid "Reset mapped extruders."
msgstr "Restablecer extrusoras mapeadas."
msgid "Cluster colors"
-msgstr "Colores de los grupos"
+msgstr "Colores de grupos"
msgid "Map Filament"
msgstr "Mapear Filamento"
@@ -8451,15 +8503,17 @@ msgid ""
"Note:The color has been selected, you can choose OK \n"
" to continue or manually adjust it."
msgstr ""
-"Nota: Una vez seleccionado el color, puede seleccionar OK \n"
-" para continuar o ajustarlo manualmente."
+"Nota: Una vez seleccionado el color, puede elegir OK\n"
+"para continuar o ajustarlo manualmente."
msgid ""
"Waring:The count of newly added and \n"
" current extruders exceeds 16."
msgstr ""
-"Advertencia: El número de extrusoras añadidas y \n"
-"actuales supera los 16."
+"Advertencia: El recuento de extrusores recién añadidos y \n"
+"actuales es superior a 16.Advertencia: El recuento de extrusores recién "
+"añadidos y \n"
+"actuales es superior a 16."
msgid "Ramming customization"
msgstr "Personalización de Moldeado de Extremo"
@@ -8476,8 +8530,8 @@ msgid ""
"jams, extruder wheel grinding into filament etc."
msgstr ""
"El moldeado de extremo se refiere a una extrusión rápida justo antes del "
-"cambio de herramienta en la impresora MM de extrusor único. Su propósito es "
-"dar una forma adecuada al final del filamento descargado para no impedir la "
+"cambio de cabezal en la impresora MM de extrusor único. Su propósito es dar "
+"una forma adecuada al final del filamento descargado para no impedir la "
"inserción del nuevo filamento, y que pueda ser reinsertada por si misma "
"posteriormente."
@@ -8511,16 +8565,14 @@ msgid ""
msgstr ""
"Orca volverá a calcular sus volúmenes de descarga cada vez que se cambie el "
"color de los filamentos. Puedes desactivar el cálculo automático en Orca "
-"Slicer > PreferenciasOrca recalculaba los volúmenes de lavado cada vez que "
-"cambiaba el color de los filamentos. Puedes desactivar el auto-cálculo en "
-"Orca Slicer > Preferencias"
+"Slicer > Preferencias."
msgid "Flushing volume (mm³) for each filament pair."
msgstr "Volumen de limpieza (mm³) para cada par de filamentos."
#, c-format, boost-format
msgid "Suggestion: Flushing Volume in range [%d, %d]"
-msgstr "Sugerencias: Volumen de Flujo en rango [%d, %d]"
+msgstr "Sugerencias: Volumen de Flujo en rango [%d, %d]"
#, c-format, boost-format
msgid "The multiplier should be in range [%.2f, %.2f]."
@@ -8650,9 +8702,9 @@ msgid ""
"objects, it just orientates the selected ones.Otherwise, it will orientates "
"all objects in the current disk."
msgstr ""
-"Orienta automáticamente los objetos seleccionados o todos los objetos.Si hay "
-"objetos seleccionados, sólo orienta los seleccionados.En caso contrario, "
-"orientará todos los objetos del disco actual."
+"Orienta automáticamente los objetos seleccionados o todos los objetos. Si "
+"hay objetos seleccionados, sólo orienta los seleccionados. En caso "
+"contrario, orientará todos los objetos actuales."
msgid "Shift+Tab"
msgstr "Shift+Tab"
@@ -8661,7 +8713,7 @@ msgid "Collapse/Expand the sidebar"
msgstr "Ocultar/Expandir barra lateral"
msgid "⌘+Any arrow"
-msgstr "⌘+Cualquier tecla"
+msgstr ""
msgid "Movement in camera space"
msgstr "Movimiento en el espacio de la cámara"
@@ -9031,7 +9083,7 @@ msgstr ""
"siguiente arranque de la impresora o cuando arranque Orca Slicer."
msgid "Extension Board"
-msgstr "Placa de ampliación"
+msgstr "Placa de Ampliación"
msgid "Saving objects into the 3mf failed."
msgstr "El guardado de objetos en el 3mf no ha funcionado."
@@ -9124,6 +9176,13 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "No se puede imprimir ningún objeto. Tal vez sea demasiado pequeño"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+"Su huella está muy cerca de las regiones de imprimación. Asegúrese de que no "
+"hay colisión."
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9373,11 +9432,13 @@ msgstr ""
"La altura de capa variable no es compatible con los soportes orgánicos."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Diámetros de boquillas diferentes y diámetros de filamento diferentes no "
-"están permitidos cuando la torre de purga está activada."
+"Diámetros de boquillas y diámetros de filamento diferentes pueden no "
+"funcionar correctamente cuando la torre de purga está activada. Esta función "
+"es experimental, así que proceda con cautela."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9387,9 +9448,11 @@ msgstr ""
"relativo del extrusor (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"Actualmente no se puede evitar el rezume con la torre principal activada."
+"La prevención de rezumado sólo es compatible con la torre de limpieza cuando "
+"'single_extruder_multi_material' está desactivado."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9748,9 +9811,9 @@ msgid ""
"either as an absolute value or as percentage (for example 50%) of a direct "
"travel path. Zero to disable"
msgstr ""
-"Distancia de desvio máximo para evitar cruzar el perímetro. No lo evite si "
+"Distancia de desvío máximo para evitar cruzar el perímetro. No lo evite si "
"la distancia de desvío es más alta que este valor. La distancia de desvío "
-"podría tanto como un valor absoluto como pocentaje (por ejemplo 50%) de una "
+"podría tanto como un valor absoluto como porcentaje (por ejemplo 50%) de una "
"trayectoria de viaje directa. Cero para deshabilitar"
msgid "mm or %"
@@ -9866,7 +9929,7 @@ msgstr ""
"incrementarán"
msgid "Bottom shell thickness"
-msgstr "Espesor de la cubierta inferior"
+msgstr "Espesor mínimo de la cubierta inferior"
msgid ""
"The number of bottom solid layers is increased when slicing if the thickness "
@@ -9885,25 +9948,32 @@ msgid "Apply gap fill"
msgstr "Aplicar relleno de huecos"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
-msgstr ""
-"Activa el relleno de huecos para las superficies seleccionadas. La longitud "
-"mínima de hueco que se rellenará puede controlarse desde la opción filtrar "
-"huecos pequeños que aparece más abajo.\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
"\n"
-"Opciones: \n"
-"1. En todas partes: Aplica el relleno de huecos a las superficies sólidas "
-"superior, inferior e interna \n"
-"2. Superficies superior e inferior: Aplica el relleno de huecos sólo a las "
-"superficies superior e inferior. \n"
-"3. En ninguna parte: Desactiva el relleno de huecos\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
+msgstr ""
msgid "Everywhere"
msgstr "En todas partes"
@@ -9975,14 +10045,15 @@ msgstr ""
"100%."
msgid "Bridge flow ratio"
-msgstr "Ratio de caudal en puentes"
+msgstr "Ratio de flujo en puentes"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Disminuya este valor ligeramente (por ejemplo 0,9) para reducir la cantidad "
-"de material para mejorar o evitar el hundimiento de puentes."
msgid "Internal bridge flow ratio"
msgstr "Ratio de flujo de puentes internos"
@@ -9990,30 +10061,33 @@ msgstr "Ratio de flujo de puentes internos"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
-"Este valor regula el grosor de la capa puente interna. Es la primera capa "
-"sobre el relleno de baja densidad. Disminuya ligeramente este valor (por "
-"ejemplo, 0,9) para mejorar la calidad de la superficie sobre el relleno de "
-"baja densidad."
msgid "Top surface flow ratio"
-msgstr "Ratio de caudal en superficie superior"
+msgstr "Ratio de flujo en superficie superior"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Este factor afecta a la cantidad de material de para relleno sólido "
-"superior. Puede disminuirlo ligeramente para obtener un acabado suave de "
-"superficie"
msgid "Bottom surface flow ratio"
-msgstr "Ratio de caudal en superficie inferior"
+msgstr "Ratio de flujo en superficie inferior"
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Este factor afecta a la cantidad de material para el relleno sólido inferior"
msgid "Precise wall"
msgstr "Perímetro preciso"
@@ -10126,7 +10200,7 @@ msgstr ""
"Esta configuración reduce en gran medida las tensiones de la pieza, ya que "
"ahora se distribuyen en direcciones alternas. Esto debería reducir "
"deformaciones de la pieza mientras se mantiene la calidad de el perímetro "
-"externa. Esta característica puede ser muy útil para materiales propensos a "
+"externo. Esta característica puede ser muy útil para materiales propensos a "
"deformarse, como ABS/ASA, y también para filamentos elásticos, como TPU y "
"Silk PLA. También puede ayudar a reducir deformaciones en regiones flotantes "
"en soportes.\n"
@@ -10193,12 +10267,26 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr "Reducir velocidad para perímetros curvados"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"Active está opción para bajar la velocidad de impresión en las áreas donde "
-"potencialmente podrían formarse perímetros curvados"
msgid "mm/s or %"
msgstr "mm/s o %"
@@ -10206,8 +10294,14 @@ msgstr "mm/s o %"
msgid "External"
msgstr "Externo"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Velocidad del puente y perímetro completo en voladizo"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -10216,11 +10310,9 @@ msgid "Internal"
msgstr "Interno"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Velocidad del puente interno. Si el valor es expresado como porcentaje, será "
-"calculado en base a bridge_speed. El valor por defecto es 150%."
msgid "Brim width"
msgstr "Ancho del borde de adherencia"
@@ -10237,7 +10329,7 @@ msgid ""
msgstr ""
"Esto controla la generación del borde de adherencia en el lado exterior y/o "
"interior de los modelos. Auto significa que el ancho de borde de adherencia "
-"es analizado y calculado automaticamente."
+"es analizado y calculado automáticamente."
msgid "Brim-object gap"
msgstr "Espacio borde de adherencia-objeto"
@@ -10679,7 +10771,7 @@ msgstr ""
"superficie exterior y precisión dimensional, ya que el perímetro exterior se "
"imprime sin perturbaciones desde un perímetro interior. Sin embargo, el "
"rendimiento del voladizo se reducirá al no haber un perímetro interno contra "
-"el que imprimir el perímetro externa. Esta opción requiere un mínimo de 3 "
+"el que imprimir el perímetro externo. Esta opción requiere un mínimo de 3 "
"perímetros para ser efectiva, ya que imprime primero los perímetros "
"interiores a partir del 3er perímetro, después el perímetro exterior y, "
"finalmente, el primer perímetro interior. En la mayoría de los casos, se "
@@ -10714,14 +10806,16 @@ msgid ""
"external surface finish. It can also cause the infill to shine through the "
"external surfaces of the part."
msgstr ""
-"Orden de las paredes/relleno. Cuando la casilla no está marcada, los muros "
-"se imprimen primero, lo que funciona mejor en la mayoría de los casos.\n"
+"Orden de los perímetros/relleno. Cuando la casilla no está marcada, los "
+"muros se imprimen primero, lo que funciona mejor en la mayoría de los "
+"casos.\n"
"\n"
"Imprimir primero el relleno puede ayudar con voladizos extremos ya que los "
"muros tienen el relleno vecino al que adherirse. Sin embargo, el relleno "
-"empujará ligeramente hacia fuera las paredes impresas donde se une a ellos, "
-"lo que resulta en un peor acabado de la superficie exterior. También puede "
-"hacer que el relleno brille a través de las superficies externas de la pieza."
+"empujará ligeramente hacia fuera los perímetros impresos donde se une a "
+"ellos, lo que resulta en un peor acabado de la superficie exterior. También "
+"puede hacer que el relleno brille a través de las superficies externas de la "
+"pieza."
msgid "Wall loop direction"
msgstr "Dirección del bucle de perímetro"
@@ -10865,7 +10959,7 @@ msgid "Extruder offset"
msgstr "Offset del extrusor"
msgid "Flow ratio"
-msgstr "Proporción de caudal"
+msgstr "Proporción de flujo"
msgid ""
"The material may have volumetric change after switching between molten state "
@@ -10876,10 +10970,21 @@ msgid ""
msgstr ""
"El material puede tener un cambio volumétrico después de cambiar entre "
"estado fundido y estado cristalino. Este ajuste cambia proporcionalmente "
-"todo el caudal de extrusión de este filamento en G-Code. El rango de valores "
+"todo el flujo de extrusión de este filamento en G-Code. El rango de valores "
"recomendado es entre 0.95 y 1.05. Tal vez usted puede ajustar este valor "
-"para obtener una superficie plana adecuada cuando hay un ligero sobre caudal "
-"o infra caudal"
+"para obtener una superficie plana adecuada cuando hay un ligero sobre flujo "
+"o infra flujo"
+
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
msgid "Enable pressure advance"
msgstr "Activar Avance de Presión Lineal"
@@ -10894,6 +10999,143 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr "Pressure Advance(Klipper) AKA Factor de avance lineal(Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr "Activar Avance de Presión Lineal"
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+"Al aumentar la velocidad de impresión (y, por tanto, el flujo volumétrico a "
+"través de la boquilla) y las aceleraciones, se ha observado que el valor PA "
+"efectivo suele disminuir. Esto significa que un único valor de PA no siempre "
+"es óptimo al 100% opara todas las características y que se suele utilizar un "
+"valor de compromiso que no provoque demasiado abombamiento en los perfiles "
+"con velocidades de flujo y aceleraciones más bajas y que, al mismo tiempo, "
+"no provoque fallos en los perfiles más rápidos.\n"
+"\n"
+"Esta función pretende abordar esta limitación modelando la respuesta del "
+"sistema de extrusión de su impresora en función de la velocidad de flujo "
+"volumétrico y la aceleración a la que está imprimiendo. Internamente, genera "
+"un modelo ajustado que puede extrapolar el avance de presión necesario para "
+"cualquier velocidad de flujo volumétrico y aceleración, que luego se emite a "
+"la impresora en función de las condiciones de impresión actuales.\n"
+"\n"
+"Cuando se activa, el valor de avance de presión anterior se anula. Sin "
+"embargo, se recomienda encarecidamente un valor predeterminado razonable que "
+"actúe como un alternativa y para los cambios de cabezal.\n"
+"\n"
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr "Medidas adaptativas de avance presión (beta)"
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+"Añada conjuntos de valores de avance de presión (PA), las velocidades de "
+"flujo volumétrico y las aceleraciones a las que se midieron, separados por "
+"una coma. Un conjunto de valores por línea. Por ejemplo \n"
+"0,04,3,96,3000 \n"
+"0,033,3,96,10000 \n"
+"0,029,7,91,3000 \n"
+"0,026,7,91,10000\n"
+"\n"
+"Cómo calibrar: \n"
+"Ejecute la prueba de avance de presión durante al menos 3 velocidades por "
+"valor de aceleración. Se recomienda que la prueba se ejecute para al menos "
+"la velocidad de los perímetros externos, la velocidad de los perímetros "
+"internos y la velocidad de impresión de características más rápida en su "
+"perfil (por lo general es el relleno de baja densidad o sólido). A "
+"continuación, ejecútelos para las mismas velocidades para las aceleraciones "
+"de impresión más lentas y más rápidas, y no más rápido que la aceleración "
+"máxima recomendada según lo dado por el \"input shaper\" de Klipper. 2. Tome "
+"nota del valor óptimo de PA para el perfil. Tome nota del valor óptimo de PA "
+"para cada velocidad de flujo volumétrico y aceleración. Puede encontrar el "
+"número de flujo seleccionando flujo en el desplegable del esquema de colores "
+"y moviendo el deslizador horizontal sobre las líneas del patrón PA. El "
+"número debería ser visible en la parte inferior de la página. El valor ideal "
+"de PA debería disminuir cuanto mayor sea el caudal volumétrico. Si no es "
+"así, confirme que su extrusor funciona correctamente. Cuanto más lento y con "
+"menos aceleración imprimas, mayor será el rango de valores PA aceptables. Si "
+"no se aprecia ninguna diferencia, utilice el valor PA de la prueba más "
+"rápida. Introduzca los trios de valores PA, Flujo y Aceleraciones en el "
+"cuadro de texto que aparece aquí y guarde su perfil de filamento.\n"
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr "Activación del Avance de Presión Adaptativo para Voladizos (beta)"
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+"Habilitar PA adaptable para voladizos, así como cuando el flujo cambia "
+"dentro de la misma característica. Se trata de una opción experimental, ya "
+"que si el perfil PA no se ajusta con precisión, causará problemas de "
+"uniformidad en las superficies externas antes y después de los voladizos.\n"
+
+msgid "Pressure advance for bridges"
+msgstr "Avance de Presión Lineal para puentes"
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+"Valor de Avance de Presión para puentes. Establecer a 0 para desactivar.\n"
+"\n"
+" Un valor de PA más bajo al imprimir puentes ayuda a reducir la aparición de "
+"una ligera sub-extrusión inmediatamente después de los puentes. Esto es "
+"causado por la caída de presión en la boquilla cuando se imprime en el aire "
+"y un PA más bajo ayuda a contrarrestar esto."
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10931,10 +11173,10 @@ msgstr ""
"especialmente útil en los siguientes escenarios:\n"
"\n"
" 1. Para evitar cambios de brillo al imprimir filamentos brillantes\n"
-"2. Para evitar cambios en la velocidad de la pared externa que pueden crear "
-"ligeros artefactos de pared que aparecen como z banding\n"
+"2. Para evitar cambios en la velocidad de el perímetros externo que pueden "
+"crear ligeros artefactos de perímetro que aparecen como z banding\n"
"3. Para evitar imprimir a velocidades que provoquen VFA (artefactos finos) "
-"en las paredes externas\n"
+"en las perímetros externas\n"
"\n"
msgid "Layer time"
@@ -10988,18 +11230,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Tiempo de carga de filamento"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Tiempo para cargar un nuevo filamento cuando se cambia de filamento. Sólo "
-"para estadísticas"
msgid "Filament unload time"
msgstr "Tiempo de descarga del filamento"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Tiempo para descargar el filamento viejo cuando se cambia de filamento. Sólo "
-"para las estadísticas"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -11009,7 +11262,7 @@ msgstr ""
"Code, por lo que es importante y debe ser preciso"
msgid "Pellet flow coefficient"
-msgstr ""
+msgstr "Coeficiente de Flujo de Pellets"
msgid ""
"Pellet flow coefficient is emperically derived and allows for volume "
@@ -11020,6 +11273,13 @@ msgid ""
"\n"
"filament_diameter = sqrt( (4 * pellet_flow_coefficient) / PI )"
msgstr ""
+"El coeficiente de flujo de pellets se obtiene de forma empírica y permite "
+"calcular el volumen para impresoras de pellets.\n"
+"\n"
+"Internamente se convierte a filament_diameter. Todos los demás cálculos de "
+"volumen siguen siendo los mismos.\n"
+"\n"
+"diámetro_filamento = sqrt( (4 * coeficiente_flujo_pellets) / PI )"
msgid "Shrinkage"
msgstr "Contracción"
@@ -11079,8 +11339,8 @@ msgid ""
"original dimensions."
msgstr ""
"Tiempo de espera después de la descarga de filamento. Esto debería ayudar a "
-"unos cambios de herramienta confiables con materiales flexibles que "
-"necesitan más tiempo para encogerse a las dimensiones originales."
+"cambios de cabezal confiables con materiales flexibles que necesitan más "
+"tiempo para encogerse a las dimensiones originales."
msgid "Number of cooling moves"
msgstr "Cantidad de movimientos de refrigeración"
@@ -11092,6 +11352,27 @@ msgstr ""
"El filamento se enfría moviéndose hacía atrás y hacía delante en los tubos "
"de refrigeración. Especifique la cantidad de movimientos."
+msgid "Stamping loading speed"
+msgstr "Velocidad de Descarga"
+
+msgid "Speed used for stamping."
+msgstr "Velocidad utilizada para \"Stamping\"."
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+"Distancia del punto central del tubo de refrigeración a la punta del "
+"extrusor."
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+"Si se establece en un valor distinto de cero, el filamento se mueve hacia la "
+"boquilla entre los movimientos de enfriamiento individuales (\"Stamping\"). "
+"Esta opción configura cuánto tiempo debe durar este movimiento antes de que "
+"el filamento se retraiga de nuevo."
+
msgid "Speed of the first cooling move"
msgstr "Velocidad del primer movimiento de refrigeración"
@@ -11109,12 +11390,12 @@ msgid ""
"object, Orca Slicer will always prime this amount of material into the wipe "
"tower to produce successive infill or sacrificial object extrusions reliably."
msgstr ""
-"Tras un cambio de herramienta, es posible que no se conozca la posición "
-"exacta del filamento recién cargado dentro de la boquilla y que la presión "
-"del filamento aún no sea estable. Antes de purgar el cabezal de impresión en "
-"un relleno o un objeto de sacrificio, OrcaSlicer siempre cebará esta "
-"cantidad de material en la torre de purga para producir sucesivas "
-"extrusiones de relleno u objetos de sacrificio de forma fiable."
+"Tras un cambio de cabezal, es posible que no se conozca la posición exacta "
+"del filamento recién cargado dentro de la boquilla y que la presión del "
+"filamento aún no sea estable. Antes de purgar el cabezal de impresión en un "
+"relleno o un objeto de sacrificio, OrcaSlicer siempre cebará esta cantidad "
+"de material en la torre de purga para producir sucesivas extrusiones de "
+"relleno u objetos de sacrificio de forma fiable."
msgid "Speed of the last cooling move"
msgstr "La velocidad del último movimiento de refrigeración"
@@ -11124,16 +11405,6 @@ msgstr ""
"Los movimientos de refrigeración se aceleran gradualmente hacía esta "
"velocidad."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Tiempo que tarda el firmware de la impresora (o la Unidad Multi Material "
-"2.0) en cargar un nuevo filamento durante un cambio de herramienta (al "
-"ejecutar el T-Code). El estimador de tiempo del G-Code añade este tiempo al "
-"tiempo total de impresión."
-
msgid "Ramming parameters"
msgstr "Parámetros de moldeado de extremo"
@@ -11144,18 +11415,8 @@ msgstr ""
"El Moldeado de ExtremoDialog edita esta cadena y contiene los parámetros "
"específicos de moldeado de extremo."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Tiempo que tarda el firmware (para la unidad Multi Material 2.0) en "
-"descargar el filamento durante el cambio de herramienta ( cuando se ejecuta "
-"el T-Code). Esta duración se añade a la duración total de impresión estimada "
-"del G-Code."
-
msgid "Enable ramming for multitool setups"
-msgstr "Activar moldeado de extremo para configuraciones multiherramienta"
+msgstr "Activar moldeado de extremo para configuraciones multicabezal"
msgid ""
"Perform ramming when using multitool printer (i.e. when the 'Single Extruder "
@@ -11164,25 +11425,25 @@ msgid ""
"toolchange. This option is only used when the wipe tower is enabled."
msgstr ""
"Llevar a cabo el moldeado de extremo cuando se usa una impresora multi "
-"herramienta (es decir, cuando el 'Extrusor Único Multimaterial' en los "
-"Ajustes de Impresora está desmarcado). Cuando está marcado, una pequeña "
-"cantidad de filamento es extruida rápidamente en la torre de purga, justo "
-"antes del cambio de herramienta. Esta opción se usa solamente cuando la "
-"torre de purga está activada."
+"cabezal (es decir, cuando el 'Extrusor Único Multimaterial' en los Ajustes "
+"de Impresora está desmarcado). Cuando está marcado, una pequeña cantidad de "
+"filamento es extruida rápidamente en la torre de purga, justo antes del "
+"cambio de cabezal. Esta opción se usa solamente cuando la torre de purga "
+"está activada."
msgid "Multitool ramming volume"
-msgstr "Volumen de Moldeado de Extremo multiherramienta"
+msgstr "Volumen de Moldeado de Extremo Multicabezal"
msgid "The volume to be rammed before the toolchange."
-msgstr "El volumen de Moldeado de Extremo antes del cambio de herramienta."
+msgstr "El volumen de Moldeado de Extremo antes del cambio de cabezal."
msgid "Multitool ramming flow"
-msgstr "Flujo de Moldeado de Extremo multiherramienta"
+msgstr "Flujo de Moldeado de Extremo multicabezal"
msgid "Flow used for ramming the filament before the toolchange."
msgstr ""
"Flujo usado por el Moldeado de Extremo de filamento antes del cambio de "
-"herramienta."
+"cabezal."
msgid "Density"
msgstr "Densidad"
@@ -11319,7 +11580,7 @@ msgid "Lightning"
msgstr "Rayo"
msgid "Cross Hatch"
-msgstr "Escotilla Transversal"
+msgstr "Rayado Cruzado"
msgid "Sparse infill anchor length"
msgstr "Longitud del anclaje de relleno de baja densidad"
@@ -11341,10 +11602,12 @@ msgstr ""
"es calculado sobre el ancho de extrusión de relleno. OrcaSlicer intenta "
"conectar dos líneas de relleno cercanas a un segmento de perímetro corto. Si "
"no se encuentra ningún segmento más corto que relleno_anclaje_max, la línea "
-"de relleno se conecta a un semento de perímetro en un solo lado y la "
-"longitud del ancho de segmento de perímetro escogido se limita a este "
-"parámetro, pero no más largo que anclage_longitud_max. \n"
-"Configue este parámetro a cero para deshabilitar los perímetros de anclaje "
+"de relleno se conecta a un segmento de perímetro en un solo lado y la de "
+"relleno se conecta a un segmento de perímetro en un solo lado y la longitud "
+"del ancho de segmento de perímetro escogido se limita a este parámetro, pero "
+"no más largo que anclage_longitud_max. \n"
+"Configure este parámetro a cero para deshabilitar los perímetros de anclaje "
+"Configure este parámetro a cero para deshabilitar los perímetros de anclaje "
"conectados a una sola línea de relleno."
msgid "0 (no open anchors)"
@@ -11441,7 +11704,7 @@ msgid "Enable accel_to_decel"
msgstr "Activar acel_a_decel"
msgid "Klipper's max_accel_to_decel will be adjusted automatically"
-msgstr "El max_accel_a_decel de Klipper será ajustado automaticamente"
+msgstr "El max_accel_to_decel de Klipper será ajustado automáticamente"
msgid "accel_to_decel"
msgstr "accel_to_decel"
@@ -11481,7 +11744,7 @@ msgstr "Altura de la primera capa"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Altura de la primera capa. Hacer que la altura de la primera capa sea "
"ligeramente gruesa puede mejorar la adherencia de la bandeja de impresión"
@@ -11525,14 +11788,14 @@ msgstr "Velocidad máxima del ventilador en la capa"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"La velocidad de ventilador se incrementará linealmente de cero a "
"\"close_fan_the_first_x_layers\" al máximo de capa \"full_fan_speed_layer\". "
-"\"full_fan_speed_layer\" se ignorará si es menor que "
+"\"full_fan_speed_layer\" se ignorará si es menor que "
"\"close_fan_the_first_x_layers\", en cuyo caso el ventilador funcionará al "
"máximo permitido de capa \"close_fan_the_first_x_layers\" + 1."
@@ -11600,10 +11863,11 @@ msgstr "Filtrar pequeños huecos"
msgid "Layers and Perimeters"
msgstr "Capas y Perímetros"
-msgid "Filter out gaps smaller than the threshold specified"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
msgstr ""
-"Filtra los huecos menores que el umbral especificado. Este ajuste no "
-"afectará a las capas superior/inferior"
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11722,15 +11986,15 @@ msgstr "Mejor posición de los objetos"
msgid "Best auto arranging position in range [0,1] w.r.t. bed shape."
msgstr ""
-"Mejor auto posicionamiento de los objetos en el intervalo [0,1] con respecto "
-"a la forma de la cama."
+"Mejor auto posicionamiento de los objetos en el rango [0,1] con respecto a "
+"la forma de la cama."
msgid ""
"Enable this option if machine has auxiliary part cooling fan. G-code "
"command: M106 P2 S(0-255)."
msgstr ""
"Activar esta opción si la máquina dispone de ventilador auxiliar de "
-"refrigeración de piezas. Comando código G: M106 P2 S(0-255)."
+"refrigeración de piezas. Comando G-Code: M106 P2 S(0-255)."
msgid ""
"Start the fan this number of seconds earlier than its target start time (you "
@@ -11805,7 +12069,7 @@ msgid ""
"G-code command: M106 P3 S(0-255)"
msgstr ""
"Active esta opción si la impresora admite filtración de aire\n"
-"Comando G-code: M106 P3 S(0-255)"
+"Comando G-Code: M106 P3 S(0-255)"
msgid "G-code flavor"
msgstr "Tipo de G-Code"
@@ -11817,10 +12081,11 @@ msgid "Klipper"
msgstr "Klipper"
msgid "Pellet Modded Printer"
-msgstr ""
+msgstr "Impresora Pellet Modificada"
msgid "Enable this option if your printer uses pellets instead of filaments"
msgstr ""
+"Active esta opción si su impresora utiliza pellets en lugar de filamentos"
msgid "Support multi bed types"
msgstr "Admite varios tipos de cama"
@@ -11892,14 +12157,14 @@ msgid ""
"value to ~10-15% to minimize potential over extrusion and accumulation of "
"material resulting in rough top surfaces."
msgstr ""
-"El área de relleno se amplía ligeramente para solaparse con la pared y "
+"El área de relleno se amplía ligeramente para solaparse con el perímetro y "
"mejorar la adherencia. El valor porcentual es relativo a la anchura de línea "
"del de baja densidad. Ajuste este valor a ~10-15% para minimizar la "
"sobreextrusión potencial y la acumulación de material que resulta en "
"superficies superiores ásperas."
msgid "Top/Bottom solid infill/wall overlap"
-msgstr "Relleno sólido superior/inferior/solapamiento de paredes"
+msgstr "Relleno sólido superior/inferior/solapamiento de perímetros"
#, no-c-format, no-boost-format
msgid ""
@@ -11910,10 +12175,10 @@ msgid ""
"sparse infill"
msgstr ""
"El área de relleno sólido de cubierta superior se amplía ligeramente para "
-"solaparse con la pared y mejorar la adherencia y minimizar la aparición de "
-"agujeros de alfiler donde el relleno de cubierta superior se une a las "
-"paredes. Un valor del 25-30% es un buen punto de partida para minimizar la "
-"aparición de agujeros. El valor porcentual es relativo a la anchura de la "
+"solaparse con el perímetro y mejorar la adherencia y minimizar la aparición "
+"de agujeros de alfiler donde el relleno de cubierta superior se une a las "
+"perímetros. Un valor del 25-30% es un buen punto de partida para minimizar "
+"la aparición de agujeros. El valor porcentual es relativo a la anchura de la "
"línea de relleno de baja densidad"
msgid "Speed of internal sparse infill"
@@ -11936,60 +12201,76 @@ msgstr "Máximo ancho de una región segmentada"
msgid "Maximum width of a segmented region. Zero disables this feature."
msgstr ""
-"Máximo ancho de una región segmentada. Zero desactiva está característica."
+"Máximo ancho de una región segmentada. Cero desactiva está característica."
msgid "Interlocking depth of a segmented region"
msgstr "Profundidad de entrelazado de una región segmentada"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Profundidad de entrelazado de una región segmentada. Zero desactiva esta "
-"característica."
+"Profundidad de enlazado de una región segmentada. Se ignorará si "
+"\"mmu_segmented_region_max_width\" es cero o si "
+"\"mmu_segmented_region_interlocking_depth \"es mayor que "
+"\"mmu_segmented_region_max_width\". El valor cero desactiva esta función."
msgid "Use beam interlocking"
-msgstr ""
+msgstr "Usar entrelazado de vigas"
msgid ""
"Generate interlocking beam structure at the locations where different "
"filaments touch. This improves the adhesion between filaments, especially "
"models printed in different materials."
msgstr ""
+"Genera una estructura de vigas de entrelazado en los lugares donde se tocan "
+"los distintos filamentos. Esto mejora la adherencia entre filamentos, "
+"especialmente en modelos impresos en distintos materiales."
msgid "Interlocking beam width"
-msgstr ""
+msgstr "Ancho de viga de entrelazado"
msgid "The width of the interlocking structure beams."
-msgstr ""
+msgstr "El ancho de estructura de vigas de entrelazado."
msgid "Interlocking direction"
-msgstr ""
+msgstr "Dirección de entrelazado"
msgid "Orientation of interlock beams."
-msgstr ""
+msgstr "Orientación de vigas entrelazadas."
msgid "Interlocking beam layers"
-msgstr ""
+msgstr "Capas de vigas de entrelazado"
msgid ""
"The height of the beams of the interlocking structure, measured in number of "
"layers. Less layers is stronger, but more prone to defects."
msgstr ""
+"La altura de las vigas de la estructura de entrelazado, medida en número de "
+"capas. Menos capas es más fuerte, pero más propenso a defectos."
msgid "Interlocking depth"
-msgstr ""
+msgstr "Profundidad de entrelazado"
msgid ""
"The distance from the boundary between filaments to generate interlocking "
"structure, measured in cells. Too few cells will result in poor adhesion."
msgstr ""
+"La distancia desde el límite entre filamentos para generar estructura "
+"entrelazada, medida en celdas. Un número demasiado bajo de celdas dará lugar "
+"a una adhesión deficiente."
msgid "Interlocking boundary avoidance"
-msgstr ""
+msgstr "Evitar los limites de entrelazado"
msgid ""
"The distance from the outside of a model where interlocking structures will "
"not be generated, measured in cells."
msgstr ""
+"La distancia desde el exterior de un modelo donde no se generarán "
+"estructuras entrelazadas, medida en celdas."
msgid "Ironing Type"
msgstr "Tipo de alisado"
@@ -11998,9 +12279,9 @@ msgid ""
"Ironing is using small flow to print on same height of surface again to make "
"flat surface more smooth. This setting controls which layer being ironed"
msgstr ""
-"El alisado es el uso de un pequeño caudal para imprimir en la misma altura "
-"de la superficie de nuevo para hacer la superficie plana más suave. Este "
-"ajuste controla la capa que se alisa"
+"El alisado es el uso de un pequeño flujo para imprimir en la misma altura de "
+"la superficie de nuevo para hacer la superficie plana más suave. Este ajuste "
+"controla la capa que se alisa"
msgid "No ironing"
msgstr "Sin alisado"
@@ -12027,7 +12308,7 @@ msgid ""
"The amount of material to extrude during ironing. Relative to flow of normal "
"layer height. Too high value results in overextrusion on the surface"
msgstr ""
-"La cantidad de material a extruir durante el alisado. Relativo al caudal de "
+"La cantidad de material a extruir durante el alisado. Relativo al flujo de "
"la altura de la capa normal. Un valor demasiado alto provoca una "
"sobreextrusión en la superficie"
@@ -12068,7 +12349,7 @@ msgstr ""
"menor aceleración para imprimir"
msgid "Emit limits to G-code"
-msgstr "Emitir límites al código G"
+msgstr "Emitir límites al G-Code"
msgid "Machine limits"
msgstr "Límites de la máquina"
@@ -12078,8 +12359,8 @@ msgid ""
"This option will be ignored if the g-code flavor is set to Klipper."
msgstr ""
"Si está activada, los límites de la máquina se emitirán en un archivo G-"
-"code. \n"
-"Esta opción se ignorará si el tipo de g-code es Klipper."
+"Code. \n"
+"Esta opción se ignorará si el tipo de G-Code es Klipper."
msgid ""
"This G-code will be used as a code for the pause print. User can insert "
@@ -12098,7 +12379,7 @@ msgid "Enable flow compensation for small infill areas"
msgstr "Permitir la compensación de flujo en zonas con poco relleno"
msgid "Flow Compensation Model"
-msgstr "Modelo de compensación de caudal"
+msgstr "Modelo de compensación de flujo"
msgid ""
"Flow Compensation Model, used to adjust the flow for small infill areas. The "
@@ -12106,7 +12387,7 @@ msgid ""
"and flow correction factors, one per line, in the following format: "
"\"1.234,5.678\""
msgstr ""
-"Modelo de compensación del caudal, utilizado para ajustar el caudal en zonas "
+"Modelo de compensación del flujo, utilizado para ajustar el flujo en zonas "
"de relleno pequeñas. El modelo se expresa como un par de valores separados "
"por comas para la longitud de extrusión y los factores de corrección del "
"flujo, uno por línea, en el siguiente formato: \"1.234,5.678\""
@@ -12265,18 +12546,18 @@ msgid ""
"Note: this parameter disables arc fitting."
msgstr ""
"Este parámetro suaviza los cambios bruscos de velocidad de extrusión que se "
-"producen cuando la impresora pasa de imprimir una extrusión de alto caudal "
-"(alta velocidad/ancho mayor) a una extrusión de menor caudal (menor "
-"velocidad/ancho menor) y viceversa.\n"
+"producen cuando la impresora pasa de imprimir una extrusión de alto flujo "
+"(alta velocidad/ancho mayor) a una extrusión de menor flujo (menor velocidad/"
+"ancho menor) y viceversa.\n"
"\n"
-"Define la velocidad máxima a la que el flujo volumétrico extruido en mm3/"
-"seg2 puede cambiar con el tiempo. Valores más altos significan que se "
-"permiten cambios de velocidad de extrusión más altos, lo que resulta en "
-"transiciones de velocidad más rápidas.\n"
+"Define la velocidad máxima a la que el flujo volumétrico extruido en mm3/seg "
+"puede cambiar con el tiempo. Valores más altos significan que se permiten "
+"cambios de velocidad de extrusión más altos, lo que resulta en transiciones "
+"de velocidad más rápidas.\n"
"\n"
"Un valor de 0 desactiva la función. \n"
"\n"
-"Para una impresora de accionamiento directo de alta velocidad y alto caudal "
+"Para una impresora de accionamiento directo de alta velocidad y alto flujo "
"(como la Bambu lab o la Voron) este valor no suele ser necesario. Sin "
"embargo, puede proporcionar algún beneficio marginal en ciertos casos en los "
"que las velocidades de las características varían mucho. Por ejemplo, cuando "
@@ -12311,8 +12592,8 @@ msgid ""
"Allowed values: 1-5"
msgstr ""
"Un valor más bajo resulta en transiciones de velocidad de extrusión más "
-"suaves. Sin embargo, esto resulta en un archivo gcode significativamente más "
-"grande y más instrucciones para que la impresora procese. \n"
+"suaves. Sin embargo, esto resulta en un archivo G-Code significativamente "
+"más grande y más instrucciones para que la impresora procese. \n"
"\n"
"El valor por defecto de 3 funciona bien en la mayoría de los casos. Si su "
"impresora está tartamudeando, aumente este valor para reducir el número de "
@@ -12334,7 +12615,7 @@ msgstr ""
"auxiliar funcionará a esta velocidad durante la impresión, excepto en las "
"primeras capas, que se define como sin capas de refrigeración.\n"
"Por favor, active auxiliary_fan en la configuración de la impresora para "
-"utilizar esta función. Comando G-code: M106 P2 S(0-255)"
+"utilizar esta función. Comando G-Code: M106 P2 S(0-255)"
msgid "Min"
msgstr "Min"
@@ -12358,11 +12639,8 @@ msgstr ""
"para intentar mantener el tiempo mínimo de capa anterior, cuando la "
"ralentización para un mejor ventilación de la capa está activada."
-msgid "Nozzle diameter"
-msgstr "Diámetro de la boquilla"
-
msgid "Diameter of nozzle"
-msgstr "Diámetro de la boquilla"
+msgstr "Diámetro de boquilla"
msgid "Configuration notes"
msgstr "Anotaciones de configuración"
@@ -12407,14 +12685,14 @@ msgstr ""
"de los movimientos en su interior."
msgid "High extruder current on filament swap"
-msgstr "Alta corriente de extrusión en el cambio de filamento"
+msgstr "Aumentar el flujo de extrusión en el cambio de filamento"
msgid ""
"It may be beneficial to increase the extruder motor current during the "
"filament exchange sequence to allow for rapid ramming feed rates and to "
"overcome resistance when loading a filament with an ugly shaped tip."
msgstr ""
-"Puede ser beneficioso para incrementar la corriente de extrusión durante la "
+"Puede ser beneficioso para incrementar el flujo de extrusión durante la "
"secuencia de intercambio de filamento, para permitir ratios rápidos de "
"moldeado de extremos y superar resistencias durante la carga de filamentos "
"con puntas deformadas."
@@ -12464,6 +12742,13 @@ msgstr ""
"retracción para modelos complejos y ahorrar tiempo de impresión, pero hacer "
"que el corte y la generación de G-Code sea más lento"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+"Esta opción reducirá la temperatura de los extrusores inactivos para evitar "
+"el rezumado."
+
msgid "Filename format"
msgstr "Formato de los archivos"
@@ -12515,6 +12800,9 @@ msgstr ""
"utiliza diferentes velocidades para imprimir. Para el 100%% de voladizo, se "
"utiliza la velocidad de puente."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12564,12 +12852,21 @@ msgstr ""
"como primer argumento, y pueden acceder a los ajustes de configuración de "
"OrcaSlicer leyendo variables de entorno."
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Anotaciones de la impresora"
msgid "You can put your notes regarding the printer here."
msgstr "Puede colocar sus notas acerca de la impresora aquí."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Distancia Z de contacto de la balsa(base de impresión)"
@@ -12721,12 +13018,14 @@ msgid "Spiral"
msgstr "Espiral"
msgid "Traveling angle"
-msgstr ""
+msgstr "Ángulo de desplazamiento"
msgid ""
"Traveling angle for Slope and Spiral Z hop type. Setting it to 90° results "
"in Normal Lift"
msgstr ""
+"Ángulo de desplazamiento para el tipo de salto de Pendiente y Espiral Z. Si "
+"se ajusta a 90°, se obtiene una elevación normal."
msgid "Only lift Z above"
msgstr "Solo elevar Z por encima"
@@ -12785,8 +13084,8 @@ msgid ""
"When the retraction is compensated after changing tool, the extruder will "
"push this additional amount of filament."
msgstr ""
-"Cuando se compensa la retracción después de cambiar de herramienta, el "
-"extrusor empujará esta cantidad adicional de filamento."
+"Cuando se compensa la retracción después de cambiar de cabezal, el extrusor "
+"empujará esta cantidad adicional de filamento."
msgid "Retraction Speed"
msgstr "Velocidad de retracción"
@@ -12795,7 +13094,7 @@ msgid "Speed of retractions"
msgstr "Velocidad de las retracciones"
msgid "Deretraction Speed"
-msgstr "Velocidad de deretracción"
+msgstr "Velocidad de Desretracción"
msgid ""
"Speed for reloading filament into extruder. Zero means same speed with "
@@ -12944,7 +13243,7 @@ msgstr ""
"valor predeterminado es 100%."
msgid "Scarf joint flow ratio"
-msgstr "Relación de caudal de la unión de bufanda"
+msgstr "Relación de flujo de la unión de bufanda"
msgid "This factor affects the amount of material for scarf joints."
msgstr ""
@@ -13049,13 +13348,14 @@ msgid ""
"be calculated based on the travel speed setting above.The default value for "
"this parameter is 80%"
msgstr ""
-"La velocidad de barrido viene determinada por el ajuste de velocidad "
-"especificado en esta configuración. Si el valor se expresa en porcentaje "
-"(por ejemplo, 80%), se calculará en función del ajuste de velocidad de "
-"desplazamiento anterior. El valor por defecto de este parámetro es 80%"
+"La velocidad de limpieza es determinada por el ajuste de velocidad La "
+"velocidad de limpieza es determinada por el ajuste de velocidad especificado "
+"en esta configuración. Si el valor se expresa en porcentaje (por ejemplo, "
+"80%), se calculará en función del ajuste de velocidad de desplazamiento "
+"anterior. El valor por defecto de este parámetro es 80%"
msgid "Skirt distance"
-msgstr "Distancia de la falda"
+msgstr "Distancia de falda"
msgid "Distance from skirt to brim or object"
msgstr "Distancia de la falda al borde de adherencia o al objeto"
@@ -13067,7 +13367,7 @@ msgid "How many layers of skirt. Usually only one layer"
msgstr "C capas de falda. Normalmente sólo una capa"
msgid "Draft shield"
-msgstr "Escudo de protección"
+msgstr "Protector contra corrientes de aire"
msgid ""
"A draft shield is useful to protect an ABS or ASA print from warping and "
@@ -13084,18 +13384,21 @@ msgid ""
msgstr ""
"Un protector contra corrientes de aire es útil para proteger una impresión "
"en ABS o ASA de la deformación y el desprendimiento de la cama de impresión "
-"debido a los caudales de aire. Suele ser necesario solo en impresoras de "
+"debido a los flujos de aire. Suele ser necesario solo en impresoras de "
"bastidor abierto, es decir, sin cerramiento.\n"
"\n"
"Opciones:\n"
-"Activado = la falda es tan alto como el objeto impreso más alto.\n"
-"Limitado = la altura de la falda es la especificada por la altura del "
-"falda.\n"
+"Activado = la falda es tan alta como el objeto impreso más alto.\n"
+"Limitado = la falda es tan alta cómo se especifica en el ajuste \"Altura de "
+"falda\"\n"
"\n"
"Nota: Con el protector contra corrientes de aire activo, la falda se "
-"imprimirá a la distancia del faldón del objeto. Por lo tanto, si los bordes "
-"están activos, puede cruzarse con ellos. Para evitarlo, aumente el valor de "
-"la distancia de la falda.\n"
+"imprimirá a la distancia especificada en \"Distancia de falda\" del objeto. "
+"Por lo tanto, si los bordes están activos, puede cruzarse con ellos. Para "
+"evitarlo, aumente el valor de la \"Distancia de falda\".\n"
+"imprimirá a la distancia especificada en \"Distancia de falda\" del objeto. "
+"Por lo tanto, si los bordes están activos, puede cruzarse con ellos. Para "
+"evitarlo, aumente el valor de la \"Distancia de la falda\".\n"
msgid "Limited"
msgstr "Limitado"
@@ -13151,6 +13454,12 @@ msgstr ""
"El área de relleno de baja densidad que es menor que el valor del umbral se "
"sustituye por un relleno sólido interno"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -13207,10 +13516,10 @@ msgstr ""
"lapse para cada impresión. Después de imprimir cada capa, se toma una "
"instantánea con la cámara. Todas estas instantáneas se componen en un vídeo "
"time-lapse cuando finaliza la impresión. Si se selecciona el modo suave, el "
-"cabezal de la herramienta se moverá a la rampa de exceso después de cada "
-"capa se imprime y luego tomar una instantánea. Dado que el filamento fundido "
-"puede gotear de la boquilla durante el proceso de tomar una instantánea, la "
-"torre de purga es necesaria para el modo suave de limpiar la boquilla."
+"cabezal se moverá a la rampa de exceso después de cada capa se imprime y "
+"luego tomar una instantánea. Dado que el filamento fundido puede gotear de "
+"la boquilla durante el proceso de tomar una instantánea, la torre de purga "
+"es necesaria para el modo suave de limpiar la boquilla."
msgid "Traditional"
msgstr "Tradicional"
@@ -13218,6 +13527,41 @@ msgstr "Tradicional"
msgid "Temperature variation"
msgstr "Variación de temperatura"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+"Diferencia de temperatura a aplicar cuando un extrusor no está activo. El "
+"valor no se utiliza cuando 'idle_temperature' en los ajustes de filamento se "
+"establece en un valor distinto de cero."
+
+msgid "Preheat time"
+msgstr "Tiempo de Precalentamiento"
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+"Para reducir el tiempo de espera tras el cambio de cabezal, Orca puede "
+"precalentar lel siguiente cabezal mientras el cabezal actual todavía está en "
+"uso. Este ajuste especifica el tiempo en segundos para precalentar la "
+"siguiente herramienta. Orca insertará un comando M104 para precalentar el "
+"cabezal por adelantado."
+
+msgid "Preheat steps"
+msgstr "Pasos precalentamiento"
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+"Insertar múltiples comandos de precalentamiento (por ejemplo, M104.1). Sólo "
+"útil para Prusa XL. Para otras impresoras, por favor ajústelo a 1."
+
msgid "Start G-code"
msgstr "G-Code inicial"
@@ -13243,8 +13587,8 @@ msgid ""
"printing, where we use M600/PAUSE to trigger the manual filament change "
"action."
msgstr ""
-"Active esta opción para omitir el código G personalizado Cambiar filamento "
-"sólo al principio de la impresión. El comando de cambio de herramienta (por "
+"Active esta opción para omitir el G-Code personalizado Cambiar filamento "
+"sólo al principio de la impresión. El comando de cambio de cabezal (por "
"ejemplo, T0) se omitirá durante toda la impresión. Esto es útil para la "
"impresión manual multi-material, donde utilizamos M600/PAUSE para activar la "
"acción manual de cambio de filamento."
@@ -13268,9 +13612,9 @@ msgid ""
"with the print."
msgstr ""
"Sí está activado, la torre de purga no se imprimirá en las capa sin cambio "
-"de herramienta. En las capas con cambio de herramienta, viajará hacía abajo "
-"para imprimir la torre de purga. El usuario es responsable de asegurarse que "
-"no hay colisiones con la impresión."
+"de cabezal. En las capas con cambio de cabezal, viajará hacía abajo para "
+"imprimir la torre de purga. El usuario es responsable de asegurarse que no "
+"hay colisiones con la impresión."
msgid "Prime all printing extruders"
msgstr "Purgar todos los extrusores"
@@ -13329,10 +13673,10 @@ msgstr ""
"cama de impresión, establecer este valor a -0,3 compensará este desfase."
msgid "Enable support"
-msgstr "Habilitar el soporte"
+msgstr "Habilitar los soportes"
msgid "Enable support generation."
-msgstr "Habilitar la generación de soporte."
+msgstr "Habilitar la generación de soportes."
msgid ""
"normal(auto) and tree(auto) is used to generate support automatically. If "
@@ -13720,33 +14064,40 @@ msgid "Activate temperature control"
msgstr "Activar control de temperatura"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"Active esta opción para controlar la temperatura de la cámara. Se añadirá un "
-"comando M191 antes de \"machine_start_gcode\"\n"
-"Comandos G-Code: M141/M191 S(0-255)"
msgid "Chamber temperature"
msgstr "Temperatura de cámara"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Una mayor temperatura de la cámara puede ayudar a suprimir o reducir la "
-"deformación y potencialmente conducir a una mayor resistencia de unión entre "
-"capas para materiales de alta temperatura como ABS, ASA, PC, PA, etc. Al "
-"mismo tiempo, la filtración de aire de ABS y ASA empeorará. Mientras que "
-"para PLA, PETG, TPU, PVA y otros materiales de baja temperatura, la "
-"temperatura real de la cámara no debe ser alta para evitar obstrucciones, "
-"por lo que 0, que significa apagar, es muy recomendable"
msgid "Nozzle temperature for layers after the initial one"
msgstr "Temperatura de la boquilla después de la primera capa"
@@ -13766,11 +14117,11 @@ msgid ""
"This gcode is inserted when change filament, including T command to trigger "
"tool change"
msgstr ""
-"Este gcode se inserta al cambiar de filamento, incluyendo el comando T para "
-"activar el cambio de herramienta"
+"Este G-Code se inserta al cambiar de filamento, incluyendo el comando T para "
+"activar el cambio de cabezal"
msgid "This gcode is inserted when the extrusion role is changed"
-msgstr "Este gcode se inserta cuando se cambia el rol de extrusión"
+msgstr "Este G-Code se inserta cuando se cambia el rol de extrusión"
msgid ""
"Line width for top surfaces. If expressed as a %, it will be computed over "
@@ -13866,14 +14217,14 @@ msgid "Purging volumes"
msgstr "Volúmenes de purga"
msgid "Flush multiplier"
-msgstr "Multiplicador de caudal"
+msgstr "Multiplicador de flujo"
msgid ""
"The actual flushing volumes is equal to the flush multiplier multiplied by "
"the flushing volumes in the table."
msgstr ""
-"El volumen de caudal real es igual al multiplicador de caudal multiplicado "
-"por los volúmenes de caudal de la tabla."
+"El volumen de flujo real es igual al multiplicador de flujo multiplicado por "
+"los volúmenes de flujo de la tabla."
msgid "Prime volume"
msgstr "Tamaño de purga"
@@ -13900,12 +14251,6 @@ msgstr ""
"Ángulo del vértice del cono que se usa para estabilidad la torre de purga. "
"Un angulo mayor significa una base más ancha."
-msgid "Wipe tower purge lines spacing"
-msgstr "Separación de las líneas de la torre de purga"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Separación de las líneas de la torre de purga."
-
msgid "Maximum wipe tower print speed"
msgstr "Velocidad máxima de impresión de la torre de purga"
@@ -13946,15 +14291,12 @@ msgstr ""
"\n"
"Antes de aumentar este parámetro más allá del valor por defecto de 90mm/seg, "
"asegúrese de que su impresora puede puentear de forma fiable a las "
-"velocidades aumentadas y que el rezume al cambiar de herramienta está bien "
+"velocidades aumentadas y que el rezume al cambiar de cabezal está bien "
"controlado.\n"
"\n"
"Para los perímetros externos de la torre de purga se utiliza la velocidad "
"del perímetro interno independientemente de este ajuste."
-msgid "Wipe tower extruder"
-msgstr "Extrusor de torre de purga"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13970,9 +14312,9 @@ msgid ""
"wipe tower. These values are used to simplify creation of the full purging "
"volumes below."
msgstr ""
-"Este vector guarda los volúmenes necesarios para cambiar de/a cada "
-"herramienta utilizada en la torre de purga. Estos valores se utilizan para "
-"simplificar la creación de los volúmenes de purga completos a continuación."
+"Este vector guarda los volúmenes necesarios para cambiar de/a cada cabezal "
+"utilizada en la torre de purga. Estos valores se utilizan para simplificar "
+"la creación de los volúmenes de purga completos a continuación."
msgid ""
"Purging after filament change will be done inside objects' infills. This may "
@@ -14013,6 +14355,35 @@ msgstr ""
"Distancia máxima entre los soportes en las sección de relleno de baja "
"densidad."
+msgid "Wipe tower purge lines spacing"
+msgstr "Separación de las líneas de la torre de purga"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Separación de las líneas de la torre de purga."
+
+msgid "Extra flow for purging"
+msgstr "Caudal adicional para purgar"
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+"Flujo extra utilizado para las líneas de purga en la torre de limpieza. Esto "
+"hace que las líneas de purga sean más gruesas o más estrechas de lo normal. "
+"La separación se ajusta automáticamente."
+
+msgid "Idle temperature"
+msgstr "Temperatura en Espera"
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+"Temperatura de la boquilla cuando el cabezal no se está utilizando en "
+"configuraciones multicabezal. Póngalo a 0 para desactivarlo."
+
msgid "X-Y hole compensation"
msgstr "Compensación de huecos X-Y"
@@ -14222,7 +14593,11 @@ msgstr ""
"\n"
"NOTA: Las superficies inferior y superior no se verán afectadas por este "
"valor para evitar huecos visuales en el exterior del modelo. Ajuste \"Umbral "
-"de perímetro\" en la configuración avanzada para ajustar la sensibilidad de "
+"de Perímetro\" en la configuración avanzada para ajustar la sensibilidad de "
+"lo que se considera una superficie superior. El \"Umbral de un Solo "
+"Perímetro\" sólo es visible si este valor es superior al valor "
+"predeterminado de 0,5, o si las superficies superiores de un solo perímetro "
+"están activados."
msgid "First layer minimum wall width"
msgstr "Ancho mínimo del perímetro de la primera capa"
@@ -14365,6 +14740,16 @@ msgstr ""
"Actualmente está previsto un purgado adicional del extrusor después de la "
"desretracción."
+msgid "Absolute E position"
+msgstr "Posición E absoluta"
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+"Posición actual del eje del extrusor. Sólo se utiliza con direccionamiento "
+"absoluto del extrusor."
+
msgid "Current extruder"
msgstr "Extrusora actual"
@@ -14395,7 +14780,7 @@ msgid ""
"initial_tool."
msgstr ""
"Índice de base cero del primer extrusor utilizado en la impresión. Igual que "
-"herramienta inicial."
+"cabezal inicial."
msgid "Initial tool"
msgstr "Herramienta inicial"
@@ -14415,6 +14800,14 @@ msgstr ""
"Vector de bools que indica si un determinado extrusor se utiliza en la "
"impresión."
+msgid "Has single extruder MM priming"
+msgstr "Parámetros de cambio de cabezal para impresoras de 1 extrusor MM"
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+"¿Se utilizan las regiones de imprimación multimaterial adicionales en esta "
+"impresión?"
+
msgid "Volume per extruder"
msgstr "Volumen por extrusora"
@@ -14423,10 +14816,10 @@ msgstr ""
"Volumen total de filamento extruido por extrusor durante toda la impresión."
msgid "Total toolchanges"
-msgstr "Total de cambios de herramientas"
+msgstr "Total de cambios de cabezales"
msgid "Number of toolchanges during the print."
-msgstr "Número de cambios de herramienta durante la impresión."
+msgstr "Número de cambios de cabezal durante la impresión."
msgid "Total volume"
msgstr "Volumen total"
@@ -14552,26 +14945,26 @@ msgid "Minute"
msgstr "Minuto"
msgid "Print preset name"
-msgstr "Imprimir nombre de preajuste"
+msgstr "Imprimir nombre de perfil"
msgid "Name of the print preset used for slicing."
-msgstr "Nombre del preajuste de impresión utilizado para el corte."
+msgstr "Nombre del perfil de impresión utilizado para el corte."
msgid "Filament preset name"
-msgstr "Nombre del preajuste de filamento"
+msgstr "Nombre del perfil de filamento"
msgid ""
"Names of the filament presets used for slicing. The variable is a vector "
"containing one name for each extruder."
msgstr ""
-"Nombres de los preajustes de filamento utilizados para el corte. La variable "
+"Nombres de los perfiles de filamento utilizados para el corte. La variable "
"es un vector que contiene un nombre para cada extrusor."
msgid "Printer preset name"
-msgstr "Nombre de preajuste de la impresora"
+msgstr "Nombre de perfil de la impresora"
msgid "Name of the printer preset used for slicing."
-msgstr "Nombre del preajuste de impresora utilizado para laminar."
+msgstr "Nombre del perfil de impresora utilizado para laminar."
msgid "Physical printer name"
msgstr "Nombre físico de la impresora"
@@ -14579,6 +14972,16 @@ msgstr "Nombre físico de la impresora"
msgid "Name of the physical printer used for slicing."
msgstr "Nombre de la impresora física utilizada para el corte."
+msgid "Number of extruders"
+msgstr "Número de Cabezales"
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+"Número total de extrusores, independientemente de si se utilizan en la "
+"impresión actual."
+
msgid "Layer number"
msgstr "Número de capa"
@@ -14648,7 +15051,7 @@ msgstr ""
"generación de soporte."
msgid "Optimizing toolpath"
-msgstr "Optimización de la trayectoria de la herramienta"
+msgstr "Optimización de la trayectoria de cabezal"
msgid "Slicing mesh"
msgstr "Malla de corte"
@@ -14890,8 +15293,8 @@ msgid ""
"This machine type can only hold %d history results per nozzle. This result "
"will not be saved."
msgstr ""
-"This machine type can only hold %d historical results per nozzle. This "
-"result will not be saved."
+"Este tipo de máquina sólo puede guardar %d resultados históricos por "
+"boquilla. Este resultado no se guardará."
msgid "Internal Error"
msgstr "Error interno"
@@ -14901,7 +15304,7 @@ msgstr "Por favor, selecciona al menos un filamento por calibración"
msgid "Flow rate calibration result has been saved to preset"
msgstr ""
-"El resultado de la calibración del ratio de caudal se ha guardado en los "
+"El resultado de la calibración del ratio de flujo se ha guardado en los "
"perfiles"
msgid "Max volumetric speed calibration result has been saved to preset"
@@ -14958,18 +15361,24 @@ msgstr ""
"wiki.\n"
"\n"
"Normalmente la calibración es innecesaria. Cuando se inicia una impresión de "
-"un solo color/material, con la opción \"calibración de la dinámica de flujo"
-"\" marcada en el menú de inicio de impresión, la impresora seguirá el camino "
+"un solo color/material, con la opción \"Calibración de Dinámica de Flujo\" "
+"marcada en el menú de inicio de impresión, la impresora seguirá el camino "
"antiguo, calibrar el filamento antes de la impresión; cuando se inicia una "
"impresión de varios colores/materiales, la impresora utilizará el parámetro "
"de compensación por defecto para el filamento durante cada cambio de "
"filamento que tendrá un buen resultado en la mayoría de los casos.\n"
+"un solo color/material, con la opción \"calibración de la dinámica de "
+"flujo\" marcada en el menú de inicio de impresión, la impresora seguirá el "
+"camino antiguo, calibrar el filamento antes de la impresión; cuando se "
+"inicia una impresión de varios colores/materiales, la impresora utilizará el "
+"parámetro de compensación por defecto para el filamento durante cada cambio "
+"de filamento que tendrá un buen resultado en la mayoría de los casos.\n"
"\n"
"Tenga en cuenta que hay algunos casos que pueden hacer que los resultados de "
-"la calibración no sean fiables, como una adhesión insuficiente en la placa "
-"de impresión. Se puede mejorar la adherencia lavando la placa de impresión o "
-"aplicando pegamento. Para obtener más información sobre este tema, consulte "
-"nuestra Wiki.\n"
+"la calibración no sean fiables, como una adhesión insuficiente en la bandeja "
+"de impresión. Se puede mejorar la adherencia lavando la bandeja de impresión "
+"o aplicando pegamento. Para obtener más información sobre este tema, "
+"consulte nuestra Wiki.\n"
"\n"
"Los resultados de la calibración tienen alrededor de un 10 por ciento de "
"fluctuación en nuestra prueba, lo que puede causar que el resultado no sea "
@@ -14991,6 +15400,7 @@ msgid ""
"they should be."
msgstr ""
"Después de usar la Calibración de Dinámicas de Flujo, puede haber algunos "
+"Después de usar la Calibración de Dinámicas de Flujo, puede haber algunos "
"problemas de extrusión, como:\n"
"1. Sobre extrusión: Exceso de material en la impresión, formando truños o "
"capas más anchas y no uniformes.\n"
@@ -15006,9 +15416,9 @@ msgid ""
"PLA used in RC planes. These materials expand greatly when heated, and "
"calibration provides a useful reference flow rate."
msgstr ""
-"Además, la calibración del caudal es crucial para materiales espumosos como "
+"Además, la calibración del flujo es crucial para materiales espumosos como "
"el LW-PLA utilizado en los planos RC. Estos materiales se expanden mucho "
-"cuando se calientan, y la calibración proporciona un caudal de referencia "
+"cuando se calientan, y la calibración proporciona un flujo de referencia "
"útil."
msgid ""
@@ -15019,11 +15429,11 @@ msgid ""
"you still see the listed defects after you have done other calibrations. For "
"more details, please check out the wiki article."
msgstr ""
-"La calibración del caudal mide la relación entre los volúmenes de extrusión "
+"La calibración del flujo mide la relación entre los volúmenes de extrusión "
"esperados y los reales. La configuración predeterminada funciona bien en las "
"impresoras Bambu Lab y en los filamentos oficiales, ya que fueron "
"precalibrados y ajustados con precisión. Para un filamento normal, "
-"normalmente no necesitarás realizar una Calibración de Caudal a menos que "
+"normalmente no necesitarás realizar una Calibración de Flujo a menos que "
"sigas viendo los defectos listados después de haber realizado otras "
"calibraciones. Para más detalles, consulte el artículo de la wiki."
@@ -15046,6 +15456,7 @@ msgid ""
"read and understand the process before doing it."
msgstr ""
"La auto Calibración de Ratio de Flujo utiliza la tecnología Micro-Lidar de "
+"La auto Calibración de Ratio de Flujo utiliza la tecnología Micro-Lidar de "
"Bambu Lab, midiendo directamente los patrones de calibración. Sin embargo, "
"tenga en cuenta que la eficacia y precisión puede verse comprometida con "
"algunos tipos de material. Particularmente, los filamentos que son "
@@ -15057,7 +15468,7 @@ msgstr ""
"filamento. Seguimos mejorando la precisión y compatibilidad de esta "
"calibración mediante actualizaciones de firmware a lo largo del tiempo.\n"
"\n"
-"Precaución: La Calibración del Caudal es un proceso avanzado, que sólo debe "
+"Precaución: La Calibración del Flujo es un proceso avanzado, que sólo debe "
"ser realizado por aquellos que entiendan completamente su propósito e "
"implicaciones. Un uso incorrecto puede dar lugar a impresiones de calidad "
"inferior o a daños en la impresora. Por favor asegúrese de leer "
@@ -15074,10 +15485,10 @@ msgstr ""
"Se recomienda calibrar la Velocidad Volumétrica Máxima cuando imprima con:"
msgid "material with significant thermal shrinkage/expansion, such as..."
-msgstr "material con importante contracción/expansión térmica, como..."
+msgstr "Material con importante contracción/expansión térmica, como..."
msgid "materials with inaccurate filament diameter"
-msgstr "materiales con diámetro de filamento inpreciso"
+msgstr "Materiales con diámetro de filamento impreciso"
msgid "We found the best Flow Dynamics Calibration Factor"
msgstr "Hemos encontrado el mejor Factor de Calibración de Dinámicas de Flujo"
@@ -15122,7 +15533,7 @@ msgid "Input Value"
msgstr "Valor de entrada"
msgid "Save to Filament Preset"
-msgstr "Salvar Perfil de Filamento"
+msgstr "Guardar Perfil de Filamento"
msgid "Preset"
msgstr "Perfil"
@@ -15131,13 +15542,13 @@ msgid "Record Factor"
msgstr "Factor de guardado"
msgid "We found the best flow ratio for you"
-msgstr "Hemos encontrado el mejor ratio de caudal para usted"
+msgstr "Hemos encontrado el mejor ratio de flujo para usted"
msgid "Flow Ratio"
msgstr "Ratio de Flujo"
msgid "Please input a valid value (0.0 < flow ratio < 2.0)"
-msgstr "Por favor, introduzca un valor válido (0.0 < ratio de caudal <2.0)"
+msgstr "Por favor, introduzca un valor válido (0.0 < ratio de flujo <2.0)"
msgid "Please enter the name of the preset you want to save."
msgstr "Por favor, introduzca el nombre del perfil que quiera guardar."
@@ -15160,7 +15571,7 @@ msgstr "Saltar Calibración2"
#, c-format, boost-format
msgid "flow ratio : %s "
-msgstr "ratio de caudal: %s "
+msgstr "Ratio de flujo: %s "
msgid "Please choose a block with smoothest top surface"
msgstr "Por favor, escoja un bloque con la superficie superior más lisa"
@@ -15180,7 +15591,7 @@ msgid "Complete Calibration"
msgstr "Calibración Completa"
msgid "Fine Calibration based on flow ratio"
-msgstr "Calibración Fina basada en el ratio de caudal"
+msgstr "Calibración Fina basada en el ratio de flujo"
msgid "Title"
msgstr "Título"
@@ -15199,7 +15610,7 @@ msgid "Plate Type"
msgstr "Tipo de Bandeja"
msgid "filament position"
-msgstr "posición de filamento"
+msgstr "Posición de filamento"
msgid "External Spool"
msgstr "Bobina Externa"
@@ -15259,13 +15670,13 @@ msgid "Flow Dynamics Calibration Result"
msgstr "Resultado de Calibración de Dinámicas de Flujo"
msgid "New"
-msgstr "New"
+msgstr "Nuevo"
msgid "No History Result"
-msgstr "Sin Resultados Históricos"
+msgstr "Sin Historial de Resultados"
msgid "Success to get history result"
-msgstr "Éxito recuperando los resultados históricos"
+msgstr "Éxito recuperando el historial de resultados"
msgid "Refreshing the historical Flow Dynamics Calibration records"
msgstr ""
@@ -15284,13 +15695,13 @@ msgid "Edit Flow Dynamics Calibration"
msgstr "Editar Calibración de Dinámicas de Flujo"
msgid "New Flow Dynamic Calibration"
-msgstr "Nueva Calibración Dinámica del Caudal"
+msgstr "Nueva Calibración Dinámica del Flujo"
msgid "Ok"
msgstr "Ok"
msgid "The filament must be selected."
-msgstr "Debe seleccionarse el filamento."
+msgstr "Debe seleccionar el filamento."
msgid "Network lookup"
msgstr "Búsqueda de red"
@@ -15381,7 +15792,7 @@ msgid "PETG"
msgstr "PETG"
msgid "PCTG"
-msgstr ""
+msgstr "PCTG"
msgid "TPU"
msgstr "TPU"
@@ -15425,7 +15836,7 @@ msgid "End volumetric speed: "
msgstr "Velocidad volumétrica final: "
msgid "step: "
-msgstr "paso: "
+msgstr "Paso: "
msgid ""
"Please input valid values:\n"
@@ -15459,10 +15870,10 @@ msgstr ""
"final > inicio + paso)"
msgid "Start retraction length: "
-msgstr "Iniciar anchura de retracción: "
+msgstr "Longitud de retracción inicial:"
msgid "End retraction length: "
-msgstr "Finalizar "
+msgstr "Longitud de retracción final:"
msgid "mm/mm"
msgstr "mm/mm"
@@ -15474,9 +15885,7 @@ msgid "Upload to Printer Host with the following filename:"
msgstr "Subido al Host de Impresión con el siguiente nombre de archivo:"
msgid "Use forward slashes ( / ) as a directory separator if needed."
-msgstr ""
-"Use barras oblicuas como separador de directorio \n"
-"si es necesario."
+msgstr "Use barras oblicuas como separador de directorio si es necesario."
msgid "Upload to storage"
msgstr "Subir a almacenamiento"
@@ -15606,7 +16015,7 @@ msgid "Log Info"
msgstr "Información de Registro"
msgid "Select filament preset"
-msgstr "Seleccionar Filamento Preestablecido"
+msgstr "Seleccionar perfil de filamento"
msgid "Create Filament"
msgstr "Crear Filamento"
@@ -15630,7 +16039,7 @@ msgid "Select Vendor"
msgstr "Seleccionar Fabricante"
msgid "Input Custom Vendor"
-msgstr "Introducor Fabricante Personalizado"
+msgstr "Introducir Fabricante Personalizado"
msgid "Can't find vendor I want"
msgstr "No es posible encontrar el fabricante que deseamos"
@@ -15703,7 +16112,7 @@ msgid ""
"name. Do you want to continue?"
msgstr ""
"El nombre del filamento %s que ha creado ya existe. \n"
-"Si continúa, el preajuste creado se mostrará con su nombre completo. ¿Desea "
+"Si continúa, el perfil creado se mostrará con su nombre completo. ¿Desea "
"continuar?"
msgid "Some existing presets have failed to be created, as follows:\n"
@@ -15719,13 +16128,13 @@ msgstr ""
"¿Quieres reescribirlo?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
-"Cambiaríamos el nombre de los preajustes a \"Número de serie del Vendedor "
-"@impresora que ha seleccionado\". \n"
-"Para añadir preajustes para más impresoras, vaya a selección de impresoras"
+"Cambiaremos el nombre de los perfiles a \"Tipo Número de Serie @impresora "
+"seleccionados\". \n"
+"Para añadir perfiles para más impresoras, vaya a la selección de impresoras"
msgid "Create Printer/Nozzle"
msgstr "Crear Impresora/Boquilla"
@@ -15748,7 +16157,7 @@ msgstr "Importar Perfil"
msgid "Create Type"
msgstr "Crear Tipo"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "No se encuentra el modelo, vuelva a seleccionar fabricante."
msgid "Select Model"
@@ -15800,11 +16209,11 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr "No se ha encontrado el modelo de impresora, vuelva a seleccionarlo."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr ""
"El diámetro de la boquilla no es adecuado, vuelva a seleccionar el lugar."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr ""
"El perfil de impresora se ha encontrado, por favor, vuelva a seleccionarlo."
@@ -15853,7 +16262,7 @@ msgid ""
msgstr ""
"El perfil de impresora que ha creado ya tiene un perfil con el mismo nombre. "
"¿Desea sobrescribirlo?\n"
-"\tSí: sobrescriba el perfil de impresora con el mismo nombre, y los perfiles "
+"\tSí: sobrescribe el perfil de impresora con el mismo nombre, y los perfiles "
"de filamento y proceso con el mismo nombre de perfil se volverán a crear \n"
"y los perfiles de filamento y proceso sin el mismo nombre de perfil se "
"reservarán.\n"
@@ -15929,7 +16338,7 @@ msgid ""
"them carefully."
msgstr ""
"Por favor, vaya a la configuración de filamento para editar sus ajustes "
-"preestablecidos si es necesario.\n"
+"perfiles si es necesario.\n"
"Tenga en cuenta que la temperatura de la boquilla, la temperatura de la cama "
"caliente y la velocidad volumétrica máxima tienen un impacto significativo "
"en la calidad de impresión. Por favor, configúrelos con cuidado."
@@ -15944,11 +16353,11 @@ msgid ""
msgstr ""
"\n"
"\n"
-"Orca ha detectado que la función de sincronización de las preconfiguraciones "
-"de usuario no está activada, lo que puede dar lugar a una configuración "
+"Orca ha detectado que la función de sincronización de los perfiles de "
+"usuario no está activada, lo que puede dar lugar a una configuración "
"incorrecta del filamento en la página Dispositivo.\n"
-"Haga clic en \"Sincronizar preajustes de usuario\" para activar la función "
-"de sincronización."
+"Haga clic en \"Sincronizar perfiles de usuario\" para activar la función de "
+"sincronización."
msgid "Printer Setting"
msgstr "Ajustes de Impresora"
@@ -16010,8 +16419,8 @@ msgid ""
"User's fillment preset set. \n"
"Can be shared with others."
msgstr ""
-"Conjunto de perfiles de relleno del usuario. \n"
-"Se puede compartir con otros."
+"Conjunto de perfiles de filamento del usuario. \n"
+"Se pueden compartir con otros."
msgid ""
"Only display printer names with changes to printer, filament, and process "
@@ -16122,7 +16531,7 @@ msgid "The filament choice not find filament preset, please reselect it"
msgstr "Perfil de filamento no encontrado, por favor, seleccione otro"
msgid "[Delete Required]"
-msgstr "[Suprimir Obligatorio]"
+msgstr "[Necesario Eliminar]"
msgid "Edit Preset"
msgstr "Editar Perfil"
@@ -16373,9 +16782,9 @@ msgid ""
"much higher printing quality, but a much longer printing time."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,2 mm, tiene "
-"velocidades y aceleraciones más bajas, y el patrón de relleno disperso es "
-"Gyroide. Esto da como resultado una calidad de impresión mucho mayor, pero "
-"un tiempo de impresión mucho más largo."
+"velocidades y aceleraciones más bajas, y el patrón de relleno de baja "
+"densidad es Gyroide. Esto da como resultado una calidad de impresión mucho "
+"mayor, pero un tiempo de impresión mucho más largo."
msgid ""
"Compared with the default profile of a 0.2 mm nozzle, it has a slightly "
@@ -16403,7 +16812,7 @@ msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,2 mm, tiene "
"una altura de capa menor. Esto da como resultado líneas de capa casi "
"invisibles y una mayor calidad de impresión, pero un tiempo de impresión más "
-"largo."
+"corto."
msgid ""
"Compared with the default profile of a 0.2 mm nozzle, it has a smaller layer "
@@ -16413,9 +16822,9 @@ msgid ""
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,2 mm, tiene "
"unas líneas de capa más pequeñas, velocidades y aceleraciones más bajas, y "
-"el patrón de relleno disperso es Gyroid. Esto da como resultado líneas de "
-"capa casi invisibles y una calidad de impresión mucho mayor, pero un tiempo "
-"de impresión mucho más largo."
+"el patrón de relleno de baja densidad es Gyroide. Esto da como resultado "
+"líneas de capa casi invisibles y una calidad de impresión mucho mayor, pero "
+"un tiempo de impresión mucho más largo."
msgid ""
"Compared with the default profile of 0.2 mm nozzle, it has a smaller layer "
@@ -16434,9 +16843,9 @@ msgid ""
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,2 mm, tiene "
"unas líneas de capa más pequeñas, velocidades y aceleraciones más bajas, y "
-"el patrón de relleno disperso es Gyroid. Por lo tanto, da como resultado "
-"líneas de capa mínimas y una calidad de impresión mucho mayor, pero un "
-"tiempo de impresión mucho más largo."
+"el patrón de relleno de baja densidad es Gyroide. Por lo tanto, da como "
+"resultado líneas de capa mínimas y una calidad de impresión mucho mayor, "
+"pero un tiempo de impresión mucho más largo."
msgid ""
"It has a general layer height, and results in general layer lines and "
@@ -16452,9 +16861,9 @@ msgid ""
"prints, but more filament consumption and longer printing time."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,4 mm, tiene "
-"más bucles de pared y una mayor densidad de relleno disperso. Esto se "
-"traduce en una mayor resistencia de impresión, pero un mayor consumo de "
-"filamento y un tiempo de impresión más largo."
+"más perímetros y un mayor relleno de baja densidad. Esto se traduce en una "
+"mayor resistencia de impresión, pero un mayor consumo de filamento y un "
+"tiempo de impresión más largo."
msgid ""
"Compared with the default profile of a 0.4 mm nozzle, it has a bigger layer "
@@ -16462,8 +16871,8 @@ msgid ""
"but slightly shorter printing time."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,4 mm, tiene "
-"una mayor altura de capa. Esto da lugar a líneas de capa más aparentes y a "
-"una menor calidad de impresión, pero a un tiempo de impresión ligeramente "
+"una mayor altura de capa. Esto da lugar a líneas de capa más visibles y a "
+"una menor calidad de impresión, pero un tiempo de impresión ligeramente "
"inferior."
msgid ""
@@ -16472,7 +16881,7 @@ msgid ""
"but shorter printing time."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,4 mm, tiene "
-"una mayor altura de capa, y da como resultado líneas de capa más aparentes y "
+"una mayor altura de capa, y da como resultado líneas de capa más visibles y "
"una menor calidad de impresión, pero un tiempo de impresión más corto."
msgid ""
@@ -16481,8 +16890,8 @@ msgid ""
"quality, but longer printing time."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,4 mm, tiene "
-"una altura de capa menor. Esto se traduce en menos líneas de capa aparentes "
-"y mayor calidad de impresión, pero mayor tiempo de impresión."
+"una altura de capa menor. Esto se traduce en menos líneas de capa visibles y "
+"mayor calidad de impresión, pero mayor tiempo de impresión."
msgid ""
"Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer "
@@ -16492,9 +16901,9 @@ msgid ""
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,4 mm, tiene "
"una altura de capa menor, velocidades y aceleraciones más bajas, y el patrón "
-"de relleno disperso es Gyroide. Por lo tanto, da como resultado menos líneas "
-"de capa aparentes y una calidad de impresión mucho mayor, pero un tiempo de "
-"impresión mucho más largo."
+"de relleno de baja densidad es Gyroide. Por lo tanto, da como resultado "
+"menos líneas de capa visibles y una calidad de impresión mucho mayor, pero "
+"un tiempo de impresión mucho más largo."
msgid ""
"Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer "
@@ -16514,9 +16923,9 @@ msgid ""
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,4 mm, tiene "
"una altura de capa menor, velocidades y aceleraciones más bajas, y el patrón "
-"de relleno disperso es Gyroide. Por lo tanto, resulta en líneas de capa casi "
-"insignificantes y una calidad de impresión mucho mayor, pero un tiempo de "
-"impresión mucho más largo."
+"de relleno de baja densidad es Gyroide. Por lo tanto, resulta en líneas de "
+"capa casi insignificantes y una calidad de impresión mucho mayor, pero un "
+"tiempo de impresión mucho más largo."
msgid ""
"Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer "
@@ -16531,7 +16940,7 @@ msgid ""
"It has a big layer height, and results in apparent layer lines and ordinary "
"printing quality and printing time."
msgstr ""
-"Tiene una gran altura de capa, y da lugar a líneas de capa aparentes y a una "
+"Tiene una gran altura de capa, y da lugar a líneas de capa visibles y a una "
"calidad y tiempo de impresión ordinarios."
msgid ""
@@ -16540,7 +16949,7 @@ msgid ""
"prints, but more filament consumption and longer printing time."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,6 mm, tiene "
-"más bucles de pared y una mayor densidad de relleno disperso. Esto se "
+"más bucles de perímetro y una mayor relleno de baja densidad. Esto se "
"traduce en una mayor resistencia de impresión, pero un mayor consumo de "
"filamento y un tiempo de impresión más largo."
@@ -16550,7 +16959,7 @@ msgid ""
"but shorter printing time in some printing cases."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,6 mm, tiene "
-"una mayor altura de capa. Esto da lugar a líneas de capa más aparentes y a "
+"una mayor altura de capa. Esto da lugar a líneas de capa más visibles y a "
"una menor calidad de impresión, pero a un menor tiempo de impresión en "
"algunos casos."
@@ -16560,8 +16969,8 @@ msgid ""
"printing quality, but shorter printing time in some printing cases."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,6 mm, tiene "
-"una mayor altura de capa. Esto da lugar a líneas de capa mucho más aparentes "
-"y a una calidad de impresión mucho menor, pero a un tiempo de impresión más "
+"una mayor altura de capa. Esto da lugar a líneas de capa mucho más visibles "
+"y a una calidad de impresión mucho menor, pero un tiempo de impresión más "
"corto en algunos casos."
msgid ""
@@ -16570,8 +16979,8 @@ msgid ""
"quality, but longer printing time."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,6 mm, tiene "
-"una altura de capa menor. Esto se traduce en menos líneas de capa aparentes "
-"y una calidad de impresión ligeramente superior, pero un tiempo de impresión "
+"una altura de capa menor. Esto se traduce en menos líneas de capa visibles y "
+"una calidad de impresión ligeramente superior, pero un tiempo de impresión "
"más largo."
msgid ""
@@ -16580,7 +16989,7 @@ msgid ""
"quality, but longer printing time."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,6 mm, tiene "
-"una altura de capa menor, y da como resultado líneas de capa menos aparentes "
+"una altura de capa menor, y da como resultado líneas de capa menos visibles "
"y una mayor calidad de impresión, pero un tiempo de impresión más largo."
msgid ""
@@ -16588,7 +16997,7 @@ msgid ""
"low printing quality and general printing time."
msgstr ""
"Tiene una altura de capa muy grande, y da lugar a líneas de capa muy "
-"aparentes, baja calidad de impresión y menor tiempo de impresión."
+"visibles, baja calidad de impresión y menor tiempo de impresión."
msgid ""
"Compared with the default profile of a 0.8 mm nozzle, it has a bigger layer "
@@ -16596,9 +17005,9 @@ msgid ""
"quality, but shorter printing time in some printing cases."
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,8 mm, tiene "
-"una mayor altura de capa. Esto da lugar a líneas de capa muy aparentes y a "
-"una calidad de impresión mucho menor, pero a un tiempo de impresión más "
-"corto en algunos casos."
+"una mayor altura de capa. Esto da lugar a líneas de capa muy visibles y a "
+"una calidad de impresión mucho menor, pero un tiempo de impresión más corto "
+"en algunos casos."
msgid ""
"Compared with the default profile of a 0.8 mm nozzle, it has a much bigger "
@@ -16607,7 +17016,7 @@ msgid ""
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,8 mm, tiene "
"una altura de capa mucho mayor. Esto da lugar a líneas de capa "
-"extremadamente aparentes y a una calidad de impresión mucho menor, pero a un "
+"extremadamente visibles y a una calidad de impresión mucho menor, pero un "
"tiempo de impresión mucho más corto en algunos casos."
msgid ""
@@ -16618,7 +17027,7 @@ msgid ""
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,8 mm, tiene "
"una altura de capa ligeramente menor. Esto se traduce en líneas de capa "
-"ligeramente menores pero aún aparentes y en una calidad de impresión "
+"ligeramente menores pero aún visibles y en una calidad de impresión "
"ligeramente superior, pero mayor tiempo de impresión en algunos casos."
msgid ""
@@ -16628,7 +17037,7 @@ msgid ""
msgstr ""
"En comparación con el perfil predeterminado de una boquilla de 0,8 mm, tiene "
"una altura de capa menor. Esto se traduce en menos líneas de capa, aunque "
-"aparentes, y en una calidad de impresión ligeramente superior, pero con un "
+"visibles, y en una calidad de impresión ligeramente superior, pero con un "
"tiempo de impresión más largo en algunos casos."
msgid "Connected to Obico successfully!"
@@ -16702,7 +17111,7 @@ msgid ""
"Did you know that OrcaSlicer supports chamber temperature?"
msgstr ""
"Temperatura de la cámara \n"
-"¿Sabía que OrcaSlicer admite la temperatura de la cámara?"
+"¿Sabía que OrcaSlicer admite la temperatura de cámara?"
#: resources/data/hints.ini: [hint:Calibration]
msgid ""
@@ -16794,9 +17203,8 @@ msgid ""
"Timelapse\n"
"Did you know that you can generate a timelapse video during each print?"
msgstr ""
-"Intervalo\n"
-"¿Sabías que puedes generar un vídeo de intervalo de trabajo durante cada "
-"impresión?"
+"Timelapse\n"
+"¿Sabías que puedes generar un vídeo timelapse durante cada impresión?"
#: resources/data/hints.ini: [hint:Auto-Arrange]
msgid ""
@@ -16924,8 +17332,8 @@ msgid ""
"prints? Depending on the material, you can improve the overall finish of the "
"printed model by doing some fine-tuning."
msgstr ""
-"Ajuste fino del caudal\n"
-"¿Sabías que el caudal puede ajustarse para obtener impresiones aún más "
+"Ajuste fino del flujo\n"
+"¿Sabías que el flujo puede ajustarse para obtener impresiones aún más "
"atractivas? Dependiendo del material, puede mejorar el acabado general del "
"modelo impreso realizando algunos ajustes."
@@ -17063,6 +17471,185 @@ msgstr ""
"aumentar adecuadamente la temperatura del lecho térmico puede reducir la "
"probabilidad de deformaciones."
+#~ msgid ""
+#~ "Your object appears to be too large. It will be scaled down to fit the "
+#~ "heat bed automatically."
+#~ msgstr ""
+#~ "Su objeto parece demasiado grande, ¿Desea disminuirlo para que quepa en "
+#~ "la cama caliente automáticamente?."
+
+#~ msgid "Shift+G"
+#~ msgstr "Shift+G"
+
+#~ msgid "Any arrow"
+#~ msgstr "⌘+Cualquier flecha"
+
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Activa el relleno de huecos para las superficies seleccionadas. La "
+#~ "longitud mínima de hueco que se rellenará puede controlarse desde la "
+#~ "opción filtrar huecos pequeños que aparece más abajo.\n"
+#~ "\n"
+#~ "Opciones: \n"
+#~ "1. En todas partes: Aplica el relleno de huecos a las superficies sólidas "
+#~ "superior, inferior e interna \n"
+#~ "2. Superficies superior e inferior: Aplica el relleno de huecos sólo a "
+#~ "las superficies superior e inferior. \n"
+#~ "3. En ninguna parte: Desactiva el relleno de huecos\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Disminuya este valor ligeramente (por ejemplo 0,9) para reducir la "
+#~ "cantidad de material para mejorar o evitar el hundimiento de puentes."
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "Este valor regula el grosor de la capa puente interna. Es la primera capa "
+#~ "sobre el relleno de baja densidad. Disminuya ligeramente este valor (por "
+#~ "ejemplo, 0,9) para mejorar la calidad de la superficie sobre el relleno "
+#~ "de baja densidad."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Este factor afecta a la cantidad de material de para relleno sólido "
+#~ "superior. Puede disminuirlo ligeramente para obtener un acabado suave de "
+#~ "superficie"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr ""
+#~ "Este factor afecta a la cantidad de material para el relleno sólido "
+#~ "inferior"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Active está opción para bajar la velocidad de impresión en las áreas "
+#~ "donde potencialmente podrían formarse perímetros curvados"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Velocidad del puente y perímetro completo en voladizo"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Velocidad del puente interno. Si el valor es expresado como porcentaje, "
+#~ "será calculado en base a bridge_speed. El valor por defecto es 150%."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Tiempo para cargar un nuevo filamento cuando se cambia de filamento. Sólo "
+#~ "para estadísticas"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Tiempo para descargar el filamento viejo cuando se cambia de filamento. "
+#~ "Sólo para las estadísticas"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Tiempo que tarda el firmware de la impresora (o la Unidad Multi Material "
+#~ "2.0) en cargar un nuevo filamento durante un cambio de cabezal (al "
+#~ "ejecutar el T-Code). El estimador de tiempo del G-Code añade este tiempo "
+#~ "al tiempo total de impresión."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Tiempo que tarda el firmware (para la unidad Multi Material 2.0) en "
+#~ "descargar el filamento durante el cambio de cabezal ( cuando se ejecuta "
+#~ "el T-Code). Esta duración se añade a la duración total de impresión "
+#~ "estimada del G-Code."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr ""
+#~ "Filtra los huecos menores que el umbral especificado. Este ajuste no "
+#~ "afectará a las capas superior/inferior"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Active esta opción para controlar la temperatura de la cámara. Se añadirá "
+#~ "un comando M191 antes de \"machine_start_gcode\"\n"
+#~ "Comandos G-Code: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Una mayor temperatura de la cámara puede ayudar a suprimir o reducir la "
+#~ "deformación y potencialmente conducir a una mayor resistencia de unión "
+#~ "entre capas para materiales de alta temperatura como ABS, ASA, PC, PA, "
+#~ "etc. Al mismo tiempo, la filtración de aire de ABS y ASA empeorará. "
+#~ "Mientras que para PLA, PETG, TPU, PVA y otros materiales de baja "
+#~ "temperatura, la temperatura real de la cámara no debe ser alta para "
+#~ "evitar obstrucciones, por lo que 0, que significa apagar, es muy "
+#~ "recomendable"
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Profundidad de entrelazado de una región segmentada. Cero desactiva esta "
+#~ "característica."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Extrusor de torre de purga"
+
+#~ msgid ""
+#~ "When recording timelapse without toolhead, it is recommended to add a "
+#~ "\"Timelapse Wipe Tower\" \n"
+#~ "by right-click the empty position of build plate and choose \"Add "
+#~ "Primitive\"->\"Timelapse Wipe Tower\".by right-click the empty position "
+#~ "of build plate and choose \"Add Primitive\"->\"Timelapse Wipe Tower\"."
+#~ msgstr ""
+#~ "Cuando grabamos timelapse sin cabezal de impresión, es recomendable "
+#~ "añadir un \"Torre de Purga de Intervalo\" \n"
+#~ "presionando con el botón derecho la posición vacía de la bandeja de "
+#~ "construcción y elegir \"Añadir Primitivo\"->\"Intervalo de Torre de "
+#~ "Purga\"."
+
+#~ msgid ""
+#~ "We would rename the presets as \"Vendor Type Serial @printer you "
+#~ "selected\". \n"
+#~ "We would rename the presets as \"Vendor Type Serial @printer you "
+#~ "selected\". \n"
+#~ "To add preset for more printers, Please go to printer selection"
+#~ msgstr ""
+#~ "Cambiaríamos el nombre de los preajustes a \"Número de serie del Vendedor "
+#~ "@impresora que ha seleccionado\". \n"
+#~ "Para añadir preajustes para más impresoras, vaya a selección de impresoras"
+
#~ msgid "Current association: "
#~ msgstr "Asociación actual:"
@@ -17543,16 +18130,6 @@ msgstr ""
#~ msgid "No sparse layers (EXPERIMENTAL)"
#~ msgstr "Capas de baja densidad (EXPERIMENTAL)"
-#~ msgid ""
-#~ "We would rename the presets as \"Vendor Type Serial @printer you selected"
-#~ "\". \n"
-#~ "To add preset for more prinetrs, Please go to printer selection"
-#~ msgstr ""
-#~ "Cambiaremos el nombre de los perfiles a \"Tipo Número de Serie @impresora "
-#~ "seleccionados\". \n"
-#~ "Para añadir perfiles para más impresoras, vaya a la selección de "
-#~ "impresoras"
-
#~ msgid "The Config can not be loaded."
#~ msgstr "La Configuración no será cargada."
@@ -17830,13 +18407,6 @@ msgstr ""
#~ msgid "Add/Remove printers"
#~ msgstr "Añadir/Borrar impresoras"
-#~ msgid ""
-#~ "When print by object, machines with I3 structure will not generate "
-#~ "timelapse videos."
-#~ msgstr ""
-#~ "Cuando imprima por objeto, las máquinas con estructura I3 no generará "
-#~ "videos timelapse."
-
#, c-format, boost-format
#~ msgid "%s is not supported by AMS."
#~ msgstr "%s no está soportado por el AMS."
@@ -19235,15 +19805,6 @@ msgstr ""
#~ msgid "Spiral mode"
#~ msgstr "Modo espiral"
-#~ msgid ""
-#~ "Spiral mode only works when wall loops is 1, \n"
-#~ "support is disabled, top shell layers is 0 and sparse infill density is "
-#~ "0\n"
-#~ msgstr ""
-#~ "El modo espiral sólo funciona cuando los bucles de pared son 1, \n"
-#~ "el soporte está desactivado, las capas superiores de la cáscara es 0 y la "
-#~ "densidad de relleno dispersa es 0\n"
-
#~ msgid "Successfully sent.Will automatically jump to the device page in %s s"
#~ msgstr ""
#~ "Enviado con éxito. Saltará automáticamente a la página del dispositivo en "
@@ -19350,13 +19911,6 @@ msgstr ""
#~ msgid "Waiting"
#~ msgstr "Esperando"
-#~ msgid ""
-#~ "When recording timelapse without toolhead, it is recommended to add a "
-#~ "\"Timelapse Wipe Tower\" \n"
-#~ "by right-click the empty position of build plate and choose \"Add "
-#~ "Primitive\"->\"Timelapse Wipe Tower\".\n"
-#~ msgstr "\n"
-
#~ msgid ""
#~ "You have changed some preset settings. \n"
#~ "Would you like to keep these changed settings after switching preset?"
@@ -19718,15 +20272,6 @@ msgstr ""
#~ "Detección de hilos en la impresión y exceso de material de purga en el "
#~ "vertedero."
-#~ msgid ""
-#~ "Spiral mode only works when wall loops is 1, support is disabled, top "
-#~ "shell layers is 0, sparse infill density is 0 and timelapse type is "
-#~ "traditional"
-#~ msgstr ""
-#~ "El modo espiral solo funciona cuando los bucles de pared son 1, el "
-#~ "soporte está desactivado, las capas superiores son 0, la densidad de "
-#~ "relleno disperso es 0 y el tipo de lapso de tiempo es tradicional"
-
#~ msgid "Start"
#~ msgstr "Iniciar"
diff --git a/localization/i18n/fr/OrcaSlicer_fr.po b/localization/i18n/fr/OrcaSlicer_fr.po
index f78ba2011a..9471cfde7f 100644
--- a/localization/i18n/fr/OrcaSlicer_fr.po
+++ b/localization/i18n/fr/OrcaSlicer_fr.po
@@ -6,7 +6,7 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: \n"
"Last-Translator: \n"
"Language-Team: Guislain Cyril, Thomas Lété\n"
@@ -94,8 +94,7 @@ msgstr "Remplissage des espaces"
#, boost-format
msgid "Allows painting only on facets selected by: \"%1%\""
-msgstr ""
-"Permet de peindre uniquement sur les facettes sélectionnées par : \"%1%\""
+msgstr "Permet de peindre uniquement sur les facettes sélectionnées par : \"%1%\""
msgid "Highlight faces according to overhang angle."
msgstr "Mettre en surbrillance les faces en fonction de l'angle de surplomb."
@@ -113,13 +112,8 @@ msgid "Lay on face"
msgstr "Poser sur une face"
#, boost-format
-msgid ""
-"Filament count exceeds the maximum number that painting tool supports. only "
-"the first %1% filaments will be available in painting tool."
-msgstr ""
-"Le nombre de filaments dépasse le nombre maximum pris en charge par l'outil "
-"de peinture. seuls les %1% premiers filaments seront disponibles dans "
-"l'outil de peinture."
+msgid "Filament count exceeds the maximum number that painting tool supports. only the first %1% filaments will be available in painting tool."
+msgstr "Le nombre de filaments dépasse le nombre maximum pris en charge par l'outil de peinture. seuls les %1% premiers filaments seront disponibles dans l'outil de peinture."
msgid "Color Painting"
msgstr "Mettre en couleur"
@@ -531,9 +525,7 @@ msgid "Cut by Plane"
msgstr "Coupe par plan"
msgid "non-manifold edges be caused by cut tool, do you want to fix it now?"
-msgstr ""
-"les bords non pliables sont dus à l’outil de coupe, voulez-vous les corriger "
-"maintenant ?"
+msgstr "les bords non pliables sont dus à l’outil de coupe, voulez-vous les corriger maintenant ?"
msgid "Repairing model object"
msgstr "Réparer l'objet modèle"
@@ -554,12 +546,8 @@ msgid "Decimate ratio"
msgstr "Rapport de décimation"
#, boost-format
-msgid ""
-"Processing model '%1%' with more than 1M triangles could be slow. It is "
-"highly recommended to simplify the model."
-msgstr ""
-"Le traitement du modèle '%1%' avec plus de 1 million de triangles peut être "
-"lent. Il est fortement recommandé de simplifier le modèle."
+msgid "Processing model '%1%' with more than 1M triangles could be slow. It is highly recommended to simplify the model."
+msgstr "Le traitement du modèle '%1%' avec plus de 1 million de triangles peut être lent. Il est fortement recommandé de simplifier le modèle."
msgid "Simplify model"
msgstr "Simplifier le modèle"
@@ -568,9 +556,7 @@ msgid "Simplify"
msgstr "Simplifier"
msgid "Simplification is currently only allowed when a single part is selected"
-msgstr ""
-"La simplification n'est actuellement autorisée que lorsqu'une seule pièce "
-"est sélectionnée"
+msgstr "La simplification n'est actuellement autorisée que lorsqu'une seule pièce est sélectionnée"
msgid "Error"
msgstr "Erreur"
@@ -601,7 +587,7 @@ msgstr "Afficher le maillage"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Ne peut pas s'appliquer lors du processus de prévisualisation."
msgid "Operation already cancelling. Please wait few seconds."
@@ -668,7 +654,7 @@ msgstr "Surface"
msgid "Horizontal text"
msgstr "Texte horizontal"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Maj + souris vers le haut ou vers le bas"
msgid "Rotate text"
@@ -727,20 +713,14 @@ msgstr "Police de caractères par défaut"
msgid "Advanced"
msgstr "Avancé"
-msgid ""
-"The text cannot be written using the selected font. Please try choosing a "
-"different font."
-msgstr ""
-"Le texte ne peut pas être écrit avec la police sélectionnée. Veuillez "
-"essayer de choisir une autre police."
+msgid "The text cannot be written using the selected font. Please try choosing a different font."
+msgstr "Le texte ne peut pas être écrit avec la police sélectionnée. Veuillez essayer de choisir une autre police."
msgid "Embossed text cannot contain only white spaces."
msgstr "Le texte en relief ne peut pas contenir uniquement des espaces blancs."
msgid "Text contains character glyph (represented by '?') unknown by font."
-msgstr ""
-"Le texte contient un caractère glyphe (représenté par ‘?’) inconnu de la "
-"police."
+msgstr "Le texte contient un caractère glyphe (représenté par ‘?’) inconnu de la police."
msgid "Text input doesn't show font skew."
msgstr "La saisie de texte n’affiche pas l’inclinaison de la police."
@@ -755,9 +735,7 @@ msgid "Too tall, diminished font height inside text input."
msgstr "Hauteur de police trop élevée, diminuée dans la saisie de texte."
msgid "Too small, enlarged font height inside text input."
-msgstr ""
-"La hauteur de la police est trop petite et trop grande dans la saisie de "
-"texte."
+msgstr "La hauteur de la police est trop petite et trop grande dans la saisie de texte."
msgid "Text doesn't show current horizontal alignment."
msgstr "Le texte n’affiche pas l’alignement horizontal actuel."
@@ -779,8 +757,7 @@ msgid "Click to change text into object part."
msgstr "Cliquez pour transformer le texte en partie d’objet."
msgid "You can't change a type of the last solid part of the object."
-msgstr ""
-"Vous ne pouvez pas modifier le type de la dernière partie pleine de l’objet."
+msgstr "Vous ne pouvez pas modifier le type de la dernière partie pleine de l’objet."
msgctxt "EmbossOperation"
msgid "Cut"
@@ -881,8 +858,7 @@ msgid ""
"\n"
"Would you like to continue anyway?"
msgstr ""
-"La modification du style en \"%1%\" annulera la modification du style "
-"actuel.\n"
+"La modification du style en \"%1%\" annulera la modification du style actuel.\n"
"\n"
"Voulez-vous continuer quand même ?"
@@ -891,8 +867,7 @@ msgstr "Style non valide."
#, boost-format
msgid "Style \"%1%\" can't be used and will be removed from a list."
-msgstr ""
-"Le style \"%1%\" ne peut pas être utilisé et sera supprimé de la liste."
+msgstr "Le style \"%1%\" ne peut pas être utilisé et sera supprimé de la liste."
msgid "Unset italic"
msgstr "Enlever l’italique"
@@ -916,8 +891,7 @@ msgid ""
"Advanced options cannot be changed for the selected font.\n"
"Select another font."
msgstr ""
-"Les options avancées ne peuvent pas être modifiées pour la police "
-"sélectionnée.\n"
+"Les options avancées ne peuvent pas être modifiées pour la police sélectionnée.\n"
"Sélectionnez une autre police."
msgid "Revert using of model surface."
@@ -1000,14 +974,10 @@ msgid "Rotate text Clock-wise."
msgstr "Rotation du texte dans le sens des aiguilles d’une montre."
msgid "Unlock the text's rotation when moving text along the object's surface."
-msgstr ""
-"Déverrouille la rotation du texte lorsqu’il est déplacé le long de la "
-"surface de l’objet."
+msgstr "Déverrouille la rotation du texte lorsqu’il est déplacé le long de la surface de l’objet."
msgid "Lock the text's rotation when moving text along the object's surface."
-msgstr ""
-"Verrouille la rotation du texte lorsqu’il est déplacé le long de la surface "
-"de l’objet."
+msgstr "Verrouille la rotation du texte lorsqu’il est déplacé le long de la surface de l’objet."
msgid "Select from True Type Collection."
msgstr "Sélectionner dans la collection True Type."
@@ -1019,13 +989,8 @@ msgid "Orient the text towards the camera."
msgstr "Orienter le texte vers la caméra."
#, boost-format
-msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
-"one(\"%2%\"). You have to specify font for enable edit text."
-msgstr ""
-"Impossible de charger exactement la même police (« %1% »). L’application a "
-"sélectionné une police similaire (« %2% »). Vous devez spécifier la police "
-"pour permettre l’édition du texte."
+msgid "Can't load exactly same font(\"%1%\"). Application selected a similar one(\"%2%\"). You have to specify font for enable edit text."
+msgstr "Impossible de charger exactement la même police (« %1% »). L’application a sélectionné une police similaire (« %2% »). Vous devez spécifier la police pour permettre l’édition du texte."
msgid "No symbol"
msgstr "Pas de symbole"
@@ -1138,16 +1103,10 @@ msgid "Undefined stroke type"
msgstr "Type de trait non défini"
msgid "Path can't be healed from selfintersection and multiple points."
-msgstr ""
-"Le chemin ne peut pas être consolidé à partir d’une auto-intersection et de "
-"points multiples."
+msgstr "Le chemin ne peut pas être consolidé à partir d’une auto-intersection et de points multiples."
-msgid ""
-"Final shape constains selfintersection or multiple points with same "
-"coordinate."
-msgstr ""
-"La forme finale contient une auto-intersection ou plusieurs points ayant les "
-"mêmes coordonnées."
+msgid "Final shape constains selfintersection or multiple points with same coordinate."
+msgstr "La forme finale contient une auto-intersection ou plusieurs points ayant les mêmes coordonnées."
#, boost-format
msgid "Shape is marked as invisible (%1%)."
@@ -1156,19 +1115,15 @@ msgstr "La forme est marquée comme invisible (%1%)."
#. TRN: The first placeholder is shape identifier, the second one is text describing the problem.
#, boost-format
msgid "Fill of shape (%1%) contains unsupported: %2%."
-msgstr ""
-"Le remplissage de la forme (%1%) contient un élément non pris en charge : "
-"%2%."
+msgstr "Le remplissage de la forme (%1%) contient un élément non pris en charge : %2%."
#, boost-format
msgid "Stroke of shape (%1%) is too thin (minimal width is %2% mm)."
-msgstr ""
-"Le trait de la forme (%1%) est trop fin (la largeur minimale est de %2% mm)."
+msgstr "Le trait de la forme (%1%) est trop fin (la largeur minimale est de %2% mm)."
#, boost-format
msgid "Stroke of shape (%1%) contains unsupported: %2%."
-msgstr ""
-"Le trait de la forme (%1%) contient un élément non pris en charge : %2%."
+msgstr "Le trait de la forme (%1%) contient un élément non pris en charge : %2%."
msgid "Face the camera"
msgstr "Faire face à la caméra"
@@ -1223,8 +1178,7 @@ msgstr "Taille dans le sens de l’embossage."
#. TRN: The placeholder contains a number.
#, boost-format
msgid "Scale also changes amount of curve samples (%1%)"
-msgstr ""
-"L’échelle modifie également la quantité d’échantillons de la courbe (%1%)."
+msgstr "L’échelle modifie également la quantité d’échantillons de la courbe (%1%)."
msgid "Width of SVG."
msgstr "Largeur du SVG."
@@ -1248,9 +1202,7 @@ msgid "Reset rotation"
msgstr "Réinitialiser la rotation"
msgid "Lock/unlock rotation angle when dragging above the surface."
-msgstr ""
-"Verrouillage/déverrouillage de l’angle de rotation lorsque l’on tire au-"
-"dessus de la surface."
+msgstr "Verrouillage/déverrouillage de l’angle de rotation lorsque l’on tire au-dessus de la surface."
msgid "Mirror vertically"
msgstr "Symétrie verticale"
@@ -1275,9 +1227,7 @@ msgstr "Le fichier n’existe pas (%1%)."
#, boost-format
msgid "Filename has to end with \".svg\" but you selected %1%"
-msgstr ""
-"Le nom de fichier doit se terminer par \".svg\" mais vous avez sélectionné "
-"%1%."
+msgstr "Le nom de fichier doit se terminer par \".svg\" mais vous avez sélectionné %1%."
#, boost-format
msgid "Nano SVG parser can't load from file (%1%)."
@@ -1315,7 +1265,7 @@ msgid "ShiftLeft mouse button"
msgstr "ShiftLeft mouse button"
msgid "Select feature"
-msgstr "Sélectionner une fonctionnalité"
+msgstr "Sélectionner un trait"
msgid "Select point"
msgstr "Sélectionner un point"
@@ -1383,9 +1333,7 @@ msgid "%1% was replaced with %2%"
msgstr "%1% a été remplacé par %2%"
msgid "The configuration may be generated by a newer version of OrcaSlicer."
-msgstr ""
-"La configuration peut être générée par une version plus récente de Orca "
-"Slicer."
+msgstr "La configuration peut être générée par une version plus récente de Orca Slicer."
msgid "Some values have been replaced. Please check them:"
msgstr "Certaines valeurs ont été remplacées. Veuillez les vérifier :"
@@ -1400,34 +1348,20 @@ msgid "Machine"
msgstr "Machine"
msgid "Configuration package was loaded, but some values were not recognized."
-msgstr ""
-"Le package de configuration a été chargé, mais certaines valeurs n'ont pas "
-"été reconnues."
+msgstr "Le package de configuration a été chargé, mais certaines valeurs n'ont pas été reconnues."
#, boost-format
-msgid ""
-"Configuration file \"%1%\" was loaded, but some values were not recognized."
-msgstr ""
-"Le fichier de configuration \"%1%\" a été chargé, mais certaines valeurs "
-"n'ont pas été reconnues."
+msgid "Configuration file \"%1%\" was loaded, but some values were not recognized."
+msgstr "Le fichier de configuration \"%1%\" a été chargé, mais certaines valeurs n'ont pas été reconnues."
-msgid ""
-"OrcaSlicer will terminate because of running out of memory.It may be a bug. "
-"It will be appreciated if you report the issue to our team."
-msgstr ""
-"Orca Slicer va s'arrêter à cause d'un manque de mémoire. Il peut s'agir d'un "
-"bogue. Il sera apprécié de signaler le problème à notre équipe."
+msgid "OrcaSlicer will terminate because of running out of memory.It may be a bug. It will be appreciated if you report the issue to our team."
+msgstr "Orca Slicer va s'arrêter à cause d'un manque de mémoire. Il peut s'agir d'un bogue. Il sera apprécié de signaler le problème à notre équipe."
msgid "Fatal error"
msgstr "Erreur fatale"
-msgid ""
-"OrcaSlicer will terminate because of a localization error. It will be "
-"appreciated if you report the specific scenario this issue happened."
-msgstr ""
-"Orca Slicer va s'arrêter à cause d'une erreur de localisation. Il sera "
-"apprécié si vous signalez le scénario spécifique dans lequel ce problème "
-"s'est produit."
+msgid "OrcaSlicer will terminate because of a localization error. It will be appreciated if you report the specific scenario this issue happened."
+msgstr "Orca Slicer va s'arrêter à cause d'une erreur de localisation. Il sera apprécié si vous signalez le scénario spécifique dans lequel ce problème s'est produit."
msgid "Critical error"
msgstr "Erreur critique"
@@ -1453,12 +1387,10 @@ msgid "Connect %s failed! [SN:%s, code=%s]"
msgstr "La connexion à %s a échoué ! [SN : %s, code = %s]"
msgid ""
-"Orca Slicer requires the Microsoft WebView2 Runtime to operate certain "
-"features.\n"
+"Orca Slicer requires the Microsoft WebView2 Runtime to operate certain features.\n"
"Click Yes to install it now."
msgstr ""
-"Orca Slicer nécessite Microsoft WebView2 Runtime pour utiliser certaines "
-"fonctions.\n"
+"Orca Slicer nécessite Microsoft WebView2 Runtime pour utiliser certaines fonctions.\n"
"Cliquez sur Oui pour l'installer maintenant."
msgid "WebView2 Runtime"
@@ -1480,9 +1412,7 @@ msgstr "Chargement de la configuration"
#, c-format, boost-format
msgid "Click to download new version in default browser: %s"
-msgstr ""
-"Cliquez pour télécharger la nouvelle version dans le navigateur par défaut : "
-"%s"
+msgstr "Cliquez pour télécharger la nouvelle version dans le navigateur par défaut : %s"
msgid "The Orca Slicer needs an upgrade"
msgstr "Orca Slicer a besoin d’être mis à jour"
@@ -1496,14 +1426,11 @@ msgstr "Info"
msgid ""
"The OrcaSlicer configuration file may be corrupted and cannot be parsed.\n"
"OrcaSlicer has attempted to recreate the configuration file.\n"
-"Please note, application settings will be lost, but printer profiles will "
-"not be affected."
+"Please note, application settings will be lost, but printer profiles will not be affected."
msgstr ""
-"Le fichier de configuration d'OrcaSlicer peut être corrompu et ne peut pas "
-"être analysé.\n"
+"Le fichier de configuration d'OrcaSlicer peut être corrompu et ne peut pas être analysé.\n"
"OrcaSlicer a tenté de recréer le fichier de configuration.\n"
-"Veuillez noter que les paramètres de l'application seront perdus, mais que "
-"les profils d'imprimante ne seront pas affectés."
+"Veuillez noter que les paramètres de l'application seront perdus, mais que les profils d'imprimante ne seront pas affectés."
msgid "Rebuild"
msgstr "Reconstruire"
@@ -1518,8 +1445,7 @@ msgid "Choose one file (3mf):"
msgstr "Choisissez un fichier (3mf):"
msgid "Choose one or more files (3mf/step/stl/svg/obj/amf/usd*/abc/ply):"
-msgstr ""
-"Choisissez un ou plusieurs fichiers (3mf/step/stl/svg/obj/amf/usd*/abc/ply) :"
+msgstr "Choisissez un ou plusieurs fichiers (3mf/step/stl/svg/obj/amf/usd*/abc/ply) :"
msgid "Choose one or more files (3mf/step/stl/svg/obj/amf):"
msgstr "Choisissez un ou plusieurs fichiers (3mf/step/stl/svg/obj/amf) :"
@@ -1533,40 +1459,27 @@ msgstr "Choisissez un fichier (gcode/3mf):"
msgid "Some presets are modified."
msgstr "Certains préréglages sont modifiés."
-msgid ""
-"You can keep the modifield presets to the new project, discard or save "
-"changes as new presets."
-msgstr ""
-"Vous pouvez conserver les préréglages modifiés dans le nouveau projet, "
-"annuler ou enregistrer les modifications en tant que nouveaux préréglages."
+msgid "You can keep the modifield presets to the new project, discard or save changes as new presets."
+msgstr "Vous pouvez conserver les préréglages modifiés dans le nouveau projet, annuler ou enregistrer les modifications en tant que nouveaux préréglages."
msgid "User logged out"
msgstr "Utilisateur déconnecté"
msgid "new or open project file is not allowed during the slicing process!"
-msgstr ""
-"l’ouverture ou la création d'un fichier de projet n'est pas autorisée "
-"pendant le processus de découpe !"
+msgstr "l’ouverture ou la création d'un fichier de projet n'est pas autorisée pendant le processus de découpe !"
msgid "Open Project"
msgstr "Ouvrir un projet"
-msgid ""
-"The version of Orca Slicer is too low and needs to be updated to the latest "
-"version before it can be used normally"
-msgstr ""
-"La version de OrcaSlicer est trop ancienne et doit être mise à jour vers la "
-"dernière version afin qu’il puisse être utilisé normalement"
+msgid "The version of Orca Slicer is too low and needs to be updated to the latest version before it can be used normally"
+msgstr "La version de OrcaSlicer est trop ancienne et doit être mise à jour vers la dernière version afin qu’il puisse être utilisé normalement"
msgid "Privacy Policy Update"
msgstr "Mise à jour de la politique de confidentialité"
-msgid ""
-"The number of user presets cached in the cloud has exceeded the upper limit, "
-"newly created user presets can only be used locally."
+msgid "The number of user presets cached in the cloud has exceeded the upper limit, newly created user presets can only be used locally."
msgstr ""
-"Le nombre de préréglages utilisateur mis en cache dans le nuage a dépassé la "
-"limite supérieure. Les préréglages utilisateur \n"
+"Le nombre de préréglages utilisateur mis en cache dans le nuage a dépassé la limite supérieure. Les préréglages utilisateur \n"
"nouvellement créés ne peuvent être utilisés que localement."
msgid "Sync user presets"
@@ -1599,13 +1512,8 @@ msgstr "Téléversements en cours"
msgid "Select a G-code file:"
msgstr "Sélectionnez un fichier G-code :"
-msgid ""
-"Could not start URL download. Destination folder is not set. Please choose "
-"destination folder in Configuration Wizard."
-msgstr ""
-"Impossible de lancer le téléchargement de l’URL. Le dossier de destination "
-"n’est pas défini. Veuillez choisir le dossier de destination dans "
-"l’assistant de configuration."
+msgid "Could not start URL download. Destination folder is not set. Please choose destination folder in Configuration Wizard."
+msgstr "Impossible de lancer le téléchargement de l’URL. Le dossier de destination n’est pas défini. Veuillez choisir le dossier de destination dans l’assistant de configuration."
msgid "Import File"
msgstr "Importer un Fichier"
@@ -1677,7 +1585,7 @@ msgstr "Largeur d'Extrusion"
msgid "Wipe options"
msgstr "Options d’essuyage"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Adhérence au plateau"
msgid "Add part"
@@ -1765,16 +1673,11 @@ msgid "Orca String Hell"
msgstr "Orca String Hell"
msgid ""
-"This model features text embossment on the top surface. For optimal results, "
-"it is advisable to set the 'One Wall Threshold(min_width_top_surface)' to 0 "
-"for the 'Only One Wall on Top Surfaces' to work best.\n"
+"This model features text embossment on the top surface. For optimal results, it is advisable to set the 'One Wall Threshold(min_width_top_surface)' to 0 for the 'Only One Wall on Top Surfaces' to work best.\n"
"Yes - Change these settings automatically\n"
"No - Do not change these settings for me"
msgstr ""
-"Ce modèle présente un texte en relief sur la surface supérieure. Pour "
-"obtenir des résultats optimaux, il est conseillé de régler le \"Seuil une "
-"paroi(min_width_top_surface)\" sur 0 pour que l'option \"Une seule paroi sur "
-"les surfaces supérieures\" fonctionne au mieux.\n"
+"Ce modèle présente un texte en relief sur la surface supérieure. Pour obtenir des résultats optimaux, il est conseillé de régler le \"Seuil une paroi(min_width_top_surface)\" sur 0 pour que l'option \"Une seule paroi sur les surfaces supérieures\" fonctionne au mieux.\n"
"Oui - Modifier ces paramètres automatiquement\n"
"Non - Ne pas modifier ces paramètres pour moi"
@@ -1800,8 +1703,7 @@ msgid "Fill bed with copies"
msgstr "Remplir le plateau de copies"
msgid "Fill the remaining area of bed with copies of the selected object"
-msgstr ""
-"Remplissez la zone restante du plateau avec des copies de l'objet sélectionné"
+msgstr "Remplissez la zone restante du plateau avec des copies de l'objet sélectionné"
msgid "Printable"
msgstr "Imprimable"
@@ -1889,8 +1791,7 @@ msgid "Mesh boolean"
msgstr "Opérations booléennes"
msgid "Mesh boolean operations including union and subtraction"
-msgstr ""
-"Opérations booléennes de maillage, incluant la fusion et la soustraction"
+msgstr "Opérations booléennes de maillage, incluant la fusion et la soustraction"
msgid "Along X axis"
msgstr "Le long de l'axe X"
@@ -1962,14 +1863,7 @@ msgid "Auto orientation"
msgstr "Orientation automatique"
msgid "Auto orient the object to improve print quality."
-msgstr ""
-"Orientez automatiquement l'objet pour améliorer la qualité d'impression."
-
-msgid "Split the selected object into mutiple objects"
-msgstr "Diviser l'objet sélectionné en plusieurs objets"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Diviser l'objet sélectionné en plusieurs parties"
+msgstr "Orientez automatiquement l'objet pour améliorer la qualité d'impression."
msgid "Select All"
msgstr "Tout sélectionner"
@@ -2016,6 +1910,9 @@ msgstr "Simplifier le Modèle"
msgid "Center"
msgstr "Centrer"
+msgid "Drop"
+msgstr "Déposer"
+
msgid "Edit Process Settings"
msgstr "Modifier les paramètres du traitement"
@@ -2068,17 +1965,13 @@ msgid "Right click the icon to fix model object"
msgstr "Cliquez avec le bouton droit sur l'icône pour fixer l'objet modèle"
msgid "Right button click the icon to drop the object settings"
-msgstr ""
-"Cliquez avec le bouton droit sur l'icône pour supprimer les paramètres de "
-"l'objet"
+msgstr "Cliquez avec le bouton droit sur l'icône pour supprimer les paramètres de l'objet"
msgid "Click the icon to reset all settings of the object"
msgstr "Cliquez sur l'icône pour réinitialiser tous les paramètres de l'objet"
msgid "Right button click the icon to drop the object printable property"
-msgstr ""
-"Cliquez avec le bouton droit sur l'icône pour déposer la propriété "
-"imprimable de l'objet"
+msgstr "Cliquez avec le bouton droit sur l'icône pour déposer la propriété imprimable de l'objet"
msgid "Click the icon to toggle printable property of the object"
msgstr "Cliquez sur l'icône pour basculer la propriété imprimable de l'objet"
@@ -2108,16 +2001,10 @@ msgid "Add Modifier"
msgstr "Ajouter un modificateur"
msgid "Switch to per-object setting mode to edit modifier settings."
-msgstr ""
-"Basculez vers le mode de réglage par objet pour modifier les paramètres du "
-"modificateur."
+msgstr "Basculez vers le mode de réglage par objet pour modifier les paramètres du modificateur."
-msgid ""
-"Switch to per-object setting mode to edit process settings of selected "
-"objects."
-msgstr ""
-"Passez en mode de réglage \"par objet\" pour modifier les paramètres de "
-"traitement des objets sélectionnés."
+msgid "Switch to per-object setting mode to edit process settings of selected objects."
+msgstr "Passez en mode de réglage \"par objet\" pour modifier les paramètres de traitement des objets sélectionnés."
msgid "Delete connector from object which is a part of cut"
msgstr "Supprimer le connecteur de l'objet qui fait partie de la découpe"
@@ -2128,25 +2015,19 @@ msgstr "Supprimer la partie pleine de l'objet qui est une partie découpée"
msgid "Delete negative volume from object which is a part of cut"
msgstr "Supprimer le volume négatif de l'objet qui fait partie de la découpe"
-msgid ""
-"To save cut correspondence you can delete all connectors from all related "
-"objects."
-msgstr ""
-"Pour enregistrer la correspondance coupée, vous pouvez supprimer tous les "
-"connecteurs de tous les objets associés."
+msgid "To save cut correspondence you can delete all connectors from all related objects."
+msgstr "Pour enregistrer la correspondance coupée, vous pouvez supprimer tous les connecteurs de tous les objets associés."
msgid ""
"This action will break a cut correspondence.\n"
"After that model consistency can't be guaranteed .\n"
"\n"
-"To manipulate with solid parts or negative volumes you have to invalidate "
-"cut infornation first."
+"To manipulate with solid parts or negative volumes you have to invalidate cut infornation first."
msgstr ""
"Cette action rompra une correspondance coupée.\n"
"Après cela, la cohérence du modèle ne peut être garantie.\n"
"\n"
-"Pour manipuler des pièces pleines ou des volumes négatifs, vous devez "
-"d'abord invalider les informations de coupe."
+"Pour manipuler des pièces pleines ou des volumes négatifs, vous devez d'abord invalider les informations de coupe."
msgid "Delete all connectors"
msgstr "Supprimer tous les connecteurs"
@@ -2155,8 +2036,7 @@ msgid "Deleting the last solid part is not allowed."
msgstr "La suppression de la dernière partie pleine n'est pas autorisée."
msgid "The target object contains only one part and can not be splited."
-msgstr ""
-"L'objet cible ne contient qu'une seule partie et ne peut pas être divisé."
+msgstr "L'objet cible ne contient qu'une seule partie et ne peut pas être divisé."
msgid "Assembly"
msgstr "Assemblé"
@@ -2197,22 +2077,14 @@ msgstr "Couche"
msgid "Selection conflicts"
msgstr "Conflits de sélection"
-msgid ""
-"If first selected item is an object, the second one should also be object."
-msgstr ""
-"Si le premier élément sélectionné est un objet, le second doit également "
-"être un objet."
+msgid "If first selected item is an object, the second one should also be object."
+msgstr "Si le premier élément sélectionné est un objet, le second doit également être un objet."
-msgid ""
-"If first selected item is a part, the second one should be part in the same "
-"object."
-msgstr ""
-"Si le premier élément sélectionné est une partie, le second doit faire "
-"partie du même objet."
+msgid "If first selected item is a part, the second one should be part in the same object."
+msgstr "Si le premier élément sélectionné est une partie, le second doit faire partie du même objet."
msgid "The type of the last solid object part is not to be changed."
-msgstr ""
-"Le type de la dernière partie pleine de l'objet ne doit pas être modifié."
+msgstr "Le type de la dernière partie pleine de l'objet ne doit pas être modifié."
msgid "Negative Part"
msgstr "Partie négative"
@@ -2240,8 +2112,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "L'objet modèle suivant a été réparé"
msgstr[1] "L'objet modèle suivant a été réparé"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Échec de la réparation de l'objet modèle suivant"
msgstr[1] "Échec de la réparation des objets de modèle suivants"
@@ -2267,9 +2139,7 @@ msgid "Invalid numeric."
msgstr "Chiffre non valide."
msgid "one cell can only be copied to one or multiple cells in the same column"
-msgstr ""
-"une cellule ne peut être copiée que dans une ou plusieurs cellules de la "
-"même colonne"
+msgstr "une cellule ne peut être copiée que dans une ou plusieurs cellules de la même colonne"
msgid "multiple cells copy is not supported"
msgstr "la copie de plusieurs cellules n'est pas prise en charge"
@@ -2482,9 +2352,7 @@ msgid "Calibrating AMS..."
msgstr "Étalonnage de l'AMS…"
msgid "A problem occurred during calibration. Click to view the solution."
-msgstr ""
-"Un problème est survenu lors de la calibration. Cliquez pour voir la "
-"solution."
+msgstr "Un problème est survenu lors de la calibration. Cliquez pour voir la solution."
msgid "Calibrate again"
msgstr "Etalonner de nouveau"
@@ -2522,12 +2390,8 @@ msgstr "Vérification de la position du filament"
msgid "Grab new filament"
msgstr "Saisir un nouveau filament"
-msgid ""
-"Choose an AMS slot then press \"Load\" or \"Unload\" button to automatically "
-"load or unload filaments."
-msgstr ""
-"Choisissez un emplacement AMS puis appuyez sur le bouton « Charger « ou « "
-"Décharger « pour charger ou décharger automatiquement les filaments."
+msgid "Choose an AMS slot then press \"Load\" or \"Unload\" button to automatically load or unload filaments."
+msgstr "Choisissez un emplacement AMS puis appuyez sur le bouton « Charger « ou « Décharger « pour charger ou décharger automatiquement les filaments."
msgid "Edit"
msgstr "Éditer"
@@ -2558,29 +2422,21 @@ msgstr "Agencement"
msgid "Arranging canceled."
msgstr "Agencement annulé."
-msgid ""
-"Arranging is done but there are unpacked items. Reduce spacing and try again."
-msgstr ""
-"L'arrangement est fait mais il y a des articles non emballés. Réduisez "
-"l'espacement et réessayez."
+msgid "Arranging is done but there are unpacked items. Reduce spacing and try again."
+msgstr "L'arrangement est fait mais il y a des articles non emballés. Réduisez l'espacement et réessayez."
msgid "Arranging done."
msgstr "Agencement terminé."
-msgid ""
-"Arrange failed. Found some exceptions when processing object geometries."
-msgstr ""
-"Échec de l'arrangement. Trouvé quelques exceptions lors du traitement des "
-"géométries d'objets."
+msgid "Arrange failed. Found some exceptions when processing object geometries."
+msgstr "Échec de l'arrangement. Trouvé quelques exceptions lors du traitement des géométries d'objets."
#, c-format, boost-format
msgid ""
-"Arrangement ignored the following objects which can't fit into a single "
-"bed:\n"
+"Arrangement ignored the following objects which can't fit into a single bed:\n"
"%s"
msgstr ""
-"L'agencement a ignoré les objets suivants qui ne peuvent pas tenir dans un "
-"seul plateau :\n"
+"L'agencement a ignoré les objets suivants qui ne peuvent pas tenir dans un seul plateau :\n"
"%s"
msgid ""
@@ -2593,9 +2449,7 @@ msgstr ""
msgid ""
"This plate is locked,\n"
"We can not do auto-orient on this plate."
-msgstr ""
-"Cette plaque est verrouillée, on ne peut pas faire d'auto-orientation sur "
-"cette plaque."
+msgstr "Cette plaque est verrouillée, on ne peut pas faire d'auto-orientation sur cette plaque."
msgid "Orienting..."
msgstr "Orienter…"
@@ -2634,16 +2488,13 @@ msgid "Please check the printer network connection."
msgstr "Vérifiez la connexion réseau de l'imprimante."
msgid "Abnormal print file data. Please slice again."
-msgstr ""
-"Données de fichier d'impression anormales, veuillez redécouvre le fichier."
+msgstr "Données de fichier d'impression anormales, veuillez redécouvre le fichier."
msgid "Task canceled."
msgstr "Tâche annulée."
msgid "Upload task timed out. Please check the network status and try again."
-msgstr ""
-"Le délai de téléversement de la tâche a expiré. Vérifiez l'état du réseau et "
-"réessayez."
+msgstr "Le délai de téléversement de la tâche a expiré. Vérifiez l'état du réseau et réessayez."
msgid "Cloud service connection failed. Please try again."
msgstr "La connexion au service cloud a échoué. Veuillez réessayer."
@@ -2651,12 +2502,8 @@ msgstr "La connexion au service cloud a échoué. Veuillez réessayer."
msgid "Print file not found. please slice again."
msgstr "Fichier d'impression introuvable, veuillez le redécouvre."
-msgid ""
-"The print file exceeds the maximum allowable size (1GB). Please simplify the "
-"model and slice again."
-msgstr ""
-"Le fichier d'impression dépasse la taille maximale autorisée (1 Go). "
-"Veuillez simplifier le modèle puis le redécouvre."
+msgid "The print file exceeds the maximum allowable size (1GB). Please simplify the model and slice again."
+msgstr "Le fichier d'impression dépasse la taille maximale autorisée (1 Go). Veuillez simplifier le modèle puis le redécouvre."
msgid "Failed to send the print job. Please try again."
msgstr "L'envoi de la tâche d'impression a échoué. Veuillez réessayer."
@@ -2664,30 +2511,17 @@ msgstr "L'envoi de la tâche d'impression a échoué. Veuillez réessayer."
msgid "Failed to upload file to ftp. Please try again."
msgstr "Échec du téléversement du fichier vers le ftp. Veuillez réessayer."
-msgid ""
-"Check the current status of the bambu server by clicking on the link above."
-msgstr ""
-"Vérifiez l'état actuel du serveur Bambu Lab en cliquant sur le lien ci-"
-"dessus."
+msgid "Check the current status of the bambu server by clicking on the link above."
+msgstr "Vérifiez l'état actuel du serveur Bambu Lab en cliquant sur le lien ci-dessus."
-msgid ""
-"The size of the print file is too large. Please adjust the file size and try "
-"again."
-msgstr ""
-"La taille du fichier d'impression est trop importante. Ajustez la taille du "
-"fichier et réessayez."
+msgid "The size of the print file is too large. Please adjust the file size and try again."
+msgstr "La taille du fichier d'impression est trop importante. Ajustez la taille du fichier et réessayez."
msgid "Print file not found, Please slice it again and send it for printing."
-msgstr ""
-"Fichier d'impression introuvable, redécoupez-le et renvoyez-le pour "
-"impression."
+msgstr "Fichier d'impression introuvable, redécoupez-le et renvoyez-le pour impression."
-msgid ""
-"Failed to upload print file to FTP. Please check the network status and try "
-"again."
-msgstr ""
-"Impossible de charger le fichier d'impression via FTP. Vérifiez l'état du "
-"réseau et réessayez."
+msgid "Failed to upload print file to FTP. Please check the network status and try again."
+msgstr "Impossible de charger le fichier d'impression via FTP. Vérifiez l'état du réseau et réessayez."
msgid "Sending print job over LAN"
msgstr "Envoi de la tâche d'impression sur le réseau local"
@@ -2701,7 +2535,7 @@ msgstr "L'envoi de la tâche d'impression est interrompu."
msgid "Service Unavailable"
msgstr "Service Indisponible"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Erreur inconnue."
msgid "Sending print configuration"
@@ -2709,8 +2543,7 @@ msgstr "Envoi de la configuration d'impression"
#, c-format, boost-format
msgid "Successfully sent. Will automatically jump to the device page in %ss"
-msgstr ""
-"Envoyé avec succès. Basculement automatique vers la page Appareil dans %ss"
+msgstr "Envoyé avec succès. Basculement automatique vers la page Appareil dans %ss"
#, c-format, boost-format
msgid "Successfully sent. Will automatically jump to the next page in %ss"
@@ -2735,12 +2568,8 @@ msgstr "Une carte SD doit être insérée avant l'envoi à l'imprimante."
msgid "Importing SLA archive"
msgstr "Importation d'une archive SLA"
-msgid ""
-"The SLA archive doesn't contain any presets. Please activate some SLA "
-"printer preset first before importing that SLA archive."
-msgstr ""
-"L'archive SLA ne contient aucun préréglage. Veuillez d'abord activer "
-"certains préréglages d'imprimante SLA avant d'importer cette archive SLA."
+msgid "The SLA archive doesn't contain any presets. Please activate some SLA printer preset first before importing that SLA archive."
+msgstr "L'archive SLA ne contient aucun préréglage. Veuillez d'abord activer certains préréglages d'imprimante SLA avant d'importer cette archive SLA."
msgid "Importing canceled."
msgstr "Importation annulée."
@@ -2748,17 +2577,11 @@ msgstr "Importation annulée."
msgid "Importing done."
msgstr "Importation terminée."
-msgid ""
-"The imported SLA archive did not contain any presets. The current SLA "
-"presets were used as fallback."
-msgstr ""
-"L'archive SLA importée ne contenait aucun préréglage. Les préréglages SLA "
-"actuels ont été utilisés comme solution de secours."
+msgid "The imported SLA archive did not contain any presets. The current SLA presets were used as fallback."
+msgstr "L'archive SLA importée ne contenait aucun préréglage. Les préréglages SLA actuels ont été utilisés comme solution de secours."
msgid "You cannot load SLA project with a multi-part object on the bed"
-msgstr ""
-"Vous ne pouvez pas charger un projet SLA avec un objet en plusieurs parties "
-"sur le plateau"
+msgstr "Vous ne pouvez pas charger un projet SLA avec un objet en plusieurs parties sur le plateau"
msgid "Please check your object list before preset changing."
msgstr "Vérifiez votre liste d'objets avant de modifier le préréglage."
@@ -2805,12 +2628,8 @@ msgstr "Orca Slicer est basé sur PrusaSlicer et BambuStudio"
msgid "Libraries"
msgstr "Bibliothèques"
-msgid ""
-"This software uses open source components whose copyright and other "
-"proprietary rights belong to their respective owners"
-msgstr ""
-"Ce logiciel utilise des composants open source dont les droits d'auteur et "
-"autres droits de propriété appartiennent à leurs propriétaires respectifs"
+msgid "This software uses open source components whose copyright and other proprietary rights belong to their respective owners"
+msgstr "Ce logiciel utilise des composants open source dont les droits d'auteur et autres droits de propriété appartiennent à leurs propriétaires respectifs"
#, c-format, boost-format
msgid "About %s"
@@ -2828,12 +2647,8 @@ msgstr "Bambu Studio est basé sur PrusaSlicer de PrusaResearch."
msgid "PrusaSlicer is originally based on Slic3r by Alessandro Ranellucci."
msgstr "PrusaSlicer est initialement basé sur Slic3r d'Alessandro Ranellucci."
-msgid ""
-"Slic3r was created by Alessandro Ranellucci with the help of many other "
-"contributors."
-msgstr ""
-"Slic3r a été créé par Alessandro Ranellucci avec l'aide de nombreux autres "
-"contributeurs."
+msgid "Slic3r was created by Alessandro Ranellucci with the help of many other contributors."
+msgstr "Slic3r a été créé par Alessandro Ranellucci avec l'aide de nombreux autres contributeurs."
msgid "Version"
msgstr "Version"
@@ -2869,9 +2684,7 @@ msgid "SN"
msgstr "Numéro de série"
msgid "Setting AMS slot information while printing is not supported"
-msgstr ""
-"La définition des informations relatives aux emplacements AMS pendant "
-"l'impression n'est pas prise en charge"
+msgstr "La définition des informations relatives aux emplacements AMS pendant l'impression n'est pas prise en charge"
msgid "Factors of Flow Dynamics Calibration"
msgstr "Facteurs de calibration dynamique du débit"
@@ -2886,9 +2699,7 @@ msgid "Factor N"
msgstr "Facteur N"
msgid "Setting Virtual slot information while printing is not supported"
-msgstr ""
-"Le réglage des informations relatives à l'emplacement virtuel pendant "
-"l'impression n'est pas pris en charge"
+msgstr "Le réglage des informations relatives à l'emplacement virtuel pendant l'impression n'est pas pris en charge"
msgid "Are you sure you want to clear the filament information?"
msgstr "Êtes-vous sûr de vouloir effacer les informations du filament ?"
@@ -2902,8 +2713,7 @@ msgstr "Veuillez saisir une valeur valide (K entre %.1f~%.1f)"
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f, N in %.1f~%.1f)"
-msgstr ""
-"Veuillez saisir une valeur valide (K entre %.1f~%.1f, N entre %.1f~%.1f)"
+msgstr "Veuillez saisir une valeur valide (K entre %.1f~%.1f, N entre %.1f~%.1f)"
msgid "Other Color"
msgstr "Autre couleur"
@@ -2914,15 +2724,8 @@ msgstr "Couleur perso"
msgid "Dynamic flow calibration"
msgstr "Calibrage dynamique du débit"
-msgid ""
-"The nozzle temp and max volumetric speed will affect the calibration "
-"results. Please fill in the same values as the actual printing. They can be "
-"auto-filled by selecting a filament preset."
-msgstr ""
-"La température de la buse et la vitesse volumétrique maximale affecteront "
-"les résultats de la calibration. Veuillez saisir les mêmes valeurs que lors "
-"de l'impression réelle. Ils peuvent être remplis automatiquement en "
-"sélectionnant un préréglage de filament."
+msgid "The nozzle temp and max volumetric speed will affect the calibration results. Please fill in the same values as the actual printing. They can be auto-filled by selecting a filament preset."
+msgstr "La température de la buse et la vitesse volumétrique maximale affecteront les résultats de la calibration. Veuillez saisir les mêmes valeurs que lors de l'impression réelle. Ils peuvent être remplis automatiquement en sélectionnant un préréglage de filament."
msgid "Nozzle Diameter"
msgstr "Diamètre de la Buse"
@@ -2954,14 +2757,8 @@ msgstr "Démarrer"
msgid "Next"
msgstr "Suivant"
-msgid ""
-"Calibration completed. Please find the most uniform extrusion line on your "
-"hot bed like the picture below, and fill the value on its left side into the "
-"factor K input box."
-msgstr ""
-"Calibrage terminé. Veuillez trouver la ligne d'extrusion la plus uniforme "
-"sur votre plateau comme dans l'image ci-dessous, et entrez la valeur sur son "
-"côté gauche dans le champ de saisie du facteur K."
+msgid "Calibration completed. Please find the most uniform extrusion line on your hot bed like the picture below, and fill the value on its left side into the factor K input box."
+msgstr "Calibrage terminé. Veuillez trouver la ligne d'extrusion la plus uniforme sur votre plateau comme dans l'image ci-dessous, et entrez la valeur sur son côté gauche dans le champ de saisie du facteur K."
msgid "Save"
msgstr "Enregistrer"
@@ -2992,11 +2789,8 @@ msgstr "Étape"
msgid "AMS Slots"
msgstr "Emplacements AMS"
-msgid ""
-"Note: Only the AMS slots loaded with the same material type can be selected."
-msgstr ""
-"Remarque : seuls les emplacements AMS chargés avec le même type de matériau "
-"peuvent être sélectionnés."
+msgid "Note: Only the AMS slots loaded with the same material type can be selected."
+msgstr "Remarque : seuls les emplacements AMS chargés avec le même type de matériau peuvent être sélectionnés."
msgid "Enable AMS"
msgstr "Activer l'AMS"
@@ -3013,23 +2807,11 @@ msgstr "Impression avec du filament de la bobine externe"
msgid "Current Cabin humidity"
msgstr "Humidité dans le caisson"
-msgid ""
-"Please change the desiccant when it is too wet. The indicator may not "
-"represent accurately in following cases : when the lid is open or the "
-"desiccant pack is changed. it take hours to absorb the moisture, low "
-"temperatures also slow down the process."
-msgstr ""
-"Veuillez changer le déshydratant lorsqu’il est trop humide. L’indicateur "
-"peut ne pas s’afficher correctement dans les cas suivants : lorsque le "
-"couvercle est ouvert ou que le sachet de déshydratant est changé. Il faut "
-"des heures pour absorber l’humidité, les basses températures ralentissent "
-"également le processus."
+msgid "Please change the desiccant when it is too wet. The indicator may not represent accurately in following cases : when the lid is open or the desiccant pack is changed. it take hours to absorb the moisture, low temperatures also slow down the process."
+msgstr "Veuillez changer le déshydratant lorsqu’il est trop humide. L’indicateur peut ne pas s’afficher correctement dans les cas suivants : lorsque le couvercle est ouvert ou que le sachet de déshydratant est changé. Il faut des heures pour absorber l’humidité, les basses températures ralentissent également le processus."
-msgid ""
-"Config which AMS slot should be used for a filament used in the print job"
-msgstr ""
-"Configurez l'emplacement AMS qui doit être utilisé pour un filament utilisé "
-"dans la tâche d'impression"
+msgid "Config which AMS slot should be used for a filament used in the print job"
+msgstr "Configurez l'emplacement AMS qui doit être utilisé pour un filament utilisé dans la tâche d'impression"
msgid "Filament used in this print job"
msgstr "Filament utilisé dans ce travail d'impression"
@@ -3052,9 +2834,7 @@ msgstr "Imprimer avec du filament de l'AMS"
msgid "Print with filaments mounted on the back of the chassis"
msgstr "Impression avec du filament de la bobine externe"
-msgid ""
-"When the current material run out, the printer will continue to print in the "
-"following order."
+msgid "When the current material run out, the printer will continue to print in the following order."
msgstr ""
"Lorsque le filament actuel est épuisé, l'imprimante\n"
"continue d'imprimer dans l'ordre suivant."
@@ -3063,20 +2843,14 @@ msgid "Group"
msgstr "Groupe"
msgid "The printer does not currently support auto refill."
-msgstr ""
-"L’imprimante ne prend actuellement pas en charge la recharge automatique."
+msgstr "L’imprimante ne prend actuellement pas en charge la recharge automatique."
+
+msgid "AMS filament backup is not enabled, please enable it in the AMS settings."
+msgstr "La sauvegarde du filament AMS n'est pas activée, veuillez l'activer dans les paramètres AMS."
msgid ""
-"AMS filament backup is not enabled, please enable it in the AMS settings."
-msgstr ""
-"La sauvegarde du filament AMS n'est pas activée, veuillez l'activer dans les "
-"paramètres AMS."
-
-msgid ""
-"If there are two identical filaments in AMS, AMS filament backup will be "
-"enabled. \n"
-"(Currently supporting automatic supply of consumables with the same brand, "
-"material type, and color)"
+"If there are two identical filaments in AMS, AMS filament backup will be enabled. \n"
+"(Currently supporting automatic supply of consumables with the same brand, material type, and color)"
msgstr ""
"S’il y a deux filaments identiques dans AMS, la prise en\n"
"charge de la recharge automatique de filaments sera activée.\n"
@@ -3097,82 +2871,41 @@ msgstr "Paramètres AMS"
msgid "Insertion update"
msgstr "Insertion de la mise à jour"
-msgid ""
-"The AMS will automatically read the filament information when inserting a "
-"new Bambu Lab filament. This takes about 20 seconds."
-msgstr ""
-"L'AMS lit automatiquement les informations relatives au filament lors de "
-"l'insertion d'une nouvelle bobine de filament Bambu Lab. Cela prend environ "
-"20 secondes."
+msgid "The AMS will automatically read the filament information when inserting a new Bambu Lab filament. This takes about 20 seconds."
+msgstr "L'AMS lit automatiquement les informations relatives au filament lors de l'insertion d'une nouvelle bobine de filament Bambu Lab. Cela prend environ 20 secondes."
-msgid ""
-"Note: if a new filament is inserted during printing, the AMS will not "
-"automatically read any information until printing is completed."
-msgstr ""
-"Remarque : si un nouveau filament est inséré pendant l’impression, l’AMS ne "
-"lira pas automatiquement les informations jusqu’à ce que l’impression soit "
-"terminée."
+msgid "Note: if a new filament is inserted during printing, the AMS will not automatically read any information until printing is completed."
+msgstr "Remarque : si un nouveau filament est inséré pendant l’impression, l’AMS ne lira pas automatiquement les informations jusqu’à ce que l’impression soit terminée."
-msgid ""
-"When inserting a new filament, the AMS will not automatically read its "
-"information, leaving it blank for you to enter manually."
-msgstr ""
-"Lors de l'insertion d'un nouveau filament, l'AMS ne lit pas automatiquement "
-"ses informations. Elles sont laissées vides pour que vous puissiez les "
-"saisir manuellement."
+msgid "When inserting a new filament, the AMS will not automatically read its information, leaving it blank for you to enter manually."
+msgstr "Lors de l'insertion d'un nouveau filament, l'AMS ne lit pas automatiquement ses informations. Elles sont laissées vides pour que vous puissiez les saisir manuellement."
msgid "Power on update"
msgstr "Mise à jour de la mise sous tension"
-msgid ""
-"The AMS will automatically read the information of inserted filament on "
-"start-up. It will take about 1 minute.The reading process will roll filament "
-"spools."
-msgstr ""
-"Au démarrage, l'AMS lit automatiquement les informations relatives au "
-"filament inséré. Cela prend environ 1 minute et ce processus fait tourner "
-"les bobines de filament."
+msgid "The AMS will automatically read the information of inserted filament on start-up. It will take about 1 minute.The reading process will roll filament spools."
+msgstr "Au démarrage, l'AMS lit automatiquement les informations relatives au filament inséré. Cela prend environ 1 minute et ce processus fait tourner les bobines de filament."
-msgid ""
-"The AMS will not automatically read information from inserted filament "
-"during startup and will continue to use the information recorded before the "
-"last shutdown."
-msgstr ""
-"L'AMS ne lira pas automatiquement les informations du filament inséré "
-"pendant le démarrage et continuera à utiliser les informations enregistrées "
-"avant le dernier arrêt."
+msgid "The AMS will not automatically read information from inserted filament during startup and will continue to use the information recorded before the last shutdown."
+msgstr "L'AMS ne lira pas automatiquement les informations du filament inséré pendant le démarrage et continuera à utiliser les informations enregistrées avant le dernier arrêt."
msgid "Update remaining capacity"
msgstr "Mettre à jour la capacité restante"
-msgid ""
-"The AMS will estimate Bambu filament's remaining capacity after the filament "
-"info is updated. During printing, remaining capacity will be updated "
-"automatically."
-msgstr ""
-"L'AMS estimera la capacité restante du filament Bambu après la mise à jour "
-"des infos du filament. Pendant l'impression, la capacité restante sera "
-"automatiquement mise à jour."
+msgid "The AMS will estimate Bambu filament's remaining capacity after the filament info is updated. During printing, remaining capacity will be updated automatically."
+msgstr "L'AMS estimera la capacité restante du filament Bambu après la mise à jour des infos du filament. Pendant l'impression, la capacité restante sera automatiquement mise à jour."
msgid "AMS filament backup"
msgstr "Filament de secours AMS"
-msgid ""
-"AMS will continue to another spool with the same properties of filament "
-"automatically when current filament runs out"
-msgstr ""
-"L'AMS passera automatiquement à une autre bobine avec les mêmes propriétés "
-"de filament lorsque la bobine actuelle est épuisé"
+msgid "AMS will continue to another spool with the same properties of filament automatically when current filament runs out"
+msgstr "L'AMS passera automatiquement à une autre bobine avec les mêmes propriétés de filament lorsque la bobine actuelle est épuisé"
msgid "Air Printing Detection"
msgstr "Détection de l’impression dans l’air"
-msgid ""
-"Detects clogging and filament grinding, halting printing immediately to "
-"conserve time and filament."
-msgstr ""
-"Détecte le colmatage et le grignotage du filament, interrompant "
-"immédiatement l’impression pour économiser du temps et du filament."
+msgid "Detects clogging and filament grinding, halting printing immediately to conserve time and filament."
+msgstr "Détecte le colmatage et le grignotage du filament, interrompant immédiatement l’impression pour économiser du temps et du filament."
msgid "File"
msgstr "Fichier"
@@ -3180,19 +2913,11 @@ msgstr "Fichier"
msgid "Calibration"
msgstr "Calibration"
-msgid ""
-"Failed to download the plug-in. Please check your firewall settings and vpn "
-"software, check and retry."
-msgstr ""
-"Échec du téléchargement du plug-in. Veuillez vérifier les paramètres de "
-"votre pare-feu et votre logiciel VPN puis réessayer."
+msgid "Failed to download the plug-in. Please check your firewall settings and vpn software, check and retry."
+msgstr "Échec du téléchargement du plug-in. Veuillez vérifier les paramètres de votre pare-feu et votre logiciel VPN puis réessayer."
-msgid ""
-"Failed to install the plug-in. Please check whether it is blocked or deleted "
-"by anti-virus software."
-msgstr ""
-"Échec de l'installation du plug-in. Veuillez vérifier s'il est bloqué ou "
-"s'il a été supprimé par un logiciel anti-virus."
+msgid "Failed to install the plug-in. Please check whether it is blocked or deleted by anti-virus software."
+msgstr "Échec de l'installation du plug-in. Veuillez vérifier s'il est bloqué ou s'il a été supprimé par un logiciel anti-virus."
msgid "click here to see more info"
msgstr "cliquez ici pour voir plus d'informations"
@@ -3200,22 +2925,14 @@ msgstr "cliquez ici pour voir plus d'informations"
msgid "Please home all axes (click "
msgstr "Veuillez mettre à 0 les axes (cliquer "
-msgid ""
-") to locate the toolhead's position. This prevents device moving beyond the "
-"printable boundary and causing equipment wear."
-msgstr ""
-") pour localiser la position de la tête. Cela éviter de dépasser la limite "
-"imprimable et de provoquer une usure de l'équipement."
+msgid ") to locate the toolhead's position. This prevents device moving beyond the printable boundary and causing equipment wear."
+msgstr ") pour localiser la position de la tête. Cela éviter de dépasser la limite imprimable et de provoquer une usure de l'équipement."
msgid "Go Home"
msgstr "Retour 0"
-msgid ""
-"A error occurred. Maybe memory of system is not enough or it's a bug of the "
-"program"
-msgstr ""
-"Une erreur s'est produite. Peut-être que la mémoire du système n'est pas "
-"suffisante ou c'est un bug du programme"
+msgid "A error occurred. Maybe memory of system is not enough or it's a bug of the program"
+msgstr "Une erreur s'est produite. Peut-être que la mémoire du système n'est pas suffisante ou c'est un bug du programme"
msgid "Please save project and restart the program. "
msgstr "Veuillez enregistrer le projet et redémarrer le programme. "
@@ -3258,51 +2975,27 @@ msgstr "Une erreur inconnue s’est produite lors de l’exportation du G-code."
#, boost-format
msgid ""
-"Copying of the temporary G-code to the output G-code failed. Maybe the SD "
-"card is write locked?\n"
+"Copying of the temporary G-code to the output G-code failed. Maybe the SD card is write locked?\n"
"Error message: %1%"
msgstr ""
-"La copie du G-code temporaire vers le G-code de sortie a échoué. La carte SD "
-"est peut-être bloquée en écriture ?\n"
+"La copie du G-code temporaire vers le G-code de sortie a échoué. La carte SD est peut-être bloquée en écriture ?\n"
"Message d’erreur : %1%"
#, boost-format
-msgid ""
-"Copying of the temporary G-code to the output G-code failed. There might be "
-"problem with target device, please try exporting again or using different "
-"device. The corrupted output G-code is at %1%.tmp."
-msgstr ""
-"La copie du G-code temporaire vers le G-code de sortie a échoué. Il se peut "
-"qu’il y ait un problème avec le dispositif cible, veuillez essayer "
-"d’exporter à nouveau ou d’utiliser un autre périphérique. Le G-code de "
-"sortie corrompu se trouve dans %1%.tmp."
+msgid "Copying of the temporary G-code to the output G-code failed. There might be problem with target device, please try exporting again or using different device. The corrupted output G-code is at %1%.tmp."
+msgstr "La copie du G-code temporaire vers le G-code de sortie a échoué. Il se peut qu’il y ait un problème avec le dispositif cible, veuillez essayer d’exporter à nouveau ou d’utiliser un autre périphérique. Le G-code de sortie corrompu se trouve dans %1%.tmp."
#, boost-format
-msgid ""
-"Renaming of the G-code after copying to the selected destination folder has "
-"failed. Current path is %1%.tmp. Please try exporting again."
-msgstr ""
-"Le renommage du G-code après la copie dans le dossier de destination "
-"sélectionné a échoué. Le chemin actuel est %1%.tmp. Veuillez réessayer "
-"l’exportation."
+msgid "Renaming of the G-code after copying to the selected destination folder has failed. Current path is %1%.tmp. Please try exporting again."
+msgstr "Le renommage du G-code après la copie dans le dossier de destination sélectionné a échoué. Le chemin actuel est %1%.tmp. Veuillez réessayer l’exportation."
#, boost-format
-msgid ""
-"Copying of the temporary G-code has finished but the original code at %1% "
-"couldn't be opened during copy check. The output G-code is at %2%.tmp."
-msgstr ""
-"La copie du G-code temporaire est terminée mais le code original à %1% n’a "
-"pas pu être ouvert pendant la vérification de la copie. Le G-code de sortie "
-"se trouve dans %2%.tmp."
+msgid "Copying of the temporary G-code has finished but the original code at %1% couldn't be opened during copy check. The output G-code is at %2%.tmp."
+msgstr "La copie du G-code temporaire est terminée mais le code original à %1% n’a pas pu être ouvert pendant la vérification de la copie. Le G-code de sortie se trouve dans %2%.tmp."
#, boost-format
-msgid ""
-"Copying of the temporary G-code has finished but the exported code couldn't "
-"be opened during copy check. The output G-code is at %1%.tmp."
-msgstr ""
-"La copie du G-code temporaire est terminée mais le code exporté n’a pas pu "
-"être ouvert lors du contrôle de la copie. Le G-code de sortie se trouve dans "
-"%1%.tmp."
+msgid "Copying of the temporary G-code has finished but the exported code couldn't be opened during copy check. The output G-code is at %1%.tmp."
+msgstr "La copie du G-code temporaire est terminée mais le code exporté n’a pas pu être ouvert lors du contrôle de la copie. Le G-code de sortie se trouve dans %1%.tmp."
#, boost-format
msgid "G-code file exported to %1%"
@@ -3316,18 +3009,14 @@ msgid ""
"Failed to save gcode file.\n"
"Error message: %1%.\n"
"Source file %2%."
-msgstr ""
-"Échec de l'enregistrement du fichier gcode. Message d'erreur : %1%. Fichier "
-"source %2%."
+msgstr "Échec de l'enregistrement du fichier gcode. Message d'erreur : %1%. Fichier source %2%."
msgid "Copying of the temporary G-code to the output G-code failed"
msgstr "La copie du G-code temporaire vers le G-code de sortie a échoué"
#, boost-format
msgid "Scheduling upload to `%1%`. See Window -> Print Host Upload Queue"
-msgstr ""
-"Planification du téléversement vers `%1% `. Voir Fenêtre -> File d'attente "
-"de téléversement de l'hôte d'impression"
+msgstr "Planification du téléversement vers `%1% `. Voir Fenêtre -> File d'attente de téléversement de l'hôte d'impression"
msgid "Device"
msgstr "Appareil"
@@ -3379,11 +3068,8 @@ msgstr "État de l’appareil"
msgid "Actions"
msgstr "Actions"
-msgid ""
-"Please select the devices you would like to manage here (up to 6 devices)"
-msgstr ""
-"Veuillez sélectionner ici les appareils que vous souhaitez gérer (jusqu’à 6 "
-"appareils)."
+msgid "Please select the devices you would like to manage here (up to 6 devices)"
+msgstr "Veuillez sélectionner ici les appareils que vous souhaitez gérer (jusqu’à 6 appareils)."
msgid "Add"
msgstr "Ajouter"
@@ -3473,8 +3159,7 @@ msgid "Preparing print job"
msgstr "Préparation du travail d'impression"
msgid "Abnormal print file data. Please slice again"
-msgstr ""
-"Données de fichier d'impression anormales. Veuillez redécouvre le fichier."
+msgstr "Données de fichier d'impression anormales. Veuillez redécouvre le fichier."
msgid "There is no device available to send printing."
msgstr "Il n’y a pas de périphérique disponible pour envoyer l’impression."
@@ -3512,20 +3197,14 @@ msgstr "Options d’envoi"
msgid "Send to"
msgstr "Envoyer à"
-msgid ""
-"printers at the same time.(It depends on how many devices can undergo "
-"heating at the same time.)"
-msgstr ""
-"imprimantes en même temps. (Cela dépend du nombre d’appareils qui peuvent "
-"être chauffés en même temps)."
+msgid "printers at the same time.(It depends on how many devices can undergo heating at the same time.)"
+msgstr "imprimantes en même temps. (Cela dépend du nombre d’appareils qui peuvent être chauffés en même temps)."
msgid "Wait"
msgstr "Attendre"
-msgid ""
-"minute each batch.(It depends on how long it takes to complete the heating.)"
-msgstr ""
-"minute par lot. (Cela dépend du temps nécessaire pour terminer le chauffage.)"
+msgid "minute each batch.(It depends on how long it takes to complete the heating.)"
+msgstr "minute par lot. (Cela dépend du temps nécessaire pour terminer le chauffage.)"
msgid "Send"
msgstr "Envoyer"
@@ -3557,19 +3236,11 @@ msgstr "Origine"
msgid "Size in X and Y of the rectangular plate."
msgstr "Taille en X et Y du plateau rectangulaire."
-msgid ""
-"Distance of the 0,0 G-code coordinate from the front left corner of the "
-"rectangle."
-msgstr ""
-"Distance des coordonnées 0,0 du G-code depuis le coin avant gauche du "
-"rectangle."
+msgid "Distance of the 0,0 G-code coordinate from the front left corner of the rectangle."
+msgstr "Distance des coordonnées 0,0 du G-code depuis le coin avant gauche du rectangle."
-msgid ""
-"Diameter of the print bed. It is assumed that origin (0,0) is located in the "
-"center."
-msgstr ""
-"Diamètre du plateau d'impression. Il est supposé que l'origine (0,0) est "
-"située au centre."
+msgid "Diameter of the print bed. It is assumed that origin (0,0) is located in the center."
+msgstr "Diamètre du plateau d'impression. Il est supposé que l'origine (0,0) est située au centre."
msgid "Rectangular"
msgstr "Rectangle"
@@ -3596,8 +3267,7 @@ msgid "Model"
msgstr "Modèle"
msgid "Choose an STL file to import bed shape from:"
-msgstr ""
-"Choisissez un fichier STL à partir duquel importer la forme du plateau :"
+msgstr "Choisissez un fichier STL à partir duquel importer la forme du plateau :"
msgid "Invalid file format."
msgstr "Format de fichier non valide."
@@ -3608,36 +3278,23 @@ msgstr "Erreur ! Modèle invalide"
msgid "The selected file contains no geometry."
msgstr "Le fichier sélectionné ne contient aucune géométrie."
-msgid ""
-"The selected file contains several disjoint areas. This is not supported."
-msgstr ""
-"Le fichier sélectionné contient plusieurs zones disjointes. Cela n'est pas "
-"utilisable."
+msgid "The selected file contains several disjoint areas. This is not supported."
+msgstr "Le fichier sélectionné contient plusieurs zones disjointes. Cela n'est pas utilisable."
msgid "Choose a file to import bed texture from (PNG/SVG):"
-msgstr ""
-"Choisir un fichier à partir duquel importer la texture du plateau (PNG/SVG) :"
+msgstr "Choisir un fichier à partir duquel importer la texture du plateau (PNG/SVG) :"
msgid "Choose an STL file to import bed model from:"
-msgstr ""
-"Choisissez un fichier STL à partir duquel importer le modèle de plateau :"
+msgstr "Choisissez un fichier STL à partir duquel importer le modèle de plateau :"
msgid "Bed Shape"
msgstr "Forme du plateau"
-msgid ""
-"The recommended minimum temperature is less than 190 degree or the "
-"recommended maximum temperature is greater than 300 degree.\n"
-msgstr ""
-"La température minimale recommandée est inférieure à 190 degrés ou la "
-"température maximale recommandée est supérieure à 300 degrés.\n"
+msgid "The recommended minimum temperature is less than 190 degree or the recommended maximum temperature is greater than 300 degree.\n"
+msgstr "La température minimale recommandée est inférieure à 190 degrés ou la température maximale recommandée est supérieure à 300 degrés.\n"
-msgid ""
-"The recommended minimum temperature cannot be higher than the recommended "
-"maximum temperature.\n"
-msgstr ""
-"La température minimale recommandée ne peut être supérieure à la température "
-"maximale recommandée.\n"
+msgid "The recommended minimum temperature cannot be higher than the recommended maximum temperature.\n"
+msgstr "La température minimale recommandée ne peut être supérieure à la température maximale recommandée.\n"
msgid "Please check.\n"
msgstr "Veuillez vérifier.\n"
@@ -3647,17 +3304,12 @@ msgid ""
"Please make sure whether to use the temperature to print.\n"
"\n"
msgstr ""
-"La buse peut être bloquée lorsque la température est hors de la plage "
-"recommandée.\n"
+"La buse peut être bloquée lorsque la température est hors de la plage recommandée.\n"
"Veuillez vous assurer d'utiliser la température pour imprimer.\n"
#, c-format, boost-format
-msgid ""
-"Recommended nozzle temperature of this filament type is [%d, %d] degree "
-"centigrade"
-msgstr ""
-"La température de buse recommandée pour ce type de filament est de [%d, %d] "
-"degrés centigrades"
+msgid "Recommended nozzle temperature of this filament type is [%d, %d] degree centigrade"
+msgstr "La température de buse recommandée pour ce type de filament est de [%d, %d] degrés centigrades"
msgid ""
"Too small max volumetric speed.\n"
@@ -3667,14 +3319,8 @@ msgstr ""
"La valeur a été réinitialisée à 0,5"
#, c-format, boost-format
-msgid ""
-"Current chamber temperature is higher than the material's safe temperature,"
-"it may result in material softening and clogging.The maximum safe "
-"temperature for the material is %d"
-msgstr ""
-"La température actuelle du caisson est supérieure à la température de "
-"sécurité du matériau, ce qui peut entraîner un ramollissement et un bouchage "
-"du filament. La température de sécurité maximale pour le matériau est %d"
+msgid "Current chamber temperature is higher than the material's safe temperature,it may result in material softening and clogging.The maximum safe temperature for the material is %d"
+msgstr "La température actuelle du caisson est supérieure à la température de sécurité du matériau, ce qui peut entraîner un ramollissement et un bouchage du filament. La température de sécurité maximale pour le matériau est %d"
msgid ""
"Too small layer height.\n"
@@ -3690,67 +3336,46 @@ msgid ""
"Zero initial layer height is invalid.\n"
"\n"
"The first layer height will be reset to 0.2."
-msgstr ""
-"La hauteur de couche initiale nulle n'est pas valide. La hauteur de la "
-"première couche sera réinitialisée à 0,2."
+msgstr "La hauteur de couche initiale nulle n'est pas valide. La hauteur de la première couche sera réinitialisée à 0,2."
msgid ""
-"This setting is only used for model size tunning with small value in some "
-"cases.\n"
+"This setting is only used for model size tunning with small value in some cases.\n"
"For example, when model size has small error and hard to be assembled.\n"
"For large size tuning, please use model scale function.\n"
"\n"
"The value will be reset to 0."
-msgstr ""
-"Ce paramètre n'est utilisé que pour le réglage de la taille du modèle avec "
-"une petite valeur dans certains cas. Par exemple, lorsque la taille du "
-"modèle présente une petite erreur et est difficile à assembler. Pour un "
-"réglage de grande taille, veuillez utiliser la fonction d'échelle de modèle. "
-"La valeur sera remise à 0."
+msgstr "Ce paramètre n'est utilisé que pour le réglage de la taille du modèle avec une petite valeur dans certains cas. Par exemple, lorsque la taille du modèle présente une petite erreur et est difficile à assembler. Pour un réglage de grande taille, veuillez utiliser la fonction d'échelle de modèle. La valeur sera remise à 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
"The value will be reset to 0."
-msgstr ""
-"Une trop grande compensation de la patte d'éléphant est déraisonnable. Si "
-"vous avez vraiment un effet de patte d'éléphant important, veuillez vérifier "
-"d'autres paramètres. Par exemple, si la température du plateau est trop "
-"élevée. La valeur sera remise à 0."
+msgstr "Une trop grande compensation de la patte d'éléphant est déraisonnable. Si vous avez vraiment un effet de patte d'éléphant important, veuillez vérifier d'autres paramètres. Par exemple, si la température du plateau est trop élevée. La valeur sera remise à 0."
-msgid ""
-"Alternate extra wall does't work well when ensure vertical shell thickness "
-"is set to All. "
-msgstr ""
-"La paroi supplémentaire alternée ne fonctionne pas bien lorsque le paramètre "
-"Assurer l’épaisseur de la coque verticale est réglée sur Tous. "
+msgid "Alternate extra wall does't work well when ensure vertical shell thickness is set to All. "
+msgstr "La paroi supplémentaire alternée ne fonctionne pas bien lorsque le paramètre Assurer l’épaisseur de la coque verticale est réglée sur Tous. "
msgid ""
"Change these settings automatically? \n"
-"Yes - Change ensure vertical shell thickness to Moderate and enable "
-"alternate extra wall\n"
+"Yes - Change ensure vertical shell thickness to Moderate and enable alternate extra wall\n"
"No - Dont use alternate extra wall"
msgstr ""
"Modifier ces paramètres automatiquement ? \n"
-"Oui - Modifier l’épaisseur de la coque verticale pour qu’elle soit modérée "
-"et activer la paroi supplémentaire\n"
+"Oui - Modifier l’épaisseur de la coque verticale pour qu’elle soit modérée et activer la paroi supplémentaire\n"
"Non - Ne pas utiliser la paroi supplémentaire alternée"
msgid ""
-"Prime tower does not work when Adaptive Layer Height or Independent Support "
-"Layer Height is on.\n"
+"Prime tower does not work when Adaptive Layer Height or Independent Support Layer Height is on.\n"
"Which do you want to keep?\n"
"YES - Keep Prime Tower\n"
"NO - Keep Adaptive Layer Height and Independent Support Layer Height"
msgstr ""
-"La tour de purge ne fonctionne pas lorsque la hauteur de couche adaptative "
-"ou la hauteur de couche de support indépendante est activée. \n"
+"La tour de purge ne fonctionne pas lorsque la hauteur de couche adaptative ou la hauteur de couche de support indépendante est activée. \n"
"Que souhaitez-vous conserver ? \n"
"OUI - Conserver la tour de purge \n"
-"NON - Conserver la hauteur de la couche adaptative et la hauteur de la "
-"couche de support indépendante"
+"NON - Conserver la hauteur de la couche adaptative et la hauteur de la couche de support indépendante"
msgid ""
"Prime tower does not work when Adaptive Layer Height is on.\n"
@@ -3758,8 +3383,7 @@ msgid ""
"YES - Keep Prime Tower\n"
"NO - Keep Adaptive Layer Height"
msgstr ""
-"La tour de purge ne fonctionne pas lorsque la hauteur de couche adaptative "
-"est activée. \n"
+"La tour de purge ne fonctionne pas lorsque la hauteur de couche adaptative est activée. \n"
"Que souhaitez-vous conserver ? \n"
"OUI - Conserver la tour de purge \n"
"NON - Conserver la hauteur de la couche adaptative"
@@ -3770,8 +3394,7 @@ msgid ""
"YES - Keep Prime Tower\n"
"NO - Keep Independent Support Layer Height"
msgstr ""
-"La tour de purge ne fonctionne pas lorsque la hauteur de la couche de "
-"support indépendante est activée.\n"
+"La tour de purge ne fonctionne pas lorsque la hauteur de la couche de support indépendante est activée.\n"
"Que souhaitez-vous conserver ?\n"
"OUI - Garder la tour de purge\n"
"NON - Gardez la hauteur de la couche de support indépendante"
@@ -3780,8 +3403,7 @@ msgid ""
"While printing by Object, the extruder may collide skirt.\n"
"Thus, reset the skirt layer to 1 to avoid that."
msgstr ""
-"Lors de l'impression par objet, l'extrudeur peut entrer en collision avec "
-"une jupe.\n"
+"Lors de l'impression par objet, l'extrudeur peut entrer en collision avec une jupe.\n"
"Il faut donc remettre la couche de la jupe à 1 pour éviter les collisions."
msgid ""
@@ -3791,18 +3413,11 @@ msgstr ""
"seam_slope_start_height doit être inférieur à la hauteur de couche.\n"
"Remise à 0."
-msgid ""
-"Spiral mode only works when wall loops is 1, support is disabled, top shell "
-"layers is 0, sparse infill density is 0 and timelapse type is traditional."
-msgstr ""
-"Le mode spirale ne fonctionne que lorsque qu'il n'y a qu'une seule paroi, "
-"les supports sont désactivés, que les couches supérieures de la coque sont à "
-"0, qu'il n'y a pas de remplissage et que le type timelapse est traditionnel."
+msgid "Spiral mode only works when wall loops is 1, support is disabled, top shell layers is 0, sparse infill density is 0 and timelapse type is traditional."
+msgstr "Le mode spirale ne fonctionne que lorsque qu'il n'y a qu'une seule paroi, les supports sont désactivés, que les couches supérieures de la coque sont à 0, qu'il n'y a pas de remplissage et que le type timelapse est traditionnel."
msgid " But machines with I3 structure will not generate timelapse videos."
-msgstr ""
-" Mais les machines avec une structure I3 ne généreront pas de vidéos "
-"timelapse."
+msgstr " Mais les machines avec une structure I3 ne généreront pas de vidéos timelapse."
msgid ""
"Change these settings automatically? \n"
@@ -3810,8 +3425,7 @@ msgid ""
"No - Give up using spiral mode this time"
msgstr ""
"Modifier ces paramètres automatiquement ? \n"
-"Oui - Modifiez ces paramètres et activez automatiquement le mode spirale/"
-"vase\n"
+"Oui - Modifiez ces paramètres et activez automatiquement le mode spirale/vase\n"
"Non - Annuler l'activation du mode spirale"
msgid "Auto bed leveling"
@@ -3875,8 +3489,7 @@ msgid "Paused due to nozzle temperature malfunction"
msgstr "Pause en raison d'un dysfonctionnement de la température de la buse"
msgid "Paused due to heat bed temperature malfunction"
-msgstr ""
-"Pause en raison d'un dysfonctionnement de la température du plateau chauffant"
+msgstr "Pause en raison d'un dysfonctionnement de la température du plateau chauffant"
msgid "Filament unloading"
msgstr "Déchargement du filament"
@@ -3894,12 +3507,10 @@ msgid "Paused due to AMS lost"
msgstr "Suspendu en raison de la perte de l’AMS"
msgid "Paused due to low speed of the heat break fan"
-msgstr ""
-"Mise en pause en raison de la faible vitesse du ventilateur du heatbreak"
+msgstr "Mise en pause en raison de la faible vitesse du ventilateur du heatbreak"
msgid "Paused due to chamber temperature control error"
-msgstr ""
-"Mise en pause en raison d’une erreur de contrôle de la température du caisson"
+msgstr "Mise en pause en raison d’une erreur de contrôle de la température du caisson"
msgid "Cooling chamber"
msgstr "Refroidissement du caisson"
@@ -3946,48 +3557,26 @@ msgstr "Échec de la vérification."
msgid "Update failed."
msgstr "Mise à jour a échoué."
-msgid ""
-"The current chamber temperature or the target chamber temperature exceeds "
-"45℃.In order to avoid extruder clogging,low temperature filament(PLA/PETG/"
-"TPU) is not allowed to be loaded."
-msgstr ""
-"La température actuelle du caisson ou la température cible du caisson "
-"dépasse 45℃. Afin d’éviter le bouchage de l’extrudeur, un filament basse "
-"température (PLA/PETG/TPU) ne doit pas être chargé."
+msgid "The current chamber temperature or the target chamber temperature exceeds 45℃.In order to avoid extruder clogging,low temperature filament(PLA/PETG/TPU) is not allowed to be loaded."
+msgstr "La température actuelle du caisson ou la température cible du caisson dépasse 45℃. Afin d’éviter le bouchage de l’extrudeur, un filament basse température (PLA/PETG/TPU) ne doit pas être chargé."
-msgid ""
-"Low temperature filament(PLA/PETG/TPU) is loaded in the extruder.In order to "
-"avoid extruder clogging,it is not allowed to set the chamber temperature "
-"above 45℃."
-msgstr ""
-"Un filament basse température (PLA/PETG/TPU) est chargé dans l’extrudeur. "
-"Afin d’éviter le bouchage de l’extrudeur, il n’est pas autorisé de régler la "
-"température du caisson au-dessus de 45℃."
+msgid "Low temperature filament(PLA/PETG/TPU) is loaded in the extruder.In order to avoid extruder clogging,it is not allowed to set the chamber temperature above 45℃."
+msgstr "Un filament basse température (PLA/PETG/TPU) est chargé dans l’extrudeur. Afin d’éviter le bouchage de l’extrudeur, il n’est pas autorisé de régler la température du caisson au-dessus de 45℃."
-msgid ""
-"When you set the chamber temperature below 40℃, the chamber temperature "
-"control will not be activated. And the target chamber temperature will "
-"automatically be set to 0℃."
-msgstr ""
-"Lorsque vous réglez la température du caisson en dessous de 40℃, le contrôle "
-"de la température du caisson ne sera pas activé. Et la température cible du "
-"caisson sera automatiquement réglée sur 0℃."
+msgid "When you set the chamber temperature below 40℃, the chamber temperature control will not be activated. And the target chamber temperature will automatically be set to 0℃."
+msgstr "Lorsque vous réglez la température du caisson en dessous de 40℃, le contrôle de la température du caisson ne sera pas activé. Et la température cible du caisson sera automatiquement réglée sur 0℃."
msgid "Failed to start printing job"
msgstr "Échec du lancement de la tâche d'impression"
-msgid ""
-"This calibration does not support the currently selected nozzle diameter"
-msgstr ""
-"Cette calibration ne prend pas en charge le diamètre de buse actuellement "
-"sélectionné"
+msgid "This calibration does not support the currently selected nozzle diameter"
+msgstr "Cette calibration ne prend pas en charge le diamètre de buse actuellement sélectionné"
msgid "Current flowrate cali param is invalid"
msgstr "Le paramètre de calibration du débit actuel n’est pas valide"
msgid "Selected diameter and machine diameter do not match"
-msgstr ""
-"Le diamètre sélectionné et le diamètre de la machine ne correspondent pas"
+msgstr "Le diamètre sélectionné et le diamètre de la machine ne correspondent pas"
msgid "Failed to generate cali gcode"
msgstr "Échec de la génération du G-code de calibration"
@@ -4001,19 +3590,11 @@ msgstr "Le TPU n’est pas pris en charge par l’AMS."
msgid "Bambu PET-CF/PA6-CF is not supported by AMS."
msgstr "Bambu PET-CF/PA6-CF n’est pas pris en charge par l’AMS."
-msgid ""
-"Damp PVA will become flexible and get stuck inside AMS,please take care to "
-"dry it before use."
-msgstr ""
-"Le PVA humide deviendra flexible et restera coincé à l’intérieur de l’AMS, "
-"veuillez prendre soin de le sécher avant utilisation."
+msgid "Damp PVA will become flexible and get stuck inside AMS,please take care to dry it before use."
+msgstr "Le PVA humide deviendra flexible et restera coincé à l’intérieur de l’AMS, veuillez prendre soin de le sécher avant utilisation."
-msgid ""
-"CF/GF filaments are hard and brittle, It's easy to break or get stuck in "
-"AMS, please use with caution."
-msgstr ""
-"Les filaments CF/GF sont durs et cassants, ils peuvent se casser ou se "
-"coincer dans l’AMS, veuillez les utiliser avec prudence."
+msgid "CF/GF filaments are hard and brittle, It's easy to break or get stuck in AMS, please use with caution."
+msgstr "Les filaments CF/GF sont durs et cassants, ils peuvent se casser ou se coincer dans l’AMS, veuillez les utiliser avec prudence."
msgid "default"
msgstr "défaut"
@@ -4023,8 +3604,7 @@ msgid "Edit Custom G-code (%1%)"
msgstr "Modifier le G-code personnalisé (%1%)"
msgid "Built-in placeholders (Double click item to add to G-code)"
-msgstr ""
-"Placeholders intégrés (double-cliquez sur l’élément pour l’ajouter au G-code)"
+msgstr "Placeholders intégrés (double-cliquez sur l’élément pour l’ajouter au G-code)"
msgid "Search gcode placeholders"
msgstr "Rechercher les placeholders de G-code"
@@ -4097,8 +3677,7 @@ msgstr "Validation du paramètre"
#, c-format, boost-format
msgid "Value %s is out of range. The valid range is from %d to %d."
-msgstr ""
-"La valeur %s est hors plage. La plage valide est comprise entre %d et %d."
+msgstr "La valeur %s est hors plage. La plage valide est comprise entre %d et %d."
msgid "Value is out of range."
msgstr "La valeur est hors plage."
@@ -4111,12 +3690,8 @@ msgid ""
msgstr "Est-ce %s%% ou %s %s ? OUI pour %s%%, NON pour %s %s."
#, boost-format
-msgid ""
-"Invalid input format. Expected vector of dimensions in the following format: "
-"\"%1%\""
-msgstr ""
-"Format d'entrée non valide. Vecteur de dimensions attendu dans le format "
-"suivant : \"%1%\""
+msgid "Invalid input format. Expected vector of dimensions in the following format: \"%1%\""
+msgstr "Format d'entrée non valide. Vecteur de dimensions attendu dans le format suivant : \"%1%\""
msgid "Input value is out of range"
msgstr "La valeur entrée est hors plage"
@@ -4141,7 +3716,7 @@ msgid "Temperature"
msgstr "Température"
msgid "Flow"
-msgstr "Flux"
+msgstr "Débit"
msgid "Tool"
msgstr "Outil"
@@ -4207,10 +3782,10 @@ msgid "Total cost"
msgstr "Coût total"
msgid "up to"
-msgstr "jusqu'à"
+msgstr "jusqu’à"
msgid "above"
-msgstr "au-dessus"
+msgstr "plus que"
msgid "from"
msgstr "de"
@@ -4467,13 +4042,9 @@ msgstr "Le volume:"
msgid "Size:"
msgstr "Taille:"
-#, c-format, boost-format
-msgid ""
-"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
-"separate the conflicted objects farther (%s <-> %s)."
-msgstr ""
-"Des conflits de chemins G-code ont été trouvés au niveau de la couche %d, z "
-"= %.2lf mm. Veuillez séparer davantage les objets en conflit (%s <-> %s)."
+#, boost-format
+msgid "Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please separate the conflicted objects farther (%s <-> %s)."
+msgstr "Des conflits de chemins G-code ont été trouvés au niveau de la couche %d, z = %.2lf mm. Veuillez séparer davantage les objets en conflit (%s <-> %s)."
msgid "An object is layed over the boundary of plate."
msgstr "Un objet est posé sur la limite du plateau."
@@ -4489,13 +4060,10 @@ msgstr "Seul l'objet en cours d'édition est visible."
msgid ""
"An object is laid over the boundary of plate or exceeds the height limit.\n"
-"Please solve the problem by moving it totally on or off the plate, and "
-"confirming that the height is within the build volume."
+"Please solve the problem by moving it totally on or off the plate, and confirming that the height is within the build volume."
msgstr ""
-"Un objet est posé sur la limite de la plaque ou dépasse la limite de "
-"hauteur.\n"
-"Veuillez résoudre le problème en le déplaçant totalement sur ou hors du "
-"plateau, et en confirmant que la hauteur entre dans le volume d'impression."
+"Un objet est posé sur la limite de la plaque ou dépasse la limite de hauteur.\n"
+"Veuillez résoudre le problème en le déplaçant totalement sur ou hors du plateau, et en confirmant que la hauteur entre dans le volume d'impression."
msgid "Calibration step selection"
msgstr "Sélection de l'étape de calibration"
@@ -4516,12 +4084,10 @@ msgid "Calibration program"
msgstr "Programme de calibration"
msgid ""
-"The calibration program detects the status of your device automatically to "
-"minimize deviation.\n"
+"The calibration program detects the status of your device automatically to minimize deviation.\n"
"It keeps the device performing optimally."
msgstr ""
-"Le processus de calibration détecte automatiquement l'état de votre appareil "
-"pour minimiser les écarts.\n"
+"Le processus de calibration détecte automatiquement l'état de votre appareil pour minimiser les écarts.\n"
"Il permet à l'appareil de fonctionner de manière optimale."
msgid "Calibration Flow"
@@ -4596,8 +4162,7 @@ msgid "Application is closing"
msgstr "L'application se ferme"
msgid "Closing Application while some presets are modified."
-msgstr ""
-"Fermeture de l'application pendant que certains préréglages sont modifiés."
+msgstr "Fermeture de l'application pendant que certains préréglages sont modifiés."
msgid "Logging"
msgstr "Enregistrement"
@@ -4870,8 +4435,7 @@ msgid "Show 3D Navigator"
msgstr "Afficher le navigateur 3D"
msgid "Show 3D navigator in Prepare and Preview scene"
-msgstr ""
-"Afficher le navigateur 3D dans la scène de préparation et de prévisualisation"
+msgstr "Afficher le navigateur 3D dans la scène de préparation et de prévisualisation"
msgid "Reset Window Layout"
msgstr "Réinitialiser la présentation de la fenêtre"
@@ -4912,6 +4476,18 @@ msgstr "Passe 2"
msgid "Flow rate test - Pass 2"
msgstr "Test de débit - Passe 2"
+msgid "YOLO (Recommended)"
+msgstr "YOLO (Recommandé)"
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr "Calibrage du débit YOLO d’Orca, par intervalle de 0,01"
+
+msgid "YOLO (perfectionist version)"
+msgstr "YOLO (version perfectionniste)"
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr "Calibrage du débit YOLO d’Orca, par intervalle de 0,005"
+
msgid "Flow rate"
msgstr "Débit"
@@ -4984,14 +4560,11 @@ msgstr "&Aide"
#, c-format, boost-format
msgid "A file exists with the same name: %s, do you want to override it."
-msgstr ""
-"Il existe un fichier portant le même nom : %s. Voulez-vous le remplacer ?"
+msgstr "Il existe un fichier portant le même nom : %s. Voulez-vous le remplacer ?"
#, c-format, boost-format
msgid "A config exists with the same name: %s, do you want to override it."
-msgstr ""
-"Il existe une configuration portant le même nom : %s. Voulez-vous la "
-"remplacer ?"
+msgstr "Il existe une configuration portant le même nom : %s. Voulez-vous la remplacer ?"
msgid "Overwrite file"
msgstr "Remplacer le fichier"
@@ -5008,11 +4581,8 @@ msgstr "Choisir un dossier"
#, c-format, boost-format
msgid "There is %d config exported. (Only non-system configs)"
msgid_plural "There are %d configs exported. (Only non-system configs)"
-msgstr[0] ""
-"Il y a %d configuration exportée. (Uniquement les configurations non système)"
-msgstr[1] ""
-"Il y a %d configurations exportées. (Uniquement les configurations non "
-"système)"
+msgstr[0] "Il y a %d configuration exportée. (Uniquement les configurations non système)"
+msgstr[1] "Il y a %d configurations exportées. (Uniquement les configurations non système)"
msgid "Export result"
msgstr "Exporter le Résultat"
@@ -5022,23 +4592,16 @@ msgstr "Sélectionnez le profil à charger :"
#, c-format, boost-format
msgid "There is %d config imported. (Only non-system and compatible configs)"
-msgid_plural ""
-"There are %d configs imported. (Only non-system and compatible configs)"
-msgstr[0] ""
-"Il y a %d configuration importée. (Uniquement les configurations non système "
-"et compatibles)"
-msgstr[1] ""
-"Il y a %d configurations importées. (Uniquement les configurations non "
-"système et compatibles)"
+msgid_plural "There are %d configs imported. (Only non-system and compatible configs)"
+msgstr[0] "Il y a %d configuration importée. (Uniquement les configurations non système et compatibles)"
+msgstr[1] "Il y a %d configurations importées. (Uniquement les configurations non système et compatibles)"
msgid ""
"\n"
-"Hint: Make sure you have added the corresponding printer before importing "
-"the configs."
+"Hint: Make sure you have added the corresponding printer before importing the configs."
msgstr ""
"\n"
-"Conseil : assurez-vous d’avoir ajouté l’imprimante correspondante avant "
-"d’importer les configurations."
+"Conseil : assurez-vous d’avoir ajouté l’imprimante correspondante avant d’importer les configurations."
msgid "Import result"
msgstr "Importer le résultat"
@@ -5069,43 +4632,28 @@ msgid "Synchronization"
msgstr "Synchronisation"
msgid "The device cannot handle more conversations. Please retry later."
-msgstr ""
-"L'appareil ne peut pas gérer plus de conversations. Veuillez réessayer plus "
-"tard."
+msgstr "L'appareil ne peut pas gérer plus de conversations. Veuillez réessayer plus tard."
msgid "Player is malfunctioning. Please reinstall the system player."
-msgstr ""
-"Le lecteur ne fonctionne pas correctement. Veuillez réinstaller le lecteur "
-"système."
+msgstr "Le lecteur ne fonctionne pas correctement. Veuillez réinstaller le lecteur système."
msgid "The player is not loaded, please click \"play\" button to retry."
-msgstr ""
-"Le lecteur n’est pas chargé, veuillez cliquer sur le bouton « play » pour "
-"réessayer."
+msgstr "Le lecteur n’est pas chargé, veuillez cliquer sur le bouton « play » pour réessayer."
msgid "Please confirm if the printer is connected."
msgstr "Veuillez vérifier que l’imprimante est bien connectée."
-msgid ""
-"The printer is currently busy downloading. Please try again after it "
-"finishes."
-msgstr ""
-"L’imprimante est actuellement occupée à télécharger. Veuillez réessayer une "
-"fois le téléchargement terminé."
+msgid "The printer is currently busy downloading. Please try again after it finishes."
+msgstr "L’imprimante est actuellement occupée à télécharger. Veuillez réessayer une fois le téléchargement terminé."
msgid "Printer camera is malfunctioning."
msgstr "La caméra de l’imprimante ne fonctionne pas correctement."
msgid "Problem occured. Please update the printer firmware and try again."
-msgstr ""
-"Un problème s’est produit. Veuillez mettre à jour le micrologiciel de "
-"l’imprimante et réessayer."
+msgstr "Un problème s’est produit. Veuillez mettre à jour le micrologiciel de l’imprimante et réessayer."
-msgid ""
-"LAN Only Liveview is off. Please turn on the liveview on printer screen."
-msgstr ""
-"La fonction vue en direct sur réseau local est désactivée. Veuillez activer "
-"l’affichage en direct sur l’écran de l’imprimante."
+msgid "LAN Only Liveview is off. Please turn on the liveview on printer screen."
+msgstr "La fonction vue en direct sur réseau local est désactivée. Veuillez activer l’affichage en direct sur l’écran de l’imprimante."
msgid "Please enter the IP of printer to connect."
msgstr "Veuillez saisir l’IP de l’imprimante à connecter."
@@ -5116,12 +4664,8 @@ msgstr "Initialisation…"
msgid "Connection Failed. Please check the network and try again"
msgstr "Échec de la connexion. Veuillez vérifier le réseau et réessayer"
-msgid ""
-"Please check the network and try again, You can restart or update the "
-"printer if the issue persists."
-msgstr ""
-"Veuillez vérifier le réseau et réessayer, Vous pouvez redémarrer ou mettre à "
-"jour l’imprimante si le problème persiste."
+msgid "Please check the network and try again, You can restart or update the printer if the issue persists."
+msgstr "Veuillez vérifier le réseau et réessayer, Vous pouvez redémarrer ou mettre à jour l’imprimante si le problème persiste."
msgid "The printer has been logged out and cannot connect."
msgstr "L’imprimante a été déconnectée et ne peut pas se connecter."
@@ -5130,9 +4674,7 @@ msgid "Stopped."
msgstr "Arrêté."
msgid "LAN Connection Failed (Failed to start liveview)"
-msgstr ""
-"Échec de la connexion au réseau local (échec du démarrage de l’affichage en "
-"direct)"
+msgstr "Échec de la connexion au réseau local (échec du démarrage de l’affichage en direct)"
msgid ""
"Virtual Camera Tools is required for this task!\n"
@@ -5234,30 +4776,19 @@ msgid "Load failed"
msgstr "Échec du chargement"
msgid "Initialize failed (Device connection not ready)!"
-msgstr ""
-"L'initialisation a échoué (la connexion de l'appareil n'est pas prête) !"
+msgstr "L'initialisation a échoué (la connexion de l'appareil n'est pas prête) !"
-msgid ""
-"Browsing file in SD card is not supported in current firmware. Please update "
-"the printer firmware."
-msgstr ""
-"La navigation dans les fichiers de la carte SD n’est pas prise en charge par "
-"le micrologiciel actuel. Veuillez mettre à jour le micrologiciel de "
-"l’imprimante."
+msgid "Browsing file in SD card is not supported in current firmware. Please update the printer firmware."
+msgstr "La navigation dans les fichiers de la carte SD n’est pas prise en charge par le micrologiciel actuel. Veuillez mettre à jour le micrologiciel de l’imprimante."
msgid "Initialize failed (Storage unavailable, insert SD card.)!"
-msgstr ""
-"Échec de l’initialisation (Stockage indisponible, insérer la carte SD.) !"
+msgstr "Échec de l’initialisation (Stockage indisponible, insérer la carte SD.) !"
msgid "LAN Connection Failed (Failed to view sdcard)"
-msgstr ""
-"Échec de la connexion au réseau local (Échec de la visualisation de la carte "
-"SD)"
+msgstr "Échec de la connexion au réseau local (Échec de la visualisation de la carte SD)"
msgid "Browsing file in SD card is not supported in LAN Only Mode."
-msgstr ""
-"La navigation dans les fichiers de la carte SD n’est pas prise en charge en "
-"mode LAN uniquement."
+msgstr "La navigation dans les fichiers de la carte SD n’est pas prise en charge en mode LAN uniquement."
#, c-format, boost-format
msgid "Initialize failed (%s)!"
@@ -5265,14 +4796,9 @@ msgstr "L'initialisation a échoué (%s)!"
#, c-format, boost-format
msgid "You are going to delete %u file from printer. Are you sure to continue?"
-msgid_plural ""
-"You are going to delete %u files from printer. Are you sure to continue?"
-msgstr[0] ""
-"Vous allez supprimer le fichier %u de l’imprimante. Êtes-vous sûr de vouloir "
-"continuer ?"
-msgstr[1] ""
-"Vous allez supprimer %u fichiers de l’imprimante. Êtes-vous sûr de vouloir "
-"continuer ?"
+msgid_plural "You are going to delete %u files from printer. Are you sure to continue?"
+msgstr[0] "Vous allez supprimer le fichier %u de l’imprimante. Êtes-vous sûr de vouloir continuer ?"
+msgstr[1] "Vous allez supprimer %u fichiers de l’imprimante. Êtes-vous sûr de vouloir continuer ?"
msgid "Delete files"
msgstr "Supprimer les fichiers"
@@ -5293,12 +4819,8 @@ msgstr "Échec de la récupération des informations de modèle de l’imprimant
msgid "Failed to parse model information."
msgstr "Échec de l’analyse des informations sur le modèle."
-msgid ""
-"The .gcode.3mf file contains no G-code data.Please slice it with Orca Slicer "
-"and export a new .gcode.3mf file."
-msgstr ""
-"Le fichier G-code .3mf ne contient pas de données G-code. Veuillez le "
-"découper avec OrcaSlicer et exporter un nouveau fichier G-code .3mf."
+msgid "The .gcode.3mf file contains no G-code data.Please slice it with Orca Slicer and export a new .gcode.3mf file."
+msgstr "Le fichier G-code .3mf ne contient pas de données G-code. Veuillez le découper avec OrcaSlicer et exporter un nouveau fichier G-code .3mf."
#, c-format, boost-format
msgid "File '%s' was lost! Please download it again."
@@ -5328,12 +4850,8 @@ msgstr "Téléchargement terminé"
msgid "Downloading %d%%..."
msgstr "Téléchargement %d%%..."
-msgid ""
-"Reconnecting the printer, the operation cannot be completed immediately, "
-"please try again later."
-msgstr ""
-"Reconnexion de l’imprimante, l’opération ne peut être effectuée maintenant, "
-"veuillez réessayer plus tard."
+msgid "Reconnecting the printer, the operation cannot be completed immediately, please try again later."
+msgstr "Reconnexion de l’imprimante, l’opération ne peut être effectuée maintenant, veuillez réessayer plus tard."
msgid "File does not exist."
msgstr "Le fichier n’existe pas."
@@ -5412,9 +4930,7 @@ msgstr ""
msgid "How do you like this printing file?"
msgstr "Que pensez-vous de ce fichier d’impression ?"
-msgid ""
-"(The model has already been rated. Your rating will overwrite the previous "
-"rating.)"
+msgid "(The model has already been rated. Your rating will overwrite the previous rating.)"
msgstr "(Le modèle a déjà été noté. Votre note écrasera la note précédente.)"
msgid "Rate"
@@ -5489,12 +5005,8 @@ msgstr "Couche : %s"
msgid "Layer: %d/%d"
msgstr "Couche : %d/%d"
-msgid ""
-"Please heat the nozzle to above 170 degree before loading or unloading "
-"filament."
-msgstr ""
-"Veuillez chauffer la buse à plus de 170 degrés avant de charger ou de "
-"décharger le filament."
+msgid "Please heat the nozzle to above 170 degree before loading or unloading filament."
+msgstr "Veuillez chauffer la buse à plus de 170 degrés avant de charger ou de décharger le filament."
msgid "Still unload"
msgstr "Décharger encore"
@@ -5505,12 +5017,8 @@ msgstr "Charger encore"
msgid "Please select an AMS slot before calibration"
msgstr "Veuillez sélectionner un emplacement AMS avant la calibration"
-msgid ""
-"Cannot read filament info: the filament is loaded to the tool head,please "
-"unload the filament and try again."
-msgstr ""
-"Impossible de lire les informations sur le filament: le filament est chargé "
-"dans l'extrudeur. Veuillez décharger le filament et réessayer."
+msgid "Cannot read filament info: the filament is loaded to the tool head,please unload the filament and try again."
+msgstr "Impossible de lire les informations sur le filament: le filament est chargé dans l'extrudeur. Veuillez décharger le filament et réessayer."
msgid "This only takes effect during printing"
msgstr "Cela ne prend effet que pendant l'impression"
@@ -5576,21 +5084,17 @@ msgid " can not be opened\n"
msgstr " ne peut pas être ouvert\n"
msgid ""
-"The following issues occurred during the process of uploading images. Do you "
-"want to ignore them?\n"
+"The following issues occurred during the process of uploading images. Do you want to ignore them?\n"
"\n"
msgstr ""
-"Les problèmes suivants se sont produits lors du processus d’envoi des "
-"images. Voulez-vous les ignorer ?\n"
+"Les problèmes suivants se sont produits lors du processus d’envoi des images. Voulez-vous les ignorer ?\n"
"\n"
msgid "info"
msgstr "info"
msgid "Synchronizing the printing results. Please retry a few seconds later."
-msgstr ""
-"Synchronisation des résultats d’impression. Veuillez réessayer dans quelques "
-"secondes."
+msgstr "Synchronisation des résultats d’impression. Veuillez réessayer dans quelques secondes."
msgid "Upload failed\n"
msgstr "Échec de l’envoi\n"
@@ -5603,8 +5107,7 @@ msgid ""
"\n"
" error code: "
msgstr ""
-"Le résultat de votre commentaire ne peut pas être téléchargé pour certaines "
-"raisons :\n"
+"Le résultat de votre commentaire ne peut pas être téléchargé pour certaines raisons :\n"
"\n"
" code d’erreur : "
@@ -5620,12 +5123,8 @@ msgstr ""
"\n"
"Souhaitez-vous être redirigé vers la page Web pour l’évaluation ?"
-msgid ""
-"Some of your images failed to upload. Would you like to redirect to the "
-"webpage for rating?"
-msgstr ""
-"Certaines de vos images n’ont pas pu être envoyées. Souhaitez-vous être "
-"redirigé vers la page Web pour l’évaluation ?"
+msgid "Some of your images failed to upload. Would you like to redirect to the webpage for rating?"
+msgstr "Certaines de vos images n’ont pas pu être envoyées. Souhaitez-vous être redirigé vers la page Web pour l’évaluation ?"
msgid "You can select up to 16 images."
msgstr "Vous pouvez sélectionner jusqu’à 16 images."
@@ -5676,12 +5175,8 @@ msgstr "Sauter"
msgid "Newer 3mf version"
msgstr "Nouvelle version 3mf"
-msgid ""
-"The 3mf file version is in Beta and it is newer than the current OrcaSlicer "
-"version."
-msgstr ""
-"La version du fichier 3mf est en bêta et est plus récente que la version "
-"actuelle d’OrcaSlicer."
+msgid "The 3mf file version is in Beta and it is newer than the current OrcaSlicer version."
+msgstr "La version du fichier 3mf est en bêta et est plus récente que la version actuelle d’OrcaSlicer."
msgid "If you would like to try Orca Slicer Beta, you may click to"
msgstr "Si vous souhaitez essayer OrcaSlicer Beta, vous pouvez cliquer sur"
@@ -5690,14 +5185,10 @@ msgid "Download Beta Version"
msgstr "Télécharger la version bêta"
msgid "The 3mf file version is newer than the current Orca Slicer version."
-msgstr ""
-"La version du fichier 3mf est plus récente que la version actuelle "
-"d’OrcaSlicer"
+msgstr "La version du fichier 3mf est plus récente que la version actuelle d’OrcaSlicer"
msgid "Update your Orca Slicer could enable all functionality in the 3mf file."
-msgstr ""
-"La mise à jour d’OrcaSlicer permet d’activer toutes les fonctionnalités du "
-"fichier 3mf."
+msgstr "La mise à jour d’OrcaSlicer permet d’activer toutes les fonctionnalités du fichier 3mf."
msgid "Current Version: "
msgstr "Version actuelle : "
@@ -5814,8 +5305,7 @@ msgid "WARNING:"
msgstr "ATTENTION :"
msgid "Your model needs support ! Please make support material enable."
-msgstr ""
-"Votre modèle a besoin de supports ! Veuillez activer le matériau de support."
+msgstr "Votre modèle a besoin de supports ! Veuillez activer le matériau de support."
msgid "Gcode path overlap"
msgstr "Chevauchement de chemin G-code"
@@ -5835,12 +5325,8 @@ msgstr "Couches"
msgid "Range"
msgstr "Zone"
-msgid ""
-"The application cannot run normally because OpenGL version is lower than "
-"2.0.\n"
-msgstr ""
-"L'application ne peut pas fonctionner normalement car la version d'OpenGL "
-"est inférieure à 2.0.\n"
+msgid "The application cannot run normally because OpenGL version is lower than 2.0.\n"
+msgstr "L'application ne peut pas fonctionner normalement car la version d'OpenGL est inférieure à 2.0.\n"
msgid "Please upgrade your graphics card driver."
msgstr "Veuillez mettre à jour le pilote de votre carte graphique."
@@ -5874,12 +5360,8 @@ msgstr "La sensibilité de pause est"
msgid "Enable detection of build plate position"
msgstr "Activation de la détection de la position de la plaque"
-msgid ""
-"The localization tag of build plate is detected, and printing is paused if "
-"the tag is not in predefined range."
-msgstr ""
-"La balise de localisation de la plaque est détectée, l'impression est "
-"interrompue si la balise n'est pas dans la plage prédéfinie."
+msgid "The localization tag of build plate is detected, and printing is paused if the tag is not in predefined range."
+msgstr "La balise de localisation de la plaque est détectée, l'impression est interrompue si la balise n'est pas dans la plage prédéfinie."
msgid "First Layer Inspection"
msgstr "Inspection de la Première Couche"
@@ -5897,9 +5379,7 @@ msgid "Nozzle Clumping Detection"
msgstr "Détection de l’encrassement de la buse"
msgid "Check if the nozzle is clumping by filament or other foreign objects."
-msgstr ""
-"Vérifier si la buse est encrassée par du filament ou d’autres corps "
-"étrangers."
+msgstr "Vérifier si la buse est encrassée par du filament ou d’autres corps étrangers."
msgid "Nozzle Type"
msgstr "Type de buse"
@@ -5930,7 +5410,7 @@ msgid "View all object's settings"
msgstr "Afficher tous les paramètres de l'objet"
msgid "Material settings"
-msgstr ""
+msgstr "Réglages des matériaux"
msgid "Remove current plate (if not last one)"
msgstr "Retirer la plaque actuelle (si elle n'est pas la dernière)"
@@ -6009,30 +5489,19 @@ msgid "Search plate, object and part."
msgstr "Recherche de plaque, d'objet et de pièce."
msgid "Pellets"
-msgstr ""
+msgstr "Pellets"
-msgid ""
-"No AMS filaments. Please select a printer in 'Device' page to load AMS info."
-msgstr ""
-"Pas de filaments AMS. Veuillez sélectionner une imprimante dans la page "
-"\"Appareil\" pour charger les informations AMS."
+msgid "No AMS filaments. Please select a printer in 'Device' page to load AMS info."
+msgstr "Pas de filaments AMS. Veuillez sélectionner une imprimante dans la page \"Appareil\" pour charger les informations AMS."
msgid "Sync filaments with AMS"
msgstr "Synchroniser les filaments avec AMS"
-msgid ""
-"Sync filaments with AMS will drop all current selected filament presets and "
-"colors. Do you want to continue?"
-msgstr ""
-"La synchronisation des filaments avec AMS supprimera tous les préréglages et "
-"couleurs de filament actuellement sélectionnés. Voulez-vous continuer ?"
+msgid "Sync filaments with AMS will drop all current selected filament presets and colors. Do you want to continue?"
+msgstr "La synchronisation des filaments avec AMS supprimera tous les préréglages et couleurs de filament actuellement sélectionnés. Voulez-vous continuer ?"
-msgid ""
-"Already did a synchronization, do you want to sync only changes or resync "
-"all?"
-msgstr ""
-"Vous avez déjà effectué une synchronisation. Voulez-vous synchroniser "
-"uniquement les modifications ou tout resynchroniser ?"
+msgid "Already did a synchronization, do you want to sync only changes or resync all?"
+msgstr "Vous avez déjà effectué une synchronisation. Voulez-vous synchroniser uniquement les modifications ou tout resynchroniser ?"
msgid "Sync"
msgstr "Sync"
@@ -6041,30 +5510,18 @@ msgid "Resync"
msgstr "Resync"
msgid "There are no compatible filaments, and sync is not performed."
-msgstr ""
-"Il n'y a pas de filaments compatibles et la synchronisation n'est pas "
-"effectuée."
+msgstr "Il n'y a pas de filaments compatibles et la synchronisation n'est pas effectuée."
-msgid ""
-"There are some unknown filaments mapped to generic preset. Please update "
-"Orca Slicer or restart Orca Slicer to check if there is an update to system "
-"presets."
-msgstr ""
-"Il existe des filaments inconnus mappés sur un préréglage générique. "
-"Veuillez mettre à jour ou redémarrer Orca Slicer pour vérifier s'il existe "
-"une mise à jour des préréglages système."
+msgid "There are some unknown filaments mapped to generic preset. Please update Orca Slicer or restart Orca Slicer to check if there is an update to system presets."
+msgstr "Il existe des filaments inconnus mappés sur un préréglage générique. Veuillez mettre à jour ou redémarrer Orca Slicer pour vérifier s'il existe une mise à jour des préréglages système."
#, boost-format
msgid "Do you want to save changes to \"%1%\"?"
msgstr "Voulez-vous enregistrer les modifications apportées à \"%1%\" ?"
#, c-format, boost-format
-msgid ""
-"Successfully unmounted. The device %s(%s) can now be safely removed from the "
-"computer."
-msgstr ""
-"Démonté avec succès. Le périphérique %s(%s) peut maintenant être retiré en "
-"toute sécurité de l'ordinateur."
+msgid "Successfully unmounted. The device %s(%s) can now be safely removed from the computer."
+msgstr "Démonté avec succès. Le périphérique %s(%s) peut maintenant être retiré en toute sécurité de l'ordinateur."
#, c-format, boost-format
msgid "Ejecting of device %s(%s) has failed."
@@ -6076,30 +5533,14 @@ msgstr "Projet précédent non enregistré détecté, voulez-vous le restaurer ?
msgid "Restore"
msgstr "Restaurer"
-msgid ""
-"The current hot bed temperature is relatively high. The nozzle may be "
-"clogged when printing this filament in a closed enclosure. Please open the "
-"front door and/or remove the upper glass."
-msgstr ""
-"La température actuelle du plateau est relativement élevée. La buse peut se "
-"boucher lors de l’impression de ce filament dans une enceinte fermée. "
-"Veuillez ouvrir la porte avant et/ou retirer la vitre supérieure."
+msgid "The current hot bed temperature is relatively high. The nozzle may be clogged when printing this filament in a closed enclosure. Please open the front door and/or remove the upper glass."
+msgstr "La température actuelle du plateau est relativement élevée. La buse peut se boucher lors de l’impression de ce filament dans une enceinte fermée. Veuillez ouvrir la porte avant et/ou retirer la vitre supérieure."
-msgid ""
-"The nozzle hardness required by the filament is higher than the default "
-"nozzle hardness of the printer. Please replace the hardened nozzle or "
-"filament, otherwise, the nozzle will be attrited or damaged."
-msgstr ""
-"La dureté de la buse requise par le filament est supérieure à la dureté par "
-"défaut de la buse de l'imprimante. Veuillez remplacer la buse ou le "
-"filament, sinon la buse s'usera ou s'endommagera."
+msgid "The nozzle hardness required by the filament is higher than the default nozzle hardness of the printer. Please replace the hardened nozzle or filament, otherwise, the nozzle will be attrited or damaged."
+msgstr "La dureté de la buse requise par le filament est supérieure à la dureté par défaut de la buse de l'imprimante. Veuillez remplacer la buse ou le filament, sinon la buse s'usera ou s'endommagera."
-msgid ""
-"Enabling traditional timelapse photography may cause surface imperfections. "
-"It is recommended to change to smooth mode."
-msgstr ""
-"L’activation de la photographie timelapse traditionnelle peut provoquer des "
-"imperfections de surface. Il est recommandé de passer en mode fluide."
+msgid "Enabling traditional timelapse photography may cause surface imperfections. It is recommended to change to smooth mode."
+msgstr "L’activation de la photographie timelapse traditionnelle peut provoquer des imperfections de surface. Il est recommandé de passer en mode fluide."
msgid "Expand sidebar"
msgstr "Agrandir la barre latérale"
@@ -6112,31 +5553,21 @@ msgid "Loading file: %s"
msgstr "Chargement du fichier : %s"
msgid "The 3mf is not supported by OrcaSlicer, load geometry data only."
-msgstr ""
-"Le fichier 3mf n’est pas supporté par OrcaSlicer, chargement des données de "
-"géométrie uniquement."
+msgstr "Le fichier 3mf n’est pas supporté par OrcaSlicer, chargement des données de géométrie uniquement."
msgid "Load 3mf"
msgstr "Charger 3mf"
#, c-format, boost-format
-msgid ""
-"The 3mf's version %s is newer than %s's version %s, Found following keys "
-"unrecognized:"
-msgstr ""
-"La version %s du 3mf est plus récente que la version %s de %s. Les clés "
-"suivantes ne sont pas reconnues:"
+msgid "The 3mf's version %s is newer than %s's version %s, Found following keys unrecognized:"
+msgstr "La version %s du 3mf est plus récente que la version %s de %s. Les clés suivantes ne sont pas reconnues:"
msgid "You'd better upgrade your software.\n"
msgstr "Vous feriez mieux de mettre à jour votre logiciel.\n"
#, c-format, boost-format
-msgid ""
-"The 3mf's version %s is newer than %s's version %s, Suggest to upgrade your "
-"software."
-msgstr ""
-"La version %s du 3mf est plus récente que la version %s de %s. Nous vous "
-"suggérons de mettre à jour votre logiciel."
+msgid "The 3mf's version %s is newer than %s's version %s, Suggest to upgrade your software."
+msgstr "La version %s du 3mf est plus récente que la version %s de %s. Nous vous suggérons de mettre à jour votre logiciel."
msgid "Invalid values found in the 3mf:"
msgstr "Valeurs invalides trouvées dans le 3mf :"
@@ -6145,38 +5576,25 @@ msgid "Please correct them in the param tabs"
msgstr "Veuillez les corriger dans les onglets de paramètres"
msgid "The 3mf has following modified G-codes in filament or printer presets:"
-msgstr ""
-"Le 3mf a les G-codes modifiés suivants dans le filament ou les préréglages "
-"de l'imprimante :"
+msgstr "Le 3mf a les G-codes modifiés suivants dans le filament ou les préréglages de l'imprimante :"
-msgid ""
-"Please confirm that these modified G-codes are safe to prevent any damage to "
-"the machine!"
-msgstr ""
-"Veuillez vous assurer que ces G-codes modifiés sont sûrs afin d'éviter tout "
-"dommage à la machine !"
+msgid "Please confirm that these modified G-codes are safe to prevent any damage to the machine!"
+msgstr "Veuillez vous assurer que ces G-codes modifiés sont sûrs afin d'éviter tout dommage à la machine !"
msgid "Modified G-codes"
msgstr "G-codes modifiés"
msgid "The 3mf has following customized filament or printer presets:"
-msgstr ""
-"Le 3mf dispose de filaments personnalisés ou de préréglages d'imprimante :"
+msgstr "Le 3mf dispose de filaments personnalisés ou de préréglages d'imprimante :"
-msgid ""
-"Please confirm that the G-codes within these presets are safe to prevent any "
-"damage to the machine!"
-msgstr ""
-"Veuillez vous assurer que les G-codes de ces préréglages sont sûrs afin "
-"d'éviter d'endommager la machine !"
+msgid "Please confirm that the G-codes within these presets are safe to prevent any damage to the machine!"
+msgstr "Veuillez vous assurer que les G-codes de ces préréglages sont sûrs afin d'éviter d'endommager la machine !"
msgid "Customized Preset"
msgstr "Préréglage personnalisé"
msgid "Name of components inside step file is not UTF8 format!"
-msgstr ""
-"Le nom des composants à l'intérieur du fichier d'étape n'est pas au format "
-"UTF8 !"
+msgstr "Le nom des composants à l'intérieur du fichier d'étape n'est pas au format UTF8 !"
msgid "The name may show garbage characters!"
msgstr "Le nom peut afficher des caractères inutiles !"
@@ -6186,9 +5604,7 @@ msgstr "Mémoriser mon choix."
#, boost-format
msgid "Failed loading file \"%1%\". An invalid configuration was found."
-msgstr ""
-"Échec du chargement du fichier \"%1%\". Une configuration invalide a été "
-"trouvée."
+msgstr "Échec du chargement du fichier \"%1%\". Une configuration invalide a été trouvée."
msgid "Objects with zero volume removed"
msgstr "Objets avec zéro volume supprimé"
@@ -6200,9 +5616,7 @@ msgstr "Le volume de l'objet est nul"
msgid ""
"The object from file %s is too small, and maybe in meters or inches.\n"
" Do you want to scale to millimeters?"
-msgstr ""
-"L'objet du fichier %s est trop petit, et peut-être en mètres ou en pouces. "
-"Voulez-vous mettre à l'échelle en millimètres ?"
+msgstr "L'objet du fichier %s est trop petit, et peut-être en mètres ou en pouces. Voulez-vous mettre à l'échelle en millimètres ?"
msgid "Object too small"
msgstr "Objet trop petit"
@@ -6220,8 +5634,7 @@ msgid "Multi-part object detected"
msgstr "Objet en plusieurs pièces détecté"
msgid "Load these files as a single object with multiple parts?\n"
-msgstr ""
-"Charger ces fichiers en tant qu'objet unique avec plusieurs parties ?\n"
+msgstr "Charger ces fichiers en tant qu'objet unique avec plusieurs parties ?\n"
msgid "Object with multiple parts was detected"
msgstr "Un objet en plusieurs parties a été détecté"
@@ -6229,12 +5642,8 @@ msgstr "Un objet en plusieurs parties a été détecté"
msgid "The file does not contain any geometry data."
msgstr "Le fichier ne contient pas de données géométriques."
-msgid ""
-"Your object appears to be too large, Do you want to scale it down to fit the "
-"heat bed automatically?"
-msgstr ""
-"Votre objet semble trop grand. Voulez-vous le réduire pour l'adapter "
-"automatiquement au plateau d'impression ?"
+msgid "Your object appears to be too large, Do you want to scale it down to fit the heat bed automatically?"
+msgstr "Votre objet semble trop grand. Voulez-vous le réduire pour l'adapter automatiquement au plateau d'impression ?"
msgid "Object too large"
msgstr "Objet trop grand"
@@ -6259,7 +5668,7 @@ msgstr ""
"Le fichier %s existe déjà\n"
"Voulez-vous le remplacer ?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Confirmer Enregistrer sous"
msgid "Delete object which is a part of cut object"
@@ -6332,24 +5741,18 @@ msgstr "Découpe du plateau %d"
msgid "Please resolve the slicing errors and publish again."
msgstr "Veuillez résoudre les erreurs de découpage et republier."
-msgid ""
-"Network Plug-in is not detected. Network related features are unavailable."
-msgstr ""
-"Le plug-in réseau n'est pas détecté. Les fonctionnalités liées au réseau ne "
-"sont pas disponibles."
+msgid "Network Plug-in is not detected. Network related features are unavailable."
+msgstr "Le plug-in réseau n'est pas détecté. Les fonctionnalités liées au réseau ne sont pas disponibles."
msgid ""
"Preview only mode:\n"
"The loaded file contains gcode only, Can not enter the Prepare page"
msgstr ""
"Mode de prévisualisation:\n"
-"Le fichier chargé contient uniquement du G-code, impossible d'accéder à la "
-"page de Préparation"
+"Le fichier chargé contient uniquement du G-code, impossible d'accéder à la page de Préparation"
msgid "You can keep the modified presets to the new project or discard them"
-msgstr ""
-"Vous pouvez conserver les préréglages modifiés dans le nouveau projet ou les "
-"supprimer"
+msgstr "Vous pouvez conserver les préréglages modifiés dans le nouveau projet ou les supprimer"
msgid "Creating a new project"
msgstr "Créer un nouveau projet"
@@ -6359,12 +5762,10 @@ msgstr "Charger le projet"
msgid ""
"Failed to save the project.\n"
-"Please check whether the folder exists online or if other programs open the "
-"project file."
+"Please check whether the folder exists online or if other programs open the project file."
msgstr ""
"Impossible d'enregistrer le projet.\n"
-"Vérifiez si le dossier existe en ligne ou si le fichier de projet est ouvert "
-"dans d'autres programmes."
+"Vérifiez si le dossier existe en ligne ou si le fichier de projet est ouvert dans d'autres programmes."
msgid "Save project"
msgstr "Sauvegarder le projet"
@@ -6386,16 +5787,10 @@ msgstr "Le téléchargement a échoué, exception de taille de fichier."
#, c-format, boost-format
msgid "Project downloaded %d%%"
-msgstr ""
-"Projet téléchargé à %d%%L’importation dans Bambu Studio a échoué. Veuillez "
-"télécharger le fichier et l’importer manuellement."
+msgstr "Projet téléchargé à %d%%L’importation dans Bambu Studio a échoué. Veuillez télécharger le fichier et l’importer manuellement."
-msgid ""
-"Importing to Orca Slicer failed. Please download the file and manually "
-"import it."
-msgstr ""
-"L’importation vers OrcaSlicer a échoué. Veuillez télécharger le fichier et "
-"l’importer manuellement."
+msgid "Importing to Orca Slicer failed. Please download the file and manually import it."
+msgstr "L’importation vers OrcaSlicer a échoué. Veuillez télécharger le fichier et l’importer manuellement."
msgid "Import SLA archive"
msgstr "Importer les archives SLA"
@@ -6421,9 +5816,7 @@ msgstr "Échec de la décompression du fichier vers %1% : %2%"
#, boost-format
msgid "Failed to find unzipped file at %1%. Unzipping of file has failed."
-msgstr ""
-"Impossible de trouver le fichier décompressé dans %1%. La décompression du "
-"fichier a échoué."
+msgstr "Impossible de trouver le fichier décompressé dans %1%. La décompression du fichier a échoué."
msgid "Drop project file"
msgstr "Déposer le fichier de projet"
@@ -6444,8 +5837,7 @@ msgid "G-code loading"
msgstr "Chargement du G-code"
msgid "G-code files can not be loaded with models together!"
-msgstr ""
-"Les fichiers G-code ne peuvent pas être chargés avec des modèles ensemble !"
+msgstr "Les fichiers G-code ne peuvent pas être chargés avec des modèles ensemble !"
msgid "Can not add models when in preview mode!"
msgstr "Impossible d'ajouter des modèles en mode aperçu !"
@@ -6454,9 +5846,7 @@ msgid "All objects will be removed, continue?"
msgstr "Tous les objets seront supprimés, continuer ?"
msgid "The current project has unsaved changes, save it before continue?"
-msgstr ""
-"Le projet en cours comporte des modifications non enregistrées, enregistrez-"
-"les avant de continuer ?"
+msgstr "Le projet en cours comporte des modifications non enregistrées, enregistrez-les avant de continuer ?"
msgid "Number of copies:"
msgstr "Nombre de copies:"
@@ -6474,28 +5864,17 @@ msgid "The provided file name is not valid."
msgstr "Le nom de fichier fourni n’est pas valide."
msgid "The following characters are not allowed by a FAT file system:"
-msgstr ""
-"Les caractères suivants ne sont pas autorisés par un système de fichiers "
-"FAT :"
+msgstr "Les caractères suivants ne sont pas autorisés par un système de fichiers FAT :"
msgid "Save Sliced file as:"
msgstr "Enregistrer le fichier découpé sous :"
#, c-format, boost-format
-msgid ""
-"The file %s has been sent to the printer's storage space and can be viewed "
-"on the printer."
-msgstr ""
-"Le fichier %s a été envoyé vers l'espace de stockage de l'imprimante et peut "
-"être visualisé sur l'imprimante."
+msgid "The file %s has been sent to the printer's storage space and can be viewed on the printer."
+msgstr "Le fichier %s a été envoyé vers l'espace de stockage de l'imprimante et peut être visualisé sur l'imprimante."
-msgid ""
-"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
-msgstr ""
-"Impossible d’effectuer une opération booléenne sur les mailles du modèle. "
-"Seules les parties positives seront conservées. Vous pouvez corriger les "
-"mailles et réessayer."
+msgid "Unable to perform boolean operation on model meshes. Only positive parts will be kept. You may fix the meshes and try again."
+msgstr "Impossible d’effectuer une opération booléenne sur les mailles du modèle. Seules les parties positives seront conservées. Vous pouvez corriger les mailles et réessayer."
#, boost-format
msgid "Reason: part \"%1%\" is empty."
@@ -6514,22 +5893,17 @@ msgid "Reason: \"%1%\" and another part have no intersection."
msgstr "Raison : « %1% » et une autre partie n’ont pas d’intersection."
msgid ""
-"Are you sure you want to store original SVGs with their local paths into the "
-"3MF file?\n"
+"Are you sure you want to store original SVGs with their local paths into the 3MF file?\n"
"If you hit 'NO', all SVGs in the project will not be editable any more."
msgstr ""
-"Êtes-vous sûr de vouloir stocker les SVG originaux avec leurs chemins "
-"d'accès locaux dans le fichier 3MF ?\n"
-"Si vous cliquez sur \"NON\", tous les SVG du projet ne seront plus "
-"modifiables."
+"Êtes-vous sûr de vouloir stocker les SVG originaux avec leurs chemins d'accès locaux dans le fichier 3MF ?\n"
+"Si vous cliquez sur \"NON\", tous les SVG du projet ne seront plus modifiables."
msgid "Private protection"
msgstr "Protection privée"
msgid "Is the printer ready? Is the print sheet in place, empty and clean?"
-msgstr ""
-"L’imprimante est-elle prête ? Le plateau d’impression est-il en place, vide "
-"et propre ?"
+msgstr "L’imprimante est-elle prête ? Le plateau d’impression est-il en place, vide et propre ?"
msgid "Upload and Print"
msgstr "Envoyer & Imprimer"
@@ -6539,8 +5913,7 @@ msgid ""
"Suggest to use auto-arrange to avoid collisions when printing."
msgstr ""
"Imprimer par objet :\n"
-"Nous vous suggérons d'utiliser la disposition automatique pour éviter les "
-"collisions lors de l'impression."
+"Nous vous suggérons d'utiliser la disposition automatique pour éviter les collisions lors de l'impression."
msgid "Send G-code"
msgstr "Envoyer le G-code"
@@ -6549,9 +5922,7 @@ msgid "Send to printer"
msgstr "Envoyer à l'imprimante"
msgid "Custom supports and color painting were removed before repairing."
-msgstr ""
-"Les supports personnalisés et la peinture de couleur ont été retirés avant "
-"la réparation."
+msgstr "Les supports personnalisés et la peinture de couleur ont été retirés avant la réparation."
msgid "Optimize Rotation"
msgstr "Optimiser la rotation"
@@ -6601,24 +5972,12 @@ msgstr "Triangles : %1%\n"
msgid "Tips:"
msgstr "Astuces:"
-msgid ""
-"\"Fix Model\" feature is currently only on Windows. Please repair the model "
-"on Orca Slicer(windows) or CAD softwares."
-msgstr ""
-"La fonctionnalité \"Réparer le modèle\" n'est actuellement disponible que "
-"sur Windows. Veuillez réparer le modèle sur Orca Slicer (Windows) ou avec "
-"des logiciels de CAO."
+msgid "\"Fix Model\" feature is currently only on Windows. Please repair the model on Orca Slicer(windows) or CAD softwares."
+msgstr "La fonctionnalité \"Réparer le modèle\" n'est actuellement disponible que sur Windows. Veuillez réparer le modèle sur Orca Slicer (Windows) ou avec des logiciels de CAO."
#, c-format, boost-format
-msgid ""
-"Plate% d: %s is not suggested to be used to print filament %s(%s). If you "
-"still want to do this printing, please set this filament's bed temperature "
-"to non zero."
-msgstr ""
-"La plaque% d : %s n'est pas suggéré pour l'utilisation du filament "
-"d'impression %s(%s). Si vous souhaitez toujours effectuer ce travail "
-"d'impression, veuillez régler la température du plateau de ce filament sur "
-"un nombre différent de zéro."
+msgid "Plate% d: %s is not suggested to be used to print filament %s(%s). If you still want to do this printing, please set this filament's bed temperature to non zero."
+msgstr "La plaque% d : %s n'est pas suggéré pour l'utilisation du filament d'impression %s(%s). Si vous souhaitez toujours effectuer ce travail d'impression, veuillez régler la température du plateau de ce filament sur un nombre différent de zéro."
msgid "Switching the language requires application restart.\n"
msgstr "Le changement de langue nécessite le redémarrage de l'application.\n"
@@ -6630,9 +5989,7 @@ msgid "Language selection"
msgstr "Sélection de la langue"
msgid "Switching application language while some presets are modified."
-msgstr ""
-"Changer la langue de l'application pendant que certains préréglages sont "
-"modifiés."
+msgstr "Changement de langue d’application alors que certaines présélections sont modifiées."
msgid "Changing application language"
msgstr "Changer la langue de l'application"
@@ -6653,19 +6010,19 @@ msgid "Choose Download Directory"
msgstr "Choisissez le répertoire de téléchargement"
msgid "Associate"
-msgstr ""
+msgstr "Associé"
msgid "with OrcaSlicer so that Orca can open models from"
-msgstr ""
+msgstr "avec OrcaSlicer afin qu’Orca puisse ouvrir des modèles à partir de"
msgid "Current Association: "
-msgstr ""
+msgstr "Association actuelle : "
msgid "Current Instance"
-msgstr ""
+msgstr "Instance courante"
msgid "Current Instance Path: "
-msgstr ""
+msgstr "Chemin d’accès à l’instance courante : "
msgid "General Settings"
msgstr "Paramètres généraux"
@@ -6691,14 +6048,8 @@ msgstr "Région d'origine"
msgid "Stealth Mode"
msgstr "Mode privé"
-msgid ""
-"This stops the transmission of data to Bambu's cloud services. Users who "
-"don't use BBL machines or use LAN mode only can safely turn on this function."
-msgstr ""
-"Cette fonction interrompt la transmission des données vers les services en "
-"ligne de Bambu. Les utilisateurs qui n’utilisent pas de machines BBL ou qui "
-"utilisent uniquement le mode LAN peuvent activer cette fonction en toute "
-"sécurité."
+msgid "This stops the transmission of data to Bambu's cloud services. Users who don't use BBL machines or use LAN mode only can safely turn on this function."
+msgstr "Cette fonction interrompt la transmission des données vers les services en ligne de Bambu. Les utilisateurs qui n’utilisent pas de machines BBL ou qui utilisent uniquement le mode LAN peuvent activer cette fonction en toute sécurité."
msgid "Enable network plugin"
msgstr "Activer le plug-in réseau"
@@ -6718,24 +6069,11 @@ msgstr "Unités"
msgid "Allow only one OrcaSlicer instance"
msgstr "Autoriser une seule instance d’OrcaSlicer"
-msgid ""
-"On OSX there is always only one instance of app running by default. However "
-"it is allowed to run multiple instances of same app from the command line. "
-"In such case this settings will allow only one instance."
-msgstr ""
-"Sous OSX, il n’y a toujours qu’une seule instance de l’application en cours "
-"d’exécution par défaut. Cependant, il est possible de lancer plusieurs "
-"instances de la même application à partir de la ligne de commande. Dans ce "
-"cas, ces paramètres n’autorisent qu’une seule instance."
+msgid "On OSX there is always only one instance of app running by default. However it is allowed to run multiple instances of same app from the command line. In such case this settings will allow only one instance."
+msgstr "Sous OSX, il n’y a toujours qu’une seule instance de l’application en cours d’exécution par défaut. Cependant, il est possible de lancer plusieurs instances de la même application à partir de la ligne de commande. Dans ce cas, ces paramètres n’autorisent qu’une seule instance."
-msgid ""
-"If this is enabled, when starting OrcaSlicer and another instance of the "
-"same OrcaSlicer is already running, that instance will be reactivated "
-"instead."
-msgstr ""
-"Si cette option est activée, lorsque vous démarrez OrcaSlicer et qu’une "
-"autre instance du même OrcaSlicer est déjà en cours d’exécution, cette "
-"instance sera réactivée à la place."
+msgid "If this is enabled, when starting OrcaSlicer and another instance of the same OrcaSlicer is already running, that instance will be reactivated instead."
+msgstr "Si cette option est activée, lorsque vous démarrez OrcaSlicer et qu’une autre instance du même OrcaSlicer est déjà en cours d’exécution, cette instance sera réactivée à la place."
msgid "Home"
msgstr "Accueil"
@@ -6758,36 +6096,26 @@ msgid ""
"Touchpad: Alt+move for rotation, Shift+move for panning."
msgstr ""
"Sélectionner le style de navigation de l’appareil photo.\n"
-"Par défaut : LMB+mouvement pour la rotation, RMB/MMB+mouvement pour le "
-"panoramique.\n"
-"Pavé tactile : Alt+mouvement pour la rotation, Shift+mouvement pour le "
-"panoramique."
+"Par défaut : LMB+mouvement pour la rotation, RMB/MMB+mouvement pour le panoramique.\n"
+"Pavé tactile : Alt+mouvement pour la rotation, Shift+mouvement pour le panoramique."
msgid "Zoom to mouse position"
msgstr "Zoom sur la position de la souris"
-msgid ""
-"Zoom in towards the mouse pointer's position in the 3D view, rather than the "
-"2D window center."
-msgstr ""
-"Zoomez sur la position du pointeur de la souris dans la vue 3D, plutôt que "
-"sur le centre de la fenêtre 2D."
+msgid "Zoom in towards the mouse pointer's position in the 3D view, rather than the 2D window center."
+msgstr "Zoomez sur la position du pointeur de la souris dans la vue 3D, plutôt que sur le centre de la fenêtre 2D."
msgid "Use free camera"
msgstr "Utiliser la caméra libre"
msgid "If enabled, use free camera. If not enabled, use constrained camera."
-msgstr ""
-"Si activée, utilise la caméra libre. Si désactivée, utilise la caméra "
-"contrainte."
+msgstr "Si activée, utilise la caméra libre. Si désactivée, utilise la caméra contrainte."
msgid "Reverse mouse zoom"
msgstr "Inverser le zoom de la souris"
msgid "If enabled, reverses the direction of zoom with mouse wheel."
-msgstr ""
-"Si cette option est activée, elle inverse le sens du zoom avec la molette de "
-"la souris."
+msgstr "Si cette option est activée, elle inverse le sens du zoom avec la molette de la souris."
msgid "Show splash screen"
msgstr "Afficher l'écran de démarrage"
@@ -6799,53 +6127,43 @@ msgid "Show \"Tip of the day\" notification after start"
msgstr "Afficher la notification \"Astuce du jour\" après le démarrage"
msgid "If enabled, useful hints are displayed at startup."
-msgstr ""
-"Si cette option est activée, des conseils utiles s'affichent au démarrage."
+msgstr "Si cette option est activée, des conseils utiles s'affichent au démarrage."
msgid "Flushing volumes: Auto-calculate everytime the color changed."
msgstr "Volumes de purge : Auto-calcul à chaque changement de couleur."
msgid "If enabled, auto-calculate everytime the color changed."
-msgstr ""
-"Si cette option est activée, le calcul se fera automatiquement à chaque "
-"changement de couleur."
+msgstr "Si cette option est activée, le calcul se fera automatiquement à chaque changement de couleur."
-msgid ""
-"Flushing volumes: Auto-calculate every time when the filament is changed."
+msgid "Flushing volumes: Auto-calculate every time when the filament is changed."
msgstr "Volumes de purge : Calcul automatique à chaque changement de filament."
msgid "If enabled, auto-calculate every time when filament is changed"
-msgstr ""
-"Si cette option est activée, le calcul s’effectue automatiquement à chaque "
-"changement de filament."
+msgstr "Si cette option est activée, le calcul s’effectue automatiquement à chaque changement de filament."
msgid "Remember printer configuration"
msgstr "Mémoriser la configuration de l’imprimante"
-msgid ""
-"If enabled, Orca will remember and switch filament/process configuration for "
-"each printer automatically."
-msgstr ""
-"Si cette option est activée, Orca se souviendra de la configuration du "
-"filament/processus pour chaque imprimante et la modifiera automatiquement."
+msgid "If enabled, Orca will remember and switch filament/process configuration for each printer automatically."
+msgstr "Si cette option est activée, Orca se souviendra de la configuration du filament/processus pour chaque imprimante et la modifiera automatiquement."
msgid "Multi-device Management(Take effect after restarting Orca)."
msgstr "Gestion multi-appareils (prend effet après le redémarrage d’Orca)."
-msgid ""
-"With this option enabled, you can send a task to multiple devices at the "
-"same time and manage multiple devices."
-msgstr ""
-"Si cette option est activée, vous pouvez envoyer une tâche à plusieurs "
-"appareils en même temps et gérer plusieurs appareils."
+msgid "With this option enabled, you can send a task to multiple devices at the same time and manage multiple devices."
+msgstr "Si cette option est activée, vous pouvez envoyer une tâche à plusieurs appareils en même temps et gérer plusieurs appareils."
+
+msgid "Auto arrange plate after cloning"
+msgstr "Arrangement automatique de la plaque après le clonage"
+
+msgid "Auto arrange plate after object cloning"
+msgstr "Arrangement automatique de la plaque après le clonage de l’objet"
msgid "Network"
msgstr "Réseau"
msgid "Auto sync user presets(Printer/Filament/Process)"
-msgstr ""
-"Synchronisation automatique des pré-réglages utilisateur (Imprimante/"
-"Filament/Traitement)"
+msgstr "Synchronisation automatique des pré-réglages utilisateur (Imprimante/Filament/Traitement)"
msgid "User Sync"
msgstr "Synchronisation utilisateur"
@@ -6866,25 +6184,19 @@ msgid "Associate .3mf files to OrcaSlicer"
msgstr "Associer les fichiers .3mf à Orca Slicer"
msgid "If enabled, sets OrcaSlicer as default application to open .3mf files"
-msgstr ""
-"Si activé, définit Orca Slicer comme application par défaut pour ouvrir les "
-"fichiers .3mf"
+msgstr "Si activé, définit Orca Slicer comme application par défaut pour ouvrir les fichiers .3mf"
msgid "Associate .stl files to OrcaSlicer"
msgstr "Associer les fichiers .stl à Orca Slicer"
msgid "If enabled, sets OrcaSlicer as default application to open .stl files"
-msgstr ""
-"Si activé, définit Orca Slicer comme application par défaut pour ouvrir les "
-"fichiers .stl"
+msgstr "Si activé, définit Orca Slicer comme application par défaut pour ouvrir les fichiers .stl"
msgid "Associate .step/.stp files to OrcaSlicer"
msgstr "Associer les fichiers .step/.stp à Orca Slicer"
msgid "If enabled, sets OrcaSlicer as default application to open .step files"
-msgstr ""
-"Si activé, définit Orca Slicer comme application par défaut pour ouvrir les "
-"fichiers .step/.stp"
+msgstr "Si activé, définit Orca Slicer comme application par défaut pour ouvrir les fichiers .step/.stp"
msgid "Associate web links to OrcaSlicer"
msgstr "Associer des liens web à OrcaSlicer"
@@ -6902,17 +6214,13 @@ msgid "Clear my choice on the unsaved projects."
msgstr "Efface mon choix sur les projets non enregistrés."
msgid "No warnings when loading 3MF with modified G-codes"
-msgstr ""
-"Pas d'avertissement lors du chargement de 3MF avec des G-codes modifiés"
+msgstr "Pas d'avertissement lors du chargement de 3MF avec des G-codes modifiés"
msgid "Auto-Backup"
msgstr "Sauvegarde automatique"
-msgid ""
-"Backup your project periodically for restoring from the occasional crash."
-msgstr ""
-"Sauvegardez votre projet périodiquement pour faciliter la restauration après "
-"un plantage occasionnel."
+msgid "Backup your project periodically for restoring from the occasional crash."
+msgstr "Sauvegardez votre projet périodiquement pour faciliter la restauration après un plantage occasionnel."
msgid "every"
msgstr "chaque"
@@ -7119,9 +6427,7 @@ msgid "Log Out"
msgstr "Déconnexion"
msgid "Slice all plate to obtain time and filament estimation"
-msgstr ""
-"Découpez toutes les couches pour obtenir une estimation du temps et du "
-"filament"
+msgstr "Découpez toutes les couches pour obtenir une estimation du temps et du filament"
msgid "Packing project data into 3mf file"
msgstr "Compression des données du projet dans un fichier 3mf"
@@ -7133,8 +6439,7 @@ msgid "Jump to model publish web page"
msgstr "Accéder à la page internet de publication des modèles"
msgid "Note: The preparation may takes several minutes. Please be patiant."
-msgstr ""
-"Remarque : La préparation peut prendre plusieurs minutes. Veuillez patienter."
+msgstr "Remarque : La préparation peut prendre plusieurs minutes. Veuillez patienter."
msgid "Publish"
msgstr "Publier"
@@ -7173,9 +6478,7 @@ msgstr "Le préréglage \"%1%\" existe déjà."
#, boost-format
msgid "Preset \"%1%\" already exists and is incompatible with current printer."
-msgstr ""
-"Le préréglage \"%1%\" existe déjà et est incompatible avec l'imprimante "
-"actuelle."
+msgstr "Le préréglage \"%1%\" existe déjà et est incompatible avec l'imprimante actuelle."
msgid "Please note that saving action will replace this preset"
msgstr "Veuillez noter que l'action d'enregistrement remplacera ce préréglage"
@@ -7196,9 +6499,7 @@ msgstr "L'imprimante \"%1%\" est sélectionnée avec le préréglage \"%2%\""
#, boost-format
msgid "Please choose an action with \"%1%\" preset after saving."
-msgstr ""
-"Veuillez choisir une action avec le préréglage \"%1%\" après "
-"l'enregistrement."
+msgstr "Veuillez choisir une action avec le préréglage \"%1%\" après l'enregistrement."
#, boost-format
msgid "For \"%1%\", change \"%2%\" to \"%3%\" "
@@ -7276,8 +6577,7 @@ msgid "Error code"
msgstr "Code erreur"
msgid "No login account, only printers in LAN mode are displayed"
-msgstr ""
-"Pas de connexion au cloud, seules les imprimantes en mode LAN sont affichées"
+msgstr "Pas de connexion au cloud, seules les imprimantes en mode LAN sont affichées"
msgid "Connecting to server"
msgstr "Connexion au serveur"
@@ -7289,115 +6589,61 @@ msgid "Synchronizing device information time out"
msgstr "Expiration du délai de synchronisation des informations sur l'appareil"
msgid "Cannot send the print job when the printer is updating firmware"
-msgstr ""
-"Impossible d'envoyer une tâche d'impression pendant la mise à jour du "
-"firmware de l'imprimante"
+msgstr "Impossible d'envoyer une tâche d'impression pendant la mise à jour du firmware de l'imprimante"
-msgid ""
-"The printer is executing instructions. Please restart printing after it ends"
-msgstr ""
-"L'imprimante exécute des instructions. Veuillez recommencer l'impression "
-"après la fin de l'exécution."
+msgid "The printer is executing instructions. Please restart printing after it ends"
+msgstr "L'imprimante exécute des instructions. Veuillez recommencer l'impression après la fin de l'exécution."
msgid "The printer is busy on other print job"
msgstr "L'imprimante est occupée par un autre travail d'impression."
#, c-format, boost-format
-msgid ""
-"Filament %s exceeds the number of AMS slots. Please update the printer "
-"firmware to support AMS slot assignment."
-msgstr ""
-"Le filament %s dépasse le nombre d'emplacements AMS. Veuillez mettre à jour "
-"le firmware de l'imprimante pour qu'il prenne en charge l'attribution des "
-"emplacements AMS."
+msgid "Filament %s exceeds the number of AMS slots. Please update the printer firmware to support AMS slot assignment."
+msgstr "Le filament %s dépasse le nombre d'emplacements AMS. Veuillez mettre à jour le firmware de l'imprimante pour qu'il prenne en charge l'attribution des emplacements AMS."
-msgid ""
-"Filament exceeds the number of AMS slots. Please update the printer firmware "
-"to support AMS slot assignment."
-msgstr ""
-"Le nombre de filaments dépasse le nombre d'emplacements AMS. Veuillez mettre "
-"à jour le firmware de l'imprimante pour qu'il prenne en charge l'attribution "
-"des emplacements AMS."
+msgid "Filament exceeds the number of AMS slots. Please update the printer firmware to support AMS slot assignment."
+msgstr "Le nombre de filaments dépasse le nombre d'emplacements AMS. Veuillez mettre à jour le firmware de l'imprimante pour qu'il prenne en charge l'attribution des emplacements AMS."
-msgid ""
-"Filaments to AMS slots mappings have been established. You can click a "
-"filament above to change its mapping AMS slot"
-msgstr ""
-"L'affectation des filaments aux emplacements de l'AMS a été réalisée. Vous "
-"pouvez cliquer sur un filament ci-dessus pour modifier sa correspondance "
-"avec l'emplacement AMS."
+msgid "Filaments to AMS slots mappings have been established. You can click a filament above to change its mapping AMS slot"
+msgstr "L'affectation des filaments aux emplacements de l'AMS a été réalisée. Vous pouvez cliquer sur un filament ci-dessus pour modifier sa correspondance avec l'emplacement AMS."
-msgid ""
-"Please click each filament above to specify its mapping AMS slot before "
-"sending the print job"
-msgstr ""
-"Veuillez cliquer sur chaque filament ci-dessus pour indiquer son emplacement "
-"AMS avant d'envoyer la tâche d'impression."
+msgid "Please click each filament above to specify its mapping AMS slot before sending the print job"
+msgstr "Veuillez cliquer sur chaque filament ci-dessus pour indiquer son emplacement AMS avant d'envoyer la tâche d'impression."
#, c-format, boost-format
-msgid ""
-"Filament %s does not match the filament in AMS slot %s. Please update the "
-"printer firmware to support AMS slot assignment."
-msgstr ""
-"Le filament %s ne correspond pas au filament de l'emplacement AMS %s. "
-"Veuillez mettre à jour le firmware de l'imprimante pour qu'il prenne en "
-"charge l'attribution des emplacements AMS."
+msgid "Filament %s does not match the filament in AMS slot %s. Please update the printer firmware to support AMS slot assignment."
+msgstr "Le filament %s ne correspond pas au filament de l'emplacement AMS %s. Veuillez mettre à jour le firmware de l'imprimante pour qu'il prenne en charge l'attribution des emplacements AMS."
-msgid ""
-"Filament does not match the filament in AMS slot. Please update the printer "
-"firmware to support AMS slot assignment."
-msgstr ""
-"Le filament ne correspond pas au filament du slot AMS. Veuillez mettre à "
-"jour le firmware de l'imprimante pour qu'il prenne en charge l'attribution "
-"des emplacements AMS."
+msgid "Filament does not match the filament in AMS slot. Please update the printer firmware to support AMS slot assignment."
+msgstr "Le filament ne correspond pas au filament du slot AMS. Veuillez mettre à jour le firmware de l'imprimante pour qu'il prenne en charge l'attribution des emplacements AMS."
-msgid ""
-"The printer firmware only supports sequential mapping of filament => AMS "
-"slot."
-msgstr ""
-"Le firmware de l’imprimante ne prend en charge que le mappage séquentiel du "
-"filament => emplacement AMS."
+msgid "The printer firmware only supports sequential mapping of filament => AMS slot."
+msgstr "Le firmware de l’imprimante ne prend en charge que le mappage séquentiel du filament => emplacement AMS."
msgid "An SD card needs to be inserted before printing."
msgstr "Une carte SD doit être insérée avant l'impression."
#, c-format, boost-format
-msgid ""
-"The selected printer (%s) is incompatible with the chosen printer profile in "
-"the slicer (%s)."
-msgstr ""
-"L’imprimante sélectionnée (%s) est incompatible avec le profil d’imprimante "
-"choisi dans le logiciel de découpe (%s)."
+msgid "The selected printer (%s) is incompatible with the chosen printer profile in the slicer (%s)."
+msgstr "L’imprimante sélectionnée (%s) est incompatible avec le profil d’imprimante choisi dans le logiciel de découpe (%s)."
msgid "An SD card needs to be inserted to record timelapse."
msgstr "Une carte SD doit être insérée pour enregistrer un timelapse."
-msgid ""
-"Cannot send the print job to a printer whose firmware is required to get "
-"updated."
-msgstr ""
-"Impossible d'envoyer la tâche d'impression à une imprimante dont le firmware "
-"doit être mis à jour."
+msgid "Cannot send the print job to a printer whose firmware is required to get updated."
+msgstr "Impossible d'envoyer la tâche d'impression à une imprimante dont le firmware doit être mis à jour."
msgid "Cannot send the print job for empty plate"
msgstr "Impossible d'envoyer une tâche d'impression d'un plateau vide."
msgid "This printer does not support printing all plates"
-msgstr ""
-"Cette imprimante ne prend pas en charge l'impression de toutes les plaques"
+msgstr "Cette imprimante ne prend pas en charge l'impression de toutes les plaques"
-msgid ""
-"When enable spiral vase mode, machines with I3 structure will not generate "
-"timelapse videos."
-msgstr ""
-"Lorsque vous activez le mode vase, les machines avec une structure I3 ne "
-"généreront pas de vidéos timelapse."
+msgid "When enable spiral vase mode, machines with I3 structure will not generate timelapse videos."
+msgstr "Lorsque vous activez le mode vase, les machines avec une structure I3 ne généreront pas de vidéos timelapse."
-msgid ""
-"Timelapse is not supported because Print sequence is set to \"By object\"."
-msgstr ""
-"La fonction Timelapse n'est pas prise en charge car la séquence d'impression "
-"est réglée sur \"Par objet\"."
+msgid "Timelapse is not supported because Print sequence is set to \"By object\"."
+msgstr "La fonction Timelapse n'est pas prise en charge car la séquence d'impression est réglée sur \"Par objet\"."
msgid "Errors"
msgstr "Erreurs"
@@ -7405,23 +6651,11 @@ msgstr "Erreurs"
msgid "Please check the following:"
msgstr "Veuillez vérifier les points suivants :"
-msgid ""
-"The printer type selected when generating G-Code is not consistent with the "
-"currently selected printer. It is recommended that you use the same printer "
-"type for slicing."
-msgstr ""
-"Le type d'imprimante sélectionné lors de la génération du G-Code n'est pas "
-"cohérent avec l'imprimante actuellement sélectionnée. Il est recommandé "
-"d'utiliser le même type d'imprimante pour la découpe."
+msgid "The printer type selected when generating G-Code is not consistent with the currently selected printer. It is recommended that you use the same printer type for slicing."
+msgstr "Le type d'imprimante sélectionné lors de la génération du G-Code n'est pas cohérent avec l'imprimante actuellement sélectionnée. Il est recommandé d'utiliser le même type d'imprimante pour la découpe."
-msgid ""
-"There are some unknown filaments in the AMS mappings. Please check whether "
-"they are the required filaments. If they are okay, press \"Confirm\" to "
-"start printing."
-msgstr ""
-"Il y a quelques filaments inconnus dans les association avec l'AMS. Veuillez "
-"vérifier s'il s'agit des filaments nécessaires. S'ils sont corrects, cliquez "
-"sur \"Confirmer\" pour lancer l'impression."
+msgid "There are some unknown filaments in the AMS mappings. Please check whether they are the required filaments. If they are okay, press \"Confirm\" to start printing."
+msgstr "Il y a quelques filaments inconnus dans les association avec l'AMS. Veuillez vérifier s'il s'agit des filaments nécessaires. S'ils sont corrects, cliquez sur \"Confirmer\" pour lancer l'impression."
#, c-format, boost-format
msgid "nozzle in preset: %s %s"
@@ -7431,45 +6665,24 @@ msgstr "buse dans le préréglage : %s %s"
msgid "nozzle memorized: %.2f %s"
msgstr "buse mémorisée : %.2f %s"
-msgid ""
-"Your nozzle diameter in sliced file is not consistent with memorized nozzle. "
-"If you changed your nozzle lately, please go to Device > Printer Parts to "
-"change settings."
-msgstr ""
-"Le diamètre de votre buse dans le fichier découpé ne correspond pas à la "
-"buse mémorisée. Si vous avez changé de buse récemment, veuillez aller dans "
-"Périphérique > Pièces de l’imprimante pour modifier les paramètres."
+msgid "Your nozzle diameter in sliced file is not consistent with memorized nozzle. If you changed your nozzle lately, please go to Device > Printer Parts to change settings."
+msgstr "Le diamètre de votre buse dans le fichier découpé ne correspond pas à la buse mémorisée. Si vous avez changé de buse récemment, veuillez aller dans Périphérique > Pièces de l’imprimante pour modifier les paramètres."
#, c-format, boost-format
-msgid ""
-"Printing high temperature material(%s material) with %s may cause nozzle "
-"damage"
-msgstr ""
-"L’impression d’un matériau à haute température (matériau %s) avec %s peut "
-"endommager la buse."
+msgid "Printing high temperature material(%s material) with %s may cause nozzle damage"
+msgstr "L’impression d’un matériau à haute température (matériau %s) avec %s peut endommager la buse."
msgid "Please fix the error above, otherwise printing cannot continue."
-msgstr ""
-"Veuillez corriger l’erreur ci-dessus, sinon l’impression ne pourra pas se "
-"poursuivre."
+msgstr "Veuillez corriger l’erreur ci-dessus, sinon l’impression ne pourra pas se poursuivre."
-msgid ""
-"Please click the confirm button if you still want to proceed with printing."
-msgstr ""
-"Cliquez sur le bouton de confirmation si vous souhaitez continuer à imprimer."
+msgid "Please click the confirm button if you still want to proceed with printing."
+msgstr "Cliquez sur le bouton de confirmation si vous souhaitez continuer à imprimer."
-msgid ""
-"Connecting to the printer. Unable to cancel during the connection process."
-msgstr ""
-"Connexion à l’imprimante. Impossible d’annuler pendant le processus de "
-"connexion."
+msgid "Connecting to the printer. Unable to cancel during the connection process."
+msgstr "Connexion à l’imprimante. Impossible d’annuler pendant le processus de connexion."
-msgid ""
-"Caution to use! Flow calibration on Textured PEI Plate may fail due to the "
-"scattered surface."
-msgstr ""
-"Attention à l’utilisation ! La calibration du débit sur le plateau PEI "
-"texturé double face peut échouer en raison de la surface texturée."
+msgid "Caution to use! Flow calibration on Textured PEI Plate may fail due to the scattered surface."
+msgstr "Attention à l’utilisation ! La calibration du débit sur le plateau PEI texturé double face peut échouer en raison de la surface texturée."
msgid "Automatic flow calibration using Micro Lidar"
msgstr "Calibration automatique du débit à l’aide du Micro-Lidar"
@@ -7484,19 +6697,13 @@ msgid "Send to Printer SD card"
msgstr "Envoyer sur la carte SD de l'imprimante"
msgid "Cannot send the print task when the upgrade is in progress"
-msgstr ""
-"Impossible d'envoyer la tâche d'impression lorsque la mise à niveau est en "
-"cours."
+msgstr "Impossible d'envoyer la tâche d'impression lorsque la mise à niveau est en cours."
msgid "The selected printer is incompatible with the chosen printer presets."
-msgstr ""
-"L’imprimante sélectionnée est incompatible avec les préréglages d’imprimante "
-"choisis."
+msgstr "L’imprimante sélectionnée est incompatible avec les préréglages d’imprimante choisis."
msgid "An SD card needs to be inserted before send to printer SD card."
-msgstr ""
-"Il est nécessaire d'insérer une carte MicroSD avant d'envoyer les données "
-"vers l'imprimante."
+msgstr "Il est nécessaire d'insérer une carte MicroSD avant d'envoyer les données vers l'imprimante."
msgid "The printer is required to be in the same LAN as Orca Slicer."
msgstr "L'imprimante doit être sur le même réseau local que OrcaSlicer."
@@ -7541,8 +6748,7 @@ msgid ""
"Please Find the Pin Code in Account page on printer screen,\n"
" and type in the Pin Code below."
msgstr ""
-"Veuillez trouver le code pin dans la page Compte sur l’écran de "
-"l’imprimante,\n"
+"Veuillez trouver le code pin dans la page Compte sur l’écran de l’imprimante,\n"
" et tapez le code pin ci-dessous."
msgid "Can't find Pin Code?"
@@ -7564,8 +6770,7 @@ msgid "Log in printer"
msgstr "Connectez-vous à l'imprimante"
msgid "Would you like to log in this printer with current account?"
-msgstr ""
-"Souhaitez-vous vous connecter à cette imprimante avec un compte courant ?"
+msgstr "Souhaitez-vous vous connecter à cette imprimante avec un compte courant ?"
msgid "Check the reason"
msgstr "Vérifier le motif"
@@ -7576,20 +6781,8 @@ msgstr "Lire et accepter"
msgid "Terms and Conditions"
msgstr "Termes et conditions"
-msgid ""
-"Thank you for purchasing a Bambu Lab device.Before using your Bambu Lab "
-"device, please read the termsand conditions.By clicking to agree to use your "
-"Bambu Lab device, you agree to abide by the Privacy Policyand Terms of "
-"Use(collectively, the \"Terms\"). If you do not comply with or agree to the "
-"Bambu Lab Privacy Policy, please do not use Bambu Lab equipment and services."
-msgstr ""
-"Nous vous remercions d'avoir acheté un produit Bambu Lab. Avant d'utiliser "
-"votre appareil Bambu Lab, veuillez lire les conditions générales. En "
-"cliquant pour confirmer que vous acceptez d'utiliser votre appareil Bambu "
-"Lab, vous vous engagez à respecter la politique de confidentialité et les "
-"conditions d'utilisation (collectivement, les \"conditions\"). Si vous ne "
-"respectez pas ou n'acceptez pas la politique de confidentialité de Bambu "
-"Lab, veuillez ne pas utiliser les produits et services de Bambu Lab."
+msgid "Thank you for purchasing a Bambu Lab device.Before using your Bambu Lab device, please read the termsand conditions.By clicking to agree to use your Bambu Lab device, you agree to abide by the Privacy Policyand Terms of Use(collectively, the \"Terms\"). If you do not comply with or agree to the Bambu Lab Privacy Policy, please do not use Bambu Lab equipment and services."
+msgstr "Nous vous remercions d'avoir acheté un produit Bambu Lab. Avant d'utiliser votre appareil Bambu Lab, veuillez lire les conditions générales. En cliquant pour confirmer que vous acceptez d'utiliser votre appareil Bambu Lab, vous vous engagez à respecter la politique de confidentialité et les conditions d'utilisation (collectivement, les \"conditions\"). Si vous ne respectez pas ou n'acceptez pas la politique de confidentialité de Bambu Lab, veuillez ne pas utiliser les produits et services de Bambu Lab."
msgid "and"
msgstr "et"
@@ -7598,46 +6791,17 @@ msgid "Privacy Policy"
msgstr "Politique de Confidentialité"
msgid "We ask for your help to improve everyone's printer"
-msgstr ""
-"Nous vous demandons de nous aider à améliorer l'imprimante de toute la "
-"communauté"
+msgstr "Nous vous demandons de nous aider à améliorer l'imprimante de toute la communauté"
msgid "Statement about User Experience Improvement Program"
-msgstr ""
-"Déclaration sur le programme d'amélioration de l'expérience utilisateur"
+msgstr "Déclaration sur le programme d'amélioration de l'expérience utilisateur"
#, c-format, boost-format
-msgid ""
-"In the 3D Printing community, we learn from each other's successes and "
-"failures to adjust our own slicing parameters and settings. %s follows the "
-"same principle and uses machine learning to improve its performance from the "
-"successes and failures of the vast number of prints by our users. We are "
-"training %s to be smarter by feeding them the real-world data. If you are "
-"willing, this service will access information from your error logs and usage "
-"logs, which may include information described in Privacy Policy. We will "
-"not collect any Personal Data by which an individual can be identified "
-"directly or indirectly, including without limitation names, addresses, "
-"payment information, or phone numbers. By enabling this service, you agree "
-"to these terms and the statement about Privacy Policy."
-msgstr ""
-"Au sein de la communauté de l'impression 3D, nous apprenons des succès et "
-"des échecs de chacun pour ajuster nos propres paramètres et réglages de "
-"découpage. %s suit le même principe et utilise l'apprentissage automatique "
-"pour améliorer ses performances en fonction des succès et des échecs du "
-"grand nombre d'impressions effectuées par nos utilisateurs. Nous entraînons "
-"%s à devenir plus intelligent en leur fournissant les données du monde réel. "
-"Si vous le souhaitez, ce service accèdera aux informations de vos journaux "
-"d'erreurs et de vos journaux d'utilisation, qui peuvent inclure des "
-"informations décrites dans la Politique de confidentialité. Nous ne "
-"collecterons aucune donnée personnelle permettant d'identifier une personne "
-"directement ou indirectement, y compris, mais sans s'y limiter, les noms, "
-"les adresses, les informations de paiement ou les numéros de téléphone. En "
-"activant ce service, vous acceptez ces conditions et la déclaration "
-"concernant la politique de confidentialité."
+msgid "In the 3D Printing community, we learn from each other's successes and failures to adjust our own slicing parameters and settings. %s follows the same principle and uses machine learning to improve its performance from the successes and failures of the vast number of prints by our users. We are training %s to be smarter by feeding them the real-world data. If you are willing, this service will access information from your error logs and usage logs, which may include information described in Privacy Policy. We will not collect any Personal Data by which an individual can be identified directly or indirectly, including without limitation names, addresses, payment information, or phone numbers. By enabling this service, you agree to these terms and the statement about Privacy Policy."
+msgstr "Au sein de la communauté de l'impression 3D, nous apprenons des succès et des échecs de chacun pour ajuster nos propres paramètres et réglages de découpage. %s suit le même principe et utilise l'apprentissage automatique pour améliorer ses performances en fonction des succès et des échecs du grand nombre d'impressions effectuées par nos utilisateurs. Nous entraînons %s à devenir plus intelligent en leur fournissant les données du monde réel. Si vous le souhaitez, ce service accèdera aux informations de vos journaux d'erreurs et de vos journaux d'utilisation, qui peuvent inclure des informations décrites dans la Politique de confidentialité. Nous ne collecterons aucune donnée personnelle permettant d'identifier une personne directement ou indirectement, y compris, mais sans s'y limiter, les noms, les adresses, les informations de paiement ou les numéros de téléphone. En activant ce service, vous acceptez ces conditions et la déclaration concernant la politique de confidentialité."
msgid "Statement on User Experience Improvement Plan"
-msgstr ""
-"Déclaration concernant le plan d'amélioration de l'expérience utilisateur"
+msgstr "Déclaration concernant le plan d'amélioration de l'expérience utilisateur"
msgid "Log in successful."
msgstr "Connexion réussie."
@@ -7652,9 +6816,7 @@ msgid "Please log in first."
msgstr "S'il vous plait Connectez-vous d'abord."
msgid "There was a problem connecting to the printer. Please try again."
-msgstr ""
-"Un problème est survenu lors de la connexion à l'imprimante. Veuillez "
-"réessayer."
+msgstr "Un problème est survenu lors de la connexion à l'imprimante. Veuillez réessayer."
msgid "Failed to log out."
msgstr "Échec de la déconnexion."
@@ -7671,37 +6833,23 @@ msgid "Search in preset"
msgstr "Rechercher dans le préréglage"
msgid "Click to reset all settings to the last saved preset."
-msgstr ""
-"Cliquez pour rétablir tous les paramètres au dernier préréglage enregistré."
+msgstr "Cliquez pour rétablir tous les paramètres au dernier préréglage enregistré."
-msgid ""
-"Prime tower is required for smooth timeplase. There may be flaws on the "
-"model without prime tower. Are you sure you want to disable prime tower?"
-msgstr ""
-"Une tour de purge est requise pour le mode Timeplase fluide. Il peut y avoir "
-"des défauts sur le modèle sans tour de purge. Êtes-vous sûr de vouloir la "
-"désactiver ?"
+msgid "Prime tower is required for smooth timeplase. There may be flaws on the model without prime tower. Are you sure you want to disable prime tower?"
+msgstr "Une tour de purge est requise pour le mode Timeplase fluide. Il peut y avoir des défauts sur le modèle sans tour de purge. Êtes-vous sûr de vouloir la désactiver ?"
-msgid ""
-"Prime tower is required for smooth timelapse. There may be flaws on the "
-"model without prime tower. Do you want to enable prime tower?"
-msgstr ""
-"Une tour de purge est requise pour un mode timelapse fluide. Il peut y avoir "
-"des défauts sur le modèle sans tour de purge. Voulez-vous activer la "
-"désactiver?"
+msgid "Prime tower is required for smooth timelapse. There may be flaws on the model without prime tower. Do you want to enable prime tower?"
+msgstr "Une tour de purge est requise pour un mode timelapse fluide. Il peut y avoir des défauts sur le modèle sans tour de purge. Voulez-vous activer la désactiver?"
msgid "Still print by object?"
msgstr "Vous imprimez toujours par objet ?"
msgid ""
-"We have added an experimental style \"Tree Slim\" that features smaller "
-"support volume but weaker strength.\n"
+"We have added an experimental style \"Tree Slim\" that features smaller support volume but weaker strength.\n"
"We recommend using it with: 0 interface layers, 0 top distance, 2 walls."
msgstr ""
-"Nous avons ajouté un style expérimental « Arborescent Fin » qui offre un "
-"volume de support plus petit mais également une solidité plus faible.\n"
-"Nous recommandons de l'utiliser avec : 0 couches d'interface, 0 distance "
-"supérieure, 2 parois."
+"Nous avons ajouté un style expérimental « Arborescent Fin » qui offre un volume de support plus petit mais également une solidité plus faible.\n"
+"Nous recommandons de l'utiliser avec : 0 couches d'interface, 0 distance supérieure, 2 parois."
msgid ""
"Change these settings automatically? \n"
@@ -7712,36 +6860,18 @@ msgstr ""
"Oui - Modifiez ces paramètres automatiquement\n"
"Non - Ne modifiez pas ces paramètres pour moi"
-msgid ""
-"For \"Tree Strong\" and \"Tree Hybrid\" styles, we recommend the following "
-"settings: at least 2 interface layers, at least 0.1mm top z distance or "
-"using support materials on interface."
-msgstr ""
-"Pour les styles \"Arborescent fort\" et \"Arborescent Hybride\", nous "
-"recommandons les réglages suivants : au moins 2 couches d'interface, au "
-"moins 0,1 mm de distance entre le haut et le z ou l'utilisation de matériaux "
-"de support sur l'interface."
+msgid "For \"Tree Strong\" and \"Tree Hybrid\" styles, we recommend the following settings: at least 2 interface layers, at least 0.1mm top z distance or using support materials on interface."
+msgstr "Pour les styles \"Arborescent fort\" et \"Arborescent Hybride\", nous recommandons les réglages suivants : au moins 2 couches d'interface, au moins 0,1 mm de distance entre le haut et le z ou l'utilisation de matériaux de support sur l'interface."
msgid ""
-"When using support material for the support interface, We recommend the "
-"following settings:\n"
-"0 top z distance, 0 interface spacing, concentric pattern and disable "
-"independent support layer height"
+"When using support material for the support interface, We recommend the following settings:\n"
+"0 top z distance, 0 interface spacing, concentric pattern and disable independent support layer height"
msgstr ""
-"Lorsque vous utilisez du matériel de support pour l'interface de support, "
-"nous vous recommandons d'utiliser les paramètres suivants :\n"
-"Distance Z supérieure nulle, espacement d'interface nul, motif concentrique "
-"et désactivation de la hauteur indépendante de la couche de support"
+"Lorsque vous utilisez du matériel de support pour l'interface de support, nous vous recommandons d'utiliser les paramètres suivants :\n"
+"Distance Z supérieure nulle, espacement d'interface nul, motif concentrique et désactivation de la hauteur indépendante de la couche de support"
-msgid ""
-"Enabling this option will modify the model's shape. If your print requires "
-"precise dimensions or is part of an assembly, it's important to double-check "
-"whether this change in geometry impacts the functionality of your print."
-msgstr ""
-"L’activation de cette option modifie la forme du modèle. Si votre impression "
-"nécessite des dimensions précises ou fait partie d’un assemblage, il est "
-"important de vérifier si ce changement de géométrie a un impact sur la "
-"fonctionnalité de votre impression."
+msgid "Enabling this option will modify the model's shape. If your print requires precise dimensions or is part of an assembly, it's important to double-check whether this change in geometry impacts the functionality of your print."
+msgstr "L’activation de cette option modifie la forme du modèle. Si votre impression nécessite des dimensions précises ou fait partie d’un assemblage, il est important de vérifier si ce changement de géométrie a un impact sur la fonctionnalité de votre impression."
msgid "Are you sure you want to enable this option?"
msgstr "Êtes-vous sûr de vouloir activer cette option ?"
@@ -7754,13 +6884,8 @@ msgstr ""
"Elle sera définie à min_layer_height\n"
"\n"
-msgid ""
-"Layer height exceeds the limit in Printer Settings -> Extruder -> Layer "
-"height limits ,this may cause printing quality issues."
-msgstr ""
-"La hauteur de la couche dépasse la limite fixée dans Paramètres de "
-"l’imprimante -> Extrudeur -> Limites de la hauteur de la couche, ce qui peut "
-"entraîner des problèmes de qualité d’impression."
+msgid "Layer height exceeds the limit in Printer Settings -> Extruder -> Layer height limits ,this may cause printing quality issues."
+msgstr "La hauteur de la couche dépasse la limite fixée dans Paramètres de l’imprimante -> Extrudeur -> Limites de la hauteur de la couche, ce qui peut entraîner des problèmes de qualité d’impression."
msgid "Adjust to the set range automatically? \n"
msgstr "S’ajuster automatiquement à la plage définie ? \n"
@@ -7771,41 +6896,18 @@ msgstr "Ajuster"
msgid "Ignore"
msgstr "Ignorer"
-msgid ""
-"Experimental feature: Retracting and cutting off the filament at a greater "
-"distance during filament changes to minimize flush.Although it can notably "
-"reduce flush, it may also elevate the risk of nozzle clogs or other "
-"printing complications."
-msgstr ""
-"Fonction expérimentale : Rétracter et couper le filament à une plus grande "
-"distance lors des changements de filament afin de minimiser le rinçage. Bien "
-"que cela puisse réduire considérablement le rinçage, cela peut également "
-"augmenter le risque de bouchage des buses ou d’autres complications "
-"d’impression."
+msgid "Experimental feature: Retracting and cutting off the filament at a greater distance during filament changes to minimize flush.Although it can notably reduce flush, it may also elevate the risk of nozzle clogs or other printing complications."
+msgstr "Fonction expérimentale : Rétracter et couper le filament à une plus grande distance lors des changements de filament afin de minimiser le rinçage. Bien que cela puisse réduire considérablement le rinçage, cela peut également augmenter le risque de bouchage des buses ou d’autres complications d’impression."
+
+msgid "Experimental feature: Retracting and cutting off the filament at a greater distance during filament changes to minimize flush.Although it can notably reduce flush, it may also elevate the risk of nozzle clogs or other printing complications.Please use with the latest printer firmware."
+msgstr "Fonction expérimentale : Rétracter et couper le filament à une plus grande distance lors des changements de filament afin de minimiser l’affleurement.Bien que cela puisse réduire sensiblement l’affleurement, cela peut également augmenter le risque d’obstruction des buses ou d’autres complications d’impression.Veuillez utiliser le dernier micrologiciel de l’imprimante."
msgid ""
-"Experimental feature: Retracting and cutting off the filament at a greater "
-"distance during filament changes to minimize flush.Although it can notably "
-"reduce flush, it may also elevate the risk of nozzle clogs or other printing "
-"complications.Please use with the latest printer firmware."
+"When recording timelapse without toolhead, it is recommended to add a \"Timelapse Wipe Tower\" \n"
+"by right-click the empty position of build plate and choose \"Add Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
-"Fonction expérimentale : Rétracter et couper le filament à une plus grande "
-"distance lors des changements de filament afin de minimiser l’affleurement."
-"Bien que cela puisse réduire sensiblement l’affleurement, cela peut "
-"également augmenter le risque d’obstruction des buses ou d’autres "
-"complications d’impression.Veuillez utiliser le dernier micrologiciel de "
-"l’imprimante."
-
-msgid ""
-"When recording timelapse without toolhead, it is recommended to add a "
-"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
-msgstr ""
-"Lorsque vous enregistrez un timelapse sans tête d’outil, il est recommandé "
-"d’ajouter une \"Tour d’essuyage timelapse\".\n"
-"en faisant un clic droit sur un emplacement vide sur le plateau et en "
-"choisissant \"Ajouter Primitive\"-> \"Tour d’essuyage timelapse\"."
+"Lorsque vous enregistrez un timelapse sans tête d’outil, il est recommandé d’ajouter une \"Tour d’essuyage timelapse\".\n"
+"en faisant un clic droit sur un emplacement vide sur le plateau et en choisissant \"Ajouter Primitive\"-> \"Tour d’essuyage timelapse\"."
msgid "Line width"
msgstr "Largeur de ligne"
@@ -7843,15 +6945,8 @@ msgstr "Autres couches"
msgid "Overhang speed"
msgstr "Vitesse de surplomb"
-msgid ""
-"This is the speed for various overhang degrees. Overhang degrees are "
-"expressed as a percentage of line width. 0 speed means no slowing down for "
-"the overhang degree range and wall speed is used"
-msgstr ""
-"Il s'agit de la vitesse pour différents degrés de surplomb. Les degrés de "
-"surplomb sont exprimés en pourcentage de la largeur de la ligne. 0 vitesse "
-"signifie qu'il n'y a pas de ralentissement pour la plage de degrés du "
-"surplomb et que la vitesse par défaut des périmètres est utilisée"
+msgid "This is the speed for various overhang degrees. Overhang degrees are expressed as a percentage of line width. 0 speed means no slowing down for the overhang degree range and wall speed is used"
+msgstr "Il s'agit de la vitesse pour différents degrés de surplomb. Les degrés de surplomb sont exprimés en pourcentage de la largeur de la ligne. 0 vitesse signifie qu'il n'y a pas de ralentissement pour la plage de degrés du surplomb et que la vitesse par défaut des périmètres est utilisée"
msgid "Bridge"
msgstr "Pont"
@@ -7877,12 +6972,21 @@ msgstr "Filament de support"
msgid "Tree supports"
msgstr "Supports arborescents"
-msgid "Skirt"
-msgstr "Jupe"
+msgid "Multimaterial"
+msgstr "Multi-matériaux"
msgid "Prime tower"
msgstr "Tour de purge"
+msgid "Filament for Features"
+msgstr "Filament pour les caractéristiques"
+
+msgid "Ooze prevention"
+msgstr "Prévention des suintements"
+
+msgid "Skirt"
+msgstr "Jupe"
+
msgid "Special mode"
msgstr "Mode spécial"
@@ -7901,20 +7005,12 @@ msgstr "Fréquent"
#, c-format, boost-format
msgid ""
"Following line %s contains reserved keywords.\n"
-"Please remove it, or will beat G-code visualization and printing time "
-"estimation."
+"Please remove it, or will beat G-code visualization and printing time estimation."
msgid_plural ""
"Following lines %s contain reserved keywords.\n"
-"Please remove them, or will beat G-code visualization and printing time "
-"estimation."
-msgstr[0] ""
-"La ligne suivante %s contient des mots clés réservés. Veuillez le supprimer, "
-"ou il battra la visualisation du G-code et l'estimation du temps "
-"d'impression."
-msgstr[1] ""
-"La ligne suivante %s contient des mots clés réservés. Veuillez le supprimer, "
-"ou il battra la visualisation du G-code et l'estimation du temps "
-"d'impression."
+"Please remove them, or will beat G-code visualization and printing time estimation."
+msgstr[0] "La ligne suivante %s contient des mots clés réservés. Veuillez le supprimer, ou il battra la visualisation du G-code et l'estimation du temps d'impression."
+msgstr[1] "La ligne suivante %s contient des mots clés réservés. Veuillez le supprimer, ou il battra la visualisation du G-code et l'estimation du temps d'impression."
msgid "Reserved keywords found"
msgstr "Mots clés réservés trouvés"
@@ -7932,9 +7028,10 @@ msgid "Recommended nozzle temperature"
msgstr "Température de buse recommandée"
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
-msgstr ""
-"Plage de température de buse recommandée pour ce filament. 0 signifie pas "
-"d'ensemble"
+msgstr "Plage de température de buse recommandée pour ce filament. 0 signifie pas d'ensemble"
+
+msgid "Flow ratio and Pressure Advance"
+msgstr "Rapport de débit et avance de pression"
msgid "Print chamber temperature"
msgstr "Température du caisson d’impression"
@@ -7951,47 +7048,26 @@ msgstr "Température de la buse lors de l'impression"
msgid "Cool plate"
msgstr "Plaque Cool plate"
-msgid ""
-"Bed temperature when cool plate is installed. Value 0 means the filament "
-"does not support to print on the Cool Plate"
-msgstr ""
-"Il s'agit de la température du plateau lorsque le plateau froid (\"Cool plate"
-"\") est installé. Une valeur à 0 signifie que ce filament ne peut pas être "
-"imprimé sur le plateau froid."
+msgid "Bed temperature when cool plate is installed. Value 0 means the filament does not support to print on the Cool Plate"
+msgstr "Il s'agit de la température du plateau lorsque le plateau froid (\"Cool plate\") est installé. Une valeur à 0 signifie que ce filament ne peut pas être imprimé sur le plateau froid."
msgid "Engineering plate"
msgstr "Plaque Engineering"
-msgid ""
-"Bed temperature when engineering plate is installed. Value 0 means the "
-"filament does not support to print on the Engineering Plate"
-msgstr ""
-"Il s'agit de la température du plateau lorsque le plaque Engineering est "
-"installée. Une valeur à 0 signifie que ce filament ne peut pas être imprimé "
-"sur le plateau Engineering."
+msgid "Bed temperature when engineering plate is installed. Value 0 means the filament does not support to print on the Engineering Plate"
+msgstr "Il s'agit de la température du plateau lorsque le plaque Engineering est installée. Une valeur à 0 signifie que ce filament ne peut pas être imprimé sur le plateau Engineering."
msgid "Smooth PEI Plate / High Temp Plate"
msgstr "Plateau PEI lisse / Plateau haute température"
-msgid ""
-"Bed temperature when Smooth PEI Plate/High temperature plate is installed. "
-"Value 0 means the filament does not support to print on the Smooth PEI Plate/"
-"High Temp Plate"
-msgstr ""
-"Température du plateau lorsque le Plateau PEI lisse / haute température est "
-"installé. Une valeur à 0 signifie que le filament ne prend pas en charge "
-"l'impression sur le plateau PEI lisse/haute température"
+msgid "Bed temperature when Smooth PEI Plate/High temperature plate is installed. Value 0 means the filament does not support to print on the Smooth PEI Plate/High Temp Plate"
+msgstr "Température du plateau lorsque le Plateau PEI lisse / haute température est installé. Une valeur à 0 signifie que le filament ne prend pas en charge l'impression sur le plateau PEI lisse/haute température"
msgid "Textured PEI Plate"
msgstr "Plaque PEI texturée"
-msgid ""
-"Bed temperature when Textured PEI Plate is installed. Value 0 means the "
-"filament does not support to print on the Textured PEI Plate"
-msgstr ""
-"Température du plateau lorsque la plaque PEI texturée est installée. La "
-"valeur 0 signifie que le filament n'est pas supporté par la plaque PEI "
-"texturée"
+msgid "Bed temperature when Textured PEI Plate is installed. Value 0 means the filament does not support to print on the Textured PEI Plate"
+msgstr "Température du plateau lorsque la plaque PEI texturée est installée. La valeur 0 signifie que le filament n'est pas supporté par la plaque PEI texturée"
msgid "Volumetric speed limitation"
msgstr "Limitation de vitesse volumétrique"
@@ -8008,28 +7084,14 @@ msgstr "Ventilateur de refroidissement des pièces"
msgid "Min fan speed threshold"
msgstr "Seuil de vitesse mini du ventilateur"
-msgid ""
-"Part cooling fan speed will start to run at min speed when the estimated "
-"layer time is no longer than the layer time in setting. When layer time is "
-"shorter than threshold, fan speed is interpolated between the minimum and "
-"maximum fan speed according to layer printing time"
-msgstr ""
-"La vitesse du ventilateur de refroidissement des pièces commencera à "
-"fonctionner à la vitesse minimale lorsque le temps de couche estimé n'est "
-"pas supérieur au temps de couche dans le réglage. Lorsque le temps de couche "
-"est inférieur au seuil, la vitesse du ventilateur est interpolée entre la "
-"vitesse minimale et maximale du ventilateur en fonction du temps "
-"d'impression de la couche"
+msgid "Part cooling fan speed will start to run at min speed when the estimated layer time is no longer than the layer time in setting. When layer time is shorter than threshold, fan speed is interpolated between the minimum and maximum fan speed according to layer printing time"
+msgstr "La vitesse du ventilateur de refroidissement des pièces commencera à fonctionner à la vitesse minimale lorsque le temps de couche estimé n'est pas supérieur au temps de couche dans le réglage. Lorsque le temps de couche est inférieur au seuil, la vitesse du ventilateur est interpolée entre la vitesse minimale et maximale du ventilateur en fonction du temps d'impression de la couche"
msgid "Max fan speed threshold"
msgstr "Seuil de vitesse maximale du ventilateur"
-msgid ""
-"Part cooling fan speed will be max when the estimated layer time is shorter "
-"than the setting value"
-msgstr ""
-"La vitesse du ventilateur de refroidissement des pièces sera maximale "
-"lorsque le temps de couche estimé est plus court que la valeur de réglage"
+msgid "Part cooling fan speed will be max when the estimated layer time is shorter than the setting value"
+msgstr "La vitesse du ventilateur de refroidissement des pièces sera maximale lorsque le temps de couche estimé est plus court que la valeur de réglage"
msgid "Auxiliary part cooling fan"
msgstr "Ventilateur de refroidissement auxiliaire"
@@ -8049,23 +7111,17 @@ msgstr "G-code de démarrage du filament"
msgid "Filament end G-code"
msgstr "G-code de fin de filament"
-msgid "Multimaterial"
-msgstr "Multi-matériaux"
-
msgid "Wipe tower parameters"
msgstr "Paramètres de la tour d’essuyage"
msgid "Toolchange parameters with single extruder MM printers"
-msgstr ""
-"Paramètres de changement d'outil avec les imprimantes MM à extrudeur unique"
+msgstr "Paramètres de changement d'outil avec les imprimantes MM à extrudeur unique"
msgid "Ramming settings"
msgstr "Paramètres de pilonnage"
msgid "Toolchange parameters with multi extruder MM printers"
-msgstr ""
-"Paramètres de changement d'outil pour les imprimantes MM à extrudeurs "
-"multiples"
+msgstr "Paramètres de changement d'outil pour les imprimantes MM à extrudeurs multiples"
msgid "Printable space"
msgstr "Espace imprimable"
@@ -8144,12 +7200,30 @@ msgstr "Limitation des secousses"
msgid "Single extruder multimaterial setup"
msgstr "Configuration multi-matériaux pour extrudeur unique"
+msgid "Number of extruders of the printer."
+msgstr "Nombre d’extrudeurs de l’imprimante."
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder nozzle diameter value?"
+msgstr ""
+"Extrudeur unique multi-matériaux est sélectionné, \n"
+"et tous les extrudeurs doivent avoir le même diamètre.\n"
+"Souhaitez-vous modifier le diamètre de tous les extrudeurs pour qu’il corresponde à la première valeur du diamètre de la buse de l’extrudeur ?"
+
+msgid "Nozzle diameter"
+msgstr "Diamètre de la buse"
+
msgid "Wipe tower"
msgstr "Tour d’essuyage"
msgid "Single extruder multimaterial parameters"
msgstr "Paramètres multi-matériaux pour extrudeur unique"
+msgid "This is a single extruder multimaterial printer, diameters of all extruders will be set to the new value. Do you want to proceed?"
+msgstr "Il s’agit d’une imprimante mono extrudeur multimatériaux, les diamètres de tous les extrudeurs seront réglés sur la nouvelle valeur. Voulez-vous continuer ?"
+
msgid "Layer height limits"
msgstr "Limites de hauteur de couche"
@@ -8164,8 +7238,7 @@ msgid ""
"\n"
"Shall I disable it in order to enable Firmware Retraction?"
msgstr ""
-"L’option Essuyage n’est pas disponible lors de l’utilisation du mode "
-"Rétraction Firmware.\n"
+"L’option Essuyage n’est pas disponible lors de l’utilisation du mode Rétraction Firmware.\n"
"\n"
"Voulez-vous désactiver cette option pour activer la Rétraction Firmware ?"
@@ -8176,17 +7249,11 @@ msgid "Detached"
msgstr "Détaché"
#, c-format, boost-format
-msgid ""
-"%d Filament Preset and %d Process Preset is attached to this printer. Those "
-"presets would be deleted if the printer is deleted."
-msgstr ""
-"Le préréglage de filament %d et le préréglage de processus %d sont associés "
-"à cette imprimante. Ces préréglages seront supprimés si l’imprimante est "
-"supprimée."
+msgid "%d Filament Preset and %d Process Preset is attached to this printer. Those presets would be deleted if the printer is deleted."
+msgstr "Le préréglage de filament %d et le préréglage de processus %d sont associés à cette imprimante. Ces préréglages seront supprimés si l’imprimante est supprimée."
msgid "Presets inherited by other presets can not be deleted!"
-msgstr ""
-"Les préréglages hérités d’autres préréglages ne peuvent pas être supprimés !"
+msgstr "Les préréglages hérités d’autres préréglages ne peuvent pas être supprimés !"
msgid "The following presets inherit this preset."
msgid_plural "The following preset inherits this preset."
@@ -8205,13 +7272,10 @@ msgstr[1] "Les préréglages suivants seront également supprimés."
msgid ""
"Are you sure to delete the selected preset? \n"
-"If the preset corresponds to a filament currently in use on your printer, "
-"please reset the filament information for that slot."
+"If the preset corresponds to a filament currently in use on your printer, please reset the filament information for that slot."
msgstr ""
"Êtes-vous sûr de vouloir supprimer le préréglage sélectionné ? \n"
-"Si le préréglage correspond à un filament actuellement utilisé sur votre "
-"imprimante, veuillez réinitialiser les informations sur le filament pour cet "
-"emplacement."
+"Si le préréglage correspond à un filament actuellement utilisé sur votre imprimante, veuillez réinitialiser les informations sur le filament pour cet emplacement."
#, boost-format
msgid "Are you sure to %1% the selected preset?"
@@ -8224,14 +7288,10 @@ msgid "Set"
msgstr "Appliquer"
msgid "Click to reset current value and attach to the global value."
-msgstr ""
-"Cliquez pour réinitialiser la valeur actuelle et l'attacher à la valeur "
-"globale."
+msgstr "Cliquez pour réinitialiser la valeur actuelle et l'attacher à la valeur globale."
msgid "Click to drop current modify and reset to saved value."
-msgstr ""
-"Cliquez pour supprimer la modification actuelle et réinitialiser la valeur "
-"enregistrée."
+msgstr "Cliquez pour supprimer la modification actuelle et réinitialiser la valeur enregistrée."
msgid "Process Settings"
msgstr "Paramètres de traitement"
@@ -8261,8 +7321,7 @@ msgid "Discard"
msgstr "Ignorer"
msgid "Click the right mouse button to display the full text."
-msgstr ""
-"Cliquez sur le bouton droit de la souris pour afficher le texte complet."
+msgstr "Cliquez sur le bouton droit de la souris pour afficher le texte complet."
msgid "All changes will not be saved"
msgstr "Toutes les modifications ne seront pas enregistrées"
@@ -8277,9 +7336,7 @@ msgid "Keep the selected options."
msgstr "Conserver les options sélectionnées."
msgid "Transfer the selected options to the newly selected preset."
-msgstr ""
-"Transférez les options sélectionnées vers le préréglage nouvellement "
-"sélectionné."
+msgstr "Transférez les options sélectionnées vers le préréglage nouvellement sélectionné."
#, boost-format
msgid ""
@@ -8291,30 +7348,19 @@ msgstr "Enregistrez les options sélectionnées dans le préréglage \"%1%\"."
msgid ""
"Transfer the selected options to the newly selected preset \n"
"\"%1%\"."
-msgstr ""
-"Transférez les options sélectionnées vers le préréglage nouvellement "
-"sélectionné \"%1%\"."
+msgstr "Transférez les options sélectionnées vers le préréglage nouvellement sélectionné \"%1%\"."
#, boost-format
msgid "Preset \"%1%\" contains the following unsaved changes:"
-msgstr ""
-"Le préréglage \"%1%\" contient les modifications non enregistrées suivantes :"
+msgstr "Le préréglage \"%1%\" contient les modifications non enregistrées suivantes :"
#, boost-format
-msgid ""
-"Preset \"%1%\" is not compatible with the new printer profile and it "
-"contains the following unsaved changes:"
-msgstr ""
-"Le préréglage \"%1%\" n'est pas compatible avec le nouveau profil "
-"d'imprimante et contient les modifications non enregistrées suivantes :"
+msgid "Preset \"%1%\" is not compatible with the new printer profile and it contains the following unsaved changes:"
+msgstr "Le préréglage \"%1%\" n'est pas compatible avec le nouveau profil d'imprimante et contient les modifications non enregistrées suivantes :"
#, boost-format
-msgid ""
-"Preset \"%1%\" is not compatible with the new process profile and it "
-"contains the following unsaved changes:"
-msgstr ""
-"Le préréglage \"%1%\" n'est pas compatible avec le nouveau profil de "
-"traitement et contient les modifications non enregistrées suivantes :"
+msgid "Preset \"%1%\" is not compatible with the new process profile and it contains the following unsaved changes:"
+msgstr "Le préréglage \"%1%\" n'est pas compatible avec le nouveau profil de traitement et contient les modifications non enregistrées suivantes :"
#, boost-format
msgid "You have changed some settings of preset \"%1%\". "
@@ -8325,30 +7371,24 @@ msgid ""
"You can save or discard the preset values you have modified."
msgstr ""
"\n"
-"Vous pouvez enregistrer ou rejeter les valeurs prédéfinies que vous avez "
-"modifiées."
+"Vous pouvez enregistrer ou rejeter les valeurs prédéfinies que vous avez modifiées."
msgid ""
"\n"
-"You can save or discard the preset values you have modified, or choose to "
-"transfer the values you have modified to the new preset."
+"You can save or discard the preset values you have modified, or choose to transfer the values you have modified to the new preset."
msgstr ""
"\n"
-"Vous pouvez sauvegarder ou ignorer les valeurs de préréglage que vous avez "
-"modifiées, ou choisir de transférer les valeurs que vous avez modifiées dans "
-"le nouveau préréglage."
+"Vous pouvez sauvegarder ou ignorer les valeurs de préréglage que vous avez modifiées, ou choisir de transférer les valeurs que vous avez modifiées dans le nouveau préréglage."
msgid "You have previously modified your settings."
msgstr "Vous avez déjà modifié vos réglages."
msgid ""
"\n"
-"You can discard the preset values you have modified, or choose to transfer "
-"the modified values to the new project"
+"You can discard the preset values you have modified, or choose to transfer the modified values to the new project"
msgstr ""
"\n"
-"Vous pouvez ignorer les valeurs prédéfinies que vous avez modifiées ou "
-"choisir de transférer les valeurs modifiées dans le nouveau projet."
+"Vous pouvez ignorer les valeurs prédéfinies que vous avez modifiées ou choisir de transférer les valeurs modifiées dans le nouveau projet."
msgid "Extruders count"
msgstr "Nombre d'extrudeurs"
@@ -8365,31 +7405,21 @@ msgstr "Afficher tous les préréglages (y compris incompatibles)"
msgid "Select presets to compare"
msgstr "Sélectionnez les préréglages à comparer"
-msgid ""
-"You can only transfer to current active profile because it has been modified."
-msgstr ""
-"Le transfert vers le profil actif actuel n’est possible que s’il a été "
-"modifié."
+msgid "You can only transfer to current active profile because it has been modified."
+msgstr "Le transfert vers le profil actif actuel n’est possible que s’il a été modifié."
msgid ""
"Transfer the selected options from left preset to the right.\n"
-"Note: New modified presets will be selected in settings tabs after close "
-"this dialog."
+"Note: New modified presets will be selected in settings tabs after close this dialog."
msgstr ""
-"Transférer les options sélectionnées du préréglage de gauche vers celui de "
-"droite.\n"
-"Remarque : Les nouveaux préréglages modifiés seront sélectionnés dans les "
-"onglets de réglage après la fermeture de cette boîte de dialogue."
+"Transférer les options sélectionnées du préréglage de gauche vers celui de droite.\n"
+"Remarque : Les nouveaux préréglages modifiés seront sélectionnés dans les onglets de réglage après la fermeture de cette boîte de dialogue."
msgid "Transfer values from left to right"
msgstr "Transférer les valeurs de gauche à droite"
-msgid ""
-"If enabled, this dialog can be used for transfer selected values from left "
-"to right preset."
-msgstr ""
-"Si elle est activée, cette boîte de dialogue peut être utilisée pour "
-"convertir les valeurs sélectionnées de gauche à droite."
+msgid "If enabled, this dialog can be used for transfer selected values from left to right preset."
+msgstr "Si elle est activée, cette boîte de dialogue peut être utilisée pour convertir les valeurs sélectionnées de gauche à droite."
msgid "Add File"
msgstr "Ajouter un Fichier"
@@ -8433,8 +7463,7 @@ msgid "Configuration update"
msgstr "Mise à jour de la configuration"
msgid "A new configuration package available, Do you want to install it?"
-msgstr ""
-"Un nouveau package de configuration disponible, Voulez-vous l'installer ?"
+msgstr "Un nouveau package de configuration disponible, Voulez-vous l'installer ?"
msgid "Description:"
msgstr "La description:"
@@ -8443,24 +7472,20 @@ msgid "Configuration incompatible"
msgstr "Configuration incompatible"
msgid "the configuration package is incompatible with current application."
-msgstr ""
-"le package de configuration est incompatible avec l'application actuelle."
+msgstr "le package de configuration est incompatible avec l'application actuelle."
#, c-format, boost-format
msgid ""
"The configuration package is incompatible with current application.\n"
"%s will update the configuration package, Otherwise it won't be able to start"
-msgstr ""
-"Le package de configuration est incompatible avec l'application actuelle. %s "
-"mettra à jour le package de configuration, sinon il ne pourra pas démarrer"
+msgstr "Le package de configuration est incompatible avec l'application actuelle. %s mettra à jour le package de configuration, sinon il ne pourra pas démarrer"
#, c-format, boost-format
msgid "Exit %s"
msgstr "Sortir de %s"
msgid "the Configuration package is incompatible with current APP."
-msgstr ""
-"le package de configuration est incompatible avec l'application actuelle."
+msgstr "le package de configuration est incompatible avec l'application actuelle."
msgid "Configuration updates"
msgstr "Mises à jour de la configuration"
@@ -8529,27 +7554,13 @@ msgid "Ramming customization"
msgstr "Personnalisation du pilonnage"
msgid ""
-"Ramming denotes the rapid extrusion just before a tool change in a single-"
-"extruder MM printer. Its purpose is to properly shape the end of the "
-"unloaded filament so it does not prevent insertion of the new filament and "
-"can itself be reinserted later. This phase is important and different "
-"materials can require different extrusion speeds to get the good shape. For "
-"this reason, the extrusion rates during ramming are adjustable.\n"
+"Ramming denotes the rapid extrusion just before a tool change in a single-extruder MM printer. Its purpose is to properly shape the end of the unloaded filament so it does not prevent insertion of the new filament and can itself be reinserted later. This phase is important and different materials can require different extrusion speeds to get the good shape. For this reason, the extrusion rates during ramming are adjustable.\n"
"\n"
-"This is an expert-level setting, incorrect adjustment will likely lead to "
-"jams, extruder wheel grinding into filament etc."
+"This is an expert-level setting, incorrect adjustment will likely lead to jams, extruder wheel grinding into filament etc."
msgstr ""
-"Le pilonnage désigne l’extrusion rapide juste avant un changement d’outil "
-"sur une imprimante MM à extrudeur unique. Son but est de façonner "
-"correctement l’extrémité du filament déchargé afin qu’il n’empêche pas "
-"l’insertion du nouveau filament et puisse lui-même être réinséré plus tard. "
-"Cette phase est importante et différents matériaux peuvent nécessiter "
-"différentes vitesses d’extrusion pour obtenir la bonne forme. Pour cette "
-"raison, les taux d’extrusion lors du pilonnage sont réglables.\n"
+"Le pilonnage désigne l’extrusion rapide juste avant un changement d’outil sur une imprimante MM à extrudeur unique. Son but est de façonner correctement l’extrémité du filament déchargé afin qu’il n’empêche pas l’insertion du nouveau filament et puisse lui-même être réinséré plus tard. Cette phase est importante et différents matériaux peuvent nécessiter différentes vitesses d’extrusion pour obtenir la bonne forme. Pour cette raison, les taux d’extrusion lors du pilonnage sont réglables.\n"
"\n"
-"Il s’agit d’un réglage de niveau expert, un réglage incorrect entraînera "
-"probablement des bourrages, des roues de l’extrudeur broyant le filament, "
-"etc."
+"Il s’agit d’un réglage de niveau expert, un réglage incorrect entraînera probablement des bourrages, des roues de l’extrudeur broyant le filament, etc."
msgid "Total ramming time"
msgstr "Durée totale de pilonnage"
@@ -8575,13 +7586,8 @@ msgstr "Re-calculer"
msgid "Flushing volumes for filament change"
msgstr "Volumes de purge pour le changement de filament"
-msgid ""
-"Orca would re-calculate your flushing volumes everytime the filaments color "
-"changed. You could disable the auto-calculate in Orca Slicer > Preferences"
-msgstr ""
-"Orca recalcule les volumes de purge à chaque fois que la couleur des "
-"filaments change. Vous pouvez désactiver le calcul automatique dans Orca "
-"Slicer > Préférences"
+msgid "Orca would re-calculate your flushing volumes everytime the filaments color changed. You could disable the auto-calculate in Orca Slicer > Preferences"
+msgstr "Orca recalcule les volumes de purge à chaque fois que la couleur des filaments change. Vous pouvez désactiver le calcul automatique dans Orca Slicer > Préférences"
msgid "Flushing volume (mm³) for each filament pair."
msgstr "Volume de purge (mm³) pour chaque paire de filaments."
@@ -8612,44 +7618,20 @@ msgstr "De"
msgid "To"
msgstr "À"
-msgid ""
-"Windows Media Player is required for this task! Do you want to enable "
-"'Windows Media Player' for your operation system?"
-msgstr ""
-"Windows Media Player est nécessaire pour cette tâche ! Voulez-vous activer "
-"‘Windows Media Player’ pour votre système d’exploitation ?"
+msgid "Windows Media Player is required for this task! Do you want to enable 'Windows Media Player' for your operation system?"
+msgstr "Windows Media Player est nécessaire pour cette tâche ! Voulez-vous activer ‘Windows Media Player’ pour votre système d’exploitation ?"
-msgid ""
-"BambuSource has not correctly been registered for media playing! Press Yes "
-"to re-register it. You will be promoted twice"
-msgstr ""
-"BambuSource n’a pas été correctement enregistré pour la lecture de médias ! "
-"Appuyez sur Oui pour le réenregistrer. Vous recevrez deux fois la demande de "
-"permission."
+msgid "BambuSource has not correctly been registered for media playing! Press Yes to re-register it. You will be promoted twice"
+msgstr "BambuSource n’a pas été correctement enregistré pour la lecture de médias ! Appuyez sur Oui pour le réenregistrer. Vous recevrez deux fois la demande de permission."
-msgid ""
-"Missing BambuSource component registered for media playing! Please re-"
-"install BambuStutio or seek after-sales help."
-msgstr ""
-"Composant BambuSource manquant enregistré pour la lecture des médias ! "
-"Veuillez réinstaller OrcaSlicer ou demander de l’aide au service après-vente."
+msgid "Missing BambuSource component registered for media playing! Please re-install BambuStutio or seek after-sales help."
+msgstr "Composant BambuSource manquant enregistré pour la lecture des médias ! Veuillez réinstaller OrcaSlicer ou demander de l’aide au service après-vente."
-msgid ""
-"Using a BambuSource from a different install, video play may not work "
-"correctly! Press Yes to fix it."
-msgstr ""
-"Si vous utilisez une BambuSource provenant d’une autre installation, la "
-"lecture de la vidéo peut ne pas fonctionner correctement ! Appuyez sur Oui "
-"pour résoudre le problème."
+msgid "Using a BambuSource from a different install, video play may not work correctly! Press Yes to fix it."
+msgstr "Si vous utilisez une BambuSource provenant d’une autre installation, la lecture de la vidéo peut ne pas fonctionner correctement ! Appuyez sur Oui pour résoudre le problème."
-msgid ""
-"Your system is missing H.264 codecs for GStreamer, which are required to "
-"play video. (Try installing the gstreamer1.0-plugins-bad or gstreamer1.0-"
-"libav packages, then restart Orca Slicer?)"
-msgstr ""
-"Il manque à votre système les codecs H.264 pour GStreamer, qui sont "
-"nécessaires pour lire la vidéo. (Essayez d’installer les paquets "
-"gstreamer1.0-plugins-bad ou gstreamer1.0-libav, puis redémarrez Orca Slicer)."
+msgid "Your system is missing H.264 codecs for GStreamer, which are required to play video. (Try installing the gstreamer1.0-plugins-bad or gstreamer1.0-libav packages, then restart Orca Slicer?)"
+msgstr "Il manque à votre système les codecs H.264 pour GStreamer, qui sont nécessaires pour lire la vidéo. (Essayez d’installer les paquets gstreamer1.0-plugins-bad ou gstreamer1.0-libav, puis redémarrez Orca Slicer)."
msgid "Bambu Network plug-in not detected."
msgstr "Le plug-in Bambu Network n’a pas été détecté."
@@ -8661,9 +7643,7 @@ msgid "Login"
msgstr "Connexion"
msgid "The configuration package is changed in previous Config Guide"
-msgstr ""
-"Le package de configuration est modifié dans le guide de configuration "
-"précédent"
+msgstr "Le package de configuration est modifié dans le guide de configuration précédent"
msgid "Configuration package changed"
msgstr "Package de configuration modifié"
@@ -8675,22 +7655,19 @@ msgid "Objects list"
msgstr "Liste des objets"
msgid "Import geometry data from STL/STEP/3MF/OBJ/AMF files"
-msgstr ""
-"Importez des données de géométrie à partir de fichiers STL/STEP/3MF/OBJ/AMF."
+msgstr "Importez des données de géométrie à partir de fichiers STL/STEP/3MF/OBJ/AMF."
msgid "⌘+Shift+G"
-msgstr "⌘+Maj+G"
+msgstr "⌘+Shift+G"
msgid "Ctrl+Shift+G"
-msgstr "Ctrl+Maj+G"
+msgstr "Ctrl+Shift+G"
msgid "Paste from clipboard"
msgstr "Coller depuis le presse-papier"
msgid "Show/Hide 3Dconnexion devices settings dialog"
-msgstr ""
-"Afficher/Masquer la boîte de dialogue des paramètres des périphériques "
-"3Dconnexion"
+msgstr "Afficher/Masquer la boîte de dialogue des paramètres des périphériques 3Dconnexion"
msgid "Switch table page"
msgstr "Page du tableau de commutation"
@@ -8719,14 +7696,8 @@ msgstr "Maj+A"
msgid "Shift+R"
msgstr "Maj+R"
-msgid ""
-"Auto orientates selected objects or all objects.If there are selected "
-"objects, it just orientates the selected ones.Otherwise, it will orientates "
-"all objects in the current disk."
-msgstr ""
-"Oriente automatiquement les objets sélectionnés ou tous les objets. S'il y a "
-"des objets sélectionnés, il oriente uniquement ceux qui sont sélectionnés. "
-"Sinon, il oriente tous les objets du disque actuel."
+msgid "Auto orientates selected objects or all objects.If there are selected objects, it just orientates the selected ones.Otherwise, it will orientates all objects in the current disk."
+msgstr "Oriente automatiquement les objets sélectionnés ou tous les objets. S'il y a des objets sélectionnés, il oriente uniquement ceux qui sont sélectionnés. Sinon, il oriente tous les objets du disque actuel."
msgid "Shift+Tab"
msgstr "Maj+Tab"
@@ -8735,7 +7706,7 @@ msgid "Collapse/Expand the sidebar"
msgstr "Réduire/développer la barre latérale"
msgid "⌘+Any arrow"
-msgstr "⌘+n'importe quelle flèche"
+msgstr "⌘+Toute flèche"
msgid "Movement in camera space"
msgstr "Mouvement dans l'espace de la caméra"
@@ -8753,7 +7724,7 @@ msgid "Select multiple objects"
msgstr "Sélectionnez tous les objets sur la plaque actuelle"
msgid "Ctrl+Any arrow"
-msgstr "Ctrl+n'importe quelle flèche"
+msgstr "Ctrl+Toute flèche"
msgid "Alt+Left mouse button"
msgstr "Alt+Bouton gauche de la souris"
@@ -8885,21 +7856,19 @@ msgid "Gizmo"
msgstr "Gizmo"
msgid "Set extruder number for the objects and parts"
-msgstr "Définir le numéro d'extrudeuse pour les objets et les pièces"
+msgstr "Définir le numéro d'extrudeur pour les objets et les pièces"
msgid "Delete objects, parts, modifiers "
msgstr "Supprimer des objets, des pièces, des modificateurs "
msgid "Select the object/part and press space to change the name"
-msgstr ""
-"Sélectionnez l'objet/la pièce et appuyez sur espace pour changer le nom"
+msgstr "Sélectionnez l'objet/la pièce et appuyez sur espace pour changer le nom"
msgid "Mouse click"
msgstr "Clic de souris"
msgid "Select the object/part and mouse click to change the name"
-msgstr ""
-"Sélectionnez l'objet/la pièce et cliquez avec la souris pour changer le nom"
+msgstr "Sélectionnez l'objet/la pièce et cliquez avec la souris pour changer le nom"
msgid "Objects List"
msgstr "Liste d'objets"
@@ -8911,12 +7880,10 @@ msgid "Vertical slider - Move active thumb Down"
msgstr "Barre de défilement verticale - Déplacer le curseur actif vers le Bas"
msgid "Horizontal slider - Move active thumb Left"
-msgstr ""
-"Barre de défilement horizontale - Déplacer le curseur actif vers la Gauche"
+msgstr "Barre de défilement horizontale - Déplacer le curseur actif vers la Gauche"
msgid "Horizontal slider - Move active thumb Right"
-msgstr ""
-"Barre de défilement horizontale - Déplacer le curseur actif vers la Droite"
+msgstr "Barre de défilement horizontale - Déplacer le curseur actif vers la Droite"
msgid "On/Off one layer mode of the vertical slider"
msgstr "On/Off mode couche unique de la barre de défilement verticale"
@@ -8946,16 +7913,12 @@ msgstr "informations de mise à jour de la version %s :"
msgid "Network plug-in update"
msgstr "Mise à jour du plug-in réseau"
-msgid ""
-"Click OK to update the Network plug-in when Orca Slicer launches next time."
-msgstr ""
-"Cliquez sur OK pour mettre à jour le plug-in réseau lors du prochain "
-"démarrage de OrcaSlicer."
+msgid "Click OK to update the Network plug-in when Orca Slicer launches next time."
+msgstr "Cliquez sur OK pour mettre à jour le plug-in réseau lors du prochain démarrage de OrcaSlicer."
#, c-format, boost-format
msgid "A new Network plug-in(%s) available, Do you want to install it?"
-msgstr ""
-"Un nouveau plug-in réseau (%s) est disponible. Voulez-vous l'installer ?"
+msgstr "Un nouveau plug-in réseau (%s) est disponible. Voulez-vous l'installer ?"
msgid "New version of Orca Slicer"
msgstr "Nouvelle version de OrcaSlicer"
@@ -9008,18 +7971,11 @@ msgstr "Confirmation et mise à jour de la buse"
msgid "LAN Connection Failed (Sending print file)"
msgstr "Échec de la connexion au réseau local (envoi du fichier d'impression)"
-msgid ""
-"Step 1, please confirm Orca Slicer and your printer are in the same LAN."
-msgstr ""
-"Étape 1, veuillez confirmer que OrcaSlicer et votre imprimante sont sur le "
-"même réseau local."
+msgid "Step 1, please confirm Orca Slicer and your printer are in the same LAN."
+msgstr "Étape 1, veuillez confirmer que OrcaSlicer et votre imprimante sont sur le même réseau local."
-msgid ""
-"Step 2, if the IP and Access Code below are different from the actual values "
-"on your printer, please correct them."
-msgstr ""
-"Étape 2, si l'adresse IP et le code d'accès ci-dessous sont différents des "
-"valeurs actuelles de votre imprimante, corrigez-les."
+msgid "Step 2, if the IP and Access Code below are different from the actual values on your printer, please correct them."
+msgstr "Étape 2, si l'adresse IP et le code d'accès ci-dessous sont différents des valeurs actuelles de votre imprimante, corrigez-les."
msgid "IP"
msgstr "IP"
@@ -9031,9 +7987,7 @@ msgid "Where to find your printer's IP and Access Code?"
msgstr "Où trouver l'adresse IP et le code d'accès de votre imprimante ?"
msgid "Step 3: Ping the IP address to check for packet loss and latency."
-msgstr ""
-"Étape 3 : Effectuer un ping de l’adresse IP pour vérifier la perte de "
-"paquets et la latence."
+msgstr "Étape 3 : Effectuer un ping de l’adresse IP pour vérifier la perte de paquets et la latence."
msgid "Test"
msgstr "Tester"
@@ -9078,32 +8032,14 @@ msgstr "La mise à jour a échoué"
msgid "Updating successful"
msgstr "Mise à jour réussie"
-msgid ""
-"Are you sure you want to update? This will take about 10 minutes. Do not "
-"turn off the power while the printer is updating."
-msgstr ""
-"Êtes-vous sûr de vouloir effectuer la mise à jour ? Cela prendra environ 10 "
-"minutes. Ne mettez pas l'imprimante hors tension durant la mise à jour."
+msgid "Are you sure you want to update? This will take about 10 minutes. Do not turn off the power while the printer is updating."
+msgstr "Êtes-vous sûr de vouloir effectuer la mise à jour ? Cela prendra environ 10 minutes. Ne mettez pas l'imprimante hors tension durant la mise à jour."
-msgid ""
-"An important update was detected and needs to be run before printing can "
-"continue. Do you want to update now? You can also update later from 'Upgrade "
-"firmware'."
-msgstr ""
-"Une mise à jour importante a été détectée et doit être exécutée avant de "
-"pouvoir poursuivre l'impression. Voulez-vous effectuer la mise à jour "
-"maintenant ? Vous pouvez également effectuer une mise à jour ultérieurement "
-"à partir de \"Mettre à jour le firmware\"."
+msgid "An important update was detected and needs to be run before printing can continue. Do you want to update now? You can also update later from 'Upgrade firmware'."
+msgstr "Une mise à jour importante a été détectée et doit être exécutée avant de pouvoir poursuivre l'impression. Voulez-vous effectuer la mise à jour maintenant ? Vous pouvez également effectuer une mise à jour ultérieurement à partir de \"Mettre à jour le firmware\"."
-msgid ""
-"The firmware version is abnormal. Repairing and updating are required before "
-"printing. Do you want to update now? You can also update later on printer or "
-"update next time starting Orca."
-msgstr ""
-"La version du firmware est erronée. La réparation et la mise à jour sont "
-"nécessaires avant l'impression. Voulez-vous effectuer la mise à jour "
-"maintenant ? Vous pouvez également effectuer une mise à jour ultérieurement "
-"depuis l'imprimante ou lors du prochain démarrage d'Orca Slicer."
+msgid "The firmware version is abnormal. Repairing and updating are required before printing. Do you want to update now? You can also update later on printer or update next time starting Orca."
+msgstr "La version du firmware est erronée. La réparation et la mise à jour sont nécessaires avant l'impression. Voulez-vous effectuer la mise à jour maintenant ? Vous pouvez également effectuer une mise à jour ultérieurement depuis l'imprimante ou lors du prochain démarrage d'Orca Slicer."
msgid "Extension Board"
msgstr "Carte d'Extension"
@@ -9161,9 +8097,7 @@ msgid "Copying of file %1% to %2% failed: %3%"
msgstr "Échec de la copie du fichier %1% vers %2% : %3%"
msgid "Need to check the unsaved changes before configuration updates."
-msgstr ""
-"Besoin de vérifier les modifications non enregistrées avant les mises à jour "
-"de configuration."
+msgstr "Besoin de vérifier les modifications non enregistrées avant les mises à jour de configuration."
msgid "Configuration package: "
msgstr "Paquet de configuration : "
@@ -9174,43 +8108,33 @@ msgstr " mis à jour en "
msgid "Open G-code file:"
msgstr "Ouvrir un fichier G-code :"
-msgid ""
-"One object has empty initial layer and can't be printed. Please Cut the "
-"bottom or enable supports."
-msgstr ""
-"Un objet a une couche initiale vide et ne peut pas être imprimé. Veuillez "
-"couper le bas ou activer les supports."
+msgid "One object has empty initial layer and can't be printed. Please Cut the bottom or enable supports."
+msgstr "Un objet a une couche initiale vide et ne peut pas être imprimé. Veuillez couper le bas ou activer les supports."
#, boost-format
msgid "Object can't be printed for empty layer between %1% and %2%."
-msgstr ""
-"L'objet comporte des couches vides comprises entre %1% et %2% et ne peut pas "
-"être imprimé."
+msgstr "L'objet comporte des couches vides comprises entre %1% et %2% et ne peut pas être imprimé."
#, boost-format
msgid "Object: %1%"
msgstr "Objet : %1%"
-msgid ""
-"Maybe parts of the object at these height are too thin, or the object has "
-"faulty mesh"
-msgstr ""
-"Peut-être que certaines parties de l'objet à ces hauteurs sont trop fines ou "
-"que l'objet a un maillage défectueux"
+msgid "Maybe parts of the object at these height are too thin, or the object has faulty mesh"
+msgstr "Peut-être que certaines parties de l'objet à ces hauteurs sont trop fines ou que l'objet a un maillage défectueux"
msgid "No object can be printed. Maybe too small"
msgstr "Aucun objet ne peut être imprimé. Peut-être trop petit"
+msgid "Your print is very close to the priming regions. Make sure there is no collision."
+msgstr "Votre impression est très proche des régions d’amorçage. Assurez-vous qu’il n’y a pas de collision."
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
-msgstr ""
-"Échec de la génération du G-code pour un G-code personnalisé non valide.\n"
+msgstr "Échec de la génération du G-code pour un G-code personnalisé non valide.\n"
msgid "Please check the custom G-code or use the default custom G-code."
-msgstr ""
-"Veuillez vérifier le G-code personnalisé ou utiliser le G-code personnalisé "
-"par défaut."
+msgstr "Veuillez vérifier le G-code personnalisé ou utiliser le G-code personnalisé par défaut."
#, boost-format
msgid "Generating G-code: layer %1%"
@@ -9254,16 +8178,10 @@ msgstr "Plusieurs"
#, boost-format
msgid "Failed to calculate line width of %1%. Can not get value of \"%2%\" "
-msgstr ""
-"Échec du calcul de la largeur de ligne de %1%. Impossible d'obtenir la "
-"valeur de \"%2%\" "
+msgstr "Échec du calcul de la largeur de ligne de %1%. Impossible d'obtenir la valeur de \"%2%\" "
-msgid ""
-"Invalid spacing supplied to Flow::with_spacing(), check your layer height "
-"and extrusion width"
-msgstr ""
-"Espacement non valide fourni à Flow::with_spacing(), vérifiez la hauteur de "
-"votre couche et la largeur d’extrusion"
+msgid "Invalid spacing supplied to Flow::with_spacing(), check your layer height and extrusion width"
+msgstr "Espacement non valide fourni à Flow::with_spacing(), vérifiez la hauteur de votre couche et la largeur d’extrusion"
msgid "undefined error"
msgstr "erreur non définie"
@@ -9359,168 +8277,93 @@ msgid "write callback failed"
msgstr "échec du rappel d'écriture"
#, boost-format
-msgid ""
-"%1% is too close to exclusion area, there may be collisions when printing."
-msgstr ""
-"%1% est trop proche de la zone d'exclusion. Il peut y avoir des collisions "
-"lors de l'impression."
+msgid "%1% is too close to exclusion area, there may be collisions when printing."
+msgstr "%1% est trop proche de la zone d'exclusion. Il peut y avoir des collisions lors de l'impression."
#, boost-format
msgid "%1% is too close to others, and collisions may be caused."
-msgstr ""
-"%1% est trop proche des autres, cela pourrait provoquer des collisions."
+msgstr "%1% est trop proche des autres, cela pourrait provoquer des collisions."
#, boost-format
msgid "%1% is too tall, and collisions will be caused."
msgstr "%1% est trop grand, cela pourrait provoquer des collisions."
msgid " is too close to others, there may be collisions when printing."
-msgstr ""
-" est trop proche des autres; il peut y avoir des collisions lors de "
-"l'impression."
+msgstr " est trop proche des autres; il peut y avoir des collisions lors de l'impression."
msgid " is too close to exclusion area, there may be collisions when printing."
-msgstr ""
-" est trop proche d'une zone d'exclusion, il peut y avoir des collisions lors "
-"de l'impression."
+msgstr " est trop proche d'une zone d'exclusion, il peut y avoir des collisions lors de l'impression."
msgid "Prime Tower"
msgstr "Tour de purge"
msgid " is too close to others, and collisions may be caused.\n"
-msgstr ""
-" est trop proche des autres. Des collisions risquent d'être provoquées.\n"
+msgstr " est trop proche des autres. Des collisions risquent d'être provoquées.\n"
msgid " is too close to exclusion area, and collisions will be caused.\n"
-msgstr ""
-" est trop proche d'une zone d'exclusion. Cela va entraîner des collisions.\n"
+msgstr " est trop proche d'une zone d'exclusion. Cela va entraîner des collisions.\n"
-msgid ""
-"Can not print multiple filaments which have large difference of temperature "
-"together. Otherwise, the extruder and nozzle may be blocked or damaged "
-"during printing"
-msgstr ""
-"Impossible d'imprimer plusieurs filaments qui ont une grande différence de "
-"température ensemble. Sinon, l'extrudeuse et la buse peuvent être bloquées "
-"ou endommagées pendant l'impression"
+msgid "Can not print multiple filaments which have large difference of temperature together. Otherwise, the extruder and nozzle may be blocked or damaged during printing"
+msgstr "Impossible d'imprimer plusieurs filaments qui ont une grande différence de température ensemble. Sinon, l'extrudeur et la buse peuvent être bloquées ou endommagées pendant l'impression"
msgid "No extrusions under current settings."
msgstr "Aucune extrusion dans les paramètres actuels."
-msgid ""
-"Smooth mode of timelapse is not supported when \"by object\" sequence is "
-"enabled."
-msgstr ""
-"Le mode fluide du timelapse n'est pas pris en charge lorsque le mode "
-"d'impression « par objet » est activé."
+msgid "Smooth mode of timelapse is not supported when \"by object\" sequence is enabled."
+msgstr "Le mode fluide du timelapse n'est pas pris en charge lorsque le mode d'impression « par objet » est activé."
-msgid ""
-"Please select \"By object\" print sequence to print multiple objects in "
-"spiral vase mode."
-msgstr ""
-"Veuillez sélectionner la séquence d'impression \"Par objet\" pour imprimer "
-"plusieurs objets en mode vase en spirale."
+msgid "Please select \"By object\" print sequence to print multiple objects in spiral vase mode."
+msgstr "Veuillez sélectionner la séquence d'impression \"Par objet\" pour imprimer plusieurs objets en mode vase en spirale."
-msgid ""
-"The spiral vase mode does not work when an object contains more than one "
-"materials."
-msgstr ""
-"Le mode vase en spirale ne fonctionne pas lorsqu'un objet contient plusieurs "
-"matériaux."
+msgid "The spiral vase mode does not work when an object contains more than one materials."
+msgstr "Le mode vase en spirale ne fonctionne pas lorsqu'un objet contient plusieurs matériaux."
#, boost-format
msgid "The object %1% exceeds the maximum build volume height."
msgstr "L’objet %1% dépasse la hauteur maximale du volume d’impression."
#, boost-format
-msgid ""
-"While the object %1% itself fits the build volume, its last layer exceeds "
-"the maximum build volume height."
-msgstr ""
-"Bien que l’objet %1% s’adapte lui-même au volume d’impression, sa dernière "
-"couche dépasse la hauteur maximale du volume de construction."
+msgid "While the object %1% itself fits the build volume, its last layer exceeds the maximum build volume height."
+msgstr "Bien que l’objet %1% s’adapte lui-même au volume d’impression, sa dernière couche dépasse la hauteur maximale du volume de construction."
-msgid ""
-"You might want to reduce the size of your model or change current print "
-"settings and retry."
-msgstr ""
-"Vous devez réduire la taille de votre modèle ou modifier les paramètres "
-"d’impression actuels et réessayer."
+msgid "You might want to reduce the size of your model or change current print settings and retry."
+msgstr "Vous devez réduire la taille de votre modèle ou modifier les paramètres d’impression actuels et réessayer."
msgid "Variable layer height is not supported with Organic supports."
-msgstr ""
-"La hauteur de couche variable n’est pas prise en charge avec les supports "
-"organiques."
+msgstr "La hauteur de couche variable n’est pas prise en charge avec les supports organiques."
-msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
-msgstr ""
-"L’utilisation de diamètres de buses et de filaments différents n’est pas "
-"autorisée lorsque l’option « prime tower » est activée."
+msgid "Different nozzle diameters and different filament diameters may not work well when the prime tower is enabled. It's very experimental, so please proceed with caution."
+msgstr "Différents diamètres de buses et de filaments peuvent ne pas fonctionner correctement lorsque la tour d’amorçage est activée. Il s’agit d’un projet très expérimental, il convient donc de procéder avec prudence."
-msgid ""
-"The Wipe Tower is currently only supported with the relative extruder "
-"addressing (use_relative_e_distances=1)."
-msgstr ""
-"La tour d’essuyage n’est actuellement supportée qu’avec l’adressage relatif "
-"des extrudeurs (use_relative_e_distances=1)."
+msgid "The Wipe Tower is currently only supported with the relative extruder addressing (use_relative_e_distances=1)."
+msgstr "La tour d’essuyage n’est actuellement supportée qu’avec l’adressage relatif des extrudeurs (use_relative_e_distances=1)."
-msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
-msgstr ""
-"La prévention des dépôts de boue n’est actuellement pas prise en charge "
-"lorsque la tour principale est activée."
+msgid "Ooze prevention is only supported with the wipe tower when 'single_extruder_multi_material' is off."
+msgstr "La prévention du suintement n’est possible qu’avec la tour d’essuyage lorsque l’option ‘single_extruder_multi_material’ est désactivée."
-msgid ""
-"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
-"RepRapFirmware and Repetier G-code flavors."
-msgstr ""
-"La tour principale n’est actuellement prise en charge que pour les versions "
-"Marlin, RepRap/Sprinter, RepRapFirmware et Repetier G-code."
+msgid "The prime tower is currently only supported for the Marlin, RepRap/Sprinter, RepRapFirmware and Repetier G-code flavors."
+msgstr "La tour principale n’est actuellement prise en charge que pour les versions Marlin, RepRap/Sprinter, RepRapFirmware et Repetier G-code."
msgid "The prime tower is not supported in \"By object\" print."
-msgstr ""
-"La tour de purge n'est pas prise en charge dans l'impression \"Par objet\"."
+msgstr "La tour de purge n'est pas prise en charge dans l'impression \"Par objet\"."
-msgid ""
-"The prime tower is not supported when adaptive layer height is on. It "
-"requires that all objects have the same layer height."
-msgstr ""
-"La tour de purge n'est pas prise en charge lorsque la hauteur de couche "
-"adaptative est activée. Cela nécessite que tous les objets aient la même "
-"hauteur de couche."
+msgid "The prime tower is not supported when adaptive layer height is on. It requires that all objects have the same layer height."
+msgstr "La tour de purge n'est pas prise en charge lorsque la hauteur de couche adaptative est activée. Cela nécessite que tous les objets aient la même hauteur de couche."
msgid "The prime tower requires \"support gap\" to be multiple of layer height"
-msgstr ""
-"La tour de purge nécessite que \"l'écart de support\" soit un multiple de la "
-"hauteur de la couche"
+msgstr "La tour de purge nécessite que \"l'écart de support\" soit un multiple de la hauteur de la couche"
msgid "The prime tower requires that all objects have the same layer heights"
-msgstr ""
-"La tour de purge nécessite que tous les objets aient la même hauteur de "
-"couche."
+msgstr "La tour de purge nécessite que tous les objets aient la même hauteur de couche."
-msgid ""
-"The prime tower requires that all objects are printed over the same number "
-"of raft layers"
-msgstr ""
-"La tour de purge nécessite que tous les objets soient imprimés sur le même "
-"nombre de couche de radeau."
+msgid "The prime tower requires that all objects are printed over the same number of raft layers"
+msgstr "La tour de purge nécessite que tous les objets soient imprimés sur le même nombre de couche de radeau."
-msgid ""
-"The prime tower requires that all objects are sliced with the same layer "
-"heights."
-msgstr ""
-"La tour de purge nécessite que tous les objets soient découpés avec la même "
-"hauteur de couche."
+msgid "The prime tower requires that all objects are sliced with the same layer heights."
+msgstr "La tour de purge nécessite que tous les objets soient découpés avec la même hauteur de couche."
-msgid ""
-"The prime tower is only supported if all objects have the same variable "
-"layer height"
-msgstr ""
-"La tour de purge n'est prise en charge que si tous les objets ont la même "
-"hauteur de couche variable"
+msgid "The prime tower is only supported if all objects have the same variable layer height"
+msgstr "La tour de purge n'est prise en charge que si tous les objets ont la même hauteur de couche variable"
msgid "Too small line width"
msgstr "Largeur de ligne trop petite"
@@ -9528,119 +8371,66 @@ msgstr "Largeur de ligne trop petite"
msgid "Too large line width"
msgstr "Largeur de ligne trop grande"
-msgid ""
-"The prime tower requires that support has the same layer height with object."
-msgstr ""
-"La tour de purge nécessite que le support ait la même hauteur de couche avec "
-"l'objet."
+msgid "The prime tower requires that support has the same layer height with object."
+msgstr "La tour de purge nécessite que le support ait la même hauteur de couche avec l'objet."
-msgid ""
-"Organic support tree tip diameter must not be smaller than support material "
-"extrusion width."
-msgstr ""
-"Le diamètre de la pointe des supports organiques ne doit pas être inférieur "
-"à la largeur d’extrusion du matériau utilisé pour les supports."
+msgid "Organic support tree tip diameter must not be smaller than support material extrusion width."
+msgstr "Le diamètre de la pointe des supports organiques ne doit pas être inférieur à la largeur d’extrusion du matériau utilisé pour les supports."
-msgid ""
-"Organic support branch diameter must not be smaller than 2x support material "
-"extrusion width."
-msgstr ""
-"Le diamètre des branches des supports organiques ne doit pas être inférieur "
-"à 2 fois la largeur d’extrusion du matériau utilisé pour les supports."
+msgid "Organic support branch diameter must not be smaller than 2x support material extrusion width."
+msgstr "Le diamètre des branches des supports organiques ne doit pas être inférieur à 2 fois la largeur d’extrusion du matériau utilisé pour les supports."
-msgid ""
-"Organic support branch diameter must not be smaller than support tree tip "
-"diameter."
-msgstr ""
-"Le diamètre des branches des supports organiques ne doit pas être inférieur "
-"au diamètre de la pointe des supports."
+msgid "Organic support branch diameter must not be smaller than support tree tip diameter."
+msgstr "Le diamètre des branches des supports organiques ne doit pas être inférieur au diamètre de la pointe des supports."
-msgid ""
-"Support enforcers are used but support is not enabled. Please enable support."
-msgstr ""
-"Les forceurs de support sont utilisés mais le support n'est pas activé. "
-"Veuillez activer les supports."
+msgid "Support enforcers are used but support is not enabled. Please enable support."
+msgstr "Les forceurs de support sont utilisés mais le support n'est pas activé. Veuillez activer les supports."
msgid "Layer height cannot exceed nozzle diameter"
msgstr "La hauteur de la couche ne peut pas dépasser le diamètre de la buse"
-msgid ""
-"Relative extruder addressing requires resetting the extruder position at "
-"each layer to prevent loss of floating point accuracy. Add \"G92 E0\" to "
-"layer_gcode."
-msgstr ""
-"L'extrusion relative de l'extrudeur nécessite de réinitialiser la position "
-"de celui-ci à chaque couche pour éviter la perte de précision de la virgule "
-"flottante. Ajouter \"G92 E0\" au G-code de changement de couche."
+msgid "Relative extruder addressing requires resetting the extruder position at each layer to prevent loss of floating point accuracy. Add \"G92 E0\" to layer_gcode."
+msgstr "L'extrusion relative de l'extrudeur nécessite de réinitialiser la position de celui-ci à chaque couche pour éviter la perte de précision de la virgule flottante. Ajouter \"G92 E0\" au G-code de changement de couche."
-msgid ""
-"\"G92 E0\" was found in before_layer_gcode, which is incompatible with "
-"absolute extruder addressing."
-msgstr ""
-"\"G92 E0\" a été trouvé dans le G-code avant le changement de couche, ce qui "
-"est incompatible avec l’extrusion absolue de l’extrudeur."
+msgid "\"G92 E0\" was found in before_layer_gcode, which is incompatible with absolute extruder addressing."
+msgstr "\"G92 E0\" a été trouvé dans le G-code avant le changement de couche, ce qui est incompatible avec l’extrusion absolue de l’extrudeur."
-msgid ""
-"\"G92 E0\" was found in layer_gcode, which is incompatible with absolute "
-"extruder addressing."
-msgstr ""
-"\"G92 E0\" a été trouvé dans le G-code de changement de couche, ce qui est "
-"incompatible avec l’extrusion absolue de l’extrudeur."
+msgid "\"G92 E0\" was found in layer_gcode, which is incompatible with absolute extruder addressing."
+msgstr "\"G92 E0\" a été trouvé dans le G-code de changement de couche, ce qui est incompatible avec l’extrusion absolue de l’extrudeur."
#, c-format, boost-format
msgid "Plate %d: %s does not support filament %s"
msgstr "Plaque %d : %s ne prend pas en charge le filament %s"
-msgid ""
-"Setting the jerk speed too low could lead to artifacts on curved surfaces"
-msgstr ""
-"Un réglage trop bas de la vitesse de saccade peut entraîner des artefacts "
-"sur les surfaces courbes."
+msgid "Setting the jerk speed too low could lead to artifacts on curved surfaces"
+msgstr "Un réglage trop bas de la vitesse de saccade peut entraîner des artefacts sur les surfaces courbes."
msgid ""
-"The jerk setting exceeds the printer's maximum jerk (machine_max_jerk_x/"
-"machine_max_jerk_y).\n"
-"Orca will automatically cap the jerk speed to ensure it doesn't surpass the "
-"printer's capabilities.\n"
-"You can adjust the maximum jerk setting in your printer's configuration to "
-"get higher speeds."
+"The jerk setting exceeds the printer's maximum jerk (machine_max_jerk_x/machine_max_jerk_y).\n"
+"Orca will automatically cap the jerk speed to ensure it doesn't surpass the printer's capabilities.\n"
+"You can adjust the maximum jerk setting in your printer's configuration to get higher speeds."
msgstr ""
-"Le réglage du jerk dépasse le jerk maximum de l’imprimante "
-"(machine_max_jerk_x/machine_max_jerk_y).\n"
-"Orca plafonne automatiquement la vitesse de l’impulsion pour s’assurer "
-"qu’elle ne dépasse pas les capacités de l’imprimante.\n"
-"Vous pouvez ajuster le réglage du jerk maximum dans la configuration de "
-"votre imprimante pour obtenir des vitesses plus élevées."
+"Le réglage du jerk dépasse le jerk maximum de l’imprimante (machine_max_jerk_x/machine_max_jerk_y).\n"
+"Orca plafonne automatiquement la vitesse de l’impulsion pour s’assurer qu’elle ne dépasse pas les capacités de l’imprimante.\n"
+"Vous pouvez ajuster le réglage du jerk maximum dans la configuration de votre imprimante pour obtenir des vitesses plus élevées."
msgid ""
-"The acceleration setting exceeds the printer's maximum acceleration "
-"(machine_max_acceleration_extruding).\n"
-"Orca will automatically cap the acceleration speed to ensure it doesn't "
-"surpass the printer's capabilities.\n"
-"You can adjust the machine_max_acceleration_extruding value in your "
-"printer's configuration to get higher speeds."
+"The acceleration setting exceeds the printer's maximum acceleration (machine_max_acceleration_extruding).\n"
+"Orca will automatically cap the acceleration speed to ensure it doesn't surpass the printer's capabilities.\n"
+"You can adjust the machine_max_acceleration_extruding value in your printer's configuration to get higher speeds."
msgstr ""
-"Le paramètre d’accélération dépasse l’accélération maximale de l’imprimante "
-"(machine_max_acceleration_extruding).\n"
-"Orca limitera automatiquement la vitesse d’accélération pour s’assurer "
-"qu’elle ne dépasse pas les capacités de l’imprimante.\n"
-"Vous pouvez ajuster la valeur machine_max_acceleration_extruding dans la "
-"configuration de votre imprimante pour obtenir des vitesses plus élevées."
+"Le paramètre d’accélération dépasse l’accélération maximale de l’imprimante (machine_max_acceleration_extruding).\n"
+"Orca limitera automatiquement la vitesse d’accélération pour s’assurer qu’elle ne dépasse pas les capacités de l’imprimante.\n"
+"Vous pouvez ajuster la valeur machine_max_acceleration_extruding dans la configuration de votre imprimante pour obtenir des vitesses plus élevées."
msgid ""
-"The travel acceleration setting exceeds the printer's maximum travel "
-"acceleration (machine_max_acceleration_travel).\n"
-"Orca will automatically cap the travel acceleration speed to ensure it "
-"doesn't surpass the printer's capabilities.\n"
-"You can adjust the machine_max_acceleration_travel value in your printer's "
-"configuration to get higher speeds."
+"The travel acceleration setting exceeds the printer's maximum travel acceleration (machine_max_acceleration_travel).\n"
+"Orca will automatically cap the travel acceleration speed to ensure it doesn't surpass the printer's capabilities.\n"
+"You can adjust the machine_max_acceleration_travel value in your printer's configuration to get higher speeds."
msgstr ""
-"Le réglage de l’accélération de déplacement dépasse l’accélération de "
-"déplacement maximale de l’imprimante (machine_max_acceleration_travel).\n"
-"Orca plafonnera automatiquement la vitesse d’accélération du déplacement "
-"pour s’assurer qu’elle ne dépasse pas les capacités de l’imprimante.\n"
-"Vous pouvez ajuster la valeur machine_max_acceleration_travel dans la "
-"configuration de votre imprimante pour obtenir des vitesses plus élevées."
+"Le réglage de l’accélération de déplacement dépasse l’accélération de déplacement maximale de l’imprimante (machine_max_acceleration_travel).\n"
+"Orca plafonnera automatiquement la vitesse d’accélération du déplacement pour s’assurer qu’elle ne dépasse pas les capacités de l’imprimante.\n"
+"Vous pouvez ajuster la valeur machine_max_acceleration_travel dans la configuration de votre imprimante pour obtenir des vitesses plus élevées."
msgid "Generating skirt & brim"
msgstr "Génération jupe et bord"
@@ -9660,15 +8450,8 @@ msgstr "Zone imprimable"
msgid "Bed exclude area"
msgstr "Zone d'exclusion de plateau"
-msgid ""
-"Unprintable area in XY plane. For example, X1 Series printers use the front "
-"left corner to cut filament during filament change. The area is expressed as "
-"polygon by points in following format: \"XxY, XxY, ...\""
-msgstr ""
-"Zone non imprimable dans le plan XY. Par exemple, les imprimantes de la "
-"série X1 utilisent le coin avant gauche pour couper le filament lors du "
-"changement de filament. La zone est exprimée sous forme de polygone par des "
-"points au format suivant : \"XxY, XxY,... \""
+msgid "Unprintable area in XY plane. For example, X1 Series printers use the front left corner to cut filament during filament change. The area is expressed as polygon by points in following format: \"XxY, XxY, ...\""
+msgstr "Zone non imprimable dans le plan XY. Par exemple, les imprimantes de la série X1 utilisent le coin avant gauche pour couper le filament lors du changement de filament. La zone est exprimée sous forme de polygone par des points au format suivant : \"XxY, XxY,... \""
msgid "Bed custom texture"
msgstr "Texture personnalisée du plateau"
@@ -9679,36 +8462,20 @@ msgstr "Modèle de plateau personnalisé"
msgid "Elephant foot compensation"
msgstr "Compensation de l'effet patte d'éléphant"
-msgid ""
-"Shrink the initial layer on build plate to compensate for elephant foot "
-"effect"
-msgstr ""
-"Rétrécissez la couche initiale sur le plateau pour compenser l'effet de "
-"patte d'éléphant"
+msgid "Shrink the initial layer on build plate to compensate for elephant foot effect"
+msgstr "Rétrécissez la couche initiale sur le plateau pour compenser l'effet de patte d'éléphant"
msgid "Elephant foot compensation layers"
msgstr "Couches de compensation de la patte d'éléphant"
-msgid ""
-"The number of layers on which the elephant foot compensation will be active. "
-"The first layer will be shrunk by the elephant foot compensation value, then "
-"the next layers will be linearly shrunk less, up to the layer indicated by "
-"this value."
-msgstr ""
-"Nombre de couches sur lesquelles la compensation de la patte d'éléphant sera "
-"active. La première couche sera réduite de la valeur de compensation de la "
-"patte d'éléphant, puis les couches suivantes seront réduites linéairement "
-"moins, jusqu'à la couche indiquée par cette valeur."
+msgid "The number of layers on which the elephant foot compensation will be active. The first layer will be shrunk by the elephant foot compensation value, then the next layers will be linearly shrunk less, up to the layer indicated by this value."
+msgstr "Nombre de couches sur lesquelles la compensation de la patte d'éléphant sera active. La première couche sera réduite de la valeur de compensation de la patte d'éléphant, puis les couches suivantes seront réduites linéairement moins, jusqu'à la couche indiquée par cette valeur."
msgid "layers"
msgstr "couches"
-msgid ""
-"Slicing height for each layer. Smaller layer height means more accurate and "
-"more printing time"
-msgstr ""
-"Hauteur de découpe pour chaque couche. Une hauteur de couche plus petite "
-"signifie plus de précision et plus de temps d'impression"
+msgid "Slicing height for each layer. Smaller layer height means more accurate and more printing time"
+msgstr "Hauteur de découpe pour chaque couche. Une hauteur de couche plus petite signifie plus de précision et plus de temps d'impression"
msgid "Printable height"
msgstr "Hauteur imprimable"
@@ -9720,8 +8487,7 @@ msgid "Preferred orientation"
msgstr "Orientation préférée"
msgid "Automatically orient stls on the Z-axis upon initial import"
-msgstr ""
-"Orienter automatiquement les stls sur l’axe Z lors de l’importation initiale"
+msgstr "Orienter automatiquement les stls sur l’axe Z lors de l’importation initiale"
msgid "Printer preset names"
msgstr "Noms des préréglages de l'imprimante"
@@ -9730,46 +8496,25 @@ msgid "Use 3rd-party print host"
msgstr "Utiliser un hôte d’impression tiers"
msgid "Allow controlling BambuLab's printer through 3rd party print hosts"
-msgstr ""
-"Permettre le contrôle de l’imprimante de BambuLab par des hôtes d’impression "
-"tiers"
+msgstr "Permettre le contrôle de l’imprimante de BambuLab par des hôtes d’impression tiers"
msgid "Hostname, IP or URL"
msgstr "Nom d'hôte, adresse IP ou URL"
-msgid ""
-"Orca Slicer can upload G-code files to a printer host. This field should "
-"contain the hostname, IP address or URL of the printer host instance. Print "
-"host behind HAProxy with basic auth enabled can be accessed by putting the "
-"user name and password into the URL in the following format: https://"
-"username:password@your-octopi-address/"
-msgstr ""
-"Orca Slicer peut téléverser des fichiers G-code sur une imprimante hôte. Ce "
-"champ doit contenir le nom d'hôte, l'adresse IP ou l'URL de l'instance hôte "
-"de l'imprimante. L'hôte d'impression derrière HAProxy avec "
-"l'authentification de base activée est accessible en saisissant le nom "
-"d'utilisateur et le mot de passe dans l'URL au format suivant : https://"
-"username:password@your-octopi-address/"
+msgid "Orca Slicer can upload G-code files to a printer host. This field should contain the hostname, IP address or URL of the printer host instance. Print host behind HAProxy with basic auth enabled can be accessed by putting the user name and password into the URL in the following format: https://username:password@your-octopi-address/"
+msgstr "Orca Slicer peut téléverser des fichiers G-code sur une imprimante hôte. Ce champ doit contenir le nom d'hôte, l'adresse IP ou l'URL de l'instance hôte de l'imprimante. L'hôte d'impression derrière HAProxy avec l'authentification de base activée est accessible en saisissant le nom d'utilisateur et le mot de passe dans l'URL au format suivant : https://username:password@your-octopi-address/"
msgid "Device UI"
msgstr "Interface utilisateur de l’appareil"
-msgid ""
-"Specify the URL of your device user interface if it's not same as print_host"
-msgstr ""
-"Spécifiez l’URL de l’interface utilisateur de votre appareil si elle n’est "
-"pas identique à print_host"
+msgid "Specify the URL of your device user interface if it's not same as print_host"
+msgstr "Spécifiez l’URL de l’interface utilisateur de votre appareil si elle n’est pas identique à print_host"
msgid "API Key / Password"
msgstr "Clé API / Mot de passe"
-msgid ""
-"Orca Slicer can upload G-code files to a printer host. This field should "
-"contain the API Key or the password required for authentication."
-msgstr ""
-"Orca Slicer peut téléverser des fichiers G-code sur une imprimante hôte. Ce "
-"champ doit contenir la clé API ou le mot de passe requis pour "
-"l'authentification."
+msgid "Orca Slicer can upload G-code files to a printer host. This field should contain the API Key or the password required for authentication."
+msgstr "Orca Slicer peut téléverser des fichiers G-code sur une imprimante hôte. Ce champ doit contenir la clé API ou le mot de passe requis pour l'authentification."
msgid "Name of the printer"
msgstr "Nom de l'imprimante"
@@ -9777,14 +8522,8 @@ msgstr "Nom de l'imprimante"
msgid "HTTPS CA File"
msgstr "Fichier HTTPS CA"
-msgid ""
-"Custom CA certificate file can be specified for HTTPS OctoPrint connections, "
-"in crt/pem format. If left blank, the default OS CA certificate repository "
-"is used."
-msgstr ""
-"Un fichier de certificat CA personnalisé peut être spécifié pour les "
-"connexions HTTPS OctoPrint, au format crt/pem. Si ce champ est laissé vide, "
-"le référentiel de certificats OS CA par défaut est utilisé."
+msgid "Custom CA certificate file can be specified for HTTPS OctoPrint connections, in crt/pem format. If left blank, the default OS CA certificate repository is used."
+msgstr "Un fichier de certificat CA personnalisé peut être spécifié pour les connexions HTTPS OctoPrint, au format crt/pem. Si ce champ est laissé vide, le référentiel de certificats OS CA par défaut est utilisé."
msgid "User"
msgstr "Utilisateur"
@@ -9795,14 +8534,8 @@ msgstr "Mot de passe"
msgid "Ignore HTTPS certificate revocation checks"
msgstr "Ignorer les contrôles de révocation des certificats HTTPS"
-msgid ""
-"Ignore HTTPS certificate revocation checks in case of missing or offline "
-"distribution points. One may want to enable this option for self signed "
-"certificates if connection fails."
-msgstr ""
-"Ignorez les contrôles de révocation des certificats HTTPS en cas de points "
-"de distribution manquants ou hors ligne. Il peut être utile d'activer cette "
-"option pour les certificats auto-signés en cas d'échec de la connexion."
+msgid "Ignore HTTPS certificate revocation checks in case of missing or offline distribution points. One may want to enable this option for self signed certificates if connection fails."
+msgstr "Ignorez les contrôles de révocation des certificats HTTPS en cas de points de distribution manquants ou hors ligne. Il peut être utile d'activer cette option pour les certificats auto-signés en cas d'échec de la connexion."
msgid "Names of presets related to the physical printer"
msgstr "Noms des préréglages associés à l'imprimante physique"
@@ -9820,24 +8553,13 @@ msgid "Avoid crossing wall"
msgstr "Évitez de traverser les parois"
msgid "Detour and avoid to travel across wall which may cause blob on surface"
-msgstr ""
-"Faire un détour et éviter de traverser la paroi, ce qui pourrait causer des "
-"dépôts sur la surface"
+msgstr "Faire un détour et éviter de traverser la paroi, ce qui pourrait causer des dépôts sur la surface"
msgid "Avoid crossing wall - Max detour length"
msgstr "Évitez de traverser les parois - Longueur maximale du détour"
-msgid ""
-"Maximum detour distance for avoiding crossing wall. Don't detour if the "
-"detour distance is large than this value. Detour length could be specified "
-"either as an absolute value or as percentage (for example 50%) of a direct "
-"travel path. Zero to disable"
-msgstr ""
-"Distance de détour maximale pour éviter de traverser une paroi: l'imprimante "
-"ne fera pas de détour si la distance de détour est supérieure à cette "
-"valeur. La longueur du détour peut être spécifiée sous forme de valeur "
-"absolue ou de pourcentage (par exemple 50 %) d'un trajet direct. Une valeur "
-"de 0 désactivera cette option."
+msgid "Maximum detour distance for avoiding crossing wall. Don't detour if the detour distance is large than this value. Detour length could be specified either as an absolute value or as percentage (for example 50%) of a direct travel path. Zero to disable"
+msgstr "Distance de détour maximale pour éviter de traverser une paroi: l'imprimante ne fera pas de détour si la distance de détour est supérieure à cette valeur. La longueur du détour peut être spécifiée sous forme de valeur absolue ou de pourcentage (par exemple 50 %) d'un trajet direct. Une valeur de 0 désactivera cette option."
msgid "mm or %"
msgstr "mm ou %"
@@ -9845,39 +8567,20 @@ msgstr "mm ou %"
msgid "Other layers"
msgstr "Autres couches"
-msgid ""
-"Bed temperature for layers except the initial one. Value 0 means the "
-"filament does not support to print on the Cool Plate"
-msgstr ""
-"Il s'agit de la température du plateau pour toutes les couches à l'exception "
-"de la première. Une valeur à 0 signifie que ce filament ne peut pas être "
-"imprimé sur le plateau froid (\"Cool plate\")."
+msgid "Bed temperature for layers except the initial one. Value 0 means the filament does not support to print on the Cool Plate"
+msgstr "Il s'agit de la température du plateau pour toutes les couches à l'exception de la première. Une valeur à 0 signifie que ce filament ne peut pas être imprimé sur le plateau froid (\"Cool plate\")."
msgid "°C"
msgstr "°C"
-msgid ""
-"Bed temperature for layers except the initial one. Value 0 means the "
-"filament does not support to print on the Engineering Plate"
-msgstr ""
-"Il s'agit de la température du plateau pour toutes les couches à l'exception "
-"de la première. Une valeur à 0 signifie que ce filament ne peut pas être "
-"imprimé sur la plaque Engineering."
+msgid "Bed temperature for layers except the initial one. Value 0 means the filament does not support to print on the Engineering Plate"
+msgstr "Il s'agit de la température du plateau pour toutes les couches à l'exception de la première. Une valeur à 0 signifie que ce filament ne peut pas être imprimé sur la plaque Engineering."
-msgid ""
-"Bed temperature for layers except the initial one. Value 0 means the "
-"filament does not support to print on the High Temp Plate"
-msgstr ""
-"Il s'agit de la température du plateau pour toutes les couches à l'exception "
-"de la première. Une valeur à 0 signifie que ce filament ne peut pas être "
-"imprimé sur le plateau haute température (\"High Temp plate\")."
+msgid "Bed temperature for layers except the initial one. Value 0 means the filament does not support to print on the High Temp Plate"
+msgstr "Il s'agit de la température du plateau pour toutes les couches à l'exception de la première. Une valeur à 0 signifie que ce filament ne peut pas être imprimé sur le plateau haute température (\"High Temp plate\")."
-msgid ""
-"Bed temperature for layers except the initial one. Value 0 means the "
-"filament does not support to print on the Textured PEI Plate"
-msgstr ""
-"Température du plateau après la première couche. 0 signifie que le filament "
-"n'est pas supporté par la plaque PEI texturée."
+msgid "Bed temperature for layers except the initial one. Value 0 means the filament does not support to print on the Textured PEI Plate"
+msgstr "Température du plateau après la première couche. 0 signifie que le filament n'est pas supporté par la plaque PEI texturée."
msgid "Initial layer"
msgstr "Couche initiale"
@@ -9885,36 +8588,17 @@ msgstr "Couche initiale"
msgid "Initial layer bed temperature"
msgstr "Température du plateau lors de la couche initiale"
-msgid ""
-"Bed temperature of the initial layer. Value 0 means the filament does not "
-"support to print on the Cool Plate"
-msgstr ""
-"Il s'agit de la température du plateau pour la première couche. Une valeur à "
-"0 signifie que ce filament ne peut pas être imprimé sur le plateau froid "
-"(\"Cool plate\")."
+msgid "Bed temperature of the initial layer. Value 0 means the filament does not support to print on the Cool Plate"
+msgstr "Il s'agit de la température du plateau pour la première couche. Une valeur à 0 signifie que ce filament ne peut pas être imprimé sur le plateau froid (\"Cool plate\")."
-msgid ""
-"Bed temperature of the initial layer. Value 0 means the filament does not "
-"support to print on the Engineering Plate"
-msgstr ""
-"Il s'agit de la température du plateau pour la première couche. Une valeur à "
-"0 signifie que ce filament ne peut pas être imprimé sur le plateau "
-"Engineering."
+msgid "Bed temperature of the initial layer. Value 0 means the filament does not support to print on the Engineering Plate"
+msgstr "Il s'agit de la température du plateau pour la première couche. Une valeur à 0 signifie que ce filament ne peut pas être imprimé sur le plateau Engineering."
-msgid ""
-"Bed temperature of the initial layer. Value 0 means the filament does not "
-"support to print on the High Temp Plate"
-msgstr ""
-"Il s'agit de la température du plateau pour la première couche. Une valeur à "
-"0 signifie que ce filament ne peut pas être imprimé sur le plateau haute "
-"température (\"High Temp plate\")."
+msgid "Bed temperature of the initial layer. Value 0 means the filament does not support to print on the High Temp Plate"
+msgstr "Il s'agit de la température du plateau pour la première couche. Une valeur à 0 signifie que ce filament ne peut pas être imprimé sur le plateau haute température (\"High Temp plate\")."
-msgid ""
-"Bed temperature of the initial layer. Value 0 means the filament does not "
-"support to print on the Textured PEI Plate"
-msgstr ""
-"La température du plateau à la première couche. La valeur 0 signifie que le "
-"filament n'est pas supporté sur la plaque PEI texturée."
+msgid "Bed temperature of the initial layer. Value 0 means the filament does not support to print on the Textured PEI Plate"
+msgstr "La température du plateau à la première couche. La valeur 0 signifie que le filament n'est pas supporté sur la plaque PEI texturée."
msgid "Bed types supported by the printer"
msgstr "Types de plateaux pris en charge par l'imprimante"
@@ -9938,62 +8622,49 @@ msgid "Other layers filament sequence"
msgstr "Séquence de filament des autres couches"
msgid "This G-code is inserted at every layer change before lifting z"
-msgstr ""
-"Ce G-code est inséré à chaque changement de couche avant le levage du Z"
+msgstr "Ce G-code est inséré à chaque changement de couche avant le levage du Z"
msgid "Bottom shell layers"
msgstr "Couches inférieures de la coque"
-msgid ""
-"This is the number of solid layers of bottom shell, including the bottom "
-"surface layer. When the thickness calculated by this value is thinner than "
-"bottom shell thickness, the bottom shell layers will be increased"
-msgstr ""
-"Il s'agit du nombre de couches pleines de coque inférieure, y compris la "
-"couche de surface inférieure. Lorsque l'épaisseur calculée par cette valeur "
-"est plus fine que l'épaisseur de la coque inférieure, les couches de la "
-"coque inférieure seront augmentées"
+msgid "This is the number of solid layers of bottom shell, including the bottom surface layer. When the thickness calculated by this value is thinner than bottom shell thickness, the bottom shell layers will be increased"
+msgstr "Il s'agit du nombre de couches pleines de coque inférieure, y compris la couche de surface inférieure. Lorsque l'épaisseur calculée par cette valeur est plus fine que l'épaisseur de la coque inférieure, les couches de la coque inférieure seront augmentées"
msgid "Bottom shell thickness"
msgstr "Épaisseur de la coque inférieure"
-msgid ""
-"The number of bottom solid layers is increased when slicing if the thickness "
-"calculated by bottom shell layers is thinner than this value. This can avoid "
-"having too thin shell when layer height is small. 0 means that this setting "
-"is disabled and thickness of bottom shell is absolutely determained by "
-"bottom shell layers"
-msgstr ""
-"Le nombre de couches pleines inférieures est augmenté lors du découpage si "
-"l'épaisseur calculée par les couches de coque inférieures est inférieure à "
-"cette valeur. Cela peut éviter d'avoir une coque trop fine lorsque la "
-"hauteur de couche est faible. 0 signifie que ce paramètre est désactivé et "
-"que l'épaisseur de la coque inférieure est absolument déterminée par les "
-"couches de la coque inférieure"
+msgid "The number of bottom solid layers is increased when slicing if the thickness calculated by bottom shell layers is thinner than this value. This can avoid having too thin shell when layer height is small. 0 means that this setting is disabled and thickness of bottom shell is absolutely determained by bottom shell layers"
+msgstr "Le nombre de couches pleines inférieures est augmenté lors du découpage si l'épaisseur calculée par les couches de coque inférieures est inférieure à cette valeur. Cela peut éviter d'avoir une coque trop fine lorsque la hauteur de couche est faible. 0 signifie que ce paramètre est désactivé et que l'épaisseur de la coque inférieure est absolument déterminée par les couches de la coque inférieure"
msgid "Apply gap fill"
msgstr "Remplissage des trous"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length that will be filled can be controlled from the filter out tiny gaps option below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
-"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces for maximum strength\n"
+"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces only, balancing print speed, reducing potential over extrusion in the solid infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be generated between perimeters, if a full width line cannot fit between them. That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated one, removed, set the filter out tiny gaps value to a large number, like 999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing to the model's strength. For models where excessive gap fill is generated between perimeters, a better option would be to switch to the arachne wall generator and use this option to control whether the cosmetic top and bottom surface gap fill is generated"
msgstr ""
-"Active le remplissage des trous pour les surfaces sélectionnées. La longueur "
-"minimale du trou qui sera comblé peut être contrôlée à l’aide de l’option "
-"« Filtrer les petits trous » ci-dessous.\n"
+"Active le remplissage des espaces pour les surfaces solides sélectionnées. La longueur minimale de l'espace qui sera comblé peut être contrôlée à partir de l'option « Filtrer les petits espaces » ci-dessous.\n"
"\n"
"Options :\n"
-"1. Partout : Applique le remplissage des trous aux surfaces pleines "
-"supérieures, inférieures et internes.\n"
-"2. Surfaces supérieure et inférieure : Remplissage des trous uniquement sur "
-"les surfaces supérieures et inférieures.\n"
-"3. Nulle part : Désactive le remplissage des trous\n"
+"1. Partout : Applique le remplissage de l'espace aux faces supérieures, inférieures et internes des solides pour une résistance maximale.\n"
+"2. Surfaces supérieure et inférieure : Remplissage des espaces uniquement sur les faces supérieure et inférieure, ce qui permet d'équilibrer la vitesse d'impression, de réduire les risques de sur-extrusion dans le remplissage solide et de s'assurer que les faces supérieure et inférieure ne présentent pas de trous d'épingle.\n"
+"3. Nulle part : Désactive le remplissage de l'espace pour toutes les zones de remplissage solide. \n"
+"\n"
+"Notez que si vous utilisez le générateur de périmètre classique, le remplissage de l’espace peut également être généré entre les périmètres, si une ligne de largeur complète ne peut pas tenir entre eux. Ce remplissage du périmètre n’est pas contrôlé par ce paramètre. \n"
+"\n"
+"Si vous souhaitez que tous les espaces, y compris ceux générés par le périmètre classique, soient supprimés, définissez la valeur de filtrage des petits espaces sur un grand nombre, comme 999999. \n"
+"\n"
+"Il n’est toutefois pas conseillé de procéder ainsi, car le remplissage des espaces entre les périmètres contribue à la solidité du modèle. Pour les modèles où un remplissage excessif est généré entre les périmètres, une meilleure option serait de passer au générateur de parois Arachne et d’utiliser cette option pour contrôler si le remplissage cosmétique des surfaces supérieures et inférieures est généré."
msgid "Everywhere"
msgstr "Partout"
@@ -10007,172 +8678,120 @@ msgstr "Nulle part"
msgid "Force cooling for overhang and bridge"
msgstr "Forcer la ventilation pour les surplombs et ponts"
-msgid ""
-"Enable this option to optimize part cooling fan speed for overhang and "
-"bridge to get better cooling"
-msgstr ""
-"Activez cette option pour optimiser la vitesse du ventilateur de "
-"refroidissement des pièces pour le surplomb et le pont afin d'obtenir un "
-"meilleur refroidissement"
+msgid "Enable this option to optimize part cooling fan speed for overhang and bridge to get better cooling"
+msgstr "Activez cette option pour optimiser la vitesse du ventilateur de refroidissement des pièces pour le surplomb et le pont afin d'obtenir un meilleur refroidissement"
msgid "Fan speed for overhang"
msgstr "Vitesse du ventilateur pour les surplombs"
-msgid ""
-"Force part cooling fan to be this speed when printing bridge or overhang "
-"wall which has large overhang degree. Forcing cooling for overhang and "
-"bridge can get better quality for these part"
-msgstr ""
-"Forcez le ventilateur de refroidissement des pièces à être à cette vitesse "
-"lors de l'impression d'un pont ou d'une paroi en surplomb qui a un degré de "
-"surplomb important. Forcer le refroidissement pour les surplombs et le pont "
-"pour obtenir une meilleure qualité pour ces pièces."
+msgid "Force part cooling fan to be this speed when printing bridge or overhang wall which has large overhang degree. Forcing cooling for overhang and bridge can get better quality for these part"
+msgstr "Forcez le ventilateur de refroidissement des pièces à être à cette vitesse lors de l'impression d'un pont ou d'une paroi en surplomb qui a un degré de surplomb important. Forcer le refroidissement pour les surplombs et le pont pour obtenir une meilleure qualité pour ces pièces."
msgid "Cooling overhang threshold"
msgstr "Seuil de dépassement de refroidissement"
#, c-format
-msgid ""
-"Force cooling fan to be specific speed when overhang degree of printed part "
-"exceeds this value. Expressed as percentage which indicides how much width "
-"of the line without support from lower layer. 0% means forcing cooling for "
-"all outer wall no matter how much overhang degree"
-msgstr ""
-"Forcer le ventilateur de refroidissement à atteindre une vitesse spécifique "
-"lorsque le degré de surplomb de la pièce imprimée dépasse cette valeur. Ceci "
-"est exprimé en pourcentage qui indique la largeur de la ligne sans support "
-"provenant de la couche inférieure. 0%% signifie un refroidissement forcé de "
-"toutes les parois extérieures, quel que soit le degré de surplomb."
+msgid "Force cooling fan to be specific speed when overhang degree of printed part exceeds this value. Expressed as percentage which indicides how much width of the line without support from lower layer. 0% means forcing cooling for all outer wall no matter how much overhang degree"
+msgstr "Forcer le ventilateur de refroidissement à atteindre une vitesse spécifique lorsque le degré de surplomb de la pièce imprimée dépasse cette valeur. Ceci est exprimé en pourcentage qui indique la largeur de la ligne sans support provenant de la couche inférieure. 0%% signifie un refroidissement forcé de toutes les parois extérieures, quel que soit le degré de surplomb."
msgid "Bridge infill direction"
msgstr "Direction du remplissage des ponts"
-msgid ""
-"Bridging angle override. If left to zero, the bridging angle will be "
-"calculated automatically. Otherwise the provided angle will be used for "
-"external bridges. Use 180°for zero angle."
-msgstr ""
-"Forçage de l’angle des ponts. S’il est laissé à zéro, l’angle des ponts sera "
-"calculé automatiquement. Sinon, l’angle fourni sera utilisé pour les ponts "
-"externes. Utilisez 180° pour un angle nul."
+msgid "Bridging angle override. If left to zero, the bridging angle will be calculated automatically. Otherwise the provided angle will be used for external bridges. Use 180°for zero angle."
+msgstr "Forçage de l’angle des ponts. S’il est laissé à zéro, l’angle des ponts sera calculé automatiquement. Sinon, l’angle fourni sera utilisé pour les ponts externes. Utilisez 180° pour un angle nul."
msgid "Bridge density"
msgstr "Densité des ponts"
msgid "Density of external bridges. 100% means solid bridge. Default is 100%."
-msgstr ""
-"Densité des ponts externes, Une valeur à 100% signifie un pont plein. La "
-"valeur par défaut est 100%."
+msgstr "Densité des ponts externes, Une valeur à 100% signifie un pont plein. La valeur par défaut est 100%."
msgid "Bridge flow ratio"
msgstr "Débit des ponts"
msgid ""
-"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"Decrease this value slightly(for example 0.9) to reduce the amount of material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Diminuez légèrement cette valeur (par exemple 0,9) pour réduire la quantité "
-"de matériaux pour le pont, pour améliorer l'affaissement"
+"Diminuez légèrement cette valeur (par exemple 0,9) pour réduire la quantité de matériau pour le pont, afin d’améliorer l’affaissement. \n"
+"\n"
+"Le débit réel du pont utilisé est calculé en multipliant cette valeur par le rapport de débit du filament et, s’il est défini, par le rapport de débit de l’objet."
msgid "Internal bridge flow ratio"
msgstr "Ratio de débit du pont interne"
msgid ""
-"This value governs the thickness of the internal bridge layer. This is the "
-"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"This value governs the thickness of the internal bridge layer. This is the first layer over sparse infill. Decrease this value slightly (for example 0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value with the bridge flow ratio, the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Cette valeur détermine l’épaisseur de la couche des ponts internes. Il "
-"s’agit de la première couche sur le remplissage. Diminuez légèrement cette "
-"valeur (par exemple 0.9) pour améliorer la qualité de la surface sur le "
-"remplissage."
+"Cette valeur détermine l’épaisseur de la couche de pont interne. Il s’agit de la première couche au-dessus d’un remplissage peu dense. Diminuez légèrement cette valeur (par exemple 0,9) pour améliorer la qualité de la surface sur un remplissage peu dense.\n"
+"\n"
+"Le débit du pont interne utilisé est calculé en multipliant cette valeur par le rapport de débit du pont, le rapport de débit du filament et, s’il est défini, le rapport de débit de l’objet."
msgid "Top surface flow ratio"
msgstr "Ratio du débit des surfaces supérieures"
msgid ""
-"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"This factor affects the amount of material for top solid infill. You can decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Ce facteur affecte la quantité de matériau pour le remplissage plein "
-"supérieur. Vous pouvez le diminuer légèrement pour avoir une finition de "
-"surface lisse"
+"Ce facteur affecte la quantité de matériau pour le remplissage du massif supérieur. Vous pouvez le réduire légèrement pour obtenir une finition de surface lisse. \n"
+"\n"
+"Le débit réel de la surface supérieure utilisé est calculé en multipliant cette valeur par le rapport de débit du filament et, s’il est défini, par le rapport de débit de l’objet."
msgid "Bottom surface flow ratio"
msgstr "Ratio du débit des surfaces inférieures"
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Ce facteur affecte la quantité de matériau pour le remplissage plein du "
-"dessous"
+"Ce facteur affecte la quantité de matériau pour le remplissage solide du fond. \n"
+"\n"
+"Le débit réel du remplissage solide inférieur utilisé est calculé en multipliant cette valeur par le rapport de débit du filament et, s’il est défini, par le rapport de débit de l’objet."
msgid "Precise wall"
msgstr "Parois précises"
msgid ""
-"Improve shell precision by adjusting outer wall spacing. This also improves "
-"layer consistency.\n"
-"Note: This setting will only take effect if the wall sequence is configured "
-"to Inner-Outer"
+"Improve shell precision by adjusting outer wall spacing. This also improves layer consistency.\n"
+"Note: This setting will only take effect if the wall sequence is configured to Inner-Outer"
msgstr ""
-"Améliorez la précision de la coque en ajustant l’espacement des parois "
-"extérieures. Cela permet également d’améliorer la cohérence des couches.\n"
-"Remarque : ce paramètre n’a d’effet que si la séquence des parois est "
-"configurée sur Intérieur-Extérieur."
+"Améliorez la précision de la coque en ajustant l’espacement des parois extérieures. Cela permet également d’améliorer la cohérence des couches.\n"
+"Remarque : ce paramètre n’a d’effet que si la séquence des parois est configurée sur Intérieur-Extérieur."
msgid "Only one wall on top surfaces"
msgstr "Une seule paroi sur les surfaces supérieures"
-msgid ""
-"Use only one wall on flat top surface, to give more space to the top infill "
-"pattern"
-msgstr ""
-"N'utilisez qu'une seule paroi sur les surfaces supérieures planes, afin de "
-"donner plus d'espace au motif de remplissage supérieur."
+msgid "Use only one wall on flat top surface, to give more space to the top infill pattern"
+msgstr "N'utilisez qu'une seule paroi sur les surfaces supérieures planes, afin de donner plus d'espace au motif de remplissage supérieur."
msgid "One wall threshold"
msgstr "Seuil de paroi unique"
#, no-c-format, no-boost-format
msgid ""
-"If a top surface has to be printed and it's partially covered by another "
-"layer, it won't be considered at a top layer where its width is below this "
-"value. This can be useful to not let the 'one perimeter on top' trigger on "
-"surface that should be covered only by perimeters. This value can be a mm or "
-"a % of the perimeter extrusion width.\n"
-"Warning: If enabled, artifacts can be created if you have some thin features "
-"on the next layer, like letters. Set this setting to 0 to remove these "
-"artifacts."
+"If a top surface has to be printed and it's partially covered by another layer, it won't be considered at a top layer where its width is below this value. This can be useful to not let the 'one perimeter on top' trigger on surface that should be covered only by perimeters. This value can be a mm or a % of the perimeter extrusion width.\n"
+"Warning: If enabled, artifacts can be created if you have some thin features on the next layer, like letters. Set this setting to 0 to remove these artifacts."
msgstr ""
-"Si une surface supérieure doit être imprimée et qu’elle est partiellement "
-"couverte par une autre couche, elle ne sera pas considérée comme une couche "
-"supérieure si sa largeur est inférieure à cette valeur. Cela peut être utile "
-"pour ne pas déclencher l’option « un périmètre sur le dessus » sur des "
-"surfaces qui ne devraient être couvertes que par des périmètres. Cette "
-"valeur peut être un mm ou un % de la largeur d’extrusion du périmètre.\n"
-"Attention : Si cette option est activée, des artefacts peuvent être créés si "
-"vous avez des éléments fins sur la couche suivante, comme des lettres. "
-"Réglez ce paramètre à 0 pour supprimer ces artefacts."
+"Si une surface supérieure doit être imprimée et qu’elle est partiellement couverte par une autre couche, elle ne sera pas considérée comme une couche supérieure si sa largeur est inférieure à cette valeur. Cela peut être utile pour ne pas déclencher l’option « un périmètre sur le dessus » sur des surfaces qui ne devraient être couvertes que par des périmètres. Cette valeur peut être un mm ou un % de la largeur d’extrusion du périmètre.\n"
+"Attention : Si cette option est activée, des artefacts peuvent être créés si vous avez des éléments fins sur la couche suivante, comme des lettres. Réglez ce paramètre à 0 pour supprimer ces artefacts."
msgid "Only one wall on first layer"
msgstr "Une seule paroi sur la première couche"
-msgid ""
-"Use only one wall on first layer, to give more space to the bottom infill "
-"pattern"
-msgstr ""
-"Utiliser qu’une seule paroi sur la première couche, pour donner plus "
-"d’espace au motif de remplissage inférieur"
+msgid "Use only one wall on first layer, to give more space to the bottom infill pattern"
+msgstr "Utiliser qu’une seule paroi sur la première couche, pour donner plus d’espace au motif de remplissage inférieur"
msgid "Extra perimeters on overhangs"
msgstr "Parois supplémentaires sur les surplombs"
-msgid ""
-"Create additional perimeter paths over steep overhangs and areas where "
-"bridges cannot be anchored. "
-msgstr ""
-"Créer des chemins de périmètres supplémentaires sur les surplombs abrupts et "
-"les zones où les ponts ne peuvent pas être ancrés. "
+msgid "Create additional perimeter paths over steep overhangs and areas where bridges cannot be anchored. "
+msgstr "Créer des chemins de périmètres supplémentaires sur les surplombs abrupts et les zones où les ponts ne peuvent pas être ancrés. "
msgid "Reverse on odd"
msgstr "Parois inversées sur couches impaires"
@@ -10181,19 +8800,13 @@ msgid "Overhang reversal"
msgstr "Inversion du surplomb"
msgid ""
-"Extrude perimeters that have a part over an overhang in the reverse "
-"direction on odd layers. This alternating pattern can drastically improve "
-"steep overhangs.\n"
+"Extrude perimeters that have a part over an overhang in the reverse direction on odd layers. This alternating pattern can drastically improve steep overhangs.\n"
"\n"
-"This setting can also help reduce part warping due to the reduction of "
-"stresses in the part walls."
+"This setting can also help reduce part warping due to the reduction of stresses in the part walls."
msgstr ""
-"Extruder les périmètres dont une partie se trouve au-dessus d’un surplomb "
-"dans le sens inverse sur les couches impaires. Ce motif alternatif peut "
-"améliorer considérablement les surplombs abrupts.\n"
+"Extruder les périmètres dont une partie se trouve au-dessus d’un surplomb dans le sens inverse sur les couches impaires. Ce motif alternatif peut améliorer considérablement les surplombs abrupts.\n"
"\n"
-"Ce paramètre peut également contribuer à réduire le gauchissement de la "
-"pièce en raison de la réduction des contraintes dans les parois de la pièce."
+"Ce paramètre peut également contribuer à réduire le gauchissement de la pièce en raison de la réduction des contraintes dans les parois de la pièce."
msgid "Reverse only internal perimeters"
msgstr "Inverser uniquement les périmètres internes"
@@ -10201,50 +8814,29 @@ msgstr "Inverser uniquement les périmètres internes"
msgid ""
"Apply the reverse perimeters logic only on internal perimeters. \n"
"\n"
-"This setting greatly reduces part stresses as they are now distributed in "
-"alternating directions. This should reduce part warping while also "
-"maintaining external wall quality. This feature can be very useful for warp "
-"prone material, like ABS/ASA, and also for elastic filaments, like TPU and "
-"Silk PLA. It can also help reduce warping on floating regions over "
-"supports.\n"
+"This setting greatly reduces part stresses as they are now distributed in alternating directions. This should reduce part warping while also maintaining external wall quality. This feature can be very useful for warp prone material, like ABS/ASA, and also for elastic filaments, like TPU and Silk PLA. It can also help reduce warping on floating regions over supports.\n"
"\n"
-"For this setting to be the most effective, it is recomended to set the "
-"Reverse Threshold to 0 so that all internal walls print in alternating "
-"directions on odd layers irrespective of their overhang degree."
+"For this setting to be the most effective, it is recomended to set the Reverse Threshold to 0 so that all internal walls print in alternating directions on odd layers irrespective of their overhang degree."
msgstr ""
-"Appliquer la logique d’inversion des périmètres uniquement sur les "
-"périmètres internes. \n"
+"Appliquer la logique d’inversion des périmètres uniquement sur les périmètres internes. \n"
"\n"
-"Ce paramètre réduit considérablement les contraintes exercées sur les "
-"pièces, car elles sont désormais réparties dans des directions alternées. "
-"Cela devrait réduire la déformation des pièces tout en maintenant la qualité "
-"des parois externes. Cette fonction peut être très utile pour les matériaux "
-"sujets à la déformation, comme l’ABS/ASA, ainsi que pour les filaments "
-"élastiques, comme le TPU et le Silk PLA. Elle peut également contribuer à "
-"réduire le gauchissement des régions flottantes sur les supports.\n"
+"Ce paramètre réduit considérablement les contraintes exercées sur les pièces, car elles sont désormais réparties dans des directions alternées. Cela devrait réduire la déformation des pièces tout en maintenant la qualité des parois externes. Cette fonction peut être très utile pour les matériaux sujets à la déformation, comme l’ABS/ASA, ainsi que pour les filaments élastiques, comme le TPU et le Silk PLA. Elle peut également contribuer à réduire le gauchissement des régions flottantes sur les supports.\n"
"\n"
-"Pour que ce paramètre soit le plus efficace possible, il est recommandé de "
-"régler le seuil d’inversion sur 0 afin que toutes les parois internes "
-"s’impriment dans des directions alternées sur les couches impaires, quel que "
-"soit leur degré de surplomb."
+"Pour que ce paramètre soit le plus efficace possible, il est recommandé de régler le seuil d’inversion sur 0 afin que toutes les parois internes s’impriment dans des directions alternées sur les couches impaires, quel que soit leur degré de surplomb."
msgid "Bridge counterbore holes"
msgstr "Trous d'alésage pour le pont"
msgid ""
-"This option creates bridges for counterbore holes, allowing them to be "
-"printed without support. Available modes include:\n"
+"This option creates bridges for counterbore holes, allowing them to be printed without support. Available modes include:\n"
"1. None: No bridge is created.\n"
"2. Partially Bridged: Only a part of the unsupported area will be bridged.\n"
"3. Sacrificial Layer: A full sacrificial bridge layer is created."
msgstr ""
-"Cette option crée des ponts pour les trous d'alésage, ce qui permet de les "
-"imprimer sans support. Les modes disponibles sont les suivants\n"
+"Cette option crée des ponts pour les trous d'alésage, ce qui permet de les imprimer sans support. Les modes disponibles sont les suivants\n"
"1. Aucun : Aucun pont n’est créé.\n"
-"2. Partiellement connecté : Seule une partie de la zone non prise en charge "
-"sera connectée.\n"
-"3. Couche sacrificielle : Une couche de pont sacrificielle complète est "
-"créée."
+"2. Partiellement connecté : Seule une partie de la zone non prise en charge sera connectée.\n"
+"3. Couche sacrificielle : Une couche de pont sacrificielle complète est créée."
msgid "Partially bridged"
msgstr "Partiellement connecté"
@@ -10260,12 +8852,10 @@ msgstr "Seuil d’inversion des surplombs"
#, no-c-format, no-boost-format
msgid ""
-"Number of mm the overhang need to be for the reversal to be considered "
-"useful. Can be a % of the perimeter width.\n"
+"Number of mm the overhang need to be for the reversal to be considered useful. Can be a % of the perimeter width.\n"
"Value 0 enables reversal on every odd layers regardless."
msgstr ""
-"Nombre de mm de dépassement nécessaire pour que l’inversion soit considérée "
-"comme utile. Il peut s’agir d’un pourcentage de la largeur du périmètre.\n"
+"Nombre de mm de dépassement nécessaire pour que l’inversion soit considérée comme utile. Il peut s’agir d’un pourcentage de la largeur du périmètre.\n"
"La valeur 0 permet l’inversion sur toutes les couches impaires."
msgid "Classic mode"
@@ -10278,19 +8868,24 @@ msgid "Slow down for overhang"
msgstr "Ralentir pour le surplomb"
msgid "Enable this option to slow printing down for different overhang degree"
-msgstr ""
-"Activez cette option pour ralentir l'impression pour différents degrés de "
-"surplomb"
+msgstr "Activez cette option pour ralentir l'impression pour différents degrés de surplomb"
msgid "Slow down for curled perimeters"
msgstr "Ralentir lors des périmètres courbés"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have curled upwards.For example, additional slowdown will be applied when printing overhangs on sharp corners like the front of the Benchy hull, reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your printer cooling is powerful enough or the print speed slow enough that perimeter curling does not happen. If printing with a high external perimeter speed, this parameter may introduce slight artifacts when slowing down due to the large variance in print speeds. If you notice artifacts, ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like overhangs, meaning the overhang speed is applied even if the overhanging perimeter is part of a bridge. For example, when the perimeters are 100%% overhanging, with no wall supporting them from underneath, the 100%% overhang speed will be applied."
msgstr ""
-"Activer cette option pour ralentir l’impression dans les zones où des "
-"périmètres potentiellement courbées peuvent exister."
+"Activez cette option pour ralentir l'impression dans les zones où les périmètres peuvent s'être incurvés vers le haut. Par exemple, un ralentissement supplémentaire sera appliqué lors de l'impression de surplombs sur des angles aigus comme l'avant de la coque du Benchy, réduisant ainsi l'enroulement qui s'aggrave sur plusieurs couches.\n"
+"\n"
+"Il est généralement recommandé d’activer cette option à moins que le refroidissement de votre imprimante soit suffisamment puissant ou que la vitesse d’impression soit suffisamment lente pour que le phénomène de recourbement du périmètre ne se produise pas. Si vous imprimez avec une vitesse de périmètre externe élevée, ce paramètre peut introduire de légers artefacts lors du ralentissement en raison de la grande variance des vitesses d’impression. Si vous remarquez des artefacts, assurez-vous que votre avance de pression est réglée correctement.\n"
+"\n"
+"Remarque : lorsque cette option est activée, les périmètres en surplomb sont traités comme des surplombs, ce qui signifie que la vitesse de surplomb est appliquée même si le périmètre en surplomb fait partie d’un pont. Par exemple, lorsque les périmètres sont en surplomb de 100%%, sans paroi les soutenant par en dessous, la vitesse de surplomb de 100%% sera appliquée."
msgid "mm/s or %"
msgstr "mm/s ou %"
@@ -10298,9 +8893,14 @@ msgstr "mm/s ou %"
msgid "External"
msgstr "Externe"
-msgid "Speed of bridge and completely overhang wall"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic overhang mode is enabled, it will be the print speed of overhang walls that are supported by less than 13%, whether they are part of a bridge or an overhang."
msgstr ""
-"Il s'agit de la vitesse pour les ponts et les parois en surplomb à 100 %."
+"Vitesse des extrusions de pont visible de l’extérieur. \n"
+"\n"
+"En outre, si la fonction Ralentir pour les périmètres courbés est désactivée ou si le mode Surplomb classique est activé, il s’agira de la vitesse d’impression des parois en surplomb dont l’appui est inférieur à 13 %, qu’elles fassent partie d’un pont ou d’un surplomb."
msgid "mm/s"
msgstr "mm/s"
@@ -10308,12 +8908,8 @@ msgstr "mm/s"
msgid "Internal"
msgstr "Interne"
-msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
-msgstr ""
-"Vitesse des ponts internes. Si la valeur est exprimée en pourcentage, elle "
-"sera calculée en fonction de bridge_speed. La valeur par défaut est 150%."
+msgid "Speed of internal bridges. If the value is expressed as a percentage, it will be calculated based on the bridge_speed. Default value is 150%."
+msgstr "Vitesse des ponts internes. Si la valeur est exprimée en pourcentage, elle sera calculée sur la base de la vitesse du pont. La valeur par défaut est 150%."
msgid "Brim width"
msgstr "Largeur de la bordure"
@@ -10324,23 +8920,14 @@ msgstr "Distance du modèle à la ligne de bord la plus externe"
msgid "Brim type"
msgstr "Type de bordure"
-msgid ""
-"This controls the generation of the brim at outer and/or inner side of "
-"models. Auto means the brim width is analysed and calculated automatically."
-msgstr ""
-"Cela permet de contrôler la génération de bordure extérieur et/ou intérieur "
-"des modèles. Auto signifie que la largeur de bordure est analysée et "
-"calculée automatiquement."
+msgid "This controls the generation of the brim at outer and/or inner side of models. Auto means the brim width is analysed and calculated automatically."
+msgstr "Cela permet de contrôler la génération de bordure extérieur et/ou intérieur des modèles. Auto signifie que la largeur de bordure est analysée et calculée automatiquement."
msgid "Brim-object gap"
msgstr "Écart bord-objet"
-msgid ""
-"A gap between innermost brim line and object can make brim be removed more "
-"easily"
-msgstr ""
-"Un espace entre la ligne de bord la plus interne et l'objet peut faciliter "
-"le retrait du bord"
+msgid "A gap between innermost brim line and object can make brim be removed more easily"
+msgstr "Un espace entre la ligne de bord la plus interne et l'objet peut faciliter le retrait du bord"
msgid "Brim ears"
msgstr "Bordures à oreilles"
@@ -10358,19 +8945,16 @@ msgid ""
msgstr ""
"Angle maximum pour laisser apparaître la bordure à oreilles.\n"
"S’il est défini sur 0, aucune bordure ne sera créée.\n"
-"S’il est réglé sur ~180, la bordure sera créée sur tout sauf les sections "
-"droites."
+"S’il est réglé sur ~180, la bordure sera créée sur tout sauf les sections droites."
msgid "Brim ear detection radius"
msgstr "Rayon de détection de la bordure à oreilles"
msgid ""
-"The geometry will be decimated before dectecting sharp angles. This "
-"parameter indicates the minimum length of the deviation for the decimation.\n"
+"The geometry will be decimated before dectecting sharp angles. This parameter indicates the minimum length of the deviation for the decimation.\n"
"0 to deactivate"
msgstr ""
-"La géométrie sera décimée avant de détecter les angles vifs. Ce paramètre "
-"indique la longueur minimale de l’écart pour la décimation.\n"
+"La géométrie sera décimée avant de détecter les angles vifs. Ce paramètre indique la longueur minimale de l’écart pour la décimation.\n"
"0 pour désactiver"
msgid "Compatible machine"
@@ -10409,27 +8993,14 @@ msgstr "En tant que liste d’objets"
msgid "Slow printing down for better layer cooling"
msgstr "Impression lente pour un meilleur refroidissement des couches"
-msgid ""
-"Enable this option to slow printing speed down to make the final layer time "
-"not shorter than the layer time threshold in \"Max fan speed threshold\", so "
-"that layer can be cooled for longer time. This can improve the cooling "
-"quality for needle and small details"
-msgstr ""
-"Activez cette option pour ralentir la vitesse d'impression afin que le temps "
-"de couche final ne soit pas plus court que le seuil de temps de couche dans "
-"\"Seuil de vitesse maximale du ventilateur\", afin que cette couche puisse "
-"être refroidie plus longtemps. Cela peut améliorer la qualité de "
-"refroidissement pour l'aiguille et les petits détails"
+msgid "Enable this option to slow printing speed down to make the final layer time not shorter than the layer time threshold in \"Max fan speed threshold\", so that layer can be cooled for longer time. This can improve the cooling quality for needle and small details"
+msgstr "Activez cette option pour ralentir la vitesse d'impression afin que le temps de couche final ne soit pas plus court que le seuil de temps de couche dans \"Seuil de vitesse maximale du ventilateur\", afin que cette couche puisse être refroidie plus longtemps. Cela peut améliorer la qualité de refroidissement pour l'aiguille et les petits détails"
msgid "Normal printing"
msgstr "Impression normale"
-msgid ""
-"The default acceleration of both normal printing and travel except initial "
-"layer"
-msgstr ""
-"L'accélération par défaut de l'impression normale et du déplacement à "
-"l'exception de la couche initiale"
+msgid "The default acceleration of both normal printing and travel except initial layer"
+msgstr "L'accélération par défaut de l'impression normale et du déplacement à l'exception de la couche initiale"
msgid "mm/s²"
msgstr "mm/s²"
@@ -10450,19 +9021,13 @@ msgid "Activate air filtration"
msgstr "Activer la filtration de l’air"
msgid "Activate for better air filtration. G-code command: M106 P3 S(0-255)"
-msgstr ""
-"Activer pour une meilleure filtration de l’air. Commande G-code : M106 P3 "
-"S(0-255)"
+msgstr "Activer pour une meilleure filtration de l’air. Commande G-code : M106 P3 S(0-255)"
msgid "Fan speed"
msgstr "Vitesse du ventilateur"
-msgid ""
-"Speed of exhaust fan during printing.This speed will overwrite the speed in "
-"filament custom gcode"
-msgstr ""
-"Vitesse du ventilateur d’extraction pendant l’impression. Cette vitesse "
-"écrasera la vitesse dans le G-code personnalisé du filament."
+msgid "Speed of exhaust fan during printing.This speed will overwrite the speed in filament custom gcode"
+msgstr "Vitesse du ventilateur d’extraction pendant l’impression. Cette vitesse écrasera la vitesse dans le G-code personnalisé du filament."
msgid "Speed of exhaust fan after printing completes"
msgstr "Vitesse du ventilateur d’extraction après l’impression"
@@ -10470,109 +9035,58 @@ msgstr "Vitesse du ventilateur d’extraction après l’impression"
msgid "No cooling for the first"
msgstr "Pas de refroidissement pour"
-msgid ""
-"Close all cooling fan for the first certain layers. Cooling fan of the first "
-"layer used to be closed to get better build plate adhesion"
-msgstr ""
-"Éteignez tous les ventilateurs de refroidissement pour les premières "
-"couches. Cela peut être utilisé pour améliorer l'adhérence à la plaque."
+msgid "Close all cooling fan for the first certain layers. Cooling fan of the first layer used to be closed to get better build plate adhesion"
+msgstr "Éteignez tous les ventilateurs de refroidissement pour les premières couches. Cela peut être utilisé pour améliorer l'adhérence à la plaque."
msgid "Don't support bridges"
msgstr "Ne pas supporter les ponts"
-msgid ""
-"Don't support the whole bridge area which make support very large. Bridge "
-"usually can be printing directly without support if not very long"
-msgstr ""
-"Cela désactive le support des ponts, ce qui diminue le nombre de supports "
-"requis. Les ponts peuvent généralement être imprimés directement sans "
-"support s'ils ne sont pas très longs."
+msgid "Don't support the whole bridge area which make support very large. Bridge usually can be printing directly without support if not very long"
+msgstr "Cela désactive le support des ponts, ce qui diminue le nombre de supports requis. Les ponts peuvent généralement être imprimés directement sans support s'ils ne sont pas très longs."
msgid "Thick bridges"
msgstr "Ponts épais"
-msgid ""
-"If enabled, bridges are more reliable, can bridge longer distances, but may "
-"look worse. If disabled, bridges look better but are reliable just for "
-"shorter bridged distances."
-msgstr ""
-"S'ils sont activés, les ponts sont plus fiables et peuvent couvrir de plus "
-"longues distances, mais ils peuvent sembler moins jolis. S'ils sont "
-"désactivés, les ponts ont une meilleure apparence mais ne sont fiables que "
-"sur de courtes distances."
+msgid "If enabled, bridges are more reliable, can bridge longer distances, but may look worse. If disabled, bridges look better but are reliable just for shorter bridged distances."
+msgstr "S'ils sont activés, les ponts sont plus fiables et peuvent couvrir de plus longues distances, mais ils peuvent sembler moins jolis. S'ils sont désactivés, les ponts ont une meilleure apparence mais ne sont fiables que sur de courtes distances."
msgid "Thick internal bridges"
msgstr "Ponts internes épais"
-msgid ""
-"If enabled, thick internal bridges will be used. It's usually recommended to "
-"have this feature turned on. However, consider turning it off if you are "
-"using large nozzles."
-msgstr ""
-"Si cette option est activée, des ponts internes épais seront utilisés. Il "
-"est généralement recommandé d’activer cette fonctionnalité. Pensez cependant "
-"à la désactiver si vous utilisez des buses larges."
+msgid "If enabled, thick internal bridges will be used. It's usually recommended to have this feature turned on. However, consider turning it off if you are using large nozzles."
+msgstr "Si cette option est activée, des ponts internes épais seront utilisés. Il est généralement recommandé d’activer cette fonctionnalité. Pensez cependant à la désactiver si vous utilisez des buses larges."
msgid "Don't filter out small internal bridges (beta)"
msgstr "Ne pas filtrer les petits ponts internes (expérimental)"
msgid ""
-"This option can help reducing pillowing on top surfaces in heavily slanted "
-"or curved models.\n"
+"This option can help reducing pillowing on top surfaces in heavily slanted or curved models.\n"
"\n"
-"By default, small internal bridges are filtered out and the internal solid "
-"infill is printed directly over the sparse infill. This works well in most "
-"cases, speeding up printing without too much compromise on top surface "
-"quality. \n"
+"By default, small internal bridges are filtered out and the internal solid infill is printed directly over the sparse infill. This works well in most cases, speeding up printing without too much compromise on top surface quality. \n"
"\n"
-"However, in heavily slanted or curved models especially where too low sparse "
-"infill density is used, this may result in curling of the unsupported solid "
-"infill, causing pillowing.\n"
+"However, in heavily slanted or curved models especially where too low sparse infill density is used, this may result in curling of the unsupported solid infill, causing pillowing.\n"
"\n"
-"Enabling this option will print internal bridge layer over slightly "
-"unsupported internal solid infill. The options below control the amount of "
-"filtering, i.e. the amount of internal bridges created.\n"
+"Enabling this option will print internal bridge layer over slightly unsupported internal solid infill. The options below control the amount of filtering, i.e. the amount of internal bridges created.\n"
"\n"
-"Disabled - Disables this option. This is the default behaviour and works "
-"well in most cases.\n"
+"Disabled - Disables this option. This is the default behaviour and works well in most cases.\n"
"\n"
-"Limited filtering - Creates internal bridges on heavily slanted surfaces, "
-"while avoiding creating uncessesary interal bridges. This works well for "
-"most difficult models.\n"
+"Limited filtering - Creates internal bridges on heavily slanted surfaces, while avoiding creating uncessesary interal bridges. This works well for most difficult models.\n"
"\n"
-"No filtering - Creates internal bridges on every potential internal "
-"overhang. This option is useful for heavily slanted top surface models. "
-"However, in most cases it creates too many unecessary bridges."
+"No filtering - Creates internal bridges on every potential internal overhang. This option is useful for heavily slanted top surface models. However, in most cases it creates too many unecessary bridges."
msgstr ""
-"Cette option permet de réduire la formation de creux sur les surfaces "
-"supérieures des modèles fortement inclinés ou courbés.\n"
+"Cette option permet de réduire la formation de creux sur les surfaces supérieures des modèles fortement inclinés ou courbés.\n"
"\n"
-"Par défaut, les petits ponts internes sont filtrés et le remplissage plein "
-"interne est imprimé directement sur le remplissage peu dense. Cela "
-"fonctionne bien dans la plupart des cas, accélérant l'impression sans trop "
-"compromettre la qualité de la surface supérieure. \n"
+"Par défaut, les petits ponts internes sont filtrés et le remplissage plein interne est imprimé directement sur le remplissage peu dense. Cela fonctionne bien dans la plupart des cas, accélérant l'impression sans trop compromettre la qualité de la surface supérieure. \n"
"\n"
-"Cependant, dans les modèles fortement inclinés ou courbés, en particulier "
-"lorsque la densité de remplissage est trop faible, il peut en résulter un "
-"enroulement du remplissage plein non soutenu, ce qui provoque un effet de "
-"creusement.\n"
+"Cependant, dans les modèles fortement inclinés ou courbés, en particulier lorsque la densité de remplissage est trop faible, il peut en résulter un enroulement du remplissage plein non soutenu, ce qui provoque un effet de creusement.\n"
"\n"
-"L’activation de cette option permet d’imprimer une couche de pont interne "
-"sur un remplissage plein interne légèrement non soutenu. Les options ci-"
-"dessous contrôlent la quantité de filtrage, c’est-à-dire la quantité de "
-"ponts internes créés.\n"
+"L’activation de cette option permet d’imprimer une couche de pont interne sur un remplissage plein interne légèrement non soutenu. Les options ci-dessous contrôlent la quantité de filtrage, c’est-à-dire la quantité de ponts internes créés.\n"
"\n"
-"Désactivé - Désactive cette option. Il s’agit du comportement par défaut, "
-"qui fonctionne bien dans la plupart des cas.\n"
+"Désactivé - Désactive cette option. Il s’agit du comportement par défaut, qui fonctionne bien dans la plupart des cas.\n"
"\n"
-"Filtrage limité - Crée des ponts internes sur les surfaces fortement "
-"inclinées, tout en évitant de créer des ponts internes inutiles. Cette "
-"option fonctionne bien pour la plupart des modèles difficiles.\n"
+"Filtrage limité - Crée des ponts internes sur les surfaces fortement inclinées, tout en évitant de créer des ponts internes inutiles. Cette option fonctionne bien pour la plupart des modèles difficiles.\n"
"\n"
-"Pas de filtrage - Crée des ponts internes sur chaque surplomb interne "
-"potentiel. Cette option est utile pour les modèles à surface supérieure "
-"fortement inclinée. Cependant, dans la plupart des cas, elle crée trop de "
-"ponts inutiles."
+"Pas de filtrage - Crée des ponts internes sur chaque surplomb interne potentiel. Cette option est utile pour les modèles à surface supérieure fortement inclinée. Cependant, dans la plupart des cas, elle crée trop de ponts inutiles."
msgid "Disabled"
msgstr "Désactivé"
@@ -10586,15 +9100,8 @@ msgstr "Pas de filtrage"
msgid "Max bridge length"
msgstr "Longueur max des ponts"
-msgid ""
-"Max length of bridges that don't need support. Set it to 0 if you want all "
-"bridges to be supported, and set it to a very large value if you don't want "
-"any bridges to be supported."
-msgstr ""
-"Il s'agit de la longueur maximale des ponts qui n'ont pas besoin de support. "
-"Mettez 0 si vous souhaitez que tous les ponts soient pris en charge, ou "
-"mettez une valeur très élevée si vous souhaitez qu'aucun pont ne soit pris "
-"en charge."
+msgid "Max length of bridges that don't need support. Set it to 0 if you want all bridges to be supported, and set it to a very large value if you don't want any bridges to be supported."
+msgstr "Il s'agit de la longueur maximale des ponts qui n'ont pas besoin de support. Mettez 0 si vous souhaitez que tous les ponts soient pris en charge, ou mettez une valeur très élevée si vous souhaitez qu'aucun pont ne soit pris en charge."
msgid "End G-code"
msgstr "G-code de fin"
@@ -10605,12 +9112,8 @@ msgstr "G-code de fin lorsque vous avez terminé toute l'impression"
msgid "Between Object Gcode"
msgstr "G-code entre objet"
-msgid ""
-"Insert Gcode between objects. This parameter will only come into effect when "
-"you print your models object by object"
-msgstr ""
-"Insérer le G-code entre les objets. Ce paramètre n’entrera en vigueur que "
-"lorsque vous imprimerez vos modèles objet par objet."
+msgid "Insert Gcode between objects. This parameter will only come into effect when you print your models object by object"
+msgstr "Insérer le G-code entre les objets. Ce paramètre n’entrera en vigueur que lorsque vous imprimerez vos modèles objet par objet."
msgid "End G-code when finish the printing of this filament"
msgstr "G-code de fin lorsque l'impression de ce filament est terminée"
@@ -10619,27 +9122,18 @@ msgid "Ensure vertical shell thickness"
msgstr "Assurer l’épaisseur de la coque verticale"
msgid ""
-"Add solid infill near sloping surfaces to guarantee the vertical shell "
-"thickness (top+bottom solid layers)\n"
-"None: No solid infill will be added anywhere. Caution: Use this option "
-"carefully if your model has sloped surfaces\n"
+"Add solid infill near sloping surfaces to guarantee the vertical shell thickness (top+bottom solid layers)\n"
+"None: No solid infill will be added anywhere. Caution: Use this option carefully if your model has sloped surfaces\n"
"Critical Only: Avoid adding solid infill for walls\n"
"Moderate: Add solid infill for heavily sloping surfaces only\n"
"All: Add solid infill for all suitable sloping surfaces\n"
"Default value is All."
msgstr ""
-"Ajouter un remplissage plein près des surfaces inclinées pour garantir "
-"l’épaisseur verticale de la coque (couches solides supérieures et "
-"inférieures).\n"
-"Aucune : Aucun remplissage plein ne sera ajouté nulle part. Attention : "
-"Utilisez cette option avec précaution si votre modèle comporte des surfaces "
-"inclinées.\n"
-"Critique seulement : Évitez d’ajouter des remplissages solides pour les "
-"parois.\n"
-"Modéré : Ajouter un remplissage plein uniquement pour les surfaces fortement "
-"inclinées\n"
-"Tous : ajouter un remplissage plein pour toutes les surfaces inclinées "
-"appropriées.\n"
+"Ajouter un remplissage plein près des surfaces inclinées pour garantir l’épaisseur verticale de la coque (couches solides supérieures et inférieures).\n"
+"Aucune : Aucun remplissage plein ne sera ajouté nulle part. Attention : Utilisez cette option avec précaution si votre modèle comporte des surfaces inclinées.\n"
+"Critique seulement : Évitez d’ajouter des remplissages solides pour les parois.\n"
+"Modéré : Ajouter un remplissage plein uniquement pour les surfaces fortement inclinées\n"
+"Tous : ajouter un remplissage plein pour toutes les surfaces inclinées appropriées.\n"
"La valeur par défaut est Tous."
msgid "Critical Only"
@@ -10682,58 +9176,31 @@ msgid "Bottom surface pattern"
msgstr "Motif de surface inférieure"
msgid "Line pattern of bottom surface infill, not bridge infill"
-msgstr ""
-"Motif de ligne du remplissage de la surface inférieure, pas du remplissage "
-"du pont"
+msgstr "Motif de ligne du remplissage de la surface inférieure, pas du remplissage du pont"
msgid "Internal solid infill pattern"
msgstr "Motif de remplissage plein interne"
-msgid ""
-"Line pattern of internal solid infill. if the detect narrow internal solid "
-"infill be enabled, the concentric pattern will be used for the small area."
-msgstr ""
-"Modèle de ligne de remplissage interne. Si la détection d’un remplissage "
-"interne étroit est activée, le modèle concentrique sera utilisé pour la "
-"petite zone."
+msgid "Line pattern of internal solid infill. if the detect narrow internal solid infill be enabled, the concentric pattern will be used for the small area."
+msgstr "Modèle de ligne de remplissage interne. Si la détection d’un remplissage interne étroit est activée, le modèle concentrique sera utilisé pour la petite zone."
-msgid ""
-"Line width of outer wall. If expressed as a %, it will be computed over the "
-"nozzle diameter."
-msgstr ""
-"Largeur de la ligne de la paroi extérieure. Si elle est exprimée en %, elle "
-"sera calculée sur le diamètre de la buse."
+msgid "Line width of outer wall. If expressed as a %, it will be computed over the nozzle diameter."
+msgstr "Largeur de la ligne de la paroi extérieure. Si elle est exprimée en %, elle sera calculée sur le diamètre de la buse."
-msgid ""
-"Speed of outer wall which is outermost and visible. It's used to be slower "
-"than inner wall speed to get better quality."
-msgstr ""
-"Vitesse de paroi extérieure qui est la plus à l'extérieur et visible. Elle "
-"est généralement plus lente que la vitesse de la paroi interne pour obtenir "
-"une meilleure qualité."
+msgid "Speed of outer wall which is outermost and visible. It's used to be slower than inner wall speed to get better quality."
+msgstr "Vitesse de paroi extérieure qui est la plus à l'extérieur et visible. Elle est généralement plus lente que la vitesse de la paroi interne pour obtenir une meilleure qualité."
msgid "Small perimeters"
msgstr "Petits périmètres"
-msgid ""
-"This separate setting will affect the speed of perimeters having radius <= "
-"small_perimeter_threshold (usually holes). If expressed as percentage (for "
-"example: 80%) it will be calculated on the outer wall speed setting above. "
-"Set to zero for auto."
-msgstr ""
-"Ce paramètre séparé affectera la vitesse des périmètres ayant un rayon <= "
-"petite longueur de périmètre (généralement des trous). S’il est exprimé en "
-"pourcentage (par exemple : 80%), il sera calculé sur la vitesse de la paroi "
-"extérieure ci-dessus. Mettre à zéro pour automatique."
+msgid "This separate setting will affect the speed of perimeters having radius <= small_perimeter_threshold (usually holes). If expressed as percentage (for example: 80%) it will be calculated on the outer wall speed setting above. Set to zero for auto."
+msgstr "Ce paramètre séparé affectera la vitesse des périmètres ayant un rayon <= petite longueur de périmètre (généralement des trous). S’il est exprimé en pourcentage (par exemple : 80%), il sera calculé sur la vitesse de la paroi extérieure ci-dessus. Mettre à zéro pour automatique."
msgid "Small perimeters threshold"
msgstr "Seuil des petits périmètres"
-msgid ""
-"This sets the threshold for small perimeter length. Default threshold is 0mm"
-msgstr ""
-"Cela définit le seuil pour une petite longueur de périmètre. Le seuil par "
-"défaut est de 0 mm"
+msgid "This sets the threshold for small perimeter length. Default threshold is 0mm"
+msgstr "Cela définit le seuil pour une petite longueur de périmètre. Le seuil par défaut est de 0 mm"
msgid "Walls printing order"
msgstr "Ordre d’impression des parois"
@@ -10741,52 +9208,21 @@ msgstr "Ordre d’impression des parois"
msgid ""
"Print sequence of the internal (inner) and external (outer) walls. \n"
"\n"
-"Use Inner/Outer for best overhangs. This is because the overhanging walls "
-"can adhere to a neighouring perimeter while printing. However, this option "
-"results in slightly reduced surface quality as the external perimeter is "
-"deformed by being squashed to the internal perimeter.\n"
+"Use Inner/Outer for best overhangs. This is because the overhanging walls can adhere to a neighouring perimeter while printing. However, this option results in slightly reduced surface quality as the external perimeter is deformed by being squashed to the internal perimeter.\n"
"\n"
-"Use Inner/Outer/Inner for the best external surface finish and dimensional "
-"accuracy as the external wall is printed undisturbed from an internal "
-"perimeter. However, overhang performance will reduce as there is no internal "
-"perimeter to print the external wall against. This option requires a minimum "
-"of 3 walls to be effective as it prints the internal walls from the 3rd "
-"perimeter onwards first, then the external perimeter and, finally, the first "
-"internal perimeter. This option is recomended against the Outer/Inner option "
-"in most cases. \n"
+"Use Inner/Outer/Inner for the best external surface finish and dimensional accuracy as the external wall is printed undisturbed from an internal perimeter. However, overhang performance will reduce as there is no internal perimeter to print the external wall against. This option requires a minimum of 3 walls to be effective as it prints the internal walls from the 3rd perimeter onwards first, then the external perimeter and, finally, the first internal perimeter. This option is recomended against the Outer/Inner option in most cases. \n"
"\n"
-"Use Outer/Inner for the same external wall quality and dimensional accuracy "
-"benefits of Inner/Outer/Inner option. However, the z seams will appear less "
-"consistent as the first extrusion of a new layer starts on a visible "
-"surface.\n"
+"Use Outer/Inner for the same external wall quality and dimensional accuracy benefits of Inner/Outer/Inner option. However, the z seams will appear less consistent as the first extrusion of a new layer starts on a visible surface.\n"
"\n"
" "
msgstr ""
-"Séquence d'impression des parois internes (intérieures) et externes "
-"(extérieures). \n"
+"Séquence d'impression des parois internes (intérieures) et externes (extérieures). \n"
"\n"
-"Utilisez Intérieur/Extérieur pour obtenir les meilleurs surplombs. En effet, "
-"les parois en surplomb peuvent adhérer à un périmètre voisin lors de "
-"l'impression. Toutefois, cette option entraîne une légère diminution de la "
-"qualité de la surface, car le périmètre externe est déformé par l'écrasement "
-"du périmètre interne.\n"
+"Utilisez Intérieur/Extérieur pour obtenir les meilleurs surplombs. En effet, les parois en surplomb peuvent adhérer à un périmètre voisin lors de l'impression. Toutefois, cette option entraîne une légère diminution de la qualité de la surface, car le périmètre externe est déformé par l'écrasement du périmètre interne.\n"
"\n"
-"Utilisez l’option Intérieur/Extérieur/Intérieur pour obtenir la meilleure "
-"finition de surface externe et la meilleure précision dimensionnelle, car la "
-"paroi externe est imprimée sans être dérangée par un périmètre interne. "
-"Cependant, les performances de la paroi en surplomb seront réduites car il "
-"n’y a pas de périmètre interne contre lequel imprimer la paroi externe. "
-"Cette option nécessite un minimum de trois parois pour être efficace, car "
-"elle imprime d’abord les parois internes à partir du troisième périmètre, "
-"puis le périmètre externe et, enfin, le premier périmètre interne. Cette "
-"option est recommandée par rapport à l’option Extérieur/intérieur dans la "
-"plupart des cas. \n"
+"Utilisez l’option Intérieur/Extérieur/Intérieur pour obtenir la meilleure finition de surface externe et la meilleure précision dimensionnelle, car la paroi externe est imprimée sans être dérangée par un périmètre interne. Cependant, les performances de la paroi en surplomb seront réduites car il n’y a pas de périmètre interne contre lequel imprimer la paroi externe. Cette option nécessite un minimum de trois parois pour être efficace, car elle imprime d’abord les parois internes à partir du troisième périmètre, puis le périmètre externe et, enfin, le premier périmètre interne. Cette option est recommandée par rapport à l’option Extérieur/intérieur dans la plupart des cas. \n"
"\n"
-"Utilisez l’option Extérieur/intérieur pour bénéficier de la même qualité de "
-"paroi externe et de la même précision dimensionnelle que l’option Intérieur/"
-"extérieur/intérieur. Cependant, les joints en z paraîtront moins cohérents "
-"car la première extrusion d’une nouvelle couche commence sur une surface "
-"visible.\n"
+"Utilisez l’option Extérieur/intérieur pour bénéficier de la même qualité de paroi externe et de la même précision dimensionnelle que l’option Intérieur/extérieur/intérieur. Cependant, les joints en z paraîtront moins cohérents car la première extrusion d’une nouvelle couche commence sur une surface visible.\n"
"\n"
" "
@@ -10803,46 +9239,27 @@ msgid "Print infill first"
msgstr "Imprimer d’abord le remplissage"
msgid ""
-"Order of wall/infill. When the tickbox is unchecked the walls are printed "
-"first, which works best in most cases.\n"
+"Order of wall/infill. When the tickbox is unchecked the walls are printed first, which works best in most cases.\n"
"\n"
-"Printing infill first may help with extreme overhangs as the walls have the "
-"neighbouring infill to adhere to. However, the infill will slighly push out "
-"the printed walls where it is attached to them, resulting in a worse "
-"external surface finish. It can also cause the infill to shine through the "
-"external surfaces of the part."
+"Printing infill first may help with extreme overhangs as the walls have the neighbouring infill to adhere to. However, the infill will slighly push out the printed walls where it is attached to them, resulting in a worse external surface finish. It can also cause the infill to shine through the external surfaces of the part."
msgstr ""
-"Ordre des parois/remplissages. Lorsque la case n’est pas cochée, les parois "
-"sont imprimées en premier, ce qui fonctionne le mieux dans la plupart des "
-"cas.\n"
+"Ordre des parois/remplissages. Lorsque la case n’est pas cochée, les parois sont imprimées en premier, ce qui fonctionne le mieux dans la plupart des cas.\n"
"\n"
-"L’impression du remplissage en premier peut aider dans le cas de parois en "
-"surplomb importantes, car les parois ont le remplissage adjacent auquel "
-"adhérer. Cependant, le remplissage repoussera légèrement les parois "
-"imprimées à l’endroit où il est fixé, ce qui se traduira par une moins bonne "
-"finition de la surface extérieure. Cela peut également faire ressortir le "
-"remplissage à travers les surfaces externes de la pièce."
+"L’impression du remplissage en premier peut aider dans le cas de parois en surplomb importantes, car les parois ont le remplissage adjacent auquel adhérer. Cependant, le remplissage repoussera légèrement les parois imprimées à l’endroit où il est fixé, ce qui se traduira par une moins bonne finition de la surface extérieure. Cela peut également faire ressortir le remplissage à travers les surfaces externes de la pièce."
msgid "Wall loop direction"
msgstr "Direction de la paroi"
msgid ""
-"The direction which the wall loops are extruded when looking down from the "
-"top.\n"
+"The direction which the wall loops are extruded when looking down from the top.\n"
"\n"
-"By default all walls are extruded in counter-clockwise, unless Reverse on "
-"odd is enabled. Set this to any option other than Auto will force the wall "
-"direction regardless of the Reverse on odd.\n"
+"By default all walls are extruded in counter-clockwise, unless Reverse on odd is enabled. Set this to any option other than Auto will force the wall direction regardless of the Reverse on odd.\n"
"\n"
"This option will be disabled if sprial vase mode is enabled."
msgstr ""
-"La direction dans laquelle les boucles de la paroi sont extrudées lorsque "
-"l’on regarde du haut vers le bas.\n"
+"La direction dans laquelle les boucles de la paroi sont extrudées lorsque l’on regarde du haut vers le bas.\n"
"\n"
-"Par défaut, toutes les parois sont extrudées dans le sens inverse des "
-"aiguilles d’une montre, sauf si l’option Inverser sur impair est activée. Si "
-"vous choisissez une option autre qu’Auto, la direction des parois sera "
-"forcée, indépendamment de l’option Inverser sur l’impair.\n"
+"Par défaut, toutes les parois sont extrudées dans le sens inverse des aiguilles d’une montre, sauf si l’option Inverser sur impair est activée. Si vous choisissez une option autre qu’Auto, la direction des parois sera forcée, indépendamment de l’option Inverser sur l’impair.\n"
"\n"
"Cette option sera désactivée si le mode vase sprial est activé."
@@ -10855,29 +9272,17 @@ msgstr "Dans le sens des aiguilles d’une montre"
msgid "Height to rod"
msgstr "Hauteur jusqu’à la tige"
-msgid ""
-"Distance of the nozzle tip to the lower rod. Used for collision avoidance in "
-"by-object printing."
-msgstr ""
-"Distance entre la pointe de la buse et la tige de carbone inférieure. "
-"Utilisé pour éviter les collisions lors de l'impression \"par objets\"."
+msgid "Distance of the nozzle tip to the lower rod. Used for collision avoidance in by-object printing."
+msgstr "Distance entre la pointe de la buse et la tige de carbone inférieure. Utilisé pour éviter les collisions lors de l'impression \"par objets\"."
msgid "Height to lid"
msgstr "Hauteur au couvercle"
-msgid ""
-"Distance of the nozzle tip to the lid. Used for collision avoidance in by-"
-"object printing."
-msgstr ""
-"Distance entre la pointe de la buse et le capot. Utilisé pour éviter les "
-"collisions lors de l'impression \"par objets\"."
+msgid "Distance of the nozzle tip to the lid. Used for collision avoidance in by-object printing."
+msgstr "Distance entre la pointe de la buse et le capot. Utilisé pour éviter les collisions lors de l'impression \"par objets\"."
-msgid ""
-"Clearance radius around extruder. Used for collision avoidance in by-object "
-"printing."
-msgstr ""
-"Rayon de dégagement autour de l'extrudeuse : utilisé pour éviter les "
-"collisions lors de l'impression par objets."
+msgid "Clearance radius around extruder. Used for collision avoidance in by-object printing."
+msgstr "Rayon de dégagement autour de l'extrudeur : utilisé pour éviter les collisions lors de l'impression par objets."
msgid "Nozzle height"
msgstr "Hauteur de la buse"
@@ -10888,71 +9293,26 @@ msgstr "Hauteur de l’extrémité de la buse."
msgid "Bed mesh min"
msgstr "Maillage du plateau min"
-msgid ""
-"This option sets the min point for the allowed bed mesh area. Due to the "
-"probe's XY offset, most printers are unable to probe the entire bed. To "
-"ensure the probe point does not go outside the bed area, the minimum and "
-"maximum points of the bed mesh should be set appropriately. OrcaSlicer "
-"ensures that adaptive_bed_mesh_min/adaptive_bed_mesh_max values do not "
-"exceed these min/max points. This information can usually be obtained from "
-"your printer manufacturer. The default setting is (-99999, -99999), which "
-"means there are no limits, thus allowing probing across the entire bed."
-msgstr ""
-"Cette option définit le point minimum de la zone de maillage du plateau "
-"autorisée. En raison du décalage XY de la sonde, la plupart des imprimantes "
-"ne sont pas en mesure de sonder l’ensemble du plateau. Pour s’assurer que le "
-"point de palpage ne sort pas de la zone du plateau, les points minimum et "
-"maximum du maillage du lit doivent être définis de manière appropriée. "
-"OrcaSlicer veille à ce que les valeurs adaptive_bed_mesh_min/"
-"adaptive_bed_mesh_max ne dépassent pas ces points min/max. Ces informations "
-"peuvent généralement être obtenues auprès du fabricant de votre imprimante. "
-"Le paramètre par défaut est (-99999, -99999), ce qui signifie qu’il n’y a "
-"pas de limites, autorisant ainsi le palpage sur l’ensemble du plateau."
+msgid "This option sets the min point for the allowed bed mesh area. Due to the probe's XY offset, most printers are unable to probe the entire bed. To ensure the probe point does not go outside the bed area, the minimum and maximum points of the bed mesh should be set appropriately. OrcaSlicer ensures that adaptive_bed_mesh_min/adaptive_bed_mesh_max values do not exceed these min/max points. This information can usually be obtained from your printer manufacturer. The default setting is (-99999, -99999), which means there are no limits, thus allowing probing across the entire bed."
+msgstr "Cette option définit le point minimum de la zone de maillage du plateau autorisée. En raison du décalage XY de la sonde, la plupart des imprimantes ne sont pas en mesure de sonder l’ensemble du plateau. Pour s’assurer que le point de palpage ne sort pas de la zone du plateau, les points minimum et maximum du maillage du lit doivent être définis de manière appropriée. OrcaSlicer veille à ce que les valeurs adaptive_bed_mesh_min/adaptive_bed_mesh_max ne dépassent pas ces points min/max. Ces informations peuvent généralement être obtenues auprès du fabricant de votre imprimante. Le paramètre par défaut est (-99999, -99999), ce qui signifie qu’il n’y a pas de limites, autorisant ainsi le palpage sur l’ensemble du plateau."
msgid "Bed mesh max"
msgstr "Maillage du plateau max"
-msgid ""
-"This option sets the max point for the allowed bed mesh area. Due to the "
-"probe's XY offset, most printers are unable to probe the entire bed. To "
-"ensure the probe point does not go outside the bed area, the minimum and "
-"maximum points of the bed mesh should be set appropriately. OrcaSlicer "
-"ensures that adaptive_bed_mesh_min/adaptive_bed_mesh_max values do not "
-"exceed these min/max points. This information can usually be obtained from "
-"your printer manufacturer. The default setting is (99999, 99999), which "
-"means there are no limits, thus allowing probing across the entire bed."
-msgstr ""
-"Cette option définit le point maximum de la zone de maillage du plateau "
-"autorisée. En raison du décalage XY de la sonde, la plupart des imprimantes "
-"ne sont pas en mesure de sonder l’ensemble du plateau. Pour s’assurer que le "
-"point de palpage ne sort pas de la zone du plateau, les points minimum et "
-"maximum du maillage du lit doivent être définis de manière appropriée. "
-"OrcaSlicer veille à ce que les valeurs adaptive_bed_mesh_min/"
-"adaptive_bed_mesh_max ne dépassent pas ces points min/max. Ces informations "
-"peuvent généralement être obtenues auprès du fabricant de votre imprimante. "
-"Le réglage par défaut est (99999, 99999), ce qui signifie qu’il n’y a pas de "
-"limites, autorisant ainsi le palpage sur l’ensemble du plateau."
+msgid "This option sets the max point for the allowed bed mesh area. Due to the probe's XY offset, most printers are unable to probe the entire bed. To ensure the probe point does not go outside the bed area, the minimum and maximum points of the bed mesh should be set appropriately. OrcaSlicer ensures that adaptive_bed_mesh_min/adaptive_bed_mesh_max values do not exceed these min/max points. This information can usually be obtained from your printer manufacturer. The default setting is (99999, 99999), which means there are no limits, thus allowing probing across the entire bed."
+msgstr "Cette option définit le point maximum de la zone de maillage du plateau autorisée. En raison du décalage XY de la sonde, la plupart des imprimantes ne sont pas en mesure de sonder l’ensemble du plateau. Pour s’assurer que le point de palpage ne sort pas de la zone du plateau, les points minimum et maximum du maillage du lit doivent être définis de manière appropriée. OrcaSlicer veille à ce que les valeurs adaptive_bed_mesh_min/adaptive_bed_mesh_max ne dépassent pas ces points min/max. Ces informations peuvent généralement être obtenues auprès du fabricant de votre imprimante. Le réglage par défaut est (99999, 99999), ce qui signifie qu’il n’y a pas de limites, autorisant ainsi le palpage sur l’ensemble du plateau."
msgid "Probe point distance"
msgstr "Distance entre les points de mesure"
-msgid ""
-"This option sets the preferred distance between probe points (grid size) for "
-"the X and Y directions, with the default being 50mm for both X and Y."
-msgstr ""
-"Cette option définit la distance préférée entre les points de mesure (taille "
-"de la grille) pour les directions X et Y, la valeur par défaut étant de 50 "
-"mm pour les deux directions."
+msgid "This option sets the preferred distance between probe points (grid size) for the X and Y directions, with the default being 50mm for both X and Y."
+msgstr "Cette option définit la distance préférée entre les points de mesure (taille de la grille) pour les directions X et Y, la valeur par défaut étant de 50 mm pour les deux directions."
msgid "Mesh margin"
msgstr "Marge de la maille"
-msgid ""
-"This option determines the additional distance by which the adaptive bed "
-"mesh area should be expanded in the XY directions."
-msgstr ""
-"Cette option détermine la distance supplémentaire de laquelle le maillage du "
-"plateau adaptatif doit être étendu dans les directions XY."
+msgid "This option determines the additional distance by which the adaptive bed mesh area should be expanded in the XY directions."
+msgstr "Cette option détermine la distance supplémentaire de laquelle le maillage du plateau adaptatif doit être étendu dans les directions XY."
msgid "Extruder Color"
msgstr "Couleur de l'extrudeur"
@@ -10966,89 +9326,119 @@ msgstr "Décalage de l'extrudeur"
msgid "Flow ratio"
msgstr "Rapport de débit"
+msgid "The material may have volumetric change after switching between molten state and crystalline state. This setting changes all extrusion flow of this filament in gcode proportionally. Recommended value range is between 0.95 and 1.05. Maybe you can tune this value to get nice flat surface when there has slight overflow or underflow"
+msgstr "Le matériau peut avoir un changement volumétrique après avoir basculé entre l'état fondu et l'état cristallin. Ce paramètre modifie proportionnellement tout le débit d'extrusion de ce filament dans le G-code. La plage de valeurs recommandée est comprise entre 0,95 et 1,05. Vous pouvez peut-être ajuster cette valeur pour obtenir une belle surface plane en cas de léger débordement ou sous-dépassement"
+
msgid ""
-"The material may have volumetric change after switching between molten state "
-"and crystalline state. This setting changes all extrusion flow of this "
-"filament in gcode proportionally. Recommended value range is between 0.95 "
-"and 1.05. Maybe you can tune this value to get nice flat surface when there "
-"has slight overflow or underflow"
+"The material may have volumetric change after switching between molten state and crystalline state. This setting changes all extrusion flow of this filament in gcode proportionally. Recommended value range is between 0.95 and 1.05. Maybe you can tune this value to get nice flat surface when there has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow ratio."
msgstr ""
-"Le matériau peut avoir un changement volumétrique après avoir basculé entre "
-"l'état fondu et l'état cristallin. Ce paramètre modifie proportionnellement "
-"tout le flux d'extrusion de ce filament dans le G-code. La plage de valeurs "
-"recommandée est comprise entre 0,95 et 1,05. Vous pouvez peut-être ajuster "
-"cette valeur pour obtenir une belle surface plane en cas de léger "
-"débordement ou sous-dépassement"
+"Le matériau peut présenter un changement volumétrique après le passage de l’état fondu à l’état cristallin. Ce paramètre modifie proportionnellement tous les débits d’extrusion de ce filament dans le gcode. La valeur recommandée est comprise entre 0,95 et 1,05. Vous pouvez peut-être ajuster cette valeur pour obtenir une belle surface plate lorsqu’il y a un léger débordement ou un sous-débordement. \n"
+"\n"
+"Le ratio de débit de l’objet final est cette valeur multipliée par le ratio de débit du filament."
msgid "Enable pressure advance"
msgstr "Activer la Pressure Advance"
-msgid ""
-"Enable pressure advance, auto calibration result will be overwriten once "
-"enabled."
-msgstr ""
-"Activer le Pressure Advance, le résultat de l’auto calibration sera écrasé "
-"une fois activé."
+msgid "Enable pressure advance, auto calibration result will be overwriten once enabled."
+msgstr "Activer le Pressure Advance, le résultat de l’auto calibration sera écrasé une fois activé."
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr "Pressure Advance (Klipper) AKA Linear Advance (Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr "Activer l’avance de pression adaptative (beta)"
+
+#, c-format, boost-format
msgid ""
-"Default line width if other line widths are set to 0. If expressed as a %, "
-"it will be computed over the nozzle diameter."
+"With increasing print speeds (and hence increasing volumetric flow through the nozzle) and increasing accelerations, it has been observed that the effective PA value typically decreases. This means that a single PA value is not always 100%% optimal for all features and a compromise value is usually used that does not cause too much bulging on features with lower flow speed and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of your printer's extrusion system depending on the volumetric flow speed and acceleration it is printing at. Internally, it generates a fitted model that can extrapolate the needed pressure advance for any given volumetric flow speed and acceleration, which is then emmited to the printer depending on the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a reasonable default value above is strongly recomended to act as a fallback and for when tool changing.\n"
+"\n"
msgstr ""
-"Largeur de ligne par défaut si les autres largeurs de ligne sont fixées à 0. "
-"Si elle est exprimée en %, elle sera calculée sur le diamètre de la buse."
+"Avec l’augmentation des vitesses d’impression (et donc du débit volumétrique à travers la buse) et des accélérations, il a été observé que la valeur effective du PA diminue généralement. Cela signifie qu’une valeur PA unique n’est pas toujours optimale à 100%% pour toutes les caractéristiques et qu’une valeur de compromis est généralement utilisée pour éviter de trop bomber les caractéristiques avec une vitesse d’écoulement et des accélérations plus faibles, tout en ne causant pas de lacunes sur les caractéristiques plus rapides.\n"
+"\n"
+"Cette fonction vise à remédier à cette limitation en modélisant la réponse du système d’extrusion de votre imprimante en fonction de la vitesse d’écoulement volumétrique et de l’accélération de l’impression. En interne, elle génère un modèle ajusté qui peut extrapoler l’avance de pression nécessaire pour une vitesse de débit volumétrique et une accélération données, qui est ensuite émise à l’imprimante en fonction des conditions d’impression actuelles.\n"
+"\n"
+"Lorsqu’elle est activée, la valeur de l’avance de pression ci-dessus est annulée. Cependant, il est fortement recommandé de choisir une valeur par défaut raisonnable pour servir de solution de repli et pour les changements d’outils.\n"
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr "Mesures adaptatives de l’avance de pression (beta)"
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and accelerations they were measured at, separated by a comma. One set of values per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration value. It is recommended that the test is run for at least the speed of the external perimeters, the speed of the internal perimeters and the fastest feature print speed in your profile (usually its the sparse or solid infill). Then run them for the same speeds for the slowest and fastest print accelerations,and no faster than the recommended maximum acceleration as given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and acceleration. You can find the flow number by selecting flow from the color scheme drop down and move the horizontal slider over the PA pattern lines. The number should be visible at the bottom of the page. The ideal PA value should be decreasing the higher the volumetric flow is. If it is not, confirm that your extruder is functioning correctly.The slower and with less acceleration you print, the larger the range of acceptable PA values. If no difference is visible, use the PA value from the faster test.3. Enter the triplets of PA values, Flow and Accelerations in the text box here and save your filament profile\n"
+"\n"
+msgstr ""
+"Ajouter des séries de valeurs d'avance de pression (PA), les vitesses de débit volumétrique et les accélérations auxquelles elles ont été mesurées, séparées par une virgule. Un ensemble de valeurs par ligne. Par exemple\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"Comment calibrer :\n"
+"1. Effectuer le test d’avance de pression pour au moins 3 vitesses par valeur d’accélération. Il est recommandé d’effectuer le test pour au moins la vitesse des périmètres externes, la vitesse des périmètres internes et la vitesse d’impression de la caractéristique la plus rapide de votre profil (en général, il s’agit du remplissage clairsemé ou plein). Ensuite, il faut les exécuter aux mêmes vitesses pour les accélérations d’impression les plus lentes et les plus rapides, et pas plus vite que l’accélération maximale recommandée par le modeleur d’entrée de klipper.\n"
+"2. Notez la valeur optimale de PA pour chaque vitesse de débit volumétrique et accélération. Vous pouvez trouver le numéro de débit en sélectionnant le débit dans le menu déroulant du schéma de couleurs et en déplaçant le curseur horizontal sur les lignes du schéma PA. Le chiffre doit être visible en bas de la page. La valeur idéale du PA devrait diminuer au fur et à mesure que le débit volumétrique augmente. Si ce n’est pas le cas, vérifiez que votre extrudeur fonctionne correctement. Plus vous imprimez lentement et avec peu d’accélération, plus la plage des valeurs PA acceptables est grande. Si aucune différence n’est visible, utilisez la valeur PA du test le plus rapide.3 Entrez les triplets de valeurs PA, de débit et d’accélérations dans la zone de texte ici et sauvegardez votre profil de filament.\n"
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr "Activation de l’avance de pression adaptative pour les surplombs (beta)"
+
+msgid "Enable adaptive PA for overhangs as well as when flow changes within the same feature. This is an experimental option, as if the PA profile is not set accurately, it will cause uniformity issues on the external surfaces before and after overhangs.\n"
+msgstr "Activer le PA adaptatif pour les surplombs ainsi que pour les changements de débit au sein d’un même élément. Il s’agit d’une option expérimentale, car si le profil PA n’est pas défini avec précision, il entraînera des problèmes d’uniformité sur les surfaces externes avant et après les surplombs.\n"
+
+msgid "Pressure advance for bridges"
+msgstr "Avance de pression pour les ponts"
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of slight under extrusion immediately after bridges. This is caused by the pressure drop in the nozzle when printing in the air and a lower PA helps counteract this."
+msgstr ""
+"Valeur de l’avance de pression pour les ponts. Régler à 0 pour désactiver. \n"
+"\n"
+" Une valeur PA plus faible lors de l’impression de ponts permet de réduire l’apparition d’une légère sous-extrusion immédiatement après les ponts. Ce phénomène est dû à la chute de pression dans la buse lors de l’impression dans l’air et une valeur PA plus faible permet d’y remédier."
+
+msgid "Default line width if other line widths are set to 0. If expressed as a %, it will be computed over the nozzle diameter."
+msgstr "Largeur de ligne par défaut si les autres largeurs de ligne sont fixées à 0. Si elle est exprimée en %, elle sera calculée sur le diamètre de la buse."
msgid "Keep fan always on"
msgstr "Garder le ventilateur toujours actif"
-msgid ""
-"If enable this setting, part cooling fan will never be stoped and will run "
-"at least at minimum speed to reduce the frequency of starting and stoping"
-msgstr ""
-"Si ce paramètre est activé, le ventilateur de refroidissement des pièces ne "
-"sera jamais arrêté et fonctionnera au moins à la vitesse minimale pour "
-"réduire la fréquence de démarrage et d'arrêt"
+msgid "If enable this setting, part cooling fan will never be stoped and will run at least at minimum speed to reduce the frequency of starting and stoping"
+msgstr "Si ce paramètre est activé, le ventilateur de refroidissement des pièces ne sera jamais arrêté et fonctionnera au moins à la vitesse minimale pour réduire la fréquence de démarrage et d'arrêt"
msgid "Don't slow down outer walls"
msgstr "Ne pas ralentir sur les parois extérieures"
msgid ""
-"If enabled, this setting will ensure external perimeters are not slowed down "
-"to meet the minimum layer time. This is particularly helpful in the below "
-"scenarios:\n"
+"If enabled, this setting will ensure external perimeters are not slowed down to meet the minimum layer time. This is particularly helpful in the below scenarios:\n"
"\n"
" 1. To avoid changes in shine when printing glossy filaments \n"
-"2. To avoid changes in external wall speed which may create slight wall "
-"artefacts that appear like z banding \n"
-"3. To avoid printing at speeds which cause VFAs (fine artefacts) on the "
-"external walls\n"
+"2. To avoid changes in external wall speed which may create slight wall artefacts that appear like z banding \n"
+"3. To avoid printing at speeds which cause VFAs (fine artefacts) on the external walls\n"
"\n"
msgstr ""
-"S’il est activé, ce paramètre garantit que les périmètres externes ne sont "
-"pas ralentis pour respecter la durée minimale de la couche. Ceci est "
-"particulièrement utile dans les scénarios suivants :\n"
+"S’il est activé, ce paramètre garantit que les périmètres externes ne sont pas ralentis pour respecter la durée minimale de la couche. Ceci est particulièrement utile dans les scénarios suivants :\n"
"\n"
-" 1. Pour éviter les changements de brillance lors de l’impression de "
-"filaments brillants \n"
-"2. Pour éviter les changements de vitesse des parois externes qui peuvent "
-"créer de légers artefacts de paroi qui apparaissent comme des bandes en z. \n"
-"3. Pour éviter d’imprimer à des vitesses qui provoquent des VFA (artefacts "
-"fins) sur les parois externes.\n"
+" 1. Pour éviter les changements de brillance lors de l’impression de filaments brillants \n"
+"2. Pour éviter les changements de vitesse des parois externes qui peuvent créer de légers artefacts de paroi qui apparaissent comme des bandes en z. \n"
+"3. Pour éviter d’imprimer à des vitesses qui provoquent des VFA (artefacts fins) sur les parois externes.\n"
msgid "Layer time"
msgstr "Temps de couche"
-msgid ""
-"Part cooling fan will be enabled for layers of which estimated time is "
-"shorter than this value. Fan speed is interpolated between the minimum and "
-"maximum fan speeds according to layer printing time"
-msgstr ""
-"Le ventilateur de refroidissement des pièces sera activé pour les couches "
-"dont le temps estimé est inférieur à cette valeur. La vitesse du ventilateur "
-"est interpolée entre les vitesses minimale et maximale du ventilateur en "
-"fonction du temps d'impression de la couche"
+msgid "Part cooling fan will be enabled for layers of which estimated time is shorter than this value. Fan speed is interpolated between the minimum and maximum fan speeds according to layer printing time"
+msgstr "Le ventilateur de refroidissement des pièces sera activé pour les couches dont le temps estimé est inférieur à cette valeur. La vitesse du ventilateur est interpolée entre les vitesses minimale et maximale du ventilateur en fonction du temps d'impression de la couche"
msgid "Default color"
msgstr "Couleur par défaut"
@@ -11065,22 +9455,11 @@ msgstr "Vous pouvez mettre vos notes concernant le filament ici."
msgid "Required nozzle HRC"
msgstr "Buse HRC requise"
-msgid ""
-"Minimum HRC of nozzle required to print the filament. Zero means no checking "
-"of nozzle's HRC."
-msgstr ""
-"Dureté HRC minimum de la buse requis pour imprimer le filament. Une valeur "
-"de 0 signifie qu'il n'y a pas de vérification de la dureté HRC de la buse."
+msgid "Minimum HRC of nozzle required to print the filament. Zero means no checking of nozzle's HRC."
+msgstr "Dureté HRC minimum de la buse requis pour imprimer le filament. Une valeur de 0 signifie qu'il n'y a pas de vérification de la dureté HRC de la buse."
-msgid ""
-"This setting stands for how much volume of filament can be melted and "
-"extruded per second. Printing speed is limited by max volumetric speed, in "
-"case of too high and unreasonable speed setting. Can't be zero"
-msgstr ""
-"Ce paramètre correspond au volume de filament qui peut être fondu et extrudé "
-"par seconde. La vitesse d'impression sera limitée par la vitesse "
-"volumétrique maximale en cas de réglage de vitesse déraisonnablement trop "
-"élevé. Cette valeur ne peut pas être nulle."
+msgid "This setting stands for how much volume of filament can be melted and extruded per second. Printing speed is limited by max volumetric speed, in case of too high and unreasonable speed setting. Can't be zero"
+msgstr "Ce paramètre correspond au volume de filament qui peut être fondu et extrudé par seconde. La vitesse d'impression sera limitée par la vitesse volumétrique maximale en cas de réglage de vitesse déraisonnablement trop élevé. Cette valeur ne peut pas être nulle."
msgid "mm³/s"
msgstr "mm³/s"
@@ -11088,56 +9467,50 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Temps de chargement du filament"
-msgid "Time to load new filament when switch filament. For statistics only"
-msgstr ""
-"Il est temps de charger un nouveau filament lors du changement de filament. "
-"Pour les statistiques uniquement"
+msgid "Time to load new filament when switch filament. It's usually applicable for single-extruder multi-material machines. For tool changers or multi-tool machines, it's typically 0. For statistics only"
+msgstr "Temps nécessaire pour charger un nouveau filament lors d’un changement de filament. Ce paramètre s’applique généralement aux machines multi-matériaux à un seul extrudeur. La valeur est généralement de 0 pour les changeurs d’outils ou les machines multi-outils. Pour les statistiques uniquement."
msgid "Filament unload time"
msgstr "Temps de déchargement du filament"
-msgid "Time to unload old filament when switch filament. For statistics only"
-msgstr ""
-"Il est temps de décharger l'ancien filament lorsque vous changez de "
-"filament. Pour les statistiques uniquement"
+msgid "Time to unload old filament when switch filament. It's usually applicable for single-extruder multi-material machines. For tool changers or multi-tool machines, it's typically 0. For statistics only"
+msgstr "Temps nécessaire pour décharger l’ancien filament lors du changement de filament. Ce paramètre s’applique généralement aux machines multi-matériaux à un seul extrudeur. Pour les changeurs d’outils ou les machines multi-outils, il est généralement égal à 0. Pour les statistiques uniquement."
-msgid ""
-"Filament diameter is used to calculate extrusion in gcode, so it's important "
-"and should be accurate"
-msgstr ""
-"Le diamètre du filament est utilisé pour calculer les variables d'extrusion "
-"dans le G-code, il est donc important qu'il soit exact et précis."
+msgid "Tool change time"
+msgstr "Délais nécessaire au changement d’outil"
+
+msgid "Time taken to switch tools. It's usually applicable for tool changers or multi-tool machines. For single-extruder multi-material machines, it's typically 0. For statistics only"
+msgstr "Durée nécessaire pour changer d’outil. Il s’applique généralement aux changeurs d’outils ou aux machines multi-outils. Pour les machines multi-matériaux mono-extrudeuses, il est généralement égal à 0. Pour les statistiques uniquement."
+
+msgid "Filament diameter is used to calculate extrusion in gcode, so it's important and should be accurate"
+msgstr "Le diamètre du filament est utilisé pour calculer les variables d'extrusion dans le G-code, il est donc important qu'il soit exact et précis."
msgid "Pellet flow coefficient"
-msgstr ""
+msgstr "Coefficient d’écoulement des pellets"
msgid ""
-"Pellet flow coefficient is emperically derived and allows for volume "
-"calculation for pellet printers.\n"
+"Pellet flow coefficient is emperically derived and allows for volume calculation for pellet printers.\n"
"\n"
-"Internally it is converted to filament_diameter. All other volume "
-"calculations remain the same.\n"
+"Internally it is converted to filament_diameter. All other volume calculations remain the same.\n"
"\n"
"filament_diameter = sqrt( (4 * pellet_flow_coefficient) / PI )"
msgstr ""
+"Le coefficient d’écoulement des pellets est dérivé de manière empirique et permet de calculer le volume des imprimantes à pellets.\n"
+"\n"
+"En interne, il est converti en diamètre de filament. Tous les autres calculs de volume restent inchangés.\n"
+"\n"
+"filament_diameter = sqrt( (4 * pellet_flow_coefficient) / PI )"
msgid "Shrinkage"
msgstr "Pourcentage de retrait"
#, no-c-format, no-boost-format
msgid ""
-"Enter the shrinkage percentage that the filament will get after cooling (94% "
-"if you measure 94mm instead of 100mm). The part will be scaled in xy to "
-"compensate. Only the filament used for the perimeter is taken into account.\n"
-"Be sure to allow enough space between objects, as this compensation is done "
-"after the checks."
+"Enter the shrinkage percentage that the filament will get after cooling (94% if you measure 94mm instead of 100mm). The part will be scaled in xy to compensate. Only the filament used for the perimeter is taken into account.\n"
+"Be sure to allow enough space between objects, as this compensation is done after the checks."
msgstr ""
-"Entrez le pourcentage de rétrécissement que le filament obtiendra après "
-"refroidissement (94% si vous mesurez 94mm au lieu de 100mm). La pièce sera "
-"mise à l’échelle en xy pour compenser. Seul le filament utilisé pour le "
-"périmètre est pris en compte.\n"
-"Veillez à laisser suffisamment d’espace entre les objets, car cette "
-"compensation est effectuée après les contrôles."
+"Entrez le pourcentage de rétrécissement que le filament obtiendra après refroidissement (94% si vous mesurez 94mm au lieu de 100mm). La pièce sera mise à l’échelle en xy pour compenser. Seul le filament utilisé pour le périmètre est pris en compte.\n"
+"Veillez à laisser suffisamment d’espace entre les objets, car cette compensation est effectuée après les contrôles."
msgid "Loading speed"
msgstr "Vitesse de chargement"
@@ -11154,122 +9527,68 @@ msgstr "Vitesse utilisée au tout début de la phase de chargement."
msgid "Unloading speed"
msgstr "Vitesse de déchargement"
-msgid ""
-"Speed used for unloading the filament on the wipe tower (does not affect "
-"initial part of unloading just after ramming)."
-msgstr ""
-"Vitesse utilisée pour le déchargement du filament sur la tour d’essuyage "
-"(n’affecte pas la partie initiale de retrait juste après le pilonnage)."
+msgid "Speed used for unloading the filament on the wipe tower (does not affect initial part of unloading just after ramming)."
+msgstr "Vitesse utilisée pour le déchargement du filament sur la tour d’essuyage (n’affecte pas la partie initiale de retrait juste après le pilonnage)."
msgid "Unloading speed at the start"
msgstr "Vitesse de déchargement au démarrage"
-msgid ""
-"Speed used for unloading the tip of the filament immediately after ramming."
-msgstr ""
-"Vitesse utilisée pour décharger la pointe du filament immédiatement après le "
-"pilonnage."
+msgid "Speed used for unloading the tip of the filament immediately after ramming."
+msgstr "Vitesse utilisée pour décharger la pointe du filament immédiatement après le pilonnage."
msgid "Delay after unloading"
msgstr "Délai après déchargement"
-msgid ""
-"Time to wait after the filament is unloaded. May help to get reliable "
-"toolchanges with flexible materials that may need more time to shrink to "
-"original dimensions."
-msgstr ""
-"Délai une fois le filament déchargé. Peut aider à obtenir des changements "
-"d’outils fiables avec des matériaux flexibles qui peuvent nécessiter plus de "
-"temps pour revenir aux dimensions d’origine."
+msgid "Time to wait after the filament is unloaded. May help to get reliable toolchanges with flexible materials that may need more time to shrink to original dimensions."
+msgstr "Délai une fois le filament déchargé. Peut aider à obtenir des changements d’outils fiables avec des matériaux flexibles qui peuvent nécessiter plus de temps pour revenir aux dimensions d’origine."
msgid "Number of cooling moves"
msgstr "Nombre de mouvements de refroidissement"
-msgid ""
-"Filament is cooled by being moved back and forth in the cooling tubes. "
-"Specify desired number of these moves."
-msgstr ""
-"Le filament est refroidi en étant déplacé d’avant en arrière dans les tubes "
-"de refroidissement. Précisez le nombre souhaité de ces mouvements."
+msgid "Filament is cooled by being moved back and forth in the cooling tubes. Specify desired number of these moves."
+msgstr "Le filament est refroidi en étant déplacé d’avant en arrière dans les tubes de refroidissement. Précisez le nombre souhaité de ces mouvements."
+
+msgid "Stamping loading speed"
+msgstr "Vitesse de chargement du marquage"
+
+msgid "Speed used for stamping."
+msgstr "Vitesse utilisée pour le marquage."
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr "Distance de marquage mesurée à partir du centre du tube de refroidissement"
+
+msgid "If set to nonzero value, filament is moved toward the nozzle between the individual cooling moves (\"stamping\"). This option configures how long this movement should be before the filament is retracted again."
+msgstr "Si la valeur est différente de zéro, le filament est déplacé vers la buse entre les différents mouvements de refroidissement (« marquage »). Cette option permet de configurer la durée de ce mouvement avant que le filament ne soit à nouveau rétracté."
msgid "Speed of the first cooling move"
msgstr "Vitesse du premier mouvement de refroidissement"
msgid "Cooling moves are gradually accelerating beginning at this speed."
-msgstr ""
-"Les mouvements de refroidissement s’accélèrent progressivement à partir de "
-"cette vitesse."
+msgstr "Les mouvements de refroidissement s’accélèrent progressivement à partir de cette vitesse."
msgid "Minimal purge on wipe tower"
msgstr "Purge minimale sur la tour d’essuyage"
-msgid ""
-"After a tool change, the exact position of the newly loaded filament inside "
-"the nozzle may not be known, and the filament pressure is likely not yet "
-"stable. Before purging the print head into an infill or a sacrificial "
-"object, Orca Slicer will always prime this amount of material into the wipe "
-"tower to produce successive infill or sacrificial object extrusions reliably."
-msgstr ""
-"Après un changement d’outil, la position exacte du filament nouvellement "
-"chargé à l’intérieur de la buse peut ne pas être connue et la pression du "
-"filament n’est probablement pas encore stable. Avant de purger la tête "
-"d’impression dans un remplissage ou un objet, Orca Slicer amorcera toujours "
-"cette quantité de matériau dans la tour d’essuyage pour purger dans les "
-"remplissages ou objets de manière fiable."
+msgid "After a tool change, the exact position of the newly loaded filament inside the nozzle may not be known, and the filament pressure is likely not yet stable. Before purging the print head into an infill or a sacrificial object, Orca Slicer will always prime this amount of material into the wipe tower to produce successive infill or sacrificial object extrusions reliably."
+msgstr "Après un changement d’outil, la position exacte du filament nouvellement chargé à l’intérieur de la buse peut ne pas être connue et la pression du filament n’est probablement pas encore stable. Avant de purger la tête d’impression dans un remplissage ou un objet, Orca Slicer amorcera toujours cette quantité de matériau dans la tour d’essuyage pour purger dans les remplissages ou objets de manière fiable."
msgid "Speed of the last cooling move"
msgstr "Vitesse du dernier mouvement de refroidissement"
msgid "Cooling moves are gradually accelerating towards this speed."
-msgstr ""
-"Les mouvements de refroidissement s’accélèrent progressivement vers cette "
-"vitesse."
-
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Temps nécessaire au firmware de l’imprimante (ou au Multi Material Unit 2.0) "
-"pour charger un nouveau filament lors d’un changement d’outil (lors de "
-"l’exécution du code T). Ce temps est ajouté au temps d’impression total par "
-"l’estimateur de temps du G-code."
+msgstr "Les mouvements de refroidissement s’accélèrent progressivement vers cette vitesse."
msgid "Ramming parameters"
msgstr "Paramètres de pilonnage"
-msgid ""
-"This string is edited by RammingDialog and contains ramming specific "
-"parameters."
-msgstr ""
-"Cette chaîne est éditée par RammingDialog et contient des paramètres "
-"spécifiques au pilonnage."
-
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Temps nécessaire au firmware de l’imprimante (ou au Multi Material Unit 2.0) "
-"pour décharger un filament lors d’un changement d’outil (lors de l’exécution "
-"du code T). Ce temps est ajouté au temps d’impression total par l’estimateur "
-"de temps du G-code."
+msgid "This string is edited by RammingDialog and contains ramming specific parameters."
+msgstr "Cette chaîne est éditée par RammingDialog et contient des paramètres spécifiques au pilonnage."
msgid "Enable ramming for multitool setups"
msgstr "Activer le pilonnage pour les configurations multi-outils"
-msgid ""
-"Perform ramming when using multitool printer (i.e. when the 'Single Extruder "
-"Multimaterial' in Printer Settings is unchecked). When checked, a small "
-"amount of filament is rapidly extruded on the wipe tower just before the "
-"toolchange. This option is only used when the wipe tower is enabled."
-msgstr ""
-"Effectuez un pilonnage lorsque vous utilisez une imprimante multi-outils "
-"(c’est-à-dire lorsque l’option ‘Multi-matériau à extrudeur unique’ dans les "
-"paramètres de l’imprimante n’est pas cochée). Une fois vérifié, une petite "
-"quantité de filament est rapidement extrudée sur la tour d’essuyage juste "
-"avant le changement d’outil. Cette option n’est utilisée que lorsque la tour "
-"d’essuyage est activée."
+msgid "Perform ramming when using multitool printer (i.e. when the 'Single Extruder Multimaterial' in Printer Settings is unchecked). When checked, a small amount of filament is rapidly extruded on the wipe tower just before the toolchange. This option is only used when the wipe tower is enabled."
+msgstr "Effectuez un pilonnage lorsque vous utilisez une imprimante multi-outils (c’est-à-dire lorsque l’option ‘Multi-matériau à extrudeur unique’ dans les paramètres de l’imprimante n’est pas cochée). Une fois vérifié, une petite quantité de filament est rapidement extrudée sur la tour d’essuyage juste avant le changement d’outil. Cette option n’est utilisée que lorsque la tour d’essuyage est activée."
msgid "Multitool ramming volume"
msgstr "Volume du pilonnage multi-outils"
@@ -11298,33 +9617,20 @@ msgstr "Le type de matériau du filament"
msgid "Soluble material"
msgstr "Matériau soluble"
-msgid ""
-"Soluble material is commonly used to print support and support interface"
-msgstr ""
-"Le matériau soluble est couramment utilisé pour imprimer le support et "
-"l'interface de support"
+msgid "Soluble material is commonly used to print support and support interface"
+msgstr "Le matériau soluble est couramment utilisé pour imprimer le support et l'interface de support"
msgid "Support material"
msgstr "Supports"
-msgid ""
-"Support material is commonly used to print support and support interface"
-msgstr ""
-"Le matériau de support est généralement utilisé pour imprimer le support et "
-"les interfaces de support."
+msgid "Support material is commonly used to print support and support interface"
+msgstr "Le matériau de support est généralement utilisé pour imprimer le support et les interfaces de support."
msgid "Softening temperature"
msgstr "Température de vitrification"
-msgid ""
-"The material softens at this temperature, so when the bed temperature is "
-"equal to or greater than it, it's highly recommended to open the front door "
-"and/or remove the upper glass to avoid cloggings."
-msgstr ""
-"Température où le matériau se ramollit. Lorsque la température du plateau "
-"est égale ou supérieure à celle-ci, il est fortement recommandé d’ouvrir la "
-"porte avant et/ou de retirer la vitre supérieure pour éviter les problèmes "
-"d’obstruction."
+msgid "The material softens at this temperature, so when the bed temperature is equal to or greater than it, it's highly recommended to open the front door and/or remove the upper glass to avoid cloggings."
+msgstr "Température où le matériau se ramollit. Lorsque la température du plateau est égale ou supérieure à celle-ci, il est fortement recommandé d’ouvrir la porte avant et/ou de retirer la vitre supérieure pour éviter les problèmes d’obstruction."
msgid "Price"
msgstr "Tarif"
@@ -11347,40 +9653,27 @@ msgstr "(Indéfini)"
msgid "Sparse infill direction"
msgstr "Direction du remplissage"
-msgid ""
-"Angle for sparse infill pattern, which controls the start or main direction "
-"of line"
-msgstr ""
-"Angle pour le motif de remplissage qui contrôle le début ou la direction "
-"principale de la ligne"
+msgid "Angle for sparse infill pattern, which controls the start or main direction of line"
+msgstr "Angle pour le motif de remplissage qui contrôle le début ou la direction principale de la ligne"
msgid "Solid infill direction"
msgstr "Direction du remplissage"
-msgid ""
-"Angle for solid infill pattern, which controls the start or main direction "
-"of line"
-msgstr ""
-"Angle pour le motif de remplissage, qui contrôle le début ou la direction "
-"principale de la ligne"
+msgid "Angle for solid infill pattern, which controls the start or main direction of line"
+msgstr "Angle pour le motif de remplissage, qui contrôle le début ou la direction principale de la ligne"
msgid "Rotate solid infill direction"
msgstr "Faire pivoter la direction du remplissage solide"
msgid "Rotate the solid infill direction by 90° for each layer."
-msgstr ""
-"Faire pivoter la direction du remplissage solide de 90° pour chaque couche."
+msgstr "Faire pivoter la direction du remplissage solide de 90° pour chaque couche."
msgid "Sparse infill density"
msgstr "Densité de remplissage"
#, no-c-format, no-boost-format
-msgid ""
-"Density of internal sparse infill, 100% turns all sparse infill into solid "
-"infill and internal solid infill pattern will be used"
-msgstr ""
-"Densité du remplissage interne, 100% transforme tous les remplissages en "
-"remplissages pleins et le modèle de remplissage interne sera utilisé."
+msgid "Density of internal sparse infill, 100% turns all sparse infill into solid infill and internal solid infill pattern will be used"
+msgstr "Densité du remplissage interne, 100% transforme tous les remplissages en remplissages pleins et le modèle de remplissage interne sera utilisé."
msgid "Sparse infill pattern"
msgstr "Motif de remplissage"
@@ -11425,26 +9718,11 @@ msgid "Sparse infill anchor length"
msgstr "Longueur de l’ancrage de remplissage interne"
msgid ""
-"Connect an infill line to an internal perimeter with a short segment of an "
-"additional perimeter. If expressed as percentage (example: 15%) it is "
-"calculated over infill extrusion width. Orca Slicer tries to connect two "
-"close infill lines to a short perimeter segment. If no such perimeter "
-"segment shorter than infill_anchor_max is found, the infill line is "
-"connected to a perimeter segment at just one side and the length of the "
-"perimeter segment taken is limited to this parameter, but no longer than "
-"anchor_length_max. \n"
-"Set this parameter to zero to disable anchoring perimeters connected to a "
-"single infill line."
+"Connect an infill line to an internal perimeter with a short segment of an additional perimeter. If expressed as percentage (example: 15%) it is calculated over infill extrusion width. Orca Slicer tries to connect two close infill lines to a short perimeter segment. If no such perimeter segment shorter than infill_anchor_max is found, the infill line is connected to a perimeter segment at just one side and the length of the perimeter segment taken is limited to this parameter, but no longer than anchor_length_max. \n"
+"Set this parameter to zero to disable anchoring perimeters connected to a single infill line."
msgstr ""
-"Connecter une ligne de remplissage à un périmètre interne avec un court "
-"segment de périmètre supplémentaire. S’il est exprimé en pourcentage "
-"(exemple : 15%), il est calculé sur la largeur de l’extrusion de "
-"remplissage. Si aucun segment de périmètre plus court que infill_anchor_max "
-"n’est trouvé, la ligne de remplissage est connectée à un segment de "
-"périmètre d’un seul côté et la longueur du segment de périmètre pris est "
-"limitée à ce paramètre, mais pas plus long que anchor_length_max.\n"
-"Une valeur à 0 désactive les périmètres d’ancrage connectés à une seule "
-"ligne de remplissage."
+"Connecter une ligne de remplissage à un périmètre interne avec un court segment de périmètre supplémentaire. S’il est exprimé en pourcentage (exemple : 15%), il est calculé sur la largeur de l’extrusion de remplissage. Si aucun segment de périmètre plus court que infill_anchor_max n’est trouvé, la ligne de remplissage est connectée à un segment de périmètre d’un seul côté et la longueur du segment de périmètre pris est limitée à ce paramètre, mais pas plus long que anchor_length_max.\n"
+"Une valeur à 0 désactive les périmètres d’ancrage connectés à une seule ligne de remplissage."
msgid "0 (no open anchors)"
msgstr "0 (aucune ancre ouverte)"
@@ -11456,28 +9734,11 @@ msgid "Maximum length of the infill anchor"
msgstr "Longueur maximale de l’ancrage de remplissage"
msgid ""
-"Connect an infill line to an internal perimeter with a short segment of an "
-"additional perimeter. If expressed as percentage (example: 15%) it is "
-"calculated over infill extrusion width. Orca Slicer tries to connect two "
-"close infill lines to a short perimeter segment. If no such perimeter "
-"segment shorter than this parameter is found, the infill line is connected "
-"to a perimeter segment at just one side and the length of the perimeter "
-"segment taken is limited to infill_anchor, but no longer than this "
-"parameter. \n"
-"If set to 0, the old algorithm for infill connection will be used, it should "
-"create the same result as with 1000 & 0."
+"Connect an infill line to an internal perimeter with a short segment of an additional perimeter. If expressed as percentage (example: 15%) it is calculated over infill extrusion width. Orca Slicer tries to connect two close infill lines to a short perimeter segment. If no such perimeter segment shorter than this parameter is found, the infill line is connected to a perimeter segment at just one side and the length of the perimeter segment taken is limited to infill_anchor, but no longer than this parameter. \n"
+"If set to 0, the old algorithm for infill connection will be used, it should create the same result as with 1000 & 0."
msgstr ""
-"Connecter une ligne de remplissage à un périmètre interne avec un court "
-"segment de périmètre supplémentaire. S’il est exprimé en pourcentage "
-"(exemple : 15 %), il est calculé sur la largeur de l’extrusion de "
-"remplissage. Orca Slicer essaie de connecter deux lignes de remplissage "
-"proches à un court segment de périmètre. Si aucun segment de périmètre plus "
-"court que ce paramètre n’est trouvé, la ligne de remplissage est connectée à "
-"un segment de périmètre sur un seul côté et la longueur du segment de "
-"périmètre pris est limitée à infill_anchor, mais pas plus longue que ce "
-"paramètre.\n"
-"S’il est défini sur 0, l’ancien algorithme de connexion de remplissage sera "
-"utilisé, il devrait créer le même résultat qu’avec 1000 et 0."
+"Connecter une ligne de remplissage à un périmètre interne avec un court segment de périmètre supplémentaire. S’il est exprimé en pourcentage (exemple : 15 %), il est calculé sur la largeur de l’extrusion de remplissage. Orca Slicer essaie de connecter deux lignes de remplissage proches à un court segment de périmètre. Si aucun segment de périmètre plus court que ce paramètre n’est trouvé, la ligne de remplissage est connectée à un segment de périmètre sur un seul côté et la longueur du segment de périmètre pris est limitée à infill_anchor, mais pas plus longue que ce paramètre.\n"
+"S’il est défini sur 0, l’ancien algorithme de connexion de remplissage sera utilisé, il devrait créer le même résultat qu’avec 1000 et 0."
msgid "0 (Simple connect)"
msgstr "0 (connexions simples)"
@@ -11491,53 +9752,26 @@ msgstr "Accélération des parois intérieures"
msgid "Acceleration of travel moves"
msgstr "Accélération des déplacements"
-msgid ""
-"Acceleration of top surface infill. Using a lower value may improve top "
-"surface quality"
-msgstr ""
-"Il s'agit de l'accélération de la surface supérieure du remplissage. "
-"Utiliser une valeur plus petite pourrait améliorer la qualité de la surface "
-"supérieure."
+msgid "Acceleration of top surface infill. Using a lower value may improve top surface quality"
+msgstr "Il s'agit de l'accélération de la surface supérieure du remplissage. Utiliser une valeur plus petite pourrait améliorer la qualité de la surface supérieure."
msgid "Acceleration of outer wall. Using a lower value can improve quality"
-msgstr ""
-"Accélération de la paroi extérieur : l'utilisation d'une valeur inférieure "
-"peut améliorer la qualité."
+msgstr "Accélération de la paroi extérieur : l'utilisation d'une valeur inférieure peut améliorer la qualité."
-msgid ""
-"Acceleration of bridges. If the value is expressed as a percentage (e.g. "
-"50%), it will be calculated based on the outer wall acceleration."
-msgstr ""
-"Accélération des ponts. Si la valeur est exprimée en pourcentage (par "
-"exemple 50%), elle sera calculée en fonction de l’accélération de la paroi "
-"extérieure."
+msgid "Acceleration of bridges. If the value is expressed as a percentage (e.g. 50%), it will be calculated based on the outer wall acceleration."
+msgstr "Accélération des ponts. Si la valeur est exprimée en pourcentage (par exemple 50%), elle sera calculée en fonction de l’accélération de la paroi extérieure."
msgid "mm/s² or %"
msgstr "mm/s² or %"
-msgid ""
-"Acceleration of sparse infill. If the value is expressed as a percentage (e."
-"g. 100%), it will be calculated based on the default acceleration."
-msgstr ""
-"Accélération du remplissage interne. Si la valeur est exprimée en "
-"pourcentage (par exemple 100%), elle sera calculée en fonction de "
-"l’accélération par défaut."
+msgid "Acceleration of sparse infill. If the value is expressed as a percentage (e.g. 100%), it will be calculated based on the default acceleration."
+msgstr "Accélération du remplissage interne. Si la valeur est exprimée en pourcentage (par exemple 100%), elle sera calculée en fonction de l’accélération par défaut."
-msgid ""
-"Acceleration of internal solid infill. If the value is expressed as a "
-"percentage (e.g. 100%), it will be calculated based on the default "
-"acceleration."
-msgstr ""
-"Accélération du remplissage interne. Si la valeur est exprimée en "
-"pourcentage (par exemple 100%), elle sera calculée en fonction de "
-"l’accélération par défaut."
+msgid "Acceleration of internal solid infill. If the value is expressed as a percentage (e.g. 100%), it will be calculated based on the default acceleration."
+msgstr "Accélération du remplissage interne. Si la valeur est exprimée en pourcentage (par exemple 100%), elle sera calculée en fonction de l’accélération par défaut."
-msgid ""
-"Acceleration of initial layer. Using a lower value can improve build plate "
-"adhesive"
-msgstr ""
-"Accélération de la couche initiale. L'utilisation d'une valeur plus basse "
-"peut améliorer l'adhérence sur le plateau"
+msgid "Acceleration of initial layer. Using a lower value can improve build plate adhesive"
+msgstr "Accélération de la couche initiale. L'utilisation d'une valeur plus basse peut améliorer l'adhérence sur le plateau"
msgid "Enable accel_to_decel"
msgstr "Activer l’accélération à la décélération"
@@ -11549,10 +9783,8 @@ msgid "accel_to_decel"
msgstr "Ajuster l’accélération à la décélération"
#, c-format, boost-format
-msgid ""
-"Klipper's max_accel_to_decel will be adjusted to this %% of acceleration"
-msgstr ""
-"Le paramètre max_accel_to_decel de Klipper sera ajusté à %% d'accélération"
+msgid "Klipper's max_accel_to_decel will be adjusted to this %% of acceleration"
+msgstr "Le paramètre max_accel_to_decel de Klipper sera ajusté à %% d'accélération"
msgid "Jerk of outer walls"
msgstr "Jerk des parois extérieures"
@@ -11572,22 +9804,14 @@ msgstr "Jerk de la couche initiale"
msgid "Jerk for travel"
msgstr "Jerk des déplacements"
-msgid ""
-"Line width of initial layer. If expressed as a %, it will be computed over "
-"the nozzle diameter."
-msgstr ""
-"Largeur de la ligne de la couche initiale. Si elle est exprimée en %, elle "
-"sera calculée sur le diamètre de la buse."
+msgid "Line width of initial layer. If expressed as a %, it will be computed over the nozzle diameter."
+msgstr "Largeur de la ligne de la couche initiale. Si elle est exprimée en %, elle sera calculée sur le diamètre de la buse."
msgid "Initial layer height"
msgstr "Hauteur de couche initiale"
-msgid ""
-"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
-msgstr ""
-"Il s'agit de la hauteur de la première couche. L'augmentation de la hauteur "
-"de la première couche peut améliorer l'adhérence sur le plateau."
+msgid "Height of initial layer. Making initial layer height to be thick slightly can improve build plate adhesion"
+msgstr "Il s'agit de la hauteur de la première couche. L'augmentation de la hauteur de la première couche peut améliorer l'adhérence sur le plateau."
msgid "Speed of initial layer except the solid infill part"
msgstr "Vitesse de la couche initiale à l'exception du remplissage"
@@ -11607,38 +9831,20 @@ msgstr "Vitesse de déplacement de la couche initiale"
msgid "Number of slow layers"
msgstr "Nombre de couches lentes"
-msgid ""
-"The first few layers are printed slower than normal. The speed is gradually "
-"increased in a linear fashion over the specified number of layers."
-msgstr ""
-"Les premières couches sont imprimées plus lentement que la normale. La "
-"vitesse augmente progressivement de manière linéaire sur le nombre de "
-"couches spécifié."
+msgid "The first few layers are printed slower than normal. The speed is gradually increased in a linear fashion over the specified number of layers."
+msgstr "Les premières couches sont imprimées plus lentement que la normale. La vitesse augmente progressivement de manière linéaire sur le nombre de couches spécifié."
msgid "Initial layer nozzle temperature"
msgstr "Température de la buse de couche initiale"
msgid "Nozzle temperature to print initial layer when using this filament"
-msgstr ""
-"Température de la buse pour imprimer la couche initiale lors de "
-"l'utilisation de ce filament"
+msgstr "Température de la buse pour imprimer la couche initiale lors de l'utilisation de ce filament"
msgid "Full fan speed at layer"
msgstr "Ventilateur à pleine vitesse à la couche"
-msgid ""
-"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
-msgstr ""
-"La vitesse du ventilateur augmentera de manière linéaire à partir de zéro à "
-"la couche \"close_fan_the_first_x_layers\" jusqu’au maximum à la couche "
-"\"full_fan_speed_layer\". \"full_fan_speed_layer\" sera ignoré s’il est "
-"inférieur à \"close_fan_the_first_x_layers\", auquel cas le ventilateur "
-"fonctionnera à la vitesse maximale autorisée à la couche "
-"\"close_fan_the_first_x_layers\" + 1."
+msgid "Fan speed will be ramped up linearly from zero at layer \"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower than \"close_fan_the_first_x_layers\", in which case the fan will be running at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+msgstr "La vitesse du ventilateur augmentera de manière linéaire à partir de zéro à la couche \"close_fan_the_first_x_layers\" jusqu’au maximum à la couche \"full_fan_speed_layer\". \"full_fan_speed_layer\" sera ignoré s’il est inférieur à \"close_fan_the_first_x_layers\", auquel cas le ventilateur fonctionnera à la vitesse maximale autorisée à la couche \"close_fan_the_first_x_layers\" + 1."
msgid "layer"
msgstr "couche"
@@ -11647,23 +9853,16 @@ msgid "Support interface fan speed"
msgstr "Vitesse du ventilateur"
msgid ""
-"This fan speed is enforced during all support interfaces, to be able to "
-"weaken their bonding with a high fan speed.\n"
+"This fan speed is enforced during all support interfaces, to be able to weaken their bonding with a high fan speed.\n"
"Set to -1 to disable this override.\n"
"Can only be overriden by disable_fan_first_layers."
msgstr ""
-"Cette vitesse de ventilateur est appliquée pendant toutes les interfaces de "
-"support, pour pouvoir affaiblir leur liaison avec une vitesse de ventilateur "
-"élevée.\n"
+"Cette vitesse de ventilateur est appliquée pendant toutes les interfaces de support, pour pouvoir affaiblir leur liaison avec une vitesse de ventilateur élevée.\n"
"Réglez sur -1 pour désactiver ce remplacement.\n"
"Ne peut être remplacé que par disable_fan_first_layers."
-msgid ""
-"Randomly jitter while printing the wall, so that the surface has a rough "
-"look. This setting controls the fuzzy position"
-msgstr ""
-"Gigue aléatoire lors de l'impression de la paroi, de sorte que la surface "
-"ait un aspect rugueux. Ce réglage contrôle la position irrégulière"
+msgid "Randomly jitter while printing the wall, so that the surface has a rough look. This setting controls the fuzzy position"
+msgstr "Gigue aléatoire lors de l'impression de la paroi, de sorte que la surface ait un aspect rugueux. Ce réglage contrôle la position irrégulière"
msgid "Contour"
msgstr "Contour"
@@ -11677,22 +9876,14 @@ msgstr "Toutes les parois"
msgid "Fuzzy skin thickness"
msgstr "Épaisseur de la surface Irrégulière"
-msgid ""
-"The width within which to jitter. It's adversed to be below outer wall line "
-"width"
-msgstr ""
-"La largeur à l'intérieur de laquelle jitter. Il est déconseillé d'être en "
-"dessous de la largeur de la ligne de la paroi extérieure"
+msgid "The width within which to jitter. It's adversed to be below outer wall line width"
+msgstr "La largeur à l'intérieur de laquelle jitter. Il est déconseillé d'être en dessous de la largeur de la ligne de la paroi extérieure"
msgid "Fuzzy skin point distance"
msgstr "Distance de point de la surface irrégulière"
-msgid ""
-"The average diatance between the random points introducded on each line "
-"segment"
-msgstr ""
-"La distance moyenne entre les points aléatoires introduits sur chaque "
-"segment de ligne"
+msgid "The average diatance between the random points introducded on each line segment"
+msgstr "La distance moyenne entre les points aléatoires introduits sur chaque segment de ligne"
msgid "Apply fuzzy skin to first layer"
msgstr "Appliquer la surface irrégulière sur la première couche"
@@ -11706,78 +9897,47 @@ msgstr "Filtrer les petits espaces"
msgid "Layers and Perimeters"
msgstr "Couches et Périmètres"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Filtrer les petits espaces au seuil spécifié."
+msgid "Don't print gap fill with a length is smaller than the threshold specified (in mm). This setting applies to top, bottom and solid infill and, if using the classic perimeter generator, to wall gap fill. "
+msgstr "Ne pas imprimer le remplissage des espaces dont la longueur est inférieure au seuil spécifié (en mm). Ce paramètre s’applique aux remplissages supérieur, inférieur et solide et, si vous utilisez le générateur de périmètre classique, pour le remplissage de la paroi. "
-msgid ""
-"Speed of gap infill. Gap usually has irregular line width and should be "
-"printed more slowly"
-msgstr ""
-"Vitesse de remplissage des espaces. L’espace a généralement une largeur de "
-"ligne irrégulière et doit être imprimé plus lentement"
+msgid "Speed of gap infill. Gap usually has irregular line width and should be printed more slowly"
+msgstr "Vitesse de remplissage des espaces. L’espace a généralement une largeur de ligne irrégulière et doit être imprimé plus lentement"
msgid "Precise Z height"
msgstr "Hauteur précise du Z"
-msgid ""
-"Enable this to get precise z height of object after slicing. It will get the "
-"precise object height by fine-tuning the layer heights of the last few "
-"layers. Note that this is an experimental parameter."
-msgstr ""
-"Activez cette option pour obtenir une hauteur z précise de l’objet après la "
-"découpe. La hauteur précise de l’objet sera obtenue en affinant les hauteurs "
-"des dernières couches. Notez qu’il s’agit d’un paramètre expérimental."
+msgid "Enable this to get precise z height of object after slicing. It will get the precise object height by fine-tuning the layer heights of the last few layers. Note that this is an experimental parameter."
+msgstr "Activez cette option pour obtenir une hauteur z précise de l’objet après la découpe. La hauteur précise de l’objet sera obtenue en affinant les hauteurs des dernières couches. Notez qu’il s’agit d’un paramètre expérimental."
msgid "Arc fitting"
msgstr "Tracer des arcs"
msgid ""
-"Enable this to get a G-code file which has G2 and G3 moves. The fitting "
-"tolerance is same as the resolution. \n"
+"Enable this to get a G-code file which has G2 and G3 moves. The fitting tolerance is same as the resolution. \n"
"\n"
-"Note: For klipper machines, this option is recomended to be disabled. "
-"Klipper does not benefit from arc commands as these are split again into "
-"line segments by the firmware. This results in a reduction in surface "
-"quality as line segments are converted to arcs by the slicer and then back "
-"to line segments by the firmware."
+"Note: For klipper machines, this option is recomended to be disabled. Klipper does not benefit from arc commands as these are split again into line segments by the firmware. This results in a reduction in surface quality as line segments are converted to arcs by the slicer and then back to line segments by the firmware."
msgstr ""
-"Activez cette option pour obtenir un fichier G-code contenant les "
-"déplacements G2 et G3. La tolérance d’ajustement est la même que la "
-"résolution. \n"
+"Activez cette option pour obtenir un fichier G-code contenant les déplacements G2 et G3. La tolérance d’ajustement est la même que la résolution. \n"
"\n"
-"Note : Pour les machines Klipper, il est recommandé de désactiver cette "
-"option. Klipper ne bénéficie pas des commandes d’arc car celles-ci sont à "
-"nouveau divisées en segments de ligne par le micrologiciel. Il en résulte "
-"une réduction de la qualité de la surface, car les segments de ligne sont "
-"convertis en arcs par le slicer, puis à nouveau en segments par le firmware."
+"Note : Pour les machines Klipper, il est recommandé de désactiver cette option. Klipper ne bénéficie pas des commandes d’arc car celles-ci sont à nouveau divisées en segments de ligne par le micrologiciel. Il en résulte une réduction de la qualité de la surface, car les segments de ligne sont convertis en arcs par le slicer, puis à nouveau en segments par le firmware."
msgid "Add line number"
msgstr "Ajouter un numéro de ligne"
msgid "Enable this to add line number(Nx) at the beginning of each G-Code line"
-msgstr ""
-"Activez cette option pour ajouter un numéro de ligne (Nx) au début de chaque "
-"ligne G-Code"
+msgstr "Activez cette option pour ajouter un numéro de ligne (Nx) au début de chaque ligne G-Code"
msgid "Scan first layer"
msgstr "Analyser la première couche"
-msgid ""
-"Enable this to enable the camera on printer to check the quality of first "
-"layer"
-msgstr ""
-"Activez cette option pour permettre à l'appareil photo de l'imprimante de "
-"vérifier la qualité de la première couche"
+msgid "Enable this to enable the camera on printer to check the quality of first layer"
+msgstr "Activez cette option pour permettre à l'appareil photo de l'imprimante de vérifier la qualité de la première couche"
msgid "Nozzle type"
msgstr "Type de buse"
-msgid ""
-"The metallic material of nozzle. This determines the abrasive resistance of "
-"nozzle, and what kind of filament can be printed"
-msgstr ""
-"Le matériau métallique de la buse. Cela détermine la résistance à l'abrasion "
-"de la buse et le type de filament pouvant être imprimé"
+msgid "The metallic material of nozzle. This determines the abrasive resistance of nozzle, and what kind of filament can be printed"
+msgstr "Le matériau métallique de la buse. Cela détermine la résistance à l'abrasion de la buse et le type de filament pouvant être imprimé"
msgid "Undefine"
msgstr "Non défini"
@@ -11794,12 +9954,8 @@ msgstr "Laiton"
msgid "Nozzle HRC"
msgstr "Dureté HRC buse"
-msgid ""
-"The nozzle's hardness. Zero means no checking for nozzle's hardness during "
-"slicing."
-msgstr ""
-"La dureté de la buse. Zéro signifie qu'il n'est pas nécessaire de vérifier "
-"la dureté de la buse pendant la découpe."
+msgid "The nozzle's hardness. Zero means no checking for nozzle's hardness during slicing."
+msgstr "La dureté de la buse. Zéro signifie qu'il n'est pas nécessaire de vérifier la dureté de la buse pendant la découpe."
msgid "HRC"
msgstr "HRC"
@@ -11826,37 +9982,20 @@ msgid "Best object position"
msgstr "Meilleure position d’organisation automatique"
msgid "Best auto arranging position in range [0,1] w.r.t. bed shape."
-msgstr ""
-"Meilleure position d’organisation automatique dans la plage [0,1] par "
-"rapport à forme du plateau."
+msgstr "Meilleure position d’organisation automatique dans la plage [0,1] par rapport à forme du plateau."
+
+msgid "Enable this option if machine has auxiliary part cooling fan. G-code command: M106 P2 S(0-255)."
+msgstr "Activer cette option si l’imprimante est équipée d'un ventilateur de refroidissement auxiliaire. Commande G-code : M106 P2 S (0-255)."
msgid ""
-"Enable this option if machine has auxiliary part cooling fan. G-code "
-"command: M106 P2 S(0-255)."
-msgstr ""
-"Activer cette option si l’imprimante est équipée d'un ventilateur de "
-"refroidissement auxiliaire. Commande G-code : M106 P2 S (0-255)."
-
-msgid ""
-"Start the fan this number of seconds earlier than its target start time (you "
-"can use fractional seconds). It assumes infinite acceleration for this time "
-"estimation, and will only take into account G1 and G0 moves (arc fitting is "
-"unsupported).\n"
-"It won't move fan comands from custom gcodes (they act as a sort of "
-"'barrier').\n"
-"It won't move fan comands into the start gcode if the 'only custom start "
-"gcode' is activated.\n"
+"Start the fan this number of seconds earlier than its target start time (you can use fractional seconds). It assumes infinite acceleration for this time estimation, and will only take into account G1 and G0 moves (arc fitting is unsupported).\n"
+"It won't move fan comands from custom gcodes (they act as a sort of 'barrier').\n"
+"It won't move fan comands into the start gcode if the 'only custom start gcode' is activated.\n"
"Use 0 to deactivate."
msgstr ""
-"Démarrer le ventilateur plus tôt de ce nombre de secondes par rapport au "
-"démarrage cible (vous pouvez utiliser des fractions de secondes). Cela "
-"suppose une accélération infinie pour cette estimation de durée et ne prend "
-"en compte que les mouvements G1 et G0 (l’ajustement arc n’est pas pris en "
-"charge).\n"
-"Cela ne déplacera pas les commandes de ventilateur des G-codes personnalisés "
-"(ils agissent comme une sorte de \"barrière\").\n"
-"Cela ne déplacera pas les commandes de ventilateur dans le G-code de "
-"démarrage si seul le ‘G-code de démarrage personnalisé’ est activé.\n"
+"Démarrer le ventilateur plus tôt de ce nombre de secondes par rapport au démarrage cible (vous pouvez utiliser des fractions de secondes). Cela suppose une accélération infinie pour cette estimation de durée et ne prend en compte que les mouvements G1 et G0 (l’ajustement arc n’est pas pris en charge).\n"
+"Cela ne déplacera pas les commandes de ventilateur des G-codes personnalisés (ils agissent comme une sorte de \"barrière\").\n"
+"Cela ne déplacera pas les commandes de ventilateur dans le G-code de démarrage si seul le ‘G-code de démarrage personnalisé’ est activé.\n"
"Utiliser 0 pour désactiver."
msgid "Only overhangs"
@@ -11869,18 +10008,12 @@ msgid "Fan kick-start time"
msgstr "Durée de démarrage du ventilateur"
msgid ""
-"Emit a max fan speed command for this amount of seconds before reducing to "
-"target speed to kick-start the cooling fan.\n"
-"This is useful for fans where a low PWM/power may be insufficient to get the "
-"fan started spinning from a stop, or to get the fan up to speed faster.\n"
+"Emit a max fan speed command for this amount of seconds before reducing to target speed to kick-start the cooling fan.\n"
+"This is useful for fans where a low PWM/power may be insufficient to get the fan started spinning from a stop, or to get the fan up to speed faster.\n"
"Set to 0 to deactivate."
msgstr ""
-"Émettre une commande de vitesse maximale du ventilateur pendant ce nombre de "
-"secondes avant de réduire à la vitesse cible pour démarrer le ventilateur de "
-"refroidissement.\n"
-"Ceci est utile pour les ventilateurs où un faible PWM/puissance peut être "
-"insuffisant pour redémarrer le ventilateur après un arrêt, ou pour faire "
-"démarrer le ventilateur plus rapidement.\n"
+"Émettre une commande de vitesse maximale du ventilateur pendant ce nombre de secondes avant de réduire à la vitesse cible pour démarrer le ventilateur de refroidissement.\n"
+"Ceci est utile pour les ventilateurs où un faible PWM/puissance peut être insuffisant pour redémarrer le ventilateur après un arrêt, ou pour faire démarrer le ventilateur plus rapidement.\n"
"Mettre à 0 pour désactiver."
msgid "Time cost"
@@ -11899,8 +10032,7 @@ msgid ""
"This option is enabled if machine support controlling chamber temperature\n"
"G-code command: M141 S(0-255)"
msgstr ""
-"Activez cette option si la machine prend en charge le contrôle de la "
-"température du caisson\n"
+"Activez cette option si la machine prend en charge le contrôle de la température du caisson\n"
"Commande de G-code : M141 S(0-255)"
msgid "Support air filtration"
@@ -11923,106 +10055,60 @@ msgid "Klipper"
msgstr "Klipper"
msgid "Pellet Modded Printer"
-msgstr ""
+msgstr "Imprimante à pellets"
msgid "Enable this option if your printer uses pellets instead of filaments"
-msgstr ""
+msgstr "Activez cette option si votre imprimante utilise des pellets au lieu de filaments."
msgid "Support multi bed types"
msgstr "Prise en charge de plusieurs types de plateaux"
msgid "Enable this option if you want to use multiple bed types"
-msgstr ""
-"Activez cette option si vous souhaitez utiliser plusieurs types de plateaux."
+msgstr "Activez cette option si vous souhaitez utiliser plusieurs types de plateaux."
msgid "Label objects"
msgstr "Label Objects"
-msgid ""
-"Enable this to add comments into the G-Code labeling print moves with what "
-"object they belong to, which is useful for the Octoprint CancelObject "
-"plugin. This settings is NOT compatible with Single Extruder Multi Material "
-"setup and Wipe into Object / Wipe into Infill."
-msgstr ""
-"Permet d’ajouter des commentaires dans le G-code sur les mouvements "
-"d’impression de l’objet auquel ils appartiennent, ce qui est utile pour le "
-"plug-in Octoprint CancelObject. Ce paramètre n’est PAS compatible avec la "
-"configuration multi-matériaux avec un seul extrudeur et Essuyer dans "
-"l’objet / Essuyer dans le remplissage."
+msgid "Enable this to add comments into the G-Code labeling print moves with what object they belong to, which is useful for the Octoprint CancelObject plugin. This settings is NOT compatible with Single Extruder Multi Material setup and Wipe into Object / Wipe into Infill."
+msgstr "Permet d’ajouter des commentaires dans le G-code sur les mouvements d’impression de l’objet auquel ils appartiennent, ce qui est utile pour le plug-in Octoprint CancelObject. Ce paramètre n’est PAS compatible avec la configuration multi-matériaux avec un seul extrudeur et Essuyer dans l’objet / Essuyer dans le remplissage."
msgid "Exclude objects"
msgstr "Exclure des objets"
msgid "Enable this option to add EXCLUDE OBJECT command in g-code"
-msgstr ""
-"Activer cette option pour ajouter la commande EXCLUDE OBJECT dans le G-code"
+msgstr "Activer cette option pour ajouter la commande EXCLUDE OBJECT dans le G-code"
msgid "Verbose G-code"
msgstr "G-code commenté"
-msgid ""
-"Enable this to get a commented G-code file, with each line explained by a "
-"descriptive text. If you print from SD card, the additional weight of the "
-"file could make your firmware slow down."
-msgstr ""
-"Activez cette option pour obtenir un fichier G-code commenté, chaque ligne "
-"étant expliquée par un texte descriptif. Si vous imprimez à partir d’une "
-"carte SD, le poids supplémentaire du fichier pourrait ralentir le firmware."
+msgid "Enable this to get a commented G-code file, with each line explained by a descriptive text. If you print from SD card, the additional weight of the file could make your firmware slow down."
+msgstr "Activez cette option pour obtenir un fichier G-code commenté, chaque ligne étant expliquée par un texte descriptif. Si vous imprimez à partir d’une carte SD, le poids supplémentaire du fichier pourrait ralentir le firmware."
msgid "Infill combination"
msgstr "Combinaison de remplissage"
-msgid ""
-"Automatically Combine sparse infill of several layers to print together to "
-"reduce time. Wall is still printed with original layer height."
-msgstr ""
-"Combinez automatiquement le remplissage de plusieurs couches pour imprimer "
-"ensemble afin de réduire le temps. La paroi est toujours imprimée avec la "
-"hauteur de couche d'origine."
+msgid "Automatically Combine sparse infill of several layers to print together to reduce time. Wall is still printed with original layer height."
+msgstr "Combinez automatiquement le remplissage de plusieurs couches pour imprimer ensemble afin de réduire le temps. La paroi est toujours imprimée avec la hauteur de couche d'origine."
msgid "Filament to print internal sparse infill."
msgstr "Filament pour imprimer un remplissage interne."
-msgid ""
-"Line width of internal sparse infill. If expressed as a %, it will be "
-"computed over the nozzle diameter."
-msgstr ""
-"Largeur de ligne du remplissage interne. Si elle est exprimée en %, elle "
-"sera calculée sur le diamètre de la buse."
+msgid "Line width of internal sparse infill. If expressed as a %, it will be computed over the nozzle diameter."
+msgstr "Largeur de ligne du remplissage interne. Si elle est exprimée en %, elle sera calculée sur le diamètre de la buse."
msgid "Infill/Wall overlap"
msgstr "Chevauchement de remplissage/paroi"
#, no-c-format, no-boost-format
-msgid ""
-"Infill area is enlarged slightly to overlap with wall for better bonding. "
-"The percentage value is relative to line width of sparse infill. Set this "
-"value to ~10-15% to minimize potential over extrusion and accumulation of "
-"material resulting in rough top surfaces."
-msgstr ""
-"La zone de remplissage est légèrement élargie pour chevaucher la paroi afin "
-"d’améliorer l’adhérence. La valeur du pourcentage est relative à la largeur "
-"de la ligne de remplissage. Réglez cette valeur à ~10-15% pour minimiser le "
-"risque de sur-extrusion et d’accumulation de matériau, ce qui rendrait les "
-"surfaces supérieures rugueuses."
+msgid "Infill area is enlarged slightly to overlap with wall for better bonding. The percentage value is relative to line width of sparse infill. Set this value to ~10-15% to minimize potential over extrusion and accumulation of material resulting in rough top surfaces."
+msgstr "La zone de remplissage est légèrement élargie pour chevaucher la paroi afin d’améliorer l’adhérence. La valeur du pourcentage est relative à la largeur de la ligne de remplissage. Réglez cette valeur à ~10-15% pour minimiser le risque de sur-extrusion et d’accumulation de matériau, ce qui rendrait les surfaces supérieures rugueuses."
msgid "Top/Bottom solid infill/wall overlap"
msgstr "Chevauchement du remplissage ou de la paroi supérieur(e)/inférieur(e)"
#, no-c-format, no-boost-format
-msgid ""
-"Top solid infill area is enlarged slightly to overlap with wall for better "
-"bonding and to minimize the appearance of pinholes where the top infill "
-"meets the walls. A value of 25-30% is a good starting point, minimising the "
-"appearance of pinholes. The percentage value is relative to line width of "
-"sparse infill"
-msgstr ""
-"La zone de remplissage solide supérieure est légèrement élargie pour "
-"chevaucher la paroi afin d’améliorer l’adhérence et de minimiser "
-"l’apparition de trous d’épingle à l’endroit où le remplissage supérieur "
-"rencontre les parois. Une valeur de 25-30% est un bon point de départ, "
-"minimisant l’apparition de trous d’épingle. La valeur en pourcentage est "
-"relative à la largeur de ligne du remplissage."
+msgid "Top solid infill area is enlarged slightly to overlap with wall for better bonding and to minimize the appearance of pinholes where the top infill meets the walls. A value of 25-30% is a good starting point, minimising the appearance of pinholes. The percentage value is relative to line width of sparse infill"
+msgstr "La zone de remplissage solide supérieure est légèrement élargie pour chevaucher la paroi afin d’améliorer l’adhérence et de minimiser l’apparition de trous d’épingle à l’endroit où le remplissage supérieur rencontre les parois. Une valeur de 25-30% est un bon point de départ, minimisant l’apparition de trous d’épingle. La valeur en pourcentage est relative à la largeur de ligne du remplissage."
msgid "Speed of internal sparse infill"
msgstr "Vitesse de remplissage interne"
@@ -12030,85 +10116,62 @@ msgstr "Vitesse de remplissage interne"
msgid "Interface shells"
msgstr "Coque des interfaces"
-msgid ""
-"Force the generation of solid shells between adjacent materials/volumes. "
-"Useful for multi-extruder prints with translucent materials or manual "
-"soluble support material"
-msgstr ""
-"Forcer la génération de coques solides entre matériaux/volumes adjacents. "
-"Utile pour les impressions multi-extrudeuses avec des matériaux translucides "
-"ou un matériau de support soluble"
+msgid "Force the generation of solid shells between adjacent materials/volumes. Useful for multi-extruder prints with translucent materials or manual soluble support material"
+msgstr "Forcer la génération de coques solides entre matériaux/volumes adjacents. Utile pour les impressions multi-extrudeuses avec des matériaux translucides ou un matériau de support soluble"
msgid "Maximum width of a segmented region"
msgstr "Largeur maximale d’une région segmentée"
msgid "Maximum width of a segmented region. Zero disables this feature."
-msgstr ""
-"Largeur maximale d’une région segmentée. Zéro désactive cette fonction."
+msgstr "Largeur maximale d’une région segmentée. Zéro désactive cette fonction."
msgid "Interlocking depth of a segmented region"
msgstr "Profondeur d’emboîtement d’une région segmentée"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
-msgstr ""
-"Profondeur d’imbrication d’une région segmentée. Zéro désactive cette "
-"fonction."
+msgid "Interlocking depth of a segmented region. It will be ignored if \"mmu_segmented_region_max_width\" is zero or if \"mmu_segmented_region_interlocking_depth\"is bigger then \"mmu_segmented_region_max_width\". Zero disables this feature."
+msgstr "Profondeur d’imbrication d’une région segmentée. Elle sera ignorée si « mmu_segmented_region_max_width » est égal à zéro ou si « mmu_segmented_region_interlocking_depth » est supérieur à « mmu_segmented_region_max_width ». La valeur zéro désactive cette fonctionnalité."
msgid "Use beam interlocking"
-msgstr ""
+msgstr "Utiliser l’emboîtement des poutres"
-msgid ""
-"Generate interlocking beam structure at the locations where different "
-"filaments touch. This improves the adhesion between filaments, especially "
-"models printed in different materials."
-msgstr ""
+msgid "Generate interlocking beam structure at the locations where different filaments touch. This improves the adhesion between filaments, especially models printed in different materials."
+msgstr "Génère une structure de poutres imbriquées aux endroits où les différents filaments se touchent. Cela améliore l’adhérence entre les filaments, en particulier pour les modèles imprimés dans des matériaux différents."
msgid "Interlocking beam width"
-msgstr ""
+msgstr "Largeur du faisceau d’emboîtement"
msgid "The width of the interlocking structure beams."
-msgstr ""
+msgstr "La largeur des poutres de la structure d’emboîtement."
msgid "Interlocking direction"
-msgstr ""
+msgstr "Sens d’emboîtement"
msgid "Orientation of interlock beams."
-msgstr ""
+msgstr "Orientation des poutres de verrouillage."
msgid "Interlocking beam layers"
-msgstr ""
+msgstr "Couches de poutres emboîtées"
-msgid ""
-"The height of the beams of the interlocking structure, measured in number of "
-"layers. Less layers is stronger, but more prone to defects."
-msgstr ""
+msgid "The height of the beams of the interlocking structure, measured in number of layers. Less layers is stronger, but more prone to defects."
+msgstr "La hauteur des poutres de la structure d’emboîtement, mesurée en nombre de couches. Moins il y a de couches, plus la structure est solide, mais plus elle est sujette à des défauts."
msgid "Interlocking depth"
-msgstr ""
+msgstr "Profondeur d’emboîtement"
-msgid ""
-"The distance from the boundary between filaments to generate interlocking "
-"structure, measured in cells. Too few cells will result in poor adhesion."
-msgstr ""
+msgid "The distance from the boundary between filaments to generate interlocking structure, measured in cells. Too few cells will result in poor adhesion."
+msgstr "La distance de la limite entre les filaments pour générer une structure imbriquée, mesurée en cellules. Un nombre insuffisant de cellules entraîne une mauvaise adhérence."
msgid "Interlocking boundary avoidance"
-msgstr ""
+msgstr "Évitement des limites de l’imbrication"
-msgid ""
-"The distance from the outside of a model where interlocking structures will "
-"not be generated, measured in cells."
-msgstr ""
+msgid "The distance from the outside of a model where interlocking structures will not be generated, measured in cells."
+msgstr "La distance à partir de l’extérieur d’un modèle où les structures imbriquées ne seront pas générées, mesurée en cellules."
msgid "Ironing Type"
msgstr "Type de lissage"
-msgid ""
-"Ironing is using small flow to print on same height of surface again to make "
-"flat surface more smooth. This setting controls which layer being ironed"
-msgstr ""
-"Le lissage utilise un petit débit pour imprimer à nouveau sur la même "
-"hauteur de surface pour rendre la surface plane plus lisse. Ce paramètre "
-"contrôle quelle couche est repassée"
+msgid "Ironing is using small flow to print on same height of surface again to make flat surface more smooth. This setting controls which layer being ironed"
+msgstr "Le lissage utilise un petit débit pour imprimer à nouveau sur la même hauteur de surface pour rendre la surface plane plus lisse. Ce paramètre contrôle quelle couche est repassée"
msgid "No ironing"
msgstr "Pas de lissage"
@@ -12129,15 +10192,10 @@ msgid "The pattern that will be used when ironing"
msgstr "Motif qui sera utilisé lors du lissage"
msgid "Ironing flow"
-msgstr "Flux de lissage"
+msgstr "Débit de lissage"
-msgid ""
-"The amount of material to extrude during ironing. Relative to flow of normal "
-"layer height. Too high value results in overextrusion on the surface"
-msgstr ""
-"La quantité de matière à extruder lors du lissage. Relatif au débit de la "
-"hauteur de couche normale. Une valeur trop élevée entraîne une surextrusion "
-"en surface"
+msgid "The amount of material to extrude during ironing. Relative to flow of normal layer height. Too high value results in overextrusion on the surface"
+msgstr "La quantité de matière à extruder lors du lissage. Relatif au débit de la hauteur de couche normale. Une valeur trop élevée entraîne une surextrusion en surface"
msgid "Ironing line spacing"
msgstr "Espacement des lignes de lissage"
@@ -12154,27 +10212,17 @@ msgstr "Vitesse d'impression des lignes de lissage"
msgid "Ironing angle"
msgstr "Angle de lissage"
-msgid ""
-"The angle ironing is done at. A negative number disables this function and "
-"uses the default method."
-msgstr ""
-"Angle auquel le lissage se fait. Un nombre négatif désactive cette fonction "
-"et utilise la méthode par défaut."
+msgid "The angle ironing is done at. A negative number disables this function and uses the default method."
+msgstr "Angle auquel le lissage se fait. Un nombre négatif désactive cette fonction et utilise la méthode par défaut."
msgid "This gcode part is inserted at every layer change after lift z"
-msgstr ""
-"Cette partie G-code est insérée à chaque changement de couche après le "
-"levage du Z"
+msgstr "Cette partie G-code est insérée à chaque changement de couche après le levage du Z"
msgid "Supports silent mode"
msgstr "Prend en charge le mode silencieux"
-msgid ""
-"Whether the machine supports silent mode in which machine use lower "
-"acceleration to print"
-msgstr ""
-"Si la machine prend en charge le mode silencieux dans lequel la machine "
-"utilise une accélération plus faible pour imprimer"
+msgid "Whether the machine supports silent mode in which machine use lower acceleration to print"
+msgstr "Si la machine prend en charge le mode silencieux dans lequel la machine utilise une accélération plus faible pour imprimer"
msgid "Emit limits to G-code"
msgstr "Emission des limites vers le G-code"
@@ -12186,17 +10234,11 @@ msgid ""
"If enabled, the machine limits will be emitted to G-code file.\n"
"This option will be ignored if the g-code flavor is set to Klipper."
msgstr ""
-"Si cette option est activée, les limites de la machine seront émises dans un "
-"fichier G-code.\n"
+"Si cette option est activée, les limites de la machine seront émises dans un fichier G-code.\n"
"Cette option sera ignorée si la version du G-code est définie sur Klipper."
-msgid ""
-"This G-code will be used as a code for the pause print. User can insert "
-"pause G-code in gcode viewer"
-msgstr ""
-"Ce G-code sera utilisé comme code pour la pause d'impression. Les "
-"utilisateurs peuvent insérer un G-code de pause dans la visionneuse de G-"
-"code."
+msgid "This G-code will be used as a code for the pause print. User can insert pause G-code in gcode viewer"
+msgstr "Ce G-code sera utilisé comme code pour la pause d'impression. Les utilisateurs peuvent insérer un G-code de pause dans la visionneuse de G-code."
msgid "This G-code will be used as a custom code"
msgstr "Ce G-code sera utilisé comme code personnalisé"
@@ -12205,23 +10247,13 @@ msgid "Small area flow compensation (beta)"
msgstr "Compensation du débit des petites zones (beta)"
msgid "Enable flow compensation for small infill areas"
-msgstr ""
-"Activer la compensation des débits pour les petites zones de remplissage"
+msgstr "Activer la compensation des débits pour les petites zones de remplissage"
msgid "Flow Compensation Model"
msgstr "Modèle de compensation de débit"
-msgid ""
-"Flow Compensation Model, used to adjust the flow for small infill areas. The "
-"model is expressed as a comma separated pair of values for extrusion length "
-"and flow correction factors, one per line, in the following format: "
-"\"1.234,5.678\""
-msgstr ""
-"Modèle de compensation du débit, utilisé pour ajuster le débit pour les "
-"petites zones de remplissage. Le modèle est exprimé sous la forme d’une "
-"paire de valeurs séparées par des virgules pour la longueur d’extrusion et "
-"les facteurs de correction du débit, une par ligne, dans le format suivant : "
-"« 1.234,5.678 »"
+msgid "Flow Compensation Model, used to adjust the flow for small infill areas. The model is expressed as a comma separated pair of values for extrusion length and flow correction factors, one per line, in the following format: \"1.234,5.678\""
+msgstr "Modèle de compensation du débit, utilisé pour ajuster le débit pour les petites zones de remplissage. Le modèle est exprimé sous la forme d’une paire de valeurs séparées par des virgules pour la longueur d’extrusion et les facteurs de correction du débit, une par ligne, dans le format suivant : « 1.234,5.678 »"
msgid "Maximum speed X"
msgstr "Vitesse maximale X"
@@ -12323,87 +10355,46 @@ msgid "Maximum acceleration for travel"
msgstr "Accélération maximale pour le déplacement"
msgid "Maximum acceleration for travel (M204 T), it only applies to Marlin 2"
-msgstr ""
-"Accélération maximale de déplacement (M204 T), cela ne s’applique qu’à "
-"Marlin 2"
+msgstr "Accélération maximale de déplacement (M204 T), cela ne s’applique qu’à Marlin 2"
-msgid ""
-"Part cooling fan speed may be increased when auto cooling is enabled. This "
-"is the maximum speed limitation of part cooling fan"
-msgstr ""
-"La vitesse du ventilateur de refroidissement des pièces peut être augmentée "
-"lorsque le refroidissement automatique est activé. Il s'agit de la "
-"limitation de vitesse maximale du ventilateur de refroidissement partiel"
+msgid "Part cooling fan speed may be increased when auto cooling is enabled. This is the maximum speed limitation of part cooling fan"
+msgstr "La vitesse du ventilateur de refroidissement des pièces peut être augmentée lorsque le refroidissement automatique est activé. Il s'agit de la limitation de vitesse maximale du ventilateur de refroidissement partiel"
msgid "Max"
msgstr "Maximum"
-msgid ""
-"The largest printable layer height for extruder. Used tp limits the maximum "
-"layer hight when enable adaptive layer height"
-msgstr ""
-"La plus grande hauteur de couche imprimable pour l'extrudeuse. Utilisé tp "
-"limite la hauteur de couche maximale lorsque la hauteur de couche adaptative "
-"est activée"
+msgid "The largest printable layer height for extruder. Used tp limits the maximum layer hight when enable adaptive layer height"
+msgstr "La plus grande hauteur de couche imprimable pour l'extrudeur. Utilisé tp limite la hauteur de couche maximale lorsque la hauteur de couche adaptative est activée"
msgid "Extrusion rate smoothing"
msgstr "Lissage du taux d’extrusion"
msgid ""
-"This parameter smooths out sudden extrusion rate changes that happen when "
-"the printer transitions from printing a high flow (high speed/larger width) "
-"extrusion to a lower flow (lower speed/smaller width) extrusion and vice "
-"versa.\n"
+"This parameter smooths out sudden extrusion rate changes that happen when the printer transitions from printing a high flow (high speed/larger width) extrusion to a lower flow (lower speed/smaller width) extrusion and vice versa.\n"
"\n"
-"It defines the maximum rate by which the extruded volumetric flow in mm3/sec "
-"can change over time. Higher values mean higher extrusion rate changes are "
-"allowed, resulting in faster speed transitions.\n"
+"It defines the maximum rate by which the extruded volumetric flow in mm3/sec can change over time. Higher values mean higher extrusion rate changes are allowed, resulting in faster speed transitions.\n"
"\n"
"A value of 0 disables the feature. \n"
"\n"
-"For a high speed, high flow direct drive printer (like the Bambu lab or "
-"Voron) this value is usually not needed. However it can provide some "
-"marginal benefit in certain cases where feature speeds vary greatly. For "
-"example, when there are aggressive slowdowns due to overhangs. In these "
-"cases a high value of around 300-350mm3/s2 is recommended as this allows for "
-"just enough smoothing to assist pressure advance achieve a smoother flow "
-"transition.\n"
+"For a high speed, high flow direct drive printer (like the Bambu lab or Voron) this value is usually not needed. However it can provide some marginal benefit in certain cases where feature speeds vary greatly. For example, when there are aggressive slowdowns due to overhangs. In these cases a high value of around 300-350mm3/s2 is recommended as this allows for just enough smoothing to assist pressure advance achieve a smoother flow transition.\n"
"\n"
-"For slower printers without pressure advance, the value should be set much "
-"lower. A value of 10-15mm3/s2 is a good starting point for direct drive "
-"extruders and 5-10mm3/s2 for Bowden style. \n"
+"For slower printers without pressure advance, the value should be set much lower. A value of 10-15mm3/s2 is a good starting point for direct drive extruders and 5-10mm3/s2 for Bowden style. \n"
"\n"
"This feature is known as Pressure Equalizer in Prusa slicer.\n"
"\n"
"Note: this parameter disables arc fitting."
msgstr ""
-"Ce paramètre atténue les changements soudains du taux d’extrusion qui se "
-"produisent lorsque l’imprimante passe d’une impression à haut débit (vitesse "
-"élevée / largeur de ligne plus grande) à une extrusion à débit plus faible "
-"(vitesse plus faible / largeur de ligne plus petite) et vice versa.\n"
+"Ce paramètre atténue les changements soudains du taux d’extrusion qui se produisent lorsque l’imprimante passe d’une impression à haut débit (vitesse élevée / largeur de ligne plus grande) à une extrusion à débit plus faible (vitesse plus faible / largeur de ligne plus petite) et vice versa.\n"
"\n"
-"Il définit le taux maximum auquel le débit volumétrique extrudé en mm3/sec "
-"peut varier dans le temps. Des valeurs plus élevées signifient que des "
-"changements du taux d’extrusion plus élevés sont autorisés, ce qui entraîne "
-"des transitions de vitesse plus rapides.\n"
+"Il définit le taux maximum auquel le débit volumétrique extrudé en mm3/sec peut varier dans le temps. Des valeurs plus élevées signifient que des changements du taux d’extrusion plus élevés sont autorisés, ce qui entraîne des transitions de vitesse plus rapides.\n"
"\n"
"Une valeur de 0 désactive la fonctionnalité.\n"
"\n"
-"Pour une imprimante direct drive à grande vitesse et à haut débit (comme "
-"BambuLab ou Voron), cette valeur n’est généralement pas nécessaire. "
-"Cependant, cela peut apporter un avantage marginal dans certains cas où les "
-"vitesses varient considérablement. Par exemple, en cas de ralentissements "
-"agressifs dus à des surplombs. Dans ces cas, une valeur élevée d’environ "
-"300-350 mm3/s2 est recommandée car elle permet un lissage juste suffisant "
-"pour aider l’augmentation de la pression pour obtenir une transition de "
-"débit plus douce.\n"
+"Pour une imprimante direct drive à grande vitesse et à haut débit (comme BambuLab ou Voron), cette valeur n’est généralement pas nécessaire. Cependant, cela peut apporter un avantage marginal dans certains cas où les vitesses varient considérablement. Par exemple, en cas de ralentissements agressifs dus à des surplombs. Dans ces cas, une valeur élevée d’environ 300-350 mm3/s2 est recommandée car elle permet un lissage juste suffisant pour aider l’augmentation de la pression pour obtenir une transition de débit plus douce.\n"
"\n"
-"Pour les imprimantes plus lentes sans fonction de pressure advance, la "
-"valeur doit être réglée beaucoup plus bas. Une valeur de 10-15 mm3/s2 est un "
-"bon point de départ en direct drive et de 5-10 mm3/s2 en Bowden.\n"
+"Pour les imprimantes plus lentes sans fonction de pressure advance, la valeur doit être réglée beaucoup plus bas. Une valeur de 10-15 mm3/s2 est un bon point de départ en direct drive et de 5-10 mm3/s2 en Bowden.\n"
"\n"
-"Cette fonctionnalité est connue sous le nom de Pressure Equalizer dans Prusa "
-"Slicer.\n"
+"Cette fonctionnalité est connue sous le nom de Pressure Equalizer dans Prusa Slicer.\n"
"\n"
"Remarque : ce paramètre désactive la fonction Arc."
@@ -12414,22 +10405,15 @@ msgid "Smoothing segment length"
msgstr "Longueur du segment de lissage"
msgid ""
-"A lower value results in smoother extrusion rate transitions. However, this "
-"results in a significantly larger gcode file and more instructions for the "
-"printer to process. \n"
+"A lower value results in smoother extrusion rate transitions. However, this results in a significantly larger gcode file and more instructions for the printer to process. \n"
"\n"
-"Default value of 3 works well for most cases. If your printer is stuttering, "
-"increase this value to reduce the number of adjustments made\n"
+"Default value of 3 works well for most cases. If your printer is stuttering, increase this value to reduce the number of adjustments made\n"
"\n"
"Allowed values: 1-5"
msgstr ""
-"Une valeur inférieure entraîne des transitions du taux d’extrusion plus "
-"douces. Cependant, cela entraîne un fichier G-code beaucoup plus volumineux "
-"et davantage d’instructions à traiter par l’imprimante.\n"
+"Une valeur inférieure entraîne des transitions du taux d’extrusion plus douces. Cependant, cela entraîne un fichier G-code beaucoup plus volumineux et davantage d’instructions à traiter par l’imprimante.\n"
"\n"
-"La valeur 3 par défaut fonctionne bien dans la plupart des cas. Si votre "
-"imprimante a du mal à suivre, augmentez cette valeur pour réduire le nombre "
-"de réglages effectués\n"
+"La valeur 3 par défaut fonctionne bien dans la plupart des cas. Si votre imprimante a du mal à suivre, augmentez cette valeur pour réduire le nombre de réglages effectués\n"
"\n"
"Valeurs autorisées : 1-5"
@@ -12437,43 +10421,23 @@ msgid "Minimum speed for part cooling fan"
msgstr "Vitesse minimale du ventilateur de refroidissement des pièces"
msgid ""
-"Speed of auxiliary part cooling fan. Auxiliary fan will run at this speed "
-"during printing except the first several layers which is defined by no "
-"cooling layers.\n"
-"Please enable auxiliary_fan in printer settings to use this feature. G-code "
-"command: M106 P2 S(0-255)"
+"Speed of auxiliary part cooling fan. Auxiliary fan will run at this speed during printing except the first several layers which is defined by no cooling layers.\n"
+"Please enable auxiliary_fan in printer settings to use this feature. G-code command: M106 P2 S(0-255)"
msgstr ""
-"Vitesse du ventilateur de refroidissement auxiliaire. Le ventilateur "
-"auxiliaire fonctionnera à cette vitesse pendant l'impression, à l'exception "
-"des premières couches définies sans refroidissement.\n"
-"Veuillez activer auxiliaire_fan dans les paramètres de l’imprimante pour "
-"utiliser cette fonctionnalité. Commande G-code : M106 P2 S(0-255)"
+"Vitesse du ventilateur de refroidissement auxiliaire. Le ventilateur auxiliaire fonctionnera à cette vitesse pendant l'impression, à l'exception des premières couches définies sans refroidissement.\n"
+"Veuillez activer auxiliaire_fan dans les paramètres de l’imprimante pour utiliser cette fonctionnalité. Commande G-code : M106 P2 S(0-255)"
msgid "Min"
msgstr "Minimum"
-msgid ""
-"The lowest printable layer height for extruder. Used tp limits the minimum "
-"layer hight when enable adaptive layer height"
-msgstr ""
-"La hauteur de couche imprimable la plus basse pour l'extrudeuse. Utilisé tp "
-"limite la hauteur de couche minimale lorsque la hauteur de couche adaptative "
-"est activée"
+msgid "The lowest printable layer height for extruder. Used tp limits the minimum layer hight when enable adaptive layer height"
+msgstr "La hauteur de couche imprimable la plus basse pour l'extrudeur. Utilisé tp limite la hauteur de couche minimale lorsque la hauteur de couche adaptative est activée"
msgid "Min print speed"
msgstr "Vitesse d'impression minimale"
-msgid ""
-"The minimum printing speed that the printer will slow down to to attempt to "
-"maintain the minimum layer time above, when slow down for better layer "
-"cooling is enabled."
-msgstr ""
-"Vitesse d’impression minimale à laquelle l’imprimante ralentira pour tenter "
-"de maintenir le temps de couche minimal ci-dessus, lorsque la fonction de "
-"ralentissement pour un meilleur refroidissement de la couche est activée."
-
-msgid "Nozzle diameter"
-msgstr "Diamètre de la buse"
+msgid "The minimum printing speed that the printer will slow down to to attempt to maintain the minimum layer time above, when slow down for better layer cooling is enabled."
+msgstr "Vitesse d’impression minimale à laquelle l’imprimante ralentira pour tenter de maintenir le temps de couche minimal ci-dessus, lorsque la fonction de ralentissement pour un meilleur refroidissement de la couche est activée."
msgid "Diameter of nozzle"
msgstr "Diamètre de la buse"
@@ -12481,113 +10445,71 @@ msgstr "Diamètre de la buse"
msgid "Configuration notes"
msgstr "Notes de la configuration"
-msgid ""
-"You can put here your personal notes. This text will be added to the G-code "
-"header comments."
-msgstr ""
-"Vous pouvez mettre ici vos notes personnelles. Ce texte sera ajouté aux "
-"commentaires d’en-tête du G-code."
+msgid "You can put here your personal notes. This text will be added to the G-code header comments."
+msgstr "Vous pouvez mettre ici vos notes personnelles. Ce texte sera ajouté aux commentaires d’en-tête du G-code."
msgid "Host Type"
msgstr "Type d'hôte"
-msgid ""
-"Orca Slicer can upload G-code files to a printer host. This field must "
-"contain the kind of the host."
-msgstr ""
-"Orca Slicer peut téléverser des fichiers G-code sur une imprimante hôte. Ce "
-"champ doit contenir le type d'hôte."
+msgid "Orca Slicer can upload G-code files to a printer host. This field must contain the kind of the host."
+msgstr "Orca Slicer peut téléverser des fichiers G-code sur une imprimante hôte. Ce champ doit contenir le type d'hôte."
msgid "Nozzle volume"
msgstr "Volume de la buse"
msgid "Volume of nozzle between the cutter and the end of nozzle"
-msgstr ""
-"Volume de la buse entre le coupeur de filament et l'extrémité de la buse"
+msgstr "Volume de la buse entre le coupeur de filament et l'extrémité de la buse"
msgid "Cooling tube position"
msgstr "Position du tube de refroidissement"
msgid "Distance of the center-point of the cooling tube from the extruder tip."
-msgstr ""
-"Distance entre le point central du tube de refroidissement et la pointe de "
-"l’extrudeur."
+msgstr "Distance entre le point central du tube de refroidissement et la pointe de l’extrudeur."
msgid "Cooling tube length"
msgstr "Longueur du tube de refroidissement"
msgid "Length of the cooling tube to limit space for cooling moves inside it."
-msgstr ""
-"Longueur du tube de refroidissement pour limiter l’espace à l’intérieur du "
-"tube de refroidissement."
+msgstr "Longueur du tube de refroidissement pour limiter l’espace à l’intérieur du tube de refroidissement."
msgid "High extruder current on filament swap"
msgstr "Courant de l’extrudeur élevé lors du changement de filament"
-msgid ""
-"It may be beneficial to increase the extruder motor current during the "
-"filament exchange sequence to allow for rapid ramming feed rates and to "
-"overcome resistance when loading a filament with an ugly shaped tip."
-msgstr ""
-"Il peut être avantageux d’augmenter le courant du moteur de l’extrudeur "
-"pendant la séquence d’échange de filament pour permettre des vitesses "
-"d’alimentation rapides et pour surmonter la résistance lors du chargement "
-"d’un filament."
+msgid "It may be beneficial to increase the extruder motor current during the filament exchange sequence to allow for rapid ramming feed rates and to overcome resistance when loading a filament with an ugly shaped tip."
+msgstr "Il peut être avantageux d’augmenter le courant du moteur de l’extrudeur pendant la séquence d’échange de filament pour permettre des vitesses d’alimentation rapides et pour surmonter la résistance lors du chargement d’un filament."
msgid "Filament parking position"
msgstr "Position de stationnement du filament"
-msgid ""
-"Distance of the extruder tip from the position where the filament is parked "
-"when unloaded. This should match the value in printer firmware."
-msgstr ""
-"Distance entre la pointe de l’extrudeur et la position où le filament est "
-"parqué une fois déchargé. Cela doit correspondre à la valeur du firmware de "
-"l’imprimante."
+msgid "Distance of the extruder tip from the position where the filament is parked when unloaded. This should match the value in printer firmware."
+msgstr "Distance entre la pointe de l’extrudeur et la position où le filament est parqué une fois déchargé. Cela doit correspondre à la valeur du firmware de l’imprimante."
msgid "Extra loading distance"
msgstr "Distance de chargement supplémentaire"
-msgid ""
-"When set to zero, the distance the filament is moved from parking position "
-"during load is exactly the same as it was moved back during unload. When "
-"positive, it is loaded further, if negative, the loading move is shorter "
-"than unloading."
-msgstr ""
-"Lorsqu’il est réglé sur zéro, la distance à laquelle le filament est déplacé "
-"depuis la position de stationnement pendant le chargement est exactement la "
-"même que celle à laquelle il a été déplacé pendant le déchargement. "
-"Lorsqu’il est positif, il est chargé davantage, s’il est négatif, le "
-"mouvement de chargement est plus court que le déchargement."
+msgid "When set to zero, the distance the filament is moved from parking position during load is exactly the same as it was moved back during unload. When positive, it is loaded further, if negative, the loading move is shorter than unloading."
+msgstr "Lorsqu’il est réglé sur zéro, la distance à laquelle le filament est déplacé depuis la position de stationnement pendant le chargement est exactement la même que celle à laquelle il a été déplacé pendant le déchargement. Lorsqu’il est positif, il est chargé davantage, s’il est négatif, le mouvement de chargement est plus court que le déchargement."
msgid "Start end points"
msgstr "Points de départ et d'arrivée"
msgid "The start and end points which is from cutter area to garbage can."
-msgstr ""
-"Les points de départ et d'arrivée qui se situent entre la zone de coupe et "
-"la goulotte d'évacuation."
+msgstr "Les points de départ et d'arrivée qui se situent entre la zone de coupe et la goulotte d'évacuation."
msgid "Reduce infill retraction"
msgstr "Réduire la rétraction du remplissage"
-msgid ""
-"Don't retract when the travel is in infill area absolutely. That means the "
-"oozing can't been seen. This can reduce times of retraction for complex "
-"model and save printing time, but make slicing and G-code generating slower"
-msgstr ""
-"Ne pas effectuer de rétraction lors de déplacement en zone de remplissage "
-"car même si l’extrudeur suinte, les coulures ne seraient pas visibles. Cela "
-"peut réduire les rétractions pour les modèles complexes et économiser du "
-"temps d’impression, mais ralentit la découpe et la génération du G-code."
+msgid "Don't retract when the travel is in infill area absolutely. That means the oozing can't been seen. This can reduce times of retraction for complex model and save printing time, but make slicing and G-code generating slower"
+msgstr "Ne pas effectuer de rétraction lors de déplacement en zone de remplissage car même si l’extrudeur suinte, les coulures ne seraient pas visibles. Cela peut réduire les rétractions pour les modèles complexes et économiser du temps d’impression, mais ralentit la découpe et la génération du G-code."
+
+msgid "This option will drop the temperature of the inactive extruders to prevent oozing."
+msgstr "Cette option permet d’abaisser la température des extrudeurs inactifs afin d’éviter le suintement."
msgid "Filename format"
msgstr "Format du nom de fichier"
msgid "User can self-define the project file name when export"
-msgstr ""
-"L'utilisateur peut définir lui-même le nom du fichier de projet lors de "
-"l'exportation"
+msgstr "L'utilisateur peut définir lui-même le nom du fichier de projet lors de l'exportation"
msgid "Make overhangs printable"
msgstr "Rendre les surplombs imprimables"
@@ -12598,26 +10520,14 @@ msgstr "Modifier la géométrie pour imprimer les surplombs sans support."
msgid "Make overhangs printable - Maximum angle"
msgstr "Rendre les surplombs imprimables - Angle maximal"
-msgid ""
-"Maximum angle of overhangs to allow after making more steep overhangs "
-"printable.90° will not change the model at all and allow any overhang, while "
-"0 will replace all overhangs with conical material."
-msgstr ""
-"Angle maximal des surplombs à autoriser après avoir rendu imprimables les "
-"surplombs plus raides. Une valeur de 90° ne changera pas du tout le modèle "
-"et n’autorisera aucun surplomb, tandis que 0 remplacera tous les surplombs "
-"par un matériau conique."
+msgid "Maximum angle of overhangs to allow after making more steep overhangs printable.90° will not change the model at all and allow any overhang, while 0 will replace all overhangs with conical material."
+msgstr "Angle maximal des surplombs à autoriser après avoir rendu imprimables les surplombs plus raides. Une valeur de 90° ne changera pas du tout le modèle et n’autorisera aucun surplomb, tandis que 0 remplacera tous les surplombs par un matériau conique."
msgid "Make overhangs printable - Hole area"
msgstr "Rendre les surplombs imprimables - Zone de trous"
-msgid ""
-"Maximum area of a hole in the base of the model before it's filled by "
-"conical material.A value of 0 will fill all the holes in the model base."
-msgstr ""
-"Aire maximale d’un trou dans la base du modèle avant qu’il ne soit rempli "
-"par un matériau conique. Une valeur de 0 remplira tous les trous dans la "
-"base du modèle."
+msgid "Maximum area of a hole in the base of the model before it's filled by conical material.A value of 0 will fill all the holes in the model base."
+msgstr "Aire maximale d’un trou dans la base du modèle avant qu’il ne soit rempli par un matériau conique. Une valeur de 0 remplira tous les trous dans la base du modèle."
msgid "mm²"
msgstr "mm²"
@@ -12626,20 +10536,14 @@ msgid "Detect overhang wall"
msgstr "Détecter une paroi en surplomb"
#, c-format, boost-format
-msgid ""
-"Detect the overhang percentage relative to line width and use different "
-"speed to print. For 100%% overhang, bridge speed is used."
-msgstr ""
-"Détectez le pourcentage de surplomb par rapport à la largeur de la ligne et "
-"utilisez une vitesse différente pour imprimer. Pour un surplomb de 100%% la "
-"vitesse du pont est utilisée."
+msgid "Detect the overhang percentage relative to line width and use different speed to print. For 100%% overhang, bridge speed is used."
+msgstr "Détectez le pourcentage de surplomb par rapport à la largeur de la ligne et utilisez une vitesse différente pour imprimer. Pour un surplomb de 100%% la vitesse du pont est utilisée."
-msgid ""
-"Line width of inner wall. If expressed as a %, it will be computed over the "
-"nozzle diameter."
-msgstr ""
-"Largeur de ligne de la paroi intérieure. Si elle est exprimée en %, elle "
-"sera calculée sur le diamètre de la buse."
+msgid "Filament to print walls"
+msgstr "Filament pour imprimer les parois"
+
+msgid "Line width of inner wall. If expressed as a %, it will be computed over the nozzle diameter."
+msgstr "Largeur de ligne de la paroi intérieure. Si elle est exprimée en %, elle sera calculée sur le diamètre de la buse."
msgid "Speed of inner wall"
msgstr "Vitesse de la paroi intérieure"
@@ -12651,38 +10555,26 @@ msgid "Alternate extra wall"
msgstr "Paroi supplémentaire alternée"
msgid ""
-"This setting adds an extra wall to every other layer. This way the infill "
-"gets wedged vertically between the walls, resulting in stronger prints. \n"
+"This setting adds an extra wall to every other layer. This way the infill gets wedged vertically between the walls, resulting in stronger prints. \n"
"\n"
-"When this option is enabled, the ensure vertical shell thickness option "
-"needs to be disabled. \n"
+"When this option is enabled, the ensure vertical shell thickness option needs to be disabled. \n"
"\n"
-"Using lightning infill together with this option is not recommended as there "
-"is limited infill to anchor the extra perimeters to."
+"Using lightning infill together with this option is not recommended as there is limited infill to anchor the extra perimeters to."
msgstr ""
-"Ce paramètre ajoute une paroi supplémentaire à chaque couche. De cette "
-"manière, le remplissage est coincé verticalement entre les parois, ce qui "
-"permet d’obtenir des impressions plus solides. \n"
+"Ce paramètre ajoute une paroi supplémentaire à chaque couche. De cette manière, le remplissage est coincé verticalement entre les parois, ce qui permet d’obtenir des impressions plus solides. \n"
"\n"
-"Lorsque cette option est activée, l’option « assurer l’épaisseur verticale "
-"de la coque » doit être désactivée. \n"
+"Lorsque cette option est activée, l’option « assurer l’épaisseur verticale de la coque » doit être désactivée. \n"
"\n"
-"Il n’est pas recommandé d’utiliser le remplissage par éclairs avec cette "
-"option, car il y a peu de remplissage pour ancrer les périmètres "
-"supplémentaires."
+"Il n’est pas recommandé d’utiliser le remplissage par éclairs avec cette option, car il y a peu de remplissage pour ancrer les périmètres supplémentaires."
-msgid ""
-"If you want to process the output G-code through custom scripts, just list "
-"their absolute paths here. Separate multiple scripts with a semicolon. "
-"Scripts will be passed the absolute path to the G-code file as the first "
-"argument, and they can access the Orca Slicer config settings by reading "
-"environment variables."
-msgstr ""
-"Si vous souhaitez traiter le G-code de sortie via des scripts personnalisés, "
-"indiquez simplement leurs chemins absolus ici. Séparez plusieurs scripts par "
-"un point-virgule. Les scripts recevront le chemin absolu vers le fichier G-"
-"code comme premier argument, et ils peuvent accéder aux paramètres de "
-"configuration Orca Slicer en lisant les variables d’environnement."
+msgid "If you want to process the output G-code through custom scripts, just list their absolute paths here. Separate multiple scripts with a semicolon. Scripts will be passed the absolute path to the G-code file as the first argument, and they can access the Orca Slicer config settings by reading environment variables."
+msgstr "Si vous souhaitez traiter le G-code de sortie via des scripts personnalisés, indiquez simplement leurs chemins absolus ici. Séparez plusieurs scripts par un point-virgule. Les scripts recevront le chemin absolu vers le fichier G-code comme premier argument, et ils peuvent accéder aux paramètres de configuration Orca Slicer en lisant les variables d’environnement."
+
+msgid "Printer type"
+msgstr "Type d’imprimante"
+
+msgid "Type of the printer"
+msgstr "Type de l’imprimante"
msgid "Printer notes"
msgstr "Notes de l’mprimante"
@@ -12690,6 +10582,9 @@ msgstr "Notes de l’mprimante"
msgid "You can put your notes regarding the printer here."
msgstr "Vous pouvez mettre vos notes concernant l’imprimante ici."
+msgid "Printer variant"
+msgstr "Variante de l’imprimante"
+
msgid "Raft contact Z distance"
msgstr "Distance Z de contact du radeau"
@@ -12712,48 +10607,28 @@ msgid "Initial layer expansion"
msgstr "Extension de la couche initiale"
msgid "Expand the first raft or support layer to improve bed plate adhesion"
-msgstr ""
-"Développez le premier radeau ou couche de support pour améliorer l'adhérence "
-"du plateau"
+msgstr "Développez le premier radeau ou couche de support pour améliorer l'adhérence du plateau"
msgid "Raft layers"
msgstr "Couches du radeau"
-msgid ""
-"Object will be raised by this number of support layers. Use this function to "
-"avoid wrapping when print ABS"
-msgstr ""
-"L'objet sera élevé par ce nombre de couches de support. Utilisez cette "
-"fonction pour éviter l'emballage lors de l'impression ABS"
+msgid "Object will be raised by this number of support layers. Use this function to avoid wrapping when print ABS"
+msgstr "L'objet sera élevé par ce nombre de couches de support. Utilisez cette fonction pour éviter l'emballage lors de l'impression ABS"
-msgid ""
-"G-code path is genereated after simplifing the contour of model to avoid too "
-"much points and gcode lines in gcode file. Smaller value means higher "
-"resolution and more time to slice"
-msgstr ""
-"Le chemin du G-code est généré après avoir simplifié le contour du modèle "
-"pour éviter trop de points et de lignes G-code dans le fichier G-code. Une "
-"valeur plus petite signifie une résolution plus élevée et plus de temps pour "
-"découper"
+msgid "G-code path is genereated after simplifing the contour of model to avoid too much points and gcode lines in gcode file. Smaller value means higher resolution and more time to slice"
+msgstr "Le chemin du G-code est généré après avoir simplifié le contour du modèle pour éviter trop de points et de lignes G-code dans le fichier G-code. Une valeur plus petite signifie une résolution plus élevée et plus de temps pour découper"
msgid "Travel distance threshold"
msgstr "Seuil de distance parcourue"
-msgid ""
-"Only trigger retraction when the travel distance is longer than this "
-"threshold"
-msgstr ""
-"Ne déclencher la rétraction que lorsque la distance parcourue est supérieure "
-"à ce seuil"
+msgid "Only trigger retraction when the travel distance is longer than this threshold"
+msgstr "Ne déclencher la rétraction que lorsque la distance parcourue est supérieure à ce seuil"
msgid "Retract amount before wipe"
msgstr "Quantité de rétraction avant essuyage"
-msgid ""
-"The length of fast retraction before wipe, relative to retraction length"
-msgstr ""
-"La longueur de la rétraction rapide avant l’essuyage, par rapport à la "
-"longueur de la rétraction"
+msgid "The length of fast retraction before wipe, relative to retraction length"
+msgstr "La longueur de la rétraction rapide avant l’essuyage, par rapport à la longueur de la rétraction"
msgid "Retract when change layer"
msgstr "Rétracter lors de changement de couche"
@@ -12764,71 +10639,38 @@ msgstr "Cela force une rétraction sur les changements de couche."
msgid "Retraction Length"
msgstr "Longueur de Rétraction"
-msgid ""
-"Some amount of material in extruder is pulled back to avoid ooze during long "
-"travel. Set zero to disable retraction"
-msgstr ""
-"Une certaine quantité de matériau dans l'extrudeuse est retirée pour éviter "
-"le suintement pendant les longs trajets. Définir zéro pour désactiver la "
-"rétraction"
+msgid "Some amount of material in extruder is pulled back to avoid ooze during long travel. Set zero to disable retraction"
+msgstr "Une certaine quantité de matériau dans l'extrudeur est retirée pour éviter le suintement pendant les longs trajets. Définir zéro pour désactiver la rétraction"
msgid "Long retraction when cut(experimental)"
msgstr "Longue rétraction lors de la coupe (expérimental)"
-msgid ""
-"Experimental feature.Retracting and cutting off the filament at a longer "
-"distance during changes to minimize purge.While this reduces flush "
-"significantly, it may also raise the risk of nozzle clogs or other printing "
-"problems."
-msgstr ""
-"Fonction expérimentale : rétracter et couper le filament à une plus grande "
-"distance pendant les changements pour minimiser la purge. Bien que cela "
-"réduise considérablement la purge, cela peut également augmenter le risque "
-"de bouchage des buses ou d’autres problèmes d’impression."
+msgid "Experimental feature.Retracting and cutting off the filament at a longer distance during changes to minimize purge.While this reduces flush significantly, it may also raise the risk of nozzle clogs or other printing problems."
+msgstr "Fonction expérimentale : rétracter et couper le filament à une plus grande distance pendant les changements pour minimiser la purge. Bien que cela réduise considérablement la purge, cela peut également augmenter le risque de bouchage des buses ou d’autres problèmes d’impression."
msgid "Retraction distance when cut"
msgstr "Distance de rétraction lors de la coupe"
-msgid ""
-"Experimental feature.Retraction length before cutting off during filament "
-"change"
-msgstr ""
-"Fonction expérimentale : longueur de rétraction avant la coupure lors du "
-"changement de filament."
+msgid "Experimental feature.Retraction length before cutting off during filament change"
+msgstr "Fonction expérimentale : longueur de rétraction avant la coupure lors du changement de filament."
msgid "Z hop when retract"
msgstr "Décalage du Z lors de la rétraction"
-msgid ""
-"Whenever the retraction is done, the nozzle is lifted a little to create "
-"clearance between nozzle and the print. It prevents nozzle from hitting the "
-"print when travel move. Using spiral line to lift z can prevent stringing"
-msgstr ""
-"Chaque fois que la rétraction est effectuée, la buse est légèrement soulevée "
-"pour créer un espace entre la buse et l'impression. Il empêche la buse de "
-"toucher l'impression lors du déplacement. L'utilisation d'une ligne en "
-"spirale pour soulever z peut empêcher l'enfilage"
+msgid "Whenever the retraction is done, the nozzle is lifted a little to create clearance between nozzle and the print. It prevents nozzle from hitting the print when travel move. Using spiral line to lift z can prevent stringing"
+msgstr "Chaque fois que la rétraction est effectuée, la buse est légèrement soulevée pour créer un espace entre la buse et l'impression. Il empêche la buse de toucher l'impression lors du déplacement. L'utilisation d'une ligne en spirale pour soulever z peut empêcher l'enfilage"
msgid "Z hop lower boundary"
msgstr "Limite inférieure du saut de Z"
-msgid ""
-"Z hop will only come into effect when Z is above this value and is below the "
-"parameter: \"Z hop upper boundary\""
-msgstr ""
-"Le saut de Z ne sera effectif que si Z est supérieur à cette valeur et "
-"inférieur au paramètre : « Limite supérieure du saut de Z »"
+msgid "Z hop will only come into effect when Z is above this value and is below the parameter: \"Z hop upper boundary\""
+msgstr "Le saut de Z ne sera effectif que si Z est supérieur à cette valeur et inférieur au paramètre : « Limite supérieure du saut de Z »"
msgid "Z hop upper boundary"
msgstr "Limite supérieure du saut de Z"
-msgid ""
-"If this value is positive, Z hop will only come into effect when Z is above "
-"the parameter: \"Z hop lower boundary\" and is below this value"
-msgstr ""
-"Si cette valeur est positive, le saut de Z ne sera effectif que si Z est "
-"supérieur au paramètre : « Limite inférieure de Z hop » et qu’il est "
-"inférieur à cette valeur."
+msgid "If this value is positive, Z hop will only come into effect when Z is above the parameter: \"Z hop lower boundary\" and is below this value"
+msgstr "Si cette valeur est positive, le saut de Z ne sera effectif que si Z est supérieur au paramètre : « Limite inférieure de Z hop » et qu’il est inférieur à cette valeur."
msgid "Z hop type"
msgstr "Type de décalage en Z"
@@ -12840,42 +10682,28 @@ msgid "Spiral"
msgstr "Spirale"
msgid "Traveling angle"
-msgstr ""
+msgstr "Angle de déplacement"
-msgid ""
-"Traveling angle for Slope and Spiral Z hop type. Setting it to 90° results "
-"in Normal Lift"
-msgstr ""
+msgid "Traveling angle for Slope and Spiral Z hop type. Setting it to 90° results in Normal Lift"
+msgstr "Angle de déplacement pour les sauts en Z en pente et en spirale. En le réglant sur 90°, on obtient une levée normale."
msgid "Only lift Z above"
msgstr "Décalage en Z au-dessus uniquement"
-msgid ""
-"If you set this to a positive value, Z lift will only take place above the "
-"specified absolute Z."
-msgstr ""
-"Si définie sur une valeur positive, l’élévation Z n’aura lieu qu’au-dessus "
-"du Z absolu spécifié."
+msgid "If you set this to a positive value, Z lift will only take place above the specified absolute Z."
+msgstr "Si définie sur une valeur positive, l’élévation Z n’aura lieu qu’au-dessus du Z absolu spécifié."
msgid "Only lift Z below"
msgstr "Décalage en Z en dessous uniquement"
-msgid ""
-"If you set this to a positive value, Z lift will only take place below the "
-"specified absolute Z."
-msgstr ""
-"Si définie sur une valeur positive, l’élévation Z n’aura lieu qu’en dessous "
-"du Z absolu spécifié."
+msgid "If you set this to a positive value, Z lift will only take place below the specified absolute Z."
+msgstr "Si définie sur une valeur positive, l’élévation Z n’aura lieu qu’en dessous du Z absolu spécifié."
msgid "On surfaces"
msgstr "Sur les surfaces"
-msgid ""
-"Enforce Z Hop behavior. This setting is impacted by the above settings (Only "
-"lift Z above/below)."
-msgstr ""
-"Appliquer le comportement du décalage en Z. Ce paramètre est impacté par les "
-"paramètres ci-dessus (décalage en Z au-dessus/en dessous uniquement)."
+msgid "Enforce Z Hop behavior. This setting is impacted by the above settings (Only lift Z above/below)."
+msgstr "Appliquer le comportement du décalage en Z. Ce paramètre est impacté par les paramètres ci-dessus (décalage en Z au-dessus/en dessous uniquement)."
msgid "All Surfaces"
msgstr "Toutes les surfaces"
@@ -12892,20 +10720,11 @@ msgstr "Supérieures et Inférieures"
msgid "Extra length on restart"
msgstr "Longueur supplémentaire"
-msgid ""
-"When the retraction is compensated after the travel move, the extruder will "
-"push this additional amount of filament. This setting is rarely needed."
-msgstr ""
-"Lorsque la rétraction est compensée après le mouvement de déplacement, "
-"l’extrudeuse poussera cette quantité supplémentaire de filament. Ce "
-"paramètre est rarement nécessaire."
+msgid "When the retraction is compensated after the travel move, the extruder will push this additional amount of filament. This setting is rarely needed."
+msgstr "Lorsque la rétraction est compensée après le mouvement de déplacement, l’extrudeuse poussera cette quantité supplémentaire de filament. Ce paramètre est rarement nécessaire."
-msgid ""
-"When the retraction is compensated after changing tool, the extruder will "
-"push this additional amount of filament."
-msgstr ""
-"Lorsque la rétraction est compensée après le changement d’outil, l’extrudeur "
-"poussera cette quantité supplémentaire de filament."
+msgid "When the retraction is compensated after changing tool, the extruder will push this additional amount of filament."
+msgstr "Lorsque la rétraction est compensée après le changement d’outil, l’extrudeur poussera cette quantité supplémentaire de filament."
msgid "Retraction Speed"
msgstr "Vitesse de Rétraction"
@@ -12916,23 +10735,14 @@ msgstr "Vitesse de rétraction"
msgid "Deretraction Speed"
msgstr "Vitesse de réinsertion"
-msgid ""
-"Speed for reloading filament into extruder. Zero means same speed with "
-"retraction"
-msgstr ""
-"Vitesse de rechargement du filament dans l'extrudeuse. Zéro signifie même "
-"vitesse avec rétraction"
+msgid "Speed for reloading filament into extruder. Zero means same speed with retraction"
+msgstr "Vitesse de rechargement du filament dans l'extrudeur. Zéro signifie même vitesse avec rétraction"
msgid "Use firmware retraction"
msgstr "Utiliser la rétraction firmware"
-msgid ""
-"This experimental setting uses G10 and G11 commands to have the firmware "
-"handle the retraction. This is only supported in recent Marlin."
-msgstr ""
-"Ce paramètre expérimental utilise les commandes G10 et G11 pour que le "
-"firmware gère la rétraction. Ceci n’est pris en charge que dans une version "
-"de Marlin récente."
+msgid "This experimental setting uses G10 and G11 commands to have the firmware handle the retraction. This is only supported in recent Marlin."
+msgstr "Ce paramètre expérimental utilise les commandes G10 et G11 pour que le firmware gère la rétraction. Ceci n’est pris en charge que dans une version de Marlin récente."
msgid "Show auto-calibration marks"
msgstr "Afficher les marques de calibration"
@@ -12940,18 +10750,14 @@ msgstr "Afficher les marques de calibration"
msgid "Disable set remaining print time"
msgstr "Désactiver le réglage du temps d’impression restant"
-msgid ""
-"Disable generating of the M73: Set remaining print time in the final gcode"
-msgstr ""
-"Désactiver la génération du M73 : Définir le temps d’impression restant dans "
-"le gcode final"
+msgid "Disable generating of the M73: Set remaining print time in the final gcode"
+msgstr "Désactiver la génération du M73 : Définir le temps d’impression restant dans le gcode final"
msgid "Seam position"
msgstr "Position de la couture"
msgid "The start position to print each part of outer wall"
-msgstr ""
-"La position de départ pour imprimer chaque partie de la paroi extérieure"
+msgstr "La position de départ pour imprimer chaque partie de la paroi extérieure"
msgid "Nearest"
msgstr "La plus proche"
@@ -12968,121 +10774,69 @@ msgstr "Aléatoire"
msgid "Staggered inner seams"
msgstr "Coutures intérieures décalées"
-msgid ""
-"This option causes the inner seams to be shifted backwards based on their "
-"depth, forming a zigzag pattern."
-msgstr ""
-"Cette option entraîne le décalage des coutures intérieures vers l’arrière en "
-"fonction de leur profondeur, formant un motif en zigzag."
+msgid "This option causes the inner seams to be shifted backwards based on their depth, forming a zigzag pattern."
+msgstr "Cette option entraîne le décalage des coutures intérieures vers l’arrière en fonction de leur profondeur, formant un motif en zigzag."
msgid "Seam gap"
msgstr "Écart de couture"
msgid ""
-"In order to reduce the visibility of the seam in a closed loop extrusion, "
-"the loop is interrupted and shortened by a specified amount.\n"
-"This amount can be specified in millimeters or as a percentage of the "
-"current extruder diameter. The default value for this parameter is 10%."
+"In order to reduce the visibility of the seam in a closed loop extrusion, the loop is interrupted and shortened by a specified amount.\n"
+"This amount can be specified in millimeters or as a percentage of the current extruder diameter. The default value for this parameter is 10%."
msgstr ""
-"Afin de réduire la visibilité de la couture dans une extrusion en boucle "
-"fermée, la boucle est interrompue et raccourcie d’une valeur spécifiée.\n"
-"Cette quantité peut être spécifiée en millimètres ou en pourcentage du "
-"diamètre actuel de la buse. La valeur par défaut de ce paramètre est 10%."
+"Afin de réduire la visibilité de la couture dans une extrusion en boucle fermée, la boucle est interrompue et raccourcie d’une valeur spécifiée.\n"
+"Cette quantité peut être spécifiée en millimètres ou en pourcentage du diamètre actuel de la buse. La valeur par défaut de ce paramètre est 10%."
msgid "Scarf joint seam (beta)"
msgstr "Couture en biseau (beta)"
msgid "Use scarf joint to minimize seam visibility and increase seam strength."
-msgstr ""
-"Utiliser une couture en biseau pour minimiser la visibilité de la couture et "
-"augmenter sa solidité."
+msgstr "Utiliser une couture en biseau pour minimiser la visibilité de la couture et augmenter sa solidité."
msgid "Conditional scarf joint"
msgstr "Couture en biseau conditionnelle"
-msgid ""
-"Apply scarf joints only to smooth perimeters where traditional seams do not "
-"conceal the seams at sharp corners effectively."
-msgstr ""
-"N’appliquer les couture en biseau que sur les périmètres lisses, lorsque les "
-"coutures traditionnelles ne permettent pas de dissimuler efficacement les "
-"coutures dans les angles saillants."
+msgid "Apply scarf joints only to smooth perimeters where traditional seams do not conceal the seams at sharp corners effectively."
+msgstr "N’appliquer les couture en biseau que sur les périmètres lisses, lorsque les coutures traditionnelles ne permettent pas de dissimuler efficacement les coutures dans les angles saillants."
msgid "Conditional angle threshold"
msgstr "Seuil d’angle conditionnel"
msgid ""
-"This option sets the threshold angle for applying a conditional scarf joint "
-"seam.\n"
-"If the maximum angle within the perimeter loop exceeds this value "
-"(indicating the absence of sharp corners), a scarf joint seam will be used. "
-"The default value is 155°."
+"This option sets the threshold angle for applying a conditional scarf joint seam.\n"
+"If the maximum angle within the perimeter loop exceeds this value (indicating the absence of sharp corners), a scarf joint seam will be used. The default value is 155°."
msgstr ""
-"Cette option définit l’angle seuil pour l’application d’une couture en "
-"biseau conditionnelle.\n"
-"Si l’angle maximal à l’intérieur de la boucle périmétrique dépasse cette "
-"valeur (indiquant l’absence d’angles vifs), une couture en biseau sera "
-"utilisée. La valeur par défaut est de 155°."
+"Cette option définit l’angle seuil pour l’application d’une couture en biseau conditionnelle.\n"
+"Si l’angle maximal à l’intérieur de la boucle périmétrique dépasse cette valeur (indiquant l’absence d’angles vifs), une couture en biseau sera utilisée. La valeur par défaut est de 155°."
msgid "Conditional overhang threshold"
msgstr "Seuil de dépassement conditionnel"
#, no-c-format, no-boost-format
-msgid ""
-"This option determines the overhang threshold for the application of scarf "
-"joint seams. If the unsupported portion of the perimeter is less than this "
-"threshold, scarf joint seams will be applied. The default threshold is set "
-"at 40% of the external wall's width. Due to performance considerations, the "
-"degree of overhang is estimated."
-msgstr ""
-"Cette option détermine le seuil de surplomb pour l’application des coutures "
-"en écharpe. Si la partie non soutenue du périmètre est inférieure à ce "
-"seuil, des coutures en biseau seront appliquées. Le seuil par défaut est "
-"fixé à 40 % de la largeur de la paroi extérieure. Pour des raisons de "
-"performance, le degré de surplomb est estimé."
+msgid "This option determines the overhang threshold for the application of scarf joint seams. If the unsupported portion of the perimeter is less than this threshold, scarf joint seams will be applied. The default threshold is set at 40% of the external wall's width. Due to performance considerations, the degree of overhang is estimated."
+msgstr "Cette option détermine le seuil de surplomb pour l’application des coutures en écharpe. Si la partie non soutenue du périmètre est inférieure à ce seuil, des coutures en biseau seront appliquées. Le seuil par défaut est fixé à 40 % de la largeur de la paroi extérieure. Pour des raisons de performance, le degré de surplomb est estimé."
msgid "Scarf joint speed"
msgstr "Vitesse de la couture en biseau"
-msgid ""
-"This option sets the printing speed for scarf joints. It is recommended to "
-"print scarf joints at a slow speed (less than 100 mm/s). It's also "
-"advisable to enable 'Extrusion rate smoothing' if the set speed varies "
-"significantly from the speed of the outer or inner walls. If the speed "
-"specified here is higher than the speed of the outer or inner walls, the "
-"printer will default to the slower of the two speeds. When specified as a "
-"percentage (e.g., 80%), the speed is calculated based on the respective "
-"outer or inner wall speed. The default value is set to 100%."
-msgstr ""
-"Cette option définit la vitesse d’impression des coutures en biseau. Il est "
-"recommandé d’imprimer les coutures en biseau à une vitesse lente (moins de "
-"100 mm/s). Il est également conseillé d’activer l’option « Lissage de la "
-"vitesse d’extrusion » si la vitesse définie varie de manière significative "
-"par rapport à la vitesse des parois extérieures ou intérieures. Si la "
-"vitesse spécifiée ici est supérieure à la vitesse des parois extérieures ou "
-"intérieures, l’imprimante prendra par défaut la plus lente des deux "
-"vitesses. Lorsqu’elle est spécifiée sous forme de pourcentage (par exemple, "
-"80 %), la vitesse est calculée sur la base de la vitesse de la paroi "
-"extérieure ou intérieure. La valeur par défaut est fixée à 100 %."
+msgid "This option sets the printing speed for scarf joints. It is recommended to print scarf joints at a slow speed (less than 100 mm/s). It's also advisable to enable 'Extrusion rate smoothing' if the set speed varies significantly from the speed of the outer or inner walls. If the speed specified here is higher than the speed of the outer or inner walls, the printer will default to the slower of the two speeds. When specified as a percentage (e.g., 80%), the speed is calculated based on the respective outer or inner wall speed. The default value is set to 100%."
+msgstr "Cette option définit la vitesse d’impression des coutures en biseau. Il est recommandé d’imprimer les coutures en biseau à une vitesse lente (moins de 100 mm/s). Il est également conseillé d’activer l’option « Lissage de la vitesse d’extrusion » si la vitesse définie varie de manière significative par rapport à la vitesse des parois extérieures ou intérieures. Si la vitesse spécifiée ici est supérieure à la vitesse des parois extérieures ou intérieures, l’imprimante prendra par défaut la plus lente des deux vitesses. Lorsqu’elle est spécifiée sous forme de pourcentage (par exemple, 80 %), la vitesse est calculée sur la base de la vitesse de la paroi extérieure ou intérieure. La valeur par défaut est fixée à 100 %."
msgid "Scarf joint flow ratio"
msgstr "Ratio de débit de la couture en biseau"
msgid "This factor affects the amount of material for scarf joints."
-msgstr ""
-"Ce facteur influe sur la quantité de matériau pour les coutures en biseau."
+msgstr "Ce facteur influe sur la quantité de matériau pour les coutures en biseau."
msgid "Scarf start height"
msgstr "Hauteur de départ du biseau"
msgid ""
"Start height of the scarf.\n"
-"This amount can be specified in millimeters or as a percentage of the "
-"current layer height. The default value for this parameter is 0."
+"This amount can be specified in millimeters or as a percentage of the current layer height. The default value for this parameter is 0."
msgstr ""
"Hauteur de départ du biseau.\n"
-"Cette hauteur peut être spécifiée en millimètres ou en pourcentage de la "
-"hauteur de la couche actuelle. La valeur par défaut de ce paramètre est 0."
+"Cette hauteur peut être spécifiée en millimètres ou en pourcentage de la hauteur de la couche actuelle. La valeur par défaut de ce paramètre est 0."
msgid "Scarf around entire wall"
msgstr "Biseau sur toute la paroi"
@@ -13093,12 +10847,8 @@ msgstr "Le biseau s’étend sur toute la longueur de la paroi."
msgid "Scarf length"
msgstr "Longueur du biseau"
-msgid ""
-"Length of the scarf. Setting this parameter to zero effectively disables the "
-"scarf."
-msgstr ""
-"Longueur du biseau. La mise à zéro de ce paramètre désactive automatiquement "
-"le biseau."
+msgid "Length of the scarf. Setting this parameter to zero effectively disables the scarf."
+msgstr "Longueur du biseau. La mise à zéro de ce paramètre désactive automatiquement le biseau."
msgid "Scarf steps"
msgstr "Étapes du biseau"
@@ -13115,66 +10865,32 @@ msgstr "Utiliser également un joint en biseau pour les parois intérieures."
msgid "Role base wipe speed"
msgstr "Vitesse d’essuyage basée sur la vitesse d’extrusion"
-msgid ""
-"The wipe speed is determined by the speed of the current extrusion role.e.g. "
-"if a wipe action is executed immediately following an outer wall extrusion, "
-"the speed of the outer wall extrusion will be utilized for the wipe action."
-msgstr ""
-"La vitesse d’essuyage est identique à la vitesse d’extrusion actuelle. Par "
-"exemple, si l’action d’essuyage est suivie d’une extrusion de paroi "
-"extérieure, la vitesse de la paroi extérieure sera utilisée pour cette "
-"action d’essuyage."
+msgid "The wipe speed is determined by the speed of the current extrusion role.e.g. if a wipe action is executed immediately following an outer wall extrusion, the speed of the outer wall extrusion will be utilized for the wipe action."
+msgstr "La vitesse d’essuyage est identique à la vitesse d’extrusion actuelle. Par exemple, si l’action d’essuyage est suivie d’une extrusion de paroi extérieure, la vitesse de la paroi extérieure sera utilisée pour cette action d’essuyage."
msgid "Wipe on loops"
msgstr "Essuyer sur les boucles"
-msgid ""
-"To minimize the visibility of the seam in a closed loop extrusion, a small "
-"inward movement is executed before the extruder leaves the loop."
-msgstr ""
-"Pour minimiser la visibilité de la couture dans une extrusion en boucle "
-"fermée, un petit mouvement vers l’intérieur est exécuté avant que la buse ne "
-"quitte la boucle."
+msgid "To minimize the visibility of the seam in a closed loop extrusion, a small inward movement is executed before the extruder leaves the loop."
+msgstr "Pour minimiser la visibilité de la couture dans une extrusion en boucle fermée, un petit mouvement vers l’intérieur est exécuté avant que la buse ne quitte la boucle."
msgid "Wipe before external loop"
msgstr "Essuyer avant la boucle externe"
msgid ""
-"To minimise visibility of potential overextrusion at the start of an "
-"external perimeter when printing with Outer/Inner or Inner/Outer/Inner wall "
-"print order, the deretraction is performed slightly on the inside from the "
-"start of the external perimeter. That way any potential over extrusion is "
-"hidden from the outside surface. \n"
+"To minimise visibility of potential overextrusion at the start of an external perimeter when printing with Outer/Inner or Inner/Outer/Inner wall print order, the deretraction is performed slightly on the inside from the start of the external perimeter. That way any potential over extrusion is hidden from the outside surface. \n"
"\n"
-"This is useful when printing with Outer/Inner or Inner/Outer/Inner wall "
-"print order as in these modes it is more likely an external perimeter is "
-"printed immediately after a deretraction move."
+"This is useful when printing with Outer/Inner or Inner/Outer/Inner wall print order as in these modes it is more likely an external perimeter is printed immediately after a deretraction move."
msgstr ""
-"Pour minimiser la visibilité d’une éventuelle surextrusion au début d’un "
-"périmètre extérieur lors de l’impression avec l’ordre d’impression de paroi "
-"extérieure/intérieure ou intérieure/extérieure/intérieure, la dérétraction "
-"est effectuée légèrement sur l’intérieur à partir du début du périmètre "
-"extérieur. De cette manière, toute sur-extrusion potentielle est cachée de "
-"la surface extérieure. \n"
+"Pour minimiser la visibilité d’une éventuelle surextrusion au début d’un périmètre extérieur lors de l’impression avec l’ordre d’impression de paroi extérieure/intérieure ou intérieure/extérieure/intérieure, la dérétraction est effectuée légèrement sur l’intérieur à partir du début du périmètre extérieur. De cette manière, toute sur-extrusion potentielle est cachée de la surface extérieure. \n"
"\n"
-"Ceci est utile lors de l’impression avec l’ordre d’impression de la paroi "
-"extérieure/intérieure ou intérieure/extérieure/intérieure, car dans ces "
-"modes, il est plus probable qu’un périmètre extérieur soit imprimé "
-"immédiatement après un mouvement de dérétraction."
+"Ceci est utile lors de l’impression avec l’ordre d’impression de la paroi extérieure/intérieure ou intérieure/extérieure/intérieure, car dans ces modes, il est plus probable qu’un périmètre extérieur soit imprimé immédiatement après un mouvement de dérétraction."
msgid "Wipe speed"
msgstr "Vitesse d’essuyage"
-msgid ""
-"The wipe speed is determined by the speed setting specified in this "
-"configuration.If the value is expressed as a percentage (e.g. 80%), it will "
-"be calculated based on the travel speed setting above.The default value for "
-"this parameter is 80%"
-msgstr ""
-"La vitesse d’essuyage est déterminée par le paramètre de vitesse spécifié "
-"dans cette configuration. Si la valeur est exprimée en pourcentage (par "
-"exemple 80%), elle sera calculée en fonction du paramètre de vitesse de "
-"déplacement ci-dessus. La valeur par défaut de ce paramètre est 80%"
+msgid "The wipe speed is determined by the speed setting specified in this configuration.If the value is expressed as a percentage (e.g. 80%), it will be calculated based on the travel speed setting above.The default value for this parameter is 80%"
+msgstr "La vitesse d’essuyage est déterminée par le paramètre de vitesse spécifié dans cette configuration. Si la valeur est exprimée en pourcentage (par exemple 80%), elle sera calculée en fonction du paramètre de vitesse de déplacement ci-dessus. La valeur par défaut de ce paramètre est 80%"
msgid "Skirt distance"
msgstr "Distance de la jupe"
@@ -13192,33 +10908,21 @@ msgid "Draft shield"
msgstr "Paravent"
msgid ""
-"A draft shield is useful to protect an ABS or ASA print from warping and "
-"detaching from print bed due to wind draft. It is usually needed only with "
-"open frame printers, i.e. without an enclosure. \n"
+"A draft shield is useful to protect an ABS or ASA print from warping and detaching from print bed due to wind draft. It is usually needed only with open frame printers, i.e. without an enclosure. \n"
"\n"
"Options:\n"
"Enabled = skirt is as tall as the highest printed object.\n"
"Limited = skirt is as tall as specified by skirt height.\n"
"\n"
-"Note: With the draft shield active, the skirt will be printed at skirt "
-"distance from the object. Therefore, if brims are active it may intersect "
-"with them. To avoid this, increase the skirt distance value.\n"
+"Note: With the draft shield active, the skirt will be printed at skirt distance from the object. Therefore, if brims are active it may intersect with them. To avoid this, increase the skirt distance value.\n"
msgstr ""
-"Un paravent est utile pour protéger une impression ABS ou ASA contre les "
-"risques de déformation et de détachement du plateau d’impression en raison "
-"des courants d’air. Il n’est généralement nécessaire que pour les "
-"imprimantes à cadre ouvert, c’est-à-dire sans caisson. \n"
+"Un paravent est utile pour protéger une impression ABS ou ASA contre les risques de déformation et de détachement du plateau d’impression en raison des courants d’air. Il n’est généralement nécessaire que pour les imprimantes à cadre ouvert, c’est-à-dire sans caisson. \n"
"\n"
"Options :\n"
-"Activé = la hauteur de la jupe est égale à celle de l’objet imprimé le plus "
-"haut.\n"
-"Limité = la hauteur de la jupe est celle spécifiée par la hauteur de la "
-"jupe.\n"
+"Activé = la hauteur de la jupe est égale à celle de l’objet imprimé le plus haut.\n"
+"Limité = la hauteur de la jupe est celle spécifiée par la hauteur de la jupe.\n"
"\n"
-"Remarque : lorsque le paravent est actif, la jupe est imprimée à la distance "
-"de la jupe par rapport à l’objet. Par conséquent, si des bordures sont "
-"actives, elle risque de les croiser. Pour éviter cela, augmentez la valeur "
-"de la distance de la jupe.\n"
+"Remarque : lorsque le paravent est actif, la jupe est imprimée à la distance de la jupe par rapport à l’objet. Par conséquent, si des bordures sont actives, elle risque de les croiser. Pour éviter cela, augmentez la valeur de la distance de la jupe.\n"
msgid "Limited"
msgstr "Limité"
@@ -13236,105 +10940,58 @@ msgid "Skirt speed"
msgstr "Vitesse de la jupe"
msgid "Speed of skirt, in mm/s. Zero means use default layer extrusion speed."
-msgstr ""
-"Vitesse de la jupe, en mm/s. Une valeur à 0 signifie que la vitesse "
-"d’extrusion par défaut est utilisée."
+msgstr "Vitesse de la jupe, en mm/s. Une valeur à 0 signifie que la vitesse d’extrusion par défaut est utilisée."
msgid "Skirt minimum extrusion length"
msgstr "Longueur minimale d’extrusion de la jupe"
msgid ""
-"Minimum filament extrusion length in mm when printing the skirt. Zero means "
-"this feature is disabled.\n"
+"Minimum filament extrusion length in mm when printing the skirt. Zero means this feature is disabled.\n"
"\n"
-"Using a non zero value is useful if the printer is set up to print without a "
-"prime line."
+"Using a non zero value is useful if the printer is set up to print without a prime line."
msgstr ""
-"Longueur minimale d’extrusion du filament en mm lors de l’impression de la "
-"jupe. Zéro signifie que cette fonction est désactivée.\n"
+"Longueur minimale d’extrusion du filament en mm lors de l’impression de la jupe. Zéro signifie que cette fonction est désactivée.\n"
"\n"
-"L’utilisation d’une valeur non nulle est utile si l’imprimante est "
-"configurée pour imprimer sans ligne d’amorce."
+"L’utilisation d’une valeur non nulle est utile si l’imprimante est configurée pour imprimer sans ligne d’amorce."
-msgid ""
-"The printing speed in exported gcode will be slowed down, when the estimated "
-"layer time is shorter than this value, to get better cooling for these layers"
-msgstr ""
-"La vitesse d'impression dans le G-code exporté sera ralentie, lorsque le "
-"temps de couche estimé est plus court que cette valeur, pour obtenir un "
-"meilleur refroidissement pour ces couches"
+msgid "The printing speed in exported gcode will be slowed down, when the estimated layer time is shorter than this value, to get better cooling for these layers"
+msgstr "La vitesse d'impression dans le G-code exporté sera ralentie, lorsque le temps de couche estimé est plus court que cette valeur, pour obtenir un meilleur refroidissement pour ces couches"
msgid "Minimum sparse infill threshold"
msgstr "Seuil minimum de remplissage"
-msgid ""
-"Sparse infill area which is smaller than threshold value is replaced by "
-"internal solid infill"
-msgstr ""
-"La zone de remplissage inférieure à la valeur seuil est remplacée par un "
-"remplissage plein interne"
+msgid "Sparse infill area which is smaller than threshold value is replaced by internal solid infill"
+msgstr "La zone de remplissage inférieure à la valeur seuil est remplacée par un remplissage plein interne"
-msgid ""
-"Line width of internal solid infill. If expressed as a %, it will be "
-"computed over the nozzle diameter."
-msgstr ""
-"Largeur de ligne du remplissage plein interne. Si elle est exprimée en %, "
-"elle sera calculée sur le diamètre de la buse."
+msgid "Solid infill"
+msgstr "Remplissage solide"
+
+msgid "Filament to print solid infill"
+msgstr "Filament pour l’impression de remplissage solide"
+
+msgid "Line width of internal solid infill. If expressed as a %, it will be computed over the nozzle diameter."
+msgstr "Largeur de ligne du remplissage plein interne. Si elle est exprimée en %, elle sera calculée sur le diamètre de la buse."
msgid "Speed of internal solid infill, not the top and bottom surface"
-msgstr ""
-"Vitesse du remplissage plein interne, pas de la surface supérieure et "
-"inférieure"
+msgstr "Vitesse du remplissage plein interne, pas de la surface supérieure et inférieure"
-msgid ""
-"Spiralize smooths out the z moves of the outer contour. And turns a solid "
-"model into a single walled print with solid bottom layers. The final "
-"generated model has no seam"
-msgstr ""
-"Spiralize lisse les mouvements z du contour extérieur. Et transforme un "
-"modèle plein en une impression à paroi unique avec des couches inférieures "
-"solides. Le modèle généré final n'a pas de couture."
+msgid "Spiralize smooths out the z moves of the outer contour. And turns a solid model into a single walled print with solid bottom layers. The final generated model has no seam"
+msgstr "Spiralize lisse les mouvements z du contour extérieur. Et transforme un modèle plein en une impression à paroi unique avec des couches inférieures solides. Le modèle généré final n'a pas de couture."
msgid "Smooth Spiral"
msgstr "Spirale lisse"
-msgid ""
-"Smooth Spiral smoothes out X and Y moves as wellresulting in no visible seam "
-"at all, even in the XY directions on walls that are not vertical"
-msgstr ""
-"« Spirale lisse » lisse également les mouvements X et Y, de sorte qu’aucune "
-"couture n’est visible, même dans les directions XY sur des parois qui ne "
-"sont pas verticales."
+msgid "Smooth Spiral smoothes out X and Y moves as wellresulting in no visible seam at all, even in the XY directions on walls that are not vertical"
+msgstr "« Spirale lisse » lisse également les mouvements X et Y, de sorte qu’aucune couture n’est visible, même dans les directions XY sur des parois qui ne sont pas verticales."
msgid "Max XY Smoothing"
msgstr "Lissage Max XY"
-msgid ""
-"Maximum distance to move points in XY to try to achieve a smooth spiralIf "
-"expressed as a %, it will be computed over nozzle diameter"
-msgstr ""
-"Distance maximale pour déplacer les points dans l’axe XY afin d’obtenir une "
-"spirale lisse. Si elle est exprimée en %, elle sera calculée par rapport au "
-"diamètre de la buse."
+msgid "Maximum distance to move points in XY to try to achieve a smooth spiralIf expressed as a %, it will be computed over nozzle diameter"
+msgstr "Distance maximale pour déplacer les points dans l’axe XY afin d’obtenir une spirale lisse. Si elle est exprimée en %, elle sera calculée par rapport au diamètre de la buse."
-msgid ""
-"If smooth or traditional mode is selected, a timelapse video will be "
-"generated for each print. After each layer is printed, a snapshot is taken "
-"with the chamber camera. All of these snapshots are composed into a "
-"timelapse video when printing completes. If smooth mode is selected, the "
-"toolhead will move to the excess chute after each layer is printed and then "
-"take a snapshot. Since the melt filament may leak from the nozzle during the "
-"process of taking a snapshot, prime tower is required for smooth mode to "
-"wipe nozzle."
-msgstr ""
-"Si le mode fluide ou traditionnel est sélectionné, une vidéo en timelapse "
-"sera générée pour chaque impression. À chaque couche imprimée, un instantané "
-"est pris avec la caméra intégrée. Tous ces instantanés seront assemblés dans "
-"une vidéo timelapse une fois l'impression terminée. Si le mode lisse est "
-"sélectionné, l'extrudeur se déplace vers la goulotte d'évacuation à chaque "
-"couche imprimée, puis prend un cliché. Étant donné que le filament fondu "
-"peut s'échapper de la buse pendant la prise de vue, une tour de purge est "
-"requise en mode lisse pour essuyer la buse."
+msgid "If smooth or traditional mode is selected, a timelapse video will be generated for each print. After each layer is printed, a snapshot is taken with the chamber camera. All of these snapshots are composed into a timelapse video when printing completes. If smooth mode is selected, the toolhead will move to the excess chute after each layer is printed and then take a snapshot. Since the melt filament may leak from the nozzle during the process of taking a snapshot, prime tower is required for smooth mode to wipe nozzle."
+msgstr "Si le mode fluide ou traditionnel est sélectionné, une vidéo en timelapse sera générée pour chaque impression. À chaque couche imprimée, un instantané est pris avec la caméra intégrée. Tous ces instantanés seront assemblés dans une vidéo timelapse une fois l'impression terminée. Si le mode lisse est sélectionné, l'extrudeur se déplace vers la goulotte d'évacuation à chaque couche imprimée, puis prend un cliché. Étant donné que le filament fondu peut s'échapper de la buse pendant la prise de vue, une tour de purge est requise en mode lisse pour essuyer la buse."
msgid "Traditional"
msgstr "Traditionnel"
@@ -13342,6 +10999,22 @@ msgstr "Traditionnel"
msgid "Temperature variation"
msgstr "Variation de température"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid "Temperature difference to be applied when an extruder is not active. The value is not used when 'idle_temperature' in filament settings is set to non zero value."
+msgstr "Différence de température à appliquer lorsqu’un extrudeur n’est pas actif. La valeur n’est pas utilisée lorsque ‘idle_temperature’ dans les paramètres du filament est réglé sur une valeur non nulle."
+
+msgid "Preheat time"
+msgstr "Durée du préchauffage"
+
+msgid "To reduce the waiting time after tool change, Orca can preheat the next tool while the current tool is still in use. This setting specifies the time in seconds to preheat the next tool. Orca will insert a M104 command to preheat the tool in advance."
+msgstr "Pour réduire le temps d’attente après un changement d’outil, Orca peut préchauffer l’outil suivant pendant que l’outil actuel est encore en cours d’utilisation. Ce paramètre spécifie le temps en secondes pour préchauffer l’outil suivant. Orca insère une commande M104 pour préchauffer l’outil à l’avance."
+
+msgid "Preheat steps"
+msgstr "Étapes de préchauffage"
+
+msgid "Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For other printers, please set it to 1."
+msgstr "Insérer plusieurs commandes de préchauffage (par exemple M104.1). Uniquement utile pour la Prusa XL. Pour les autres imprimantes, veuillez le régler sur 1."
+
msgid "Start G-code"
msgstr "G-code de démarrage"
@@ -13360,18 +11033,8 @@ msgstr "Utiliser une seule buse pour imprimer plusieurs filaments"
msgid "Manual Filament Change"
msgstr "Changement manuel du filament"
-msgid ""
-"Enable this option to omit the custom Change filament G-code only at the "
-"beginning of the print. The tool change command (e.g., T0) will be skipped "
-"throughout the entire print. This is useful for manual multi-material "
-"printing, where we use M600/PAUSE to trigger the manual filament change "
-"action."
-msgstr ""
-"Activez cette option pour omettre le G-code de changement de filament "
-"personnalisé uniquement au début de l’impression. La commande de changement "
-"d’outil (par exemple, T0) sera ignorée tout au long de l’impression. Ceci "
-"est utile pour l’impression manuelle multi-matériaux, où nous utilisons M600/"
-"PAUSE pour déclencher l’action de changement manuel de filament."
+msgid "Enable this option to omit the custom Change filament G-code only at the beginning of the print. The tool change command (e.g., T0) will be skipped throughout the entire print. This is useful for manual multi-material printing, where we use M600/PAUSE to trigger the manual filament change action."
+msgstr "Activez cette option pour omettre le G-code de changement de filament personnalisé uniquement au début de l’impression. La commande de changement d’outil (par exemple, T0) sera ignorée tout au long de l’impression. Ceci est utile pour l’impression manuelle multi-matériaux, où nous utilisons M600/PAUSE pour déclencher l’action de changement manuel de filament."
msgid "Purge in prime tower"
msgstr "Purge dans la tour de purge"
@@ -13385,50 +11048,26 @@ msgstr "Activer le pilonnage du filament"
msgid "No sparse layers (beta)"
msgstr "Pas de couches éparses (beta)"
-msgid ""
-"If enabled, the wipe tower will not be printed on layers with no "
-"toolchanges. On layers with a toolchange, extruder will travel downward to "
-"print the wipe tower. User is responsible for ensuring there is no collision "
-"with the print."
-msgstr ""
-"Si cette option est activée, la tour d’essuyage ne sera pas imprimée sur les "
-"couches sans changement d’outil. Sur les couches avec changement d’outil, "
-"l’extrudeur se déplacera vers le bas pour imprimer la tour d’essuyage. "
-"L’utilisateur est responsable de s’assurer qu’il n’y a pas de collision avec "
-"l’impression."
+msgid "If enabled, the wipe tower will not be printed on layers with no toolchanges. On layers with a toolchange, extruder will travel downward to print the wipe tower. User is responsible for ensuring there is no collision with the print."
+msgstr "Si cette option est activée, la tour d’essuyage ne sera pas imprimée sur les couches sans changement d’outil. Sur les couches avec changement d’outil, l’extrudeur se déplacera vers le bas pour imprimer la tour d’essuyage. L’utilisateur est responsable de s’assurer qu’il n’y a pas de collision avec l’impression."
msgid "Prime all printing extruders"
msgstr "Amorcer tous les extrudeurs d’impression"
-msgid ""
-"If enabled, all printing extruders will be primed at the front edge of the "
-"print bed at the start of the print."
-msgstr ""
-"Si cette option est activée, tous les extrudeurs d’impression seront amorcés "
-"sur le bord avant du plateau au début de l’impression."
+msgid "If enabled, all printing extruders will be primed at the front edge of the print bed at the start of the print."
+msgstr "Si cette option est activée, tous les extrudeurs d’impression seront amorcés sur le bord avant du plateau au début de l’impression."
msgid "Slice gap closing radius"
msgstr "Rayon de fermeture de l’écart des tranches"
-msgid ""
-"Cracks smaller than 2x gap closing radius are being filled during the "
-"triangle mesh slicing. The gap closing operation may reduce the final print "
-"resolution, therefore it is advisable to keep the value reasonably low."
-msgstr ""
-"Les fissures plus petites que 2x le rayon de fermeture de l’espace sont "
-"remplies pendant la découpe du maillage. L’opération de fermeture de "
-"l’espace peut réduire la résolution finale de l’impression, il est donc "
-"conseillé de maintenir cette valeur à un niveau raisonnablement bas."
+msgid "Cracks smaller than 2x gap closing radius are being filled during the triangle mesh slicing. The gap closing operation may reduce the final print resolution, therefore it is advisable to keep the value reasonably low."
+msgstr "Les fissures plus petites que 2x le rayon de fermeture de l’espace sont remplies pendant la découpe du maillage. L’opération de fermeture de l’espace peut réduire la résolution finale de l’impression, il est donc conseillé de maintenir cette valeur à un niveau raisonnablement bas."
msgid "Slicing Mode"
msgstr "Mode de découpe"
-msgid ""
-"Use \"Even-odd\" for 3DLabPrint airplane models. Use \"Close holes\" to "
-"close all holes in the model."
-msgstr ""
-"Utilisez « Pair-impair » pour les modèles d'avion 3DLabPrint. Utilisez « "
-"Fermer les trous » pour fermer tous les trous du modèle."
+msgid "Use \"Even-odd\" for 3DLabPrint airplane models. Use \"Close holes\" to close all holes in the model."
+msgstr "Utilisez « Pair-impair » pour les modèles d'avion 3DLabPrint. Utilisez « Fermer les trous » pour fermer tous les trous du modèle."
msgid "Regular"
msgstr "Standard"
@@ -13442,16 +11081,8 @@ msgstr "Combler les trous"
msgid "Z offset"
msgstr "Décalage Z"
-msgid ""
-"This value will be added (or subtracted) from all the Z coordinates in the "
-"output G-code. It is used to compensate for bad Z endstop position: for "
-"example, if your endstop zero actually leaves the nozzle 0.3mm far from the "
-"print bed, set this to -0.3 (or fix your endstop)."
-msgstr ""
-"Cette valeur sera ajoutée (ou soustraite) de toutes les coordonnées Z dans "
-"le G-code de sortie. Il est utilisé pour compenser une mauvaise position de "
-"la butée Z : par exemple, si votre zéro de butée laisse réellement la buse à "
-"0,3 mm du plateau, réglez-le sur -0,3 (ou corrigez votre butée)."
+msgid "This value will be added (or subtracted) from all the Z coordinates in the output G-code. It is used to compensate for bad Z endstop position: for example, if your endstop zero actually leaves the nozzle 0.3mm far from the print bed, set this to -0.3 (or fix your endstop)."
+msgstr "Cette valeur sera ajoutée (ou soustraite) de toutes les coordonnées Z dans le G-code de sortie. Il est utilisé pour compenser une mauvaise position de la butée Z : par exemple, si votre zéro de butée laisse réellement la buse à 0,3 mm du plateau, réglez-le sur -0,3 (ou corrigez votre butée)."
msgid "Enable support"
msgstr "Activer les supports"
@@ -13459,14 +11090,8 @@ msgstr "Activer les supports"
msgid "Enable support generation."
msgstr "Activer la génération de support."
-msgid ""
-"normal(auto) and tree(auto) is used to generate support automatically. If "
-"normal(manual) or tree(manual) is selected, only support enforcers are "
-"generated"
-msgstr ""
-"Normaux (auto) et Arborescents (auto) sont utilisés pour générer "
-"automatiquement un support. Si vous sélectionnez Normaux (manuel) ou "
-"Arborescents (manuel), seuls les générateurs de support manuels sont générés"
+msgid "normal(auto) and tree(auto) is used to generate support automatically. If normal(manual) or tree(manual) is selected, only support enforcers are generated"
+msgstr "Normaux (auto) et Arborescents (auto) sont utilisés pour générer automatiquement un support. Si vous sélectionnez Normaux (manuel) ou Arborescents (manuel), seuls les générateurs de support manuels sont générés"
msgid "normal(auto)"
msgstr "Normaux (auto)"
@@ -13490,33 +11115,25 @@ msgid "Pattern angle"
msgstr "Angle du motif"
msgid "Use this setting to rotate the support pattern on the horizontal plane."
-msgstr ""
-"Utilisez ce paramètre pour faire pivoter le motif de support sur le plan "
-"horizontal."
+msgstr "Utilisez ce paramètre pour faire pivoter le motif de support sur le plan horizontal."
msgid "On build plate only"
msgstr "Sur plateau uniquement"
msgid "Don't create support on model surface, only on build plate"
-msgstr ""
-"Ce paramètre génère uniquement les supports qui commencent sur le plateau."
+msgstr "Ce paramètre génère uniquement les supports qui commencent sur le plateau."
msgid "Support critical regions only"
msgstr "Ne supporter que les régions critiques"
-msgid ""
-"Only create support for critical regions including sharp tail, cantilever, "
-"etc."
-msgstr ""
-"Créez un support uniquement pour les zones critiques notamment les pointes, "
-"les surplombs, etc."
+msgid "Only create support for critical regions including sharp tail, cantilever, etc."
+msgstr "Créez un support uniquement pour les zones critiques notamment les pointes, les surplombs, etc."
msgid "Remove small overhangs"
msgstr "Supprimer les petits surplombs"
msgid "Remove small overhangs that possibly need no supports."
-msgstr ""
-"Supprimer les petits surplombs qui n’ont peut-être pas besoin de supports."
+msgstr "Supprimer les petits surplombs qui n’ont peut-être pas besoin de supports."
msgid "Top Z distance"
msgstr "Distance Z supérieure"
@@ -13533,49 +11150,29 @@ msgstr "L'écart Z entre l'interface du support inférieur et l'objet"
msgid "Support/raft base"
msgstr "Support/base du radeau"
-msgid ""
-"Filament to print support base and raft. \"Default\" means no specific "
-"filament for support and current filament is used"
-msgstr ""
-"Filament pour imprimer les supports et radeaux. « Par défaut » signifie "
-"qu'aucun filament spécifique n'est utilisé comme support et que le filament "
-"actuel est utilisé"
+msgid "Filament to print support base and raft. \"Default\" means no specific filament for support and current filament is used"
+msgstr "Filament pour imprimer les supports et radeaux. « Par défaut » signifie qu'aucun filament spécifique n'est utilisé comme support et que le filament actuel est utilisé"
msgid "Avoid interface filament for base"
msgstr "Réduire le filament d’interface pour la base"
-msgid ""
-"Avoid using support interface filament to print support base if possible."
-msgstr ""
-"Éviter d’utiliser le filament de l’interface du support pour imprimer la "
-"base du support"
+msgid "Avoid using support interface filament to print support base if possible."
+msgstr "Éviter d’utiliser le filament de l’interface du support pour imprimer la base du support"
-msgid ""
-"Line width of support. If expressed as a %, it will be computed over the "
-"nozzle diameter."
-msgstr ""
-"Largeur de ligne des supports. Si elle est exprimée en %, elle sera calculée "
-"sur le diamètre de la buse."
+msgid "Line width of support. If expressed as a %, it will be computed over the nozzle diameter."
+msgstr "Largeur de ligne des supports. Si elle est exprimée en %, elle sera calculée sur le diamètre de la buse."
msgid "Interface use loop pattern"
msgstr "Modèle de boucle d'utilisation d'interface"
-msgid ""
-"Cover the top contact layer of the supports with loops. Disabled by default."
-msgstr ""
-"Recouvrir la couche de contact supérieure des supports avec des boucles. "
-"Désactivé par défaut."
+msgid "Cover the top contact layer of the supports with loops. Disabled by default."
+msgstr "Recouvrir la couche de contact supérieure des supports avec des boucles. Désactivé par défaut."
msgid "Support/raft interface"
msgstr "Support/base d'interface"
-msgid ""
-"Filament to print support interface. \"Default\" means no specific filament "
-"for support interface and current filament is used"
-msgstr ""
-"Filament pour l'impression des interfaces de support. \"Défaut\" signifie "
-"qu'il n'y a pas de filament spécifique pour l'interface de support et que le "
-"filament actuel est utilisé."
+msgid "Filament to print support interface. \"Default\" means no specific filament for support interface and current filament is used"
+msgstr "Filament pour l'impression des interfaces de support. \"Défaut\" signifie qu'il n'y a pas de filament spécifique pour l'interface de support et que le filament actuel est utilisé."
msgid "Top interface layers"
msgstr "Couches d'interface supérieures"
@@ -13602,9 +11199,7 @@ msgid "Bottom interface spacing"
msgstr "Espacement de l'interface inférieure"
msgid "Spacing of bottom interface lines. Zero means solid interface"
-msgstr ""
-"Espacement des lignes d'interface inférieures. Zéro signifie une interface "
-"solide"
+msgstr "Espacement des lignes d'interface inférieures. Zéro signifie une interface solide"
msgid "Speed of support interface"
msgstr "Vitesse pour l'interface des supports"
@@ -13624,14 +11219,8 @@ msgstr "Creux"
msgid "Interface pattern"
msgstr "Motif d'interface"
-msgid ""
-"Line pattern of support interface. Default pattern for non-soluble support "
-"interface is Rectilinear, while default pattern for soluble support "
-"interface is Concentric"
-msgstr ""
-"Modèle de ligne de l'interface de support. Le modèle par défaut pour "
-"l'interface de support non soluble est rectiligne, tandis que le modèle par "
-"défaut pour l'interface de support soluble est concentrique"
+msgid "Line pattern of support interface. Default pattern for non-soluble support interface is Rectilinear, while default pattern for soluble support interface is Concentric"
+msgstr "Modèle de ligne de l'interface de support. Le modèle par défaut pour l'interface de support non soluble est rectiligne, tandis que le modèle par défaut pour l'interface de support soluble est concentrique"
msgid "Rectilinear Interlaced"
msgstr "Rectiligne Entrelacé"
@@ -13652,22 +11241,11 @@ msgid "Speed of support"
msgstr "Vitesse pour les supports"
msgid ""
-"Style and shape of the support. For normal support, projecting the supports "
-"into a regular grid will create more stable supports (default), while snug "
-"support towers will save material and reduce object scarring.\n"
-"For tree support, slim and organic style will merge branches more "
-"aggressively and save a lot of material (default organic), while hybrid "
-"style will create similar structure to normal support under large flat "
-"overhangs."
+"Style and shape of the support. For normal support, projecting the supports into a regular grid will create more stable supports (default), while snug support towers will save material and reduce object scarring.\n"
+"For tree support, slim and organic style will merge branches more aggressively and save a lot of material (default organic), while hybrid style will create similar structure to normal support under large flat overhangs."
msgstr ""
-"Style et forme des supports. Pour les supports normaux, une grille régulière "
-"créera des supports plus stables (par défaut), tandis que des tours de "
-"supports bien ajustées économiseront du matériel et réduiront les marques "
-"sur les objets.\n"
-"Pour les supports arborescents, le style mince et organique fusionnera les "
-"branches de manière plus agressive et économisera beaucoup de matière "
-"(organique par défaut), tandis que le style hybride créera une structure "
-"similaire aux supports normaux sous de grands surplombs plats."
+"Style et forme des supports. Pour les supports normaux, une grille régulière créera des supports plus stables (par défaut), tandis que des tours de supports bien ajustées économiseront du matériel et réduiront les marques sur les objets.\n"
+"Pour les supports arborescents, le style mince et organique fusionnera les branches de manière plus agressive et économisera beaucoup de matière (organique par défaut), tandis que le style hybride créera une structure similaire aux supports normaux sous de grands surplombs plats."
msgid "Snug"
msgstr "Ajusté"
@@ -13687,106 +11265,58 @@ msgstr "Arborescents Organiques"
msgid "Independent support layer height"
msgstr "Hauteur de la couche de support indépendante"
-msgid ""
-"Support layer uses layer height independent with object layer. This is to "
-"support customizing z-gap and save print time.This option will be invalid "
-"when the prime tower is enabled."
-msgstr ""
-"La couche de support utilise la hauteur de la couche indépendamment de la "
-"couche objet. Cela permet de personnaliser l’écart de Z et de gagner du "
-"temps d'impression. Cette option ne sera pas valide lorsque la tour de purge "
-"sera activée."
+msgid "Support layer uses layer height independent with object layer. This is to support customizing z-gap and save print time.This option will be invalid when the prime tower is enabled."
+msgstr "La couche de support utilise la hauteur de la couche indépendamment de la couche objet. Cela permet de personnaliser l’écart de Z et de gagner du temps d'impression. Cette option ne sera pas valide lorsque la tour de purge sera activée."
msgid "Threshold angle"
msgstr "Angle de seuil"
-msgid ""
-"Support will be generated for overhangs whose slope angle is below the "
-"threshold."
-msgstr ""
-"Un support sera généré pour les surplombs dont l'angle de pente est "
-"inférieur au seuil."
+msgid "Support will be generated for overhangs whose slope angle is below the threshold."
+msgstr "Un support sera généré pour les surplombs dont l'angle de pente est inférieur au seuil."
msgid "Tree support branch angle"
msgstr "Angle de branche support arborescent"
-msgid ""
-"This setting determines the maximum overhang angle that t he branches of "
-"tree support allowed to make.If the angle is increased, the branches can be "
-"printed more horizontally, allowing them to reach farther."
-msgstr ""
-"Ce paramètre détermine l'angle des surplombs maximum que les branches du "
-"support arborescent peuvent faire. Si l'angle est augmenté, les branches "
-"peuvent être imprimées plus horizontalement, ce qui leur permet d'aller plus "
-"loin."
+msgid "This setting determines the maximum overhang angle that t he branches of tree support allowed to make.If the angle is increased, the branches can be printed more horizontally, allowing them to reach farther."
+msgstr "Ce paramètre détermine l'angle des surplombs maximum que les branches du support arborescent peuvent faire. Si l'angle est augmenté, les branches peuvent être imprimées plus horizontalement, ce qui leur permet d'aller plus loin."
msgid "Preferred Branch Angle"
msgstr "Angle des branches préféré"
#. TRN PrintSettings: "Organic supports" > "Preferred Branch Angle"
-msgid ""
-"The preferred angle of the branches, when they do not have to avoid the "
-"model. Use a lower angle to make them more vertical and more stable. Use a "
-"higher angle for branches to merge faster."
-msgstr ""
-"Angle préféré des branches, lorsqu’elles ne doivent pas éviter le modèle. "
-"Utilisez un angle inférieur pour les rendre plus verticaux et plus stables. "
-"Utilisez un angle plus élevé pour que les branches fusionnent plus "
-"rapidement."
+msgid "The preferred angle of the branches, when they do not have to avoid the model. Use a lower angle to make them more vertical and more stable. Use a higher angle for branches to merge faster."
+msgstr "Angle préféré des branches, lorsqu’elles ne doivent pas éviter le modèle. Utilisez un angle inférieur pour les rendre plus verticaux et plus stables. Utilisez un angle plus élevé pour que les branches fusionnent plus rapidement."
msgid "Tree support branch distance"
msgstr "Distance de branche de support arborescent"
-msgid ""
-"This setting determines the distance between neighboring tree support nodes."
-msgstr ""
-"Ce paramètre détermine la distance entre les nœuds de support arborescents "
-"voisins."
+msgid "This setting determines the distance between neighboring tree support nodes."
+msgstr "Ce paramètre détermine la distance entre les nœuds de support arborescents voisins."
msgid "Branch Density"
msgstr "Densité des branches"
#. TRN PrintSettings: "Organic supports" > "Branch Density"
-msgid ""
-"Adjusts the density of the support structure used to generate the tips of "
-"the branches. A higher value results in better overhangs but the supports "
-"are harder to remove, thus it is recommended to enable top support "
-"interfaces instead of a high branch density value if dense interfaces are "
-"needed."
-msgstr ""
-"Ajuste la densité de la structure des supports utilisée pour générer les "
-"pointes des branches. Une valeur plus élevée donne de meilleurs surplombs, "
-"mais les supports sont plus difficiles à supprimer. Il est donc recommandé "
-"d’activer les interfaces de support supérieures au lieu d’une valeur de "
-"densité de branches élevée si des interfaces denses sont nécessaires."
+msgid "Adjusts the density of the support structure used to generate the tips of the branches. A higher value results in better overhangs but the supports are harder to remove, thus it is recommended to enable top support interfaces instead of a high branch density value if dense interfaces are needed."
+msgstr "Ajuste la densité de la structure des supports utilisée pour générer les pointes des branches. Une valeur plus élevée donne de meilleurs surplombs, mais les supports sont plus difficiles à supprimer. Il est donc recommandé d’activer les interfaces de support supérieures au lieu d’une valeur de densité de branches élevée si des interfaces denses sont nécessaires."
msgid "Adaptive layer height"
msgstr "Hauteur de couche adaptative"
-msgid ""
-"Enabling this option means the height of tree support layer except the "
-"first will be automatically calculated "
-msgstr ""
-"L’activation de cette option signifie que la hauteur de couche des supports "
-"arborescents, à l’exception de la première, sera automatiquement calculée "
+msgid "Enabling this option means the height of tree support layer except the first will be automatically calculated "
+msgstr "L’activation de cette option signifie que la hauteur de couche des supports arborescents, à l’exception de la première, sera automatiquement calculée "
msgid "Auto brim width"
msgstr "Largeur de la bordure automatique"
-msgid ""
-"Enabling this option means the width of the brim for tree support will be "
-"automatically calculated"
-msgstr ""
-"L’activation de cette option signifie que la largeur de la bordure des "
-"supports arborescents sera automatiquement calculée"
+msgid "Enabling this option means the width of the brim for tree support will be automatically calculated"
+msgstr "L’activation de cette option signifie que la largeur de la bordure des supports arborescents sera automatiquement calculée"
msgid "Tree support brim width"
msgstr "Largeur de bordure du support arborescent"
msgid "Distance from tree branch to the outermost brim line"
-msgstr ""
-"Distance entre la branche du support arborescent et la ligne la plus externe "
-"de la bordure"
+msgstr "Distance entre la branche du support arborescent et la ligne la plus externe de la bordure"
msgid "Tip Diameter"
msgstr "Diamètre de la pointe"
@@ -13806,29 +11336,15 @@ msgid "Branch Diameter Angle"
msgstr "Angle du diamètre des branches"
#. TRN PrintSettings: "Organic supports" > "Branch Diameter Angle"
-msgid ""
-"The angle of the branches' diameter as they gradually become thicker towards "
-"the bottom. An angle of 0 will cause the branches to have uniform thickness "
-"over their length. A bit of an angle can increase stability of the organic "
-"support."
-msgstr ""
-"Angle du diamètre des branches à mesure qu’elles deviennent progressivement "
-"plus épaisses vers leurs bases. Un angle de 0 donnera aux branches une "
-"épaisseur uniforme sur toute leur longueur. Un léger angle peut augmenter la "
-"stabilité des supports organiques."
+msgid "The angle of the branches' diameter as they gradually become thicker towards the bottom. An angle of 0 will cause the branches to have uniform thickness over their length. A bit of an angle can increase stability of the organic support."
+msgstr "Angle du diamètre des branches à mesure qu’elles deviennent progressivement plus épaisses vers leurs bases. Un angle de 0 donnera aux branches une épaisseur uniforme sur toute leur longueur. Un léger angle peut augmenter la stabilité des supports organiques."
msgid "Branch Diameter with double walls"
msgstr "Diamètre des branches à double parois"
#. TRN PrintSettings: "Organic supports" > "Branch Diameter"
-msgid ""
-"Branches with area larger than the area of a circle of this diameter will be "
-"printed with double walls for stability. Set this value to zero for no "
-"double walls."
-msgstr ""
-"Les branches dont la superficie est supérieure à la superficie d’un cercle "
-"de ce diamètre seront imprimées avec des doubles parois pour plus de "
-"stabilité. Définissez cette valeur sur zéro pour éviter la double paroi."
+msgid "Branches with area larger than the area of a circle of this diameter will be printed with double walls for stability. Set this value to zero for no double walls."
+msgstr "Les branches dont la superficie est supérieure à la superficie d’un cercle de ce diamètre seront imprimées avec des doubles parois pour plus de stabilité. Définissez cette valeur sur zéro pour éviter la double paroi."
msgid "Support wall loops"
msgstr "Boucles de paroi de support"
@@ -13839,45 +11355,37 @@ msgstr "Ce paramètre spécifie le nombre de parois autour du support"
msgid "Tree support with infill"
msgstr "Support arborescent avec remplissage"
-msgid ""
-"This setting specifies whether to add infill inside large hollows of tree "
-"support"
-msgstr ""
-"Ce paramètre spécifie s'il faut ajouter un remplissage à l'intérieur des "
-"grands creux du support arborescent"
+msgid "This setting specifies whether to add infill inside large hollows of tree support"
+msgstr "Ce paramètre spécifie s'il faut ajouter un remplissage à l'intérieur des grands creux du support arborescent"
msgid "Activate temperature control"
msgstr "Activer le contrôle de la température"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option activates the emitting of an M191 command before the \"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In addition, it emits an M141 command at the end of the print to turn off the chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands either via macros or natively and is usually used when an active chamber heater is installed."
msgstr ""
-"Activez cette option pour le contrôle de la température du caisson. Une "
-"commande M191 sera ajoutée avant \"machine_start_gcode\"\n"
-"Commandes G-code : M141/M191 S(0-255)"
+"Activer cette option pour le contrôle automatisé de la température du caisson. Cette option active le lancement d’une commande M191 avant le code « machine_start_gcode », qui fixe la température de la chambre et attend qu’elle soit atteinte. En outre, elle déclenche une commande M141 à la fin de l’impression pour éteindre le chauffage de la chambre, le cas échéant. \n"
+"\n"
+"Cette option repose sur la prise en charge des commandes M191 et M141 par le micrologiciel, soit via des macros, soit de manière native, et est généralement utilisée lorsqu’un chauffage de chambre actif est installé."
msgid "Chamber temperature"
msgstr "Température du caisson"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber temperature can help suppress or reduce warping and potentially lead to higher interlayer bonding strength. However, at the same time, a higher chamber temperature will reduce the efficiency of air filtration for ABS and ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option should be disabled (set to 0) as the chamber temperature should be low to avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named chamber_temperature, which can be used to pass the desired chamber temperature to your print start macro, or a heat soak macro like this: PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may be useful if your printer does not support M141/M191 commands, or if you desire to handle heat soaking in the print start macro if no active chamber heater is installed."
msgstr ""
-"Une température de caisson plus élevée peut aider à supprimer ou à réduire "
-"la déformation et potentiellement conduire à une force de liaison "
-"intercouche plus élevée pour les matériaux à haute température comme l’ABS, "
-"l’ASA, le PC, le PA, etc. Dans le même temps, la filtration de l’air de "
-"l’ABS et de l’ASA s’aggravera. Pour le PLA, le PETG, le TPU, le PVA et "
-"d’autres matériaux à basse température, la température réelle du caisson ne "
-"doit pas être élevée pour éviter les bouchages, donc la valeur 0 qui "
-"signifie éteindre est fortement recommandé."
+"Pour les matériaux à haute température tels que l’ABS, l’ASA, le PC et le PA, une température de caisson plus élevée peut contribuer à supprimer ou à réduire la déformation et, éventuellement, à augmenter la force de liaison entre les couches. Cependant, dans le même temps, une température de chambre plus élevée réduira l’efficacité de la filtration de l’air pour l’ABS et l’ASA. \n"
+"\n"
+"Pour le PLA, le PETG, le TPU, le PVA et d’autres matériaux à basse température, cette option doit être désactivée (réglée sur 0) car la température de la chambre doit être basse pour éviter l’engorgement de l’extrudeuse causé par le ramollissement du matériau au niveau du heatbreak.\n"
+"\n"
+"S’il est activé, ce paramètre définit également une variable gcode nommée chamber_temperature, qui peut être utilisée pour transmettre la température de la chambre souhaitée à votre macro de démarrage de l’impression, ou à une macro de trempe thermique comme celle-ci : PRINT_START (autres variables) CHAMBER_TEMP=[chamber_temperature]. Cela peut être utile si votre imprimante ne prend pas en charge les commandes M141/M191, ou si vous souhaitez gérer le préchauffage dans la macro de démarrage de l’impression si aucun chauffage de chambre actif n’est installé."
msgid "Nozzle temperature for layers after the initial one"
msgstr "Température de la buse pour les couches après la première"
@@ -13885,30 +11393,17 @@ msgstr "Température de la buse pour les couches après la première"
msgid "Detect thin wall"
msgstr "Détecter les parois fines"
-msgid ""
-"Detect thin wall which can't contain two line width. And use single line to "
-"print. Maybe printed not very well, because it's not closed loop"
-msgstr ""
-"Détecte les parois fines qui ne peuvent pas contenir deux largeurs de ligne. "
-"Et utilisez une seule ligne pour imprimer. Peut ne pas être très bien "
-"imprimé, car ce n'est pas en boucle fermée"
+msgid "Detect thin wall which can't contain two line width. And use single line to print. Maybe printed not very well, because it's not closed loop"
+msgstr "Détecte les parois fines qui ne peuvent pas contenir deux largeurs de ligne. Et utilisez une seule ligne pour imprimer. Peut ne pas être très bien imprimé, car ce n'est pas en boucle fermée"
-msgid ""
-"This gcode is inserted when change filament, including T command to trigger "
-"tool change"
-msgstr ""
-"Ce G-code est inséré lors du changement de filament, y compris la commande T "
-"pour déclencher le changement d'outil"
+msgid "This gcode is inserted when change filament, including T command to trigger tool change"
+msgstr "Ce G-code est inséré lors du changement de filament, y compris la commande T pour déclencher le changement d'outil"
msgid "This gcode is inserted when the extrusion role is changed"
msgstr "Ce G-code est inséré lorsque le rôle d’extrusion est modifié"
-msgid ""
-"Line width for top surfaces. If expressed as a %, it will be computed over "
-"the nozzle diameter."
-msgstr ""
-"Largeur de ligne pdes surfaces supérieures. Si elle est exprimée en %, elle "
-"sera calculée sur le diamètre de la buse."
+msgid "Line width for top surfaces. If expressed as a %, it will be computed over the nozzle diameter."
+msgstr "Largeur de ligne pdes surfaces supérieures. Si elle est exprimée en %, elle sera calculée sur le diamètre de la buse."
msgid "Speed of top surface infill which is solid"
msgstr "Vitesse de remplissage de la surface supérieure qui est solide"
@@ -13916,15 +11411,8 @@ msgstr "Vitesse de remplissage de la surface supérieure qui est solide"
msgid "Top shell layers"
msgstr "Couches de coque supérieures"
-msgid ""
-"This is the number of solid layers of top shell, including the top surface "
-"layer. When the thickness calculated by this value is thinner than top shell "
-"thickness, the top shell layers will be increased"
-msgstr ""
-"Il s'agit du nombre de couches solides de la coque supérieure, y compris la "
-"couche de surface supérieure. Lorsque l'épaisseur calculée par cette valeur "
-"est plus fine que l'épaisseur de la coque supérieure, les couches de la "
-"coque supérieure seront augmentées"
+msgid "This is the number of solid layers of top shell, including the top surface layer. When the thickness calculated by this value is thinner than top shell thickness, the top shell layers will be increased"
+msgstr "Il s'agit du nombre de couches solides de la coque supérieure, y compris la couche de surface supérieure. Lorsque l'épaisseur calculée par cette valeur est plus fine que l'épaisseur de la coque supérieure, les couches de la coque supérieure seront augmentées"
msgid "Top solid layers"
msgstr "Couches solides supérieures"
@@ -13932,19 +11420,8 @@ msgstr "Couches solides supérieures"
msgid "Top shell thickness"
msgstr "Épaisseur de la coque supérieure"
-msgid ""
-"The number of top solid layers is increased when slicing if the thickness "
-"calculated by top shell layers is thinner than this value. This can avoid "
-"having too thin shell when layer height is small. 0 means that this setting "
-"is disabled and thickness of top shell is absolutely determained by top "
-"shell layers"
-msgstr ""
-"Le nombre de couches solides supérieures est augmenté lors du découpage si "
-"l'épaisseur calculée par les couches de coque supérieures est inférieure à "
-"cette valeur. Cela peut éviter d'avoir une coque trop fine lorsque la "
-"hauteur de couche est faible. 0 signifie que ce paramètre est désactivé et "
-"que l'épaisseur de la coque supérieure est absolument déterminée par les "
-"couches de coque supérieures"
+msgid "The number of top solid layers is increased when slicing if the thickness calculated by top shell layers is thinner than this value. This can avoid having too thin shell when layer height is small. 0 means that this setting is disabled and thickness of top shell is absolutely determained by top shell layers"
+msgstr "Le nombre de couches solides supérieures est augmenté lors du découpage si l'épaisseur calculée par les couches de coque supérieures est inférieure à cette valeur. Cela peut éviter d'avoir une coque trop fine lorsque la hauteur de couche est faible. 0 signifie que ce paramètre est désactivé et que l'épaisseur de la coque supérieure est absolument déterminée par les couches de coque supérieures"
msgid "Speed of travel which is faster and without extrusion"
msgstr "Vitesse de déplacement plus rapide et sans extrusion"
@@ -13952,47 +11429,27 @@ msgstr "Vitesse de déplacement plus rapide et sans extrusion"
msgid "Wipe while retracting"
msgstr "Essuyer lors des rétractions"
-msgid ""
-"Move nozzle along the last extrusion path when retracting to clean leaked "
-"material on nozzle. This can minimize blob when print new part after travel"
-msgstr ""
-"Déplacez la buse le long du dernier chemin d'extrusion lors de la rétraction "
-"pour nettoyer la fuite de matériau sur la buse. Cela peut minimiser les "
-"taches lors de l'impression d'une nouvelle pièce après le trajet"
+msgid "Move nozzle along the last extrusion path when retracting to clean leaked material on nozzle. This can minimize blob when print new part after travel"
+msgstr "Déplacez la buse le long du dernier chemin d'extrusion lors de la rétraction pour nettoyer la fuite de matériau sur la buse. Cela peut minimiser les taches lors de l'impression d'une nouvelle pièce après le trajet"
msgid "Wipe Distance"
msgstr "Distance d’essuyage"
msgid ""
-"Discribe how long the nozzle will move along the last path when "
-"retracting. \n"
+"Discribe how long the nozzle will move along the last path when retracting. \n"
"\n"
-"Depending on how long the wipe operation lasts, how fast and long the "
-"extruder/filament retraction settings are, a retraction move may be needed "
-"to retract the remaining filament. \n"
+"Depending on how long the wipe operation lasts, how fast and long the extruder/filament retraction settings are, a retraction move may be needed to retract the remaining filament. \n"
"\n"
-"Setting a value in the retract amount before wipe setting below will perform "
-"any excess retraction before the wipe, else it will be performed after."
+"Setting a value in the retract amount before wipe setting below will perform any excess retraction before the wipe, else it will be performed after."
msgstr ""
-"Décrire la durée pendant laquelle la buse se déplacera le long de la "
-"dernière trajectoire lors de la rétraction. \n"
+"Décrire la durée pendant laquelle la buse se déplacera le long de la dernière trajectoire lors de la rétraction. \n"
"\n"
-"En fonction de la durée de l’opération d’essuyage, de la vitesse et de la "
-"longueur des réglages de rétraction de l’extrudeuse/filament, un mouvement "
-"de rétraction peut être nécessaire pour rétracter le filament restant. \n"
+"En fonction de la durée de l’opération d’essuyage, de la vitesse et de la longueur des réglages de rétraction de l’extrudeuse/filament, un mouvement de rétraction peut être nécessaire pour rétracter le filament restant. \n"
"\n"
-"Le réglage d’une valeur dans le paramètre de quantité de rétraction avant "
-"essuyage ci-dessous permet d’effectuer toute rétraction excédentaire avant "
-"l’essuyage, sinon elle sera effectuée après l’essuyage."
+"Le réglage d’une valeur dans le paramètre de quantité de rétraction avant essuyage ci-dessous permet d’effectuer toute rétraction excédentaire avant l’essuyage, sinon elle sera effectuée après l’essuyage."
-msgid ""
-"The wiping tower can be used to clean up the residue on the nozzle and "
-"stabilize the chamber pressure inside the nozzle, in order to avoid "
-"appearance defects when printing objects."
-msgstr ""
-"La tour de purge peut être utilisée pour nettoyer les résidus sur la buse et "
-"stabiliser la pression du caisson à l'intérieur de la buse afin d'éviter les "
-"défauts d'apparence lors de l'impression d'objets."
+msgid "The wiping tower can be used to clean up the residue on the nozzle and stabilize the chamber pressure inside the nozzle, in order to avoid appearance defects when printing objects."
+msgstr "La tour de purge peut être utilisée pour nettoyer les résidus sur la buse et stabiliser la pression du caisson à l'intérieur de la buse afin d'éviter les défauts d'apparence lors de l'impression d'objets."
msgid "Purging volumes"
msgstr "Volumes de purge"
@@ -14000,18 +11457,14 @@ msgstr "Volumes de purge"
msgid "Flush multiplier"
msgstr "Multiplicateur de purge"
-msgid ""
-"The actual flushing volumes is equal to the flush multiplier multiplied by "
-"the flushing volumes in the table."
-msgstr ""
-"Les volumes de purge actuels sont égaux à la valeur du multiplicateur de "
-"purge multiplié par les volumes de purge dans le tableau."
+msgid "The actual flushing volumes is equal to the flush multiplier multiplied by the flushing volumes in the table."
+msgstr "Les volumes de purge actuels sont égaux à la valeur du multiplicateur de purge multiplié par les volumes de purge dans le tableau."
msgid "Prime volume"
msgstr "Premier volume"
msgid "The volume of material to prime extruder on tower."
-msgstr "Le volume de matériau à amorcer l'extrudeuse sur la tour."
+msgstr "Le volume de matériau pour amorcer l'extrudeur sur la tour."
msgid "Width of prime tower"
msgstr "Largeur de la tour de purge."
@@ -14025,118 +11478,50 @@ msgstr "Angle de rotation de la tour d’essuyage par rapport à l’axe X."
msgid "Stabilization cone apex angle"
msgstr "Angle au sommet du cône de stabilisation"
-msgid ""
-"Angle at the apex of the cone that is used to stabilize the wipe tower. "
-"Larger angle means wider base."
-msgstr ""
-"Angle au sommet du cône utilisé pour stabiliser la tour d’essuyage. Un angle "
-"plus grand signifie une base plus large."
-
-msgid "Wipe tower purge lines spacing"
-msgstr "Espacement des lignes de purge de la tour d’essuyage"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Espacement des lignes de purge sur la tour d’essuyage."
+msgid "Angle at the apex of the cone that is used to stabilize the wipe tower. Larger angle means wider base."
+msgstr "Angle au sommet du cône utilisé pour stabiliser la tour d’essuyage. Un angle plus grand signifie une base plus large."
msgid "Maximum wipe tower print speed"
msgstr "Vitesse maximale d’impression de la tour d’essuyage"
msgid ""
-"The maximum print speed when purging in the wipe tower and printing the wipe "
-"tower sparse layers. When purging, if the sparse infill speed or calculated "
-"speed from the filament max volumetric speed is lower, the lowest will be "
-"used instead.\n"
+"The maximum print speed when purging in the wipe tower and printing the wipe tower sparse layers. When purging, if the sparse infill speed or calculated speed from the filament max volumetric speed is lower, the lowest will be used instead.\n"
"\n"
-"When printing the sparse layers, if the internal perimeter speed or "
-"calculated speed from the filament max volumetric speed is lower, the lowest "
-"will be used instead.\n"
+"When printing the sparse layers, if the internal perimeter speed or calculated speed from the filament max volumetric speed is lower, the lowest will be used instead.\n"
"\n"
-"Increasing this speed may affect the tower's stability as well as increase "
-"the force with which the nozzle collides with any blobs that may have formed "
-"on the wipe tower.\n"
+"Increasing this speed may affect the tower's stability as well as increase the force with which the nozzle collides with any blobs that may have formed on the wipe tower.\n"
"\n"
-"Before increasing this parameter beyond the default of 90mm/sec, make sure "
-"your printer can reliably bridge at the increased speeds and that ooze when "
-"tool changing is well controlled.\n"
+"Before increasing this parameter beyond the default of 90mm/sec, make sure your printer can reliably bridge at the increased speeds and that ooze when tool changing is well controlled.\n"
"\n"
-"For the wipe tower external perimeters the internal perimeter speed is used "
-"regardless of this setting."
+"For the wipe tower external perimeters the internal perimeter speed is used regardless of this setting."
msgstr ""
-"Vitesse d'impression maximale lors de la purge dans la tour de raclage et de "
-"l'impression des couches éparses de la tour d'essuyage. Lors de la purge, si "
-"la vitesse de remplissage ou la vitesse calculée à partir de la vitesse "
-"volumétrique maximale du filament est inférieure, c'est la vitesse la plus "
-"faible qui sera utilisée.\n"
+"Vitesse d'impression maximale lors de la purge dans la tour de raclage et de l'impression des couches éparses de la tour d'essuyage. Lors de la purge, si la vitesse de remplissage ou la vitesse calculée à partir de la vitesse volumétrique maximale du filament est inférieure, c'est la vitesse la plus faible qui sera utilisée.\n"
"\n"
-"Lors de l’impression des couches éparses, si la vitesse du périmètre interne "
-"ou la vitesse calculée à partir de la vitesse volumétrique maximale du "
-"filament est inférieure, c’est la vitesse la plus faible qui sera utilisée.\n"
+"Lors de l’impression des couches éparses, si la vitesse du périmètre interne ou la vitesse calculée à partir de la vitesse volumétrique maximale du filament est inférieure, c’est la vitesse la plus faible qui sera utilisée.\n"
"\n"
-"L’augmentation de cette vitesse peut affecter la stabilité de la tour et "
-"augmenter la force avec laquelle la buse entre en collision avec les blobs "
-"qui peuvent s’être formés sur la tour d’essuyage.\n"
+"L’augmentation de cette vitesse peut affecter la stabilité de la tour et augmenter la force avec laquelle la buse entre en collision avec les blobs qui peuvent s’être formés sur la tour d’essuyage.\n"
"\n"
-"Avant d’augmenter ce paramètre au-delà de la valeur par défaut de 90 mm/sec, "
-"assurez-vous que votre imprimante peut effectuer un pontage fiable à des "
-"vitesses élevées et que le suintement lors du changement d’outil est bien "
-"contrôlé.\n"
+"Avant d’augmenter ce paramètre au-delà de la valeur par défaut de 90 mm/sec, assurez-vous que votre imprimante peut effectuer un pontage fiable à des vitesses élevées et que le suintement lors du changement d’outil est bien contrôlé.\n"
"\n"
-"Pour les périmètres externes de la tour d’essuyage, la vitesse du périmètre "
-"interne est utilisée indépendamment de ce paramètre."
+"Pour les périmètres externes de la tour d’essuyage, la vitesse du périmètre interne est utilisée indépendamment de ce paramètre."
-msgid "Wipe tower extruder"
-msgstr "Extrudeur de tour d’essuyage"
-
-msgid ""
-"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
-"use the one that is available (non-soluble would be preferred)."
-msgstr ""
-"L’extrudeur à utiliser lors de l’impression du périmètre de la tour "
-"d’essuyage. Réglez sur 0 pour utiliser celui qui est disponible (un non-"
-"soluble serait préféré)."
+msgid "The extruder to use when printing perimeter of the wipe tower. Set to 0 to use the one that is available (non-soluble would be preferred)."
+msgstr "L’extrudeur à utiliser lors de l’impression du périmètre de la tour d’essuyage. Réglez sur 0 pour utiliser celui qui est disponible (un non-soluble serait préféré)."
msgid "Purging volumes - load/unload volumes"
msgstr "Volumes de purge - Volume de Chargement/Déchargement"
-msgid ""
-"This vector saves required volumes to change from/to each tool used on the "
-"wipe tower. These values are used to simplify creation of the full purging "
-"volumes below."
-msgstr ""
-"Ce vecteur enregistre les volumes requis pour passer de/vers chaque outil "
-"utilisé sur la tour d’essuyage. Ces valeurs sont utilisées pour simplifier "
-"la création des volumes de purge complets ci-dessous."
+msgid "This vector saves required volumes to change from/to each tool used on the wipe tower. These values are used to simplify creation of the full purging volumes below."
+msgstr "Ce vecteur enregistre les volumes requis pour passer de/vers chaque outil utilisé sur la tour d’essuyage. Ces valeurs sont utilisées pour simplifier la création des volumes de purge complets ci-dessous."
-msgid ""
-"Purging after filament change will be done inside objects' infills. This may "
-"lower the amount of waste and decrease the print time. If the walls are "
-"printed with transparent filament, the mixed color infill will be seen "
-"outside. It will not take effect, unless the prime tower is enabled."
-msgstr ""
-"La purge après le changement de filament sera effectuée à l'intérieur des "
-"matériaux de remplissage des objets. Cela peut réduire la quantité de "
-"déchets et le temps d'impression. Si les parois sont imprimées avec un "
-"filament transparent, le remplissage de couleurs mélangées sera visible. "
-"Cela ne prendra effet que si la tour de purge est activée."
+msgid "Purging after filament change will be done inside objects' infills. This may lower the amount of waste and decrease the print time. If the walls are printed with transparent filament, the mixed color infill will be seen outside. It will not take effect, unless the prime tower is enabled."
+msgstr "La purge après le changement de filament sera effectuée à l'intérieur des matériaux de remplissage des objets. Cela peut réduire la quantité de déchets et le temps d'impression. Si les parois sont imprimées avec un filament transparent, le remplissage de couleurs mélangées sera visible. Cela ne prendra effet que si la tour de purge est activée."
-msgid ""
-"Purging after filament change will be done inside objects' support. This may "
-"lower the amount of waste and decrease the print time. It will not take "
-"effect, unless the prime tower is enabled."
-msgstr ""
-"La purge après le changement de filament se fera à l'intérieur du support "
-"des objets. Cela peut réduire la quantité de déchets et le temps "
-"d'impression. Cela ne prendra effet que si une tour de purge est activée."
+msgid "Purging after filament change will be done inside objects' support. This may lower the amount of waste and decrease the print time. It will not take effect, unless the prime tower is enabled."
+msgstr "La purge après le changement de filament se fera à l'intérieur du support des objets. Cela peut réduire la quantité de déchets et le temps d'impression. Cela ne prendra effet que si une tour de purge est activée."
-msgid ""
-"This object will be used to purge the nozzle after a filament change to save "
-"filament and decrease the print time. Colours of the objects will be mixed "
-"as a result. It will not take effect, unless the prime tower is enabled."
-msgstr ""
-"Cet objet sera utilisé pour purger la buse après un changement de filament "
-"afin d'économiser du filament et de réduire le temps d'impression. Les "
-"couleurs des objets seront mélangées en conséquence. Cela ne prendra effet "
-"que si la tour de purge est activée."
+msgid "This object will be used to purge the nozzle after a filament change to save filament and decrease the print time. Colours of the objects will be mixed as a result. It will not take effect, unless the prime tower is enabled."
+msgstr "Cet objet sera utilisé pour purger la buse après un changement de filament afin d'économiser du filament et de réduire le temps d'impression. Les couleurs des objets seront mélangées en conséquence. Cela ne prendra effet que si la tour de purge est activée."
msgid "Maximal bridging distance"
msgstr "Distance de pont maximale"
@@ -14144,45 +11529,44 @@ msgstr "Distance de pont maximale"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "Distance maximale entre les supports sur les sections de remplissage."
+msgid "Wipe tower purge lines spacing"
+msgstr "Espacement des lignes de purge de la tour d’essuyage"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Espacement des lignes de purge sur la tour d’essuyage."
+
+msgid "Extra flow for purging"
+msgstr "Débit supplémentaire pour purger"
+
+msgid "Extra flow used for the purging lines on the wipe tower. This makes the purging lines thicker or narrower than they normally would be. The spacing is adjusted automatically."
+msgstr "Débit supplémentaire utilisé pour les lignes de purge de la tour d’essuyage. Cela rend les lignes de purge plus épaisses ou plus étroites qu’elles ne le seraient normalement. L’espacement est ajusté automatiquement."
+
+msgid "Idle temperature"
+msgstr "Température au repos"
+
+msgid "Nozzle temperature when the tool is currently not used in multi-tool setups.This is only used when 'Ooze prevention' is active in Print Settings. Set to 0 to disable."
+msgstr "Température de la buse lorsque l’outil n’est pas utilisé dans les configurations multi-outils. Cette fonction n’est utilisée que lorsque la fonction « Prévention des suintements » est activée dans les paramètres d’impression. Régler à 0 pour désactiver."
+
msgid "X-Y hole compensation"
msgstr "Compensation de trou X-Y"
-msgid ""
-"Holes of object will be grown or shrunk in XY plane by the configured value. "
-"Positive value makes holes bigger. Negative value makes holes smaller. This "
-"function is used to adjust size slightly when the object has assembling issue"
-msgstr ""
-"Les trous de l'objet seront agrandis ou rétrécis dans le plan XY par la "
-"valeur configurée. Une valeur positive agrandit les trous. Une valeur "
-"négative rend les trous plus petits. Cette fonction est utilisée pour "
-"ajuster légèrement la taille lorsque l'objet a un problème d'assemblage"
+msgid "Holes of object will be grown or shrunk in XY plane by the configured value. Positive value makes holes bigger. Negative value makes holes smaller. This function is used to adjust size slightly when the object has assembling issue"
+msgstr "Les trous de l'objet seront agrandis ou rétrécis dans le plan XY par la valeur configurée. Une valeur positive agrandit les trous. Une valeur négative rend les trous plus petits. Cette fonction est utilisée pour ajuster légèrement la taille lorsque l'objet a un problème d'assemblage"
msgid "X-Y contour compensation"
msgstr "Compensation de contour X-Y"
-msgid ""
-"Contour of object will be grown or shrunk in XY plane by the configured "
-"value. Positive value makes contour bigger. Negative value makes contour "
-"smaller. This function is used to adjust size slightly when the object has "
-"assembling issue"
-msgstr ""
-"Le contour de l'objet sera agrandi ou rétréci dans le plan XY par la valeur "
-"configurée. Une valeur positive agrandit le contour. Une valeur négative "
-"rend le contour plus petit. Cette fonction est utilisée pour ajuster "
-"légèrement la taille lorsque l'objet a un problème d'assemblage"
+msgid "Contour of object will be grown or shrunk in XY plane by the configured value. Positive value makes contour bigger. Negative value makes contour smaller. This function is used to adjust size slightly when the object has assembling issue"
+msgstr "Le contour de l'objet sera agrandi ou rétréci dans le plan XY par la valeur configurée. Une valeur positive agrandit le contour. Une valeur négative rend le contour plus petit. Cette fonction est utilisée pour ajuster légèrement la taille lorsque l'objet a un problème d'assemblage"
msgid "Convert holes to polyholes"
msgstr "Convertir les trous en trous polygones"
msgid ""
-"Search for almost-circular holes that span more than one layer and convert "
-"the geometry to polyholes. Use the nozzle size and the (biggest) diameter to "
-"compute the polyhole.\n"
+"Search for almost-circular holes that span more than one layer and convert the geometry to polyholes. Use the nozzle size and the (biggest) diameter to compute the polyhole.\n"
"See http://hydraraptor.blogspot.com/2011/02/polyholes.html"
msgstr ""
-"Rechercher les trous presque circulaires qui s’étendent sur plusieurs "
-"couches et convertir la géométrie en trous polygones. Utilise la taille de "
-"la buse et le (plus grand) diamètre pour calculer le trou polygone.\n"
+"Rechercher les trous presque circulaires qui s’étendent sur plusieurs couches et convertir la géométrie en trous polygones. Utilise la taille de la buse et le (plus grand) diamètre pour calculer le trou polygone.\n"
"Voir http://hydraraptor.blogspot.com/2011/02/polyholes.html"
msgid "Polyhole detection margin"
@@ -14191,15 +11575,11 @@ msgstr "Marge de détection des trous polygones"
#, no-c-format, no-boost-format
msgid ""
"Maximum defection of a point to the estimated radius of the circle.\n"
-"As cylinders are often exported as triangles of varying size, points may not "
-"be on the circle circumference. This setting allows you some leway to "
-"broaden the detection.\n"
+"As cylinders are often exported as triangles of varying size, points may not be on the circle circumference. This setting allows you some leway to broaden the detection.\n"
"In mm or in % of the radius."
msgstr ""
"Défection maximale d’un point par rapport au rayon estimé du cercle.\n"
-"Comme les cylindres sont souvent exportés sous forme de triangles de taille "
-"variable, les points peuvent ne pas se trouver sur la circonférence du "
-"cercle. Ce paramètre vous permet d’élargir la détection.\n"
+"Comme les cylindres sont souvent exportés sous forme de triangles de taille variable, les points peuvent ne pas se trouver sur la circonférence du cercle. Ce paramètre vous permet d’élargir la détection.\n"
"En mm ou en % du rayon."
msgid "Polyhole twist"
@@ -14211,47 +11591,23 @@ msgstr "Faites pivoter le trou polygone à chaque couche."
msgid "G-code thumbnails"
msgstr "Vignette G-code"
-msgid ""
-"Picture sizes to be stored into a .gcode and .sl1 / .sl1s files, in the "
-"following format: \"XxY, XxY, ...\""
-msgstr ""
-"Tailles des images à stocker dans les fichiers .gcode et .sl1/.sl1s, au "
-"format suivant : \"XxY, XxY, ...\""
+msgid "Picture sizes to be stored into a .gcode and .sl1 / .sl1s files, in the following format: \"XxY, XxY, ...\""
+msgstr "Tailles des images à stocker dans les fichiers .gcode et .sl1/.sl1s, au format suivant : \"XxY, XxY, ...\""
msgid "Format of G-code thumbnails"
msgstr "Format des vignettes G-code"
-msgid ""
-"Format of G-code thumbnails: PNG for best quality, JPG for smallest size, "
-"QOI for low memory firmware"
-msgstr ""
-"Format des vignettes G-code : PNG pour la meilleure qualité, JPG pour la "
-"plus petite taille, QOI pour les firmwares à faible mémoire"
+msgid "Format of G-code thumbnails: PNG for best quality, JPG for smallest size, QOI for low memory firmware"
+msgstr "Format des vignettes G-code : PNG pour la meilleure qualité, JPG pour la plus petite taille, QOI pour les firmwares à faible mémoire"
msgid "Use relative E distances"
msgstr "Utiliser l’extrusion relative"
-msgid ""
-"Relative extrusion is recommended when using \"label_objects\" option.Some "
-"extruders work better with this option unckecked (absolute extrusion mode). "
-"Wipe tower is only compatible with relative mode. It is recommended on most "
-"printers. Default is checked"
-msgstr ""
-"L’extrusion relative est recommandée lors de l’utilisation de l’option « "
-"label_objects ». Certains extrudeurs fonctionnent mieux avec cette option "
-"non verrouillée (mode d’extrusion absolu). La tour d’essuyage n’est "
-"compatible qu’avec le mode relatif. Il est recommandé sur la plupart des "
-"imprimantes. L’option par défaut est cochée"
+msgid "Relative extrusion is recommended when using \"label_objects\" option.Some extruders work better with this option unckecked (absolute extrusion mode). Wipe tower is only compatible with relative mode. It is recommended on most printers. Default is checked"
+msgstr "L’extrusion relative est recommandée lors de l’utilisation de l’option « label_objects ». Certains extrudeurs fonctionnent mieux avec cette option non verrouillée (mode d’extrusion absolu). La tour d’essuyage n’est compatible qu’avec le mode relatif. Il est recommandé sur la plupart des imprimantes. L’option par défaut est cochée"
-msgid ""
-"Classic wall generator produces walls with constant extrusion width and for "
-"very thin areas is used gap-fill. Arachne engine produces walls with "
-"variable extrusion width"
-msgstr ""
-"Le générateur de paroi classique produit des parois avec une largeur "
-"d’extrusion constante et, pour les zones très fines, il utilise le "
-"remplissage d’espace. Le moteur Arachne produit des parois avec une largeur "
-"d’extrusion variable."
+msgid "Classic wall generator produces walls with constant extrusion width and for very thin areas is used gap-fill. Arachne engine produces walls with variable extrusion width"
+msgstr "Le générateur de paroi classique produit des parois avec une largeur d’extrusion constante et, pour les zones très fines, il utilise le remplissage d’espace. Le moteur Arachne produit des parois avec une largeur d’extrusion variable."
msgid "Classic"
msgstr "Classique"
@@ -14262,144 +11618,62 @@ msgstr "Arachné"
msgid "Wall transition length"
msgstr "Longueur de la paroi de transition"
-msgid ""
-"When transitioning between different numbers of walls as the part becomes "
-"thinner, a certain amount of space is allotted to split or join the wall "
-"segments. It's expressed as a percentage over nozzle diameter"
-msgstr ""
-"Lorsque vous passez d'un nombre différent de parois à un autre lorsque la "
-"pièce s'amincit, un certain espace est alloué pour séparer ou joindre les "
-"segments de la paroi. Exprimé en pourcentage par rapport au diamètre de la "
-"buse."
+msgid "When transitioning between different numbers of walls as the part becomes thinner, a certain amount of space is allotted to split or join the wall segments. It's expressed as a percentage over nozzle diameter"
+msgstr "Lorsque vous passez d'un nombre différent de parois à un autre lorsque la pièce s'amincit, un certain espace est alloué pour séparer ou joindre les segments de la paroi. Exprimé en pourcentage par rapport au diamètre de la buse."
msgid "Wall transitioning filter margin"
msgstr "Marge du filtre de transition de paroi"
-msgid ""
-"Prevent transitioning back and forth between one extra wall and one less. "
-"This margin extends the range of extrusion widths which follow to [Minimum "
-"wall width - margin, 2 * Minimum wall width + margin]. Increasing this "
-"margin reduces the number of transitions, which reduces the number of "
-"extrusion starts/stops and travel time. However, large extrusion width "
-"variation can lead to under- or overextrusion problems. It's expressed as a "
-"percentage over nozzle diameter"
-msgstr ""
-"Empêchez les allers-retours entre une paroi supplémentaire et une paroi de "
-"moins. Cette marge étend la plage de largeurs d'extrusion qui suit jusqu'à "
-"[Largeur de paroi minimale - marge, 2* Largeur de paroi minimale + marge]. "
-"L'augmentation de cette marge réduit le nombre de transitions, ce qui réduit "
-"le nombre de démarrages/arrêts d'extrusion et le temps de trajet. Cependant, "
-"une variation importante de la largeur d'extrusion peut entraîner des "
-"problèmes de sous-extrusion ou de surextrusion. Il est exprimé en "
-"pourcentage par rapport au diamètre de la buse"
+msgid "Prevent transitioning back and forth between one extra wall and one less. This margin extends the range of extrusion widths which follow to [Minimum wall width - margin, 2 * Minimum wall width + margin]. Increasing this margin reduces the number of transitions, which reduces the number of extrusion starts/stops and travel time. However, large extrusion width variation can lead to under- or overextrusion problems. It's expressed as a percentage over nozzle diameter"
+msgstr "Empêchez les allers-retours entre une paroi supplémentaire et une paroi de moins. Cette marge étend la plage de largeurs d'extrusion qui suit jusqu'à [Largeur de paroi minimale - marge, 2* Largeur de paroi minimale + marge]. L'augmentation de cette marge réduit le nombre de transitions, ce qui réduit le nombre de démarrages/arrêts d'extrusion et le temps de trajet. Cependant, une variation importante de la largeur d'extrusion peut entraîner des problèmes de sous-extrusion ou de surextrusion. Il est exprimé en pourcentage par rapport au diamètre de la buse"
msgid "Wall transitioning threshold angle"
msgstr "Angle du seuil de transition de la paroi"
-msgid ""
-"When to create transitions between even and odd numbers of walls. A wedge "
-"shape with an angle greater than this setting will not have transitions and "
-"no walls will be printed in the center to fill the remaining space. Reducing "
-"this setting reduces the number and length of these center walls, but may "
-"leave gaps or overextrude"
-msgstr ""
-"Quand créer des transitions entre les nombres pairs et impairs de parois. "
-"Une forme cunéiforme dont l'angle est supérieur à ce paramètre n'aura pas de "
-"transitions et aucune paroi ne sera imprimé au centre pour remplir l'espace "
-"restant. En réduisant ce paramètre, vous réduisez le nombre et la longueur "
-"de ces parois centrales, mais vous risquez de laisser des espaces vides ou "
-"de surextruder les parois."
+msgid "When to create transitions between even and odd numbers of walls. A wedge shape with an angle greater than this setting will not have transitions and no walls will be printed in the center to fill the remaining space. Reducing this setting reduces the number and length of these center walls, but may leave gaps or overextrude"
+msgstr "Quand créer des transitions entre les nombres pairs et impairs de parois. Une forme cunéiforme dont l'angle est supérieur à ce paramètre n'aura pas de transitions et aucune paroi ne sera imprimé au centre pour remplir l'espace restant. En réduisant ce paramètre, vous réduisez le nombre et la longueur de ces parois centrales, mais vous risquez de laisser des espaces vides ou de surextruder les parois."
msgid "Wall distribution count"
msgstr "Nombre de parois distribuées"
-msgid ""
-"The number of walls, counted from the center, over which the variation needs "
-"to be spread. Lower values mean that the outer walls don't change in width"
-msgstr ""
-"Nombre de parois, comptées à partir du centre, sur lesquelles la variation "
-"doit être répartie. Des valeurs plus faibles signifient que la largeur des "
-"parois extérieures ne change pas"
+msgid "The number of walls, counted from the center, over which the variation needs to be spread. Lower values mean that the outer walls don't change in width"
+msgstr "Nombre de parois, comptées à partir du centre, sur lesquelles la variation doit être répartie. Des valeurs plus faibles signifient que la largeur des parois extérieures ne change pas"
msgid "Minimum feature size"
msgstr "Taille minimale de l'élément"
-msgid ""
-"Minimum thickness of thin features. Model features that are thinner than "
-"this value will not be printed, while features thicker than the Minimum "
-"feature size will be widened to the Minimum wall width. It's expressed as a "
-"percentage over nozzle diameter"
-msgstr ""
-"Épaisseur minimale des éléments fins. Les caractéristiques du modèle qui "
-"sont plus fines que cette valeur ne seront pas imprimées, tandis que les "
-"entités plus épaisses que la taille minimale seront élargies jusqu'à la "
-"largeur de paroi minimale. Exprimée en pourcentage par rapport au diamètre "
-"de la buse"
+msgid "Minimum thickness of thin features. Model features that are thinner than this value will not be printed, while features thicker than the Minimum feature size will be widened to the Minimum wall width. It's expressed as a percentage over nozzle diameter"
+msgstr "Épaisseur minimale des éléments fins. Les caractéristiques du modèle qui sont plus fines que cette valeur ne seront pas imprimées, tandis que les entités plus épaisses que la taille minimale seront élargies jusqu'à la largeur de paroi minimale. Exprimée en pourcentage par rapport au diamètre de la buse"
msgid "Minimum wall length"
msgstr "Longueur minimale de la paroi"
msgid ""
-"Adjust this value to prevent short, unclosed walls from being printed, which "
-"could increase print time. Higher values remove more and longer walls.\n"
+"Adjust this value to prevent short, unclosed walls from being printed, which could increase print time. Higher values remove more and longer walls.\n"
"\n"
-"NOTE: Bottom and top surfaces will not be affected by this value to prevent "
-"visual gaps on the ouside of the model. Adjust 'One wall threshold' in the "
-"Advanced settings below to adjust the sensitivity of what is considered a "
-"top-surface. 'One wall threshold' is only visibile if this setting is set "
-"above the default value of 0.5, or if single-wall top surfaces is enabled."
+"NOTE: Bottom and top surfaces will not be affected by this value to prevent visual gaps on the ouside of the model. Adjust 'One wall threshold' in the Advanced settings below to adjust the sensitivity of what is considered a top-surface. 'One wall threshold' is only visibile if this setting is set above the default value of 0.5, or if single-wall top surfaces is enabled."
msgstr ""
-"Ajustez cette valeur pour éviter que des parois courtes et non fermées "
-"soient imprimées, ce qui pourrait augmenter le temps d’impression. Des "
-"valeurs plus élevées suppriment des parois plus nombreuses et plus longues.\n"
+"Ajustez cette valeur pour éviter que des parois courtes et non fermées soient imprimées, ce qui pourrait augmenter le temps d’impression. Des valeurs plus élevées suppriment des parois plus nombreuses et plus longues.\n"
"\n"
-"REMARQUE : les surfaces inférieures et supérieures ne sont pas affectées par "
-"cette valeur afin d’éviter les lacunes visuelles sur le côté du modèle. "
-"Réglez le « seuil d’une paroi » dans les paramètres avancés ci-dessous pour "
-"ajuster la sensibilité de ce qui est considéré comme une surface supérieure. "
-"Le « seuil d’une paroi » n’est visible que si ce paramètre est supérieur à "
-"la valeur par défaut de 0,5 ou si l’option « surfaces supérieures à une "
-"paroi » est activée."
+"REMARQUE : les surfaces inférieures et supérieures ne sont pas affectées par cette valeur afin d’éviter les lacunes visuelles sur le côté du modèle. Réglez le « seuil d’une paroi » dans les paramètres avancés ci-dessous pour ajuster la sensibilité de ce qui est considéré comme une surface supérieure. Le « seuil d’une paroi » n’est visible que si ce paramètre est supérieur à la valeur par défaut de 0,5 ou si l’option « surfaces supérieures à une paroi » est activée."
msgid "First layer minimum wall width"
msgstr "Largeur minimale de la paroi de la première couche"
-msgid ""
-"The minimum wall width that should be used for the first layer is "
-"recommended to be set to the same size as the nozzle. This adjustment is "
-"expected to enhance adhesion."
-msgstr ""
-"Il est recommandé de définir la largeur minimale de paroi à utiliser pour la "
-"première couche sur la même taille que la buse. Cet ajustement devrait "
-"améliorer l’adhérence."
+msgid "The minimum wall width that should be used for the first layer is recommended to be set to the same size as the nozzle. This adjustment is expected to enhance adhesion."
+msgstr "Il est recommandé de définir la largeur minimale de paroi à utiliser pour la première couche sur la même taille que la buse. Cet ajustement devrait améliorer l’adhérence."
msgid "Minimum wall width"
msgstr "Largeur minimale de la paroi"
-msgid ""
-"Width of the wall that will replace thin features (according to the Minimum "
-"feature size) of the model. If the Minimum wall width is thinner than the "
-"thickness of the feature, the wall will become as thick as the feature "
-"itself. It's expressed as a percentage over nozzle diameter"
-msgstr ""
-"Largeur de la paroi qui remplacera les éléments fins (selon la taille "
-"minimale des éléments) du modèle. Si la largeur minimale de la paroi est "
-"inférieure à l'épaisseur de l'élément, la paroi deviendra aussi épaisse que "
-"l'élément lui-même. Elle est exprimée en pourcentage par rapport au diamètre "
-"de la buse"
+msgid "Width of the wall that will replace thin features (according to the Minimum feature size) of the model. If the Minimum wall width is thinner than the thickness of the feature, the wall will become as thick as the feature itself. It's expressed as a percentage over nozzle diameter"
+msgstr "Largeur de la paroi qui remplacera les éléments fins (selon la taille minimale des éléments) du modèle. Si la largeur minimale de la paroi est inférieure à l'épaisseur de l'élément, la paroi deviendra aussi épaisse que l'élément lui-même. Elle est exprimée en pourcentage par rapport au diamètre de la buse"
msgid "Detect narrow internal solid infill"
msgstr "Détecter un remplissage plein interne étroit"
-msgid ""
-"This option will auto detect narrow internal solid infill area. If enabled, "
-"concentric pattern will be used for the area to speed printing up. "
-"Otherwise, rectilinear pattern is used defaultly."
-msgstr ""
-"Cette option détectera automatiquement la zone de remplissage plein interne "
-"étroite. S'il est activé, un motif concentrique sera utilisé pour la zone "
-"afin d'accélérer l'impression. Sinon, le motif rectiligne est utilisé par "
-"défaut."
+msgid "This option will auto detect narrow internal solid infill area. If enabled, concentric pattern will be used for the area to speed printing up. Otherwise, rectilinear pattern is used defaultly."
+msgstr "Cette option détectera automatiquement la zone de remplissage plein interne étroite. S'il est activé, un motif concentrique sera utilisé pour la zone afin d'accélérer l'impression. Sinon, le motif rectiligne est utilisé par défaut."
msgid "invalid value "
msgstr "Valeur invalide "
@@ -14423,18 +11697,13 @@ msgid "No check"
msgstr "Pas de vérification"
msgid "Do not run any validity checks, such as gcode path conflicts check."
-msgstr ""
-"Ne pas effectuer de contrôle de validité, tel que le contrôle des conflits "
-"de parcours de G-code."
+msgstr "Ne pas effectuer de contrôle de validité, tel que le contrôle des conflits de parcours de G-code."
msgid "Ensure on bed"
msgstr "Assurer sur le plateau"
-msgid ""
-"Lift the object above the bed when it is partially below. Disabled by default"
-msgstr ""
-"Placer l’objet sur le plateau lorsqu’il est partiellement en dessous. "
-"Désactivé par défaut"
+msgid "Lift the object above the bed when it is partially below. Disabled by default"
+msgstr "Placer l’objet sur le plateau lorsqu’il est partiellement en dessous. Désactivé par défaut"
msgid "Orient Options"
msgstr "Options d’orientation"
@@ -14454,14 +11723,8 @@ msgstr "Angle de rotation autour de l’axe Y en degrés."
msgid "Data directory"
msgstr "Répertoire de données"
-msgid ""
-"Load and store settings at the given directory. This is useful for "
-"maintaining different profiles or including configurations from a network "
-"storage."
-msgstr ""
-"Charger et stocker les paramètres dans le répertoire donné. Ceci est utile "
-"pour maintenir différents profils ou inclure des configurations à partir "
-"d’un stockage réseau."
+msgid "Load and store settings at the given directory. This is useful for maintaining different profiles or including configurations from a network storage."
+msgstr "Charger et stocker les paramètres dans le répertoire donné. Ceci est utile pour maintenir différents profils ou inclure des configurations à partir d’un stockage réseau."
msgid "Load custom gcode"
msgstr "Charger un G-code personnalisé"
@@ -14475,32 +11738,23 @@ msgstr "Saut en z actuel"
msgid "Contains z-hop present at the beginning of the custom G-code block."
msgstr "Contient le saut en z présent au début du bloc de G-code personnalisé."
-msgid ""
-"Position of the extruder at the beginning of the custom G-code block. If the "
-"custom G-code travels somewhere else, it should write to this variable so "
-"PrusaSlicer knows where it travels from when it gets control back."
-msgstr ""
-"Position de l’extrudeuse au début du bloc de G-code personnalisé. Si le G-"
-"code personnalisé se déplace ailleurs, il doit écrire dans cette variable "
-"afin que PrusaSlicer sache d’où il se déplace lorsqu’il reprend le contrôle."
+msgid "Position of the extruder at the beginning of the custom G-code block. If the custom G-code travels somewhere else, it should write to this variable so PrusaSlicer knows where it travels from when it gets control back."
+msgstr "Position de l’extrudeuse au début du bloc de G-code personnalisé. Si le G-code personnalisé se déplace ailleurs, il doit écrire dans cette variable afin que PrusaSlicer sache d’où il se déplace lorsqu’il reprend le contrôle."
-msgid ""
-"Retraction state at the beginning of the custom G-code block. If the custom "
-"G-code moves the extruder axis, it should write to this variable so "
-"PrusaSlicer deretracts correctly when it gets control back."
-msgstr ""
-"État de rétraction au début du bloc de G-code personnalisé. Si le G-code "
-"personnalisé déplace l’axe de l’extrudeuse, il doit écrire dans cette "
-"variable pour que PrusaSlicer se rétracte correctement lorsqu’il reprend le "
-"contrôle."
+msgid "Retraction state at the beginning of the custom G-code block. If the custom G-code moves the extruder axis, it should write to this variable so PrusaSlicer deretracts correctly when it gets control back."
+msgstr "État de rétraction au début du bloc de G-code personnalisé. Si le G-code personnalisé déplace l’axe de l’extrudeuse, il doit écrire dans cette variable pour que PrusaSlicer se rétracte correctement lorsqu’il reprend le contrôle."
msgid "Extra deretraction"
msgstr "Dérétraction supplémentaire"
msgid "Currently planned extra extruder priming after deretraction."
-msgstr ""
-"L’amorçage supplémentaire de l’extrudeuse après la dérétraction est "
-"actuellement prévu."
+msgstr "L’amorçage supplémentaire de l’extrudeuse après la dérétraction est actuellement prévu."
+
+msgid "Absolute E position"
+msgstr "Position E absolue"
+
+msgid "Current position of the extruder axis. Only used with absolute extruder addressing."
+msgstr "Position actuelle de l’axe de l’extrudeuse. Utilisé uniquement avec l’adressage absolu de de I’extrudeur."
msgid "Current extruder"
msgstr "Extrudeur actuel"
@@ -14511,12 +11765,8 @@ msgstr "Index à base zéro de l’extrudeur actuellement utilisé."
msgid "Current object index"
msgstr "Index de l’objet actuel"
-msgid ""
-"Specific for sequential printing. Zero-based index of currently printed "
-"object."
-msgstr ""
-"Spécifique à l’impression séquentielle. Index basé sur zéro de l’objet en "
-"cours d’impression."
+msgid "Specific for sequential printing. Zero-based index of currently printed object."
+msgstr "Spécifique à l’impression séquentielle. Index basé sur zéro de l’objet en cours d’impression."
msgid "Has wipe tower"
msgstr "Possède une tour d’essuyage"
@@ -14527,38 +11777,32 @@ msgstr "Indique si la tour d’essuyage est générée ou non dans l’impressio
msgid "Initial extruder"
msgstr "Extrudeur initial"
-msgid ""
-"Zero-based index of the first extruder used in the print. Same as "
-"initial_tool."
-msgstr ""
-"Index basé sur zéro du premier extrudeur utilisé dans l’impression. "
-"Identique à initial_tool."
+msgid "Zero-based index of the first extruder used in the print. Same as initial_tool."
+msgstr "Index basé sur zéro du premier extrudeur utilisé dans l’impression. Identique à initial_tool."
msgid "Initial tool"
msgstr "Outil de départ"
-msgid ""
-"Zero-based index of the first extruder used in the print. Same as "
-"initial_extruder."
-msgstr ""
-"Index basé sur zéro du premier extrudeur utilisé dans l’impression. "
-"Identique à initial_extruder."
+msgid "Zero-based index of the first extruder used in the print. Same as initial_extruder."
+msgstr "Index basé sur zéro du premier extrudeur utilisé dans l’impression. Identique à initial_extruder."
msgid "Is extruder used?"
msgstr "L’extrudeur est-il utilisé ?"
msgid "Vector of bools stating whether a given extruder is used in the print."
-msgstr ""
-"Vecteur de bools indiquant si un extrudeur donné est utilisé dans "
-"l’impression."
+msgstr "Vecteur de bools indiquant si un extrudeur donné est utilisé dans l’impression."
+
+msgid "Has single extruder MM priming"
+msgstr "Dispose d’un seul extrudeur MM d’amorçage"
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr "Les régions d’amorçage multimatériaux supplémentaires sont-elles utilisées dans cette impression ?"
msgid "Volume per extruder"
msgstr "Volume par extrudeur"
msgid "Total filament volume extruded per extruder during the entire print."
-msgstr ""
-"Volume total de filament extrudé par extrudeuse pendant toute la durée de "
-"l’impression."
+msgstr "Volume total de filament extrudé par extrudeur pendant toute la durée de l’impression."
msgid "Total toolchanges"
msgstr "Nombre total de changements d’outils"
@@ -14570,28 +11814,19 @@ msgid "Total volume"
msgstr "Volume total"
msgid "Total volume of filament used during the entire print."
-msgstr ""
-"Volume total de filament utilisé pendant toute la durée de l’impression."
+msgstr "Volume total de filament utilisé pendant toute la durée de l’impression."
msgid "Weight per extruder"
msgstr "Poids par extrudeur"
-msgid ""
-"Weight per extruder extruded during the entire print. Calculated from "
-"filament_density value in Filament Settings."
-msgstr ""
-"Poids par extrudeur extrudé pendant toute la durée de l’impression. Calculé "
-"à partir de la valeur filament_density dans Filament Settings."
+msgid "Weight per extruder extruded during the entire print. Calculated from filament_density value in Filament Settings."
+msgstr "Poids par extrudeur extrudé pendant toute la durée de l’impression. Calculé à partir de la valeur filament_density dans Filament Settings."
msgid "Total weight"
msgstr "Poids total"
-msgid ""
-"Total weight of the print. Calculated from filament_density value in "
-"Filament Settings."
-msgstr ""
-"Poids total de l’impression. Calculé à partir de la valeur filament_density "
-"dans Filament Settings."
+msgid "Total weight of the print. Calculated from filament_density value in Filament Settings."
+msgstr "Poids total de l’impression. Calculé à partir de la valeur filament_density dans Filament Settings."
msgid "Total layer count"
msgstr "Nombre total de couches"
@@ -14609,22 +11844,16 @@ msgid "Number of instances"
msgstr "Nombre d’instances"
msgid "Total number of object instances in the print, summed over all objects."
-msgstr ""
-"Nombre total d’instances d’objets dans l’impression, additionné à tous les "
-"objets."
+msgstr "Nombre total d’instances d’objets dans l’impression, additionné à tous les objets."
msgid "Scale per object"
msgstr "Mise à l’échelle par objet"
msgid ""
-"Contains a string with the information about what scaling was applied to the "
-"individual objects. Indexing of the objects is zero-based (first object has "
-"index 0).\n"
+"Contains a string with the information about what scaling was applied to the individual objects. Indexing of the objects is zero-based (first object has index 0).\n"
"Example: 'x:100% y:50% z:100'."
msgstr ""
-"Contient une chaîne de caractères contenant des informations sur la mise à "
-"l’échelle appliquée aux différents objets. L’indexation des objets est basée "
-"sur le zéro (le premier objet a l’index 0).\n"
+"Contient une chaîne de caractères contenant des informations sur la mise à l’échelle appliquée aux différents objets. L’indexation des objets est basée sur le zéro (le premier objet a l’index 0).\n"
"Exemple : « x:100% y:50% z:100 »."
msgid "Input filename without extension"
@@ -14633,32 +11862,20 @@ msgstr "Nom du fichier d’entrée sans extension"
msgid "Source filename of the first object, without extension."
msgstr "Nom du fichier source du premier objet, sans extension."
-msgid ""
-"The vector has two elements: x and y coordinate of the point. Values in mm."
-msgstr ""
-"Le vecteur a deux éléments : les coordonnées x et y du point. Valeurs en mm."
+msgid "The vector has two elements: x and y coordinate of the point. Values in mm."
+msgstr "Le vecteur a deux éléments : les coordonnées x et y du point. Valeurs en mm."
-msgid ""
-"The vector has two elements: x and y dimension of the bounding box. Values "
-"in mm."
-msgstr ""
-"Le vecteur a deux éléments : les dimensions x et y de la boîte de "
-"délimitation. Valeurs en mm."
+msgid "The vector has two elements: x and y dimension of the bounding box. Values in mm."
+msgstr "Le vecteur a deux éléments : les dimensions x et y de la boîte de délimitation. Valeurs en mm."
msgid "First layer convex hull"
msgstr "Coque convexe de la première couche"
-msgid ""
-"Vector of points of the first layer convex hull. Each element has the "
-"following format:'[x, y]' (x and y are floating-point numbers in mm)."
-msgstr ""
-"Vecteur de points de la première couche de la coque convexe. Chaque élément "
-"a le format suivant : ‘[x, y]’ (x et y sont des nombres à virgule flottante "
-"en mm)."
+msgid "Vector of points of the first layer convex hull. Each element has the following format:'[x, y]' (x and y are floating-point numbers in mm)."
+msgstr "Vecteur de points de la première couche de la coque convexe. Chaque élément a le format suivant : ‘[x, y]’ (x et y sont des nombres à virgule flottante en mm)."
msgid "Bottom-left corner of first layer bounding box"
-msgstr ""
-"Coin inférieur gauche de la boîte de délimitation de la première couche"
+msgstr "Coin inférieur gauche de la boîte de délimitation de la première couche"
msgid "Top-right corner of first layer bounding box"
msgstr "Coin supérieur droit de la boîte de délimitation de la première couche"
@@ -14670,8 +11887,7 @@ msgid "Bottom-left corner of print bed bounding box"
msgstr "Coin inférieur gauche de la boîte de délimitation du lit d’impression"
msgid "Top-right corner of print bed bounding box"
-msgstr ""
-"Coin supérieur droit de la boîte de délimitation du plateau d’impression"
+msgstr "Coin supérieur droit de la boîte de délimitation du plateau d’impression"
msgid "Size of the print bed bounding box"
msgstr "Taille du plateau d’impression"
@@ -14700,12 +11916,8 @@ msgstr "Nom du préréglage d’impression utilisé pour le découpage."
msgid "Filament preset name"
msgstr "Nom du préréglage du filament"
-msgid ""
-"Names of the filament presets used for slicing. The variable is a vector "
-"containing one name for each extruder."
-msgstr ""
-"Noms des préréglages de filaments utilisés pour le découpage. La variable "
-"est un vecteur contenant un nom pour chaque extrudeuse."
+msgid "Names of the filament presets used for slicing. The variable is a vector containing one name for each extruder."
+msgstr "Noms des préréglages de filaments utilisés pour le découpage. La variable est un vecteur contenant un nom pour chaque extrudeur."
msgid "Printer preset name"
msgstr "Nom du préréglage de l’imprimante"
@@ -14719,23 +11931,23 @@ msgstr "Nom de l’imprimante physique"
msgid "Name of the physical printer used for slicing."
msgstr "Nom de l’imprimante physique utilisé pour la découpe."
+msgid "Number of extruders"
+msgstr "Nombre d’extrudeurs"
+
+msgid "Total number of extruders, regardless of whether they are used in the current print."
+msgstr "Nombre total d’extrudeurs, qu’ils soient ou non utilisées dans l’impression en cours."
+
msgid "Layer number"
msgstr "Numéro de couche"
msgid "Index of the current layer. One-based (i.e. first layer is number 1)."
-msgstr ""
-"Indice de la couche actuelle. Base unitaire (c’est-à-dire que la première "
-"couche porte le numéro 1)."
+msgstr "Indice de la couche actuelle. Base unitaire (c’est-à-dire que la première couche porte le numéro 1)."
msgid "Layer z"
msgstr "Couche z"
-msgid ""
-"Height of the current layer above the print bed, measured to the top of the "
-"layer."
-msgstr ""
-"Hauteur de la couche actuelle au-dessus du plateau d’impression, mesurée "
-"jusqu’au sommet de la couche."
+msgid "Height of the current layer above the print bed, measured to the top of the layer."
+msgstr "Hauteur de la couche actuelle au-dessus du plateau d’impression, mesurée jusqu’au sommet de la couche."
msgid "Maximal layer z"
msgstr "Couche maximale z"
@@ -14780,12 +11992,8 @@ msgid "large overhangs"
msgstr "grands surplombs"
#, c-format, boost-format
-msgid ""
-"It seems object %s has %s. Please re-orient the object or enable support "
-"generation."
-msgstr ""
-"Il semble que l'objet %s possède %s. Veuillez réorienter l'objet ou activer "
-"la génération de support."
+msgid "It seems object %s has %s. Please re-orient the object or enable support generation."
+msgstr "Il semble que l'objet %s possède %s. Veuillez réorienter l'objet ou activer la génération de support."
msgid "Optimizing toolpath"
msgstr "Optimisation du parcours d'outil"
@@ -14793,22 +12001,15 @@ msgstr "Optimisation du parcours d'outil"
msgid "Slicing mesh"
msgstr "Découpe du maillage"
-msgid ""
-"No layers were detected. You might want to repair your STL file(s) or check "
-"their size or thickness and retry.\n"
-msgstr ""
-"Aucune couche n'a été détectée. Vous pouvez réparer vos STL, vérifier leur "
-"taille ou leur épaisseur et réessayer.\n"
+msgid "No layers were detected. You might want to repair your STL file(s) or check their size or thickness and retry.\n"
+msgstr "Aucune couche n'a été détectée. Vous pouvez réparer vos STL, vérifier leur taille ou leur épaisseur et réessayer.\n"
msgid ""
-"An object's XY size compensation will not be used because it is also color-"
-"painted.\n"
+"An object's XY size compensation will not be used because it is also color-painted.\n"
"XY Size compensation can not be combined with color-painting."
msgstr ""
-"La compensation de la taille XY d'un objet ne sera pas utilisée parce qu'il "
-"est également peint en couleur.\n"
-"La compensation de la taille XY ne peut pas être combinée avec la peinture "
-"couleur."
+"La compensation de la taille XY d'un objet ne sera pas utilisée parce qu'il est également peint en couleur.\n"
+"La compensation de la taille XY ne peut pas être combinée avec la peinture couleur."
#, c-format, boost-format
msgid "Support: generate toolpath at layer %d"
@@ -14841,11 +12042,8 @@ msgstr "Support : Correction des trous dans la couche %d"
msgid "Support: propagate branches at layer %d"
msgstr "Support : propagation des branches à la couche %d"
-msgid ""
-"Unknown file format. Input file must have .stl, .obj, .amf(.xml) extension."
-msgstr ""
-"Format de fichier inconnu : le fichier d'entrée doit porter l'extension ."
-"stl, .obj ou .amf (.xml)."
+msgid "Unknown file format. Input file must have .stl, .obj, .amf(.xml) extension."
+msgstr "Format de fichier inconnu : le fichier d'entrée doit porter l'extension .stl, .obj ou .amf (.xml)."
msgid "Loading of a model file failed."
msgstr "Le chargement du fichier modèle a échoué."
@@ -14854,9 +12052,7 @@ msgid "The supplied file couldn't be read because it's empty"
msgstr "Le fichier fourni n'a pas pu être lu car il est vide."
msgid "Unknown file format. Input file must have .3mf or .zip.amf extension."
-msgstr ""
-"Format de fichier inconnu : le fichier d'entrée doit porter "
-"l'extension .3mf, .zip ou .amf."
+msgstr "Format de fichier inconnu : le fichier d'entrée doit porter l'extension .3mf, .zip ou .amf."
msgid "Canceled"
msgstr "Annulé"
@@ -14915,18 +12111,14 @@ msgstr "Terminer"
msgid "How to use calibration result?"
msgstr "Comment utiliser le résultat de la calibration ?"
-msgid ""
-"You could change the Flow Dynamics Calibration Factor in material editing"
-msgstr ""
-"Vous pouvez modifier le facteur de calibration dynamique du débit dans les "
-"paramètres du filament"
+msgid "You could change the Flow Dynamics Calibration Factor in material editing"
+msgstr "Vous pouvez modifier le facteur de calibration dynamique du débit dans les paramètres du filament"
msgid ""
"The current firmware version of the printer does not support calibration.\n"
"Please upgrade the printer firmware."
msgstr ""
-"La version actuelle du firmware de l'imprimante ne prend pas en charge la "
-"calibration.\n"
+"La version actuelle du firmware de l'imprimante ne prend pas en charge la calibration.\n"
"Veuillez mettre à jour le firmware de l'imprimante."
msgid "Calibration not supported"
@@ -14977,11 +12169,8 @@ msgstr "Le nom est le même qu’un autre nom de préréglage existant"
msgid "create new preset failed."
msgstr "La création d’un nouveau préréglage a échoué."
-msgid ""
-"Are you sure to cancel the current calibration and return to the home page?"
-msgstr ""
-"Voulez-vous vraiment annuler la calibration en cours et revenir à la page "
-"d’accueil ?"
+msgid "Are you sure to cancel the current calibration and return to the home page?"
+msgstr "Voulez-vous vraiment annuler la calibration en cours et revenir à la page d’accueil ?"
msgid "No Printer Connected!"
msgstr "Aucune imprimante connectée !"
@@ -14996,16 +12185,10 @@ msgid "The input value size must be 3."
msgstr "La valeur saisie doit être 3."
msgid ""
-"This machine type can only hold 16 history results per nozzle. You can "
-"delete the existing historical results and then start calibration. Or you "
-"can continue the calibration, but you cannot create new calibration "
-"historical results. \n"
+"This machine type can only hold 16 history results per nozzle. You can delete the existing historical results and then start calibration. Or you can continue the calibration, but you cannot create new calibration historical results. \n"
"Do you still want to continue the calibration?"
msgstr ""
-"Ce type de machine ne peut contenir que 16 résultats historiques par buse. "
-"Vous pouvez supprimer les résultats historiques existants, puis lancer "
-"l’étalonnage. Vous pouvez également poursuivre l’étalonnage, mais vous ne "
-"pouvez pas créer de nouveaux résultats historiques d’étalonnage. \n"
+"Ce type de machine ne peut contenir que 16 résultats historiques par buse. Vous pouvez supprimer les résultats historiques existants, puis lancer l’étalonnage. Vous pouvez également poursuivre l’étalonnage, mais vous ne pouvez pas créer de nouveaux résultats historiques d’étalonnage. \n"
"Souhaitez-vous toujours poursuivre le calibrage ?"
msgid "Connecting to printer..."
@@ -15015,27 +12198,15 @@ msgid "The failed test result has been dropped."
msgstr "Le résultat du test ayant échoué a été supprimé."
msgid "Flow Dynamics Calibration result has been saved to the printer"
-msgstr ""
-"Le résultat de la calibration dynamique du débit a été enregistré sur "
-"l’imprimante"
+msgstr "Le résultat de la calibration dynamique du débit a été enregistré sur l’imprimante"
#, c-format, boost-format
-msgid ""
-"There is already a historical calibration result with the same name: %s. "
-"Only one of the results with the same name is saved. Are you sure you want "
-"to override the historical result?"
-msgstr ""
-"Il existe déjà un résultat d’étalonnage antérieur portant le même nom : %s. "
-"Un seul des résultats portant le même nom est sauvegardé. Êtes-vous sûr de "
-"vouloir remplacer le résultat antérieur ?"
+msgid "There is already a historical calibration result with the same name: %s. Only one of the results with the same name is saved. Are you sure you want to override the historical result?"
+msgstr "Il existe déjà un résultat d’étalonnage antérieur portant le même nom : %s. Un seul des résultats portant le même nom est sauvegardé. Êtes-vous sûr de vouloir remplacer le résultat antérieur ?"
#, c-format, boost-format
-msgid ""
-"This machine type can only hold %d history results per nozzle. This result "
-"will not be saved."
-msgstr ""
-"Ce type de machine ne peut contenir que %d résultats historiques par buse. "
-"Ce résultat ne sera pas enregistré."
+msgid "This machine type can only hold %d history results per nozzle. This result will not be saved."
+msgstr "Ce type de machine ne peut contenir que %d résultats historiques par buse. Ce résultat ne sera pas enregistré."
msgid "Internal Error"
msgstr "Erreur interne"
@@ -15044,36 +12215,24 @@ msgid "Please select at least one filament for calibration"
msgstr "Veuillez sélectionner au moins un filament pour la calibration"
msgid "Flow rate calibration result has been saved to preset"
-msgstr ""
-"Le résultat de la calibration du débit a été enregistré dans le préréglage"
+msgstr "Le résultat de la calibration du débit a été enregistré dans le préréglage"
msgid "Max volumetric speed calibration result has been saved to preset"
-msgstr ""
-"Le résultat de la calibration de la vitesse volumétrique maximale a été "
-"enregistré dans le préréglage"
+msgstr "Le résultat de la calibration de la vitesse volumétrique maximale a été enregistré dans le préréglage"
msgid "When do you need Flow Dynamics Calibration"
msgstr "Nécessité de la calibration dynamique du débit"
msgid ""
-"We now have added the auto-calibration for different filaments, which is "
-"fully automated and the result will be saved into the printer for future "
-"use. You only need to do the calibration in the following limited cases:\n"
-"1. If you introduce a new filament of different brands/models or the "
-"filament is damp;\n"
+"We now have added the auto-calibration for different filaments, which is fully automated and the result will be saved into the printer for future use. You only need to do the calibration in the following limited cases:\n"
+"1. If you introduce a new filament of different brands/models or the filament is damp;\n"
"2. if the nozzle is worn out or replaced with a new one;\n"
-"3. If the max volumetric speed or print temperature is changed in the "
-"filament setting."
+"3. If the max volumetric speed or print temperature is changed in the filament setting."
msgstr ""
-"Nous avons maintenant ajouté l'auto-calibration pour différents filaments, "
-"qui est entièrement automatisée et le résultat sera enregistré dans "
-"l'imprimante pour une utilisation future. Vous n'avez besoin d'effectuer la "
-"calibration que dans les cas limités suivants :\n"
-"1. Si vous utilisez un nouveau filament de marques/modèles différents ou si "
-"le filament est humide\n"
+"Nous avons maintenant ajouté l'auto-calibration pour différents filaments, qui est entièrement automatisée et le résultat sera enregistré dans l'imprimante pour une utilisation future. Vous n'avez besoin d'effectuer la calibration que dans les cas limités suivants :\n"
+"1. Si vous utilisez un nouveau filament de marques/modèles différents ou si le filament est humide\n"
"2. Si la buse est usée ou remplacée par une neuve\n"
-"3. Si la vitesse volumétrique maximale ou la température d'impression est "
-"modifiée dans les préréglages du filament."
+"3. Si la vitesse volumétrique maximale ou la température d'impression est modifiée dans les préréglages du filament."
msgid "About this calibration"
msgstr "À propos de cette calibration"
@@ -15081,134 +12240,54 @@ msgstr "À propos de cette calibration"
msgid ""
"Please find the details of Flow Dynamics Calibration from our wiki.\n"
"\n"
-"Usually the calibration is unnecessary. When you start a single color/"
-"material print, with the \"flow dynamics calibration\" option checked in the "
-"print start menu, the printer will follow the old way, calibrate the "
-"filament before the print; When you start a multi color/material print, the "
-"printer will use the default compensation parameter for the filament during "
-"every filament switch which will have a good result in most cases.\n"
+"Usually the calibration is unnecessary. When you start a single color/material print, with the \"flow dynamics calibration\" option checked in the print start menu, the printer will follow the old way, calibrate the filament before the print; When you start a multi color/material print, the printer will use the default compensation parameter for the filament during every filament switch which will have a good result in most cases.\n"
"\n"
-"Please note that there are a few cases that can make the calibration results "
-"unreliable, such as insufficient adhesion on the build plate. Improving "
-"adhesion can be achieved by washing the build plate or applying glue. For "
-"more information on this topic, please refer to our Wiki.\n"
+"Please note that there are a few cases that can make the calibration results unreliable, such as insufficient adhesion on the build plate. Improving adhesion can be achieved by washing the build plate or applying glue. For more information on this topic, please refer to our Wiki.\n"
"\n"
-"The calibration results have about 10 percent jitter in our test, which may "
-"cause the result not exactly the same in each calibration. We are still "
-"investigating the root cause to do improvements with new updates."
+"The calibration results have about 10 percent jitter in our test, which may cause the result not exactly the same in each calibration. We are still investigating the root cause to do improvements with new updates."
msgstr ""
-"Vous trouverez les détails de l'étalonnage de la dynamique des flux dans "
-"notre wiki.\n"
+"Vous trouverez les détails de l'étalonnage de la dynamique des débits dans notre wiki.\n"
"\n"
-"En général, la calibration n’est pas nécessaire. Lorsque vous démarrez une "
-"impression mono-couleur/matériau, avec l’option « calibration de la "
-"dynamique de flux » cochée dans le menu de démarrage de l’impression, "
-"l’imprimante suivra l’ancienne méthode, en calibrant le filament avant "
-"l’impression ; Lorsque vous démarrez une impression multi-couleur/matériau, "
-"l’imprimante utilisera le paramètre de compensation par défaut pour le "
-"filament lors de chaque changement de filament, ce qui donnera un bon "
-"résultat dans la plupart des cas.\n"
+"En général, la calibration n’est pas nécessaire. Lorsque vous démarrez une impression mono-couleur/matériau, avec l’option « calibration de la dynamique de flux » cochée dans le menu de démarrage de l’impression, l’imprimante suivra l’ancienne méthode, en calibrant le filament avant l’impression ; Lorsque vous démarrez une impression multi-couleur/matériau, l’imprimante utilisera le paramètre de compensation par défaut pour le filament lors de chaque changement de filament, ce qui donnera un bon résultat dans la plupart des cas.\n"
"\n"
-"Veuillez noter qu’il existe quelques cas qui peuvent rendre les résultats de "
-"la calibration peu fiables, tels qu’une adhérence insuffisante sur le "
-"plateau. Il est possible d’améliorer l’adhérence en lavant la plaque de "
-"construction ou en appliquant de la colle. Pour plus d’informations à ce "
-"sujet, veuillez consulter notre Wiki.\n"
+"Veuillez noter qu’il existe quelques cas qui peuvent rendre les résultats de la calibration peu fiables, tels qu’une adhérence insuffisante sur le plateau. Il est possible d’améliorer l’adhérence en lavant la plaque de construction ou en appliquant de la colle. Pour plus d’informations à ce sujet, veuillez consulter notre Wiki.\n"
"\n"
-"Les résultats de la calibration présentent une fluctuation d’environ 10 % "
-"dans notre test, ce qui peut entraîner une différence entre les résultats de "
-"chaque calibration. Nous continuons d’étudier la cause première afin "
-"d’apporter des améliorations lors des nouvelles mises à jour."
+"Les résultats de la calibration présentent une fluctuation d’environ 10 % dans notre test, ce qui peut entraîner une différence entre les résultats de chaque calibration. Nous continuons d’étudier la cause première afin d’apporter des améliorations lors des nouvelles mises à jour."
msgid "When to use Flow Rate Calibration"
msgstr "Nécessité de la calibration du débit"
msgid ""
-"After using Flow Dynamics Calibration, there might still be some extrusion "
-"issues, such as:\n"
-"1. Over-Extrusion: Excess material on your printed object, forming blobs or "
-"zits, or the layers seem thicker than expected and not uniform.\n"
-"2. Under-Extrusion: Very thin layers, weak infill strength, or gaps in the "
-"top layer of the model, even when printing slowly.\n"
+"After using Flow Dynamics Calibration, there might still be some extrusion issues, such as:\n"
+"1. Over-Extrusion: Excess material on your printed object, forming blobs or zits, or the layers seem thicker than expected and not uniform.\n"
+"2. Under-Extrusion: Very thin layers, weak infill strength, or gaps in the top layer of the model, even when printing slowly.\n"
"3. Poor Surface Quality: The surface of your prints seems rough or uneven.\n"
-"4. Weak Structural Integrity: Prints break easily or don't seem as sturdy as "
-"they should be."
+"4. Weak Structural Integrity: Prints break easily or don't seem as sturdy as they should be."
msgstr ""
-"Après avoir utilisé la calibration dynamique du débit, il peut encore y "
-"avoir des problèmes d'extrusion, tels que :\n"
-"1. Sur-extrusion : Excès de matière sur votre objet imprimé, formant des "
-"gouttes ou des boutons, ou si les couches semblent plus épaisses que prévu "
-"et non uniformes.\n"
-"2. Sous-extrusion : Couches très fines, une faible solidité du remplissage "
-"ou des espaces dans la couche supérieure du modèle, même si l'impression est "
-"lente\n"
-"3. Mauvaise qualité de surface : Si la surface de vos impressions semble "
-"rugueuse ou inégale.\n"
-"4. Faible intégrité structurelle : Impressions qui cassent facilement ou ne "
-"semblent pas aussi solides qu'elles le devraient."
+"Après avoir utilisé la calibration dynamique du débit, il peut encore y avoir des problèmes d'extrusion, tels que :\n"
+"1. Sur-extrusion : Excès de matière sur votre objet imprimé, formant des gouttes ou des boutons, ou si les couches semblent plus épaisses que prévu et non uniformes.\n"
+"2. Sous-extrusion : Couches très fines, une faible solidité du remplissage ou des espaces dans la couche supérieure du modèle, même si l'impression est lente\n"
+"3. Mauvaise qualité de surface : Si la surface de vos impressions semble rugueuse ou inégale.\n"
+"4. Faible intégrité structurelle : Impressions qui cassent facilement ou ne semblent pas aussi solides qu'elles le devraient."
+
+msgid "In addition, Flow Rate Calibration is crucial for foaming materials like LW-PLA used in RC planes. These materials expand greatly when heated, and calibration provides a useful reference flow rate."
+msgstr "De plus, la calibration du débit est cruciale pour les matériaux dotés de la technologie de mousse active comme le LW-PLA utilisés dans les avions RC. Ces matériaux se dilatent considérablement lorsqu'ils sont chauffés et la calibration fournit un débit de référence utile."
+
+msgid "Flow Rate Calibration measures the ratio of expected to actual extrusion volumes. The default setting works well in Bambu Lab printers and official filaments as they were pre-calibrated and fine-tuned. For a regular filament, you usually won't need to perform a Flow Rate Calibration unless you still see the listed defects after you have done other calibrations. For more details, please check out the wiki article."
+msgstr "La calibration du débit mesure le ratio entre les volumes d’extrusion attendus et réels. Le réglage par défaut fonctionne bien sur les imprimantes Bambu Lab et les filaments officiels car ils ont été pré-calibrés et affinés. Pour un filament ordinaire, vous n’aurez généralement pas besoin d’effectuer une calibration du débit à moins que vous ne voyiez toujours les défauts répertoriés après avoir effectué d’autres calibrations. Pour plus de détails, veuillez consulter l’article du wiki."
msgid ""
-"In addition, Flow Rate Calibration is crucial for foaming materials like LW-"
-"PLA used in RC planes. These materials expand greatly when heated, and "
-"calibration provides a useful reference flow rate."
+"Auto Flow Rate Calibration utilizes Bambu Lab's Micro-Lidar technology, directly measuring the calibration patterns. However, please be advised that the efficacy and accuracy of this method may be compromised with specific types of materials. Particularly, filaments that are transparent or semi-transparent, sparkling-particled, or have a high-reflective finish may not be suitable for this calibration and can produce less-than-desirable results.\n"
+"\n"
+"The calibration results may vary between each calibration or filament. We are still improving the accuracy and compatibility of this calibration through firmware updates over time.\n"
+"\n"
+"Caution: Flow Rate Calibration is an advanced process, to be attempted only by those who fully understand its purpose and implications. Incorrect usage can lead to sub-par prints or printer damage. Please make sure to carefully read and understand the process before doing it."
msgstr ""
-"De plus, la calibration du débit est cruciale pour les matériaux dotés de la "
-"technologie de mousse active comme le LW-PLA utilisés dans les avions RC. "
-"Ces matériaux se dilatent considérablement lorsqu'ils sont chauffés et la "
-"calibration fournit un débit de référence utile."
-
-msgid ""
-"Flow Rate Calibration measures the ratio of expected to actual extrusion "
-"volumes. The default setting works well in Bambu Lab printers and official "
-"filaments as they were pre-calibrated and fine-tuned. For a regular "
-"filament, you usually won't need to perform a Flow Rate Calibration unless "
-"you still see the listed defects after you have done other calibrations. For "
-"more details, please check out the wiki article."
-msgstr ""
-"La calibration du débit mesure le ratio entre les volumes d’extrusion "
-"attendus et réels. Le réglage par défaut fonctionne bien sur les imprimantes "
-"Bambu Lab et les filaments officiels car ils ont été pré-calibrés et "
-"affinés. Pour un filament ordinaire, vous n’aurez généralement pas besoin "
-"d’effectuer une calibration du débit à moins que vous ne voyiez toujours les "
-"défauts répertoriés après avoir effectué d’autres calibrations. Pour plus de "
-"détails, veuillez consulter l’article du wiki."
-
-msgid ""
-"Auto Flow Rate Calibration utilizes Bambu Lab's Micro-Lidar technology, "
-"directly measuring the calibration patterns. However, please be advised that "
-"the efficacy and accuracy of this method may be compromised with specific "
-"types of materials. Particularly, filaments that are transparent or semi-"
-"transparent, sparkling-particled, or have a high-reflective finish may not "
-"be suitable for this calibration and can produce less-than-desirable "
-"results.\n"
+"La calibration automatique du débit utilise la technologie Micro-Lidar de Bambu Lab, mesurant directement les modèles de calibration. Cependant, veuillez noter que l’efficacité et la précision de cette méthode peuvent être compromises avec des types de matériaux spécifiques. En particulier, les filaments qui sont transparents ou semi-transparents, à particules scintillantes ou qui ont une finition hautement réfléchissante peuvent ne pas convenir à cette calibration et peuvent produire des résultats moins que souhaitables.\n"
"\n"
-"The calibration results may vary between each calibration or filament. We "
-"are still improving the accuracy and compatibility of this calibration "
-"through firmware updates over time.\n"
+"Les résultats d’étalonnage peuvent varier entre chaque calibration ou filament. Nous améliorons toujours la précision et la compatibilité de cette calibration grâce aux mises à jour du firmware au fil du temps.\n"
"\n"
-"Caution: Flow Rate Calibration is an advanced process, to be attempted only "
-"by those who fully understand its purpose and implications. Incorrect usage "
-"can lead to sub-par prints or printer damage. Please make sure to carefully "
-"read and understand the process before doing it."
-msgstr ""
-"La calibration automatique du débit utilise la technologie Micro-Lidar de "
-"Bambu Lab, mesurant directement les modèles de calibration. Cependant, "
-"veuillez noter que l’efficacité et la précision de cette méthode peuvent "
-"être compromises avec des types de matériaux spécifiques. En particulier, "
-"les filaments qui sont transparents ou semi-transparents, à particules "
-"scintillantes ou qui ont une finition hautement réfléchissante peuvent ne "
-"pas convenir à cette calibration et peuvent produire des résultats moins que "
-"souhaitables.\n"
-"\n"
-"Les résultats d’étalonnage peuvent varier entre chaque calibration ou "
-"filament. Nous améliorons toujours la précision et la compatibilité de cette "
-"calibration grâce aux mises à jour du firmware au fil du temps.\n"
-"\n"
-"Attention : la calibration du débit est un processus avancé, qui ne doit "
-"être tenté que par ceux qui comprennent parfaitement son objectif et ses "
-"implications. Une utilisation incorrecte peut entraîner des impressions de "
-"qualité inférieure ou endommager l’imprimante. Assurez-vous de lire "
-"attentivement et de comprendre le processus avant de le faire."
+"Attention : la calibration du débit est un processus avancé, qui ne doit être tenté que par ceux qui comprennent parfaitement son objectif et ses implications. Une utilisation incorrecte peut entraîner des impressions de qualité inférieure ou endommager l’imprimante. Assurez-vous de lire attentivement et de comprendre le processus avant de le faire."
msgid "When you need Max Volumetric Speed Calibration"
msgstr "Nécessité de la calibration de la vitesse volumétrique maximale"
@@ -15217,9 +12296,7 @@ msgid "Over-extrusion or under extrusion"
msgstr "Sur-extrusion ou sous-extrusion"
msgid "Max Volumetric Speed calibration is recommended when you print with:"
-msgstr ""
-"La calibration de la vitesse volumétrique maximale est recommandée lorsque "
-"vous imprimez avec :"
+msgstr "La calibration de la vitesse volumétrique maximale est recommandée lorsque vous imprimez avec :"
msgid "material with significant thermal shrinkage/expansion, such as..."
msgstr "un matériau avec un retrait/dilatation thermique important, tel que…"
@@ -15228,39 +12305,25 @@ msgid "materials with inaccurate filament diameter"
msgstr "des matériaux avec un diamètre de filament imprécis"
msgid "We found the best Flow Dynamics Calibration Factor"
-msgstr ""
-"Nous avons trouvé le meilleur facteur de calibration dynamique du débit"
+msgstr "Nous avons trouvé le meilleur facteur de calibration dynamique du débit"
-msgid ""
-"Part of the calibration failed! You may clean the plate and retry. The "
-"failed test result would be dropped."
-msgstr ""
-"Une partie de la calibration a échoué ! Vous pouvez nettoyer le plateau et "
-"réessayer. Le résultat du test échoué serai abandonné."
+msgid "Part of the calibration failed! You may clean the plate and retry. The failed test result would be dropped."
+msgstr "Une partie de la calibration a échoué ! Vous pouvez nettoyer le plateau et réessayer. Le résultat du test échoué serai abandonné."
-msgid ""
-"*We recommend you to add brand, materia, type, and even humidity level in "
-"the Name"
-msgstr ""
-"*Nous vous recommandons d’ajouter la marque, la matière, le type et même le "
-"niveau d’humidité dans le nom"
+msgid "*We recommend you to add brand, materia, type, and even humidity level in the Name"
+msgstr "*Nous vous recommandons d’ajouter la marque, la matière, le type et même le niveau d’humidité dans le nom"
msgid "Failed"
msgstr "Échoué"
msgid "Please enter the name you want to save to printer."
-msgstr ""
-"Veuillez saisir le nom que vous souhaitez enregistrer sur l’imprimante."
+msgstr "Veuillez saisir le nom que vous souhaitez enregistrer sur l’imprimante."
msgid "The name cannot exceed 40 characters."
msgstr "Le nom ne peut pas dépasser 40 caractères."
-msgid ""
-"Only one of the results with the same name will be saved. Are you sure you "
-"want to override the other results?"
-msgstr ""
-"Seul un des résultats portant le même nom sera enregistré. Êtes-vous sûr de "
-"vouloir annuler les autres résultats ?"
+msgid "Only one of the results with the same name will be saved. Are you sure you want to override the other results?"
+msgstr "Seul un des résultats portant le même nom sera enregistré. Êtes-vous sûr de vouloir annuler les autres résultats ?"
msgid "Please find the best line on your plate"
msgstr "Veuillez trouver la meilleure ligne sur votre plateau"
@@ -15302,9 +12365,7 @@ msgid "Please find the best object on your plate"
msgstr "Veuillez trouver le meilleur objet sur votre plateau"
msgid "Fill in the value above the block with smoothest top surface"
-msgstr ""
-"Remplissez la valeur au-dessus du bloc avec la surface supérieure la plus "
-"lisse"
+msgstr "Remplissez la valeur au-dessus du bloc avec la surface supérieure la plus lisse"
msgid "Skip Calibration2"
msgstr "Ignorer la Calibration 2"
@@ -15320,8 +12381,7 @@ msgid "Please choose a block with smoothest top surface."
msgstr "Veuillez choisir un bloc avec la surface supérieure la plus lisse."
msgid "Please input a valid value (0 <= Max Volumetric Speed <= 60)"
-msgstr ""
-"Veuillez entrer une valeur valide (0 <= Vitesse volumétrique max <= 60)"
+msgstr "Veuillez entrer une valeur valide (0 <= Vitesse volumétrique max <= 60)"
msgid "Calibration Type"
msgstr "Type de calibration"
@@ -15335,12 +12395,8 @@ msgstr "Calibration précise basée sur le ratio du débit"
msgid "Title"
msgstr "Titre"
-msgid ""
-"A test model will be printed. Please clear the build plate and place it back "
-"to the hot bed before calibration."
-msgstr ""
-"Un modèle de test sera imprimé. Veuillez nettoyer le plateau avant la "
-"calibration."
+msgid "A test model will be printed. Please clear the build plate and place it back to the hot bed before calibration."
+msgstr "Un modèle de test sera imprimé. Veuillez nettoyer le plateau avant la calibration."
msgid "Printing Parameters"
msgstr "Paramètres d’impression"
@@ -15364,8 +12420,7 @@ msgid ""
msgstr ""
"Conseils pour le matériau de calibration :\n"
"- Matériaux pouvant partager la même température du plateau\n"
-"- Différentes marques et familles de filaments (Marque = Bambu, Famille = "
-"Basique, Mat)"
+"- Différentes marques et familles de filaments (Marque = Bambu, Famille = Basique, Mat)"
msgid "Pattern"
msgstr "Motif"
@@ -15393,9 +12448,7 @@ msgid "Step value"
msgstr "Intervalle"
msgid "The nozzle diameter has been synchronized from the printer Settings"
-msgstr ""
-"Le diamètre de la buse a été synchronisé à partir des paramètres de "
-"l’imprimante"
+msgstr "Le diamètre de la buse a été synchronisé à partir des paramètres de l’imprimante"
msgid "From Volumetric Speed"
msgstr "Depuis la vitesse volumétrique"
@@ -15423,8 +12476,7 @@ msgstr "Action"
#, c-format, boost-format
msgid "This machine type can only hold %d history results per nozzle."
-msgstr ""
-"Ce type de machine ne peut contenir que %d résultats historiques par buse."
+msgstr "Ce type de machine ne peut contenir que %d résultats historiques par buse."
msgid "Edit Flow Dynamics Calibration"
msgstr "Editer la calibration dynamique du débit"
@@ -15620,9 +12672,7 @@ msgid "Upload to Printer Host with the following filename:"
msgstr "Envoyer vers l’imprimante avec le nom de fichier suivant :"
msgid "Use forward slashes ( / ) as a directory separator if needed."
-msgstr ""
-"Utilisez des barres obliques ( / ) comme séparateur de répertoire si "
-"nécessaire."
+msgstr "Utilisez des barres obliques ( / ) comme séparateur de répertoire si nécessaire."
msgid "Upload to storage"
msgstr "Envoyer vers le stockage"
@@ -15632,9 +12682,7 @@ msgstr "Passer à l’onglet Appareil après le téléchargement."
#, c-format, boost-format
msgid "Upload filename doesn't end with \"%s\". Do you wish to continue?"
-msgstr ""
-"Le nom du fichier envoyé ne se termine pas par \"%s\". Souhaitez-vous "
-"continuer ?"
+msgstr "Le nom du fichier envoyé ne se termine pas par \"%s\". Souhaitez-vous continuer ?"
msgid "Upload"
msgstr "Envoyer"
@@ -15677,8 +12725,7 @@ msgid "Error uploading to print host"
msgstr "Erreur lors de l’envoi vers l’hôte d’impression"
msgid "Unable to perform boolean operation on selected parts"
-msgstr ""
-"Impossible d’effectuer une opération booléenne sur les pièces sélectionnées"
+msgstr "Impossible d’effectuer une opération booléenne sur les pièces sélectionnées"
msgid "Mesh Boolean"
msgstr "Opérations booléennes"
@@ -15771,9 +12818,7 @@ msgid "Add Filament Preset under this filament"
msgstr "Ajouter un préréglage de filament sous ce filament"
msgid "We could create the filament presets for your following printer:"
-msgstr ""
-"Nous pourrions créer les préréglages de filaments pour votre imprimante "
-"suivante :"
+msgstr "Nous pourrions créer les préréglages de filaments pour votre imprimante suivante :"
msgid "Select Vendor"
msgstr "Sélectionner le fournisseur"
@@ -15803,60 +12848,39 @@ msgid "Create"
msgstr "Créer"
msgid "Vendor is not selected, please reselect vendor."
-msgstr ""
-"Le fournisseur n’est pas sélectionné, veuillez le sélectionner à nouveau."
+msgstr "Le fournisseur n’est pas sélectionné, veuillez le sélectionner à nouveau."
msgid "Custom vendor is not input, please input custom vendor."
-msgstr ""
-"Le fournisseur personnalisé n’est pas saisi, veuillez saisir le fournisseur "
-"personnalisé."
+msgstr "Le fournisseur personnalisé n’est pas saisi, veuillez saisir le fournisseur personnalisé."
-msgid ""
-"\"Bambu\" or \"Generic\" can not be used as a Vendor for custom filaments."
-msgstr ""
-"« Bambu » ou « Générique » ne peuvent pas être utilisés comme fournisseur de "
-"filaments personnalisés."
+msgid "\"Bambu\" or \"Generic\" can not be used as a Vendor for custom filaments."
+msgstr "« Bambu » ou « Générique » ne peuvent pas être utilisés comme fournisseur de filaments personnalisés."
msgid "Filament type is not selected, please reselect type."
-msgstr ""
-"Le type de filament n’est pas sélectionné, veuillez resélectionner le type."
+msgstr "Le type de filament n’est pas sélectionné, veuillez resélectionner le type."
msgid "Filament serial is not inputed, please input serial."
-msgstr ""
-"Le numéro de série du filament n’est pas saisi, veuillez saisir le numéro de "
-"série."
+msgstr "Le numéro de série du filament n’est pas saisi, veuillez saisir le numéro de série."
-msgid ""
-"There may be escape characters in the vendor or serial input of filament. "
-"Please delete and re-enter."
-msgstr ""
-"Il peut y avoir des caractères d’échappement dans l’entrée du fournisseur ou "
-"du numéro de série du filament. Veuillez les supprimer et les saisir à "
-"nouveau."
+msgid "There may be escape characters in the vendor or serial input of filament. Please delete and re-enter."
+msgstr "Il peut y avoir des caractères d’échappement dans l’entrée du fournisseur ou du numéro de série du filament. Veuillez les supprimer et les saisir à nouveau."
msgid "All inputs in the custom vendor or serial are spaces. Please re-enter."
-msgstr ""
-"Toutes les entrées dans le vendeur ou le numéro de série personnalisé sont "
-"des espaces. Veuillez les saisir à nouveau."
+msgstr "Toutes les entrées dans le vendeur ou le numéro de série personnalisé sont des espaces. Veuillez les saisir à nouveau."
msgid "The vendor can not be a number. Please re-enter."
msgstr "Le vendeur ne peut pas être un numéro. Veuillez le saisir à nouveau."
-msgid ""
-"You have not selected a printer or preset yet. Please select at least one."
-msgstr ""
-"Vous n’avez pas encore sélectionné d’imprimante ou de préréglage. Veuillez "
-"en sélectionner au moins un."
+msgid "You have not selected a printer or preset yet. Please select at least one."
+msgstr "Vous n’avez pas encore sélectionné d’imprimante ou de préréglage. Veuillez en sélectionner au moins un."
#, c-format, boost-format
msgid ""
"The Filament name %s you created already exists. \n"
-"If you continue creating, the preset created will be displayed with its full "
-"name. Do you want to continue?"
+"If you continue creating, the preset created will be displayed with its full name. Do you want to continue?"
msgstr ""
"Le nom de filament %s que vous avez créé existe déjà. \n"
-"Si vous continuez la création, le réglage créé sera affiché avec son nom "
-"complet. Voulez-vous continuer ?"
+"Si vous continuez la création, le réglage créé sera affiché avec son nom complet. Voulez-vous continuer ?"
msgid "Some existing presets have failed to be created, as follows:\n"
msgstr "Certains préréglages existants n’ont pas été créés, comme suit :\n"
@@ -15869,14 +12893,11 @@ msgstr ""
"Voulez-vous le réécrire ?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
-"Nous renommerions les préréglages en « Vendor Type Serial @printer you "
-"selected ». \n"
-"Pour ajouter des préréglages pour d’autres imprimantes, veuillez aller à la "
-"sélection de l’imprimante."
+"Nous renommerions les préréglages en « Vendor Type Serial @printer you selected ». \n"
+"Pour ajouter des préréglages pour d’autres imprimantes, veuillez aller à la sélection de l’imprimante."
msgid "Create Printer/Nozzle"
msgstr "Créer une imprimante/buse"
@@ -15899,7 +12920,7 @@ msgstr "Importer un préréglage"
msgid "Create Type"
msgstr "Créer un type"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "Le modèle n’est pas trouvé, il faut resélectionner le fournisseur."
msgid "Select Model"
@@ -15940,22 +12961,18 @@ msgid "The file exceeds %d MB, please import again."
msgstr "Le fichier dépasse %d MB, veuillez réimporter."
msgid "Exception in obtaining file size, please import again."
-msgstr ""
-"Exception dans l’obtention de la taille du fichier, veuillez importer à "
-"nouveau."
+msgstr "Exception dans l’obtention de la taille du fichier, veuillez importer à nouveau."
msgid "Preset path is not find, please reselect vendor."
-msgstr ""
-"Le chemin d’accès prédéfini n’est pas trouvé, veuillez resélectionner le "
-"vendeur."
+msgstr "Le chemin d’accès prédéfini n’est pas trouvé, veuillez resélectionner le vendeur."
msgid "The printer model was not found, please reselect."
msgstr "Le modèle d’imprimante n’a pas été trouvé, veuillez resélectionner."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "Le diamètre de la buse n’est pas bon, resélectionner l’emplacement."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "Le préréglage de l’imprimante n’est pas bon, placez le préréglage."
msgid "Printer Preset"
@@ -15973,40 +12990,24 @@ msgstr "Modèle de préréglage de traitement"
msgid "Back Page 1"
msgstr "Retour à la page 1"
-msgid ""
-"You have not yet chosen which printer preset to create based on. Please "
-"choose the vendor and model of the printer"
-msgstr ""
-"Vous n’avez pas encore choisi le préréglage de l’imprimante sur lequel "
-"créer. Veuillez choisir le fournisseur et le modèle de l’imprimante"
+msgid "You have not yet chosen which printer preset to create based on. Please choose the vendor and model of the printer"
+msgstr "Vous n’avez pas encore choisi le préréglage de l’imprimante sur lequel créer. Veuillez choisir le fournisseur et le modèle de l’imprimante"
-msgid ""
-"You have entered an illegal input in the printable area section on the first "
-"page. Please check before creating it."
-msgstr ""
-"Vous avez introduit une donnée illégale dans la section « zone imprimable » "
-"de la première page. Veuillez vérifier avant de la créer."
+msgid "You have entered an illegal input in the printable area section on the first page. Please check before creating it."
+msgstr "Vous avez introduit une donnée illégale dans la section « zone imprimable » de la première page. Veuillez vérifier avant de la créer."
msgid "The custom printer or model is not inputed, place input."
-msgstr ""
-"L’imprimante ou le modèle personnalisé n’est pas saisi, placer la saisie."
+msgstr "L’imprimante ou le modèle personnalisé n’est pas saisi, placer la saisie."
msgid ""
-"The printer preset you created already has a preset with the same name. Do "
-"you want to overwrite it?\n"
-"\tYes: Overwrite the printer preset with the same name, and filament and "
-"process presets with the same preset name will be recreated \n"
-"and filament and process presets without the same preset name will be "
-"reserve.\n"
+"The printer preset you created already has a preset with the same name. Do you want to overwrite it?\n"
+"\tYes: Overwrite the printer preset with the same name, and filament and process presets with the same preset name will be recreated \n"
+"and filament and process presets without the same preset name will be reserve.\n"
"\tCancel: Do not create a preset, return to the creation interface."
msgstr ""
-"Le préréglage d’imprimante que vous avez créé possède déjà un préréglage "
-"portant le même nom. Voulez-vous l’écraser ?\n"
-"\tOui : écraser le préréglage d’imprimante portant le même nom, et les "
-"préréglages de filament et de traitement portant le même nom de préréglage "
-"seront recréés. \n"
-"et les préréglages de filament et de processus sans le même nom de "
-"préréglage seront réservés.\n"
+"Le préréglage d’imprimante que vous avez créé possède déjà un préréglage portant le même nom. Voulez-vous l’écraser ?\n"
+"\tOui : écraser le préréglage d’imprimante portant le même nom, et les préréglages de filament et de traitement portant le même nom de préréglage seront recréés. \n"
+"et les préréglages de filament et de processus sans le même nom de préréglage seront réservés.\n"
"\tAnnuler : Ne pas créer de préréglage, revenir à l’interface de création."
msgid "You need to select at least one filament preset."
@@ -16027,36 +13028,20 @@ msgstr "Le vendeur n’est pas trouvé, veuillez resélectionner."
msgid "Current vendor has no models, please reselect."
msgstr "Le vendeur actuel n’a pas de modèle, veuillez resélectionner."
-msgid ""
-"You have not selected the vendor and model or inputed the custom vendor and "
-"model."
-msgstr ""
-"Vous n’avez pas sélectionné le fournisseur et le modèle ou introduit le "
-"fournisseur et le modèle personnalisés."
+msgid "You have not selected the vendor and model or inputed the custom vendor and model."
+msgstr "Vous n’avez pas sélectionné le fournisseur et le modèle ou introduit le fournisseur et le modèle personnalisés."
-msgid ""
-"There may be escape characters in the custom printer vendor or model. Please "
-"delete and re-enter."
-msgstr ""
-"Il peut y avoir des caractères d’échappement dans le fournisseur ou le "
-"modèle de l’imprimante personnalisée. Veuillez les supprimer et les saisir à "
-"nouveau."
+msgid "There may be escape characters in the custom printer vendor or model. Please delete and re-enter."
+msgstr "Il peut y avoir des caractères d’échappement dans le fournisseur ou le modèle de l’imprimante personnalisée. Veuillez les supprimer et les saisir à nouveau."
-msgid ""
-"All inputs in the custom printer vendor or model are spaces. Please re-enter."
-msgstr ""
-"Toutes les entrées dans le modèle ou le fournisseur de l’imprimante "
-"personnalisée sont des espaces. Veuillez les saisir à nouveau."
+msgid "All inputs in the custom printer vendor or model are spaces. Please re-enter."
+msgstr "Toutes les entrées dans le modèle ou le fournisseur de l’imprimante personnalisée sont des espaces. Veuillez les saisir à nouveau."
msgid "Please check bed printable shape and origin input."
-msgstr ""
-"Veuillez vérifier la forme imprimable du plateau et l’entrée de l’origine."
+msgstr "Veuillez vérifier la forme imprimable du plateau et l’entrée de l’origine."
-msgid ""
-"You have not yet selected the printer to replace the nozzle, please choose."
-msgstr ""
-"Vous n’avez pas encore sélectionné l’imprimante pour remplacer la buse, "
-"veuillez choisir."
+msgid "You have not yet selected the printer to replace the nozzle, please choose."
+msgstr "Vous n’avez pas encore sélectionné l’imprimante pour remplacer la buse, veuillez choisir."
msgid "Create Printer Successful"
msgstr "Création d’une imprimante réussie"
@@ -16068,40 +13053,28 @@ msgid "Printer Created"
msgstr "Imprimante créée"
msgid "Please go to printer settings to edit your presets"
-msgstr ""
-"Veuillez aller dans les paramètres de l’imprimante pour modifier vos "
-"préréglages."
+msgstr "Veuillez aller dans les paramètres de l’imprimante pour modifier vos préréglages."
msgid "Filament Created"
msgstr "Filament créé"
msgid ""
"Please go to filament setting to edit your presets if you need.\n"
-"Please note that nozzle temperature, hot bed temperature, and maximum "
-"volumetric speed has a significant impact on printing quality. Please set "
-"them carefully."
+"Please note that nozzle temperature, hot bed temperature, and maximum volumetric speed has a significant impact on printing quality. Please set them carefully."
msgstr ""
-"Si vous le souhaitez, vous pouvez modifier vos préréglages dans les "
-"paramètres du filament.\n"
-"Veuillez noter que la température de la buse, la température du plateau "
-"chaud et la vitesse volumétrique maximale ont un impact significatif sur la "
-"qualité d’impression. Veuillez les régler avec soin."
+"Si vous le souhaitez, vous pouvez modifier vos préréglages dans les paramètres du filament.\n"
+"Veuillez noter que la température de la buse, la température du plateau chaud et la vitesse volumétrique maximale ont un impact significatif sur la qualité d’impression. Veuillez les régler avec soin."
msgid ""
"\n"
"\n"
-"Orca has detected that your user presets synchronization function is not "
-"enabled, which may result in unsuccessful Filament settings on the Device "
-"page. \n"
+"Orca has detected that your user presets synchronization function is not enabled, which may result in unsuccessful Filament settings on the Device page. \n"
"Click \"Sync user presets\" to enable the synchronization function."
msgstr ""
"\n"
"\n"
-"Studio a détecté que la fonction de synchronisation des réglages utilisateur "
-"n’est pas activée, ce qui peut entraîner l’échec des réglages du filament "
-"sur la page Device. \n"
-"Cliquez sur « Synchroniser les réglages prédéfinis de l’utilisateur « pour "
-"activer la fonction de synchronisation."
+"Studio a détecté que la fonction de synchronisation des réglages utilisateur n’est pas activée, ce qui peut entraîner l’échec des réglages du filament sur la page Device. \n"
+"Cliquez sur « Synchroniser les réglages prédéfinis de l’utilisateur « pour activer la fonction de synchronisation."
msgid "Printer Setting"
msgstr "Réglage de l’imprimante"
@@ -16141,22 +13114,17 @@ msgstr "Exportation réussie"
#, c-format, boost-format
msgid ""
-"The '%s' folder already exists in the current directory. Do you want to "
-"clear it and rebuild it.\n"
-"If not, a time suffix will be added, and you can modify the name after "
-"creation."
+"The '%s' folder already exists in the current directory. Do you want to clear it and rebuild it.\n"
+"If not, a time suffix will be added, and you can modify the name after creation."
msgstr ""
-"Le dossier ‘%s’ existe déjà dans le répertoire actuel. Voulez-vous l’effacer "
-"et le reconstruire ?\n"
-"Si ce n’est pas le cas, un suffixe temporel sera ajouté, et vous pourrez "
-"modifier le nom après la création."
+"Le dossier ‘%s’ existe déjà dans le répertoire actuel. Voulez-vous l’effacer et le reconstruire ?\n"
+"Si ce n’est pas le cas, un suffixe temporel sera ajouté, et vous pourrez modifier le nom après la création."
msgid ""
"Printer and all the filament&&process presets that belongs to the printer. \n"
"Can be shared with others."
msgstr ""
-"Imprimante et tous les préréglages de filament et de traitement qui "
-"appartiennent à l’imprimante. \n"
+"Imprimante et tous les préréglages de filament et de traitement qui appartiennent à l’imprimante. \n"
"Peut être partagé avec d’autres."
msgid ""
@@ -16166,45 +13134,28 @@ msgstr ""
"Préréglage du remplissage par l’utilisateur. \n"
"Peut être partagé avec d’autres."
-msgid ""
-"Only display printer names with changes to printer, filament, and process "
-"presets."
-msgstr ""
-"N’afficher que les noms d’imprimantes avec les modifications apportées aux "
-"préréglages de l’imprimante, du filament et du traitement."
+msgid "Only display printer names with changes to printer, filament, and process presets."
+msgstr "N’afficher que les noms d’imprimantes avec les modifications apportées aux préréglages de l’imprimante, du filament et du traitement."
msgid "Only display the filament names with changes to filament presets."
-msgstr ""
-"N’affichez que les noms des filaments lorsque vous modifiez les préréglages "
-"des filaments."
+msgstr "N’affichez que les noms des filaments lorsque vous modifiez les préréglages des filaments."
-msgid ""
-"Only printer names with user printer presets will be displayed, and each "
-"preset you choose will be exported as a zip."
-msgstr ""
-"Seuls les noms d’imprimantes avec des préréglages d’imprimante utilisateur "
-"seront affichés, et chaque préréglage que vous choisissez sera exporté sous "
-"forme de fichier zip."
+msgid "Only printer names with user printer presets will be displayed, and each preset you choose will be exported as a zip."
+msgstr "Seuls les noms d’imprimantes avec des préréglages d’imprimante utilisateur seront affichés, et chaque préréglage que vous choisissez sera exporté sous forme de fichier zip."
msgid ""
"Only the filament names with user filament presets will be displayed, \n"
-"and all user filament presets in each filament name you select will be "
-"exported as a zip."
+"and all user filament presets in each filament name you select will be exported as a zip."
msgstr ""
-"Seuls les noms de filaments contenant des préréglages de filaments "
-"utilisateur seront affichés, \n"
-"et tous les préréglages de filament d’utilisateur dans chaque nom de "
-"filament que vous sélectionnez seront exportés sous forme de fichier zip."
+"Seuls les noms de filaments contenant des préréglages de filaments utilisateur seront affichés, \n"
+"et tous les préréglages de filament d’utilisateur dans chaque nom de filament que vous sélectionnez seront exportés sous forme de fichier zip."
msgid ""
"Only printer names with changed process presets will be displayed, \n"
-"and all user process presets in each printer name you select will be "
-"exported as a zip."
+"and all user process presets in each printer name you select will be exported as a zip."
msgstr ""
-"Seuls les noms d’imprimantes dont les préréglages de traitement ont été "
-"modifiés seront affichés, \n"
-"et tous les préréglages de processus de l’utilisateur dans chaque nom "
-"d’imprimante que vous sélectionnez seront exportés sous forme de fichier zip."
+"Seuls les noms d’imprimantes dont les préréglages de traitement ont été modifiés seront affichés, \n"
+"et tous les préréglages de processus de l’utilisateur dans chaque nom d’imprimante que vous sélectionnez seront exportés sous forme de fichier zip."
msgid "Please select at least one printer or filament."
msgstr "Veuillez sélectionner au moins une imprimante ou un filament."
@@ -16213,9 +13164,7 @@ msgid "Please select a type you want to export"
msgstr "Veuillez sélectionner le type de produit que vous souhaitez exporter"
msgid "Failed to create temporary folder, please try Export Configs again."
-msgstr ""
-"Échec de la création d’un dossier temporaire, veuillez réessayer d’exporter "
-"les configurations."
+msgstr "Échec de la création d’un dossier temporaire, veuillez réessayer d’exporter les configurations."
msgid "Edit Filament"
msgstr "Modifier le filament"
@@ -16223,16 +13172,11 @@ msgstr "Modifier le filament"
msgid "Filament presets under this filament"
msgstr "Préréglages du filament sous ce filament"
-msgid ""
-"Note: If the only preset under this filament is deleted, the filament will "
-"be deleted after exiting the dialog."
-msgstr ""
-"Remarque : si le seul préréglage sous ce filament est supprimé, le filament "
-"sera supprimé après avoir quitté la boîte de dialogue."
+msgid "Note: If the only preset under this filament is deleted, the filament will be deleted after exiting the dialog."
+msgstr "Remarque : si le seul préréglage sous ce filament est supprimé, le filament sera supprimé après avoir quitté la boîte de dialogue."
msgid "Presets inherited by other presets can not be deleted"
-msgstr ""
-"Les préréglages hérités d’autres préréglages ne peuvent pas être supprimés."
+msgstr "Les préréglages hérités d’autres préréglages ne peuvent pas être supprimés."
msgid "The following presets inherits this preset."
msgid_plural "The following preset inherits this preset."
@@ -16256,13 +13200,10 @@ msgstr "Supprimer le filament"
msgid ""
"All the filament presets belong to this filament would be deleted. \n"
-"If you are using this filament on your printer, please reset the filament "
-"information for that slot."
+"If you are using this filament on your printer, please reset the filament information for that slot."
msgstr ""
-"Tous les préréglages de filaments appartenant à ce filament seront "
-"supprimés. \n"
-"Si vous utilisez ce filament sur votre imprimante, veuillez réinitialiser "
-"les informations relatives au filament pour cet emplacement."
+"Tous les préréglages de filaments appartenant à ce filament seront supprimés. \n"
+"Si vous utilisez ce filament sur votre imprimante, veuillez réinitialiser les informations relatives au filament pour cet emplacement."
msgid "Delete filament"
msgstr "Supprimer le filament"
@@ -16277,9 +13218,7 @@ msgid "Copy preset from filament"
msgstr "Copier le préréglage du filament"
msgid "The filament choice not find filament preset, please reselect it"
-msgstr ""
-"Le choix du filament ne correspond pas à la présélection du filament, "
-"veuillez le resélectionner."
+msgstr "Le choix du filament ne correspond pas à la présélection du filament, veuillez le resélectionner."
msgid "[Delete Required]"
msgstr "[Suppression requise]"
@@ -16300,12 +13239,8 @@ msgstr "Astuces quotidiennes"
msgid "nozzle memorized: %.1f %s"
msgstr "buse mémorisée : %.1f %s"
-msgid ""
-"Your nozzle diameter in preset is not consistent with memorized nozzle "
-"diameter. Did you change your nozzle lately?"
-msgstr ""
-"Le diamètre de la buse dans le préréglage ne correspond pas au diamètre de "
-"la buse mémorisé. Avez-vous changé de buse récemment ?"
+msgid "Your nozzle diameter in preset is not consistent with memorized nozzle diameter. Did you change your nozzle lately?"
+msgstr "Le diamètre de la buse dans le préréglage ne correspond pas au diamètre de la buse mémorisé. Avez-vous changé de buse récemment ?"
#, c-format, boost-format
msgid "*Printing %s material with %s may cause nozzle damage"
@@ -16317,12 +13252,8 @@ msgstr "Nécessité de sélectionner une imprimante"
msgid "The start, end or step is not valid value."
msgstr "Le début, la fin ou l’intervalle n’est pas une valeur valide."
-msgid ""
-"Unable to calibrate: maybe because the set calibration value range is too "
-"large, or the step is too small"
-msgstr ""
-"Impossible de calibrer : il est possible que la plage de valeurs de "
-"calibrage définie est trop grande ou que l’intervalle est trop petit"
+msgid "Unable to calibrate: maybe because the set calibration value range is too large, or the step is too small"
+msgstr "Impossible de calibrer : il est possible que la plage de valeurs de calibrage définie est trop grande ou que l’intervalle est trop petit"
msgid "Physical Printer"
msgstr "Imprimante Physique"
@@ -16343,47 +13274,32 @@ msgid "Refresh Printers"
msgstr "Actualiser les imprimantes"
msgid "View print host webui in Device tab"
-msgstr ""
-"Afficher l’interface web de l’hôte d’impression dans l’onglet Périphérique"
+msgstr "Afficher l’interface web de l’hôte d’impression dans l’onglet Périphérique"
msgid "Replace the BambuLab's device tab with print host webui"
msgstr "Remplacer l’onglet device de BambuLab par print host webui"
-msgid ""
-"HTTPS CA file is optional. It is only needed if you use HTTPS with a self-"
-"signed certificate."
-msgstr ""
-"Le fichier CA HTTPS est facultatif. Il n'est nécessaire que si vous utilisez "
-"HTTPS avec un certificat auto-signé."
+msgid "HTTPS CA file is optional. It is only needed if you use HTTPS with a self-signed certificate."
+msgstr "Le fichier CA HTTPS est facultatif. Il n'est nécessaire que si vous utilisez HTTPS avec un certificat auto-signé."
msgid "Certificate files (*.crt, *.pem)|*.crt;*.pem|All files|*.*"
-msgstr ""
-"Fichiers de certificat (*.crt, *.pem)|*.crt;*.pem|Tous les fichiers|*.*"
+msgstr "Fichiers de certificat (*.crt, *.pem)|*.crt;*.pem|Tous les fichiers|*.*"
msgid "Open CA certificate file"
msgstr "Ouvrir le fichier de certificat CA"
#, c-format, boost-format
-msgid ""
-"On this system, %s uses HTTPS certificates from the system Certificate Store "
-"or Keychain."
-msgstr ""
-"Sur ce système, %s utilise les certificats HTTPS du magasin de certificats "
-"du système ou du trousseau."
+msgid "On this system, %s uses HTTPS certificates from the system Certificate Store or Keychain."
+msgstr "Sur ce système, %s utilise les certificats HTTPS du magasin de certificats du système ou du trousseau."
-msgid ""
-"To use a custom CA file, please import your CA file into Certificate Store / "
-"Keychain."
-msgstr ""
-"Pour utiliser un certificat personnalisé, veuillez importer votre fichier "
-"dans magasin de certificats / trousseau."
+msgid "To use a custom CA file, please import your CA file into Certificate Store / Keychain."
+msgstr "Pour utiliser un certificat personnalisé, veuillez importer votre fichier dans magasin de certificats / trousseau."
msgid "Login/Test"
msgstr "Connexion/Test"
msgid "Connection to printers connected via the print host failed."
-msgstr ""
-"La connexion aux imprimantes connectées via l’hôte d’impression a échoué."
+msgstr "La connexion aux imprimantes connectées via l’hôte d’impression a échoué."
#, c-format, boost-format
msgid "Mismatched type of print host: %s"
@@ -16417,19 +13333,13 @@ msgid "Upload not enabled on FlashAir card."
msgstr "Le téléchargement n’est pas activé sur la carte FlashAir."
msgid "Connection to FlashAir works correctly and upload is enabled."
-msgstr ""
-"La connexion à FlashAir fonctionne correctement et le téléchargement est "
-"activé."
+msgstr "La connexion à FlashAir fonctionne correctement et le téléchargement est activé."
msgid "Could not connect to FlashAir"
msgstr "Impossible de se connecter à FlashAir"
-msgid ""
-"Note: FlashAir with firmware 2.00.02 or newer and activated upload function "
-"is required."
-msgstr ""
-"Note : FlashAir avec le firmware 2.00.02 ou plus récent et la fonction de "
-"téléchargement activée sont nécessaires."
+msgid "Note: FlashAir with firmware 2.00.02 or newer and activated upload function is required."
+msgstr "Note : FlashAir avec le firmware 2.00.02 ou plus récent et la fonction de téléchargement activée sont nécessaires."
msgid "Connection to MKS works correctly."
msgstr "La connexion à MKS fonctionne correctement."
@@ -16474,9 +13384,7 @@ msgstr "%1% : pas d’espace libre"
#. TRN %1% = host
#, boost-format
msgid "Upload has failed. There is no suitable storage found at %1%."
-msgstr ""
-"Le téléchargement a échoué. Aucun espace de stockage approprié n’a été "
-"trouvé à %1%."
+msgstr "Le téléchargement a échoué. Aucun espace de stockage approprié n’a été trouvé à %1%."
msgid "Connection to Prusa Connect works correctly."
msgstr "La connexion à Prusa Connect fonctionne correctement."
@@ -16521,285 +13429,89 @@ msgstr ""
"Corps du message : « %1% »\n"
"Erreur : « %2% »"
-msgid ""
-"It has a small layer height, and results in almost negligible layer lines "
-"and high printing quality. It is suitable for most general printing cases."
-msgstr ""
-"Sa faible hauteur de couche permet d’obtenir des lignes de couche presque "
-"négligeables et une grande qualité d’impression. Il convient à la plupart "
-"des cas d’impression générale."
+msgid "It has a small layer height, and results in almost negligible layer lines and high printing quality. It is suitable for most general printing cases."
+msgstr "Sa faible hauteur de couche permet d’obtenir des lignes de couche presque négligeables et une grande qualité d’impression. Il convient à la plupart des cas d’impression générale."
-msgid ""
-"Compared with the default profile of a 0.2 mm nozzle, it has lower speeds "
-"and acceleration, and the sparse infill pattern is Gyroid. So, it results in "
-"much higher printing quality, but a much longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,2 mm, la vitesse et "
-"l’accélération sont plus faibles, et le motif de remplissage épars est "
-"gyroïde. Il en résulte donc une qualité d’impression nettement supérieure, "
-"mais un temps d’impression beaucoup plus long."
+msgid "Compared with the default profile of a 0.2 mm nozzle, it has lower speeds and acceleration, and the sparse infill pattern is Gyroid. So, it results in much higher printing quality, but a much longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,2 mm, la vitesse et l’accélération sont plus faibles, et le motif de remplissage épars est gyroïde. Il en résulte donc une qualité d’impression nettement supérieure, mais un temps d’impression beaucoup plus long."
-msgid ""
-"Compared with the default profile of a 0.2 mm nozzle, it has a slightly "
-"bigger layer height, and results in almost negligible layer lines, and "
-"slightly shorter printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,2 mm, il présente une "
-"hauteur de couche légèrement supérieure, ce qui se traduit par des lignes de "
-"couche presque négligeables et un temps d’impression légèrement plus court."
+msgid "Compared with the default profile of a 0.2 mm nozzle, it has a slightly bigger layer height, and results in almost negligible layer lines, and slightly shorter printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,2 mm, il présente une hauteur de couche légèrement supérieure, ce qui se traduit par des lignes de couche presque négligeables et un temps d’impression légèrement plus court."
-msgid ""
-"Compared with the default profile of a 0.2 mm nozzle, it has a bigger layer "
-"height, and results in slightly visible layer lines, but shorter printing "
-"time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,2 mm, il présente une "
-"hauteur de couche plus importante, ce qui se traduit par des lignes de "
-"couche légèrement visibles, mais un temps d’impression plus court."
+msgid "Compared with the default profile of a 0.2 mm nozzle, it has a bigger layer height, and results in slightly visible layer lines, but shorter printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,2 mm, il présente une hauteur de couche plus importante, ce qui se traduit par des lignes de couche légèrement visibles, mais un temps d’impression plus court."
-msgid ""
-"Compared with the default profile of a 0.2 mm nozzle, it has a smaller layer "
-"height, and results in almost invisible layer lines and higher printing "
-"quality, but shorter printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,2 mm, il présente une "
-"hauteur de couche plus petite, ce qui permet d’obtenir des lignes de couche "
-"presque invisibles et une qualité d’impression supérieure, mais aussi un "
-"temps d’impression plus court."
+msgid "Compared with the default profile of a 0.2 mm nozzle, it has a smaller layer height, and results in almost invisible layer lines and higher printing quality, but shorter printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,2 mm, il présente une hauteur de couche plus petite, ce qui permet d’obtenir des lignes de couche presque invisibles et une qualité d’impression supérieure, mais aussi un temps d’impression plus court."
-msgid ""
-"Compared with the default profile of a 0.2 mm nozzle, it has a smaller layer "
-"lines, lower speeds and acceleration, and the sparse infill pattern is "
-"Gyroid. So, it results in almost invisible layer lines and much higher "
-"printing quality, but much longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,2 mm, il présente des "
-"lignes de couche plus petites, des vitesses et des accélérations plus "
-"faibles, et le motif de remplissage clairsemé est gyroïde. Il en résulte "
-"donc des lignes de couche presque invisibles et une qualité d’impression "
-"bien supérieure, mais un temps d’impression bien plus long."
+msgid "Compared with the default profile of a 0.2 mm nozzle, it has a smaller layer lines, lower speeds and acceleration, and the sparse infill pattern is Gyroid. So, it results in almost invisible layer lines and much higher printing quality, but much longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,2 mm, il présente des lignes de couche plus petites, des vitesses et des accélérations plus faibles, et le motif de remplissage clairsemé est gyroïde. Il en résulte donc des lignes de couche presque invisibles et une qualité d’impression bien supérieure, mais un temps d’impression bien plus long."
-msgid ""
-"Compared with the default profile of 0.2 mm nozzle, it has a smaller layer "
-"height, and results in minimal layer lines and higher printing quality, but "
-"shorter printing time."
-msgstr ""
-"Par rapport au profil par défaut de la buse de 0,2 mm, il présente une "
-"hauteur de couche plus petite, ce qui se traduit par des lignes de couche "
-"minimales et une qualité d’impression supérieure, mais aussi par un temps "
-"d’impression plus court."
+msgid "Compared with the default profile of 0.2 mm nozzle, it has a smaller layer height, and results in minimal layer lines and higher printing quality, but shorter printing time."
+msgstr "Par rapport au profil par défaut de la buse de 0,2 mm, il présente une hauteur de couche plus petite, ce qui se traduit par des lignes de couche minimales et une qualité d’impression supérieure, mais aussi par un temps d’impression plus court."
-msgid ""
-"Compared with the default profile of a 0.2 mm nozzle, it has a smaller layer "
-"lines, lower speeds and acceleration, and the sparse infill pattern is "
-"Gyroid. So, it results in minimal layer lines and much higher printing "
-"quality, but much longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,2 mm, il présente des "
-"lignes de couche plus petites, des vitesses et des accélérations plus "
-"faibles, et le motif de remplissage clairsemé est gyroïde. Il en résulte "
-"donc des lignes de couche minimales et une qualité d’impression nettement "
-"supérieure, mais un temps d’impression beaucoup plus long."
+msgid "Compared with the default profile of a 0.2 mm nozzle, it has a smaller layer lines, lower speeds and acceleration, and the sparse infill pattern is Gyroid. So, it results in minimal layer lines and much higher printing quality, but much longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,2 mm, il présente des lignes de couche plus petites, des vitesses et des accélérations plus faibles, et le motif de remplissage clairsemé est gyroïde. Il en résulte donc des lignes de couche minimales et une qualité d’impression nettement supérieure, mais un temps d’impression beaucoup plus long."
-msgid ""
-"It has a general layer height, and results in general layer lines and "
-"printing quality. It is suitable for most general printing cases."
-msgstr ""
-"Il présente une hauteur de couche générale, ce qui se traduit par des lignes "
-"de couche et une qualité d’impression générales. Il convient à la plupart "
-"des cas d’impression générale."
+msgid "It has a general layer height, and results in general layer lines and printing quality. It is suitable for most general printing cases."
+msgstr "Il présente une hauteur de couche générale, ce qui se traduit par des lignes de couche et une qualité d’impression générales. Il convient à la plupart des cas d’impression générale."
-msgid ""
-"Compared with the default profile of a 0.4 mm nozzle, it has more wall loops "
-"and a higher sparse infill density. So, it results in higher strength of the "
-"prints, but more filament consumption and longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,4 mm, il présente plus de "
-"boucles de paroi et une densité de remplissage clairsemée plus élevée. Il en "
-"résulte donc une plus grande solidité des impressions, mais une plus grande "
-"consommation de filament et un temps d’impression plus long."
+msgid "Compared with the default profile of a 0.4 mm nozzle, it has more wall loops and a higher sparse infill density. So, it results in higher strength of the prints, but more filament consumption and longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,4 mm, il présente plus de boucles de paroi et une densité de remplissage clairsemée plus élevée. Il en résulte donc une plus grande solidité des impressions, mais une plus grande consommation de filament et un temps d’impression plus long."
-msgid ""
-"Compared with the default profile of a 0.4 mm nozzle, it has a bigger layer "
-"height, and results in more apparent layer lines and lower printing quality, "
-"but slightly shorter printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une "
-"hauteur de couche plus importante, ce qui se traduit par des lignes de "
-"couche plus apparentes et une qualité d’impression moindre, mais un temps "
-"d’impression légèrement plus court."
+msgid "Compared with the default profile of a 0.4 mm nozzle, it has a bigger layer height, and results in more apparent layer lines and lower printing quality, but slightly shorter printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une hauteur de couche plus importante, ce qui se traduit par des lignes de couche plus apparentes et une qualité d’impression moindre, mais un temps d’impression légèrement plus court."
-msgid ""
-"Compared with the default profile of a 0.4 mm nozzle, it has a bigger layer "
-"height, and results in more apparent layer lines and lower printing quality, "
-"but shorter printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une "
-"hauteur de couche plus importante, ce qui se traduit par des lignes de "
-"couche plus apparentes et une qualité d’impression moindre, mais un temps "
-"d’impression plus court."
+msgid "Compared with the default profile of a 0.4 mm nozzle, it has a bigger layer height, and results in more apparent layer lines and lower printing quality, but shorter printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une hauteur de couche plus importante, ce qui se traduit par des lignes de couche plus apparentes et une qualité d’impression moindre, mais un temps d’impression plus court."
-msgid ""
-"Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer "
-"height, and results in less apparent layer lines and higher printing "
-"quality, but longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une "
-"hauteur de couche plus petite, ce qui se traduit par des lignes de couche "
-"moins apparentes et une meilleure qualité d’impression, mais un temps "
-"d’impression plus long."
+msgid "Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer height, and results in less apparent layer lines and higher printing quality, but longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une hauteur de couche plus petite, ce qui se traduit par des lignes de couche moins apparentes et une meilleure qualité d’impression, mais un temps d’impression plus long."
-msgid ""
-"Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer "
-"height, lower speeds and acceleration, and the sparse infill pattern is "
-"Gyroid. So, it results in less apparent layer lines and much higher printing "
-"quality, but much longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une "
-"hauteur de couche plus petite, des vitesses et des accélérations plus "
-"faibles, et le motif de remplissage clairsemé est gyroïde. Il en résulte "
-"donc des lignes de couche moins apparentes et une qualité d’impression "
-"beaucoup plus élevée, mais un temps d’impression beaucoup plus long."
+msgid "Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer height, lower speeds and acceleration, and the sparse infill pattern is Gyroid. So, it results in less apparent layer lines and much higher printing quality, but much longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une hauteur de couche plus petite, des vitesses et des accélérations plus faibles, et le motif de remplissage clairsemé est gyroïde. Il en résulte donc des lignes de couche moins apparentes et une qualité d’impression beaucoup plus élevée, mais un temps d’impression beaucoup plus long."
-msgid ""
-"Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer "
-"height, and results in almost negligible layer lines and higher printing "
-"quality, but longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une "
-"hauteur de couche plus petite, ce qui permet d’obtenir des lignes de couche "
-"presque négligeables et une meilleure qualité d’impression, mais un temps "
-"d’impression plus long."
+msgid "Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer height, and results in almost negligible layer lines and higher printing quality, but longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une hauteur de couche plus petite, ce qui permet d’obtenir des lignes de couche presque négligeables et une meilleure qualité d’impression, mais un temps d’impression plus long."
-msgid ""
-"Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer "
-"height, lower speeds and acceleration, and the sparse infill pattern is "
-"Gyroid. So, it results in almost negligible layer lines and much higher "
-"printing quality, but much longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une "
-"hauteur de couche plus petite, des vitesses et des accélérations plus "
-"faibles, et le motif de remplissage clairsemé est gyroïde. Il en résulte "
-"donc des lignes de couche presque négligeables et une qualité d’impression "
-"bien supérieure, mais un temps d’impression bien plus long."
+msgid "Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer height, lower speeds and acceleration, and the sparse infill pattern is Gyroid. So, it results in almost negligible layer lines and much higher printing quality, but much longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une hauteur de couche plus petite, des vitesses et des accélérations plus faibles, et le motif de remplissage clairsemé est gyroïde. Il en résulte donc des lignes de couche presque négligeables et une qualité d’impression bien supérieure, mais un temps d’impression bien plus long."
-msgid ""
-"Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer "
-"height, and results in almost negligible layer lines and longer printing "
-"time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une "
-"hauteur de couche plus petite, ce qui se traduit par des lignes de couche "
-"presque négligeables et un temps d’impression plus long."
+msgid "Compared with the default profile of a 0.4 mm nozzle, it has a smaller layer height, and results in almost negligible layer lines and longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,4 mm, il présente une hauteur de couche plus petite, ce qui se traduit par des lignes de couche presque négligeables et un temps d’impression plus long."
-msgid ""
-"It has a big layer height, and results in apparent layer lines and ordinary "
-"printing quality and printing time."
-msgstr ""
-"La hauteur de couche est importante, ce qui se traduit par des lignes de "
-"couche apparentes et une qualité et un temps d’impression ordinaires."
+msgid "It has a big layer height, and results in apparent layer lines and ordinary printing quality and printing time."
+msgstr "La hauteur de couche est importante, ce qui se traduit par des lignes de couche apparentes et une qualité et un temps d’impression ordinaires."
-msgid ""
-"Compared with the default profile of a 0.6 mm nozzle, it has more wall loops "
-"and a higher sparse infill density. So, it results in higher strength of the "
-"prints, but more filament consumption and longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,6 mm, il présente plus de "
-"boucles de paroi et une densité de remplissage clairsemée plus élevée. Il en "
-"résulte donc une plus grande solidité des impressions, mais une plus grande "
-"consommation de filament et un temps d’impression plus long."
+msgid "Compared with the default profile of a 0.6 mm nozzle, it has more wall loops and a higher sparse infill density. So, it results in higher strength of the prints, but more filament consumption and longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,6 mm, il présente plus de boucles de paroi et une densité de remplissage clairsemée plus élevée. Il en résulte donc une plus grande solidité des impressions, mais une plus grande consommation de filament et un temps d’impression plus long."
-msgid ""
-"Compared with the default profile of a 0.6 mm nozzle, it has a bigger layer "
-"height, and results in more apparent layer lines and lower printing quality, "
-"but shorter printing time in some printing cases."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,6 mm, il présente une "
-"hauteur de couche plus importante, ce qui se traduit par des lignes de "
-"couche plus apparentes et une qualité d’impression moindre, mais un temps "
-"d’impression plus court dans certains cas d’impression."
+msgid "Compared with the default profile of a 0.6 mm nozzle, it has a bigger layer height, and results in more apparent layer lines and lower printing quality, but shorter printing time in some printing cases."
+msgstr "Par rapport au profil par défaut d’une buse de 0,6 mm, il présente une hauteur de couche plus importante, ce qui se traduit par des lignes de couche plus apparentes et une qualité d’impression moindre, mais un temps d’impression plus court dans certains cas d’impression."
-msgid ""
-"Compared with the default profile of a 0.6 mm nozzle, it has a bigger layer "
-"height, and results in much more apparent layer lines and much lower "
-"printing quality, but shorter printing time in some printing cases."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,6 mm, il présente une "
-"hauteur de couche plus importante, ce qui se traduit par des lignes de "
-"couche beaucoup plus apparentes et une qualité d’impression beaucoup plus "
-"faible, mais un temps d’impression plus court dans certains cas d’impression."
+msgid "Compared with the default profile of a 0.6 mm nozzle, it has a bigger layer height, and results in much more apparent layer lines and much lower printing quality, but shorter printing time in some printing cases."
+msgstr "Par rapport au profil par défaut d’une buse de 0,6 mm, il présente une hauteur de couche plus importante, ce qui se traduit par des lignes de couche beaucoup plus apparentes et une qualité d’impression beaucoup plus faible, mais un temps d’impression plus court dans certains cas d’impression."
-msgid ""
-"Compared with the default profile of a 0.6 mm nozzle, it has a smaller layer "
-"height, and results in less apparent layer lines and slight higher printing "
-"quality, but longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,6 mm, il présente une "
-"hauteur de couche plus petite, ce qui se traduit par des lignes de couche "
-"moins apparentes et une qualité d’impression légèrement supérieure, mais un "
-"temps d’impression plus long."
+msgid "Compared with the default profile of a 0.6 mm nozzle, it has a smaller layer height, and results in less apparent layer lines and slight higher printing quality, but longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,6 mm, il présente une hauteur de couche plus petite, ce qui se traduit par des lignes de couche moins apparentes et une qualité d’impression légèrement supérieure, mais un temps d’impression plus long."
-msgid ""
-"Compared with the default profile of a 0.6 mm nozzle, it has a smaller layer "
-"height, and results in less apparent layer lines and higher printing "
-"quality, but longer printing time."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,6 mm, il présente une "
-"hauteur de couche plus petite, ce qui se traduit par des lignes de couche "
-"moins apparentes et une meilleure qualité d’impression, mais un temps "
-"d’impression plus long."
+msgid "Compared with the default profile of a 0.6 mm nozzle, it has a smaller layer height, and results in less apparent layer lines and higher printing quality, but longer printing time."
+msgstr "Par rapport au profil par défaut d’une buse de 0,6 mm, il présente une hauteur de couche plus petite, ce qui se traduit par des lignes de couche moins apparentes et une meilleure qualité d’impression, mais un temps d’impression plus long."
-msgid ""
-"It has a very big layer height, and results in very apparent layer lines, "
-"low printing quality and general printing time."
-msgstr ""
-"La hauteur des couches est très importante, ce qui se traduit par des lignes "
-"de couche très apparentes, une qualité d’impression médiocre et un temps "
-"d’impression général."
+msgid "It has a very big layer height, and results in very apparent layer lines, low printing quality and general printing time."
+msgstr "La hauteur des couches est très importante, ce qui se traduit par des lignes de couche très apparentes, une qualité d’impression médiocre et un temps d’impression général."
-msgid ""
-"Compared with the default profile of a 0.8 mm nozzle, it has a bigger layer "
-"height, and results in very apparent layer lines and much lower printing "
-"quality, but shorter printing time in some printing cases."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,8 mm, il présente une "
-"hauteur de couche plus importante, ce qui se traduit par des lignes de "
-"couche très apparentes et une qualité d’impression nettement inférieure, "
-"mais un temps d’impression plus court dans certains cas d’impression."
+msgid "Compared with the default profile of a 0.8 mm nozzle, it has a bigger layer height, and results in very apparent layer lines and much lower printing quality, but shorter printing time in some printing cases."
+msgstr "Par rapport au profil par défaut d’une buse de 0,8 mm, il présente une hauteur de couche plus importante, ce qui se traduit par des lignes de couche très apparentes et une qualité d’impression nettement inférieure, mais un temps d’impression plus court dans certains cas d’impression."
-msgid ""
-"Compared with the default profile of a 0.8 mm nozzle, it has a much bigger "
-"layer height, and results in extremely apparent layer lines and much lower "
-"printing quality, but much shorter printing time in some printing cases."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,8 mm, il présente une "
-"hauteur de couche beaucoup plus importante, ce qui se traduit par des lignes "
-"de couche extrêmement apparentes et une qualité d’impression beaucoup plus "
-"faible, mais un temps d’impression beaucoup plus court dans certains cas "
-"d’impression."
+msgid "Compared with the default profile of a 0.8 mm nozzle, it has a much bigger layer height, and results in extremely apparent layer lines and much lower printing quality, but much shorter printing time in some printing cases."
+msgstr "Par rapport au profil par défaut d’une buse de 0,8 mm, il présente une hauteur de couche beaucoup plus importante, ce qui se traduit par des lignes de couche extrêmement apparentes et une qualité d’impression beaucoup plus faible, mais un temps d’impression beaucoup plus court dans certains cas d’impression."
-msgid ""
-"Compared with the default profile of a 0.8 mm nozzle, it has a slightly "
-"smaller layer height, and results in slightly less but still apparent layer "
-"lines and slightly higher printing quality, but longer printing time in some "
-"printing cases."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,8 mm, il présente une "
-"hauteur de couche légèrement inférieure, ce qui se traduit par des lignes de "
-"couche légèrement moins nombreuses mais toujours apparentes et par une "
-"qualité d’impression légèrement supérieure, mais par un temps d’impression "
-"plus long dans certains cas d’impression."
+msgid "Compared with the default profile of a 0.8 mm nozzle, it has a slightly smaller layer height, and results in slightly less but still apparent layer lines and slightly higher printing quality, but longer printing time in some printing cases."
+msgstr "Par rapport au profil par défaut d’une buse de 0,8 mm, il présente une hauteur de couche légèrement inférieure, ce qui se traduit par des lignes de couche légèrement moins nombreuses mais toujours apparentes et par une qualité d’impression légèrement supérieure, mais par un temps d’impression plus long dans certains cas d’impression."
-msgid ""
-"Compared with the default profile of a 0.8 mm nozzle, it has a smaller layer "
-"height, and results in less but still apparent layer lines and slightly "
-"higher printing quality, but longer printing time in some printing cases."
-msgstr ""
-"Par rapport au profil par défaut d’une buse de 0,8 mm, il présente une "
-"hauteur de couche plus petite, ce qui se traduit par des lignes de couche "
-"moins nombreuses mais toujours apparentes et une qualité d’impression "
-"légèrement supérieure, mais un temps d’impression plus long dans certains "
-"cas d’impression."
+msgid "Compared with the default profile of a 0.8 mm nozzle, it has a smaller layer height, and results in less but still apparent layer lines and slightly higher printing quality, but longer printing time in some printing cases."
+msgstr "Par rapport au profil par défaut d’une buse de 0,8 mm, il présente une hauteur de couche plus petite, ce qui se traduit par des lignes de couche moins nombreuses mais toujours apparentes et une qualité d’impression légèrement supérieure, mais un temps d’impression plus long dans certains cas d’impression."
msgid "Connected to Obico successfully!"
msgstr "Connexion à Obico réussie !"
@@ -16814,15 +13526,13 @@ msgid "Could not connect to SimplyPrint"
msgstr "Impossible de se connecter à SimplyPrint"
msgid "Internal error"
-msgstr ""
+msgstr "Erreur interne"
msgid "Unknown error"
msgstr "Erreur inconnue"
msgid "SimplyPrint account not linked. Go to Connect options to set it up."
-msgstr ""
-"Le compte SimplyPrint n’est pas lié. Allez dans les options de connexion "
-"pour le configurer."
+msgstr "Le compte SimplyPrint n’est pas lié. Allez dans les options de connexion pour le configurer."
msgid "Connection to Flashforge works correctly."
msgstr "La connexion à Flashforge fonctionne correctement."
@@ -16834,14 +13544,10 @@ msgid "The provided state is not correct."
msgstr "L’état communiqué n’est pas correct."
msgid "Please give the required permissions when authorizing this application."
-msgstr ""
-"Veuillez donner les autorisations nécessaires lorsque vous autorisez cette "
-"application."
+msgstr "Veuillez donner les autorisations nécessaires lorsque vous autorisez cette application."
msgid "Something unexpected happened when trying to log in, please try again."
-msgstr ""
-"Un événement inattendu s’est produit lors de la connexion, veuillez "
-"réessayer."
+msgstr "Un événement inattendu s’est produit lors de la connexion, veuillez réessayer."
msgid "User cancelled."
msgstr "L’utilisateur a annulé."
@@ -16849,24 +13555,18 @@ msgstr "L’utilisateur a annulé."
#: resources/data/hints.ini: [hint:Precise wall]
msgid ""
"Precise wall\n"
-"Did you know that turning on precise wall can improve precision and layer "
-"consistency?"
+"Did you know that turning on precise wall can improve precision and layer consistency?"
msgstr ""
"Paroi précise\n"
-"Saviez-vous que l’activation de la paroi précise peut améliorer la précision "
-"et l’homogénéité des couches ?"
+"Saviez-vous que l’activation de la paroi précise peut améliorer la précision et l’homogénéité des couches ?"
#: resources/data/hints.ini: [hint:Sandwich mode]
msgid ""
"Sandwich mode\n"
-"Did you know that you can use sandwich mode (inner-outer-inner) to improve "
-"precision and layer consistency if your model doesn't have very steep "
-"overhangs?"
+"Did you know that you can use sandwich mode (inner-outer-inner) to improve precision and layer consistency if your model doesn't have very steep overhangs?"
msgstr ""
"Mode sandwich\n"
-"Saviez-vous que vous pouvez utiliser le mode sandwich (intérieur-extérieur-"
-"intérieur) pour améliorer la précision et la cohérence des couches si votre "
-"modèle n’a pas de porte-à-faux très prononcés ?"
+"Saviez-vous que vous pouvez utiliser le mode sandwich (intérieur-extérieur-intérieur) pour améliorer la précision et la cohérence des couches si votre modèle n’a pas de porte-à-faux très prononcés ?"
#: resources/data/hints.ini: [hint:Chamber temperature]
msgid ""
@@ -16879,12 +13579,10 @@ msgstr ""
#: resources/data/hints.ini: [hint:Calibration]
msgid ""
"Calibration\n"
-"Did you know that calibrating your printer can do wonders? Check out our "
-"beloved calibration solution in OrcaSlicer."
+"Did you know that calibrating your printer can do wonders? Check out our beloved calibration solution in OrcaSlicer."
msgstr ""
"Calibrage\n"
-"Saviez-vous que le calibrage de votre imprimante peut faire des merveilles ? "
-"Découvrez notre solution de calibrage bien-aimée dans OrcaSlicer."
+"Saviez-vous que le calibrage de votre imprimante peut faire des merveilles ? Découvrez notre solution de calibrage bien-aimée dans OrcaSlicer."
#: resources/data/hints.ini: [hint:Auxiliary fan]
msgid ""
@@ -16892,8 +13590,7 @@ msgid ""
"Did you know that OrcaSlicer supports Auxiliary part cooling fan?"
msgstr ""
"Ventilateur auxiliaire\n"
-"Saviez-vous qu’OrcaSlicer prend en charge le ventilateur auxiliaire de "
-"refroidissement des pièces ?"
+"Saviez-vous qu’OrcaSlicer prend en charge le ventilateur auxiliaire de refroidissement des pièces ?"
#: resources/data/hints.ini: [hint:Air filtration]
msgid ""
@@ -16901,8 +13598,7 @@ msgid ""
"Did you know that OrcaSlicer can support Air filtration/Exhaust Fan?"
msgstr ""
"Filtration de l’air/ventilateur d’extraction\n"
-"Saviez-vous qu’OrcaSlicer peut prendre en charge la filtration de l’air/le "
-"ventilateur d’extraction ?"
+"Saviez-vous qu’OrcaSlicer peut prendre en charge la filtration de l’air/le ventilateur d’extraction ?"
#: resources/data/hints.ini: [hint:G-code window]
msgid ""
@@ -16910,59 +13606,47 @@ msgid ""
"You can turn on/off the G-code window by pressing the C key."
msgstr ""
"Fenêtre de G-code\n"
-"Vous pouvez activer/désactiver la fenêtre G-code en appuyant sur la touche "
-"C."
+"Vous pouvez activer/désactiver la fenêtre G-code en appuyant sur la touche C."
#: resources/data/hints.ini: [hint:Switch workspaces]
msgid ""
"Switch workspaces\n"
-"You can switch between Prepare and Preview workspaces by "
-"pressing the Tab key."
+"You can switch between Prepare and Preview workspaces by pressing the Tab key."
msgstr ""
"Changer les espaces de travail\n"
-"Vous pouvez alterner entre l’espace de travail Préparer et Aperçu en appuyant sur la touche Tab."
+"Vous pouvez alterner entre l’espace de travail Préparer et Aperçu en appuyant sur la touche Tab."
#: resources/data/hints.ini: [hint:How to use keyboard shortcuts]
msgid ""
"How to use keyboard shortcuts\n"
-"Did you know that Orca Slicer offers a wide range of keyboard shortcuts and "
-"3D scene operations."
+"Did you know that Orca Slicer offers a wide range of keyboard shortcuts and 3D scene operations."
msgstr ""
"Comment utiliser les raccourcis clavier\n"
-"Saviez-vous qu’Orca Slicer offre une large gamme de raccourcis clavier et "
-"d’opérations sur les scènes 3D."
+"Saviez-vous qu’Orca Slicer offre une large gamme de raccourcis clavier et d’opérations sur les scènes 3D."
#: resources/data/hints.ini: [hint:Reverse on odd]
msgid ""
"Reverse on odd\n"
-"Did you know that Reverse on odd feature can significantly improve "
-"the surface quality of your overhangs?"
+"Did you know that Reverse on odd feature can significantly improve the surface quality of your overhangs?"
msgstr ""
"Parois inversées sur couches impaires\n"
-"Saviez-vous que la fonction Parois inversées sur couches impaires "
-"peut améliorer de manière significative la qualité de la surface de vos "
-"surplombs ?"
+"Saviez-vous que la fonction Parois inversées sur couches impaires peut améliorer de manière significative la qualité de la surface de vos surplombs ?"
#: resources/data/hints.ini: [hint:Cut Tool]
msgid ""
"Cut Tool\n"
-"Did you know that you can cut a model at any angle and position with the "
-"cutting tool?"
+"Did you know that you can cut a model at any angle and position with the cutting tool?"
msgstr ""
"Outil de découpe\n"
-"Saviez-vous que vous pouvez découper un modèle à n'importe quel angle et "
-"dans n'importe quelle position avec l'outil de découpe ?"
+"Saviez-vous que vous pouvez découper un modèle à n'importe quel angle et dans n'importe quelle position avec l'outil de découpe ?"
#: resources/data/hints.ini: [hint:Fix Model]
msgid ""
"Fix Model\n"
-"Did you know that you can fix a corrupted 3D model to avoid a lot of slicing "
-"problems on the Windows system?"
+"Did you know that you can fix a corrupted 3D model to avoid a lot of slicing problems on the Windows system?"
msgstr ""
"Réparer un modèle\n"
-"Saviez-vous que vous pouvez réparer un modèle 3D corrompu pour éviter de "
-"nombreux problèmes de découpage sur le système Windows ?"
+"Saviez-vous que vous pouvez réparer un modèle 3D corrompu pour éviter de nombreux problèmes de découpage sur le système Windows ?"
#: resources/data/hints.ini: [hint:Timelapse]
msgid ""
@@ -16970,8 +13654,7 @@ msgid ""
"Did you know that you can generate a timelapse video during each print?"
msgstr ""
"Timelapse\n"
-"Saviez-vous que vous pouvez générer une vidéo en timelapse à chaque "
-"impression ?"
+"Saviez-vous que vous pouvez générer une vidéo en timelapse à chaque impression ?"
#: resources/data/hints.ini: [hint:Auto-Arrange]
msgid ""
@@ -16979,214 +13662,153 @@ msgid ""
"Did you know that you can auto-arrange all objects in your project?"
msgstr ""
"Agencement Automatique\n"
-"Saviez-vous que vous pouvez agencement automatiquement tous les objets de "
-"votre projet ?"
+"Saviez-vous que vous pouvez agencement automatiquement tous les objets de votre projet ?"
#: resources/data/hints.ini: [hint:Auto-Orient]
msgid ""
"Auto-Orient\n"
-"Did you know that you can rotate objects to an optimal orientation for "
-"printing by a simple click?"
+"Did you know that you can rotate objects to an optimal orientation for printing by a simple click?"
msgstr ""
"Orientation Automatique\n"
-"Saviez-vous que vous pouvez faire pivoter des objets dans une orientation "
-"optimale pour l'impression d'un simple clic ?"
+"Saviez-vous que vous pouvez faire pivoter des objets dans une orientation optimale pour l'impression d'un simple clic ?"
#: resources/data/hints.ini: [hint:Lay on Face]
msgid ""
"Lay on Face\n"
-"Did you know that you can quickly orient a model so that one of its faces "
-"sits on the print bed? Select the \"Place on face\" function or press the "
-"F key."
+"Did you know that you can quickly orient a model so that one of its faces sits on the print bed? Select the \"Place on face\" function or press the F key."
msgstr ""
"Poser sur une face\n"
-"Saviez-vous qu'il est possible d'orienter rapidement un modèle de manière à "
-"ce que l'une de ses faces repose sur le plateau d'impression ? Sélectionnez "
-"la fonction « Placer sur la face » ou appuyez sur la touche F."
+"Saviez-vous qu'il est possible d'orienter rapidement un modèle de manière à ce que l'une de ses faces repose sur le plateau d'impression ? Sélectionnez la fonction « Placer sur la face » ou appuyez sur la touche F."
#: resources/data/hints.ini: [hint:Object List]
msgid ""
"Object List\n"
-"Did you know that you can view all objects/parts in a list and change "
-"settings for each object/part?"
+"Did you know that you can view all objects/parts in a list and change settings for each object/part?"
msgstr ""
"Liste d'objets\n"
-"Saviez-vous que vous pouvez afficher tous les objets/pièces dans une liste "
-"et modifier les paramètres de chaque objet/pièce ?"
+"Saviez-vous que vous pouvez afficher tous les objets/pièces dans une liste et modifier les paramètres de chaque objet/pièce ?"
#: resources/data/hints.ini: [hint:Search Functionality]
msgid ""
"Search Functionality\n"
-"Did you know that you use the Search tool to quickly find a specific Orca "
-"Slicer setting?"
+"Did you know that you use the Search tool to quickly find a specific Orca Slicer setting?"
msgstr ""
"Fonctionnalité de recherche\n"
-"Saviez-vous que vous pouvez utiliser l’outil de recherche pour trouver "
-"rapidement un paramètre spécifique de l’Orca Slicer ?"
+"Saviez-vous que vous pouvez utiliser l’outil de recherche pour trouver rapidement un paramètre spécifique de l’Orca Slicer ?"
#: resources/data/hints.ini: [hint:Simplify Model]
msgid ""
"Simplify Model\n"
-"Did you know that you can reduce the number of triangles in a mesh using the "
-"Simplify mesh feature? Right-click the model and select Simplify model."
+"Did you know that you can reduce the number of triangles in a mesh using the Simplify mesh feature? Right-click the model and select Simplify model."
msgstr ""
"Simplifier le modèle\n"
-"Saviez-vous que vous pouviez réduire le nombre de triangles dans un maillage "
-"à l’aide de la fonction Simplifier le maillage ? Cliquez avec le bouton "
-"droit de la souris sur le modèle et sélectionnez Simplifier le modèle."
+"Saviez-vous que vous pouviez réduire le nombre de triangles dans un maillage à l’aide de la fonction Simplifier le maillage ? Cliquez avec le bouton droit de la souris sur le modèle et sélectionnez Simplifier le modèle."
#: resources/data/hints.ini: [hint:Slicing Parameter Table]
msgid ""
"Slicing Parameter Table\n"
-"Did you know that you can view all objects/parts on a table and change "
-"settings for each object/part?"
+"Did you know that you can view all objects/parts on a table and change settings for each object/part?"
msgstr ""
"Tableau des paramètres de découpe\n"
-"Saviez-vous que vous pouvez afficher tous les objets/pièces sur un tableau "
-"et modifier les paramètres de chaque objet/pièce ?"
+"Saviez-vous que vous pouvez afficher tous les objets/pièces sur un tableau et modifier les paramètres de chaque objet/pièce ?"
#: resources/data/hints.ini: [hint:Split to Objects/Parts]
msgid ""
"Split to Objects/Parts\n"
-"Did you know that you can split a big object into small ones for easy "
-"colorizing or printing?"
+"Did you know that you can split a big object into small ones for easy colorizing or printing?"
msgstr ""
"Séparer en objets/parties\n"
-"Saviez-vous que vous pouvez séparer un gros objet en petits objets pour les "
-"colorier ou les imprimer facilement ?"
+"Saviez-vous que vous pouvez séparer un gros objet en petits objets pour les colorier ou les imprimer facilement ?"
#: resources/data/hints.ini: [hint:Subtract a Part]
msgid ""
"Subtract a Part\n"
-"Did you know that you can subtract one mesh from another using the Negative "
-"part modifier? That way you can, for example, create easily resizable holes "
-"directly in Orca Slicer."
+"Did you know that you can subtract one mesh from another using the Negative part modifier? That way you can, for example, create easily resizable holes directly in Orca Slicer."
msgstr ""
"Soustraire une pièce\n"
-"Saviez-vous que vous pouviez soustraire un maillage d’un autre à l’aide du "
-"modificateur de partie négative ? De cette façon, vous pouvez, par exemple, "
-"créer des trous facilement redimensionnables directement dans Orca Slicer."
+"Saviez-vous que vous pouviez soustraire un maillage d’un autre à l’aide du modificateur de partie négative ? De cette façon, vous pouvez, par exemple, créer des trous facilement redimensionnables directement dans Orca Slicer."
#: resources/data/hints.ini: [hint:STEP]
msgid ""
"STEP\n"
-"Did you know that you can improve your print quality by slicing a STEP file "
-"instead of an STL?\n"
-"Orca Slicer supports slicing STEP files, providing smoother results than a "
-"lower resolution STL. Give it a try!"
+"Did you know that you can improve your print quality by slicing a STEP file instead of an STL?\n"
+"Orca Slicer supports slicing STEP files, providing smoother results than a lower resolution STL. Give it a try!"
msgstr ""
"STEP\n"
-"Saviez-vous que vous pouvez améliorer votre qualité d'impression en "
-"découpant un fichier .step au lieu d'un .stl ?\n"
-"Orca Slicer prend en charge le découpage des fichiers .step, offrant des "
-"résultats plus fluides qu'un .stl de résolution inférieure. Essayez !"
+"Saviez-vous que vous pouvez améliorer votre qualité d'impression en découpant un fichier .step au lieu d'un .stl ?\n"
+"Orca Slicer prend en charge le découpage des fichiers .step, offrant des résultats plus fluides qu'un .stl de résolution inférieure. Essayez !"
#: resources/data/hints.ini: [hint:Z seam location]
msgid ""
"Z seam location\n"
-"Did you know that you can customize the location of the Z seam, and even "
-"paint it on your print, to have it in a less visible location? This improves "
-"the overall look of your model. Check it out!"
+"Did you know that you can customize the location of the Z seam, and even paint it on your print, to have it in a less visible location? This improves the overall look of your model. Check it out!"
msgstr ""
"Emplacement de la couture Z\n"
-"Saviez-vous que vous pouvez personnaliser l'emplacement de la couture Z, et "
-"même la peindre manuelle sur votre impression pour le placer dans un endroit "
-"moins visible ? Cela améliore l'aspect général de votre modèle. Jetez-y un "
-"coup d'œil !"
+"Saviez-vous que vous pouvez personnaliser l'emplacement de la couture Z, et même la peindre manuelle sur votre impression pour le placer dans un endroit moins visible ? Cela améliore l'aspect général de votre modèle. Jetez-y un coup d'œil !"
#: resources/data/hints.ini: [hint:Fine-tuning for flow rate]
msgid ""
"Fine-tuning for flow rate\n"
-"Did you know that flow rate can be fine-tuned for even better-looking "
-"prints? Depending on the material, you can improve the overall finish of the "
-"printed model by doing some fine-tuning."
+"Did you know that flow rate can be fine-tuned for even better-looking prints? Depending on the material, you can improve the overall finish of the printed model by doing some fine-tuning."
msgstr ""
"Réglage fin du débit\n"
-"Saviez-vous que le débit peut être réglé avec précision pour obtenir des "
-"impressions encore plus belles ? En fonction du matériau, vous pouvez "
-"améliorer la finition générale du modèle imprimé en procédant à un réglage "
-"fin."
+"Saviez-vous que le débit peut être réglé avec précision pour obtenir des impressions encore plus belles ? En fonction du matériau, vous pouvez améliorer la finition générale du modèle imprimé en procédant à un réglage fin."
#: resources/data/hints.ini: [hint:Split your prints into plates]
msgid ""
"Split your prints into plates\n"
-"Did you know that you can split a model that has a lot of parts into "
-"individual plates ready to print? This will simplify the process of keeping "
-"track of all the parts."
+"Did you know that you can split a model that has a lot of parts into individual plates ready to print? This will simplify the process of keeping track of all the parts."
msgstr ""
"Divisez vos impressions en plateaux\n"
-"Saviez-vous que vous pouvez diviser un modèle comportant de nombreuses "
-"pièces en plateaux individuels prêts à être imprimés ? Cela simplifie le "
-"processus de suivi de toutes les pièces."
+"Saviez-vous que vous pouvez diviser un modèle comportant de nombreuses pièces en plateaux individuels prêts à être imprimés ? Cela simplifie le processus de suivi de toutes les pièces."
-#: resources/data/hints.ini: [hint:Speed up your print with Adaptive Layer
-#: Height]
+#: resources/data/hints.ini: [hint:Speed up your print with Adaptive Layer Height]
msgid ""
"Speed up your print with Adaptive Layer Height\n"
-"Did you know that you can print a model even faster, by using the Adaptive "
-"Layer Height option? Check it out!"
+"Did you know that you can print a model even faster, by using the Adaptive Layer Height option? Check it out!"
msgstr ""
"Accélérez votre impression grâce à la Hauteur de Couche Adaptative\n"
-"Saviez-vous que vous pouvez imprimer un modèle encore plus rapidement en "
-"utilisant l'option Adaptive Layer Height ? Jetez-y un coup d'œil !"
+"Saviez-vous que vous pouvez imprimer un modèle encore plus rapidement en utilisant l'option Adaptive Layer Height ? Jetez-y un coup d'œil !"
#: resources/data/hints.ini: [hint:Support painting]
msgid ""
"Support painting\n"
-"Did you know that you can paint the location of your supports? This feature "
-"makes it easy to place the support material only on the sections of the "
-"model that actually need it."
+"Did you know that you can paint the location of your supports? This feature makes it easy to place the support material only on the sections of the model that actually need it."
msgstr ""
"Peinture de support\n"
-"Saviez-vous que vous pouvez peindre l'emplacement de vos supports ? Cette "
-"caractéristique permet de placer facilement le matériau de support "
-"uniquement sur les sections du modèle qui en ont réellement besoin."
+"Saviez-vous que vous pouvez peindre l'emplacement de vos supports ? Cette caractéristique permet de placer facilement le matériau de support uniquement sur les sections du modèle qui en ont réellement besoin."
#: resources/data/hints.ini: [hint:Different types of supports]
msgid ""
"Different types of supports\n"
-"Did you know that you can choose from multiple types of supports? Tree "
-"supports work great for organic models, while saving filament and improving "
-"print speed. Check them out!"
+"Did you know that you can choose from multiple types of supports? Tree supports work great for organic models, while saving filament and improving print speed. Check them out!"
msgstr ""
"Différents types de supports\n"
-"Saviez-vous que vous pouvez choisir parmi plusieurs types de supports ? Les "
-"supports arborescents fonctionnent parfaitement pour les modèles organiques "
-"tout en économisant du filament et en améliorant la vitesse d'impression. "
-"Découvrez-les !"
+"Saviez-vous que vous pouvez choisir parmi plusieurs types de supports ? Les supports arborescents fonctionnent parfaitement pour les modèles organiques tout en économisant du filament et en améliorant la vitesse d'impression. Découvrez-les !"
#: resources/data/hints.ini: [hint:Printing Silk Filament]
msgid ""
"Printing Silk Filament\n"
-"Did you know that Silk filament needs special consideration to print it "
-"successfully? Higher temperature and lower speed are always recommended for "
-"the best results."
+"Did you know that Silk filament needs special consideration to print it successfully? Higher temperature and lower speed are always recommended for the best results."
msgstr ""
"Impression de filament Soie\n"
-"Saviez-vous que le filament soie nécessite une attention particulière pour "
-"une impression réussie ? Une température plus élevée et une vitesse plus "
-"faible sont toujours recommandées pour obtenir les meilleurs résultats."
+"Saviez-vous que le filament soie nécessite une attention particulière pour une impression réussie ? Une température plus élevée et une vitesse plus faible sont toujours recommandées pour obtenir les meilleurs résultats."
#: resources/data/hints.ini: [hint:Brim for better adhesion]
msgid ""
"Brim for better adhesion\n"
-"Did you know that when printing models have a small contact interface with "
-"the printing surface, it's recommended to use a brim?"
+"Did you know that when printing models have a small contact interface with the printing surface, it's recommended to use a brim?"
msgstr ""
"Bordure pour une meilleure adhésion\n"
-"Saviez-vous que lorsque les modèles imprimés ont une faible interface de "
-"contact avec la surface d'impression, il est recommandé d'utiliser une "
-"bordure ?"
+"Saviez-vous que lorsque les modèles imprimés ont une faible interface de contact avec la surface d'impression, il est recommandé d'utiliser une bordure ?"
#: resources/data/hints.ini: [hint:Set parameters for multiple objects]
msgid ""
"Set parameters for multiple objects\n"
-"Did you know that you can set slicing parameters for all selected objects at "
-"one time?"
+"Did you know that you can set slicing parameters for all selected objects at one time?"
msgstr ""
"Définir les paramètres de plusieurs objets\n"
-"Saviez-vous que vous pouvez définir des paramètres de découpe pour tous les "
-"objets sélectionnés en une seule fois ?"
+"Saviez-vous que vous pouvez définir des paramètres de découpe pour tous les objets sélectionnés en une seule fois ?"
#: resources/data/hints.ini: [hint:Stack objects]
msgid ""
@@ -17199,48 +13821,104 @@ msgstr ""
#: resources/data/hints.ini: [hint:Flush into support/objects/infill]
msgid ""
"Flush into support/objects/infill\n"
-"Did you know that you can save the wasted filament by flushing them into "
-"support/objects/infill during filament change?"
+"Did you know that you can save the wasted filament by flushing them into support/objects/infill during filament change?"
msgstr ""
"Purger dans les supports/les objets/le remplissage\n"
-"Saviez-vous que vous pouvez réduire le filament gaspillé en le purgeant dans "
-"les supports/les objets/le remplissage lors des changements de filament ?"
+"Saviez-vous que vous pouvez réduire le filament gaspillé en le purgeant dans les supports/les objets/le remplissage lors des changements de filament ?"
#: resources/data/hints.ini: [hint:Improve strength]
msgid ""
"Improve strength\n"
-"Did you know that you can use more wall loops and higher sparse infill "
-"density to improve the strength of the model?"
+"Did you know that you can use more wall loops and higher sparse infill density to improve the strength of the model?"
msgstr ""
"Améliorer la solidité\n"
-"Saviez-vous que vous pouvez définir un plus grand nombre de périmètre et une "
-"densité de remplissage plus élevée pour améliorer la résistance du modèle ?"
+"Saviez-vous que vous pouvez définir un plus grand nombre de périmètre et une densité de remplissage plus élevée pour améliorer la résistance du modèle ?"
-#: resources/data/hints.ini: [hint:When need to print with the printer door
-#: opened]
+#: resources/data/hints.ini: [hint:When need to print with the printer door opened]
msgid ""
"When need to print with the printer door opened\n"
-"Did you know that opening the printer door can reduce the probability of "
-"extruder/hotend clogging when printing lower temperature filament with a "
-"higher enclosure temperature. More info about this in the Wiki."
+"Did you know that opening the printer door can reduce the probability of extruder/hotend clogging when printing lower temperature filament with a higher enclosure temperature. More info about this in the Wiki."
msgstr ""
"Quand il faut imprimer avec la porte de l’imprimante ouverte\n"
-"Saviez-vous que l’ouverture de la porte de l’imprimante peut réduire la "
-"probabilité de blocage de l’extrudeuse/du réchauffeur lors de l’impression "
-"de filament à basse température avec une température de boîtier plus élevée. "
-"Plus d’informations à ce sujet dans le Wiki."
+"Saviez-vous que l’ouverture de la porte de l’imprimante peut réduire la probabilité de blocage de l’extrudeuse/du réchauffeur lors de l’impression de filament à basse température avec une température de boîtier plus élevée. Plus d’informations à ce sujet dans le Wiki."
#: resources/data/hints.ini: [hint:Avoid warping]
msgid ""
"Avoid warping\n"
-"Did you know that when printing materials that are prone to warping such as "
-"ABS, appropriately increasing the heatbed temperature can reduce the "
-"probability of warping."
+"Did you know that when printing materials that are prone to warping such as ABS, appropriately increasing the heatbed temperature can reduce the probability of warping."
msgstr ""
"Éviter la déformation\n"
-"Saviez-vous que lors de l’impression de matériaux susceptibles de se "
-"déformer, tels que l’ABS, une augmentation appropriée de la température du "
-"plateau chauffant peut réduire la probabilité de déformation."
+"Saviez-vous que lors de l’impression de matériaux susceptibles de se déformer, tels que l’ABS, une augmentation appropriée de la température du plateau chauffant peut réduire la probabilité de déformation."
+
+#~ msgid "Your object appears to be too large. It will be scaled down to fit the heat bed automatically."
+#~ msgstr "Votre objet est trop grand. Il sera automatiquement réduit pour s’adapter au plateau."
+
+#~ msgid "Shift+G"
+#~ msgstr "Shift+G"
+
+#~ msgid "Any arrow"
+#~ msgstr "Toutes les flèches"
+
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that will be filled can be controlled from the filter out tiny gaps option below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Active le remplissage des trous pour les surfaces sélectionnées. La longueur minimale du trou qui sera comblé peut être contrôlée à l’aide de l’option « Filtrer les petits trous » ci-dessous.\n"
+#~ "\n"
+#~ "Options :\n"
+#~ "1. Partout : Applique le remplissage des trous aux surfaces pleines supérieures, inférieures et internes.\n"
+#~ "2. Surfaces supérieure et inférieure : Remplissage des trous uniquement sur les surfaces supérieures et inférieures.\n"
+#~ "3. Nulle part : Désactive le remplissage des trous\n"
+
+#~ msgid "Decrease this value slightly(for example 0.9) to reduce the amount of material for bridge, to improve sag"
+#~ msgstr "Diminuez légèrement cette valeur (par exemple 0,9) pour réduire la quantité de matériaux pour le pont, pour améliorer l'affaissement"
+
+#~ msgid "This value governs the thickness of the internal bridge layer. This is the first layer over sparse infill. Decrease this value slightly (for example 0.9) to improve surface quality over sparse infill."
+#~ msgstr "Cette valeur détermine l’épaisseur de la couche des ponts internes. Il s’agit de la première couche sur le remplissage. Diminuez légèrement cette valeur (par exemple 0.9) pour améliorer la qualité de la surface sur le remplissage."
+
+#~ msgid "This factor affects the amount of material for top solid infill. You can decrease it slightly to have smooth surface finish"
+#~ msgstr "Ce facteur affecte la quantité de matériau pour le remplissage plein supérieur. Vous pouvez le diminuer légèrement pour avoir une finition de surface lisse"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr "Ce facteur affecte la quantité de matériau pour le remplissage plein du dessous"
+
+#~ msgid "Enable this option to slow printing down in areas where potential curled perimeters may exist"
+#~ msgstr "Activer cette option pour ralentir l’impression dans les zones où des périmètres potentiellement courbées peuvent exister."
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Il s'agit de la vitesse pour les ponts et les parois en surplomb à 100 %."
+
+#~ msgid "Speed of internal bridge. If the value is expressed as a percentage, it will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr "Vitesse des ponts internes. Si la valeur est exprimée en pourcentage, elle sera calculée en fonction de bridge_speed. La valeur par défaut est 150%."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr "Il est temps de charger un nouveau filament lors du changement de filament. Pour les statistiques uniquement"
+
+#~ msgid "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr "Il est temps de décharger l'ancien filament lorsque vous changez de filament. Pour les statistiques uniquement"
+
+#~ msgid "Time for the printer firmware (or the Multi Material Unit 2.0) to load a new filament during a tool change (when executing the T code). This time is added to the total print time by the G-code time estimator."
+#~ msgstr "Temps nécessaire au firmware de l’imprimante (ou au Multi Material Unit 2.0) pour charger un nouveau filament lors d’un changement d’outil (lors de l’exécution du code T). Ce temps est ajouté au temps d’impression total par l’estimateur de temps du G-code."
+
+#~ msgid "Time for the printer firmware (or the Multi Material Unit 2.0) to unload a filament during a tool change (when executing the T code). This time is added to the total print time by the G-code time estimator."
+#~ msgstr "Temps nécessaire au firmware de l’imprimante (ou au Multi Material Unit 2.0) pour décharger un filament lors d’un changement d’outil (lors de l’exécution du code T). Ce temps est ajouté au temps d’impression total par l’estimateur de temps du G-code."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "Filtrer les petits espaces au seuil spécifié."
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Activez cette option pour le contrôle de la température du caisson. Une commande M191 sera ajoutée avant \"machine_start_gcode\"\n"
+#~ "Commandes G-code : M141/M191 S(0-255)"
+
+#~ msgid "Higher chamber temperature can help suppress or reduce warping and potentially lead to higher interlayer bonding strength for high temperature materials like ABS, ASA, PC, PA and so on.At the same time, the air filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and other low temperature materials,the actual chamber temperature should not be high to avoid cloggings, so 0 which stands for turning off is highly recommended"
+#~ msgstr "Une température de caisson plus élevée peut aider à supprimer ou à réduire la déformation et potentiellement conduire à une force de liaison intercouche plus élevée pour les matériaux à haute température comme l’ABS, l’ASA, le PC, le PA, etc. Dans le même temps, la filtration de l’air de l’ABS et de l’ASA s’aggravera. Pour le PLA, le PETG, le TPU, le PVA et d’autres matériaux à basse température, la température réelle du caisson ne doit pas être élevée pour éviter les bouchages, donc la valeur 0 qui signifie éteindre est fortement recommandé."
#~ msgid "Current association: "
#~ msgstr "Association actuelle : "
@@ -17251,49 +13929,32 @@ msgstr ""
#~ msgid "Not associated to any application"
#~ msgstr "N’est associé à aucune application"
-#~ msgid ""
-#~ "Associate OrcaSlicer with prusaslicer:// links so that Orca can open "
-#~ "models from Printable.com"
-#~ msgstr ""
-#~ "Associer OrcaSlicer aux liens prusaslicer:// afin qu’Orca puisse ouvrir "
-#~ "des modèles provenant de Printable.com"
+#~ msgid "Associate OrcaSlicer with prusaslicer:// links so that Orca can open models from Printable.com"
+#~ msgstr "Associer OrcaSlicer aux liens prusaslicer:// afin qu’Orca puisse ouvrir des modèles provenant de Printable.com"
#~ msgid "Associate bambustudio://"
#~ msgstr "Associer bambustudio://"
-#~ msgid ""
-#~ "Associate OrcaSlicer with bambustudio:// links so that Orca can open "
-#~ "models from makerworld.com"
-#~ msgstr ""
-#~ "Associer OrcaSlicer aux liens bambustudio:// afin qu’Orca puisse ouvrir "
-#~ "des modèles provenant de makerworld.com"
+#~ msgid "Associate OrcaSlicer with bambustudio:// links so that Orca can open models from makerworld.com"
+#~ msgstr "Associer OrcaSlicer aux liens bambustudio:// afin qu’Orca puisse ouvrir des modèles provenant de makerworld.com"
#~ msgid "Associate cura://"
#~ msgstr "Associer cura://"
-#~ msgid ""
-#~ "Associate OrcaSlicer with cura:// links so that Orca can open models from "
-#~ "thingiverse.com"
-#~ msgstr ""
-#~ "Associer OrcaSlicer aux liens cura:// pour qu’Orca puisse ouvrir les "
-#~ "modèles de thingiverse.com"
+#~ msgid "Associate OrcaSlicer with cura:// links so that Orca can open models from thingiverse.com"
+#~ msgstr "Associer OrcaSlicer aux liens cura:// pour qu’Orca puisse ouvrir les modèles de thingiverse.com"
#~ msgid "Internel error"
#~ msgstr "Erreur interne"
-#~ msgid ""
-#~ "File size exceeds the 100MB upload limit. Please upload your file through "
-#~ "the panel."
-#~ msgstr ""
-#~ "La taille du fichier dépasse la limite de téléchargement de 100 Mo. "
-#~ "Veuillez télécharger votre fichier via le panneau."
+#~ msgid "File size exceeds the 100MB upload limit. Please upload your file through the panel."
+#~ msgstr "La taille du fichier dépasse la limite de téléchargement de 100 Mo. Veuillez télécharger votre fichier via le panneau."
#~ msgid "Please input a valid value (K in 0~0.3)"
#~ msgstr "Veuillez saisir une valeur valide (K entre 0 et 0,3)"
#~ msgid "Please input a valid value (K in 0~0.3, N in 0.6~2.0)"
-#~ msgstr ""
-#~ "Veuillez saisir une valeur valide (K entre 0 et 0,3, N entre 0,6 et 2,0)."
+#~ msgstr "Veuillez saisir une valeur valide (K entre 0 et 0,3, N entre 0,6 et 2,0)."
#~ msgid "Select connected printetrs (0/6)"
#~ msgstr "Sélectionner les imprimantes connectées (0/6)"
@@ -17311,71 +13972,28 @@ msgstr ""
#~ msgid ""
#~ "Please find the details of Flow Dynamics Calibration from our wiki.\n"
#~ "\n"
-#~ "Usually the calibration is unnecessary. When you start a single color/"
-#~ "material print, with the \"flow dynamics calibration\" option checked in "
-#~ "the print start menu, the printer will follow the old way, calibrate the "
-#~ "filament before the print; When you start a multi color/material print, "
-#~ "the printer will use the default compensation parameter for the filament "
-#~ "during every filament switch which will have a good result in most "
-#~ "cases.\n"
+#~ "Usually the calibration is unnecessary. When you start a single color/material print, with the \"flow dynamics calibration\" option checked in the print start menu, the printer will follow the old way, calibrate the filament before the print; When you start a multi color/material print, the printer will use the default compensation parameter for the filament during every filament switch which will have a good result in most cases.\n"
#~ "\n"
-#~ "Please note there are a few cases that will make the calibration result "
-#~ "not reliable: using a texture plate to do the calibration; the build "
-#~ "plate does not have good adhesion (please wash the build plate or apply "
-#~ "gluestick!) ...You can find more from our wiki.\n"
+#~ "Please note there are a few cases that will make the calibration result not reliable: using a texture plate to do the calibration; the build plate does not have good adhesion (please wash the build plate or apply gluestick!) ...You can find more from our wiki.\n"
#~ "\n"
-#~ "The calibration results have about 10 percent jitter in our test, which "
-#~ "may cause the result not exactly the same in each calibration. We are "
-#~ "still investigating the root cause to do improvements with new updates."
+#~ "The calibration results have about 10 percent jitter in our test, which may cause the result not exactly the same in each calibration. We are still investigating the root cause to do improvements with new updates."
#~ msgstr ""
-#~ "Veuillez trouver les détails de la calibration dynamique du débit sur "
-#~ "notre Wiki.\n"
+#~ "Veuillez trouver les détails de la calibration dynamique du débit sur notre Wiki.\n"
#~ "\n"
-#~ "Habituellement, la calibration est inutile. Lorsque vous démarrez une "
-#~ "impression d'une seule couleur/matériau, avec l'option \"Calibration du "
-#~ "débit\" cochée dans le menu de démarrage de l'impression, l'imprimante "
-#~ "suivra l'ancienne méthode de calibration du filament avant l'impression.\n"
-#~ "Lorsque vous démarrez une impression multi-couleurs/matériaux, "
-#~ "l'imprimante utilise le paramètre de compensation par défaut pour le "
-#~ "filament lors de chaque changement de filament, ce qui donne un bon "
-#~ "résultat dans la plupart des cas.\n"
+#~ "Habituellement, la calibration est inutile. Lorsque vous démarrez une impression d'une seule couleur/matériau, avec l'option \"Calibration du débit\" cochée dans le menu de démarrage de l'impression, l'imprimante suivra l'ancienne méthode de calibration du filament avant l'impression.\n"
+#~ "Lorsque vous démarrez une impression multi-couleurs/matériaux, l'imprimante utilise le paramètre de compensation par défaut pour le filament lors de chaque changement de filament, ce qui donne un bon résultat dans la plupart des cas.\n"
#~ "\n"
-#~ "Veuillez noter qu'il y a quelques cas qui rendront le résultat de "
-#~ "calibration non fiable : utiliser un plateau texturé pour faire la "
-#~ "calibration, utiliser un plateau qui n'a pas une bonne adhérence "
-#~ "(veuillez dans ce cas laver la plaque de construction ou appliquer de la "
-#~ "colle)… Vous pouvez trouver d'autres cas sur notre Wiki.\n"
-#~ "Veuillez noter qu'il y a quelques cas qui rendront le résultat de "
-#~ "calibration non fiable : utiliser un plateau texturé pour faire la "
-#~ "calibration, utiliser un plateau qui n'a pas une bonne adhérence "
-#~ "(veuillez dans ce cas laver la plaque de construction ou appliquer de la "
-#~ "colle)… Vous pouvez trouver d'autres cas sur notre Wiki.\n"
+#~ "Veuillez noter qu'il y a quelques cas qui rendront le résultat de calibration non fiable : utiliser un plateau texturé pour faire la calibration, utiliser un plateau qui n'a pas une bonne adhérence (veuillez dans ce cas laver la plaque de construction ou appliquer de la colle)… Vous pouvez trouver d'autres cas sur notre Wiki.\n"
+#~ "Veuillez noter qu'il y a quelques cas qui rendront le résultat de calibration non fiable : utiliser un plateau texturé pour faire la calibration, utiliser un plateau qui n'a pas une bonne adhérence (veuillez dans ce cas laver la plaque de construction ou appliquer de la colle)… Vous pouvez trouver d'autres cas sur notre Wiki.\n"
#~ "\n"
-#~ "Les résultats de calibration ont environ 10 % d'écart dans nos tests, ce "
-#~ "qui peut faire en sorte que le résultat ne soit pas exactement le même à "
-#~ "chaque calibration. Nous enquêtons toujours sur la cause première pour "
-#~ "apporter des améliorations avec de nouvelles mises à jour.Les résultats "
-#~ "de calibration ont environ 10 % d'écart dans nos tests, ce qui peut faire "
-#~ "en sorte que le résultat ne soit pas exactement le même à chaque "
-#~ "calibration. Nous enquêtons toujours sur la cause première pour apporter "
-#~ "des améliorations avec de nouvelles mises à jour."
+#~ "Les résultats de calibration ont environ 10 % d'écart dans nos tests, ce qui peut faire en sorte que le résultat ne soit pas exactement le même à chaque calibration. Nous enquêtons toujours sur la cause première pour apporter des améliorations avec de nouvelles mises à jour.Les résultats de calibration ont environ 10 % d'écart dans nos tests, ce qui peut faire en sorte que le résultat ne soit pas exactement le même à chaque calibration. Nous enquêtons toujours sur la cause première pour apporter des améliorations avec de nouvelles mises à jour."
-#~ msgid ""
-#~ "Only one of the results with the same name will be saved. Are you sure "
-#~ "you want to overrides the other results?"
-#~ msgstr ""
-#~ "Un seul des résultats portant le même nom sera enregistré. Voulez-vous "
-#~ "vraiment remplacer les autres résultats ?"
+#~ msgid "Only one of the results with the same name will be saved. Are you sure you want to overrides the other results?"
+#~ msgstr "Un seul des résultats portant le même nom sera enregistré. Voulez-vous vraiment remplacer les autres résultats ?"
#, c-format, boost-format
-#~ msgid ""
-#~ "There is already a historical calibration result with the same name: %s. "
-#~ "Only one of the results with the same name is saved. Are you sure you "
-#~ "want to overrides the historical result?"
-#~ msgstr ""
-#~ "Il existe déjà un résultat de calibration portant le même nom : %s. Un "
-#~ "seul des résultats portant le même nom est enregistré. Voulez-vous "
-#~ "vraiment remplacer le résultat précédent ?"
+#~ msgid "There is already a historical calibration result with the same name: %s. Only one of the results with the same name is saved. Are you sure you want to overrides the historical result?"
+#~ msgstr "Il existe déjà un résultat de calibration portant le même nom : %s. Un seul des résultats portant le même nom est enregistré. Voulez-vous vraiment remplacer le résultat précédent ?"
#~ msgid "Please find the cornor with perfect degree of extrusion"
#~ msgstr "Veuillez trouver le coin avec un degré d’extrusion parfait"
@@ -17386,33 +14004,17 @@ msgstr ""
#~ msgid "Y"
#~ msgstr "Y"
-#~ msgid ""
-#~ "Associate OrcaSlicer with prusaslicer:// links so that Orca can open "
-#~ "PrusaSlicer links from Printable.com"
-#~ msgstr ""
-#~ "Associer OrcaSlicer aux liens prusaslicer:// pour qu’Orca puisse ouvrir "
-#~ "les liens PrusaSlicer de Printable.com"
+#~ msgid "Associate OrcaSlicer with prusaslicer:// links so that Orca can open PrusaSlicer links from Printable.com"
+#~ msgstr "Associer OrcaSlicer aux liens prusaslicer:// pour qu’Orca puisse ouvrir les liens PrusaSlicer de Printable.com"
#~ msgid ""
-#~ "Order of wall/infill. When the tickbox is unchecked the walls are printed "
-#~ "first, which works best in most cases.\n"
+#~ "Order of wall/infill. When the tickbox is unchecked the walls are printed first, which works best in most cases.\n"
#~ "\n"
-#~ "Printing walls first may help with extreme overhangs as the walls have "
-#~ "the neighbouring infill to adhere to. However, the infill will slighly "
-#~ "push out the printed walls where it is attached to them, resulting in a "
-#~ "worse external surface finish. It can also cause the infill to shine "
-#~ "through the external surfaces of the part."
+#~ "Printing walls first may help with extreme overhangs as the walls have the neighbouring infill to adhere to. However, the infill will slighly push out the printed walls where it is attached to them, resulting in a worse external surface finish. It can also cause the infill to shine through the external surfaces of the part."
#~ msgstr ""
-#~ "Ordre des parois/remplissages. Lorsque la case n’est pas cochée, les "
-#~ "parois sont imprimées en premier, ce qui fonctionne le mieux dans la "
-#~ "plupart des cas.\n"
+#~ "Ordre des parois/remplissages. Lorsque la case n’est pas cochée, les parois sont imprimées en premier, ce qui fonctionne le mieux dans la plupart des cas.\n"
#~ "\n"
-#~ "L’impression des parois en premier peut s’avérer utile en cas de "
-#~ "surplombs extrêmes, car les parois ont le remplissage voisin auquel "
-#~ "adhérer. Cependant, le remplissage repoussera légèrement les parois "
-#~ "imprimées à l’endroit où il est fixé, ce qui se traduira par une moins "
-#~ "bonne finition de la surface extérieure. Cela peut également faire "
-#~ "briller le remplissage à travers les surfaces externes de la pièce."
+#~ "L’impression des parois en premier peut s’avérer utile en cas de surplombs extrêmes, car les parois ont le remplissage voisin auquel adhérer. Cependant, le remplissage repoussera légèrement les parois imprimées à l’endroit où il est fixé, ce qui se traduira par une moins bonne finition de la surface extérieure. Cela peut également faire briller le remplissage à travers les surfaces externes de la pièce."
#~ msgid "V"
#~ msgstr "V"
@@ -17421,69 +14023,27 @@ msgstr ""
#~ msgstr "Vitesse d’impression maximale lors de la purge"
#~ msgid ""
-#~ "The maximum print speed when purging in the wipe tower. If the sparse "
-#~ "infill speed or calculated speed from the filament max volumetric speed "
-#~ "is lower, the lowest speed will be used instead.\n"
-#~ "Increasing this speed may affect the tower's stability, as purging can be "
-#~ "performed over sparse layers. Before increasing this parameter beyond the "
-#~ "default of 90mm/sec, make sure your printer can reliably bridge at the "
-#~ "increased speeds."
+#~ "The maximum print speed when purging in the wipe tower. If the sparse infill speed or calculated speed from the filament max volumetric speed is lower, the lowest speed will be used instead.\n"
+#~ "Increasing this speed may affect the tower's stability, as purging can be performed over sparse layers. Before increasing this parameter beyond the default of 90mm/sec, make sure your printer can reliably bridge at the increased speeds."
#~ msgstr ""
-#~ "Vitesse d’impression maximale lors de la purge dans la tour d’essuyage. "
-#~ "Si la vitesse de remplissage ou la vitesse calculée à partir de la "
-#~ "vitesse volumétrique maximale du filament est inférieure, c’est la "
-#~ "vitesse la plus basse qui sera utilisée.\n"
-#~ "L’augmentation de cette vitesse peut affecter la stabilité de la tour, "
-#~ "car la purge peut être effectuée sur des couches peu épaisses. Avant "
-#~ "d’augmenter ce paramètre au-delà de la valeur par défaut de 90 mm/sec, "
-#~ "assurez-vous que votre imprimante peut effectuer un pontage fiable aux "
-#~ "vitesses accrues."
+#~ "Vitesse d’impression maximale lors de la purge dans la tour d’essuyage. Si la vitesse de remplissage ou la vitesse calculée à partir de la vitesse volumétrique maximale du filament est inférieure, c’est la vitesse la plus basse qui sera utilisée.\n"
+#~ "L’augmentation de cette vitesse peut affecter la stabilité de la tour, car la purge peut être effectuée sur des couches peu épaisses. Avant d’augmenter ce paramètre au-delà de la valeur par défaut de 90 mm/sec, assurez-vous que votre imprimante peut effectuer un pontage fiable aux vitesses accrues."
-#~ msgid ""
-#~ "Orca Slicer is based on BambuStudio by Bambulab, which is from "
-#~ "PrusaSlicer by Prusa Research. PrusaSlicer is from Slic3r by Alessandro "
-#~ "Ranellucci and the RepRap community"
-#~ msgstr ""
-#~ "Orca Slicer est basé sur Bambu Studio de Bambulab qui a été développé sur "
-#~ "la base de PrusaSlicer de Prusa Research, qui est lui même développé sur "
-#~ "la base de Slic3r par Alessandro Ranelucci et la communauté RepRap"
+#~ msgid "Orca Slicer is based on BambuStudio by Bambulab, which is from PrusaSlicer by Prusa Research. PrusaSlicer is from Slic3r by Alessandro Ranellucci and the RepRap community"
+#~ msgstr "Orca Slicer est basé sur Bambu Studio de Bambulab qui a été développé sur la base de PrusaSlicer de Prusa Research, qui est lui même développé sur la base de Slic3r par Alessandro Ranelucci et la communauté RepRap"
#~ msgid "Export &Configs"
#~ msgstr "Exportation & Configs"
-#~ msgid ""
-#~ "Over 4 systems/handy are using remote access, you can close some and try "
-#~ "again."
-#~ msgstr ""
-#~ "Plus de 4 orca/handy utilisent l’accès à distance, vous pouvez en fermer "
-#~ "certains et réessayer."
+#~ msgid "Over 4 systems/handy are using remote access, you can close some and try again."
+#~ msgstr "Plus de 4 orca/handy utilisent l’accès à distance, vous pouvez en fermer certains et réessayer."
#, c-format, boost-format
-#~ msgid ""
-#~ "Infill area is enlarged slightly to overlap with wall for better bonding. "
-#~ "The percentage value is relative to line width of sparse infill. Set this "
-#~ "value to ~10-15%% to minimize potential over extrusion and accumulation "
-#~ "of material resulting in rough top surfaces."
-#~ msgstr ""
-#~ "La zone de remplissage est légèrement élargie pour chevaucher la paroi "
-#~ "afin d’améliorer l’adhérence. La valeur du pourcentage est relative à la "
-#~ "largeur de la ligne de remplissage clairsemée. Réglez cette valeur à "
-#~ "~10-15%% pour minimiser le risque de sur-extrusion et d’accumulation de "
-#~ "matériau, ce qui rendrait les surfaces supérieures rugueuses."
+#~ msgid "Infill area is enlarged slightly to overlap with wall for better bonding. The percentage value is relative to line width of sparse infill. Set this value to ~10-15%% to minimize potential over extrusion and accumulation of material resulting in rough top surfaces."
+#~ msgstr "La zone de remplissage est légèrement élargie pour chevaucher la paroi afin d’améliorer l’adhérence. La valeur du pourcentage est relative à la largeur de la ligne de remplissage clairsemée. Réglez cette valeur à ~10-15%% pour minimiser le risque de sur-extrusion et d’accumulation de matériau, ce qui rendrait les surfaces supérieures rugueuses."
-#~ msgid ""
-#~ "Top solid infill area is enlarged slightly to overlap with wall for "
-#~ "better bonding and to minimize the appearance of pinholes where the top "
-#~ "infill meets the walls. A value of 25-30%% is a good starting point, "
-#~ "minimising the appearance of pinholes. The percentage value is relative "
-#~ "to line width of sparse infill"
-#~ msgstr ""
-#~ "La zone de remplissage solide supérieure est légèrement élargie pour "
-#~ "chevaucher la paroi afin d’améliorer l’adhérence et de minimiser "
-#~ "l’apparition de trous d’épingle à l’endroit où le remplissage supérieur "
-#~ "rencontre les parois. Une valeur de 25-30%% est un bon point de départ, "
-#~ "minimisant l’apparition de trous d’épingle. La valeur en pourcentage est "
-#~ "relative à la largeur de ligne d’un remplissage peu dense."
+#~ msgid "Top solid infill area is enlarged slightly to overlap with wall for better bonding and to minimize the appearance of pinholes where the top infill meets the walls. A value of 25-30%% is a good starting point, minimising the appearance of pinholes. The percentage value is relative to line width of sparse infill"
+#~ msgstr "La zone de remplissage solide supérieure est légèrement élargie pour chevaucher la paroi afin d’améliorer l’adhérence et de minimiser l’apparition de trous d’épingle à l’endroit où le remplissage supérieur rencontre les parois. Une valeur de 25-30%% est un bon point de départ, minimisant l’apparition de trous d’épingle. La valeur en pourcentage est relative à la largeur de ligne d’un remplissage peu dense."
#~ msgid "Export Configs"
#~ msgstr "Exporter les configurations"
@@ -17491,21 +14051,11 @@ msgstr ""
#~ msgid "Infill direction"
#~ msgstr "Sens de remplissage"
-#~ msgid ""
-#~ "Enable this to get a G-code file which has G2 and G3 moves. And the "
-#~ "fitting tolerance is same with resolution"
-#~ msgstr ""
-#~ "Activez cette option pour obtenir un fichier G-code contenant des "
-#~ "mouvements G2 et G3. Et la tolérance d'ajustement est la même avec la "
-#~ "résolution"
+#~ msgid "Enable this to get a G-code file which has G2 and G3 moves. And the fitting tolerance is same with resolution"
+#~ msgstr "Activez cette option pour obtenir un fichier G-code contenant des mouvements G2 et G3. Et la tolérance d'ajustement est la même avec la résolution"
-#~ msgid ""
-#~ "Infill area is enlarged slightly to overlap with wall for better bonding. "
-#~ "The percentage value is relative to line width of sparse infill"
-#~ msgstr ""
-#~ "La zone de remplissage est légèrement agrandie pour chevaucher la paroi "
-#~ "afin d'améliorer l'adhérence. La valeur en pourcentage est relative à la "
-#~ "largeur de ligne de remplissage."
+#~ msgid "Infill area is enlarged slightly to overlap with wall for better bonding. The percentage value is relative to line width of sparse infill"
+#~ msgstr "La zone de remplissage est légèrement agrandie pour chevaucher la paroi afin d'améliorer l'adhérence. La valeur en pourcentage est relative à la largeur de ligne de remplissage."
#~ msgid "Actions For Unsaved Changes"
#~ msgstr "Actions pour les changements non enregistrés"
@@ -17534,28 +14084,20 @@ msgstr ""
#~ msgid ""
#~ "\n"
-#~ "Would you like to keep these changed settings(modified value) after "
-#~ "switching preset?"
+#~ "Would you like to keep these changed settings(modified value) after switching preset?"
#~ msgstr ""
#~ "\n"
-#~ "Souhaitez-vous conserver ces paramètres modifiés (valeur modifiée) après "
-#~ "avoir changé de préréglage ?"
+#~ "Souhaitez-vous conserver ces paramètres modifiés (valeur modifiée) après avoir changé de préréglage ?"
-#~ msgid ""
-#~ "You have previously modified your settings and are about to overwrite "
-#~ "them with new ones."
-#~ msgstr ""
-#~ "Vous avez précédemment modifié vos paramètres et vous êtes sur le point "
-#~ "de les remplacer par de nouveaux."
+#~ msgid "You have previously modified your settings and are about to overwrite them with new ones."
+#~ msgstr "Vous avez précédemment modifié vos paramètres et vous êtes sur le point de les remplacer par de nouveaux."
#~ msgid ""
#~ "\n"
-#~ "Do you want to keep your current modified settings, or use preset "
-#~ "settings?"
+#~ "Do you want to keep your current modified settings, or use preset settings?"
#~ msgstr ""
#~ "\n"
-#~ "Souhaitez-vous conserver vos paramètres modifiés actuels ou utiliser des "
-#~ "paramètres prédéfinis ?"
+#~ "Souhaitez-vous conserver vos paramètres modifiés actuels ou utiliser des paramètres prédéfinis ?"
#~ msgid ""
#~ "\n"
@@ -17567,12 +14109,8 @@ msgstr ""
#~ msgid "Unload Filament"
#~ msgstr "Déchargement"
-#~ msgid ""
-#~ "Choose an AMS slot then press \"Load\" or \"Unload\" button to "
-#~ "automatically load or unload filiament."
-#~ msgstr ""
-#~ "Choisissez un emplacement AMS puis appuyez sur le bouton correspondant "
-#~ "pour Charger ou Décharger le filament."
+#~ msgid "Choose an AMS slot then press \"Load\" or \"Unload\" button to automatically load or unload filiament."
+#~ msgstr "Choisissez un emplacement AMS puis appuyez sur le bouton correspondant pour Charger ou Décharger le filament."
#~ msgid "MC"
#~ msgstr "MC"
@@ -17601,12 +14139,8 @@ msgstr ""
#~ msgid "New Flow Dynamics Calibration"
#~ msgstr "Nouvelle calibration de la dynamique du flux"
-#~ msgid ""
-#~ "The 3mf file version is in Beta and it is newer than the current "
-#~ "OrcaSlicer version."
-#~ msgstr ""
-#~ "La version du fichier 3mf est en Beta et est plus récente que la version "
-#~ "actuelle d’OrcaSlicer."
+#~ msgid "The 3mf file version is in Beta and it is newer than the current OrcaSlicer version."
+#~ msgstr "La version du fichier 3mf est en Beta et est plus récente que la version actuelle d’OrcaSlicer."
#~ msgid "active"
#~ msgstr "actif"
@@ -17617,43 +14151,20 @@ msgstr ""
#~ msgid "Cabin humidity"
#~ msgstr "Humidité dans l'AMS"
-#~ msgid ""
-#~ "Green means that AMS humidity is normal, orange represent humidity is "
-#~ "high, red represent humidity is too high.(Hygrometer: lower the better.)"
-#~ msgstr ""
-#~ "Le vert signifie que l'humidité de l'AMS est normale, l'orange signifie "
-#~ "que l'humidité est élevée et le rouge signifie que l'humidité est trop "
-#~ "élevée. (Hygromètre : plus c'est bas, mieux c'est.)"
+#~ msgid "Green means that AMS humidity is normal, orange represent humidity is high, red represent humidity is too high.(Hygrometer: lower the better.)"
+#~ msgstr "Le vert signifie que l'humidité de l'AMS est normale, l'orange signifie que l'humidité est élevée et le rouge signifie que l'humidité est trop élevée. (Hygromètre : plus c'est bas, mieux c'est.)"
#~ msgid "Desiccant status"
#~ msgstr "État du déshydratant"
-#~ msgid ""
-#~ "A desiccant status lower than two bars indicates that desiccant may be "
-#~ "inactive. Please change the desiccant.(The bars: higher the better.)"
-#~ msgstr ""
-#~ "Un état du dessicateur inférieur à deux barres indique que le dessicateur "
-#~ "est peut-être inactif. Veuillez changer le déshydratant. (Plus c'est "
-#~ "élevé, mieux c'est.)"
+#~ msgid "A desiccant status lower than two bars indicates that desiccant may be inactive. Please change the desiccant.(The bars: higher the better.)"
+#~ msgstr "Un état du dessicateur inférieur à deux barres indique que le dessicateur est peut-être inactif. Veuillez changer le déshydratant. (Plus c'est élevé, mieux c'est.)"
-#~ msgid ""
-#~ "Note: When the lid is open or the desiccant pack is changed, it can take "
-#~ "hours or a night to absorb the moisture. Low temperatures also slow down "
-#~ "the process. During this time, the indicator may not represent the "
-#~ "chamber accurately."
-#~ msgstr ""
-#~ "Remarque: Lorsque le couvercle est ouvert ou que le sachet de dessicateur "
-#~ "est changé, cela peut prendre plusieurs heures ou une nuit pour absorber "
-#~ "l'humidité. Les basses températures ralentissent également le processus. "
-#~ "Pendant ce temps, l'indicateur pourrait ne pas représenter l'humidité "
-#~ "dans l'AMS avec précision."
+#~ msgid "Note: When the lid is open or the desiccant pack is changed, it can take hours or a night to absorb the moisture. Low temperatures also slow down the process. During this time, the indicator may not represent the chamber accurately."
+#~ msgstr "Remarque: Lorsque le couvercle est ouvert ou que le sachet de dessicateur est changé, cela peut prendre plusieurs heures ou une nuit pour absorber l'humidité. Les basses températures ralentissent également le processus. Pendant ce temps, l'indicateur pourrait ne pas représenter l'humidité dans l'AMS avec précision."
-#~ msgid ""
-#~ "Note: if new filament is inserted during printing, the AMS will not "
-#~ "automatically read any information until printing is completed."
-#~ msgstr ""
-#~ "Remarque : si un nouveau filament est inséré pendant l'impression, l'AMS "
-#~ "ne lira automatiquement aucune information avant la fin de l'impression."
+#~ msgid "Note: if new filament is inserted during printing, the AMS will not automatically read any information until printing is completed."
+#~ msgstr "Remarque : si un nouveau filament est inséré pendant l'impression, l'AMS ne lira automatiquement aucune information avant la fin de l'impression."
#, boost-format
#~ msgid "Succeed to export G-code to %1%"
@@ -17665,22 +14176,17 @@ msgstr ""
#~ msgid "Initialize failed (No Camera Device)!"
#~ msgstr "L'initialisation a échoué (Pas de caméra)!"
-#~ msgid ""
-#~ "Printer is busy downloading, Please wait for the downloading to finish."
-#~ msgstr ""
-#~ "L'imprimante est occupée à télécharger, veuillez attendre la fin du "
-#~ "téléchargement."
+#~ msgid "Printer is busy downloading, Please wait for the downloading to finish."
+#~ msgstr "L'imprimante est occupée à télécharger, veuillez attendre la fin du téléchargement."
#~ msgid "Initialize failed (Not supported on the current printer version)!"
-#~ msgstr ""
-#~ "Échec de l'initialisation (non pris en charge par l'imprimante actuelle) !"
+#~ msgstr "Échec de l'initialisation (non pris en charge par l'imprimante actuelle) !"
#~ msgid "Initialize failed (Not accessible in LAN-only mode)!"
#~ msgstr "L'initialisation a échoué (Non accessible en mode LAN uniquement) !"
#~ msgid "Initialize failed (Missing LAN ip of printer)!"
-#~ msgstr ""
-#~ "Échec de l'initialisation (adresse IP réseau manquante de l'imprimante) !"
+#~ msgstr "Échec de l'initialisation (adresse IP réseau manquante de l'imprimante) !"
#, c-format, boost-format
#~ msgid "Stopped [%d]!"
@@ -17699,8 +14205,7 @@ msgstr ""
#~ msgstr "Échec du chargement [%d]"
#~ msgid "Failed to fetching model infomations from printer."
-#~ msgstr ""
-#~ "Impossible de récupérer les informations du modèle depuis l'imprimante."
+#~ msgstr "Impossible de récupérer les informations du modèle depuis l'imprimante."
#~ msgid "Failed to parse model infomations."
#~ msgstr "Impossible d'analyser les informations du modèle."
@@ -17711,46 +14216,33 @@ msgstr ""
#~ msgid "File not exists."
#~ msgstr "Le fichier n'existe pas."
-#~ msgid ""
-#~ "Unable to perform boolean operation on model meshes. Only positive parts "
-#~ "will be exported."
-#~ msgstr ""
-#~ "Impossible d'effectuer une opération booléenne sur les maillages du "
-#~ "modèle. Seules les parties positives seront exportées."
+#~ msgid "Unable to perform boolean operation on model meshes. Only positive parts will be exported."
+#~ msgstr "Impossible d'effectuer une opération booléenne sur les maillages du modèle. Seules les parties positives seront exportées."
#, boost-format
#~ msgid ""
#~ "You have changed some settings of preset \"%1%\". \n"
-#~ "Would you like to keep these changed settings (new value) after switching "
-#~ "preset?"
+#~ "Would you like to keep these changed settings (new value) after switching preset?"
#~ msgstr ""
#~ "Vous avez modifié certains paramètres du préréglage \"%1%\". \n"
-#~ "Souhaitez-vous conserver ces paramètres modifiés (nouvelle valeur) après "
-#~ "avoir changé de préréglage ?"
+#~ "Souhaitez-vous conserver ces paramètres modifiés (nouvelle valeur) après avoir changé de préréglage ?"
#~ msgid ""
#~ "You have changed some preset settings. \n"
-#~ "Would you like to keep these changed settings (new value) after switching "
-#~ "preset?"
+#~ "Would you like to keep these changed settings (new value) after switching preset?"
#~ msgstr ""
#~ "Vous avez modifié certains paramètres prédéfinis. \n"
-#~ "Souhaitez-vous conserver ces paramètres modifiés (nouvelle valeur) après "
-#~ "avoir changé de préréglage ?"
+#~ "Souhaitez-vous conserver ces paramètres modifiés (nouvelle valeur) après avoir changé de préréglage ?"
#~ msgid " ℃"
#~ msgstr " ℃"
#~ msgid ""
#~ "Please go to filament setting to edit your presets if you need.\n"
-#~ "Please note that nozzle temperature, hot bed temperature, and maximum "
-#~ "volumetric speed have a significant impact on printing quality. Please "
-#~ "set them carefully."
+#~ "Please note that nozzle temperature, hot bed temperature, and maximum volumetric speed have a significant impact on printing quality. Please set them carefully."
#~ msgstr ""
-#~ "Si vous le souhaitez, vous pouvez modifier vos préréglages dans les "
-#~ "paramètres du filament.\n"
-#~ "Veuillez noter que la température de la buse, la température du plateau "
-#~ "et la vitesse volumétrique maximale ont un impact significatif sur la "
-#~ "qualité de l’impression. Veuillez les régler avec soin."
+#~ "Si vous le souhaitez, vous pouvez modifier vos préréglages dans les paramètres du filament.\n"
+#~ "Veuillez noter que la température de la buse, la température du plateau et la vitesse volumétrique maximale ont un impact significatif sur la qualité de l’impression. Veuillez les régler avec soin."
#~ msgid "Studio Version:"
#~ msgstr "Version de Studio :"
@@ -17792,64 +14284,40 @@ msgstr ""
#~ msgstr "Test de l’envoi du stockage"
#~ msgid ""
-#~ "The speed setting exceeds the printer's maximum speed "
-#~ "(machine_max_speed_x/machine_max_speed_y).\n"
-#~ "Orca will automatically cap the print speed to ensure it doesn't surpass "
-#~ "the printer's capabilities.\n"
-#~ "You can adjust the maximum speed setting in your printer's configuration "
-#~ "to get higher speeds."
+#~ "The speed setting exceeds the printer's maximum speed (machine_max_speed_x/machine_max_speed_y).\n"
+#~ "Orca will automatically cap the print speed to ensure it doesn't surpass the printer's capabilities.\n"
+#~ "You can adjust the maximum speed setting in your printer's configuration to get higher speeds."
#~ msgstr ""
-#~ "Le réglage de la vitesse dépasse la vitesse maximale de l’imprimante "
-#~ "(machine_max_speed_x/machine_max_speed_y).\n"
-#~ "Orca plafonne automatiquement la vitesse d’impression pour s’assurer "
-#~ "qu’elle ne dépasse pas les capacités de l’imprimante.\n"
-#~ "Vous pouvez ajuster le paramètre de vitesse maximale dans la "
-#~ "configuration de votre imprimante pour obtenir des vitesses plus élevées."
+#~ "Le réglage de la vitesse dépasse la vitesse maximale de l’imprimante (machine_max_speed_x/machine_max_speed_y).\n"
+#~ "Orca plafonne automatiquement la vitesse d’impression pour s’assurer qu’elle ne dépasse pas les capacités de l’imprimante.\n"
+#~ "Vous pouvez ajuster le paramètre de vitesse maximale dans la configuration de votre imprimante pour obtenir des vitesses plus élevées."
-#~ msgid ""
-#~ "Alternate extra wall only works with ensure vertical shell thickness "
-#~ "disabled. "
-#~ msgstr ""
-#~ "La paroi supplémentaire alternée ne fonctionne que si « Assurer "
-#~ "l’épaisseur verticale de la coque » est désactivé. "
+#~ msgid "Alternate extra wall only works with ensure vertical shell thickness disabled. "
+#~ msgstr "La paroi supplémentaire alternée ne fonctionne que si « Assurer l’épaisseur verticale de la coque » est désactivé. "
#~ msgid ""
#~ "Change these settings automatically? \n"
-#~ "Yes - Disable ensure vertical shell thickness and enable alternate extra "
-#~ "wall\n"
+#~ "Yes - Disable ensure vertical shell thickness and enable alternate extra wall\n"
#~ "No - Dont use alternate extra wall"
#~ msgstr ""
#~ "Modifier ces paramètres automatiquement ? \n"
-#~ "Oui - Désactiver « Assurer l’épaisseur verticale de la coque » et activer "
-#~ "« Paroi supplémentaire alternée »\n"
+#~ "Oui - Désactiver « Assurer l’épaisseur verticale de la coque » et activer « Paroi supplémentaire alternée »\n"
#~ "Non - Ne pas utiliser « Paroi supplémentaire alternée »"
-#~ msgid ""
-#~ "Add solid infill near sloping surfaces to guarantee the vertical shell "
-#~ "thickness (top+bottom solid layers)"
-#~ msgstr ""
-#~ "Ajoutez du remplissage solide à proximité des surfaces inclinées pour "
-#~ "garantir l'épaisseur verticale de la coque (couches solides supérieure"
-#~ "+inférieure)."
+#~ msgid "Add solid infill near sloping surfaces to guarantee the vertical shell thickness (top+bottom solid layers)"
+#~ msgstr "Ajoutez du remplissage solide à proximité des surfaces inclinées pour garantir l'épaisseur verticale de la coque (couches solides supérieure+inférieure)."
#~ msgid "Further reduce solid infill on walls (beta)"
#~ msgstr "Réduire davantage le remplissage solide des parois (expérimental)"
#~ msgid ""
-#~ "Further reduces any solid infill applied to walls. As there will be very "
-#~ "limited infill supporting solid surfaces, make sure that you are using "
-#~ "adequate number of walls to support the part on sloping surfaces.\n"
+#~ "Further reduces any solid infill applied to walls. As there will be very limited infill supporting solid surfaces, make sure that you are using adequate number of walls to support the part on sloping surfaces.\n"
#~ "\n"
-#~ "For heavily sloped surfaces this option is not suitable as it will "
-#~ "generate too thin of a top layer and should be disabled."
+#~ "For heavily sloped surfaces this option is not suitable as it will generate too thin of a top layer and should be disabled."
#~ msgstr ""
-#~ "Réduit encore davantage les remplissages solides appliqués aux parois. "
-#~ "Étant donné que le remplissage des surfaces solides sera très limité, "
-#~ "assurez-vous que vous utilisez un nombre suffisant de parois pour "
-#~ "soutenir la partie sur les surfaces inclinées.\n"
+#~ "Réduit encore davantage les remplissages solides appliqués aux parois. Étant donné que le remplissage des surfaces solides sera très limité, assurez-vous que vous utilisez un nombre suffisant de parois pour soutenir la partie sur les surfaces inclinées.\n"
#~ "\n"
-#~ "Pour les surfaces fortement inclinées, cette option n’est pas adaptée car "
-#~ "elle génère une couche supérieure trop fine et doit être désactivée."
+#~ "Pour les surfaces fortement inclinées, cette option n’est pas adaptée car elle génère une couche supérieure trop fine et doit être désactivée."
#~ msgid "Text-Rotate"
#~ msgstr "Rotation du texte"
@@ -17863,29 +14331,17 @@ msgstr ""
#~ msgid "Configuration package updated to "
#~ msgstr "Package de configuration mis à jour en "
-#~ msgid ""
-#~ "The minimum printing speed for the filament when slow down for better "
-#~ "layer cooling is enabled, when printing overhangs and when feature speeds "
-#~ "are not specified explicitly."
-#~ msgstr ""
-#~ "La vitesse d’impression minimale lors du ralentissement pour un meilleur "
-#~ "refroidissement des couches est activée, lors de l’impression des "
-#~ "surplombs et lorsque les fonctionnalités de vitesses ne sont pas "
-#~ "spécifiées explicitement."
+#~ msgid "The minimum printing speed for the filament when slow down for better layer cooling is enabled, when printing overhangs and when feature speeds are not specified explicitly."
+#~ msgstr "La vitesse d’impression minimale lors du ralentissement pour un meilleur refroidissement des couches est activée, lors de l’impression des surplombs et lorsque les fonctionnalités de vitesses ne sont pas spécifiées explicitement."
#~ msgid " "
#~ msgstr " "
#~ msgid "Small Area Infill Flow Compensation (beta)"
-#~ msgstr ""
-#~ "Compensation des débits de remplissage des petites zones (expérimental)"
+#~ msgstr "Compensation des débits de remplissage des petites zones (expérimental)"
-#~ msgid ""
-#~ "Improve shell precision by adjusting outer wall spacing. This also "
-#~ "improves layer consistency."
-#~ msgstr ""
-#~ "Améliorer la précision de la coque en ajustant l’espacement des parois "
-#~ "extérieures. Cela améliore également la consistance des couches."
+#~ msgid "Improve shell precision by adjusting outer wall spacing. This also improves layer consistency."
+#~ msgstr "Améliorer la précision de la coque en ajustant l’espacement des parois extérieures. Cela améliore également la consistance des couches."
#~ msgid "Enable Flow Compensation"
#~ msgstr "Activer la compensation de débit"
@@ -17903,21 +14359,10 @@ msgstr ""
#~ msgstr "La configuration ne peut pas être chargée."
#~ msgid "The 3mf is generated by old Orca Slicer, load geometry data only."
-#~ msgstr ""
-#~ "Le fichier 3mf a été généré par une ancienne version de Orca Slicer, "
-#~ "chargement des données de géométrie uniquement."
+#~ msgstr "Le fichier 3mf a été généré par une ancienne version de Orca Slicer, chargement des données de géométrie uniquement."
-#~ msgid ""
-#~ "Relative extrusion is recommended when using \"label_objects\" option."
-#~ "Some extruders work better with this option unckecked (absolute extrusion "
-#~ "mode). Wipe tower is only compatible with relative mode. It is always "
-#~ "enabled on BambuLab printers. Default is checked"
-#~ msgstr ""
-#~ "L’extrusion relative est recommandée lors de l’utilisation de l’option "
-#~ "\"label_objects\". Certains extrudeurs fonctionnent mieux avec cette "
-#~ "option décochée (mode d’extrusion absolu). La tour d’essuyage n’est "
-#~ "compatible qu’avec le mode relatif. Il est toujours activé sur les "
-#~ "imprimantes BambuLab. La valeur par défaut est cochée"
+#~ msgid "Relative extrusion is recommended when using \"label_objects\" option.Some extruders work better with this option unckecked (absolute extrusion mode). Wipe tower is only compatible with relative mode. It is always enabled on BambuLab printers. Default is checked"
+#~ msgstr "L’extrusion relative est recommandée lors de l’utilisation de l’option \"label_objects\". Certains extrudeurs fonctionnent mieux avec cette option décochée (mode d’extrusion absolu). La tour d’essuyage n’est compatible qu’avec le mode relatif. Il est toujours activé sur les imprimantes BambuLab. La valeur par défaut est cochée"
#~ msgid "Movement:"
#~ msgstr "Mouvement:"
@@ -17956,26 +14401,14 @@ msgstr ""
#~ msgid "Recalculate"
#~ msgstr "Recalculer"
-#~ msgid ""
-#~ "Orca recalculates your flushing volumes everytime the filament colors "
-#~ "change. You can change this behavior in Preferences."
-#~ msgstr ""
-#~ "Orca recalcule vos volumes de purge à chaque fois que les couleurs des "
-#~ "filaments changent. Vous pouvez modifier ce comportement dans les "
-#~ "préférences."
+#~ msgid "Orca recalculates your flushing volumes everytime the filament colors change. You can change this behavior in Preferences."
+#~ msgstr "Orca recalcule vos volumes de purge à chaque fois que les couleurs des filaments changent. Vous pouvez modifier ce comportement dans les préférences."
-#~ msgid ""
-#~ "The printer timed out while receiving a print job. Please check if the "
-#~ "network is functioning properly and send the print again."
-#~ msgstr ""
-#~ "L'imprimante s'est arrêtée pendant la réception d'un travail "
-#~ "d'impression. Vérifiez que le réseau fonctionne correctement et relancez "
-#~ "l'impression."
+#~ msgid "The printer timed out while receiving a print job. Please check if the network is functioning properly and send the print again."
+#~ msgstr "L'imprimante s'est arrêtée pendant la réception d'un travail d'impression. Vérifiez que le réseau fonctionne correctement et relancez l'impression."
#~ msgid "The beginning of the vendor can not be a number. Please re-enter."
-#~ msgstr ""
-#~ "Le début du nom du vendeur ne peut pas être un numéro. Veuillez les "
-#~ "saisir à nouveau."
+#~ msgstr "Le début du nom du vendeur ne peut pas être un numéro. Veuillez les saisir à nouveau."
#~ msgid "Edit Text"
#~ msgstr "Modifier texte"
@@ -18010,43 +14443,29 @@ msgstr ""
#~ msgid "Quick"
#~ msgstr "Rapide"
-#~ msgid ""
-#~ "Discribe how long the nozzle will move along the last path when retracting"
-#~ msgstr ""
-#~ "Décrire combien de temps la buse se déplacera le long du dernier chemin "
-#~ "lors de la rétraction"
+#~ msgid "Discribe how long the nozzle will move along the last path when retracting"
+#~ msgstr "Décrire combien de temps la buse se déplacera le long du dernier chemin lors de la rétraction"
#~ msgid ""
#~ "Simplify Model\n"
-#~ "Did you know that you can reduce the number of triangles in a mesh using "
-#~ "the Simplify mesh feature? Right-click the model and select Simplify "
-#~ "model. Read more in the documentation."
+#~ "Did you know that you can reduce the number of triangles in a mesh using the Simplify mesh feature? Right-click the model and select Simplify model. Read more in the documentation."
#~ msgstr ""
#~ "Simplifier le modèle\n"
-#~ "Saviez-vous que vous pouvez réduire le nombre de triangles dans un "
-#~ "maillage à l'aide de la fonction Simplifier le maillage ? Cliquez avec le "
-#~ "bouton droit sur le modèle et sélectionnez Simplifier le modèle. Pour en "
-#~ "savoir plus, consultez la documentation."
+#~ "Saviez-vous que vous pouvez réduire le nombre de triangles dans un maillage à l'aide de la fonction Simplifier le maillage ? Cliquez avec le bouton droit sur le modèle et sélectionnez Simplifier le modèle. Pour en savoir plus, consultez la documentation."
#~ msgid ""
#~ "Subtract a Part\n"
-#~ "Did you know that you can subtract one mesh from another using the "
-#~ "Negative part modifier? That way you can, for example, create easily "
-#~ "resizable holes directly in Orca Slicer. Read more in the documentation."
+#~ "Did you know that you can subtract one mesh from another using the Negative part modifier? That way you can, for example, create easily resizable holes directly in Orca Slicer. Read more in the documentation."
#~ msgstr ""
#~ "Soustraire une partie\n"
-#~ "Saviez-vous que vous pouvez soustraire un maillage d'un autre à l'aide du "
-#~ "modificateur de partie négative ? De cette façon, vous pouvez, par "
-#~ "exemple, créer des trous facilement redimensionnables directement dans "
-#~ "Orca Slicer. Plus d'informations dans la documentation."
+#~ "Saviez-vous que vous pouvez soustraire un maillage d'un autre à l'aide du modificateur de partie négative ? De cette façon, vous pouvez, par exemple, créer des trous facilement redimensionnables directement dans Orca Slicer. Plus d'informations dans la documentation."
#~ msgid "Filling bed "
#~ msgstr "Remplir le plateau"
#, boost-format
#~ msgid "%1% infill pattern doesn't support 100%% density."
-#~ msgstr ""
-#~ "Le motif de remplissage %1% ne prend pas en charge une densité de 100%%."
+#~ msgstr "Le motif de remplissage %1% ne prend pas en charge une densité de 100%%."
#~ msgid ""
#~ "Switch to rectilinear pattern?\n"
@@ -18058,9 +14477,7 @@ msgstr ""
#~ "Non - Réinitialise automatiquement la densité à la valeur par défaut"
#~ msgid "Please heat the nozzle to above 170 degree before loading filament."
-#~ msgstr ""
-#~ "Veuillez chauffer la buse à plus de 170 degrés avant de charger le "
-#~ "filament."
+#~ msgstr "Veuillez chauffer la buse à plus de 170 degrés avant de charger le filament."
#~ msgid "Show g-code window"
#~ msgstr "Afficher la fenêtre G-code"
@@ -18076,8 +14493,7 @@ msgstr ""
#~ msgstr "Nombre de parois support arborescent"
#~ msgid "This setting specify the count of walls around tree support"
-#~ msgstr ""
-#~ "Ce paramètre spécifie le nombre de murs autour du support arborescent"
+#~ msgstr "Ce paramètre spécifie le nombre de murs autour du support arborescent"
#, c-format, boost-format
#~ msgid " doesn't work at 100%% density "
@@ -18099,16 +14515,13 @@ msgstr ""
#~ msgstr "Veuillez saisir une valeur valide (K entre 0 et 0,5)"
#~ msgid "Please input a valid value (K in 0~0.5, N in 0.6~2.0)"
-#~ msgstr ""
-#~ "Veuillez saisir une valeur valide (K entre 0 et 0,5, N entre 0,6 et 2,0)"
+#~ msgstr "Veuillez saisir une valeur valide (K entre 0 et 0,5, N entre 0,6 et 2,0)"
#~ msgid "Export all objects as STL"
#~ msgstr "Exporter tous les objets au format STL"
#~ msgid "The 3mf is not compatible, load geometry data only!"
-#~ msgstr ""
-#~ "Le 3mf n'est pas compatible, chargement des données géométriques "
-#~ "uniquement!"
+#~ msgstr "Le 3mf n'est pas compatible, chargement des données géométriques uniquement!"
#~ msgid "Incompatible 3mf"
#~ msgstr "Fichier 3mf incompatible"
@@ -18130,9 +14543,7 @@ msgstr ""
#~ msgstr "Ordre de mur intérieur/extérieur/remplissage"
#~ msgid "Print sequence of inner wall, outer wall and infill. "
-#~ msgstr ""
-#~ "Séquence d'impression du mur intérieur, du mur extérieur et du "
-#~ "remplissage."
+#~ msgstr "Séquence d'impression du mur intérieur, du mur extérieur et du remplissage."
#~ msgid "inner/outer/infill"
#~ msgstr "intérieur/extérieur/remplissage"
@@ -18165,15 +14576,13 @@ msgstr ""
#~ msgstr "Charger les données de tranchage"
#~ msgid "Load cached slicing data from directory"
-#~ msgstr ""
-#~ "Charger les données de tranchage mises en cache à partir du répertoire"
+#~ msgstr "Charger les données de tranchage mises en cache à partir du répertoire"
#~ msgid "Slice"
#~ msgstr "Découper"
#~ msgid "Slice the plates: 0-all plates, i-plate i, others-invalid"
-#~ msgstr ""
-#~ "Trancher toutes les plaques : 0-toutes, i-plaque i, autres-invalides"
+#~ msgstr "Trancher toutes les plaques : 0-toutes, i-plaque i, autres-invalides"
#~ msgid "Show command help."
#~ msgstr "Afficher l'aide de la commande."
@@ -18182,9 +14591,7 @@ msgstr ""
#~ msgstr "À jour"
#~ msgid "Update the configs values of 3mf to latest."
-#~ msgstr ""
-#~ "Mettez à jour les valeurs de configuration 3mf à la version la plus "
-#~ "récente."
+#~ msgstr "Mettez à jour les valeurs de configuration 3mf à la version la plus récente."
#~ msgid "mtcpp"
#~ msgstr "mtcpp"
@@ -18241,16 +14648,13 @@ msgstr ""
#~ msgstr "Charger les paramètres généraux"
#~ msgid "Load process/machine settings from the specified file"
-#~ msgstr ""
-#~ "Charger les paramètres de processus/machine à partir du fichier spécifié"
+#~ msgstr "Charger les paramètres de processus/machine à partir du fichier spécifié"
#~ msgid "Load Filament Settings"
#~ msgstr "Charger les paramètres de filament"
#~ msgid "Load filament settings from the specified file list"
-#~ msgstr ""
-#~ "Charger les paramètres de filament à partir de la liste de fichiers "
-#~ "spécifiée"
+#~ msgstr "Charger les paramètres de filament à partir de la liste de fichiers spécifiée"
#~ msgid "Skip Objects"
#~ msgstr "Ignorer les Objets"
@@ -18267,120 +14671,71 @@ msgstr ""
#~ msgid "Debug level"
#~ msgstr "Niveau de débogage"
-#~ msgid ""
-#~ "Sets debug logging level. 0:fatal, 1:error, 2:warning, 3:info, 4:debug, 5:"
-#~ "trace\n"
-#~ msgstr ""
-#~ "Définit le niveau de journalisation du débogage. 0 :fatal, 1 :erreur, 2 :"
-#~ "avertissement, 3 :info, 4 :débogage, 5 :trace\n"
+#~ msgid "Sets debug logging level. 0:fatal, 1:error, 2:warning, 3:info, 4:debug, 5:trace\n"
+#~ msgstr "Définit le niveau de journalisation du débogage. 0 :fatal, 1 :erreur, 2 :avertissement, 3 :info, 4 :débogage, 5 :trace\n"
#~ msgid ""
#~ "3D Scene Operations\n"
-#~ "Did you know how to control view and object/part selection with mouse and "
-#~ "touchpanel in the 3D scene?"
+#~ "Did you know how to control view and object/part selection with mouse and touchpanel in the 3D scene?"
#~ msgstr ""
#~ "Opérations dans une scène 3D\n"
-#~ "Savez-vous comment contrôler la vue et la sélection des objets/pièces "
-#~ "avec la souris et l'écran tactile dans la scène 3D ?"
+#~ "Savez-vous comment contrôler la vue et la sélection des objets/pièces avec la souris et l'écran tactile dans la scène 3D ?"
#~ msgid ""
#~ "Fix Model\n"
-#~ "Did you know that you can fix a corrupted 3D model to avoid a lot of "
-#~ "slicing problems?"
+#~ "Did you know that you can fix a corrupted 3D model to avoid a lot of slicing problems?"
#~ msgstr ""
#~ "Réparer le Modèle\n"
-#~ "Saviez-vous que vous pouvez réparer un modèle 3D corrompu pour éviter de "
-#~ "nombreux problèmes de découpage ?"
+#~ "Saviez-vous que vous pouvez réparer un modèle 3D corrompu pour éviter de nombreux problèmes de découpage ?"
#~ msgid "Embeded"
#~ msgstr "Intégré"
-#~ msgid ""
-#~ "OrcaSlicer configuration file may be corrupted and is not abled to be "
-#~ "parsed.Please delete the file and try again."
-#~ msgstr ""
-#~ "Le fichier de configuration de Orca Slicer est peut-être corrompu et ne "
-#~ "peut pas être analysé. Veuillez supprimer le fichier et réessayer."
+#~ msgid "OrcaSlicer configuration file may be corrupted and is not abled to be parsed.Please delete the file and try again."
+#~ msgstr "Le fichier de configuration de Orca Slicer est peut-être corrompu et ne peut pas être analysé. Veuillez supprimer le fichier et réessayer."
#~ msgid "Online Models"
#~ msgstr "Modèles en ligne"
#~ msgid "Show online staff-picked models on the home page"
-#~ msgstr ""
-#~ "Afficher les modèles en ligne sélectionnés par le staff sur la page "
-#~ "d'accueil"
+#~ msgstr "Afficher les modèles en ligne sélectionnés par le staff sur la page d'accueil"
#~ msgid "The minimum printing speed when slow down for cooling"
-#~ msgstr ""
-#~ "La vitesse d'impression minimale lors du ralentissement pour le "
-#~ "refroidissement"
+#~ msgstr "La vitesse d'impression minimale lors du ralentissement pour le refroidissement"
#~ msgid ""
-#~ "There are currently no identical spare consumables available, and "
-#~ "automatic replenishment is currently not possible. \n"
-#~ "(Currently supporting automatic supply of consumables with the same "
-#~ "brand, material type, and color)"
+#~ "There are currently no identical spare consumables available, and automatic replenishment is currently not possible. \n"
+#~ "(Currently supporting automatic supply of consumables with the same brand, material type, and color)"
#~ msgstr ""
-#~ "Il n'existe actuellement aucun consommable de rechange identique, et le "
-#~ "réapprovisionnement automatique n'est actuellement pas possible. \n"
-#~ "(Prise en charge actuelle de la fourniture automatique de consommables de "
-#~ "la même marque, du même type de matériau et de la même couleur)"
+#~ "Il n'existe actuellement aucun consommable de rechange identique, et le réapprovisionnement automatique n'est actuellement pas possible. \n"
+#~ "(Prise en charge actuelle de la fourniture automatique de consommables de la même marque, du même type de matériau et de la même couleur)"
#~ msgid "Invalid nozzle diameter"
#~ msgstr "Diamètre de la buse non valide"
-#~ msgid ""
-#~ "The bed temperature exceeds filament's vitrification temperature. Please "
-#~ "open the front door of printer before printing to avoid nozzle clog."
-#~ msgstr ""
-#~ "La température du plateau dépasse la température de vitrification du "
-#~ "filament. Veuillez ouvrir la porte avant de l'imprimante avant "
-#~ "l'impression pour éviter le bouchage de la buse."
+#~ msgid "The bed temperature exceeds filament's vitrification temperature. Please open the front door of printer before printing to avoid nozzle clog."
+#~ msgstr "La température du plateau dépasse la température de vitrification du filament. Veuillez ouvrir la porte avant de l'imprimante avant l'impression pour éviter le bouchage de la buse."
#~ msgid "Temperature of vitrificaiton"
#~ msgstr "Température de vitrification"
-#~ msgid ""
-#~ "Material becomes soft at this temperature. Thus the heatbed cannot be "
-#~ "hotter than this tempature"
-#~ msgstr ""
-#~ "Le matériau devient mou à cette température. Ainsi, le lit chauffant ne "
-#~ "peut pas être plus chaud que cette température"
+#~ msgid "Material becomes soft at this temperature. Thus the heatbed cannot be hotter than this tempature"
+#~ msgstr "Le matériau devient mou à cette température. Ainsi, le lit chauffant ne peut pas être plus chaud que cette température"
#~ msgid "Enable this option if machine has auxiliary part cooling fan"
-#~ msgstr ""
-#~ "Activez cette option si la machine est équipée d'un ventilateur de "
-#~ "refroidissement de pièce auxiliaire"
+#~ msgstr "Activez cette option si la machine est équipée d'un ventilateur de refroidissement de pièce auxiliaire"
-#~ msgid ""
-#~ "Speed of auxiliary part cooling fan. Auxiliary fan will run at this speed "
-#~ "during printing except the first several layers which is defined by no "
-#~ "cooling layers"
-#~ msgstr ""
-#~ "Vitesse du ventilateur de refroidissement de la partie auxiliaire. Le "
-#~ "ventilateur auxiliaire fonctionnera à cette vitesse pendant l'impression, "
-#~ "à l'exception des premières couches qui sont définies par aucune couche "
-#~ "de refroidissement"
+#~ msgid "Speed of auxiliary part cooling fan. Auxiliary fan will run at this speed during printing except the first several layers which is defined by no cooling layers"
+#~ msgstr "Vitesse du ventilateur de refroidissement de la partie auxiliaire. Le ventilateur auxiliaire fonctionnera à cette vitesse pendant l'impression, à l'exception des premières couches qui sont définies par aucune couche de refroidissement"
-#~ msgid ""
-#~ "Bed temperature for layers except the initial one. Value 0 means the "
-#~ "filament does not support to print on the High Temp"
-#~ msgstr ""
-#~ "Température du plateau de toutes les couches à l'exception de la "
-#~ "première. La valeur 0 signifie que le filament ne prend pas en charge "
-#~ "l'impression sur le plateau High Temperature"
+#~ msgid "Bed temperature for layers except the initial one. Value 0 means the filament does not support to print on the High Temp"
+#~ msgstr "Température du plateau de toutes les couches à l'exception de la première. La valeur 0 signifie que le filament ne prend pas en charge l'impression sur le plateau High Temperature"
-#~ msgid ""
-#~ "Filter out gaps smaller than the threshold specified. This setting won't "
-#~ "affect top/bottom layers"
-#~ msgstr ""
-#~ "Filtrer les petits espaces au seuil spécifié. Ce paramètre n’affectera "
-#~ "pas les couches supérieures/inférieures"
+#~ msgid "Filter out gaps smaller than the threshold specified. This setting won't affect top/bottom layers"
+#~ msgstr "Filtrer les petits espaces au seuil spécifié. Ce paramètre n’affectera pas les couches supérieures/inférieures"
#~ msgid "Empty layers around bottom are replaced by nearest normal layers."
-#~ msgstr ""
-#~ "Les couches vides situées en bas sont remplacées par les couches normales "
-#~ "les plus proches."
+#~ msgstr "Les couches vides situées en bas sont remplacées par les couches normales les plus proches."
#~ msgid "The model has too many empty layers."
#~ msgstr "Le modèle a trop de couches vides."
@@ -18396,28 +14751,18 @@ msgstr ""
#, c-format, boost-format
#~ msgid ""
-#~ "Bed temperature of other layer is lower than bed temperature of initial "
-#~ "layer for more than %d degree centigrade.\n"
+#~ "Bed temperature of other layer is lower than bed temperature of initial layer for more than %d degree centigrade.\n"
#~ "This may cause model broken free from build plate during printing"
-#~ msgstr ""
-#~ "La température du plateau des autres couches est inférieure à la "
-#~ "température du plateau de la couche initiale de plus de %d degrés. Cela "
-#~ "peut entraîner la séparation du modèle du plateau pendant l'impression"
+#~ msgstr "La température du plateau des autres couches est inférieure à la température du plateau de la couche initiale de plus de %d degrés. Cela peut entraîner la séparation du modèle du plateau pendant l'impression"
#~ msgid ""
-#~ "Bed temperature is higher than vitrification temperature of this "
-#~ "filament.\n"
+#~ "Bed temperature is higher than vitrification temperature of this filament.\n"
#~ "This may cause nozzle blocked and printing failure\n"
-#~ "Please keep the printer open during the printing process to ensure air "
-#~ "circulation or reduce the temperature of the hot bed"
+#~ "Please keep the printer open during the printing process to ensure air circulation or reduce the temperature of the hot bed"
#~ msgstr ""
-#~ "La température du lit est supérieure à la température de vitrification de "
-#~ "ce filament.\n"
-#~ "Cela peut provoquer un blocage de la buse et une défaillance de "
-#~ "l'impression.\n"
-#~ "Veuillez laisser l'imprimante ouverte pendant le processus d'impression "
-#~ "afin de garantir la circulation de l'air ou de réduire la température du "
-#~ "plateau."
+#~ "La température du lit est supérieure à la température de vitrification de ce filament.\n"
+#~ "Cela peut provoquer un blocage de la buse et une défaillance de l'impression.\n"
+#~ "Veuillez laisser l'imprimante ouverte pendant le processus d'impression afin de garantir la circulation de l'air ou de réduire la température du plateau."
#~ msgid "Total Time Estimation"
#~ msgstr "Estimation du temps total"
@@ -18446,40 +14791,22 @@ msgstr ""
#~ msgid "High Temp Plate"
#~ msgstr "Plaque haute température"
-#~ msgid ""
-#~ "Bed temperature when high temperature plate is installed. Value 0 means "
-#~ "the filament does not support to print on the High Temp Plate"
-#~ msgstr ""
-#~ "Il s'agit de la température du plateau lorsque le plateau haute "
-#~ "température (\"Cool plate\") est installé. Une valeur à 0 signifie que ce "
-#~ "filament ne peut pas être imprimé sur le plateau haute température."
+#~ msgid "Bed temperature when high temperature plate is installed. Value 0 means the filament does not support to print on the High Temp Plate"
+#~ msgstr "Il s'agit de la température du plateau lorsque le plateau haute température (\"Cool plate\") est installé. Une valeur à 0 signifie que ce filament ne peut pas être imprimé sur le plateau haute température."
#~ msgid "Internal bridge support thickness"
#~ msgstr "Épaisseur du support interne du pont"
#, fuzzy, c-format, boost-format
-#~ msgid ""
-#~ "Klipper's max_accel_to_decel will be adjusted to this % of acceleration"
-#~ msgstr ""
-#~ "Le paramètre max_accel_to_decel de Klipper sera ajusté à ce pourcentage "
-#~ "d’accélération"
+#~ msgid "Klipper's max_accel_to_decel will be adjusted to this % of acceleration"
+#~ msgstr "Le paramètre max_accel_to_decel de Klipper sera ajusté à ce pourcentage d’accélération"
#~ msgid ""
-#~ "Style and shape of the support. For normal support, projecting the "
-#~ "supports into a regular grid will create more stable supports (default), "
-#~ "while snug support towers will save material and reduce object scarring.\n"
-#~ "For tree support, slim style will merge branches more aggressively and "
-#~ "save a lot of material (default), while hybrid style will create similar "
-#~ "structure to normal support under large flat overhangs."
+#~ "Style and shape of the support. For normal support, projecting the supports into a regular grid will create more stable supports (default), while snug support towers will save material and reduce object scarring.\n"
+#~ "For tree support, slim style will merge branches more aggressively and save a lot of material (default), while hybrid style will create similar structure to normal support under large flat overhangs."
#~ msgstr ""
-#~ "Style et forme du support. Pour un support normal, la projection des "
-#~ "supports sur une grille régulière créera des supports plus stables (par "
-#~ "défaut), tandis que des tours de support bien ajustées permettront "
-#~ "d'économiser du matériau et de réduire les cicatrices sur les objets.\n"
-#~ "Pour les supports Arborescent, le style mince fusionnera les branches de "
-#~ "manière plus agressive et économisera beaucoup de matière (par défaut), "
-#~ "tandis que le style hybride créera une structure similaire à celle d'un "
-#~ "support normal placé sous de grands surplombs plats."
+#~ "Style et forme du support. Pour un support normal, la projection des supports sur une grille régulière créera des supports plus stables (par défaut), tandis que des tours de support bien ajustées permettront d'économiser du matériau et de réduire les cicatrices sur les objets.\n"
+#~ "Pour les supports Arborescent, le style mince fusionnera les branches de manière plus agressive et économisera beaucoup de matière (par défaut), tandis que le style hybride créera une structure similaire à celle d'un support normal placé sous de grands surplombs plats."
#~ msgid "Target chamber temperature"
#~ msgstr "Température cible de la chambre"
@@ -18487,15 +14814,8 @@ msgstr ""
#~ msgid "Bed temperature difference"
#~ msgstr "Différence de température du lit"
-#~ msgid ""
-#~ "Do not recommend bed temperature of other layer to be lower than initial "
-#~ "layer for more than this threshold. Too low bed temperature of other "
-#~ "layer may cause the model broken free from build plate"
-#~ msgstr ""
-#~ "Il n'est pas recommandé que la température du plateau des autres couches "
-#~ "soit inférieure à celle de la première couche d'un niveau supérieur à ce "
-#~ "seuil. Une température de base trop basse de l'autre couche peut "
-#~ "provoquer le détachement du modèle."
+#~ msgid "Do not recommend bed temperature of other layer to be lower than initial layer for more than this threshold. Too low bed temperature of other layer may cause the model broken free from build plate"
+#~ msgstr "Il n'est pas recommandé que la température du plateau des autres couches soit inférieure à celle de la première couche d'un niveau supérieur à ce seuil. Une température de base trop basse de l'autre couche peut provoquer le détachement du modèle."
#~ msgid "Orient the model"
#~ msgstr "Orienter le modèle"
diff --git a/localization/i18n/hu/OrcaSlicer_hu.po b/localization/i18n/hu/OrcaSlicer_hu.po
index a620210bec..ebcfec825a 100644
--- a/localization/i18n/hu/OrcaSlicer_hu.po
+++ b/localization/i18n/hu/OrcaSlicer_hu.po
@@ -3,7 +3,7 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"Language: hu\n"
"MIME-Version: 1.0\n"
"Content-Type: text/plain; charset=UTF-8\n"
@@ -586,7 +586,7 @@ msgstr "Drótváz megjelenítése"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Nem használható folyamat előnézetben."
msgid "Operation already cancelling. Please wait few seconds."
@@ -654,8 +654,8 @@ msgstr "Surface"
msgid "Horizontal text"
msgstr "Horizontal text"
-msgid "Shift + Mouse move up or dowm"
-msgstr "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
+msgstr "Shift + Mouse move up or down"
msgid "Rotate text"
msgstr "Rotate text"
@@ -987,7 +987,7 @@ msgstr ""
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
@@ -1604,7 +1604,7 @@ msgstr "Extrudálási szélesség"
msgid "Wipe options"
msgstr "Törlés opciók"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Asztalra tapadás"
msgid "Add part"
@@ -1887,12 +1887,6 @@ msgid "Auto orient the object to improve print quality."
msgstr ""
"Az objektum automatikus tájolása a nyomtatási minőség javítása érdekében."
-msgid "Split the selected object into mutiple objects"
-msgstr "Szétválasztja a kijelölt objektumot több tárgyra"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Szétválasztja a kijelölt objektumot több tárgyra"
-
msgid "Select All"
msgstr "Összes kijelölése"
@@ -1938,6 +1932,9 @@ msgstr "Modell egyszerűsítése"
msgid "Center"
msgstr "Közép"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Folyamatbeállítások szerkesztése"
@@ -2161,8 +2158,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "A következő modell sikeresen megjavítva"
msgstr[1] "A következő modellek sikeresen megjavítva"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Nem sikerült megjavítani a következő modellt"
msgstr[1] "Nem sikerült megjavítani a következő modelleket"
@@ -2618,7 +2615,7 @@ msgstr "Időtúllépés a nyomtatási feladat küldése során."
msgid "Service Unavailable"
msgstr "Szolgáltatás nem elérhető"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Ismeretlen hiba."
msgid "Sending print configuration"
@@ -3608,7 +3605,7 @@ msgstr ""
"Az érték 0-ra áll vissza."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4349,7 +4346,7 @@ msgstr "Térfogat:"
msgid "Size:"
msgstr "Méret:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4789,6 +4786,18 @@ msgstr "2. menet"
msgid "Flow rate test - Pass 2"
msgstr "Anyagáramlás teszt - 2. menet"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Anyagáramlás"
@@ -6081,7 +6090,7 @@ msgstr ""
"The file %s already exists.\n"
"Do you want to replace it?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Mentés másként megerősítése"
msgid "Delete object which is a part of cut object"
@@ -6302,10 +6311,10 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
#, boost-format
msgid "Reason: part \"%1%\" is empty."
@@ -6618,6 +6627,12 @@ msgstr ""
"With this option enabled, you can send a task to multiple devices at the "
"same time and manage multiple devices."
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr ""
@@ -7535,8 +7550,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Ha a nyomtatófej nélküli timelapse engedélyezve van, javasoljuk, hogy "
"helyezz el a tálcán egy „Timelapse törlőtornyot“. Ehhez kattints jobb "
@@ -7612,12 +7627,21 @@ msgstr "Filament a támaszhoz"
msgid "Tree supports"
msgstr ""
-msgid "Skirt"
-msgstr "Szoknya"
+msgid "Multimaterial"
+msgstr ""
msgid "Prime tower"
msgstr "Törlő torony"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "Szoknya"
+
msgid "Special mode"
msgstr "Speciális mód"
@@ -7671,6 +7695,9 @@ msgstr ""
"Az ajánlott fúvóka hőmérséklet-tartomány ehhez a filamenthez. A 0 azt "
"jelenti, hogy nincs beállítva"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr ""
@@ -7781,9 +7808,6 @@ msgstr "Filament kezdő G-kód"
msgid "Filament end G-code"
msgstr "Filament befejező G-kód"
-msgid "Multimaterial"
-msgstr ""
-
msgid "Wipe tower parameters"
msgstr "Törlőtorony paraméterek"
@@ -7874,12 +7898,30 @@ msgstr "Jerk limitek"
msgid "Single extruder multimaterial setup"
msgstr ""
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Fúvóka átmérője"
+
msgid "Wipe tower"
msgstr "Törlőtorony"
msgid "Single extruder multimaterial parameters"
msgstr "Egyetlen extruder többanyagú paraméterei"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Rétegmagasság limitek"
@@ -8882,6 +8924,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "Objektum nem nyomtatható ki. Lehet, hogy túl kicsi."
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9127,11 +9174,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "A változó rétegmagasság nem működik az organikus támaszokkal."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Nem használhatsz különböző fúvókaátmérőt és filamentátmérőt, ha a "
-"törlőtorony engedélyezve van."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9141,9 +9187,9 @@ msgstr ""
"(use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"A szivárgás elleni védelem nem működik, ha a törlőtorony engedélyezve van."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9591,14 +9637,31 @@ msgid "Apply gap fill"
msgstr ""
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
msgid "Everywhere"
@@ -9673,10 +9736,11 @@ msgstr "Áthidalás áramlási sebessége"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Csökkentsd kicsit ezt az értéket (például 0,9-re), hogy ezzel csökkentsd az "
-"áthidaláshoz használt anyag mennyiségét, és a megereszkedést"
msgid "Internal bridge flow ratio"
msgstr ""
@@ -9684,7 +9748,11 @@ msgstr ""
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
msgid "Top surface flow ratio"
@@ -9692,15 +9760,20 @@ msgstr "Felső felület anyagáramlása"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Ez a beállítás a felső szilárd kitöltésnél használt anyag mennyiségét "
-"befolyásolja. Kis mértékben csökkentve simább felület érhető el vele."
msgid "Bottom surface flow ratio"
msgstr ""
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
msgid "Precise wall"
@@ -9834,9 +9907,25 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr ""
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
msgid "mm/s or %"
@@ -9845,8 +9934,14 @@ msgstr "mm/s vagy %"
msgid "External"
msgstr ""
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Az áthidalások és a teljesen túlnyúló falak nyomtatási sebessége"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -9855,8 +9950,8 @@ msgid "Internal"
msgstr ""
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
msgid "Brim width"
@@ -10384,6 +10479,17 @@ msgstr ""
"értéknek a változtatásával szép sík felületet kaphatsz, ha úgy tapasztalod, "
"hogy túl sok vagy kevés az anyagáramlás."
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Nyomáselőtolás engedélyezése"
@@ -10395,6 +10501,86 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10478,18 +10664,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Filament betöltési idő"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Az új filament betöltésének ideje filament váltáskor, csak statisztikai "
-"célokra van használva."
msgid "Filament unload time"
msgstr "Filament kitöltési idő"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"A régi filament kitöltésének ideje filament váltáskor, csak statisztikai "
-"célokra van használva."
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10574,6 +10771,21 @@ msgstr ""
"A filament hűtése úgy történik, hogy oda-vissza mozgatják a hűtőcsőben. Adja "
"meg a kívánt lépések számát."
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "Az első hűtési lépés sebessége"
@@ -10597,15 +10809,6 @@ msgstr "Az utolsó hűtési lépés sebessége"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "A hűtési lépések fokozatosan felgyorsulnak erre a sebességre."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Az az idő, amíg a nyomtató vezérlő szoftvere (vagy a Multi Material Unit "
-"2.0) új filamentet tölt be a szerszámcsere során (a T kód végrehajtásakor). "
-"Ezt az időt a G-kód időbecslő hozzáadja a teljes nyomtatási időhöz."
-
msgid "Ramming parameters"
msgstr "Tömörítési paraméterek"
@@ -10616,16 +10819,6 @@ msgstr ""
"Ez a karakterlánc a TömörítésPárbeszéd ablakban szerkeszthető, és a "
"tömörítéssel kapcsolatos paramétereket tartalmaz."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Az az idő, amíg a nyomtató vezérlő szoftvere (vagy a Multi Material Unit "
-"2.0) az előző Filamenet kiüríti a szerszámcsere során (a T kód "
-"végrehajtásakor). Ezt az időt a G-kód időbecslő hozzáadja a teljes "
-"nyomtatási időhöz."
-
msgid "Enable ramming for multitool setups"
msgstr ""
@@ -10913,7 +11106,7 @@ msgstr "Kezdő rétegmagasság"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Kezdőréteg magassága. A vastagabb kezdőréteg javíthatja a tárgy asztalhoz "
"való tapadását"
@@ -10952,10 +11145,10 @@ msgstr "Teljes ventilátor fordulatszám ennél a rétegnél"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
msgid "layer"
@@ -11018,7 +11211,10 @@ msgstr "Apró rések szűrése"
msgid "Layers and Perimeters"
msgstr "Rétegek és peremek"
-msgid "Filter out gaps smaller than the threshold specified"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
msgstr ""
msgid ""
@@ -11309,10 +11505,12 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Szegmentált régió összekapcsolódási mélysége"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Szegmentált régió összekapcsolódási mélysége. A 0 érték letiltja ezt a "
-"funkciót."
msgid "Use beam interlocking"
msgstr ""
@@ -11669,9 +11867,6 @@ msgid ""
"cooling is enabled."
msgstr ""
-msgid "Nozzle diameter"
-msgstr "Fúvóka átmérője"
-
msgid "Diameter of nozzle"
msgstr "Fúvóka átmérője"
@@ -11771,6 +11966,11 @@ msgstr ""
"komplex modelleknél, de egyúttal lassabbá teszi a szeletelést és a G-kód "
"generálást"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Fájlnév formátum"
@@ -11815,6 +12015,9 @@ msgstr ""
"más sebességet használ. A 100%%-os túlnyúlás esetén az áthidaláshoz "
"beállított sebességet használja."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -11848,12 +12051,21 @@ msgid ""
"environment variables."
msgstr ""
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Printer notes"
msgid "You can put your notes regarding the printer here."
msgstr "You can put your notes regarding the printer here."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Tutaj érintkezés Z távolság"
@@ -12361,6 +12573,12 @@ msgstr ""
"A küszöbérték alatti ritkás kitöltési terület belső szilárd kitöltéssel "
"kerül leváltásra"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12425,6 +12643,31 @@ msgstr "Hagyományos"
msgid "Temperature variation"
msgstr "Hőmérséklet változás"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "Kezdő G-kód"
@@ -12894,29 +13137,40 @@ msgid "Activate temperature control"
msgstr ""
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
msgid "Chamber temperature"
msgstr "Kamra hőmérséklete"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on. At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials, the actual chamber temperature should not "
-"be high to avoid clogs, so 0 (turned off) is highly recommended."
msgid "Nozzle temperature for layers after the initial one"
msgstr "Fúvóka hőmérséklete az első réteg után"
@@ -13055,12 +13309,6 @@ msgid ""
"Larger angle means wider base."
msgstr ""
-msgid "Wipe tower purge lines spacing"
-msgstr ""
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr ""
-
msgid "Maximum wipe tower print speed"
msgstr ""
@@ -13086,9 +13334,6 @@ msgid ""
"regardless of this setting."
msgstr ""
-msgid "Wipe tower extruder"
-msgstr ""
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13139,6 +13384,30 @@ msgstr "Maximális áthidalási távolság"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "A támaszok közötti maximális távolság a ritkás kitöltésű részeken."
+msgid "Wipe tower purge lines spacing"
+msgstr ""
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr ""
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "X-Y furatkompenzáció"
@@ -13446,6 +13715,14 @@ msgstr ""
msgid "Currently planned extra extruder priming after deretraction."
msgstr ""
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr ""
@@ -13488,6 +13765,12 @@ msgstr ""
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr ""
@@ -13632,6 +13915,14 @@ msgstr ""
msgid "Name of the physical printer used for slicing."
msgstr ""
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr ""
@@ -14703,8 +14994,8 @@ msgstr ""
"Szeretnéd felülírni?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
@@ -14729,7 +15020,7 @@ msgstr "Beállítás importálása"
msgid "Create Type"
msgstr "Típus létrehozása"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "The model was not found; please reselect vendor."
msgid "Select Model"
@@ -14781,10 +15072,10 @@ msgstr "Útvonal nem található. Kérjük, válaszd ki újra a gyártót."
msgid "The printer model was not found, please reselect."
msgstr "A nyomtató modellje nem található, kérjük, válaszd ki újra."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "The nozzle diameter was not found; please reselect."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "The printer preset was not found; please reselect."
msgid "Printer Preset"
@@ -15945,6 +16236,89 @@ msgstr ""
"Tudtad, hogy a vetemedésre hajlamos anyagok (például ABS) nyomtatásakor a "
"tárgyasztal hőmérsékletének növelése csökkentheti a vetemedés valószínűségét?"
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Csökkentsd kicsit ezt az értéket (például 0,9-re), hogy ezzel csökkentsd "
+#~ "az áthidaláshoz használt anyag mennyiségét, és a megereszkedést"
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Ez a beállítás a felső szilárd kitöltésnél használt anyag mennyiségét "
+#~ "befolyásolja. Kis mértékben csökkentve simább felület érhető el vele."
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Az áthidalások és a teljesen túlnyúló falak nyomtatási sebessége"
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Az új filament betöltésének ideje filament váltáskor, csak statisztikai "
+#~ "célokra van használva."
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "A régi filament kitöltésének ideje filament váltáskor, csak statisztikai "
+#~ "célokra van használva."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Az az idő, amíg a nyomtató vezérlő szoftvere (vagy a Multi Material Unit "
+#~ "2.0) új filamentet tölt be a szerszámcsere során (a T kód "
+#~ "végrehajtásakor). Ezt az időt a G-kód időbecslő hozzáadja a teljes "
+#~ "nyomtatási időhöz."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Az az idő, amíg a nyomtató vezérlő szoftvere (vagy a Multi Material Unit "
+#~ "2.0) az előző Filamenet kiüríti a szerszámcsere során (a T kód "
+#~ "végrehajtásakor). Ezt az időt a G-kód időbecslő hozzáadja a teljes "
+#~ "nyomtatási időhöz."
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on. At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials, the actual chamber "
+#~ "temperature should not be high to avoid clogs, so 0 (turned off) is "
+#~ "highly recommended."
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Nem használhatsz különböző fúvókaátmérőt és filamentátmérőt, ha a "
+#~ "törlőtorony engedélyezve van."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "A szivárgás elleni védelem nem működik, ha a törlőtorony engedélyezve van."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Szegmentált régió összekapcsolódási mélysége. A 0 érték letiltja ezt a "
+#~ "funkciót."
+
#~ msgid "Please input a valid value (K in 0~0.3)"
#~ msgstr "Kérjük, adj meg egy érvényes értéket (K 0-0,3)"
diff --git a/localization/i18n/it/OrcaSlicer_it.po b/localization/i18n/it/OrcaSlicer_it.po
index 1de55df5d2..bb1ee27c0c 100644
--- a/localization/i18n/it/OrcaSlicer_it.po
+++ b/localization/i18n/it/OrcaSlicer_it.po
@@ -3,7 +3,7 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: \n"
"Last-Translator: \n"
"Language-Team: \n"
@@ -598,7 +598,7 @@ msgstr "Mostra wireframe"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Non si può applicare durante la creazione dell'anteprima."
msgid "Operation already cancelling. Please wait few seconds."
@@ -665,7 +665,7 @@ msgstr "Superficie"
msgid "Horizontal text"
msgstr "Testo orizzontale"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + Sposta il mouse verso l'alto o il basso"
msgid "Rotate text"
@@ -1016,7 +1016,7 @@ msgstr "Orienta il testo verso di te."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"Non è possibile caricare esattamente lo stesso font(\"%1%\"). L'applicazione "
@@ -1665,7 +1665,7 @@ msgstr "Larghezza Estrusione"
msgid "Wipe options"
msgstr "Opzioni pulitura"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Adesione al piano"
msgid "Add part"
@@ -1950,12 +1950,6 @@ msgstr "Orientamento automatico"
msgid "Auto orient the object to improve print quality."
msgstr "Orienta automaticamente l'oggetto per migliorare la qualità di stampa."
-msgid "Split the selected object into mutiple objects"
-msgstr "Dividi l'oggetto selezionato in più oggetti"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Dividi l'oggetto selezionato in più parti"
-
msgid "Select All"
msgstr "Seleziona tutto"
@@ -2001,6 +1995,9 @@ msgstr "Semplifica Modello"
msgid "Center"
msgstr "Centro"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Modifica le impostazioni del processo"
@@ -2229,8 +2226,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "Il seguente oggetto del modello è stato riparato"
msgstr[1] "I seguenti oggetti del modello sono stati riparati"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Impossibile riparare il seguente oggetto modello"
msgstr[1] "Impossibile riparare i seguenti oggetti modello"
@@ -2685,7 +2682,7 @@ msgstr "Timeout dell'invio dell'attività di stampa."
msgid "Service Unavailable"
msgstr "Servizio non disponibile"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Errore sconosciuto."
msgid "Sending print configuration"
@@ -3696,7 +3693,7 @@ msgstr ""
"Il valore verrà reimpostato su 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4448,7 +4445,7 @@ msgstr "Volume:"
msgid "Size:"
msgstr "Dimensione:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4890,6 +4887,18 @@ msgstr "Passaggio 2"
msgid "Flow rate test - Pass 2"
msgstr "Test di portata - Pass 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Flusso"
@@ -6210,8 +6219,8 @@ msgstr ""
"Il file %s esiste già\n"
"Vuoi sostituirlo?"
-msgid "Comfirm Save As"
-msgstr "Comfirm Salva con nome"
+msgid "Confirm Save As"
+msgstr "Confirm Salva con nome"
msgid "Delete object which is a part of cut object"
msgstr "Elimina l'oggetto che fa parte dell'oggetto tagliato"
@@ -6435,10 +6444,10 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
#, boost-format
msgid "Reason: part \"%1%\" is empty."
@@ -6755,6 +6764,12 @@ msgstr ""
"With this option enabled, you can send a task to multiple devices at the "
"same time and manage multiple devices."
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr "Rete"
@@ -7687,8 +7702,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Quando si registra un timelapse senza testa di stampa, si consiglia di "
"aggiungere un \"Timelapse Torre di pulizia\"\n"
@@ -7765,12 +7780,21 @@ msgstr "Filamento per supporti"
msgid "Tree supports"
msgstr "Supporti ad albero"
-msgid "Skirt"
-msgstr "Skirt"
+msgid "Multimaterial"
+msgstr "Multimateriale"
msgid "Prime tower"
msgstr "Prime tower"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "Skirt"
+
msgid "Special mode"
msgstr "Modalità speciale"
@@ -7824,6 +7848,9 @@ msgstr ""
"Intervallo di temperatura del nozzle consigliato per questo filamento. 0 "
"significa non impostato"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr "Temperatura della camera di stampa"
@@ -7933,9 +7960,6 @@ msgstr "G-code Iniziale Filamento"
msgid "Filament end G-code"
msgstr "G-code Finale Filamento"
-msgid "Multimaterial"
-msgstr "Multimateriale"
-
msgid "Wipe tower parameters"
msgstr "Parametri torre di pulitura"
@@ -8025,12 +8049,30 @@ msgstr "Limitazione jerk"
msgid "Single extruder multimaterial setup"
msgstr "Configurazione multimateriale estrusore singolo"
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Diametro Nozzle"
+
msgid "Wipe tower"
msgstr "Torre di pulitura"
msgid "Single extruder multimaterial parameters"
msgstr "Parametri estrusore singolo materiale multiplo"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Limiti altezza layer"
@@ -8947,8 +8989,8 @@ msgid ""
msgstr ""
"È stato rilevato un aggiornamento importante che deve essere eseguito prima "
"che la stampa possa continuare. Si desidera aggiornare ora? È possibile "
-"effettuare l'aggiornamento anche in un secondo momento da \"Aggiorna firmware"
-"\"."
+"effettuare l'aggiornamento anche in un secondo momento da \"Aggiorna "
+"firmware\"."
msgid ""
"The firmware version is abnormal. Repairing and updating are required before "
@@ -9055,6 +9097,11 @@ msgid "No object can be printed. Maybe too small"
msgstr ""
"Non è possibile stampare alcun oggetto. Potrebbe essere troppo piccolo."
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9304,11 +9351,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Layer ad altezza variabile non è compatibile con i Supporti Organici."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Diametri degli ugelli diversi e diametri di filamento diversi non sono "
-"consentiti quando la torre Prime è abilitata."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9318,10 +9364,9 @@ msgstr ""
"relativo dell'estrusore (use_relative_e_distances = 1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"La prevenzione delle perdite (ooze prevention) attualmente non è supportata "
-"quando è abilitata la torre di priming."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9819,25 +9864,32 @@ msgid "Apply gap fill"
msgstr "Applicare il riempimento degli spazi vuoti"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
-msgstr ""
-"Abilita il riempimento degli spazi vuoti per le superfici selezionate. La "
-"lunghezza minima degli spazi vuoti che verranno riempiti può essere "
-"controllata dall'opzione Filtra piccoli spazi vuoti di seguito.\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
"\n"
-"Opzioni:\n"
-"1. Ovunque: applica il riempimento degli spazi vuoti alle superfici solide "
-"superiori, inferiori e interne\n"
-"2. Superfici superiore e inferiore: applica il riempimento degli spazi vuoti "
-"solo alle superfici superiore e inferiore\n"
-"3. Da nessuna parte: disabilita il riempimento degli spazi vuoti\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
+msgstr ""
msgid "Everywhere"
msgstr "Ovunque"
@@ -9912,10 +9964,11 @@ msgstr "Flusso del Bridge"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Diminuire leggermente questo valore (ad esempio 0.9) per ridurre la quantità "
-"di materiale per il ponte e migliorare l'abbassamento dello stesso"
msgid "Internal bridge flow ratio"
msgstr "Rapporto Flusso del bridge interno"
@@ -9923,30 +9976,33 @@ msgstr "Rapporto Flusso del bridge interno"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
-"Questo valore governa lo spessore dello strato del bridge interno. Questo è "
-"il primo strato sopra il riempimento. Riduci leggermente questo valore (ad "
-"esempio 0.9) per migliorare la qualità della superficie sopra il riempimento."
msgid "Top surface flow ratio"
msgstr "Rapporto di portata superficiale superiore"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Questo fattore influisce sulla quantità di materiale per il riempimento "
-"solido superiore. Puoi diminuirlo leggermente per avere una finitura "
-"superficiale liscia"
msgid "Bottom surface flow ratio"
msgstr "Rapporto di flusso della superficie inferiore"
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Questo fattore influisce sulla quantità di materiale per il riempimento "
-"solido inferiore"
msgid "Precise wall"
msgstr "Parete precisa"
@@ -10125,12 +10181,26 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr "Rallenta per perimetri arricciati"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"Attivare questa opzione per rallentare la stampa nelle aree in cui possono "
-"esistere potenziali perimetri arricciati"
msgid "mm/s or %"
msgstr "mm/s o %"
@@ -10138,8 +10208,14 @@ msgstr "mm/s o %"
msgid "External"
msgstr "Esterno"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Indica la velocità per i bridge e le pareti completamente a sbalzo."
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -10148,11 +10224,9 @@ msgid "Internal"
msgstr "Interno"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Velocità del ponte interno. Se il valore è espresso in percentuale, verrà "
-"calcolato in base al bridge_speed. Il valore predefinito è 150%."
msgid "Brim width"
msgstr "Larghezza brim"
@@ -10808,6 +10882,17 @@ msgstr ""
"regolare questo valore per ottenere una superficie piatta se si verifica una "
"leggera sovra-estrusione o sotto-estrusione."
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Abilita l'avanzamento della pressione"
@@ -10822,6 +10907,86 @@ msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
"Anticipo di pressione (Klipper) AKA Fattore di avanzamento lineare (Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10907,18 +11072,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Durata caricamento filamento"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Tempo di caricamento del nuovo filamento quando si cambia filamento, solo a "
-"fini statistici."
msgid "Filament unload time"
msgstr "Durata scaricamento filamento"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Tempo di scarico vecchio filamento quando si cambia filamento, solo a fini "
-"statistici."
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -11011,6 +11187,21 @@ msgstr ""
"Il filamento è raffreddato venendo spostato avanti e indietro nei tubi di "
"raffreddamento. Specificare il numero desiderato di questi movimenti."
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "Velocità del primo movimento di raffreddamento"
@@ -11043,16 +11234,6 @@ msgid "Cooling moves are gradually accelerating towards this speed."
msgstr ""
"I movimenti di raffreddamento accelerano gradualmente verso questa velocità."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Tempo per il firmware della stampante (o per l'unità Multi Material 2.0) per "
-"il caricamento del nuovo filamento durante il cambio strumento (quando viene "
-"eseguito il T code). Questa durata viene aggiunta alla stima del tempo "
-"totale di stampa del G-code."
-
msgid "Ramming parameters"
msgstr "Parametri del ramming"
@@ -11063,16 +11244,6 @@ msgstr ""
"Questa stringa viene controllata da RammingDialog e contiene parametri "
"specifici del ramming."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Tempo per il firmware della stampante (o per l'unità Multi Material 2.0) per "
-"lo scaricamento del nuovo filamento durante il cambio strumento (quando "
-"viene eseguito il T code). Questa durata viene aggiunta alla stima del tempo "
-"totale di stampa del G-code."
-
msgid "Enable ramming for multitool setups"
msgstr "Abilita ramming per configurazioni multitool"
@@ -11399,7 +11570,7 @@ msgstr "Altezza primo layer"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Questa è l'altezza layer iniziale. L'aumento dell'altezza del primo layer "
"può migliorare l'adesione al piatto di stampa"
@@ -11444,16 +11615,17 @@ msgstr "Massima velocità della ventola al layer"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"La velocità della ventola aumenterà linearmente da zero al livello "
-"\"close_fan_the_first_x_layers\" al massimo al livello \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" verrà ignorato se inferiore a "
-"\"close_fan_the_first_x_layers\", nel qual caso la ventola funzionerà alla "
-"massima velocità consentita al livello \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" al massimo al livello "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" verrà ignorato se "
+"inferiore a \"close_fan_the_first_x_layers\", nel qual caso la ventola "
+"funzionerà alla massima velocità consentita al livello "
+"\"close_fan_the_first_x_layers\" + 1."
msgid "layer"
msgstr ""
@@ -11521,8 +11693,11 @@ msgstr "Filtra i piccoli spazi vuoti"
msgid "Layers and Perimeters"
msgstr "Layer e Perimetri"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Filtra gli spazi più piccoli della soglia specificata"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11841,10 +12016,12 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Profondità di incastro di una regione segmentata"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Profondità di incastro di una regione segmentata. Zero disabilita questa "
-"funzione."
msgid "Use beam interlocking"
msgstr ""
@@ -12259,9 +12436,6 @@ msgstr ""
"mantenere il tempo minimo dello strato sopra, quando è abilitato il "
"rallentamento per un migliore raffreddamento dello strato."
-msgid "Nozzle diameter"
-msgstr "Diametro Nozzle"
-
msgid "Diameter of nozzle"
msgstr "Diametro del nozzle"
@@ -12366,6 +12540,11 @@ msgstr ""
"ridurre i tempi di ritrazione per i modelli complessi e far risparmiare "
"tempo di stampa, ma rende lo slicing e la generazione del G-code più lento."
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Formato nome file"
@@ -12418,6 +12597,9 @@ msgstr ""
"utilizza velocità diverse per stampare. Per una sporgenza di 100%%, viene "
"utilizzata la velocità del ponte."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12468,12 +12650,21 @@ msgstr ""
"argomento, e potranno accedere alle impostazioni di configurazione di Orca "
"Slicer leggendo le variabili di ambiente."
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Note stampante"
msgid "You can put your notes regarding the printer here."
msgstr "È possibile inserire qui le note riguardanti la stampante."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Distanza di contatto Z Raft"
@@ -13036,6 +13227,12 @@ msgstr ""
"L'area riempimento che è inferiore al valore di soglia viene sostituita da "
"un riempimento solido interno."
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -13102,6 +13299,31 @@ msgstr "Tradizionale"
msgid "Temperature variation"
msgstr "Variazione di temperatura"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "G-code iniziale"
@@ -13607,34 +13829,40 @@ msgid "Activate temperature control"
msgstr "Attiva il controllo della temperatura"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"Abilitare questa opzione per il controllo della temperatura della camera. Un "
-"comando M191 verrà aggiunto prima di \"machine_start_gcode\"\n"
-"Comandi G-code: M141/M191 S(0-255)"
msgid "Chamber temperature"
msgstr "Temperatura della camera di stampa"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Una temperatura della camera più elevata può aiutare a sopprimere o ridurre "
-"la deformazione e potenzialmente portare a una maggiore forza di adesione "
-"tra gli strati per materiali ad alta temperatura come ABS, ASA, PC, PA e "
-"così via. Allo stesso tempo, la filtrazione dell'aria di ABS e ASA "
-"peggiorerà. Mentre per PLA, PETG, TPU, PVA e altri materiali a bassa "
-"temperatura, la temperatura effettiva della camera non dovrebbe essere "
-"elevata per evitare intasamenti, quindi 0 che sta per spegnimento è "
-"altamente raccomandato"
msgid "Nozzle temperature for layers after the initial one"
msgstr "Temperatura del nozzle dopo il primo layer"
@@ -13792,12 +14020,6 @@ msgstr ""
"Angolo all'apice del cono utilizzato per stabilizzare la torre di pulitura. "
"Un angolo maggiore significa una base più ampia."
-msgid "Wipe tower purge lines spacing"
-msgstr "Spaziatura delle linee di spurgo della torre di pulitura"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Spaziatura delle linee di spurgo sulla torre di pulitura."
-
msgid "Maximum wipe tower print speed"
msgstr ""
@@ -13823,9 +14045,6 @@ msgid ""
"regardless of this setting."
msgstr ""
-msgid "Wipe tower extruder"
-msgstr "Estrusore torre di pulitura"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13884,6 +14103,30 @@ msgstr "Distanza massima bridging"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "Distanza massima tra supporti in sezioni a riempimento sparso."
+msgid "Wipe tower purge lines spacing"
+msgstr "Spaziatura delle linee di spurgo della torre di pulitura"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Spaziatura delle linee di spurgo sulla torre di pulitura."
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "Compensazione foro X-Y"
@@ -14243,6 +14486,14 @@ msgstr ""
"Attualmente è previsto un priming aggiuntivo dell'estrusore dopo la "
"deretrazione."
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr "Estrusore attuale"
@@ -14293,6 +14544,12 @@ msgstr ""
"Vettore di booleani che indica se un determinato estrusore viene utilizzato "
"nella stampa."
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr "Volume per estrusore"
@@ -14455,6 +14712,14 @@ msgstr "Nome della stampante fisica"
msgid "Name of the physical printer used for slicing."
msgstr "Nome della stampante fisica utilizzata per lo slicing."
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr "Numero del layer"
@@ -15572,8 +15837,8 @@ msgstr ""
"Vuoi riscriverlo?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Rinomineremo le preimpostazioni come \"Tipo di fornitore seriale @printer "
@@ -15602,7 +15867,7 @@ msgstr "Importa Preset"
msgid "Create Type"
msgstr "Crea tipo"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr ""
"La modello non è stato trovato. Si prega di selezionare nuovamente il "
"fornitore."
@@ -15656,10 +15921,10 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr "Il modello della stampante non è stato trovato, riselezionare."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "Il diametro del nozzle non trovato, riselezionare."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr ""
"La configurazione predefinita della stampante non è stata trovata. Per "
"favore, seleziona nuovamente."
@@ -16889,6 +17154,160 @@ msgstr ""
"aumentare in modo appropriato la temperatura del piano riscaldato può "
"ridurre la probabilità di deformazione."
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Abilita il riempimento degli spazi vuoti per le superfici selezionate. La "
+#~ "lunghezza minima degli spazi vuoti che verranno riempiti può essere "
+#~ "controllata dall'opzione Filtra piccoli spazi vuoti di seguito.\n"
+#~ "\n"
+#~ "Opzioni:\n"
+#~ "1. Ovunque: applica il riempimento degli spazi vuoti alle superfici "
+#~ "solide superiori, inferiori e interne\n"
+#~ "2. Superfici superiore e inferiore: applica il riempimento degli spazi "
+#~ "vuoti solo alle superfici superiore e inferiore\n"
+#~ "3. Da nessuna parte: disabilita il riempimento degli spazi vuoti\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Diminuire leggermente questo valore (ad esempio 0.9) per ridurre la "
+#~ "quantità di materiale per il ponte e migliorare l'abbassamento dello "
+#~ "stesso"
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "Questo valore governa lo spessore dello strato del bridge interno. Questo "
+#~ "è il primo strato sopra il riempimento. Riduci leggermente questo valore "
+#~ "(ad esempio 0.9) per migliorare la qualità della superficie sopra il "
+#~ "riempimento."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Questo fattore influisce sulla quantità di materiale per il riempimento "
+#~ "solido superiore. Puoi diminuirlo leggermente per avere una finitura "
+#~ "superficiale liscia"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr ""
+#~ "Questo fattore influisce sulla quantità di materiale per il riempimento "
+#~ "solido inferiore"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Attivare questa opzione per rallentare la stampa nelle aree in cui "
+#~ "possono esistere potenziali perimetri arricciati"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Indica la velocità per i bridge e le pareti completamente a sbalzo."
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Velocità del ponte interno. Se il valore è espresso in percentuale, verrà "
+#~ "calcolato in base al bridge_speed. Il valore predefinito è 150%."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Tempo di caricamento del nuovo filamento quando si cambia filamento, solo "
+#~ "a fini statistici."
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Tempo di scarico vecchio filamento quando si cambia filamento, solo a "
+#~ "fini statistici."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Tempo per il firmware della stampante (o per l'unità Multi Material 2.0) "
+#~ "per il caricamento del nuovo filamento durante il cambio strumento "
+#~ "(quando viene eseguito il T code). Questa durata viene aggiunta alla "
+#~ "stima del tempo totale di stampa del G-code."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Tempo per il firmware della stampante (o per l'unità Multi Material 2.0) "
+#~ "per lo scaricamento del nuovo filamento durante il cambio strumento "
+#~ "(quando viene eseguito il T code). Questa durata viene aggiunta alla "
+#~ "stima del tempo totale di stampa del G-code."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "Filtra gli spazi più piccoli della soglia specificata"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Abilitare questa opzione per il controllo della temperatura della camera. "
+#~ "Un comando M191 verrà aggiunto prima di \"machine_start_gcode\"\n"
+#~ "Comandi G-code: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Una temperatura della camera più elevata può aiutare a sopprimere o "
+#~ "ridurre la deformazione e potenzialmente portare a una maggiore forza di "
+#~ "adesione tra gli strati per materiali ad alta temperatura come ABS, ASA, "
+#~ "PC, PA e così via. Allo stesso tempo, la filtrazione dell'aria di ABS e "
+#~ "ASA peggiorerà. Mentre per PLA, PETG, TPU, PVA e altri materiali a bassa "
+#~ "temperatura, la temperatura effettiva della camera non dovrebbe essere "
+#~ "elevata per evitare intasamenti, quindi 0 che sta per spegnimento è "
+#~ "altamente raccomandato"
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Diametri degli ugelli diversi e diametri di filamento diversi non sono "
+#~ "consentiti quando la torre Prime è abilitata."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "La prevenzione delle perdite (ooze prevention) attualmente non è "
+#~ "supportata quando è abilitata la torre di priming."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Profondità di incastro di una regione segmentata. Zero disabilita questa "
+#~ "funzione."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Estrusore torre di pulitura"
+
#~ msgid "Please input a valid value (K in 0~0.3)"
#~ msgstr "Immettere un valore valido (K in 0~0.3)"
@@ -16922,12 +17341,13 @@ msgstr ""
#~ "nostro wiki.\n"
#~ "\n"
#~ "Di solito la calibrazione non è necessaria. Quando si avvia una stampa a "
-#~ "singolo colore/materiale, con l'opzione \"calibrazione dinamica del flusso"
-#~ "\" selezionata nel menu di avvio della stampa, la stampante seguirà il "
-#~ "vecchio modo, calibrando il filamento prima della stampa; Quando si avvia "
-#~ "una stampa multicolore/materiale, la stampante utilizzerà il parametro di "
-#~ "compensazione predefinito per il filamento durante ogni cambio di "
-#~ "filamento, che avrà un buon risultato nella maggior parte dei casi.\n"
+#~ "singolo colore/materiale, con l'opzione \"calibrazione dinamica del "
+#~ "flusso\" selezionata nel menu di avvio della stampa, la stampante seguirà "
+#~ "il vecchio modo, calibrando il filamento prima della stampa; Quando si "
+#~ "avvia una stampa multicolore/materiale, la stampante utilizzerà il "
+#~ "parametro di compensazione predefinito per il filamento durante ogni "
+#~ "cambio di filamento, che avrà un buon risultato nella maggior parte dei "
+#~ "casi.\n"
#~ "\n"
#~ "Si prega di notare che ci sono alcuni casi che renderanno il risultato "
#~ "della calibrazione non affidabile: utilizzo di una piastra di texture per "
@@ -17324,8 +17744,8 @@ msgstr ""
#~ msgstr "Nessun layer sparso (SPERIMENTALE)"
#~ msgid ""
-#~ "We would rename the presets as \"Vendor Type Serial @printer you selected"
-#~ "\". \n"
+#~ "We would rename the presets as \"Vendor Type Serial @printer you "
+#~ "selected\". \n"
#~ "To add preset for more prinetrs, Please go to printer selection"
#~ msgstr ""
#~ "Rinomineremo le impostazioni predefinite come \"Tipo di fornitore seriale "
diff --git a/localization/i18n/ja/OrcaSlicer_ja.po b/localization/i18n/ja/OrcaSlicer_ja.po
index 2a9c2b4942..83e11fca49 100644
--- a/localization/i18n/ja/OrcaSlicer_ja.po
+++ b/localization/i18n/ja/OrcaSlicer_ja.po
@@ -3,7 +3,7 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: \n"
"Last-Translator: \n"
"Language-Team: \n"
@@ -589,7 +589,7 @@ msgstr "ワイヤフレームを表示"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "プレビュー処理中は適用できません"
msgid "Operation already cancelling. Please wait few seconds."
@@ -656,8 +656,8 @@ msgstr "Surface"
msgid "Horizontal text"
msgstr "Horizontal text"
-msgid "Shift + Mouse move up or dowm"
-msgstr "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
+msgstr "Shift + Mouse move up or down"
msgid "Rotate text"
msgstr "Rotate text"
@@ -1000,7 +1000,7 @@ msgstr "テキストの向きをカメラ側にする。"
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"全く同じフォント(\"%1%\")を読み込むことができません。アプリケーションは似たよ"
@@ -1618,7 +1618,7 @@ msgstr "押出線幅"
msgid "Wipe options"
msgstr "拭き上げ設定"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "ベッド接着"
msgid "Add part"
@@ -1897,12 +1897,6 @@ msgstr "自動向き調整"
msgid "Auto orient the object to improve print quality."
msgstr "オブジェクトの向きを自動的に調整する"
-msgid "Split the selected object into mutiple objects"
-msgstr "選択したオブジェクトを複数のオブジェクトに分割"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "選択したオブジェクトを複数のパーツに分割"
-
msgid "Select All"
msgstr "全てを選択"
@@ -1948,6 +1942,9 @@ msgstr "モデルを簡略化"
msgid "Center"
msgstr "センター"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "プロセス設定を編集"
@@ -2158,8 +2155,8 @@ msgid "Following model object has been repaired"
msgid_plural "Following model objects have been repaired"
msgstr[0] "以下のモデルオブジェクトが修復されました。"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "以下のオブジェクトを修復てきませんでした"
msgid "Repairing was canceled"
@@ -2606,7 +2603,7 @@ msgstr "Print task sending times out."
msgid "Service Unavailable"
msgstr "サービスは利用できません"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "不明なエラー"
msgid "Sending print configuration"
@@ -3554,7 +3551,7 @@ msgstr ""
"値を0にリセットします。"
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4290,7 +4287,7 @@ msgstr "ボリューム"
msgid "Size:"
msgstr "サイズ:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4726,6 +4723,18 @@ msgstr "Pass 2"
msgid "Flow rate test - Pass 2"
msgstr "Flow rate test - Pass 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Flow rate"
@@ -5994,7 +6003,7 @@ msgstr ""
"The file %s already exists.\n"
"Do you want to replace it?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Confirm Save As"
msgid "Delete object which is a part of cut object"
@@ -6211,10 +6220,10 @@ msgstr "%sを送信しました、プリンターにて確認できます"
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
#, boost-format
msgid "Reason: part \"%1%\" is empty."
@@ -6529,6 +6538,12 @@ msgstr ""
"With this option enabled, you can send a task to multiple devices at the "
"same time and manage multiple devices."
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr "ネットワーク (&N)"
@@ -7405,8 +7420,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"ヘッド無しのタイムラプスビデオを録画する時に、「タイムラプスプライムタワー」"
"を追加してください。プレートで右クリックして、「プリミティブを追加」→「タイム"
@@ -7480,12 +7495,21 @@ msgstr "サポート用フィラメント"
msgid "Tree supports"
msgstr ""
-msgid "Skirt"
-msgstr "スカート"
+msgid "Multimaterial"
+msgstr ""
msgid "Prime tower"
msgstr "プライムタワー"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "スカート"
+
msgid "Special mode"
msgstr "特別モード"
@@ -7532,6 +7556,9 @@ msgstr "推奨ノズル温度"
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr "フィラメントの推奨ノズル温度、0は未設定との意味です"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr ""
@@ -7638,9 +7665,6 @@ msgstr "フィラメント開始G-code"
msgid "Filament end G-code"
msgstr "フィラメント終了G-code"
-msgid "Multimaterial"
-msgstr ""
-
msgid "Wipe tower parameters"
msgstr "ワイプタワーのパラメータ"
@@ -7730,12 +7754,30 @@ msgstr "振動特性"
msgid "Single extruder multimaterial setup"
msgstr ""
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "ノズル直径"
+
msgid "Wipe tower"
msgstr "ワイプタワー"
msgid "Single extruder multimaterial parameters"
msgstr "単一エクストルーダーのマルチマテリアルパラメーター"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "積層ピッチの制限"
@@ -8708,6 +8750,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "造形できるオブジェクトがありません。"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -8936,11 +8983,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Variable layer height is not supported with Organic supports."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -8950,9 +8996,9 @@ msgstr ""
"addressing (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"Ooze prevention is currently not supported with the prime tower enabled."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9388,14 +9434,31 @@ msgid "Apply gap fill"
msgstr ""
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
msgid "Everywhere"
@@ -9465,10 +9528,11 @@ msgstr "ブリッジ流量"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"この値を少し (例えば 0.9) 小さくし、ブリッジ用に押出し量を減らし、たるみを防"
-"ぎます。"
msgid "Internal bridge flow ratio"
msgstr ""
@@ -9476,7 +9540,11 @@ msgstr ""
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
msgid "Top surface flow ratio"
@@ -9484,15 +9552,20 @@ msgstr "Top surface flow ratio"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have a smooth surface finish."
msgid "Bottom surface flow ratio"
msgstr ""
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
msgid "Precise wall"
@@ -9624,9 +9697,25 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr ""
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
msgid "mm/s or %"
@@ -9635,8 +9724,14 @@ msgstr "mm/s or %"
msgid "External"
msgstr ""
-msgid "Speed of bridge and completely overhang wall"
-msgstr "ブリッジを造形する時に速度です。"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -9645,8 +9740,8 @@ msgid "Internal"
msgstr ""
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
msgid "Brim width"
@@ -10159,6 +10254,17 @@ msgstr ""
"フィラメントは温度により体積が変わります。この設定で押出流量を比例的に調整し"
"ます。 0.95 ~ 1.05の間で設定していください。"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Enable pressure advance"
@@ -10170,6 +10276,86 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10246,18 +10432,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "フィラメントロード時間"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"フィラメントを入れ替える時に、フィラメントをロードする時間です、統計目的に使"
-"用されています。"
msgid "Filament unload time"
msgstr "フィラメントアンロード時間"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"フィラメントを入れ替える時に、フィラメントをアンロードする時間です、統計目的"
-"に使用されています。"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10342,6 +10539,21 @@ msgstr ""
"フィラメントは、冷却チューブ内で上下に移動することにより冷却されます。 これら"
"の上下移動の必要な回数を指定します。"
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "冷却移動の最初の速度"
@@ -10365,15 +10577,6 @@ msgstr "最後の冷却移動の速度"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "冷却動作は、この速度に向かって徐々に加速しています。"
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"ツールの変更中(Tコードの実行時)にプリンターファームウェア(またはMulti "
-"Material Unit 2.0)が新しいフィラメントをロードする時間。 この時間は、Gコード"
-"時間推定プログラムによって合計プリント時間に追加されます。"
-
msgid "Ramming parameters"
msgstr "ラミングパラメーター"
@@ -10384,15 +10587,6 @@ msgstr ""
"この文字列はラミングダイアログで編集され、ラミング固有のパラメーターが含まれ"
"ています。"
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"ツールチェンジ中(Tコードの実行時)にプリンターファームウェア(またはMulti "
-"Material Unit 2.0)がフィラメントをアンロードする時間。 この時間は、Gコード時"
-"間予測プログラムによって合計プリント予測時間に追加されます。"
-
msgid "Enable ramming for multitool setups"
msgstr "マルチツールのセットアップでラミングを有効にする"
@@ -10675,7 +10869,7 @@ msgstr "1層目の高さ"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr "1層目の高さです。高さを大きくすればプレートとの接着性が良くなります。"
msgid "Speed of initial layer except the solid infill part"
@@ -10712,10 +10906,10 @@ msgstr "最大回転速度の積層"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
msgid "layer"
@@ -10775,7 +10969,10 @@ msgstr "Filter out tiny gaps"
msgid "Layers and Perimeters"
msgstr "積層と境界"
-msgid "Filter out gaps smaller than the threshold specified"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
msgstr ""
msgid ""
@@ -11056,8 +11253,12 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Interlocking depth of a segmented region"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
-msgstr "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
+msgstr ""
msgid "Use beam interlocking"
msgstr ""
@@ -11404,9 +11605,6 @@ msgid ""
"cooling is enabled."
msgstr ""
-msgid "Nozzle diameter"
-msgstr "ノズル直径"
-
msgid "Diameter of nozzle"
msgstr "ノズル直径"
@@ -11499,6 +11697,11 @@ msgid ""
msgstr ""
"インフィル領域内の移動はリトラクションしません。造形時間を節約できます。"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "ファイル名形式"
@@ -11542,6 +11745,9 @@ msgstr ""
"この設定により、線幅に対するオーバーハングの割合を検出し、異なる速度で造形し"
"ます。100%%のオーバーハングの場合、ブリッジの速度が使用されます。"
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -11575,12 +11781,21 @@ msgid ""
"environment variables."
msgstr ""
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Printer notes"
msgid "You can put your notes regarding the printer here."
msgstr "You can put your notes regarding the printer here."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "ラフト接触面Z間隔"
@@ -12076,6 +12291,12 @@ msgstr ""
"スパース インフィルの面積がこの値以下の場合、ソリッド インフィルに変換されま"
"す"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12133,6 +12354,31 @@ msgstr "通常"
msgid "Temperature variation"
msgstr "軟化温度"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "スタートG-code"
@@ -12592,29 +12838,40 @@ msgid "Activate temperature control"
msgstr ""
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
msgid "Chamber temperature"
msgstr "Chamber temperature"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on. At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials, the actual chamber temperature should not "
-"be high to avoid clogs, so 0 (turned off) is highly recommended."
msgid "Nozzle temperature for layers after the initial one"
msgstr "1層目後のノズル温度"
@@ -12746,12 +13003,6 @@ msgstr ""
"ワイプタワーを安定させるために使用される円錐の頂点の角度。角度が大きいと底面"
"が広くなります。"
-msgid "Wipe tower purge lines spacing"
-msgstr "ワイプタワーのパージラインの間隔"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "ワイプタワーのパージラインの間隔。"
-
msgid "Maximum wipe tower print speed"
msgstr ""
@@ -12777,9 +13028,6 @@ msgid ""
"regardless of this setting."
msgstr ""
-msgid "Wipe tower extruder"
-msgstr "ワイプタワーエクストルーダー"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -12832,6 +13080,30 @@ msgstr "ブリッジ最大距離"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "中抜きインフィルレイヤーの間隔の最大値。"
+msgid "Wipe tower purge lines spacing"
+msgstr "ワイプタワーのパージラインの間隔"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "ワイプタワーのパージラインの間隔。"
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "ホール補正 X-Y"
@@ -13135,6 +13407,14 @@ msgstr ""
"現在、リトラクションからの復帰時のエクストルーダーの追加プライミングが計画さ"
"れています。"
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr "現在のエクストルーダー"
@@ -13183,6 +13463,12 @@ msgstr "エクストルーダーは使用されましたか?"
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr "エクストルーダーあたりの体積"
@@ -13334,6 +13620,14 @@ msgstr "物理プリンター名"
msgid "Name of the physical printer used for slicing."
msgstr "スライスに使用される物理プリンターの名前。"
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr "レイヤーナンバー"
@@ -14400,8 +14694,8 @@ msgstr ""
"Do you want to rewrite it?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
@@ -14426,7 +14720,7 @@ msgstr "Import Preset"
msgid "Create Type"
msgstr "Create Type"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "The model was not found; please reselect vendor."
msgid "Select Model"
@@ -14475,10 +14769,10 @@ msgstr "Preset path was not found; please reselect vendor."
msgid "The printer model was not found, please reselect."
msgstr "The printer model was not found, please reselect."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "The nozzle diameter was not found; please reselect."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "The printer preset was not found; please reselect."
msgid "Printer Preset"
@@ -15619,6 +15913,89 @@ msgstr ""
"ABS, appropriately increasing the heatbed temperature can reduce the "
"probability of warping?"
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "この値を少し (例えば 0.9) 小さくし、ブリッジ用に押出し量を減らし、たるみを"
+#~ "防ぎます。"
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have a smooth surface finish."
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "ブリッジを造形する時に速度です。"
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "フィラメントを入れ替える時に、フィラメントをロードする時間です、統計目的に"
+#~ "使用されています。"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "フィラメントを入れ替える時に、フィラメントをアンロードする時間です、統計目"
+#~ "的に使用されています。"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "ツールの変更中(Tコードの実行時)にプリンターファームウェア(またはMulti "
+#~ "Material Unit 2.0)が新しいフィラメントをロードする時間。 この時間は、G"
+#~ "コード時間推定プログラムによって合計プリント時間に追加されます。"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "ツールチェンジ中(Tコードの実行時)にプリンターファームウェア(または"
+#~ "Multi Material Unit 2.0)がフィラメントをアンロードする時間。 この時間は、"
+#~ "Gコード時間予測プログラムによって合計プリント予測時間に追加されます。"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on. At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials, the actual chamber "
+#~ "temperature should not be high to avoid clogs, so 0 (turned off) is "
+#~ "highly recommended."
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "ワイプタワーエクストルーダー"
+
#~ msgid "Please input a valid value (K in 0~0.3)"
#~ msgstr "Please input a valid value (K in 0~0.3)"
diff --git a/localization/i18n/ko/OrcaSlicer_ko.po b/localization/i18n/ko/OrcaSlicer_ko.po
index 9e256b6c86..27b80dc0f3 100644
--- a/localization/i18n/ko/OrcaSlicer_ko.po
+++ b/localization/i18n/ko/OrcaSlicer_ko.po
@@ -7,10 +7,10 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: 2024-05-31 23:33+0900\n"
-"Last-Translator: Hotsolidinfill <138652683+Hotsolidinfill@users.noreply."
-"github.com>, crwusiz \n"
+"Last-Translator: ElectricalBoy <15651807+ElectricalBoy@users.noreply.github."
+"com>\n"
"Language-Team: \n"
"Language: ko_KR\n"
"MIME-Version: 1.0\n"
@@ -596,7 +596,7 @@ msgstr "와이어프레임 보기"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "미리 보기 진행 시 적용할 수 없습니다."
msgid "Operation already cancelling. Please wait few seconds."
@@ -665,7 +665,7 @@ msgstr "표면"
msgid "Horizontal text"
msgstr "가로 텍스트"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + 마우스 위 or 아래"
msgid "Rotate text"
@@ -1004,7 +1004,7 @@ msgstr "텍스트 방향을 카메라 쪽으로 향하게 합니다."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"정확히 동일한 글꼴(\"%1%\")을 로드할 수 없습니다. 응용 프로그램이 유사한 항목"
@@ -1632,7 +1632,7 @@ msgstr "압출 너비"
msgid "Wipe options"
msgstr "닦기 옵션"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "베드 안착"
msgid "Add part"
@@ -1917,12 +1917,6 @@ msgstr "자동 방향 지정"
msgid "Auto orient the object to improve print quality."
msgstr "개체의 방향을 자동으로 지정하여 출력 품질을 향상시킵니다."
-msgid "Split the selected object into mutiple objects"
-msgstr "선택한 개체를 여러 개체로 분할"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "선택한 개체를 여러 부품으로 분할"
-
msgid "Select All"
msgstr "모두 선택"
@@ -1968,6 +1962,9 @@ msgstr "모델 단순화"
msgid "Center"
msgstr "중앙"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "프로세스 설정에서 편집"
@@ -2176,8 +2173,8 @@ msgid "Following model object has been repaired"
msgid_plural "Following model objects have been repaired"
msgstr[0] "다음 모델 개체가 수리되었습니다"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "다음 모델 개체 교정을 실패하였습니다"
msgid "Repairing was canceled"
@@ -2621,7 +2618,7 @@ msgstr "출력 작업 전송 시간이 초과되었습니다."
msgid "Service Unavailable"
msgstr "서비스 사용 불가"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "알 수 없는 오류."
msgid "Sending print configuration"
@@ -3580,7 +3577,7 @@ msgstr ""
"값이 0으로 재설정됩니다."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4319,7 +4316,7 @@ msgstr "용량:"
msgid "Size:"
msgstr "크기:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4759,6 +4756,18 @@ msgstr "2차 테스트"
msgid "Flow rate test - Pass 2"
msgstr "유량 테스트 - 2차"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "유량"
@@ -6041,7 +6050,7 @@ msgstr ""
"파일 %s이(가) 이미 존재합니다.\n"
"파일을 바꾸시겠습니까?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "다른 이름으로 저장 확인"
msgid "Delete object which is a part of cut object"
@@ -6263,7 +6272,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"모델 메쉬에 대해 부울 연산을 수행할 수 없습니다. 긍정적인 부분만 유지됩니다. "
"메쉬를 수정하고 재시도해 볼 수 있습니다."
@@ -6582,6 +6591,12 @@ msgid ""
msgstr ""
"활성화하면 여러 장치에 동시에 작업을 보내고 여러 장치를 관리할 수 있습니다."
+msgid "Auto arrange plate after cloning"
+msgstr "복제 후 플레이트 자동 정렬"
+
+msgid "Auto arrange plate after object cloning"
+msgstr "개체를 복제한 후 플레이트를 자동으로 정렬합니다"
+
msgid "Network"
msgstr "네트워크"
@@ -7467,8 +7482,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"툴헤드 없이 시간 경과를 기록할 경우 \"타임랩스 닦기 타워\"를 추가하는 것이 좋"
"습니다\n"
@@ -7543,12 +7558,21 @@ msgstr "지지대 필라멘트"
msgid "Tree supports"
msgstr "나무 지지대"
-msgid "Skirt"
-msgstr "스커트"
+msgid "Multimaterial"
+msgstr "다중 재료"
msgid "Prime tower"
msgstr "프라임 타워"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "스커트"
+
msgid "Special mode"
msgstr "특수 모드"
@@ -7596,6 +7620,9 @@ msgstr "권장 노즐 온도"
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr "이 필라멘트의 권장 노즐 온도 범위. 0은 설정하지 않음을 의미합니다"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr "출력 챔버 온도"
@@ -7701,9 +7728,6 @@ msgstr "필라멘트 시작 G코드"
msgid "Filament end G-code"
msgstr "필라멘트 종료 G코드"
-msgid "Multimaterial"
-msgstr "다중 재료"
-
msgid "Wipe tower parameters"
msgstr "닦기 타워 매개변수"
@@ -7793,12 +7817,30 @@ msgstr "저크 제한"
msgid "Single extruder multimaterial setup"
msgstr "단일 압출기 다중 재료 설정"
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "노즐 직경"
+
msgid "Wipe tower"
msgstr "닦기 타워"
msgid "Single extruder multimaterial parameters"
msgstr "단일 압출기 다중 재료 매개변수"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "레이어 높이 한도"
@@ -8798,6 +8840,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "개체를 출력할 수 없습니다. 너무 작을 수 있습니다"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9036,11 +9083,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "유기체 지지대에서는 가변 레이어 높이가 지원되지 않습니다."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"다른 노즐 직경과 다른 필라멘트 직경은 허용되지 않습니다.프라임 타워가 활성화"
-"되면."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9050,8 +9096,9 @@ msgstr ""
"(use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
-msgstr "현재 프라임 타워가 활성화된 상태에서는 누출 방지가 지원되지 않습니다."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
+msgstr ""
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9507,22 +9554,32 @@ msgid "Apply gap fill"
msgstr "간격 채우기 적용"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
-msgstr ""
-"선택한 표면에 대해 간격 채우기를 활성화합니다. 채워질 최소 간격 길이는 아래"
-"의 작은 간격 필터링 옵션에서 제어할 수 있습니다.\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
"\n"
-"옵션:\n"
-"1. 어디에서나: 상단, 하단 및 내부 솔리드 표면에 간격 채우기를 적용합니다.\n"
-"2. 상단 및 하단 표면: 상단 및 하단 표면에만 간격 채우기를 적용합니다.\n"
-"3. 아무데도: 간격 채우기를 비활성화합니다.\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
+msgstr ""
msgid "Everywhere"
msgstr "어디에나"
@@ -9593,8 +9650,11 @@ msgstr "브릿지 유량 비율"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
-msgstr "이 값을 약간(예: 0.9) 줄여 브릿지의 압출량을 줄여 처짐을 개선합니다"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
msgid "Internal bridge flow ratio"
msgstr "내부 브릿지 유량 비율"
@@ -9602,27 +9662,33 @@ msgstr "내부 브릿지 유량 비율"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
-"이 값은 내부 브릿지 레이어의 두께를 결정합니다. 이것은 드문 채우기 위의 첫 번"
-"째 레이어입니다. 드문 채우기보다 표면 품질을 향상시키려면 이 값을 약간(예: "
-"0.9) 줄입니다."
msgid "Top surface flow ratio"
msgstr "상단 표면 유량 비율"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"이 값은 상단 꽉찬 내부 채우기의 재료의 양에 영향을 미칩니다. 부드러운 표면 마"
-"감을 위해 약간 줄여도 됩니다"
msgid "Bottom surface flow ratio"
msgstr "하단 표면 유량 비율"
-msgid "This factor affects the amount of material for bottom solid infill"
-msgstr "이 값은 하단 꽉찬 내부 채우기의 재료의 양에 영향을 미칩니다"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
msgid "Precise wall"
msgstr "정밀한 벽"
@@ -9789,12 +9855,26 @@ msgstr "돌출부 정도에 따라 출력 속도를 낮추려면 이 옵션을
msgid "Slow down for curled perimeters"
msgstr "꺾여 있는 둘레에서 감속"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"꺾여 있는 둘레가 있을 수 있는 영역에서 출력 속도를 낮추려면 이 옵션을 활성화"
-"하세요"
msgid "mm/s or %"
msgstr "mm/s 또는 %"
@@ -9802,8 +9882,14 @@ msgstr "mm/s 또는 %"
msgid "External"
msgstr "외부"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "브릿지와 돌출부 벽의 속도"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -9812,11 +9898,9 @@ msgid "Internal"
msgstr "내부"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"내부 브릿지 속도. 값을 백분율로 표시하면 외부 브릿지 속도를 기준으로 계산됩니"
-"다. 기본값은 150%입니다."
msgid "Brim width"
msgstr "브림 너비"
@@ -10425,6 +10509,17 @@ msgstr ""
"범위는 0.95와 1.05 사이입니다. 약간의 과대압출 또는 과소압출이 있을 때 이 값"
"을 조정하여 평평한 표면을 얻을 수 있습니다"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "프레셔 어드밴스 활성화"
@@ -10437,6 +10532,86 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr "프레셔 어드밴스(Klipper)/리니어 어드밴스(Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10526,15 +10701,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "필라멘트 넣기 시간"
-msgid "Time to load new filament when switch filament. For statistics only"
-msgstr "필라멘트 교체 시 새 필라멘트를 넣는 시간입니다. 통계에만 사용됩니다"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
msgid "Filament unload time"
msgstr "필라멘트 빼기 시간"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"필라멘트를 교체할 때 기존 필라멘트를 빼는 시간입니다. 통계에만 사용됩니다"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10630,6 +10819,21 @@ msgstr ""
"필라멘트는 냉각 튜브 내에서 앞뒤로 움직이면서 냉각됩니다. 원하는 이동 횟수를 "
"지정하세요."
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "첫 번째 냉각 이동 속도"
@@ -10657,15 +10861,6 @@ msgstr "마지막 냉각 이동 속도"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "냉각 동작은 이 속도를 향해 점진적으로 감속됩니다."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"툴 교체 중(T 코드 실행 시) 프린터 펌웨어(또는 Multi Material Unit 2.0)가 새 "
-"필라멘트를 넣는 시간입니다. 이 시간은 G코드 시간 계산기에 의해 총 출력 시간"
-"에 추가됩니다."
-
msgid "Ramming parameters"
msgstr "래밍 매개변수"
@@ -10675,15 +10870,6 @@ msgid ""
msgstr ""
"이 문자열은 RammingDialog에 의해 편집되며 래밍 관련 매개변수를 포함합니다."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"툴 교체 중(T 코드 실행 시) 프린터 펌웨어(또는 Multi Material Unit 2.0)가 필라"
-"멘트를 빼는 시간입니다. 이 시간은 G코드 시간 계산기에 의해 총 출력 시간에 추"
-"가됩니다."
-
msgid "Enable ramming for multitool setups"
msgstr "다중 압출기 설정을 위한 래밍 활성화"
@@ -10989,7 +11175,7 @@ msgstr "초기 레이어 높이"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"초기 레이어의 높이입니다. 초기 레이어 높이를 약간 두껍게 하면 빌드 플레이트 "
"접착력을 향상시킬 수 있습니다"
@@ -11030,10 +11216,10 @@ msgstr "팬 최대 속도 레이어"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"팬 속도는 \"close_fan_the_first_x_layers\" 의 0에서 \"full_fan_speed_layer\" "
"의 최고 속도까지 선형적으로 증가합니다. \"full_fan_speed_layer\"가 "
@@ -11101,8 +11287,11 @@ msgstr "작은 간격 필터링"
msgid "Layers and Perimeters"
msgstr "레이어와 윤곽선"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "지정된 임계값보다 작은 간격을 필터링합니다"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11422,8 +11611,12 @@ msgstr "분할된 영역의 최대 너비입니다. 0은 이 기능을 비활성
msgid "Interlocking depth of a segmented region"
msgstr "분할된 영역의 연동 깊이"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
-msgstr "분할된 영역의 깊이를 연동합니다. 0은 이 기능을 비활성화합니다."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
+msgstr ""
msgid "Use beam interlocking"
msgstr "인터로킹 빔 사용"
@@ -11826,9 +12019,6 @@ msgstr ""
"더 나은 레이어 냉각을 위해 속도를 낮추는 경우 위의 최소 레이어 시간을 유지하"
"기 위해 프린터가 느려지는 최소 출력 속도입니다."
-msgid "Nozzle diameter"
-msgstr "노즐 직경"
-
msgid "Diameter of nozzle"
msgstr "노즐 직경"
@@ -11923,6 +12113,11 @@ msgstr ""
"없습니다. 이는 복잡한 모델의 후퇴 시간을 줄이고 출력 시간을 절약할 수 있지만 "
"슬라이싱 및 G코드 생성 속도를 느리게 만듭니다"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "파일 이름 형식"
@@ -11971,6 +12166,9 @@ msgstr ""
"선 너비에 비례하여 돌출부 백분율을 감지하고 다른 속도를 사용하여 출력합니다. "
"100%% 돌출부의 경우 브릿지 속도가 사용됩니다."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12015,12 +12213,21 @@ msgstr ""
"대 경로를 첫 번째 값으로 전달하며 환경 변수를 읽어 Orca Slicer 구성 설정에 접"
"근할 수 있습니다."
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "프린터 메모"
msgid "You can put your notes regarding the printer here."
msgstr "여기에 프린터에 관한 메모를 넣을 수 있습니다."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "라프트 접점 Z 거리"
@@ -12161,12 +12368,14 @@ msgid "Spiral"
msgstr "나선형"
msgid "Traveling angle"
-msgstr ""
+msgstr "이동 각도"
msgid ""
"Traveling angle for Slope and Spiral Z hop type. Setting it to 90° results "
"in Normal Lift"
msgstr ""
+"경사나 나선형 Z 올리기 유형에 사용할 이동 각도입니다. 90°로 설정할 경우 일반"
+"적인 Z 올리기가 적용됩니다"
msgid "Only lift Z above"
msgstr "Z값 위에서만 올리기"
@@ -12565,6 +12774,12 @@ msgid ""
"internal solid infill"
msgstr "임계값보다 작은 드문 채우기 영역은 꽉찬 내부 채우기로 대체됩니다"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12625,6 +12840,31 @@ msgstr "기존"
msgid "Temperature variation"
msgstr "온도 가변"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "시작 G코드"
@@ -13097,31 +13337,40 @@ msgid "Activate temperature control"
msgstr "온도 제어 활성화"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"챔버 온도 제어를 위해 이 옵션을 활성화합니다. M191 명령이 "
-"\"machine_start_gcode\" 앞에 추가됩니다.\n"
-"G코드 명령: M141/M191 S(0-255)"
msgid "Chamber temperature"
msgstr "챔버 온도"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"챔버 온도가 높을수록 뒤틀림을 억제하거나 줄이는 데 도움이 될 수 있으며 잠재적"
-"으로 ABS, ASA, PC, PA 등과 같은 고온 재료의 층간 결합 강도가 높아질 수 있습니"
-"다. 동시에 ABS 및 ASA의 공기 여과는 더욱 악화됩니다. PLA, PETG, TPU, PVA 및 "
-"기타 저온 재료의 경우 막힘을 방지하려면 실제 챔버 온도가 높지 않아야 하므로 "
-"꺼짐을 의미하는 0을 적극 권장합니다"
msgid "Nozzle temperature for layers after the initial one"
msgstr "초기 레이어 이후의 노즐 온도"
@@ -13263,12 +13512,6 @@ msgstr ""
"닦기 타워를 안정화하는 데 사용되는 원뿔 꼭대기의 각도입니다. 각도가 클수록 베"
"이스가 넓어집니다."
-msgid "Wipe tower purge lines spacing"
-msgstr "닦기 타워 청소 선 간격"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "닦기 타워의 청소 선 간격입니다."
-
msgid "Maximum wipe tower print speed"
msgstr "최대 와이프 타워 인쇄 속도"
@@ -13309,9 +13552,6 @@ msgstr ""
"\n"
"와이프 타워 외부 경계의 경우 이 설정에 관계없이 내부 경계 속도가 사용됩니다."
-msgid "Wipe tower extruder"
-msgstr "닦기 타워 압출기"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13365,6 +13605,30 @@ msgstr "최대 브릿지 거리"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "드문 채우기 부분의 지지대 사이의 최대 거리."
+msgid "Wipe tower purge lines spacing"
+msgstr "닦기 타워 청소 선 간격"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "닦기 타워의 청소 선 간격입니다."
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "X-Y 구멍 보정"
@@ -13697,6 +13961,14 @@ msgstr "추가 철회"
msgid "Currently planned extra extruder priming after deretraction."
msgstr "현재 철회 후 추가 압출기 프라이밍이 계획되어 있습니다."
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr "현재 압출기"
@@ -13741,6 +14013,12 @@ msgstr "압출기를 사용하나요?"
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr "특정 압출기가 출력에 사용되는지 여부를 나타내는 값 입니다."
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr "압출기당 부피"
@@ -13895,6 +14173,14 @@ msgstr "실제 프린터 이름"
msgid "Name of the physical printer used for slicing."
msgstr "슬라이싱에 사용되는 실제 프린터의 이름입니다."
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr "레이어 번호"
@@ -14979,8 +15265,8 @@ msgstr ""
"다시 작성하시겠습니까?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"사전 설정의 이름을 \"선택한 공급업체 유형 직렬 @프린터\"로 변경합니다.\n"
@@ -15007,7 +15293,7 @@ msgstr "사전 설정 가져오기"
msgid "Create Type"
msgstr "유형 생성"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "모델을 찾을 수 없습니다. 공급업체를 다시 선택하세요."
msgid "Select Model"
@@ -15056,10 +15342,10 @@ msgstr "사전 설정 경로를 찾을 수 없습니다. 공급업체를 다시
msgid "The printer model was not found, please reselect."
msgstr "프린터 모델을 찾을 수 없습니다. 다시 선택하세요."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "노즐 직경이 마음에 들지 않으면 다시 선택하세요."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "프린터 사전 설정이 마음에 들지 않습니다. 다시 선택하세요."
msgid "Printer Preset"
@@ -16244,6 +16530,140 @@ msgstr ""
"ABS와 같이 뒤틀림이 발생하기 쉬운 소재를 출력할 때, 히트베드 온도를 적절하게 "
"높이면 뒤틀림 가능성을 줄일 수 있다는 사실을 알고 계셨나요?"
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "선택한 표면에 대해 간격 채우기를 활성화합니다. 채워질 최소 간격 길이는 아"
+#~ "래의 작은 간격 필터링 옵션에서 제어할 수 있습니다.\n"
+#~ "\n"
+#~ "옵션:\n"
+#~ "1. 어디에서나: 상단, 하단 및 내부 솔리드 표면에 간격 채우기를 적용합니"
+#~ "다.\n"
+#~ "2. 상단 및 하단 표면: 상단 및 하단 표면에만 간격 채우기를 적용합니다.\n"
+#~ "3. 아무데도: 간격 채우기를 비활성화합니다.\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr "이 값을 약간(예: 0.9) 줄여 브릿지의 압출량을 줄여 처짐을 개선합니다"
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "이 값은 내부 브릿지 레이어의 두께를 결정합니다. 이것은 드문 채우기 위의 "
+#~ "첫 번째 레이어입니다. 드문 채우기보다 표면 품질을 향상시키려면 이 값을 약"
+#~ "간(예: 0.9) 줄입니다."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "이 값은 상단 꽉찬 내부 채우기의 재료의 양에 영향을 미칩니다. 부드러운 표"
+#~ "면 마감을 위해 약간 줄여도 됩니다"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr "이 값은 하단 꽉찬 내부 채우기의 재료의 양에 영향을 미칩니다"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "꺾여 있는 둘레가 있을 수 있는 영역에서 출력 속도를 낮추려면 이 옵션을 활성"
+#~ "화하세요"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "브릿지와 돌출부 벽의 속도"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "내부 브릿지 속도. 값을 백분율로 표시하면 외부 브릿지 속도를 기준으로 계산"
+#~ "됩니다. 기본값은 150%입니다."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr "필라멘트 교체 시 새 필라멘트를 넣는 시간입니다. 통계에만 사용됩니다"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "필라멘트를 교체할 때 기존 필라멘트를 빼는 시간입니다. 통계에만 사용됩니다"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "툴 교체 중(T 코드 실행 시) 프린터 펌웨어(또는 Multi Material Unit 2.0)가 "
+#~ "새 필라멘트를 넣는 시간입니다. 이 시간은 G코드 시간 계산기에 의해 총 출력 "
+#~ "시간에 추가됩니다."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "툴 교체 중(T 코드 실행 시) 프린터 펌웨어(또는 Multi Material Unit 2.0)가 "
+#~ "필라멘트를 빼는 시간입니다. 이 시간은 G코드 시간 계산기에 의해 총 출력 시"
+#~ "간에 추가됩니다."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "지정된 임계값보다 작은 간격을 필터링합니다"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "챔버 온도 제어를 위해 이 옵션을 활성화합니다. M191 명령이 "
+#~ "\"machine_start_gcode\" 앞에 추가됩니다.\n"
+#~ "G코드 명령: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "챔버 온도가 높을수록 뒤틀림을 억제하거나 줄이는 데 도움이 될 수 있으며 잠"
+#~ "재적으로 ABS, ASA, PC, PA 등과 같은 고온 재료의 층간 결합 강도가 높아질 "
+#~ "수 있습니다. 동시에 ABS 및 ASA의 공기 여과는 더욱 악화됩니다. PLA, PETG, "
+#~ "TPU, PVA 및 기타 저온 재료의 경우 막힘을 방지하려면 실제 챔버 온도가 높지 "
+#~ "않아야 하므로 꺼짐을 의미하는 0을 적극 권장합니다"
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "다른 노즐 직경과 다른 필라멘트 직경은 허용되지 않습니다.프라임 타워가 활성"
+#~ "화되면."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "현재 프라임 타워가 활성화된 상태에서는 누출 방지가 지원되지 않습니다."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr "분할된 영역의 깊이를 연동합니다. 0은 이 기능을 비활성화합니다."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "닦기 타워 압출기"
+
#~ msgid ""
#~ "File size exceeds the 100MB upload limit. Please upload your file through "
#~ "the panel."
@@ -16668,8 +17088,8 @@ msgstr ""
#~ msgstr "드문 레이어 없음(실험적)"
#~ msgid ""
-#~ "We would rename the presets as \"Vendor Type Serial @printer you selected"
-#~ "\". \n"
+#~ "We would rename the presets as \"Vendor Type Serial @printer you "
+#~ "selected\". \n"
#~ "To add preset for more prinetrs, Please go to printer selection"
#~ msgstr ""
#~ "사전 설정의 이름을 \"선택한 공급업체 유형 직렬 @프린터\"로 변경합니다.\n"
diff --git a/localization/i18n/nl/OrcaSlicer_nl.po b/localization/i18n/nl/OrcaSlicer_nl.po
index 0446d34be8..8b0635b100 100644
--- a/localization/i18n/nl/OrcaSlicer_nl.po
+++ b/localization/i18n/nl/OrcaSlicer_nl.po
@@ -3,13 +3,16 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
+"PO-Revision-Date: \n"
+"Last-Translator: \n"
+"Language-Team: \n"
"Language: nl\n"
"MIME-Version: 1.0\n"
"Content-Type: text/plain; charset=UTF-8\n"
"Content-Transfer-Encoding: 8bit\n"
"Plural-Forms: nplurals=2; plural=(n==1) ? 0 : 1;\n"
-"X-Generator: Localazy (https://localazy.com)\n"
+"X-Generator: Poedit 3.4.4\n"
msgid "Supports Painting"
msgstr "Ondersteuning (Support) tekenen"
@@ -103,7 +106,7 @@ msgid "Gizmo-Place on Face"
msgstr "Plaats op vlak"
msgid "Lay on face"
-msgstr "Op deze zijde neerleggen."
+msgstr "Op zijde leggen"
#, boost-format
msgid ""
@@ -254,7 +257,7 @@ msgid "World coordinates"
msgstr "Wereldcoördinaten"
msgid "Object coordinates"
-msgstr ""
+msgstr "Objectcoördinaten"
msgid "°"
msgstr "°"
@@ -267,7 +270,7 @@ msgid "%"
msgstr "%"
msgid "uniform scale"
-msgstr "Uniform schalen"
+msgstr "uniform schalen"
msgid "Planar"
msgstr "Planair"
@@ -291,7 +294,7 @@ msgid "Snap"
msgstr "Snap"
msgid "Prism"
-msgstr ""
+msgstr "Prisma"
msgid "Frustum"
msgstr "Frustum"
@@ -309,7 +312,7 @@ msgid "Place on cut"
msgstr "Op kniplijn plaatsen"
msgid "Flip upside down"
-msgstr ""
+msgstr "Draai ondersteboven"
msgid "Connectors"
msgstr "Verbindingen"
@@ -520,7 +523,7 @@ msgstr "Snij met behulp van vlak"
msgid "non-manifold edges be caused by cut tool, do you want to fix it now?"
msgstr ""
-"Niet-gevormde randen worden veroorzaakt door snijgereedschap: wil je dit nu "
+"hiet-gevormde randen worden veroorzaakt door snijgereedschap: wil je dit nu "
"herstellen?"
msgid "Repairing model object"
@@ -589,7 +592,7 @@ msgstr "Draadmodel tonen"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Kan niet toepassen bij een voorvertoning."
msgid "Operation already cancelling. Please wait few seconds."
@@ -657,7 +660,7 @@ msgstr "Oppervlak"
msgid "Horizontal text"
msgstr "Horizontale tekst"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + Muis op of neer"
msgid "Rotate text"
@@ -668,11 +671,11 @@ msgstr "Tekstvorm"
#. TRN - Title in Undo/Redo stack after rotate with text around emboss axe
msgid "Text rotate"
-msgstr ""
+msgstr "Text draaien"
#. TRN - Title in Undo/Redo stack after move with text along emboss axe - From surface
msgid "Text move"
-msgstr ""
+msgstr "Text verplaatsen"
msgid "Set Mirror"
msgstr "Stel spiegeling in"
@@ -750,16 +753,16 @@ msgstr ""
#, boost-format
msgid "Font \"%1%\" can't be selected."
-msgstr ""
+msgstr "Lettertype \"%1%\" kan niet worden geselecteerd."
msgid "Operation"
msgstr ""
msgid "Join"
-msgstr ""
+msgstr "Samenvoegen"
msgid "Click to change text into object part."
-msgstr ""
+msgstr "Klik om tekst in objectgedeelte te veranderen."
msgid "You can't change a type of the last solid part of the object."
msgstr ""
@@ -770,7 +773,7 @@ msgid "Cut"
msgstr "Knippen"
msgid "Click to change part type into negative volume."
-msgstr ""
+msgstr "Klik om het onderdeeltype te wijzigen naar een negatief volume."
msgid "Modifier"
msgstr "Aanpasser"
@@ -783,80 +786,80 @@ msgstr ""
#, boost-format
msgid "Rename style(%1%) for embossing text"
-msgstr ""
+msgstr "Stijl(%1%) hernoemen voor reliëftekst"
msgid "Name can't be empty."
-msgstr ""
+msgstr "Naam mag niet leeg zijn."
msgid "Name has to be unique."
-msgstr ""
+msgstr "Naam moet uniek zijn."
msgid "OK"
-msgstr "Offline"
+msgstr "OK"
msgid "Rename style"
-msgstr ""
+msgstr "Stijl hernoemen"
msgid "Rename current style."
-msgstr ""
+msgstr "Huidige stijl hernoemen."
msgid "Can't rename temporary style."
-msgstr ""
+msgstr "Kan tijdelijke stijl niet hernoemen."
msgid "First Add style to list."
-msgstr ""
+msgstr "Voeg eerst een stijl toe aan de lijst."
#, boost-format
msgid "Save %1% style"
-msgstr ""
+msgstr "Bewaar %1% stijl"
msgid "No changes to save."
-msgstr ""
+msgstr "Geen wijzigingen om op te slaan."
msgid "New name of style"
-msgstr ""
+msgstr "Nieuwe naam van stijl"
msgid "Save as new style"
-msgstr ""
+msgstr "Opslaan als nieuwe stijl"
msgid "Only valid font can be added to style."
-msgstr ""
+msgstr "Alleen geldige lettertypen kunnen aan de stijl worden toegevoegd."
msgid "Add style to my list."
-msgstr ""
+msgstr "Voeg stijl toe aan mijn lijst."
msgid "Save as new style."
-msgstr ""
+msgstr "Opslaan als nieuwe stijl."
msgid "Remove style"
-msgstr ""
+msgstr "Stijl verwijderen"
msgid "Can't remove the last existing style."
-msgstr ""
+msgstr "Kan de laatst bestaande stijl niet verwijderen."
#, boost-format
msgid "Are you sure you want to permanently remove the \"%1%\" style?"
-msgstr ""
+msgstr "Weet u zeker dat u de stijl \"%1%\" permanent wilt verwijderen?"
#, boost-format
msgid "Delete \"%1%\" style."
-msgstr ""
+msgstr "Stijl \"%1%\" verwijderen."
#, boost-format
msgid "Can't delete \"%1%\". It is last style."
-msgstr ""
+msgstr "Kan \"%1%\" niet verwijderen. Het is de laatste stijl."
#, boost-format
msgid "Can't delete temporary style \"%1%\"."
-msgstr ""
+msgstr "Kan tijdelijke stijl \"%1%\" niet verwijderen."
#, boost-format
msgid "Modified style \"%1%\""
-msgstr ""
+msgstr "Gewijzigde stijl \"%1%\""
#, boost-format
msgid "Current style is \"%1%\""
-msgstr ""
+msgstr "Huidige stijl is \"%1%\""
#, boost-format
msgid ""
@@ -864,13 +867,17 @@ msgid ""
"\n"
"Would you like to continue anyway?"
msgstr ""
+"Stijl wijzigen naar \"%1%\" zal de huidige stijlwijziging ongedaan maken.\n"
+"\n"
+"Wilt u toch doorgaan?"
msgid "Not valid style."
-msgstr ""
+msgstr "Ongeldige stijl."
#, boost-format
msgid "Style \"%1%\" can't be used and will be removed from a list."
msgstr ""
+"Stijl \"%1%\" kan niet worden gebruikt en wordt uit de lijst verwijderd."
msgid "Unset italic"
msgstr ""
@@ -925,18 +932,18 @@ msgstr "Bovenste"
msgctxt "Alignment"
msgid "Middle"
-msgstr ""
+msgstr "Midden"
msgctxt "Alignment"
msgid "Bottom"
msgstr "Onderste"
msgid "Revert alignment."
-msgstr ""
+msgstr "Uitlijning terugdraaien."
#. TRN EmbossGizmo: font units
msgid "points"
-msgstr ""
+msgstr "punten"
msgid "Revert gap between characters"
msgstr ""
@@ -991,9 +998,12 @@ msgstr ""
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
+"Kan niet exact hetzelfde lettertype laden(\"%1%\"). Er is een vergelijkbaar "
+"lettertype(\"%2%\") geselecteerd. U moet een lettertype opgeven om tekst te "
+"kunnen bewerken."
msgid "No symbol"
msgstr ""
@@ -1002,7 +1012,7 @@ msgid "Loading"
msgstr "Laden"
msgid "In queue"
-msgstr ""
+msgstr "In wachtrij"
#. TRN - Input label. Be short as possible
#. Height of one text line - Font Ascent
@@ -1077,7 +1087,7 @@ msgid "Leave SVG gizmo"
msgstr ""
msgid "SVG actions"
-msgstr ""
+msgstr "SVG acties"
msgid "SVG"
msgstr "SVG"
@@ -1468,7 +1478,7 @@ msgid "Choose one or more files (3mf/step/stl/svg/obj/amf):"
msgstr "Kies één of meer bestanden (3mf/step/stl/svg/obj/amf):"
msgid "Choose ZIP file"
-msgstr ""
+msgstr "Kies ZIP bestand"
msgid "Choose one file (gcode/3mf):"
msgstr "Kies één bestand (gcode/3mf):"
@@ -1514,7 +1524,7 @@ msgid "Sync user presets"
msgstr "Synchroniseer gebruikersvoorinstellingen"
msgid "Loading user preset"
-msgstr "Voorinstelling voor gebruiker laden"
+msgstr "Gebruikersvoorinstelling laden"
msgid "Switching application language"
msgstr "De taal van de applicatie wordt aangepast"
@@ -1615,7 +1625,7 @@ msgstr "Extrusiebreedte"
msgid "Wipe options"
msgstr "Veeg opties"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Printbed hechting"
msgid "Add part"
@@ -1772,7 +1782,7 @@ msgid "Filament %d"
msgstr "Filament %d"
msgid "current"
-msgstr "Huidige"
+msgstr "huidige"
msgid "Scale to build volume"
msgstr "Schalen naar bruikbaar volume"
@@ -1897,12 +1907,6 @@ msgid "Auto orient the object to improve print quality."
msgstr ""
"Automatisch oriënteren van het object om de printkwaliteit te verbeteren."
-msgid "Split the selected object into mutiple objects"
-msgstr "Splits het geselecteerde object op in meerdere objecten"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Splits het geselecteerde object op in meerdere onderdelen"
-
msgid "Select All"
msgstr "Alles selecteren"
@@ -1948,6 +1952,9 @@ msgstr "Model vereenvoudigen"
msgid "Center"
msgstr "Centreren"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Procesinstellingen bewerken"
@@ -2179,8 +2186,8 @@ msgstr[1] ""
"De volgende model objecten zijn gerepareerd@De volgende model objecten zijn "
"gerepareerd"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Repareren van de volgende modellen is mislukt@"
msgstr[1] "Repareren van de volgende modellen is mislukt@"
@@ -2268,13 +2275,13 @@ msgid "More"
msgstr "Meer"
msgid "Open Preferences."
-msgstr "Voorkeuren openen"
+msgstr "Voorkeuren openen."
msgid "Open next tip."
-msgstr "Volgende tip openen"
+msgstr "Volgende tip openen."
msgid "Open Documentation in web browser."
-msgstr "Documentatie openen in een webbrowser"
+msgstr "Documentatie openen in een webbrowser."
msgid "Color"
msgstr "Kleur"
@@ -2307,7 +2314,7 @@ msgid "Jump to Layer"
msgstr "Spring naar laag"
msgid "Please enter the layer number"
-msgstr "Voer het laagnummer in."
+msgstr "Voer het laagnummer in"
msgid "Add Pause"
msgstr "Pauze toevoegen"
@@ -2328,7 +2335,7 @@ msgid "Insert template custom G-code at the beginning of this layer."
msgstr "Insert template custom G-code at the beginning of this layer."
msgid "Filament "
-msgstr "Filament"
+msgstr "Filament "
msgid "Change filament at the beginning of this layer."
msgstr "Change filament at the beginning of this layer."
@@ -2382,7 +2389,7 @@ msgid "Connecting..."
msgstr "Verbinden..."
msgid "?"
-msgstr " ?"
+msgstr "?"
msgid "/"
msgstr "/"
@@ -2435,13 +2442,13 @@ msgid "Idling..."
msgstr "Inactief..."
msgid "Heat the nozzle"
-msgstr "Verwarm de nozzle"
+msgstr "Verwarm het mondstuk"
msgid "Cut filament"
msgstr "Filament afsnijden"
msgid "Pull back current filament"
-msgstr "huidig filament terugtrekken"
+msgstr "Huidig filament terugtrekken"
msgid "Push new filament into extruder"
msgstr "Nieuw filament in de extruder laden"
@@ -2492,7 +2499,7 @@ msgid "Arranging..."
msgstr "Rangschikken..."
msgid "Arranging"
-msgstr "Rangschikken..."
+msgstr "Rangschikken"
msgid "Arranging canceled."
msgstr "Rangschikken geannuleerd."
@@ -2537,10 +2544,10 @@ msgstr ""
"Het is niet mogelijk om automatisch te orienteren op dit printbed."
msgid "Orienting..."
-msgstr "Oriënteren "
+msgstr "Oriënteren..."
msgid "Orienting"
-msgstr "Oriënteren "
+msgstr "Oriënteren"
msgid "Orienting canceled."
msgstr ""
@@ -2635,7 +2642,7 @@ msgstr "Het verzenden van de printtaak loopt uit."
msgid "Service Unavailable"
msgstr "Service niet beschikbaar"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Onbekende fout."
msgid "Sending print configuration"
@@ -2712,7 +2719,7 @@ msgid "Cancelled"
msgstr "Geannuleerd"
msgid "Install successfully."
-msgstr "Succesvol geïnstalleerd"
+msgstr "Succesvol geïnstalleerd."
msgid "Installing"
msgstr "Installeren"
@@ -2792,7 +2799,7 @@ msgid ""
"Nozzle\n"
"Temperature"
msgstr ""
-"Nozzle\n"
+"Mondstuk\n"
"temperatuur"
msgid "max"
@@ -2856,19 +2863,19 @@ msgid ""
"results. Please fill in the same values as the actual printing. They can be "
"auto-filled by selecting a filament preset."
msgstr ""
-"De temperatuur van de nozzle en de maximale volumetrische snelheid zijn van "
-"invloed op de kalibratieresultaten. Voer dezelfde waarden in als bij de "
+"De temperatuur van het mondstuk en de maximale volumetrische snelheid zijn "
+"van invloed op de kalibratieresultaten. Voer dezelfde waarden in als bij de "
"daadwerkelijke afdruk. Ze kunnen automatisch worden gevuld door een "
"voorinstelling voor filamenten te selecteren."
msgid "Nozzle Diameter"
-msgstr "Diameter van de nozzle"
+msgstr "Mondstukdiameter"
msgid "Bed Type"
msgstr "Bed type"
msgid "Nozzle temperature"
-msgstr "Nozzle temperatuur"
+msgstr "Mondstuk temperatuur"
msgid "Bed Temperature"
msgstr "Bed Temperatuur"
@@ -3456,10 +3463,10 @@ msgid "Name is invalid;"
msgstr "Naam is ongeldig;"
msgid "illegal characters:"
-msgstr "Niet toegestande karakters:"
+msgstr "niet toegestane karakters:"
msgid "illegal suffix:"
-msgstr "Ongeldig achtervoegsel:"
+msgstr "ongeldig achtervoegsel:"
msgid "The name is not allowed to be empty."
msgstr "Het is niet toegestaand om de naam leeg te laten."
@@ -3568,7 +3575,7 @@ msgid ""
"Please make sure whether to use the temperature to print.\n"
"\n"
msgstr ""
-"Het kan zijn dat de nozzle verstopt raakt indien er geprint wordt met een "
+"Het kan zijn dat het mondstuk verstopt raakt indien er geprint wordt met een "
"temperatuur buiten de voorgestelde range.\n"
"Controleer en bevestig de temperatuur voordat u verder gaat met printen.\n"
"\n"
@@ -3578,8 +3585,8 @@ msgid ""
"Recommended nozzle temperature of this filament type is [%d, %d] degree "
"centigrade"
msgstr ""
-"De geadviseerde nozzle temperatuur voor dit type filament is [%d, %d] graden "
-"Celcius"
+"De aanbevolen mondstuk temperatuur voor dit type filament is [%d, %d] graden "
+"Celsius"
msgid ""
"Too small max volumetric speed.\n"
@@ -3594,9 +3601,9 @@ msgid ""
"it may result in material softening and clogging.The maximum safe "
"temperature for the material is %d"
msgstr ""
-"Current chamber temperature is higher than the material's safe temperature; "
-"this may result in material softening and nozzle clogs.The maximum safe "
-"temperature for the material is %d"
+"De huidige kamertemperatuur is hoger dan de veilige temperatuur van het "
+"materiaal; dit kan leiden tot verzachting van het materiaal en verstoppingen "
+"van het mondstuk. De maximale veilige temperatuur voor het materiaal is %d"
msgid ""
"Too small layer height.\n"
@@ -3638,7 +3645,7 @@ msgstr ""
"De waarde wordt teruggezet naar 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -3770,7 +3777,7 @@ msgid "Homing toolhead"
msgstr "Printkop naar beginpositie"
msgid "Cleaning nozzle tip"
-msgstr "Nozzle wordt schoongemaakt"
+msgstr "Mondstuk wordt schoongemaakt"
msgid "Checking extruder temperature"
msgstr "Extruder temperatuur wordt gecontroleerd"
@@ -3788,7 +3795,7 @@ msgid "Calibrating extrusion flow"
msgstr "De extrusieflow kalibreren"
msgid "Paused due to nozzle temperature malfunction"
-msgstr "Onderbroken vanwege storing in de nozzle temperatuur"
+msgstr "Onderbroken vanwege storing in de temperatuur van het mondstuk"
msgid "Paused due to heat bed temperature malfunction"
msgstr "Onderbroken vanwege storing in de temperatuur van het printbed"
@@ -3825,7 +3832,7 @@ msgid "Motor noise showoff"
msgstr "Motorgeluid showoff"
msgid "Nozzle filament covered detected pause"
-msgstr "Nozzle filament bedekt gedetecteerde pauze"
+msgstr "Mondstuk filament bedekt gedetecteerde pauze"
msgid "Cutter error pause"
msgstr "Pauze bij snijfout"
@@ -4065,13 +4072,13 @@ msgid "Layer Time (log)"
msgstr "Laagtijd (logboek)"
msgid "Height: "
-msgstr "Hoogte:"
+msgstr "Hoogte: "
msgid "Width: "
-msgstr "Breedte:"
+msgstr "Breedte: "
msgid "Speed: "
-msgstr "Snelheid:"
+msgstr "Snelheid: "
msgid "Flow: "
msgstr "Flow: "
@@ -4379,7 +4386,7 @@ msgstr "Volume:"
msgid "Size:"
msgstr "Maat:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4819,6 +4826,18 @@ msgstr "Fase 2"
msgid "Flow rate test - Pass 2"
msgstr "Stroomsnelheidstest - Fase 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Flowrate"
@@ -5105,7 +5124,7 @@ msgid "Reload file list from printer."
msgstr "Reload file list from printer."
msgid "No printers."
-msgstr "Geen printers"
+msgstr "Geen printers."
#, c-format, boost-format
msgid "Connect failed [%d]!"
@@ -5226,7 +5245,7 @@ msgid "Error code: %d"
msgstr "Foutcode: %d"
msgid "Speed:"
-msgstr "Snelheid"
+msgstr "Snelheid:"
msgid "Deadzone:"
msgstr "Deadzone:"
@@ -5569,10 +5588,10 @@ msgid "Update your Orca Slicer could enable all functionality in the 3mf file."
msgstr ""
msgid "Current Version: "
-msgstr "Huidige versie:"
+msgstr "Huidige versie: "
msgid "Latest Version: "
-msgstr "Laatste versie:"
+msgstr "Laatste versie: "
msgid "Not for now"
msgstr "Not for now"
@@ -5596,7 +5615,7 @@ msgid "Undo integration was successful."
msgstr "Het ongedaan maken van de integratie is gelukt."
msgid "New network plug-in available."
-msgstr "Nieuwe netwerk plug-in beschikbaar"
+msgstr "Nieuwe netwerk plug-in beschikbaar."
msgid "Details"
msgstr "Détails"
@@ -5611,10 +5630,10 @@ msgid "Undo integration failed."
msgstr "Het ongedaan maken van de integratie is mislukt."
msgid "Exporting."
-msgstr "Exporteren"
+msgstr "Exporteren."
msgid "Software has New version."
-msgstr "Er is een update beschikbaar!"
+msgstr "Er is een update beschikbaar."
msgid "Goto download page."
msgstr "Ga naar de download pagina."
@@ -5773,13 +5792,15 @@ msgid "Filament Tangle Detect"
msgstr "Filament Tangle Detection"
msgid "Nozzle Clumping Detection"
-msgstr "Nozzle Clumping Detection"
+msgstr "Detectie van klontvorming in mondstuk"
msgid "Check if the nozzle is clumping by filament or other foreign objects."
-msgstr "Check if the nozzle is clumping by filament or other foreign objects."
+msgstr ""
+"Controleer of er klonten in het mondstuk zitten door filament of andere "
+"vreemde voorwerpen."
msgid "Nozzle Type"
-msgstr "Nozzle Type"
+msgstr "Mondstuk Type"
msgid "Stainless Steel"
msgstr "Roestvrij staal"
@@ -5956,18 +5977,18 @@ msgid ""
"clogged when printing this filament in a closed enclosure. Please open the "
"front door and/or remove the upper glass."
msgstr ""
-"The current heatbed temperature is relatively high. The nozzle may clog when "
-"printing this filament in a closed environment. Please open the front door "
-"and/or remove the upper glass."
+"De huidige warmtebedtemperatuur is relatief hoog. Het mondstuk kan verstopt "
+"raken bij het printen van dit filament in een gesloten omgeving. Open de "
+"voordeur en/of verwijder het bovenste glas."
msgid ""
"The nozzle hardness required by the filament is higher than the default "
"nozzle hardness of the printer. Please replace the hardened nozzle or "
"filament, otherwise, the nozzle will be attrited or damaged."
msgstr ""
-"De door het filament vereiste hardheid van de nozzle is hoger dan de "
-"standaard hardheid van de nozzle van de printer. Vervang de geharde nozzle "
-"of het filament, anders raakt de nozzle versleten of beschadigd."
+"De door het filament vereiste hardheid van het mondstuk is hoger dan de "
+"standaard hardheid van het mondstuk van de printer. Vervang het geharde "
+"mondstuk of het filament, anders raakt het mondstuk versleten of beschadigd."
msgid ""
"Enabling traditional timelapse photography may cause surface imperfections. "
@@ -6134,7 +6155,7 @@ msgstr ""
"The file %s already exists.\n"
"Do you want to replace it?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Opslaan als bevestigen"
msgid "Delete object which is a part of cut object"
@@ -6174,7 +6195,7 @@ msgid "Please select a file"
msgstr "Selecteer een bestand"
msgid "Do you want to replace it"
-msgstr "Do you want to replace it?"
+msgstr "Wilt u deze vervangen?"
msgid "Message"
msgstr "Bericht"
@@ -6275,7 +6296,7 @@ msgid "The selected file"
msgstr "Het geselecteerde bestand"
msgid "does not contain valid gcode."
-msgstr "Bevat geen geldige Gcode"
+msgstr "Bevat geen geldige G-code"
msgid "Error occurs while loading G-code file"
msgstr "Er is een fout opgetreden tijdens het laden van het G-codebestand."
@@ -6283,16 +6304,18 @@ msgstr "Er is een fout opgetreden tijdens het laden van het G-codebestand."
#. TRN %1% is archive path
#, boost-format
msgid "Loading of a ZIP archive on path %1% has failed."
-msgstr ""
+msgstr "Het laden van een ZIP-archief op pad %1% is mislukt."
#. TRN: First argument = path to file, second argument = error description
#, boost-format
msgid "Failed to unzip file to %1%: %2%"
-msgstr ""
+msgstr "Kan het bestand niet uitpakken naar %1%: %2%"
#, boost-format
msgid "Failed to find unzipped file at %1%. Unzipping of file has failed."
msgstr ""
+"Kan het uitgepakte bestand op %1% niet vinden. Het uitpakken van het bestand "
+"is mislukt."
msgid "Drop project file"
msgstr "Projectbestand neerzetten"
@@ -6357,10 +6380,10 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
#, boost-format
msgid "Reason: part \"%1%\" is empty."
@@ -6463,6 +6486,8 @@ msgid ""
"\"Fix Model\" feature is currently only on Windows. Please repair the model "
"on Orca Slicer(windows) or CAD softwares."
msgstr ""
+"De functie \"Model repareren\" is momenteel alleen beschikbaar op Windows. "
+"Repareer het model met OrcaSlicer (Windows) of andere CAD-software."
#, c-format, boost-format
msgid ""
@@ -6499,7 +6524,7 @@ msgid "Region selection"
msgstr "Regio selectie"
msgid "Second"
-msgstr "Seconde"
+msgstr "seconde(n)"
msgid "Browse"
msgstr "Browsen"
@@ -6508,19 +6533,19 @@ msgid "Choose Download Directory"
msgstr "Kies Downloadmap"
msgid "Associate"
-msgstr ""
+msgstr "Associeer"
msgid "with OrcaSlicer so that Orca can open models from"
-msgstr ""
+msgstr "met OrcaSlicer zodat Orca modellen kan openen van"
msgid "Current Association: "
-msgstr ""
+msgstr "Huidige associatie: "
msgid "Current Instance"
-msgstr ""
+msgstr "Huidige instantie"
msgid "Current Instance Path: "
-msgstr ""
+msgstr "Huidig instancepad: "
msgid "General Settings"
msgstr "Algemene instellingen"
@@ -6544,21 +6569,24 @@ msgid "Login Region"
msgstr "Inlogregio"
msgid "Stealth Mode"
-msgstr ""
+msgstr "Stealth-modus"
msgid ""
"This stops the transmission of data to Bambu's cloud services. Users who "
"don't use BBL machines or use LAN mode only can safely turn on this function."
msgstr ""
+"Hiermee wordt het versturen van gegevens naar Bambu's cloudservices gestopt. "
+"Gebruikers die geen BambuLab-machines gebruiken of alleen de LAN-modus "
+"gebruiken, kunnen deze functie veilig inschakelen."
msgid "Enable network plugin"
-msgstr ""
+msgstr "Netwerkplug-in inschakelen"
msgid "Check for stable updates only"
-msgstr ""
+msgstr "Alleen op stabiele updates controleren"
msgid "Metric"
-msgstr "Metriek"
+msgstr "Metrisch"
msgid "Imperial"
msgstr "Imperiaal"
@@ -6567,14 +6595,14 @@ msgid "Units"
msgstr "Eenheden"
msgid "Allow only one OrcaSlicer instance"
-msgstr ""
+msgstr "Sta slechts één OrcaSlicer-instantie toe"
msgid ""
"On OSX there is always only one instance of app running by default. However "
"it is allowed to run multiple instances of same app from the command line. "
"In such case this settings will allow only one instance."
msgstr ""
-"Op OSX is er standaard altijd maar één instantie van een app actief. Het is "
+"In OSX is er standaard altijd maar één instantie van een app actief. Het is "
"echter toegestaan om meerdere instanties van dezelfde app uit te voeren "
"vanaf de opdrachtregel. In dat geval staat deze instelling slechts één "
"instantie toe."
@@ -6584,37 +6612,42 @@ msgid ""
"same OrcaSlicer is already running, that instance will be reactivated "
"instead."
msgstr ""
+"Als deze optie is ingeschakeld, wordt OrcaSlicer opnieuw geactiveerd wanneer "
+"er al een ander exemplaar van OrcaSlicer is gestart."
msgid "Home"
msgstr "Thuis"
msgid "Default Page"
-msgstr ""
+msgstr "Startpagina"
msgid "Set the page opened on startup."
-msgstr ""
+msgstr "Stel de pagina in die wordt geopend bij het opstarten."
msgid "Touchpad"
-msgstr ""
+msgstr "Touchpad"
msgid "Camera style"
-msgstr ""
+msgstr "Camera stijl"
msgid ""
"Select camera navigation style.\n"
"Default: LMB+move for rotation, RMB/MMB+move for panning.\n"
"Touchpad: Alt+move for rotation, Shift+move for panning."
msgstr ""
+"Selecteer cameranavigatiestijl.\n"
+"Standaard: LMB+bewegen voor rotatie, RMB/MMB+bewegen voor pannen.\n"
+"Touchpad: Alt+bewegen voor rotatie, Shift+bewegen voor pannen."
msgid "Zoom to mouse position"
-msgstr "Zoom to mouse position"
+msgstr "Zoomen naar muispositie"
msgid ""
"Zoom in towards the mouse pointer's position in the 3D view, rather than the "
"2D window center."
msgstr ""
-"Zoom in towards the mouse pointer's position in the 3D view, rather than the "
-"2D window center."
+"Zoom in op de positie van de muisaanwijzer in de 3D-weergave, in plaats van "
+"op het midden van het venster."
msgid "Use free camera"
msgstr "Gebruik vrij beweegbare camera"
@@ -6625,16 +6658,18 @@ msgstr ""
"vaste camera."
msgid "Reverse mouse zoom"
-msgstr ""
+msgstr "Omgekeerde muiszoom"
msgid "If enabled, reverses the direction of zoom with mouse wheel."
msgstr ""
+"Als deze optie is ingeschakeld, wordt de zoomrichting met het muiswiel "
+"omgedraaid."
msgid "Show splash screen"
msgstr "Toon startscherm"
msgid "Show the splash screen during startup."
-msgstr ""
+msgstr "Toon het opstartscherm tijdens het opstarten."
msgid "Show \"Tip of the day\" notification after start"
msgstr "Toon de melding 'Tip van de dag' na het starten"
@@ -6654,21 +6689,27 @@ msgstr ""
msgid ""
"Flushing volumes: Auto-calculate every time when the filament is changed."
-msgstr "Flushing volumes: Auto-calculate every time the filament is changed."
+msgstr ""
+"Spoelvolumes: Automatisch berekenen telkens wanneer het filament wordt "
+"vervangen."
msgid "If enabled, auto-calculate every time when filament is changed"
-msgstr "If enabled, auto-calculate every time filament is changed"
+msgstr ""
+"Als dit is ingeschakeld, wordt er automatisch berekend telkens wanneer het "
+"filament wordt verwisseld"
msgid "Remember printer configuration"
-msgstr ""
+msgstr "Printerconfiguratie onthouden"
msgid ""
"If enabled, Orca will remember and switch filament/process configuration for "
"each printer automatically."
msgstr ""
+"Als dit is ingeschakeld, onthoudt Orca automatisch de filament-/"
+"procesconfiguratie voor elke printer en schakelt deze automatisch om."
msgid "Multi-device Management(Take effect after restarting Orca)."
-msgstr ""
+msgstr "Beheer van meerdere apparaten (Werkt nadat Orca opnieuw is opgestart)."
msgid ""
"With this option enabled, you can send a task to multiple devices at the "
@@ -6677,6 +6718,12 @@ msgstr ""
"With this option enabled, you can send a task to multiple devices at the "
"same time and manage multiple devices."
+msgid "Auto arrange plate after cloning"
+msgstr "Plaat automatisch rangschikken na het klonen"
+
+msgid "Auto arrange plate after object cloning"
+msgstr "Automatische rangschikking van de plaat na het klonen van een object"
+
msgid "Network"
msgstr "Netwerk"
@@ -6689,73 +6736,73 @@ msgid "User Sync"
msgstr "Gebruiker synchroniseren"
msgid "Update built-in Presets automatically."
-msgstr "Update built-in presets automatically."
+msgstr "Ingebouwde voorinstellingen automatisch bijwerken."
msgid "System Sync"
-msgstr "System Sync"
+msgstr "Systeemsync"
msgid "Clear my choice on the unsaved presets."
-msgstr "Clear my choice on the unsaved presets."
+msgstr "Wis keuze voor niet-opgeslagen presets."
msgid "Associate files to OrcaSlicer"
-msgstr "Koppel bestanden aan Orca Slicer"
+msgstr "Koppel bestanden aan OrcaSlicer"
msgid "Associate .3mf files to OrcaSlicer"
-msgstr "Koppel .3mf-bestanden aan Orca Slicer"
+msgstr "Koppel .3mf-bestanden aan OrcaSlicer"
msgid "If enabled, sets OrcaSlicer as default application to open .3mf files"
msgstr ""
-"Indien ingeschakeld, wordt Orca Slicer ingesteld als de standaardtoepassing "
+"Indien ingeschakeld, wordt OrcaSlicer ingesteld als de standaardtoepassing "
"om .3mf-bestanden te openen"
msgid "Associate .stl files to OrcaSlicer"
-msgstr "Koppel .stl-bestanden aan Orca Slicer"
+msgstr "Koppel .stl-bestanden aan OrcaSlicer"
msgid "If enabled, sets OrcaSlicer as default application to open .stl files"
msgstr ""
-"Indien ingeschakeld, wordt Orca Slicer ingesteld als de standaardtoepassing "
+"Indien ingeschakeld, wordt OrcaSlicer ingesteld als de standaardtoepassing "
"om .stl-bestanden te openen"
msgid "Associate .step/.stp files to OrcaSlicer"
-msgstr "Koppel .step/.stp bestanden aan Orca Slicer"
+msgstr "Koppel .step/.stp bestanden aan OrcaSlicer"
msgid "If enabled, sets OrcaSlicer as default application to open .step files"
msgstr ""
-"Indien ingeschakeld, wordt Orca Slicer ingesteld als de standaardtoepassing "
+"Indien ingeschakeld, wordt OrcaSlicer ingesteld als de standaardtoepassing "
"om .step-bestanden te openen"
msgid "Associate web links to OrcaSlicer"
-msgstr ""
+msgstr "Koppel weblinks aan OrcaSlicer"
msgid "Associate URLs to OrcaSlicer"
-msgstr ""
+msgstr "Koppel URL's aan OrcaSlicer"
msgid "Maximum recent projects"
-msgstr "Maximum recent projects"
+msgstr "Maximale recente projecten"
msgid "Maximum count of recent projects"
-msgstr "Maximum count of recent projects"
+msgstr "Maximaal aantal recente projecten"
msgid "Clear my choice on the unsaved projects."
-msgstr "Clear my choice on the unsaved projects."
+msgstr "Wis keuze voor niet-opgeslagen projecten."
msgid "No warnings when loading 3MF with modified G-codes"
-msgstr "No warnings when loading 3MF with modified G-code"
+msgstr "Geen waarschuwingen bij het laden van 3MF met aangepaste G-codes"
msgid "Auto-Backup"
-msgstr "Automatisch backup maken"
+msgstr "Automatisch een back-up maken"
msgid ""
"Backup your project periodically for restoring from the occasional crash."
msgstr ""
-"Backup your project periodically to help with restoring from an occasional "
-"crash."
+"Maak regelmatig een back-up van uw project, zodat u het kunt herstellen na "
+"een incidentele crash."
msgid "every"
-msgstr "every"
+msgstr "elke"
msgid "The peroid of backup in seconds."
-msgstr "The period of backup in seconds."
+msgstr "De periode van de back-up in seconden."
msgid "Downloads"
msgstr "Downloads"
@@ -6770,7 +6817,7 @@ msgid "Develop mode"
msgstr "Ontwikkelmodus"
msgid "Skip AMS blacklist check"
-msgstr "Skip AMS blacklist check"
+msgstr "AMS-zwartelijstcontrole overslaan"
msgid "Home page and daily tips"
msgstr "Startpagina en dagelijkse tips"
@@ -6821,19 +6868,19 @@ msgid "Log Level"
msgstr "Log level"
msgid "fatal"
-msgstr "Fataal"
+msgstr "fataal"
msgid "error"
-msgstr "Fout"
+msgstr "fout"
msgid "warning"
msgstr "waarschuwing"
msgid "debug"
-msgstr "Debuggen"
+msgstr "debug"
msgid "trace"
-msgstr "Traceren"
+msgstr "trace"
msgid "Host Setting"
msgstr "Host-instelling"
@@ -6851,10 +6898,10 @@ msgid "Product host"
msgstr "Producthost"
msgid "debug save button"
-msgstr "Debuggen opslaan knop"
+msgstr "debug opslaan knop"
msgid "save debug settings"
-msgstr "Bewaar debug instellingen"
+msgstr "bewaar debug instellingen"
msgid "DEBUG settings have saved successfully!"
msgstr "De debug instellingen zijn succesvol opgeslagen!"
@@ -6911,13 +6958,13 @@ msgid "Customize"
msgstr "Aanpassen"
msgid "Other layer filament sequence"
-msgstr "Other layer filament sequence"
+msgstr "Filamentvolgorde van andere lagen"
msgid "Please input layer value (>= 2)."
-msgstr "Please input layer value (>= 2)."
+msgstr "Voer de laagwaarde in (>= 2)."
msgid "Plate name"
-msgstr "Plate name"
+msgstr "Plaat naam"
msgid "Same as Global Print Sequence"
msgstr "Same as Global Print Sequence"
@@ -6926,10 +6973,10 @@ msgid "Print sequence"
msgstr "Afdrukvolgorde"
msgid "Same as Global"
-msgstr "Same as Global"
+msgstr "Hetzelfde als globaal"
msgid "Disable"
-msgstr "Disable"
+msgstr "Uitschakelen"
msgid "Spiral vase"
msgstr "Spiraalvaas"
@@ -6944,16 +6991,16 @@ msgid "Same as Global Bed Type"
msgstr "Hetzelfde als Global Bed Type"
msgid "By Layer"
-msgstr "By Layer"
+msgstr "Op laag"
msgid "By Object"
-msgstr "By Object"
+msgstr "Op object"
msgid "Accept"
-msgstr "Accept"
+msgstr "Accepteer"
msgid "Log Out"
-msgstr "Log Out"
+msgstr "Uitloggen"
msgid "Slice all plate to obtain time and filament estimation"
msgstr ""
@@ -6996,13 +7043,13 @@ msgid "User Preset"
msgstr "Gebruikersvoorinstelling"
msgid "Preset Inside Project"
-msgstr "Voorinstelling Project Inside"
+msgstr "Voorinstelling binnen project"
msgid "Name is unavailable."
msgstr "Naam is niet beschikbaar."
msgid "Overwrite a system profile is not allowed"
-msgstr "Het overschrijven van een systeem profiel is niet toegestaand"
+msgstr "Het overschrijven van een systeem profiel is niet toegestaan"
#, boost-format
msgid "Preset \"%1%\" already exists."
@@ -7027,7 +7074,7 @@ msgstr "Bewaar voorinstelling"
msgctxt "PresetName"
msgid "Copy"
-msgstr "Kopie"
+msgstr "Kopiëren"
#, boost-format
msgid "Printer \"%1%\" is selected with preset \"%2%\""
@@ -7081,22 +7128,22 @@ msgid "Busy"
msgstr "Bezet"
msgid "Bambu Cool Plate"
-msgstr "Bambu Cool (koude) Plate"
+msgstr "Bambu koelplaat"
msgid "PLA Plate"
-msgstr "PLA Plate"
+msgstr "PLA plaat"
msgid "Bambu Engineering Plate"
-msgstr "Bambu Engineering (technische) plate"
+msgstr "Bambu Engineering plaat"
msgid "Bambu Smooth PEI Plate"
-msgstr ""
+msgstr "Bambu gladde PEI-plaat"
msgid "High temperature Plate"
-msgstr "Plaat op hoge temperatuur"
+msgstr "Hoge temperatuur plaat"
msgid "Bambu Textured PEI Plate"
-msgstr ""
+msgstr "Bambu getextureerde PEI-plaat"
msgid "Send print job to"
msgstr "Stuur de printtaak naar"
@@ -7108,7 +7155,7 @@ msgid "Click here if you can't connect to the printer"
msgstr "Klik hier als je geen verbinding kunt maken met de printer"
msgid "send completed"
-msgstr "Versturen gelukt"
+msgstr "versturen gelukt"
msgid "Error code"
msgstr "Error code"
@@ -7137,7 +7184,7 @@ msgstr ""
"dit is voltooid"
msgid "The printer is busy on other print job"
-msgstr "De printer is bezig met een andere printtaak."
+msgstr "De printer is bezig met een andere printtaak"
#, c-format, boost-format
msgid ""
@@ -7213,7 +7260,7 @@ msgstr ""
"worden bijgewerkt."
msgid "Cannot send the print job for empty plate"
-msgstr "Kan geen afdruktaak verzenden voor een lege plaat."
+msgstr "Kan geen afdruktaak verzenden voor een lege plaat"
msgid "This printer does not support printing all plates"
msgstr ""
@@ -7236,7 +7283,7 @@ msgid "Errors"
msgstr "Fouten"
msgid "Please check the following:"
-msgstr "Please check the following:"
+msgstr "Controleer het volgende:"
msgid ""
"The printer type selected when generating G-Code is not consistent with the "
@@ -7269,17 +7316,17 @@ msgid ""
"If you changed your nozzle lately, please go to Device > Printer Parts to "
"change settings."
msgstr ""
-"Your nozzle diameter in sliced file is not consistent with the saved nozzle. "
-"If you changed your nozzle lately, please go to Device > Printer Parts to "
-"change settings."
+"De dieameter van het mondstuk in het bestand komt niet overeen met het "
+"opgeslagen mondstuk. Als u uw mondstuk onlangs hebt gewijzigd, ga dan naar "
+"Apparaat > Printeronderdelen om de instellingen te wijzigen."
#, c-format, boost-format
msgid ""
"Printing high temperature material(%s material) with %s may cause nozzle "
"damage"
msgstr ""
-"Printing high temperature material(%s material) with %s may cause nozzle "
-"damage"
+"Het printen van materiaal met een hoge temperatuur (%s materiaal) met %s kan "
+"schade aan het mondstuk veroorzaken"
msgid "Please fix the error above, otherwise printing cannot continue."
msgstr "Please fix the error above, otherwise printing cannot continue."
@@ -7308,7 +7355,7 @@ msgid "Modifying the device name"
msgstr "De naam van het apparaat wijzigen"
msgid "Bind with Pin Code"
-msgstr "Bind with Pin Code"
+msgstr "Koppelen met pincode"
msgid "Send to Printer SD card"
msgstr "Verzenden naar de MicroSD-kaart in de printer"
@@ -7334,34 +7381,34 @@ msgstr ""
"van de printer."
msgid "Slice ok."
-msgstr "Slice gelukt"
+msgstr "Slice gelukt."
msgid "View all Daily tips"
msgstr "Bekijk alle dagelijkse tips"
msgid "Failed to create socket"
-msgstr "Failed to create socket"
+msgstr "Kan socket niet maken"
msgid "Failed to connect socket"
-msgstr "Failed to connect socket"
+msgstr "Kan niet verbinden met socket"
msgid "Failed to publish login request"
-msgstr "Failed to publish login request"
+msgstr "Kan loginverzoek niet publiceren"
msgid "Get ticket from device timeout"
-msgstr "Timeout getting ticket from device"
+msgstr "Time-out bij het ophalen van ticket van apparaat"
msgid "Get ticket from server timeout"
-msgstr "Timeout getting ticket from server"
+msgstr "Time-out bij het ophalen van ticket van server"
msgid "Failed to post ticket to server"
-msgstr "Failed to post ticket to server"
+msgstr "Het is niet gelukt om het ticket naar de server te plaatsen"
msgid "Failed to parse login report reason"
-msgstr "Failed to parse login report reason"
+msgstr "Kan de reden van het loginrapport niet parseren"
msgid "Receive login report timeout"
-msgstr "Receive login report timeout"
+msgstr "Time-out voor loginrapport ontvangen"
msgid "Unknown Failure"
msgstr "Onbekende fout"
@@ -7370,23 +7417,23 @@ msgid ""
"Please Find the Pin Code in Account page on printer screen,\n"
" and type in the Pin Code below."
msgstr ""
-"Please Find the Pin Code in Account page on printer screen,\n"
-" and type in the Pin Code below."
+"Zoek de pincode op de accountpagina op het printerscherm,\n"
+" en typ hieronder de pincode."
msgid "Can't find Pin Code?"
-msgstr "Can't find Pin Code?"
+msgstr "Pincode niet gevonden?"
msgid "Pin Code"
-msgstr "Pin Code"
+msgstr "Pincode"
msgid "Binding..."
msgstr "Binding..."
msgid "Please confirm on the printer screen"
-msgstr "Please confirm on the printer screen"
+msgstr "Bevestig dit op het printerscherm"
msgid "Log in failed. Please check the Pin Code."
-msgstr "Log in failed. Please check the Pin Code."
+msgstr "Inloggen mislukt. Controleer de pincode."
msgid "Log in printer"
msgstr "Inloggen op printer"
@@ -7395,13 +7442,13 @@ msgid "Would you like to log in this printer with current account?"
msgstr "Wil je met het huidige account inloggen op de printer?"
msgid "Check the reason"
-msgstr "Check the reason"
+msgstr "Controleer de reden"
msgid "Read and accept"
-msgstr "Read and accept"
+msgstr "Lezen en accepteren"
msgid "Terms and Conditions"
-msgstr "Terms and Conditions"
+msgstr "Algemene voorwaarden"
msgid ""
"Thank you for purchasing a Bambu Lab device.Before using your Bambu Lab "
@@ -7417,10 +7464,10 @@ msgstr ""
"Bambu Lab Privacy Policy, please do not use Bambu Lab equipment and services."
msgid "and"
-msgstr "and"
+msgstr "en"
msgid "Privacy Policy"
-msgstr "Privacy Policy"
+msgstr "Privacybeleid"
msgid "We ask for your help to improve everyone's printer"
msgstr "We ask for your help to improve everyone's printer"
@@ -7528,8 +7575,8 @@ msgid ""
"No - Do not change these settings for me"
msgstr ""
"Deze instellingen automatisch wijzigen? \n"
-"Ja - Wijzig deze instellingen automatisch.\n"
-"Nee - Wijzig deze instellingen niet voor mij."
+"Ja - Wijzig deze instellingen automatisch\n"
+"Nee - Wijzig deze instellingen niet voor mij"
msgid ""
"For \"Tree Strong\" and \"Tree Hybrid\" styles, we recommend the following "
@@ -7556,14 +7603,20 @@ msgid ""
"precise dimensions or is part of an assembly, it's important to double-check "
"whether this change in geometry impacts the functionality of your print."
msgstr ""
+"Als u deze optie inschakelt, wordt de vorm van het model aangepast. Als uw "
+"afdruk precieze afmetingen vereist of deel uitmaakt van een samenstelling, "
+"is het belangrijk om te controleren of deze geometrie verandering van "
+"invloed is op de functionaliteit van uw afdruk."
msgid "Are you sure you want to enable this option?"
-msgstr ""
+msgstr "Weet u zeker dat u deze optie wilt inschakelen?"
msgid ""
"Layer height is too small.\n"
"It will set to min_layer_height\n"
msgstr ""
+"Laaghoogte is te klein.\n"
+"Het zal worden ingesteld op min_layer_height\n"
msgid ""
"Layer height exceeds the limit in Printer Settings -> Extruder -> Layer "
@@ -7587,10 +7640,10 @@ msgid ""
"reduce flush, it may also elevate the risk of nozzle clogs or other "
"printing complications."
msgstr ""
-"Experimental feature: Retracting and cutting off the filament at a greater "
-"distance during filament changes to minimize flush. Although it can notably "
-"reduce flush, it may also elevate the risk of nozzle clogs or other "
-"printing complications."
+"Experimentele functie: Het filament op grotere afstand terugtrekken en "
+"afsnijden tijdens filamentwisselingen om flush te minimaliseren. Hoewel het "
+"het doorspoelen aanzienlijk kan verminderen, kan het ook het risico op een "
+"verstopt mondstuk of andere printcomplicaties vergroten."
msgid ""
"Experimental feature: Retracting and cutting off the filament at a greater "
@@ -7598,16 +7651,17 @@ msgid ""
"reduce flush, it may also elevate the risk of nozzle clogs or other printing "
"complications.Please use with the latest printer firmware."
msgstr ""
-"Experimental feature: Retracting and cutting off the filament at a greater "
-"distance during filament changes to minimize flush. Although it can notably "
-"reduce flush, it may also elevate the risk of nozzle clogs or other printing "
-"complications. Please use with the latest printer firmware."
+"Experimentele functie: Het filament op grotere afstand terugtrekken en "
+"afsnijden tijdens filamentwisselingen om flush te minimaliseren. Hoewel het "
+"het doorspoelen aanzienlijk kan verminderen, kan het ook het risico op een "
+"verstopt mondstuk of andere printcomplicaties vergroten. Gebruik dit met de "
+"nieuwste printerfirmware."
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Bij het opnemen van timelapse zonder toolhead is het aan te raden om een "
"„Timelapse Wipe Tower” toe te voegen \n"
@@ -7627,13 +7681,13 @@ msgid "Wall generator"
msgstr "Wandgenerator"
msgid "Walls and surfaces"
-msgstr ""
+msgstr "Wanden en oppervlakten"
msgid "Bridging"
-msgstr ""
+msgstr "Overbruggen"
msgid "Overhangs"
-msgstr ""
+msgstr "Overhangen"
msgid "Walls"
msgstr "Wanden"
@@ -7658,13 +7712,13 @@ msgstr ""
"Dit is de snelheid voor diverse overhanggraden. Overhanggraden worden "
"uitgedrukt als een percentage van de laag breedte. 0 betekend dat er niet "
"afgeremd wordt voor overhanggraden en dat dezelfde snelheid als voor wanden "
-"gebruikt wordt."
+"gebruikt wordt"
msgid "Bridge"
msgstr "Brug"
msgid "Set speed for external and internal bridges"
-msgstr ""
+msgstr "Snelheid instellen voor externe en interne bruggen"
msgid "Travel speed"
msgstr "Verplaatsing-sneleheid"
@@ -7684,12 +7738,21 @@ msgstr "Support filament"
msgid "Tree supports"
msgstr ""
-msgid "Skirt"
-msgstr "Skirt"
+msgid "Multimaterial"
+msgstr "Multimateriaal"
msgid "Prime tower"
msgstr "Prime toren"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "Skirt"
+
msgid "Special mode"
msgstr "Speciale modus"
@@ -7700,7 +7763,7 @@ msgid "Post-processing Scripts"
msgstr "Post-processing Scripts"
msgid "Notes"
-msgstr "Notes"
+msgstr "Opmerkingen"
msgid "Frequent"
msgstr "Veelgebruikt"
@@ -7717,11 +7780,11 @@ msgid_plural ""
msgstr[0] ""
"De volgende regel %s bevat gereserveerde trefwoorden.\n"
"Verwijder deze woorden alstublieft, anders overschrijven deze de G-code-"
-"visualisatie en de schatting van de afdruktijd.@"
+"visualisatie en de schatting van de afdruktijd."
msgstr[1] ""
"De volgende regel %s bevat gereserveerde trefwoorden.\n"
"Verwijder deze woorden alstublieft, anders overschrijven deze de G-code-"
-"visualisatie en de schatting van de afdruktijd.@"
+"visualisatie en de schatting van de afdruktijd."
msgid "Reserved keywords found"
msgstr "Gereserveerde zoekworden gevonden"
@@ -7733,15 +7796,18 @@ msgid "Retraction"
msgstr "Terugtrekken (retraction)"
msgid "Basic information"
-msgstr "Basis informatie"
+msgstr "Basisinformatie"
msgid "Recommended nozzle temperature"
-msgstr "Aanbevolen nozzle temperatuur"
+msgstr "Aanbevolen mondstuk temperatuur"
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr ""
-"De geadviseerde nozzle temperatuur voor dit filament. 0 betekend dat er geen "
-"voorgestelde waarde is "
+"De geadviseerde mondstuk temperatuur voor dit filament. 0 betekend dat er "
+"geen waarde is"
+
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
msgid "Print chamber temperature"
msgstr ""
@@ -7750,13 +7816,13 @@ msgid "Print temperature"
msgstr "Print temperatuur"
msgid "Nozzle"
-msgstr "Nozzle"
+msgstr "Mondstuk"
msgid "Nozzle temperature when printing"
-msgstr "Nozzle temperatuur tijdens printen"
+msgstr "Mondstuk temperatuur tijdens printen"
msgid "Cool plate"
-msgstr "Cool (koud) printbed"
+msgstr "Koudeplaat"
msgid ""
"Bed temperature when cool plate is installed. Value 0 means the filament "
@@ -7766,7 +7832,7 @@ msgstr ""
"van 0 betekent dat het filament printen op de Cool Plate niet ondersteunt."
msgid "Engineering plate"
-msgstr "Engineering plate (technisch printbed)"
+msgstr "Engineering plaat"
msgid ""
"Bed temperature when engineering plate is installed. Value 0 means the "
@@ -7777,7 +7843,7 @@ msgstr ""
"niet ondersteunt."
msgid "Smooth PEI Plate / High Temp Plate"
-msgstr "Gladde PEI Plaat / Hoge Temp Plaat"
+msgstr "Gladde PEI-plaat / Hoge temperatuurplaat"
msgid ""
"Bed temperature when Smooth PEI Plate/High temperature plate is installed. "
@@ -7789,7 +7855,7 @@ msgstr ""
"afdrukken op de gladde PEI-plaat/hoge temperatuurplaat."
msgid "Textured PEI Plate"
-msgstr "PEI plaat met structuur"
+msgstr "Getextureerde PEI-plaat"
msgid ""
"Bed temperature when Textured PEI Plate is installed. Value 0 means the "
@@ -7854,9 +7920,6 @@ msgstr "Filament start G-code"
msgid "Filament end G-code"
msgstr "Filament einde G-code"
-msgid "Multimaterial"
-msgstr ""
-
msgid "Wipe tower parameters"
msgstr "Afveegblokparameters"
@@ -7946,12 +8009,30 @@ msgstr "Jerk beperking"
msgid "Single extruder multimaterial setup"
msgstr ""
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Mondstuk diameter"
+
msgid "Wipe tower"
msgstr "Afveegblok"
msgid "Single extruder multimaterial parameters"
msgstr "Parameter voor multi-material met één extruder"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Limieten voor laaghoogte"
@@ -8822,7 +8903,7 @@ msgid "Serial:"
msgstr "Serienummer:"
msgid "Version:"
-msgstr "Versie"
+msgstr "Versie:"
msgid "Update firmware"
msgstr "Firmware bijwerken"
@@ -8834,7 +8915,7 @@ msgid "Latest version"
msgstr "Nieuwste versie"
msgid "Updating"
-msgstr "Bijwerken…"
+msgstr "Bijwerken"
msgid "Updating failed"
msgstr "Bijwerken mislukt"
@@ -8963,6 +9044,11 @@ msgid "No object can be printed. Maybe too small"
msgstr ""
"Er kunnen geen objecten geprint worden. Het kan zijn dat ze te klein zijn."
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9161,8 +9247,8 @@ msgid ""
"during printing"
msgstr ""
"Het is niet mogelijk om met meerdere filamenten te printen die een groot "
-"temperatuurverschil hebben. Anders kunnen de extruder en de nozzle tijdens "
-"het afdrukken worden geblokkeerd of beschadigd"
+"temperatuurverschil hebben. Anders kunnen de extruder en het mondstuk "
+"tijdens het afdrukken worden geblokkeerd of beschadigd"
msgid "No extrusions under current settings."
msgstr "Geen extrusion onder de huidige instellingen"
@@ -9206,11 +9292,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Variabele laaghoogte wordt niet ondersteund met organische steunen."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Verschillende mondstukdiameters en verschillende filamentdiameters zijn niet "
-"toegestaan als de prime-toren is ingeschakeld."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9220,10 +9305,9 @@ msgstr ""
"extruderadressering (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"Ooze-preventie wordt momenteel niet ondersteund als de prime tower is "
-"ingeschakeld."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9305,7 +9389,7 @@ msgstr ""
"support in."
msgid "Layer height cannot exceed nozzle diameter"
-msgstr "De laaghoogte kan niet groter zijn dan de diameter van de nozzle"
+msgstr "De laaghoogte kan niet groter zijn dan de diameter van het mondstuk"
msgid ""
"Relative extruder addressing requires resetting the extruder position at "
@@ -9410,7 +9494,7 @@ msgstr ""
"effect te compenseren."
msgid "Elephant foot compensation layers"
-msgstr ""
+msgstr "\"Elephant foot\" compensatielagen"
msgid ""
"The number of layers on which the elephant foot compensation will be active. "
@@ -9418,6 +9502,10 @@ msgid ""
"the next layers will be linearly shrunk less, up to the layer indicated by "
"this value."
msgstr ""
+"Het aantal lagen waarop de \"elephant foot\" compensatie actief zal zijn. De "
+"eerste laag zal worden verkleind met de \"elephant foot\" compensatiewaarde, "
+"daarna zullen de volgende lagen lineair minder worden verkleind, tot aan de "
+"laag die wordt aangegeven door deze waarde."
msgid "layers"
msgstr "Lagen"
@@ -9438,7 +9526,7 @@ msgstr ""
"printer"
msgid "Preferred orientation"
-msgstr ""
+msgstr "Voorkeursoriëntatie"
msgid "Automatically orient stls on the Z-axis upon initial import"
msgstr ""
@@ -9447,10 +9535,10 @@ msgid "Printer preset names"
msgstr "Namen van printer voorinstellingen"
msgid "Use 3rd-party print host"
-msgstr ""
+msgstr "Gebruik een printhost van derden"
msgid "Allow controlling BambuLab's printer through 3rd party print hosts"
-msgstr ""
+msgstr "Toestaan om een BambuLab printer te besturen via printhosts van derden"
msgid "Hostname, IP or URL"
msgstr "Hostnaam, IP of URL"
@@ -9685,24 +9773,41 @@ msgid "Apply gap fill"
msgstr ""
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
msgid "Everywhere"
msgstr "Overal"
msgid "Top and bottom surfaces"
-msgstr ""
+msgstr "Boven- en onderoppervlakken"
msgid "Nowhere"
-msgstr ""
+msgstr "Nergens"
msgid "Force cooling for overhang and bridge"
msgstr "Forceer koeling voor overhangende delen en bruggen (bridge)"
@@ -9744,7 +9849,7 @@ msgstr ""
"overhanggraad."
msgid "Bridge infill direction"
-msgstr ""
+msgstr "Bruginvulling richting"
msgid ""
"Bridging angle override. If left to zero, the bridging angle will be "
@@ -9756,20 +9861,23 @@ msgstr ""
"externe bruggen. Gebruik 180° voor een hoek van nul."
msgid "Bridge density"
-msgstr ""
+msgstr "Brugdichtheid"
msgid "Density of external bridges. 100% means solid bridge. Default is 100%."
msgstr ""
+"Dichtheid van externe bruggen. 100% betekent massieve brug. Standaard is "
+"100%."
msgid "Bridge flow ratio"
msgstr "Brugflow"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Verlaag deze waarde iets (bijvoorbeeld 0,9) om de hoeveelheid materiaal voor "
-"bruggen te verminderen, dit om doorzakken te voorkomen."
msgid "Internal bridge flow ratio"
msgstr ""
@@ -9777,7 +9885,11 @@ msgstr ""
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
msgid "Top surface flow ratio"
@@ -9785,15 +9897,20 @@ msgstr "Flowratio bovenoppervlak"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Deze factor beïnvloedt de hoeveelheid materiaal voor de bovenste vaste "
-"vulling. Je kunt het iets verminderen om een glad oppervlak te krijgen."
msgid "Bottom surface flow ratio"
msgstr ""
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
msgid "Precise wall"
@@ -9848,7 +9965,7 @@ msgid ""
msgstr ""
msgid "Reverse on odd"
-msgstr ""
+msgstr "Overhang omkering"
msgid "Overhang reversal"
msgstr ""
@@ -9927,9 +10044,25 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr ""
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
msgid "mm/s or %"
@@ -9938,8 +10071,14 @@ msgstr "mm/s of %"
msgid "External"
msgstr ""
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Dit is de snelheid voor bruggen en 100% overhangende wanden."
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -9948,8 +10087,8 @@ msgid "Internal"
msgstr ""
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
msgid "Brim width"
@@ -10388,8 +10527,8 @@ msgid ""
"Distance of the nozzle tip to the lower rod. Used for collision avoidance in "
"by-object printing."
msgstr ""
-"Afstand van de punt van de nozzle tot de onderste stang. Wordt gebruikt om "
-"botsingen te voorkomen bij het afdrukken op basis van objecten."
+"Afstand van de punt van het mondstuk tot de onderste stang. Wordt gebruikt "
+"om botsingen te voorkomen bij het afdrukken op basis van objecten."
msgid "Height to lid"
msgstr "Hoogte tot deksel"
@@ -10398,7 +10537,7 @@ msgid ""
"Distance of the nozzle tip to the lid. Used for collision avoidance in by-"
"object printing."
msgstr ""
-"Afstand van de punt van de nozzle tot het deksel. Wordt gebruikt om "
+"Afstand van de punt van het mondstuk tot het deksel. Wordt gebruikt om "
"botsingen te voorkomen bij het afdrukken op basis van objecten."
msgid ""
@@ -10484,6 +10623,17 @@ msgstr ""
"mogelijk optimaliseren om een mooi vlak oppervlak te krijgen als er een "
"lichte over- of onderflow is."
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Pressure advance inschakelen"
@@ -10495,6 +10645,86 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10553,14 +10783,14 @@ msgid "You can put your notes regarding the filament here."
msgstr "You can put your notes regarding the filament here."
msgid "Required nozzle HRC"
-msgstr "Vereiste nozzle HRC"
+msgstr "Vereiste mondstuk HRC"
msgid ""
"Minimum HRC of nozzle required to print the filament. Zero means no checking "
"of nozzle's HRC."
msgstr ""
-"Minimale HRC van de nozzle die nodig is om het filament te printen. Een "
-"waarde van 0 betekent geen controle van de HRC van de spuitdop."
+"Minimale HRC van het mondstuk die nodig is om het filament te printen. Een "
+"waarde van 0 betekent geen controle van de HRC van het mondstuk."
msgid ""
"This setting stands for how much volume of filament can be melted and "
@@ -10578,18 +10808,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Filament laadt tijd"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Tijd welke nodig is om nieuw filament te laden tijdens het wisselen. Enkel "
-"voor statistieken."
msgid "Filament unload time"
msgstr "Tijd die nodig is om filament te ontladen"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Tijd welke nodig is om oud filament te lossen tijdens het wisselen. Enkel "
-"voor statistieken."
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10676,6 +10917,21 @@ msgstr ""
"Het filament wordt gekoeld tijdens het terug en voorwaarts bewegen in de "
"koelbuis. Specificeer het benodigd aantal bewegingen."
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "Snelheid voor de eerste koelbeweging"
@@ -10700,15 +10956,6 @@ msgstr "Snelheid voor de laatste koelbeweging"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "Koelbewegingen versnellen gelijkmatig tot aan deze snelheid."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Tijd voor de printerfirmware (of de MMU 2.0) om nieuw filament te laden "
-"tijdens een toolwissel (tijdens het uitvoeren van de T-code). Deze tijd "
-"wordt toegevoegd aan de totale printtijd in de tijdsschatting."
-
msgid "Ramming parameters"
msgstr "Rammingparameters"
@@ -10719,15 +10966,6 @@ msgstr ""
"Deze frase is bewerkt door het Rammingdialoog en bevat parameters voor de "
"ramming."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Tijd voor de printerfirmware (of de MMU 2.0) om filament te ontladen tijdens "
-"een toolwissel (tijdens het uitvoeren van de T-code). Deze tijd wordt "
-"toegevoegd aan de totale printtijd in de tijdsschatting."
-
msgid "Enable ramming for multitool setups"
msgstr ""
@@ -11014,7 +11252,7 @@ msgstr "Laaghoogte van de eerste laag"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Dit is de hoogte van de eerste laag. Door de hoogte van de eerste laag hoger "
"te maken, kan de hechting op het printbed worden verbeterd."
@@ -11045,11 +11283,11 @@ msgid ""
msgstr ""
msgid "Initial layer nozzle temperature"
-msgstr "Nozzle temperatuur voor de eerste laag"
+msgstr "Mondstuk temperatuur voor de eerste laag"
msgid "Nozzle temperature to print initial layer when using this filament"
msgstr ""
-"Nozzle temperatuur om de eerste laag mee te printen bij gebruik van dit "
+"Mondstuk temperatuur om de eerste laag mee te printen bij gebruik van dit "
"filament"
msgid "Full fan speed at layer"
@@ -11057,10 +11295,10 @@ msgstr "Volledige snelheid op laag"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
msgid "layer"
@@ -11125,7 +11363,10 @@ msgstr "Kleine openingen wegfilteren"
msgid "Layers and Perimeters"
msgstr "Lagen en perimeters"
-msgid "Filter out gaps smaller than the threshold specified"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
msgstr ""
msgid ""
@@ -11180,14 +11421,14 @@ msgstr ""
"kan controleren."
msgid "Nozzle type"
-msgstr "Nozzle type"
+msgstr "Mondstuk type"
msgid ""
"The metallic material of nozzle. This determines the abrasive resistance of "
"nozzle, and what kind of filament can be printed"
msgstr ""
-"Het type metaal van de nozzle. Dit bepaalt de slijtvastheid van de nozzle en "
-"wat voor soort filament kan worden geprint"
+"Het type metaal van het mondstuk. Dit bepaalt de slijtvastheid van het "
+"mondstuk en wat voor soort filament kan worden geprint"
msgid "Undefine"
msgstr "Undefined"
@@ -11202,14 +11443,14 @@ msgid "Brass"
msgstr "Messing"
msgid "Nozzle HRC"
-msgstr "Nozzle HRC"
+msgstr "Mondstuk HRC"
msgid ""
"The nozzle's hardness. Zero means no checking for nozzle's hardness during "
"slicing."
msgstr ""
-"De hardheid van de nozzle. Nul betekent geen controle op de hardheid van het "
-"mondstuk tijdens het slicen."
+"De hardheid van het mondstuk. Nul betekent geen controle op de hardheid van "
+"het mondstuk tijdens het slicen."
msgid "HRC"
msgstr "HRC"
@@ -11415,9 +11656,12 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Insluitdiepte van een gesegmenteerde regio"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Insluitdiepte van een gesegmenteerd gebied. Nul schakelt deze functie uit."
msgid "Use beam interlocking"
msgstr ""
@@ -11775,11 +12019,8 @@ msgid ""
"cooling is enabled."
msgstr ""
-msgid "Nozzle diameter"
-msgstr "Nozzle diameter"
-
msgid "Diameter of nozzle"
-msgstr "Diameter van de nozzle"
+msgstr "Diameter van het mondstuk"
msgid "Configuration notes"
msgstr "Configuratie-opmerkingen"
@@ -11802,17 +12043,18 @@ msgstr ""
"het type host bevatten."
msgid "Nozzle volume"
-msgstr "Nozzle volume"
+msgstr "Mondstuk volume"
msgid "Volume of nozzle between the cutter and the end of nozzle"
msgstr ""
-"Volume van de nozzle tussen de filamentsnijder en het uiteinde van de nozzle"
+"Volume van het mondstuk tussen de filamentsnijder en het uiteinde van het "
+"mondstuk"
msgid "Cooling tube position"
msgstr "Koelbuispositie"
msgid "Distance of the center-point of the cooling tube from the extruder tip."
-msgstr "Afstand vanaf de nozzle tot het middelpunt van de koelbuis."
+msgstr "Afstand vanaf het mondstuk tot het middelpunt van de koelbuis."
msgid "Cooling tube length"
msgstr "Koelbuislengte"
@@ -11841,9 +12083,9 @@ msgid ""
"Distance of the extruder tip from the position where the filament is parked "
"when unloaded. This should match the value in printer firmware."
msgstr ""
-"Afstand van de nozzlepunt tot de positie waar het filament wordt geparkeerd "
-"wanneer dat niet geladen is. Deze moet overeenkomen met de waarde in de "
-"firmware."
+"Afstand van de punt van het mondstuk tot de positie waar het filament wordt "
+"geparkeerd wanneer dat niet geladen is. Deze moet overeenkomen met de waarde "
+"in de firmware."
msgid "Extra loading distance"
msgstr "Extra laadafstand"
@@ -11880,6 +12122,11 @@ msgstr ""
"voor complexe modellen verkorten en printtijd besparen, maar het segmenteren "
"en het genereren van G-codes langzamer maken."
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Bestandsnaam formaat"
@@ -11925,6 +12172,9 @@ msgstr ""
"lijnbreedte te detecteren en gebruikt verschillende snelheden om af te "
"drukken. Voor 100%% overhang wordt de brugsnelheid gebruikt."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -11958,12 +12208,21 @@ msgid ""
"environment variables."
msgstr ""
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Printer notes"
msgid "You can put your notes regarding the printer here."
msgstr "You can put your notes regarding the printer here."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Vlot (raft) contact Z afstand:"
@@ -12059,10 +12318,10 @@ msgid ""
"significantly, it may also raise the risk of nozzle clogs or other printing "
"problems."
msgstr ""
-"Experimental feature: Retracting and cutting off the filament at a longer "
-"distance during changes to minimize purge.While this reduces flush "
-"significantly, it may also raise the risk of nozzle clogs or other printing "
-"problems."
+"Experimentele functie: Het filament wordt tijdens het wisselen over een "
+"grotere afstand teruggetrokken en afgesneden om de spoeling tot een minimum "
+"te beperken. Dit vermindert de spoeling aanzienlijk, maar vergroot mogelijk "
+"ook het risico op verstoppingen in het mondstuk of andere printproblemen."
msgid "Retraction distance when cut"
msgstr "Retraction distance when cut"
@@ -12082,10 +12341,10 @@ msgid ""
"clearance between nozzle and the print. It prevents nozzle from hitting the "
"print when travel move. Using spiral line to lift z can prevent stringing"
msgstr ""
-"Wanneer er een terugtrekking (retracction) is, wordt de nozzle een beetje "
-"opgetild om ruimte te creëren tussen de nozzle en de print. Dit voorkomt dat "
-"de nozzle de print raakt bij veplaatsen. Het gebruik van spiraallijnen om Z "
-"op te tillen kan stringing voorkomen."
+"Wanneer er een terugtrekking (retraction) is, wordt het mondstuk een beetje "
+"opgetild om ruimte te creëren tussen het mondstuk en de print. Dit voorkomt "
+"dat het mondstuk de print raakt bij verplaatsen. Het gebruik van "
+"spiraallijnen om Z op te tillen kan stringing voorkomen."
msgid "Z hop lower boundary"
msgstr "Z hop ondergrens"
@@ -12472,6 +12731,12 @@ msgstr ""
"Dunne opvullingen (infill) die kleiner zijn dan deze drempelwaarde worden "
"vervangen door solide interne vulling (infill)."
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12508,8 +12773,9 @@ msgid ""
"Maximum distance to move points in XY to try to achieve a smooth spiralIf "
"expressed as a %, it will be computed over nozzle diameter"
msgstr ""
-"Maximum distance to move points in XY to try to achieve a smooth spiral. If "
-"expressed as a %, it will be computed over nozzle diameter"
+"Maximale afstand om punten in XY te verplaatsen om te proberen een gladde "
+"spiraal te bereiken. Als het wordt uitgedrukt als een %, wordt het berekend "
+"over de diameter van het mondstuk"
msgid ""
"If smooth or traditional mode is selected, a timelapse video will be "
@@ -12527,9 +12793,9 @@ msgstr ""
"samengevoegd tot een timelapse-video wanneer het afdrukken is voltooid. Als "
"de vloeiende modus is geselecteerd, beweegt de gereedschapskop naar de "
"afvoer chute nadat iedere laag is afgedrukt en maakt vervolgens een "
-"momentopname. Aangezien het gesmolten filament uit de nozzle kan lekken "
+"momentopname. Aangezien het gesmolten filament uit het mondstuk kan lekken "
"tijdens het maken van een momentopname, is voor de soepele modus een "
-"primetoren nodig om de nozzle schoon te vegen."
+"primetoren nodig om het mondstuk schoon te vegen."
msgid "Traditional"
msgstr "Traditioneel"
@@ -12537,6 +12803,31 @@ msgstr "Traditioneel"
msgid "Temperature variation"
msgstr "Temperatuur variatie"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "Start G-code"
@@ -12637,10 +12928,11 @@ msgid ""
"example, if your endstop zero actually leaves the nozzle 0.3mm far from the "
"print bed, set this to -0.3 (or fix your endstop)."
msgstr ""
-"Deze waarde wordt toegevoegd (of afgetrokken) van alle Z-coördinaten in de G-"
-"code. Het wordt gebruikt voor een slechte Z-eindstop positie. Als de Z-"
-"eindstop bijvoorbeeld een waarde gebruikt die 0.3mm van het printbed is, kan "
-"dit ingesteld worden op -0.3mm."
+"Deze waarde wordt toegevoegd (of afgetrokken) van alle Z-coördinaten in de "
+"uitvoer-G-code. Het wordt gebruikt om een slechte Z-eindstoppositie te "
+"compenseren. Bijvoorbeeld, als de eindstopnul eigenlijk 0,3 mm overlaat "
+"tussen het mondstuk en het printbed, stelt u dit in op -0,3 (of maak uw "
+"eindstop goed vast)."
msgid "Enable support"
msgstr "Support inschakelen"
@@ -13004,35 +13296,46 @@ msgstr ""
"holtes van de tree support."
msgid "Activate temperature control"
-msgstr ""
+msgstr "Temperatuurregeling activeren"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
msgid "Chamber temperature"
msgstr "Kamertemperatuur"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on. At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials, the actual chamber temperature should not "
-"be high to avoid clogs, so 0 (turned off) is highly recommended."
msgid "Nozzle temperature for layers after the initial one"
-msgstr "Nozzle temperatuur voor de lagen na de eerstse laag"
+msgstr "Mondstuk temperatuur voor de lagen na de eerste laag"
msgid "Detect thin wall"
msgstr "Detecteer dunne wanden"
@@ -13105,10 +13408,10 @@ msgid ""
"Move nozzle along the last extrusion path when retracting to clean leaked "
"material on nozzle. This can minimize blob when print new part after travel"
msgstr ""
-"Dit beweegt de nozzle langs het laatste extrusiepad bij het terugtrekken "
+"Dit beweegt het mondstuk langs het laatste extrusiepad bij het terugtrekken "
"(retraction) om eventueel gelekt materiaal op het mondstuk te reinigen. Dit "
"kan \"blobs\" minimaliseren bij het printen van een nieuw onderdeel na het "
-"verplaatsen."
+"verplaatsen"
msgid "Wipe Distance"
msgstr "Veeg afstand"
@@ -13130,9 +13433,9 @@ msgid ""
"stabilize the chamber pressure inside the nozzle, in order to avoid "
"appearance defects when printing objects."
msgstr ""
-"The wiping tower can be used to clean up residue on the nozzle and stabilize "
-"the chamber pressure inside the nozzle in order to avoid appearance defects "
-"when printing objects."
+"De veegtoren kan worden gebruikt om resten op het mondstuk te verwijderen en "
+"de druk in het mondstuk te stabiliseren om uiterlijke gebreken bij het "
+"printen van objecten te voorkomen."
msgid "Purging volumes"
msgstr "Volumes opschonen"
@@ -13172,12 +13475,6 @@ msgid ""
"Larger angle means wider base."
msgstr ""
-msgid "Wipe tower purge lines spacing"
-msgstr ""
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr ""
-
msgid "Maximum wipe tower print speed"
msgstr ""
@@ -13203,9 +13500,6 @@ msgid ""
"regardless of this setting."
msgstr ""
-msgid "Wipe tower extruder"
-msgstr ""
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13247,10 +13541,10 @@ msgid ""
"filament and decrease the print time. Colours of the objects will be mixed "
"as a result. It will not take effect, unless the prime tower is enabled."
msgstr ""
-"Dit object wordt gebruikt om de nozzle te reinigen nadat het filament is "
+"Dit object wordt gebruikt om het mondstuk te reinigen nadat het filament is "
"vervangen om filament te besparen en de printtijd te verkorten. Als "
"resultaat worden de kleuren van de objecten gemengd. Het wordt niet van "
-"kracht tenzij de prime tower is ingeschakeld."
+"kracht tenzij de prime toren is ingeschakeld."
msgid "Maximal bridging distance"
msgstr "Maximale brugafstand"
@@ -13258,6 +13552,30 @@ msgstr "Maximale brugafstand"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "Maximale afstand tussen support op dunne vullingsdelen."
+msgid "Wipe tower purge lines spacing"
+msgstr ""
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr ""
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "X-Y-gaten compensatie"
@@ -13340,6 +13658,11 @@ msgid ""
"Wipe tower is only compatible with relative mode. It is recommended on most "
"printers. Default is checked"
msgstr ""
+"Relatieve extrusie wordt aanbevolen bij gebruik van de optie "
+"\"label_objects\". Sommige extruders werken beter als deze optie niet is "
+"aangevinkt (absolute extrusiemodus). Wipe tower is alleen compatibel met "
+"relatieve modus. Het wordt aanbevolen op de meeste printers. Standaard is "
+"aangevinkt"
msgid ""
"Classic wall generator produces walls with constant extrusion width and for "
@@ -13367,7 +13690,7 @@ msgstr ""
"Bij de overgang tussen verschillende aantallen muren naarmate het onderdeel "
"dunner wordt, wordt een bepaalde hoeveelheid ruimte toegewezen om de "
"wandsegmenten te splitsen of samen te voegen. Dit wordt uitgedrukt als een "
-"percentage ten opzichte van de diameter van de nozzle."
+"percentage ten opzichte van de diameter van het mondstuk."
msgid "Wall transitioning filter margin"
msgstr "Marge van het filter voor wandovergang"
@@ -13387,7 +13710,7 @@ msgstr ""
"vergroten, wordt het aantal overgangen verminderd, waardoor het aantal "
"extrusie-starts/-stops en travel tijd wordt verminderd. Grote variaties in "
"de extrusiebreedte kunnen echter leiden tot onder- of overextrusieproblemen. "
-"Het wordt uitgedrukt als een percentage over de diameter van de nozzle"
+"Het wordt uitgedrukt als een percentage over de diameter van het mondstuk"
msgid "Wall transitioning threshold angle"
msgstr "Drempelhoek voor wandovergang"
@@ -13432,7 +13755,7 @@ msgstr ""
"diameter van het mondstuk"
msgid "Minimum wall length"
-msgstr ""
+msgstr "Minimale wandlengte"
msgid ""
"Adjust this value to prevent short, unclosed walls from being printed, which "
@@ -13444,15 +13767,29 @@ msgid ""
"top-surface. 'One wall threshold' is only visibile if this setting is set "
"above the default value of 0.5, or if single-wall top surfaces is enabled."
msgstr ""
+"Pas deze waarde aan om te voorkomen dat korte, niet-gesloten wanden worden "
+"geprint, wat de printtijd kan verlengen. Hogere waarden verwijderen meer en "
+"langere wanden.\n"
+"\n"
+"OPMERKING: Onder- en bovenoppervlakken worden niet beïnvloed door deze "
+"waarde om visuele gaten aan de buitenkant van het model te voorkomen. Pas "
+"'One wall threshold' aan in de geavanceerde instellingen hieronder om de "
+"gevoeligheid van wat als een bovenoppervlak wordt beschouwd aan te passen. "
+"'One wall threshold' is alleen zichtbaar als deze instelling boven de "
+"standaardwaarde van 0,5 is ingesteld of als enkelwandige bovenoppervlakken "
+"zijn ingeschakeld."
msgid "First layer minimum wall width"
-msgstr ""
+msgstr "Eerste laag minimale wandbreedte"
msgid ""
"The minimum wall width that should be used for the first layer is "
"recommended to be set to the same size as the nozzle. This adjustment is "
"expected to enhance adhesion."
msgstr ""
+"De minimale wandbreedte die voor de eerste laag moet worden gebruikt, wordt "
+"aanbevolen om op dezelfde grootte als het mondstuk te worden ingesteld. Deze "
+"aanpassing zal naar verwachting de hechting verbeteren."
msgid "Minimum wall width"
msgstr "Minimale wandbreedte"
@@ -13466,7 +13803,7 @@ msgstr ""
"Breedte van de muur die dunne delen (volgens de minimale functiegrootte) van "
"het model zal vervangen. Als de minimale wandbreedte dunner is dan de dikte "
"van het element, wordt de muur net zo dik als het object zelf. Dit wordt "
-"uitgedrukt als een percentage ten opzichte van de diameter van de nozzle"
+"uitgedrukt als een percentage ten opzichte van de diameter van het mondstuk"
msgid "Detect narrow internal solid infill"
msgstr "Detecteer dichte interne solide vulling (infill)"
@@ -13500,7 +13837,7 @@ msgid "export 3mf with minimum size."
msgstr ""
msgid "No check"
-msgstr "No check"
+msgstr "Geen controle"
msgid "Do not run any validity checks, such as gcode path conflicts check."
msgstr "Do not run any validity checks, such as G-code path conflicts check."
@@ -13513,10 +13850,10 @@ msgid ""
msgstr ""
msgid "Orient Options"
-msgstr ""
+msgstr "Oriëntatieopties"
msgid "Orient options: 0-disable, 1-enable, others-auto"
-msgstr ""
+msgstr "Oriëntatieopties: 0-uitschakelen, 1-inschakelen, andere-automatisch"
msgid "Rotation angle around the Z axis in degrees."
msgstr "Rotatiehoek rond de Z-as in graden."
@@ -13540,13 +13877,13 @@ msgstr ""
"netwerkopslag."
msgid "Load custom gcode"
-msgstr ""
+msgstr "Laad aangepaste gcode"
msgid "Load custom gcode from json"
-msgstr ""
+msgstr "Laad aangepaste gcode vanuit json"
msgid "Current z-hop"
-msgstr ""
+msgstr "Huidige z-hop"
msgid "Contains z-hop present at the beginning of the custom G-code block."
msgstr ""
@@ -13569,6 +13906,14 @@ msgstr ""
msgid "Currently planned extra extruder priming after deretraction."
msgstr ""
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr ""
@@ -13611,6 +13956,12 @@ msgstr ""
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr ""
@@ -13715,19 +14066,19 @@ msgid "Size of the print bed bounding box"
msgstr ""
msgid "Timestamp"
-msgstr ""
+msgstr "Tijdstempel"
msgid "String containing current time in yyyyMMdd-hhmmss format."
msgstr ""
msgid "Day"
-msgstr ""
+msgstr "Dag"
msgid "Hour"
-msgstr ""
+msgstr "Uur"
msgid "Minute"
-msgstr ""
+msgstr "Minuut"
msgid "Print preset name"
msgstr ""
@@ -13755,6 +14106,14 @@ msgstr ""
msgid "Name of the physical printer used for slicing."
msgstr ""
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr ""
@@ -14031,11 +14390,11 @@ msgid ""
"historical results. \n"
"Do you still want to continue the calibration?"
msgstr ""
-"This machine type can only hold 16 historical results per nozzle. You can "
-"delete the existing historical results and then start calibration. Or you "
-"can continue the calibration, but you cannot create new calibration "
-"historical results. \n"
-"Do you still want to continue the calibration?"
+"Dit type machine kan slechts 16 historische resultaten per mondstuk "
+"bevatten. U kunt de bestaande historische resultaten verwijderen en "
+"vervolgens de kalibratie starten. Of u kunt doorgaan met de kalibratie, maar "
+"u kunt geen nieuwe historische kalibratieresultaten maken.\n"
+"Wilt u de kalibratie nog steeds voortzetten?"
msgid "Connecting to printer..."
msgstr "Aansluiten op de printer..."
@@ -14061,8 +14420,8 @@ msgid ""
"This machine type can only hold %d history results per nozzle. This result "
"will not be saved."
msgstr ""
-"This machine type can only hold %d historical results per nozzle. This "
-"result will not be saved."
+"Dit type machine kan slechts %d historische resultaten per mondstuk "
+"bevatten. Dit resultaat wordt niet opgeslagen."
msgid "Internal Error"
msgstr "Interne fout"
@@ -14099,7 +14458,7 @@ msgstr ""
"alleen uit te voeren in de volgende beperkte gevallen:\n"
"1. Als je een nieuw filament van een ander merk/model introduceert of als "
"het filament vochtig is;\n"
-"2. Als de spuitmond versleten is of vervangen is door een nieuwe;\n"
+"2. Als het mondstuk versleten is of vervangen is door een nieuwe;\n"
"3. Als de maximale volumetrische snelheid of printtemperatuur is gewijzigd "
"in de filamentinstelling."
@@ -14386,7 +14745,7 @@ msgid "To k Value"
msgstr "Naar k Waarde"
msgid "Step value"
-msgstr ""
+msgstr "Stap waarde"
msgid "The nozzle diameter has been synchronized from the printer Settings"
msgstr ""
@@ -14418,7 +14777,8 @@ msgstr "Actie"
#, c-format, boost-format
msgid "This machine type can only hold %d history results per nozzle."
-msgstr "This machine type can only hold %d historical results per nozzle."
+msgstr ""
+"Dit type machine kan slechts %d historische resultaten per mondstuk bevatten."
msgid "Edit Flow Dynamics Calibration"
msgstr "Flow Dynamics-kalibratie bewerken"
@@ -14454,25 +14814,27 @@ msgid "Finished"
msgstr "Voltooid"
msgid "Multiple resolved IP addresses"
-msgstr ""
+msgstr "Meerdere vastgestelde IP-adressen"
#, boost-format
msgid ""
"There are several IP addresses resolving to hostname %1%.\n"
"Please select one that should be used."
msgstr ""
+"Er zijn meerdere IP-adressen die verwijzen naar hostname %1%.\n"
+"Selecteer er een die gebruikt moet worden."
msgid "PA Calibration"
msgstr "PA-kalibratie"
msgid "DDE"
-msgstr ""
+msgstr "DDE"
msgid "Bowden"
msgstr "Bowden"
msgid "Extruder type"
-msgstr ""
+msgstr "Extrudertype"
msgid "PA Tower"
msgstr "PA-toren"
@@ -14519,7 +14881,7 @@ msgid "PETG"
msgstr "PETG"
msgid "PCTG"
-msgstr ""
+msgstr "PCTG"
msgid "TPU"
msgstr "TPU"
@@ -14604,10 +14966,10 @@ msgstr ""
"Gebruik indien nodig schuine strepen (/) als scheidingsteken voor mappen."
msgid "Upload to storage"
-msgstr ""
+msgstr "Uploaden naar opslag"
msgid "Switch to Device tab after upload."
-msgstr ""
+msgstr "Na het uploaden naar het tabblad Apparaat gaan."
#, c-format, boost-format
msgid "Upload filename doesn't end with \"%s\". Do you wish to continue?"
@@ -14630,7 +14992,7 @@ msgstr "Host"
msgctxt "OfFile"
msgid "Size"
-msgstr "Maat"
+msgstr "Grootte"
msgid "Filename"
msgstr "Bestandsnaam"
@@ -14651,7 +15013,7 @@ msgid "Cancelling"
msgstr "Annuleren"
msgid "Error uploading to print host"
-msgstr ""
+msgstr "Fout bij uploaden naar printhost"
msgid "Unable to perform boolean operation on selected parts"
msgstr "Kan geen booleaanse bewerking uitvoeren op geselecteerde onderdelen"
@@ -14705,7 +15067,7 @@ msgid "Export Log"
msgstr "Logboek exporteren"
msgid "OrcaSlicer Version:"
-msgstr ""
+msgstr "OrcaSlicer-versie:"
msgid "System Version:"
msgstr "Systeemversie:"
@@ -14835,8 +15197,8 @@ msgstr ""
"Wil je het herschrijven?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
@@ -14861,7 +15223,7 @@ msgstr "Preset importeren"
msgid "Create Type"
msgstr "Type maken"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "The model was not found; please reselect vendor."
msgid "Select Model"
@@ -14886,7 +15248,7 @@ msgid "Hot Bed STL"
msgstr "Warm bed STL"
msgid "Load stl"
-msgstr "Stl laden"
+msgstr "STL laden"
msgid "Hot Bed SVG"
msgstr "Warm bed SVG"
@@ -14910,10 +15272,10 @@ msgstr "Preset-pad niet gevonden; selecteer leverancier opnieuw."
msgid "The printer model was not found, please reselect."
msgstr "Het printermodel is niet gevonden, selecteer opnieuw."
-msgid "The nozzle diameter is not fond, place reselect."
-msgstr "The nozzle diameter was not found; please reselect."
+msgid "The nozzle diameter is not found, place reselect."
+msgstr "De diameter van het mondstuk is niet gevonden. Selecteer opnieuw."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "The printer preset was not found; please reselect."
msgid "Printer Preset"
@@ -15013,10 +15375,10 @@ msgstr ""
"geselecteerd; kies een printer."
msgid "Create Printer Successful"
-msgstr "Printer succesvol maken"
+msgstr "Printer succesvol gemaakt"
msgid "Create Filament Successful"
-msgstr "Filament Created Successfully"
+msgstr "Filament succesvol gemaakt"
msgid "Printer Created"
msgstr "Printer gemaakt"
@@ -15047,6 +15409,13 @@ msgid ""
"page. \n"
"Click \"Sync user presets\" to enable the synchronization function."
msgstr ""
+"\n"
+"\n"
+"Orca heeft gedetecteerd dat de synchronisatiefunctie voor uw "
+"gebruikersinstellingen niet is ingeschakeld, wat kan resulteren in mislukte "
+"Filament-instellingen op de pagina Apparaat.\n"
+"Klik op \"Gebruikersinstellingen synchroniseren\" om de "
+"synchronisatiefunctie in te schakelen."
msgid "Printer Setting"
msgstr "Printerinstelling"
@@ -15082,7 +15451,7 @@ msgid "open zip written fail"
msgstr "open zip geschreven mislukt"
msgid "Export successful"
-msgstr "Export succesvol"
+msgstr "Exporteren is gelukt"
#, c-format, boost-format
msgid ""
@@ -15156,7 +15525,7 @@ msgid "Edit Filament"
msgstr "Bewerk filament"
msgid "Filament presets under this filament"
-msgstr "Presets onder deze gloeidraad"
+msgstr "Voorinstellingen voor filament onder dit filament"
msgid ""
"Note: If the only preset under this filament is deleted, the filament will "
@@ -15171,8 +15540,8 @@ msgstr ""
msgid "The following presets inherits this preset."
msgid_plural "The following preset inherits this preset."
-msgstr[0] ""
-msgstr[1] ""
+msgstr[0] "De volgende voorinstellingen nemen deze voorinstelling over."
+msgstr[1] "De volgende voorinstelling neemt deze voorinstelling over."
msgid "Delete Preset"
msgstr "Preset verwijderen"
@@ -15224,7 +15593,7 @@ msgid "For more information, please check out Wiki"
msgstr "For more information, please check out our Wiki"
msgid "Collapse"
-msgstr "Instorten"
+msgstr "Inklappen"
msgid "Daily Tips"
msgstr "Dagelijkse tips"
@@ -15237,12 +15606,14 @@ msgid ""
"Your nozzle diameter in preset is not consistent with memorized nozzle "
"diameter. Did you change your nozzle lately?"
msgstr ""
-"Your nozzle diameter in preset is not consistent with the saved nozzle "
-"diameter. Have you changed your nozzle?"
+"Uw mondstuk diameter in preset komt niet overeen met de opgeslagen mondstuk "
+"diameter. Heeft u uw mondstuk veranderd?"
#, c-format, boost-format
msgid "*Printing %s material with %s may cause nozzle damage"
-msgstr "*Afdrukken%s materiaal mee%s kan schade aan het mondstuk veroorzaken"
+msgstr ""
+"*Het afdrukken van %s materiaal met %s kan schade aan het mondstuk "
+"veroorzaken"
msgid "Need select printer"
msgstr "Printer selecteren"
@@ -15270,16 +15641,16 @@ msgid "Success!"
msgstr "Succes!"
msgid "Are you sure to log out?"
-msgstr ""
+msgstr "Weet u zeker dat u wilt uitloggen?"
msgid "Refresh Printers"
msgstr "Printers vernieuwen"
msgid "View print host webui in Device tab"
-msgstr ""
+msgstr "Bekijk de printhost webui op het tabblad Apparaat"
msgid "Replace the BambuLab's device tab with print host webui"
-msgstr ""
+msgstr "Vervang het apparaattabblad van BambuLab door de printhost webui"
msgid ""
"HTTPS CA file is optional. It is only needed if you use HTTPS with a self-"
@@ -15310,7 +15681,7 @@ msgstr ""
"Certificate Store / Keychain."
msgid "Login/Test"
-msgstr ""
+msgstr "Inloggen/Test"
msgid "Connection to printers connected via the print host failed."
msgstr "Verbinding met printers aangesloten via de printhost mislukt."
@@ -15387,31 +15758,31 @@ msgid "Could not connect to PrusaLink"
msgstr "Kan geen verbinding maken met PrusaLink"
msgid "Storages found"
-msgstr ""
+msgstr "Gevonden opslagplaatsen"
#. TRN %1% = storage path
#, boost-format
msgid "%1% : read only"
-msgstr ""
+msgstr "%1% : alleen lezen"
#. TRN %1% = storage path
#, boost-format
msgid "%1% : no free space"
-msgstr ""
+msgstr "%1% : geen vrije ruimte"
#. TRN %1% = host
#, boost-format
msgid "Upload has failed. There is no suitable storage found at %1%."
-msgstr ""
+msgstr "Upload is mislukt. Er is geen geschikte opslag gevonden op %1%."
msgid "Connection to Prusa Connect works correctly."
-msgstr ""
+msgstr "De verbinding met Prusa Connect werkt goed."
msgid "Could not connect to Prusa Connect"
-msgstr ""
+msgstr "Kon geen verbinding maken met Prusa Connect"
msgid "Connection to Repetier works correctly."
-msgstr "Connection to Repetier is working correctly."
+msgstr "De verbinding met Repetier werkt goed."
msgid "Could not connect to Repetier"
msgstr "Kan geen verbinding maken met Repetier"
@@ -15451,17 +15822,19 @@ msgid ""
"It has a small layer height, and results in almost negligible layer lines "
"and high printing quality. It is suitable for most general printing cases."
msgstr ""
-"It has a small layer height, and results in almost negligible layer lines "
-"and high print quality. It is suitable for most general printing cases."
+"Het heeft een kleine laaghoogte en resulteert in bijna verwaarloosbare "
+"laaglijnen en een hoge afdrukkwaliteit. Het is geschikt voor de meeste "
+"algemene afdrukgevallen."
msgid ""
"Compared with the default profile of a 0.2 mm nozzle, it has lower speeds "
"and acceleration, and the sparse infill pattern is Gyroid. So, it results in "
"much higher printing quality, but a much longer printing time."
msgstr ""
-"Compared with the default profile of a 0.2 mm nozzle, it has lower speeds "
-"and acceleration, and the sparse infill pattern is Gyroid. This results in "
-"much higher print quality but a much longer print time."
+"Vergeleken met het standaardprofiel van een 0,2 mm mondstuk, heeft het "
+"lagere snelheden en acceleratie, en het spaarzame infill patroon is Gyroid. "
+"Dit resulteert in een veel hogere printkwaliteit maar ook een veel langere "
+"printtijd."
msgid ""
"Compared with the default profile of a 0.2 mm nozzle, it has a slightly "
@@ -15524,8 +15897,8 @@ msgid ""
"It has a general layer height, and results in general layer lines and "
"printing quality. It is suitable for most general printing cases."
msgstr ""
-"It has a normal layer height, and results in average layer lines and print "
-"quality. It is suitable for most printing cases."
+"Het heeft een normale laaghoogte en resulteert in gemiddelde laaglijnen en "
+"afdrukkwaliteit. Het is geschikt voor de meeste afdrukgevallen."
msgid ""
"Compared with the default profile of a 0.4 mm nozzle, it has more wall loops "
@@ -15606,8 +15979,8 @@ msgid ""
"It has a big layer height, and results in apparent layer lines and ordinary "
"printing quality and printing time."
msgstr ""
-"It has a big layer height, and results in apparent layer lines and ordinary "
-"printing quality and printing time."
+"De laagdikte is groot, wat resulteert in zichtbare laaglijnen en een normale "
+"afdrukkwaliteit en afdruktijd."
msgid ""
"Compared with the default profile of a 0.6 mm nozzle, it has more wall loops "
@@ -15658,8 +16031,8 @@ msgid ""
"It has a very big layer height, and results in very apparent layer lines, "
"low printing quality and general printing time."
msgstr ""
-"It has a very big layer height, and results in very apparent layer lines, "
-"low print quality and shorter printing time."
+"De laagdikte is erg groot, wat resulteert in duidelijke lijnen, een lage "
+"afdrukkwaliteit en een kortere afdruktijd."
msgid ""
"Compared with the default profile of a 0.8 mm nozzle, it has a bigger layer "
@@ -15694,9 +16067,10 @@ msgid ""
"height, and results in less but still apparent layer lines and slightly "
"higher printing quality, but longer printing time in some printing cases."
msgstr ""
-"Compared with the default profile of a 0.8 mm nozzle, it has a smaller layer "
-"height. This results in less but still apparent layer lines and slightly "
-"higher print quality, but longer print time in some cases."
+"Vergeleken met het standaardprofiel van een 0,8 mm mondstuk, heeft het een "
+"kleinere laaghoogte. Dit resulteert in minder maar nog steeds zichtbare "
+"laaglijnen en een iets hogere printkwaliteit, maar in sommige gevallen een "
+"langere printtijd."
msgid "Connected to Obico successfully!"
msgstr ""
@@ -15711,10 +16085,10 @@ msgid "Could not connect to SimplyPrint"
msgstr ""
msgid "Internal error"
-msgstr ""
+msgstr "Interne fout"
msgid "Unknown error"
-msgstr ""
+msgstr "Onbekende fout"
msgid "SimplyPrint account not linked. Go to Connect options to set it up."
msgstr ""
@@ -15729,13 +16103,13 @@ msgid "The provided state is not correct."
msgstr ""
msgid "Please give the required permissions when authorizing this application."
-msgstr ""
+msgstr "Geef de vereiste machtigingen wanneer u deze toepassing autoriseert."
msgid "Something unexpected happened when trying to log in, please try again."
-msgstr ""
+msgstr "Er is iets onverwachts gebeurd bij het inloggen. Probeer het opnieuw."
msgid "User cancelled."
-msgstr ""
+msgstr "Gebruiker geannuleerd."
#: resources/data/hints.ini: [hint:Precise wall]
msgid ""
@@ -15743,6 +16117,9 @@ msgid ""
"Did you know that turning on precise wall can improve precision and layer "
"consistency?"
msgstr ""
+"Precieze muur\n"
+"Wist u dat het inschakelen van de precieze muur de precisie en consistentie "
+"van de laag kan verbeteren?"
#: resources/data/hints.ini: [hint:Sandwich mode]
msgid ""
@@ -15751,12 +16128,18 @@ msgid ""
"precision and layer consistency if your model doesn't have very steep "
"overhangs?"
msgstr ""
+"Sandwichmodus\n"
+"Wist u dat u de sandwichmodus (binnen-buiten-binnen) kunt gebruiken om de "
+"precisie en consistentie van de laag te verbeteren als uw model geen erg "
+"steile overhangen heeft?"
#: resources/data/hints.ini: [hint:Chamber temperature]
msgid ""
"Chamber temperature\n"
"Did you know that OrcaSlicer supports chamber temperature?"
msgstr ""
+"Kamertemperatuur\n"
+"Wist je dat OrcaSlicer kamertemperatuur ondersteunt?"
#: resources/data/hints.ini: [hint:Calibration]
msgid ""
@@ -15764,24 +16147,34 @@ msgid ""
"Did you know that calibrating your printer can do wonders? Check out our "
"beloved calibration solution in OrcaSlicer."
msgstr ""
+"Kalibratie\n"
+"Wist u dat het kalibreren van uw printer wonderen kan doen? Bekijk onze "
+"geliefde kalibratieoplossing in OrcaSlicer."
#: resources/data/hints.ini: [hint:Auxiliary fan]
msgid ""
"Auxiliary fan\n"
"Did you know that OrcaSlicer supports Auxiliary part cooling fan?"
msgstr ""
+"Hulpventilator\n"
+"Wist u dat OrcaSlicer eventuele extra onderdeel koelventilator ondersteunt?"
#: resources/data/hints.ini: [hint:Air filtration]
msgid ""
"Air filtration/Exhaust Fan\n"
"Did you know that OrcaSlicer can support Air filtration/Exhaust Fan?"
msgstr ""
+"Luchtfiltratie/Afzuigventilator\n"
+"Wist u dat OrcaSlicer eventuele luchtfiltratie/afzuigventilator ondersteunt?"
#: resources/data/hints.ini: [hint:G-code window]
msgid ""
"G-code window\n"
"You can turn on/off the G-code window by pressing the C key."
msgstr ""
+"G-codevenster\n"
+"U kunt het G-codevenster in- of uitschakelen door op de C-toets te "
+"drukken."
#: resources/data/hints.ini: [hint:Switch workspaces]
msgid ""
@@ -15789,6 +16182,9 @@ msgid ""
"You can switch between Prepare and Preview workspaces by "
"pressing the Tab key."
msgstr ""
+"Werkruimten wisselen\n"
+"U kunt schakelen tussen de werkruimten Voorbereiden en "
+"Voorvertoning door op de Tab-toets te drukken."
#: resources/data/hints.ini: [hint:How to use keyboard shortcuts]
msgid ""
@@ -15796,6 +16192,9 @@ msgid ""
"Did you know that Orca Slicer offers a wide range of keyboard shortcuts and "
"3D scene operations."
msgstr ""
+"Hoe sneltoetsen te gebruiken\n"
+"Wist u dat Orca Slicer een breed scala aan sneltoetsen en 3D-"
+"scènebewerkingen biedt."
#: resources/data/hints.ini: [hint:Reverse on odd]
msgid ""
@@ -15803,6 +16202,9 @@ msgid ""
"Did you know that Reverse on odd feature can significantly improve "
"the surface quality of your overhangs?"
msgstr ""
+"Achteruit op oneven\n"
+"Wist u dat de functie Achteruit op oneven de oppervlaktekwaliteit van "
+"uw overhangen aanzienlijk kan verbeteren?"
#: resources/data/hints.ini: [hint:Cut Tool]
msgid ""
@@ -15878,6 +16280,9 @@ msgid ""
"Did you know that you use the Search tool to quickly find a specific Orca "
"Slicer setting?"
msgstr ""
+"Zoekfunctionaliteit\n"
+"Wist u dat u de zoekfunctie gebruikt om snel een specifieke Orca Slicer-"
+"instelling te vinden?"
#: resources/data/hints.ini: [hint:Simplify Model]
msgid ""
@@ -15885,6 +16290,10 @@ msgid ""
"Did you know that you can reduce the number of triangles in a mesh using the "
"Simplify mesh feature? Right-click the model and select Simplify model."
msgstr ""
+"Model vereenvoudigen\n"
+"Wist u dat u het aantal driehoeken in een mesh kunt verminderen met de mesh "
+"functie Vereenvoudigen? Klik met de rechtermuisknop op het model en "
+"selecteer Model vereenvoudigen."
#: resources/data/hints.ini: [hint:Slicing Parameter Table]
msgid ""
@@ -15913,6 +16322,10 @@ msgid ""
"part modifier? That way you can, for example, create easily resizable holes "
"directly in Orca Slicer."
msgstr ""
+"Een deel aftrekken\n"
+"Wist u dat u een mesh van een andere kunt aftrekken met de Negatief deel "
+"aanpasser? Zo kunt u bijvoorbeeld gemakkelijk aanpasbare gaten rechtstreeks "
+"in Orca Slicer maken."
#: resources/data/hints.ini: [hint:STEP]
msgid ""
@@ -15922,6 +16335,11 @@ msgid ""
"Orca Slicer supports slicing STEP files, providing smoother results than a "
"lower resolution STL. Give it a try!"
msgstr ""
+"STEP\n"
+"Wist u dat u uw afdrukkwaliteit kunt verbeteren door een STEP-bestand te "
+"slicen in plaats van een STL?\n"
+"Orca Slicer ondersteunt het slicen van STEP-bestanden, wat vloeiendere "
+"resultaten oplevert dan een STL met een lagere resolutie. Probeer het eens!"
#: resources/data/hints.ini: [hint:Z seam location]
msgid ""
@@ -16080,6 +16498,87 @@ msgstr ""
"kromtrekken, zoals ABS, een juiste verhoging van de temperatuur van het "
"warmtebed de kans op kromtrekken kan verkleinen?"
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Verlaag deze waarde iets (bijvoorbeeld 0,9) om de hoeveelheid materiaal "
+#~ "voor bruggen te verminderen, dit om doorzakken te voorkomen."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Deze factor beïnvloedt de hoeveelheid materiaal voor de bovenste vaste "
+#~ "vulling. Je kunt het iets verminderen om een glad oppervlak te krijgen."
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Dit is de snelheid voor bruggen en 100% overhangende wanden."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Tijd welke nodig is om nieuw filament te laden tijdens het wisselen. "
+#~ "Enkel voor statistieken."
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Tijd welke nodig is om oud filament te lossen tijdens het wisselen. Enkel "
+#~ "voor statistieken."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Tijd voor de printerfirmware (of de MMU 2.0) om nieuw filament te laden "
+#~ "tijdens een toolwissel (tijdens het uitvoeren van de T-code). Deze tijd "
+#~ "wordt toegevoegd aan de totale printtijd in de tijdsschatting."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Tijd voor de printerfirmware (of de MMU 2.0) om filament te ontladen "
+#~ "tijdens een toolwissel (tijdens het uitvoeren van de T-code). Deze tijd "
+#~ "wordt toegevoegd aan de totale printtijd in de tijdsschatting."
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on. At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials, the actual chamber "
+#~ "temperature should not be high to avoid clogs, so 0 (turned off) is "
+#~ "highly recommended."
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Verschillende mondstukdiameters en verschillende filamentdiameters zijn "
+#~ "niet toegestaan als de prime-toren is ingeschakeld."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "Ooze-preventie wordt momenteel niet ondersteund als de prime tower is "
+#~ "ingeschakeld."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Insluitdiepte van een gesegmenteerd gebied. Nul schakelt deze functie uit."
+
#~ msgid "Please input a valid value (K in 0~0.3)"
#~ msgstr "Voer een geldige waarde in (K in 0~0.3)"
diff --git a/localization/i18n/pl/OrcaSlicer_pl.po b/localization/i18n/pl/OrcaSlicer_pl.po
index ab654ebdfe..01cdea0bf8 100644
--- a/localization/i18n/pl/OrcaSlicer_pl.po
+++ b/localization/i18n/pl/OrcaSlicer_pl.po
@@ -3,7 +3,7 @@ msgid ""
msgstr ""
"Project-Id-Version: OrcaSlicer 2.1\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: \n"
"Last-Translator: Krzysztof Morga \n"
"Language-Team: \n"
@@ -346,7 +346,7 @@ msgid "Groove Angle"
msgstr "Kąt rowka"
msgid "Part"
-msgstr "Part"
+msgstr "Wydruk"
msgid "Object"
msgstr "Obiekt"
@@ -600,7 +600,7 @@ msgstr "Pokaż siatkę"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Nie można zastosować w czasie podglądu procesu."
msgid "Operation already cancelling. Please wait few seconds."
@@ -669,7 +669,7 @@ msgstr "Powierzchnia"
msgid "Horizontal text"
msgstr "Tekst poziomy"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + Przesuń myszką w górę lub w dół"
msgid "Rotate text"
@@ -1014,7 +1014,7 @@ msgstr "Orientuj tekst w moim kierunku."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"Nie można załadować dokładnie tej samej czcionki (\"%1%\"). Aplikacja "
@@ -1652,7 +1652,7 @@ msgstr "Szerokość ekstruzji"
msgid "Wipe options"
msgstr "Opcje czyszczenia"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Przyczepność do podłoża"
msgid "Add part"
@@ -1937,12 +1937,6 @@ msgstr "Automatyczna orientacja"
msgid "Auto orient the object to improve print quality."
msgstr "Automatyczna orientacja obiektu w celu poprawy jakości druku."
-msgid "Split the selected object into mutiple objects"
-msgstr "Podziel wybrany obiekt na wiele obiektów"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Podziel wybrany obiekt na wiele części"
-
msgid "Select All"
msgstr "Zaznacz wszystko"
@@ -1988,6 +1982,9 @@ msgstr "Uprość model"
msgid "Center"
msgstr "Wyśrodkuj"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Edytuj ustawienia procesu"
@@ -2213,8 +2210,8 @@ msgstr[0] "Następujący obiekt modelu został naprawiony"
msgstr[1] "Następujące obiekty modelu zostały naprawione"
msgstr[2] "Następujące obiekty modelu zostały naprawione"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Nie udało się naprawić następującego obiektu modelu"
msgstr[1] "Nie udało się naprawić następujących obiektów modelu"
msgstr[2] "Nie udało się naprawić następujących obiektów modelu"
@@ -2439,7 +2436,7 @@ msgid "Load"
msgstr "Ładuj"
msgid "Unload"
-msgstr "Wyładuj"
+msgstr "Rozładuj"
msgid "Ext Spool"
msgstr "zew.szpula"
@@ -2504,8 +2501,8 @@ msgid ""
"Choose an AMS slot then press \"Load\" or \"Unload\" button to automatically "
"load or unload filaments."
msgstr ""
-"Wybierz gniazdo AMS, a następnie naciśnij przycisk \"Ładuj\" lub \"Wyładuj"
-"\" ,aby automatycznie załadować lub wyładować filamenty."
+"Wybierz gniazdo AMS, a następnie naciśnij przycisk \"Ładuj\" lub "
+"\"Rozładuj\" ,aby automatycznie załadować lub wyładować filamenty."
msgid "Edit"
msgstr "Edytuj"
@@ -2676,7 +2673,7 @@ msgstr "Przekroczono limit czasu wysyłania zadania drukowania."
msgid "Service Unavailable"
msgstr "Usługa niedostępna"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Nieznany błąd."
msgid "Sending print configuration"
@@ -2846,7 +2843,8 @@ msgid "SN"
msgstr "Numer seryjny"
msgid "Setting AMS slot information while printing is not supported"
-msgstr "Ustawianie informacji o slocie AMS podczas druku nie jest obsługiwane"
+msgstr ""
+"Ustawianie informacji o gnieździe AMS podczas druku nie jest obsługiwane"
msgid "Factors of Flow Dynamics Calibration"
msgstr "współczynnik kalibracji dynamiki przepływu"
@@ -2981,7 +2979,7 @@ msgid "Disable AMS"
msgstr "Wyłącz AMS"
msgid "Print with the filament mounted on the back of chassis"
-msgstr "Drukuj z filamentem zamontowanym na tylnej części obudowy"
+msgstr "Drukukowanie filamentem zamontowanym na tylnej części obudowy"
msgid "Current Cabin humidity"
msgstr "Aktualna wilgotność w komorze"
@@ -3678,7 +3676,7 @@ msgstr ""
"Wartość zostanie zresetowana do 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -3766,8 +3764,8 @@ msgid ""
"layers is 0, sparse infill density is 0 and timelapse type is traditional."
msgstr ""
"Tryb Wazy działa tylko wtedy gdy liczba pętli ściany wynosi 1, wyłączone są "
-"podpory, ilość warstw górnej powłoki wynosi 0, gęstość wypełnienia wynosi 0, "
-"a tryb Timelaps ustawiony jest na Tradycyjny."
+"podpory, liczba warstw górnej powłoki wynosi 0, gęstość wypełnienia wynosi "
+"0, a tryb Timelaps ustawiony jest na Tradycyjny."
msgid " But machines with I3 structure will not generate timelapse videos."
msgstr " Jednak maszyny z budową I3 nie będą generować filmów timelapse."
@@ -4429,7 +4427,7 @@ msgstr "Objętość:"
msgid "Size:"
msgstr "Rozmiar:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4871,6 +4869,18 @@ msgstr "Procedura 2"
msgid "Flow rate test - Pass 2"
msgstr "Test natężenia przepływu - Procedura 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Natężenie przepływu"
@@ -5400,10 +5410,10 @@ msgid "Lamp"
msgstr "LED"
msgid "Aux"
-msgstr "Aux"
+msgstr "Pomocn."
msgid "Cham"
-msgstr "Cham"
+msgstr "Komora"
msgid "Bed"
msgstr "Stół"
@@ -5445,7 +5455,7 @@ msgid ""
"Please heat the nozzle to above 170 degree before loading or unloading "
"filament."
msgstr ""
-"Przed załadowaniem lub wyładunkiem filamentu, podgrzej dyszę do temperatury "
+"Przed załadowaniem lub rozładunkiem filamentu, podgrzej dyszę do temperatury "
"powyżej 170 stopni."
msgid "Still unload"
@@ -6094,9 +6104,7 @@ msgid "Please correct them in the param tabs"
msgstr "Proszę poprawić je na kartach parametrów"
msgid "The 3mf has following modified G-codes in filament or printer presets:"
-msgstr ""
-"Plik 3MF ma następujące zmodyfikowane G-code w profilach filamentu lub "
-"drukarki:"
+msgstr "Plik 3MF ma zmodyfikowane G-code w profilach filamentu lub drukarki:"
msgid ""
"Please confirm that these modified G-codes are safe to prevent any damage to "
@@ -6109,13 +6117,13 @@ msgid "Modified G-codes"
msgstr "Zmodyfikowane G-codes"
msgid "The 3mf has following customized filament or printer presets:"
-msgstr "Plik 3MF ma następujące dostosowane profile filamentu lub drukarki:"
+msgstr "Plik 3MF ma już dostosowane profile filamentu lub drukarki:"
msgid ""
"Please confirm that the G-codes within these presets are safe to prevent any "
"damage to the machine!"
msgstr ""
-"Proszę potwierdzić, że G-code w tych profilach są bezpieczne, aby zapobiec "
+"Proszę potwierdź, że G-code w tych profilach jest bezpieczny, aby zapobiec "
"ewentualnym uszkodzeniom maszyny!"
msgid "Customized Preset"
@@ -6205,7 +6213,7 @@ msgstr ""
"Plik %s już istnieje\n"
"Czy chcesz go zastąpić?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Potwierdź Zapisz jako"
msgid "Delete object which is a part of cut object"
@@ -6428,7 +6436,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Nie można wykonać operacji boolowskich na siatkach modelu. Eksportowane będą "
"tylko części dodatnie"
@@ -6768,6 +6776,12 @@ msgstr ""
"Dzięki tej opcji możesz wysyłać zadania do wielu urządzeń jednocześnie i "
"zarządzać nimi."
+msgid "Auto arrange plate after cloning"
+msgstr "Automatyczne rozmieszczanie na platformie po sklonowaniu"
+
+msgid "Auto arrange plate after object cloning"
+msgstr "Automatyczne rozmieszczenie obiektów na platformie po ich sklonowaniu"
+
msgid "Network"
msgstr "Sieć"
@@ -7687,8 +7701,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Podczas nagrywania timelapse'a bez głowicy drukującej zaleca się dodanie "
"\"Timelaps - Wieża Czyszcząca\" \n"
@@ -7744,7 +7758,7 @@ msgid "Bridge"
msgstr "Mosty"
msgid "Set speed for external and internal bridges"
-msgstr "Ustaw szybkość dla zewnętrznych i wewnętrznych mostków"
+msgstr "Ustaw szybkość dla zewnętrznych i wewnętrznych mostów"
msgid "Travel speed"
msgstr "Szybkość przemieszczania"
@@ -7756,7 +7770,7 @@ msgid "Jerk(XY)"
msgstr "Jerk (XY)"
msgid "Raft"
-msgstr "Raft"
+msgstr "Tratwa (Raft)"
msgid "Support filament"
msgstr "Filament podpory"
@@ -7764,12 +7778,21 @@ msgstr "Filament podpory"
msgid "Tree supports"
msgstr "Drzewo"
-msgid "Skirt"
-msgstr "Skirt"
+msgid "Multimaterial"
+msgstr "Multimateriał"
msgid "Prime tower"
msgstr "Wieża czyszcząca"
+msgid "Filament for Features"
+msgstr "Filament dla elementu druku"
+
+msgid "Ooze prevention"
+msgstr "Zapobieganie wyciekom (Ooze)"
+
+msgid "Skirt"
+msgstr "Skirt"
+
msgid "Special mode"
msgstr "Tryby specjalne"
@@ -7826,6 +7849,9 @@ msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr ""
"Zalecany zakres temperatury dyszy dla tego filamentu. 0 oznacza brak ustawień"
+msgid "Flow ratio and Pressure Advance"
+msgstr "Współczynnik przepływu i Wzrost ciśnienia (PA)"
+
msgid "Print chamber temperature"
msgstr "Temperatura komory druku"
@@ -7935,9 +7961,6 @@ msgstr "Początkowy G-code filamentu"
msgid "Filament end G-code"
msgstr "Końcowy G-code filamentu"
-msgid "Multimaterial"
-msgstr "Multimateriał"
-
msgid "Wipe tower parameters"
msgstr "Parametry wieży czyszczącej"
@@ -8027,12 +8050,36 @@ msgstr "Ograniczenie Jerk"
msgid "Single extruder multimaterial setup"
msgstr "Konfiguracja pojedynczego extrudera wielomateriałowego"
+msgid "Number of extruders of the printer."
+msgstr "Liczba ekstruderów drukarki."
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+"Wybrano tryb \"Pojedynczy ekstruder wielomateriałowy\". \n"
+"Wszystkie ekstrudery muszą mieć tę samą średnicę dyszy. \n"
+"Czy chcesz, aby średnica wszystkich dysz była taka sama jak średnica dyszy "
+"pierwszego ekstrudera?"
+
+msgid "Nozzle diameter"
+msgstr "Średnica dyszy"
+
msgid "Wipe tower"
msgstr "Wieża czyszcząca"
msgid "Single extruder multimaterial parameters"
msgstr "Parametry pojedynczego extrudera wielomateriałowego"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+"To jest drukarka wielomateriałowa z jednym ekstruderem. Średnice wszystkich "
+"ekstruderów zostaną ustawione na nową wartość. Czy chcesz kontynuować?"
+
msgid "Layer height limits"
msgstr "Ograniczenia wysokości warstwy"
@@ -8601,7 +8648,7 @@ msgid "Collapse/Expand the sidebar"
msgstr "Zwiń/Rozwiń pasek boczny"
msgid "⌘+Any arrow"
-msgstr "⌘+Dowolna strzałka"
+msgstr ""
msgid "Movement in camera space"
msgstr "Ruch w przestrzeni kamery"
@@ -9058,6 +9105,13 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "Żaden obiekt nie może być wydrukowany. Może jest za mały"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+"Twój wydruk znajduje się bardzo blisko obszaru czyszczenia dyszy. Upewnij "
+"się, że nie dojdzie do kolizji."
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9304,11 +9358,13 @@ msgstr ""
"Zmienna wysokość warstwy nie jest dostępna w przypadku podpór organicznych."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Różne średnice dysz i różne średnice filamentów nie są dozwolone, gdy "
-"włączona jest wieża czyszcząca."
+"Różne średnice dysz i filamentu mogą nie działać poprawnie, gdy włączona "
+"jest wieża czyszcząca. Jest to mocno eksperymentalna funkcja, więc zaleca "
+"się ostrożność."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9318,10 +9374,11 @@ msgstr ""
"extrudera (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"Zapobieganie wyciekom nie jest obecnie wspierane, gdy włączona jest wieża "
-"czyszcząca."
+"Zapobieganie wyciekom ( ooze ) nie jest obecnie wspierane, gdy włączona jest "
+"wieża czyszcząca."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9543,10 +9600,10 @@ msgid ""
"the next layers will be linearly shrunk less, up to the layer indicated by "
"this value."
msgstr ""
-"Ilość warstw, na które będzie rozciągać się kompensacja \"stopy słonia\". "
+"Liczba warstw, na które będzie rozciągać się kompensacja \"stopy słonia\". "
"Pierwsza warstwa zostanie zmniejszona o wartość kompensacji 'stopy słonia', "
-"a następne warstwy będą liniowo zmniejszane mniej, aż do warstwy wskazanej "
-"przez tę wartość."
+"a następne warstwy będą zmniejszane liniowo, aż do warstwy wskazanej przez "
+"tę wartość."
msgid "layers"
msgstr "warstwy"
@@ -9600,7 +9657,7 @@ msgstr ""
"password@your-octopi-address/"
msgid "Device UI"
-msgstr "Interfejs użytkownika urządzenia"
+msgstr "UI urządzenia"
msgid ""
"Specify the URL of your device user interface if it's not same as print_host"
@@ -9609,7 +9666,7 @@ msgstr ""
"jak print_host"
msgid "API Key / Password"
-msgstr "Klucz API / Hasło"
+msgstr "Klucz API / hasło"
msgid ""
"Orca Slicer can upload G-code files to a printer host. This field should "
@@ -9655,7 +9712,7 @@ msgid "Names of presets related to the physical printer"
msgstr "Nazwy profili odnoszących się do drukarki fizycznej"
msgid "Authorization Type"
-msgstr "Typ autoryzacji"
+msgstr "Rodzaj autoryzacji"
msgid "API key"
msgstr "Klucz API"
@@ -9682,10 +9739,10 @@ msgid ""
msgstr ""
"Unikaj ruchów nad obrysami-\n"
"Maksymalna długość objazdu przy unikaniu przejeżdżania nad obrysami. Jeśli "
-"objazd miałby wykroczyć poza tę wartość, funkcja \"unikaj ruchów nad obrysami"
-"\" zostanie zignorowana dla tej ścieżki. Długość objazdu można zdefiniować "
-"jako wartość absolutna lub obliczona procentowo (np. 50%) z długości ruchu "
-"bezpośredniego."
+"objazd miałby wykroczyć poza tę wartość, funkcja \"unikaj ruchów nad "
+"obrysami\" zostanie zignorowana dla tej ścieżki. Długość objazdu można "
+"zdefiniować jako wartość absolutna lub obliczona procentowo (np. 50%) z "
+"długości ruchu bezpośredniego."
msgid "mm or %"
msgstr "mm lub %"
@@ -9774,7 +9831,7 @@ msgid "Other layers print sequence"
msgstr "Inna kolejność druku warstw"
msgid "The number of other layers print sequence"
-msgstr "Ilość warstw ze zmienioną kolejnością drukowania"
+msgstr "Liczba warstw ze zmienioną kolejnością drukowania"
msgid "Other layers filament sequence"
msgstr "Kolejność filamenu dla pozostałych warstw"
@@ -9812,31 +9869,38 @@ msgstr ""
"jest mniejsza niż ta wartość. Dzięki temu można uniknąć zbyt cienkiej "
"powłoki, gdy wysokość warstwy jest niska. Wartość 0 oznacza wyłączenie tego "
"ustawienia, a grubość dolnej powłoki jest wówczas wyznaczana wyłącznie przez "
-"ilość warstw dolnej powłoki"
+"liczbę warstw dolnej powłoki"
msgid "Apply gap fill"
msgstr "Zastosuj wypełnienie szczelin"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
-msgstr ""
-"Umożliwia wypełnienie szpar/szczelin dla wybranych powierzchni. Minimalną "
-"długość szczeliny, która zostanie wypełniona, można kontrolować poprzez "
-"opcję 'filtruj wąskie szczeliny' znajdującej się poniżej.\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
"\n"
-"Opcje:\n"
-"1. Wszędzie: Stosuje wypełnienie na górnych, dolnych i wewnętrznych "
-"powierzchniach stałych\n"
-"2. Powierzchnie górne i dolne: Stosuje wypełnienie tylko na górnych i "
-"dolnych powierzchniach\n"
-"3. Nigdzie: Wyłącza wypełnienie\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
+msgstr ""
msgid "Everywhere"
msgstr "Wszędzie"
@@ -9911,10 +9975,11 @@ msgstr "Współczynnik przepływu przy mostach"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Zmniejsz tę wartość minimalnie (na przykład do 0.9), aby zmniejszyć ilość "
-"filamentu dla mostu, co zmniejszy jego wygięcie"
msgid "Internal bridge flow ratio"
msgstr "Współczynnik przepływu dla wewnętrznych mostów"
@@ -9922,29 +9987,33 @@ msgstr "Współczynnik przepływu dla wewnętrznych mostów"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
-"Ta wartość określa grubość wewnętrznej warstwy mostu. Jest to pierwsza "
-"warstwa nad rzadkim wypełnieniem. Aby poprawić jakość powierzchni nad tym "
-"wypełnieniem, możesz zmniejszyć trochę tą wartość (na przykład do 0.9)"
msgid "Top surface flow ratio"
msgstr "Współczynnik przepływu górnej powierzchni"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Czynnik ten wpływa na ilość filamentu na górne pełne wypełnienie. Możesz go "
-"nieco zmniejszyć, aby uzyskać gładkie wykończenie powierzchni"
msgid "Bottom surface flow ratio"
msgstr "Współczynnik przepływu dolnej powierzchni"
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Ten współczynnik wpływa na ilość materiału w dolnej warstwie pełnego "
-"wypełnienia"
msgid "Precise wall"
msgstr "Ściany o wysokiej precyzji"
@@ -10122,12 +10191,26 @@ msgstr "Włącz tę opcję, aby zwolnić drukowanie dla różnych stopni nawisu"
msgid "Slow down for curled perimeters"
msgstr "Zwalnienie na łukach"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"Włącz tę opcję, aby zwolnić drukowanie w obszarach, gdzie istnieje "
-"potencjalne zagrożenie odkształceniem obwodów"
msgid "mm/s or %"
msgstr "mm/s lub %"
@@ -10135,8 +10218,14 @@ msgstr "mm/s lub %"
msgid "External"
msgstr "Zewn."
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Prędkość mostu i całkowicie nawisającej ściany"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -10145,11 +10234,9 @@ msgid "Internal"
msgstr "Wewn."
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Prędkość wewnętrznego mostu. Jeśli wartość jest wyrażona w procentach, "
-"będzie obliczana na podstawie prędkości mostu. Domyślna wartość to 150%."
msgid "Brim width"
msgstr "Szerokość Brimu"
@@ -10393,14 +10480,13 @@ msgstr ""
"\n"
"Włączenie tej opcji spowoduje drukowanie wewnętrznej warstwy mostka nad "
"nieco niewspieraną wewnętrzną strukturą wypełnienia. Poniższe opcje "
-"kontrolują stopień filtrowania, czyli ilość tworzonych wewnętrznych "
-"mostków.\n"
+"kontrolują stopień filtrowania, czyli ilość tworzonych wewnętrznych mostów.\n"
"\n"
"Wyłączone - Wyłącza tę opcję. Jest to zachowanie domyślne i działa dobrze w "
"większości przypadków.\n"
"\n"
"Ograniczone filtrowanie - Tworzy wewnętrzne mosty na mocno pochylonych "
-"powierzchniach, unikając tworzenia niepotrzebnych wewnętrznych mostków. To "
+"powierzchniach, unikając tworzenia niepotrzebnych wewnętrznych mostów. To "
"działa dobrze dla większości trudnych modeli.\n"
"\n"
"Brak filtrowania - Tworzy wewnętrzne mosty na każdym potencjalnym "
@@ -10806,6 +10892,17 @@ msgstr ""
"między 0,95 a 1,05. Być może możesz dostroić tę wartość, aby uzyskać gładką "
"powierzchnię, gdy występuje lekkie przelewanie lub niedomiar"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Włącz wzrost ciśnienia (PA)"
@@ -10818,8 +10915,138 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
-"Pressure advance (Klipper), znane również jako współczynnik przyspieszenia "
-"liniowego (Marlin)."
+"Pressure advance (Klipper), znane również jako Linear advance (Marlin)."
+
+msgid "Enable adaptive pressure advance (beta)"
+msgstr "Włącz adaptacyjny wzrost ciśnienia (beta)"
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+"Wraz ze wzrostem prędkości druku zaobserwowano, że efektywna wartość PA "
+"zazwyczaj maleje. Oznacza to, że pojedyncza wartość PA nie jest w "
+"100% optymalna dla wszystkich elementów i zwykle stosowana jest wartość "
+"kompromisowa, która nie powoduje zbyt dużego \"wypuklenia\" na elementach "
+"drukowanych wolniej, a jednocześnie nie powoduje przerw na elementach "
+"drukowanych szybciej.\n"
+"\n"
+"Ta funkcja ma na celu rozwiązanie tego ograniczenia poprzez modelowanie "
+"reakcji ekstrudera w zależności od prędkości drukowania. Wewnętrznie "
+"generuje dopasowany model, który może przewidzieć jakie będzie wymagane "
+"ciśnienie dla dowolnej prędkości drukowania, który jest następnie "
+"przekazywany do drukarki w zależności od bieżącej prędkości druku.\n"
+"\n"
+"Po włączeniu powyższa wartość PA jest nadpisywana. Zdecydowanie zaleca się "
+"jednak przyjęcie rozsądnej wartości domyślnej, która będzie działać jako "
+"rozwiązanie awaryjne w przypadku nieprawidłowych obliczeń dla modelu.\n"
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr "Adaptacyjny pomiar ciśnienia (beta)"
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+"0.033.96.1000\n"
+"0.029.7.91.300\n"
+"0.026.7.91.1000\n"
+"\n"
+"Jak kalibrować:\n"
+"1. Przeprowadzić test wyprzedzenia ciśnienia dla co najmniej 3 prędkości na "
+"wartość przyspieszenia. Zaleca się przeprowadzenie testu co najmniej dla "
+"prędkości obwodów zewnętrznych, prędkości obwodów wewnętrznych i najszybszej "
+"prędkości drukowania elementów w profilu (zwykle jest to rzadkie lub pełne "
+"wypełnienie). Następnie uruchom je z tymi samymi prędkościami, aby uzyskać "
+"najwolniejsze i najszybsze przyspieszenia druku i nie szybciej niż zalecane "
+"maksymalne przyspieszenie określone przez moduł kształtujący wejściowy "
+"klipper.\n"
+"2. Zwróć uwagę na optymalną wartość PA dla każdej wolumetrycznej prędkości "
+"przepływu i przyspieszenia. Możesz znaleźć numer przepływu, wybierając "
+"przepływ z rozwijanego schematu kolorów i przesuwając poziomy suwak nad "
+"liniami wzoru PA. Numer powinien być widoczny na dole strony. Idealna "
+"wartość PA powinna maleć, im większy jest przepływ objętościowy. Jeśli tak "
+"nie jest, potwierdź, że ekstruder działa poprawnie. Im wolniej i z mniejszym "
+"przyspieszeniu drukujesz, tym jest większy zakres dopuszczalnych wartości "
+"PA. Jeśli różnica nie jest widoczna, należy użyć wartości PA z szybszego "
+"testu.\n"
+"3. Wprowadź trójki wartości PA, przepływu i przyspieszenia w polu tekstowym "
+"tutaj i zapisz swój profil filamentu.\n"
+"\n"
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr "Włącz adaptacyjny wzrost ciśnienia dla nawisów (beta)"
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+"Włącz adaptacyjne PA zarówno dla nawisów, jak i gdy zmienia się przepływ w "
+"obrębie tego samego elementu. Jest to opcja eksperymentalna, ponieważ jeśli "
+"profil PA nie jest ustawiony dokładnie, spowoduje to problemy z "
+"jednorodnością na zewnętrznych powierzchniach przed i po nawisach.\n"
+
+msgid "Pressure advance for bridges"
+msgstr "Wzrost ciśnienia (PA) dla mostów"
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+"Wartość wzrostu ciśnienia dla mostów. Ustaw na 0, aby wyłączyć. \n"
+"\n"
+"Niższa wartość PA podczas drukowania mostów pomaga zredukować widoczność "
+"lekkiego niedoboru materiału, który może wystąpić bezpośrednio po ich "
+"wydruku. Jest to spowodowane spadkiem ciśnienia w dyszy podczas drukowania w "
+"powietrzu, a niższy PA pomaga temu przeciwdziałać."
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
@@ -10915,18 +11142,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Czas ładowania filamentu"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Czas ładowania nowego filamentu podczas zmiany filamentu. Tylko do celów "
-"statystycznych"
msgid "Filament unload time"
msgstr "Czas rozładowania filamentu"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Czas rozładunku poprzedniego filamentu podczas zmiany filamentu. Tylko do "
-"celów statystycznych"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -11026,6 +11264,25 @@ msgstr ""
"Filament jest chłodzony poprzez poruszanie go tam i z powrotem w ruchach "
"chłodzących. Określ pożądaną liczbę tych ruchów."
+msgid "Stamping loading speed"
+msgstr "Prędkość kształtowania podczas ładowania"
+
+msgid "Speed used for stamping."
+msgstr "Prędkość używana do kształtowania."
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr "Odległość kształtowania mierzona od środka rurki chłodzącej"
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+"Jeśli ustawisz wartość inną niż zero, filament jest przesuwany w kierunku "
+"dyszy pomiędzy poszczególnymi ruchami chłodzenia (kształtowanie lub "
+"stamping). Ta opcja konfiguruje czas trwania tego ruchu przed ponowną "
+"retrakcją filamentu."
+
msgid "Speed of the first cooling move"
msgstr "Prędkość pierwszego ruchu chłodzącego"
@@ -11055,15 +11312,6 @@ msgstr "Prędkość ostatniego ruchu chłodzącego"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "Ruchy chłodzące stopniowo przyspieszają do tej prędkości."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Czas, który drukarka (lub dodatek Multi Material 2.0) poświęca na ładowanie "
-"nowego filamentu podczas zmiany narzędzia (przy wykonywaniu kodu T). Ten "
-"czas jest dodawany do szacowanego czasu druku."
-
msgid "Ramming parameters"
msgstr "Parametry wyciskania"
@@ -11074,17 +11322,8 @@ msgstr ""
"Ten ciąg jest edytowany przez RammingDialog i zawiera parametry właściwe dla "
"wyciskania."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Czas, który drukarka (lub dodatek Multi Material 2.0) poświęca na "
-"rozładowanie nowego filamentu podczas zmiany narzędzia (przy wykonywaniu "
-"kodu T). Ten czas jest dodawany do szacowanego czasu druku."
-
msgid "Enable ramming for multitool setups"
-msgstr "Włącz wbijanie dla konfiguracji wielonarzędziowych"
+msgstr "Włącz wyciskanie przy multi-tool"
msgid ""
"Perform ramming when using multitool printer (i.e. when the 'Single Extruder "
@@ -11099,13 +11338,13 @@ msgstr ""
"używana tylko wtedy, gdy wieża czyszcząca jest włączona."
msgid "Multitool ramming volume"
-msgstr "Objętość ramingu wieloinstrumentowego"
+msgstr "Objętość wyciskania multi-tool"
msgid "The volume to be rammed before the toolchange."
msgstr "Objętość do wyciśnięcia przed zmianą narzędzia."
msgid "Multitool ramming flow"
-msgstr "Przepływ ramingu wieloinstrumentowego"
+msgstr "Przepływ wyciskania multi-tool"
msgid "Flow used for ramming the filament before the toolchange."
msgstr "Przepływ używany do ramingu filamentu przed zmianą narzędzia."
@@ -11202,8 +11441,9 @@ msgid ""
"Density of internal sparse infill, 100% turns all sparse infill into solid "
"infill and internal solid infill pattern will be used"
msgstr ""
-"Gęstość wewnętrznego wypełnienia, 100% przekształca całe rzadkie wypełnienie "
-"w wypełnienie pełne, a użyty zostanie wzór wewnętrznego pełnego wypełnienia"
+"Gęstość wewnętrznego rzadkiego wypełnienia, 100% przekształca całe rzadkie "
+"wypełnienie w wypełnienie pełne, a użyty zostanie wzór wewnętrznego pełnego "
+"wypełnienia"
msgid "Sparse infill pattern"
msgstr "Wzór wypełnienia"
@@ -11409,7 +11649,7 @@ msgstr "Wysokość pierwszej warstwy"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Wysokość pierwszej warstwy. Nieznaczne zwiększenie grubości pierwszej "
"warstwy może poprawić przyczepność do stołu"
@@ -11430,7 +11670,7 @@ msgid "Travel speed of initial layer"
msgstr "Prędkość jałowa dla pierwszej warstwy"
msgid "Number of slow layers"
-msgstr "Ilość warstw o niższej prędkości"
+msgstr "Liczba warstw o niższej prędkości"
msgid ""
"The first few layers are printed slower than normal. The speed is gradually "
@@ -11451,10 +11691,10 @@ msgstr "Pełna prędkość wentylatora na warstwie"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"Prędkość wentylatora będzie stopniowo zwiększana liniowo od zera na warstwie "
"\"close_fan_the_first_x_layers\" do maksymalnej na warstwie "
@@ -11528,8 +11768,11 @@ msgstr "Filtruj wąskie szczeliny"
msgid "Layers and Perimeters"
msgstr "Warstwy i obwody"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Filtruj szczeliny mniejsze niż podany próg"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11767,8 +12010,8 @@ msgid ""
msgstr ""
"Włącz to, aby dodać komentarze do pliku G-Code, oznaczające ruchy druku, do "
"jakiego obiektu należą. Jest to przydatne dla wtyczki Octoprint "
-"CancelObject. Te ustawienia NIE są kompatybilne z konfiguracją Single "
-"Extruder Multi Material i opcją Wipe into Object / Wipe into Infill."
+"CancelObject. Te ustawienia NIE są kompatybilne z konfiguracją Pojedynczy "
+"ekstruder Wielomateriałowy i opcją Wipe into Object / Wipe into Infill."
msgid "Exclude objects"
msgstr "Wyłącz obiekty"
@@ -11800,7 +12043,8 @@ msgstr ""
"warstwy."
msgid "Filament to print internal sparse infill."
-msgstr "Filament do druku wewnętrznego wypełnienia."
+msgstr ""
+"Ten filament będzie używany do druku rzadkiego wewnętrznego wypełnienia."
msgid ""
"Line width of internal sparse infill. If expressed as a %, it will be "
@@ -11858,63 +12102,79 @@ msgstr ""
"strukturze lub rozpuszczalnym materiale do drukowania podpór"
msgid "Maximum width of a segmented region"
-msgstr "Maksymalna szerokość segmentowanej strefy"
+msgstr "Maksymalna szerokość segmentu"
msgid "Maximum width of a segmented region. Zero disables this feature."
-msgstr ""
-"Maksymalna szerokość segmentowanej strefy. Wartość zero wyłącza tę funkcję."
+msgstr "Maksymalna szerokość segmentu. Wartość zero wyłącza tę funkcję."
msgid "Interlocking depth of a segmented region"
msgstr "Głębokość zazębiania się podzielonego na segmenty obszaru"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Głębokość blokowania obszaru segmentowego. Wartość zero wyłącza tę funkcję."
+"Głębokość zazębiania się podzielonego na segmenty obszaru. Zostanie ona "
+"zignorowana, jeśli \"mmu_segmented_region_max_width\" wynosi zero lub jeśli "
+"\"mmu_segmented_region_interlocking_depth\" jest większa niż "
+"\"mmu_segmented_region_max_width\". Wartość zero wyłącza tę funkcję."
msgid "Use beam interlocking"
-msgstr ""
+msgstr "Użyj struktury zazębiającej"
msgid ""
"Generate interlocking beam structure at the locations where different "
"filaments touch. This improves the adhesion between filaments, especially "
"models printed in different materials."
msgstr ""
+"Wygeneruj strukturę zazębiającą się w miejscach, gdzie stykają się różne "
+"filamenty. Poprawia to przyczepność między filamentami, szczególnie w "
+"modelach drukowanych z różnych materiałów."
msgid "Interlocking beam width"
-msgstr ""
+msgstr "Szerokość zazębiania"
msgid "The width of the interlocking structure beams."
-msgstr ""
+msgstr "Określa szerokość struktury zazębiającej"
msgid "Interlocking direction"
-msgstr ""
+msgstr "Kierunek zazębiania"
msgid "Orientation of interlock beams."
-msgstr ""
+msgstr "Orientacja struktury zatrzaskowej"
msgid "Interlocking beam layers"
-msgstr ""
+msgstr "Liczba warstw zazębienia"
msgid ""
"The height of the beams of the interlocking structure, measured in number of "
"layers. Less layers is stronger, but more prone to defects."
msgstr ""
+"Wysokość struktury zazębiającej wyrażona w liczbie warstw. Mniejsza liczba "
+"warstw oznacza większą wytrzymałość, ale większą podatność na wady."
msgid "Interlocking depth"
-msgstr ""
+msgstr "Głębokość zazębiania"
msgid ""
"The distance from the boundary between filaments to generate interlocking "
"structure, measured in cells. Too few cells will result in poor adhesion."
msgstr ""
+"Odległość od granicy między filamentami potrzebna do generowania struktur "
+"zazębiających, mierzona w komórkach. Zbyt mało komórek skutkuje słabą "
+"adhezją."
msgid "Interlocking boundary avoidance"
-msgstr ""
+msgstr "Odległość zapobiegająca zazębieniu"
msgid ""
"The distance from the outside of a model where interlocking structures will "
"not be generated, measured in cells."
msgstr ""
+"Odległość od zewnętrznej strony modelu, gdzie struktury zazębiające nie będą "
+"generowane, mierzona w komórkach."
msgid "Ironing Type"
msgstr "Rodzaj prasowania"
@@ -12287,9 +12547,6 @@ msgstr ""
"czas warstwy powyżej, gdy włączona jest opcja zwalniania dla lepszego "
"schładzania warstwy."
-msgid "Nozzle diameter"
-msgstr "Średnica dyszy"
-
msgid "Diameter of nozzle"
msgstr "Średnica dyszy"
@@ -12303,7 +12560,7 @@ msgstr ""
"Tutaj możesz umieścić notatki, które zostaną dodane do nagłówka pliku G-code."
msgid "Host Type"
-msgstr "Typ hosta"
+msgstr "Rodzaj serwera"
msgid ""
"Orca Slicer can upload G-code files to a printer host. This field must "
@@ -12333,7 +12590,7 @@ msgstr ""
"wewnątrz."
msgid "High extruder current on filament swap"
-msgstr "Wysoki prąd extrudera przy wymianie filamentu"
+msgstr "Wyższy prąd extrudera przy zmianie filamentu"
msgid ""
"It may be beneficial to increase the extruder motor current during the "
@@ -12387,6 +12644,13 @@ msgstr ""
"liczbę retrakcji dla skomplikowanego modelu i zaoszczędzić czas druku, ale "
"spowolnić krojenie i generowanie G-code"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+"Opcja ta obniży temperaturę nieaktywnych ekstruderów, aby zapobiec "
+"wyciekaniu filamentu."
+
msgid "Filename format"
msgstr "Format nazwy pliku"
@@ -12440,6 +12704,9 @@ msgstr ""
"Określ procentowy udział nawisów w stosunku do szerokości ekstruzji i użyj "
"różnych prędkości do druku. Dla 100%% nawisów, zostanie użyta prędkość mostu."
+msgid "Filament to print walls"
+msgstr "Ten filament będzie używany do drukowania ścian"
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12490,12 +12757,21 @@ msgstr ""
"code jako pierwszy argument, a także będą mogły uzyskać dostęp do ustawień "
"konfiguracyjnych Orca Slicer, zytając zmienne środowiskowe."
+msgid "Printer type"
+msgstr "Typ drukarki"
+
+msgid "Type of the printer"
+msgstr "Rodzaj drukarki"
+
msgid "Printer notes"
msgstr "Notatki o drukarce"
msgid "You can put your notes regarding the printer here."
msgstr "Tutaj możesz umieścić notatki dotyczące drukarki."
+msgid "Printer variant"
+msgstr "Wariant drukarki"
+
msgid "Raft contact Z distance"
msgstr "Odległość Z kontaktu z tratwą"
@@ -12699,7 +12975,7 @@ msgid "Top and Bottom"
msgstr "Na górnych i dolnych"
msgid "Extra length on restart"
-msgstr "Dodatkowa długość przed wznowieniem"
+msgstr "Dodatkowa ilość dla powrotu"
msgid ""
"When the retraction is compensated after the travel move, the extruder will "
@@ -13077,6 +13353,12 @@ msgstr ""
"Obszar wypełnienia, który jest mniejszy od wartości progowej zostaje "
"zastąpiony wewnętrznym, pełnym wypełnieniem"
+msgid "Solid infill"
+msgstr "Pełne wypełnienie"
+
+msgid "Filament to print solid infill"
+msgstr "Ten filament będzie używany do drukowania pełnego wypełnienia"
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -13143,7 +13425,43 @@ msgid "Traditional"
msgstr "Tradycyjny"
msgid "Temperature variation"
-msgstr "Wariacje temperatury"
+msgstr "Zmiana temperatury"
+
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+"Różnica temperatur, która ma być zastosowana, gdy ekstruder nie jest "
+"aktywny. Wartość nie będzie użyta, gdy \"temperatura w bezczynności\" w "
+"ustawieniach filamentu jest wartość inną niż zero."
+
+msgid "Preheat time"
+msgstr "Czas wstępnego podgrzewania"
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+"Aby skrócić czas oczekiwania po zmianie narzędzia, Orca może wstępnie "
+"podgrzać następne narzędzie, gdy bieżące narzędzie jest nadal używane. To "
+"ustawienie określa czas w sekundach do wstępnego podgrzania następnego "
+"narzędzia. Orca wstawi polecenie M104, aby podgrzać narzędzie z "
+"wyprzedzeniem."
+
+msgid "Preheat steps"
+msgstr "Kroki wstępnego podgrzewania"
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+"Wprowadź wiele poleceń dotyczących podgrzewania (np. M104.1). Funkcja ta "
+"działa tylko w drukarce Prusa XL. Dla pozostałych drukarek ustaw wartość na "
+"1."
msgid "Start G-code"
msgstr "Początkowy G-code"
@@ -13186,7 +13504,7 @@ msgid "Enable filament ramming"
msgstr "Włącz szybką ekstruzję filamentu"
msgid "No sparse layers (beta)"
-msgstr "Brak warstw bez czyszczenia (beta)"
+msgstr "Warstwy bez czyszczenia (beta)"
msgid ""
"If enabled, the wipe tower will not be printed on layers with no "
@@ -13201,7 +13519,7 @@ msgstr ""
"wydrukiem."
msgid "Prime all printing extruders"
-msgstr "Przygotuj wszystkie extrudery do drukowania"
+msgstr "Wyczyść wszystkie używane ekstrudery"
msgid ""
"If enabled, all printing extruders will be primed at the front edge of the "
@@ -13218,10 +13536,10 @@ msgid ""
"triangle mesh slicing. The gap closing operation may reduce the final print "
"resolution, therefore it is advisable to keep the value reasonably low."
msgstr ""
-"Szpary mniejsze niż dwukrotność wartości parametru \"promień zamykania szpar"
-"\" zostaną zamknięte przy cięciu. Operacja zamykania szpar może zmniejszyć "
-"finalną rozdzielczość wydruku, więc zalecane jest ustawienie tej wartości na "
-"rozsądnie niskim poziomie."
+"Szpary mniejsze niż dwukrotność wartości parametru \"promień zamykania "
+"szpar\" zostaną zamknięte przy cięciu. Operacja zamykania szpar może "
+"zmniejszyć finalną rozdzielczość wydruku, więc zalecane jest ustawienie tej "
+"wartości na rozsądnie niskim poziomie."
msgid "Slicing Mode"
msgstr "Tryb cięcia"
@@ -13641,32 +13959,40 @@ msgid "Activate temperature control"
msgstr "Aktywuj kontrolę temperatury"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"Włącz tę opcję dla kontroli temperatury komory. Komenda M191 zostanie dodana "
-"przed \"początkowy G-code drukarki\"\n"
-"Komendy G-code: M141/M191 S(0-255)"
msgid "Chamber temperature"
msgstr "Temperatura komory"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Wyższa temperatura komory może pomóc w redukcji wypaczania i potencjalnie "
-"prowadzić do większej siły wiązania międzywarstwowego w przypadku materiałów "
-"wysokotemperaturowych, takich jak ABS, ASA, PC, PA itp. Dla filametów PLA, "
-"PETG, TPU, PVA i innych materiałów niskotemperaturowych temperatura komory "
-"nie powinna być wysoka. Aby uniknąć zatykania sie dyszy zaleca się "
-"ustawienia na wartość 0 (wyłączone)."
msgid "Nozzle temperature for layers after the initial one"
msgstr "Temperatura dyszy dla warstw po początkowej"
@@ -13820,12 +14146,6 @@ msgstr ""
"Kąt w wierzchołku stożka, który jest używany do stabilizacji wieży "
"czyszczącej. Większy kąt oznacza szerszą podstawę."
-msgid "Wipe tower purge lines spacing"
-msgstr "Odległość między liniami na wieży oczyszczającej"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Rozmieszczenie linii czyszczenia na wieży czyszczącej."
-
msgid "Maximum wipe tower print speed"
msgstr "Maksymalna prędkość drukowania wieży czyszczącej"
@@ -13868,16 +14188,13 @@ msgstr ""
"W przypadku zewnętrznych obwodów wieży czyszczącej prędkość jej obwodu "
"wewnętrznego jest niezależna od tego ustawienia."
-msgid "Wipe tower extruder"
-msgstr "Ekstruder dla wieży czyszczącej"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
msgstr ""
-"Extruder używany do drukowania obrysów wieży czyszczącej. Ustaw na 0, aby "
-"użyć tego, który jest dostępny (preferowany jest ten, w którym załadowany "
-"jest filament nierozpuszczalny)."
+"Extruder używany do drukowania obrysów wieży czyszczącej. Ustaw na "
+"\"Domyślny\", aby użyć tego, który jest dostępny (preferowany jest ten, w "
+"którym załadowany jest filament nierozpuszczalny)."
msgid "Purging volumes - load/unload volumes"
msgstr "Objętości czyszczenia - objętości ładowania/rozładowania"
@@ -13922,12 +14239,43 @@ msgstr ""
"kolory filamentów mogą się wymieszać."
msgid "Maximal bridging distance"
-msgstr "Maksymalna odległość mostkowania"
+msgstr "Maksymalna odległość mostów"
msgid "Maximal distance between supports on sparse infill sections."
msgstr ""
"Maksymalna odległość między podporami na rzadkich sekcjach wypełnienia."
+msgid "Wipe tower purge lines spacing"
+msgstr "Odległość między liniami na wieży oczyszczającej"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Rozmieszczenie linii czyszczenia na wieży czyszczącej."
+
+msgid "Extra flow for purging"
+msgstr "Dodatkowy przepływ podczas czyszczenia"
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+"Dodatkowy przepływ stosowany w ekstruzjach na wieży czyszczącej. Powoduje "
+"to, że linie czyszczące są grubsze lub cieńsze niż standardowo. Odstępy "
+"regulowane są automatycznie."
+
+msgid "Idle temperature"
+msgstr "Temperatura w bezczynności"
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+"Temperatura dyszy, gdy narzędzie nie jest aktualnie używane w konfiguracjach "
+"wielonarzędziowych. Jest to używane tylko wtedy, gdy \"Zapobieganie "
+"wyciekaniu\" jest aktywne w ustawieniach druku. Wartość zero wyłącza tę "
+"funkcję."
+
msgid "X-Y hole compensation"
msgstr "Kompensacja otworów X-Y"
@@ -14278,6 +14626,16 @@ msgid "Currently planned extra extruder priming after deretraction."
msgstr ""
"Obecnie planowane dodatkowe czyszczenie ekstrudera po powrocie z retrakcji."
+msgid "Absolute E position"
+msgstr "Pozycja bezwzględna E"
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+"Bieżąca pozycja osi ekstrudera. Używany tylko z bezwzględnym adresowaniem "
+"ekstrudera."
+
msgid "Current extruder"
msgstr "Aktualny extruder"
@@ -14327,6 +14685,14 @@ msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
"Wektory logiczne określające, czy dany ekstruder jest używany w wydruku"
+msgid "Has single extruder MM priming"
+msgstr "Umożliwia drukowanie MM z jednym ekstruderem"
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+"Czy w tym wydruku używane są dodatkowe obszary czyszczenia "
+"wielomateriałowego?"
+
msgid "Volume per extruder"
msgstr "Objętość na extruder"
@@ -14371,7 +14737,7 @@ msgid "Total layer count"
msgstr "Całkowita liczba warstw"
msgid "Number of layers in the entire print."
-msgstr "Ilość warstw w całym procesie drukowania"
+msgstr "Liczba warstw w całym procesie drukowania"
msgid "Number of objects"
msgstr "Liczba obiektów"
@@ -14489,6 +14855,16 @@ msgstr "Fizyczna nazwa drukarki"
msgid "Name of the physical printer used for slicing."
msgstr "Nazwa fizycznej drukarki używanej do przygotowywania pliku do druku."
+msgid "Number of extruders"
+msgstr "Liczba ekstruderów"
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+"Całkowita liczba ekstruderów, niezależnie od tego, czy są one używane w "
+"bieżącym wydruku."
+
msgid "Layer number"
msgstr "Numer warstwy"
@@ -15607,8 +15983,8 @@ msgstr ""
"Czy chcesz go zastąpić?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Nazwa profilu zostanie zmieniona na \"Dostawca Typ Seria @nazwa drukarki, "
@@ -15636,7 +16012,7 @@ msgstr "Importuj Profil wstępny"
msgid "Create Type"
msgstr "Utwórz Typ"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "Nie znaleziono modelu, proszę wybrać dostawcę ponownie."
msgid "Select Model"
@@ -15688,10 +16064,10 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr "Model drukarki nie został znaleziony, proszę wybrać ponownie"
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "Średnica dyszy nie została znaleziona, proszę wybrać ponownie."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "Profil drukarki nie został znaleziony, proszę wybrać ponownie."
msgid "Printer Preset"
@@ -16937,6 +17313,153 @@ msgstr ""
"takimi jak ABS, odpowiednie zwiększenie temperatury podgrzewanej płyty może "
"zmniejszyć prawdopodobieństwo odkształceń."
+#~ msgid ""
+#~ "Your object appears to be too large. It will be scaled down to fit the "
+#~ "heat bed automatically."
+#~ msgstr ""
+#~ "Twój obiekt wydaje się być zbyt duży. Zostanie on automatycznie "
+#~ "zmniejszony, aby pasował do powierzchni roboczej."
+
+#~ msgid "Shift+G"
+#~ msgstr "Shift+G"
+
+#~ msgid "Any arrow"
+#~ msgstr "Dowolna strzałka"
+
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Umożliwia wypełnienie szpar/szczelin dla wybranych powierzchni. Minimalną "
+#~ "długość szczeliny, która zostanie wypełniona, można kontrolować poprzez "
+#~ "opcję 'filtruj wąskie szczeliny' znajdującej się poniżej.\n"
+#~ "\n"
+#~ "Opcje:\n"
+#~ "1. Wszędzie: Stosuje wypełnienie na górnych, dolnych i wewnętrznych "
+#~ "powierzchniach stałych\n"
+#~ "2. Powierzchnie górne i dolne: Stosuje wypełnienie tylko na górnych i "
+#~ "dolnych powierzchniach\n"
+#~ "3. Nigdzie: Wyłącza wypełnienie\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Zmniejsz tę wartość minimalnie (na przykład do 0.9), aby zmniejszyć ilość "
+#~ "filamentu dla mostu, co zmniejszy jego wygięcie"
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "Ta wartość określa grubość wewnętrznej warstwy mostu. Jest to pierwsza "
+#~ "warstwa nad rzadkim wypełnieniem. Aby poprawić jakość powierzchni nad tym "
+#~ "wypełnieniem, możesz zmniejszyć trochę tą wartość (na przykład do 0.9)"
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Czynnik ten wpływa na ilość filamentu na górne pełne wypełnienie. Możesz "
+#~ "go nieco zmniejszyć, aby uzyskać gładkie wykończenie powierzchni"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr ""
+#~ "Ten współczynnik wpływa na ilość materiału w dolnej warstwie pełnego "
+#~ "wypełnienia"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Włącz tę opcję, aby zwolnić drukowanie w obszarach, gdzie istnieje "
+#~ "potencjalne zagrożenie odkształceniem obwodów"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Prędkość mostu i całkowicie nawisającej ściany"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Prędkość wewnętrznego mostu. Jeśli wartość jest wyrażona w procentach, "
+#~ "będzie obliczana na podstawie prędkości mostu. Domyślna wartość to 150%."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Czas ładowania nowego filamentu podczas zmiany filamentu. Tylko do celów "
+#~ "statystycznych"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Czas rozładunku poprzedniego filamentu podczas zmiany filamentu. Tylko do "
+#~ "celów statystycznych"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Czas, który drukarka (lub dodatek Multi Material 2.0) poświęca na "
+#~ "ładowanie nowego filamentu podczas zmiany narzędzia (przy wykonywaniu "
+#~ "kodu T). Ten czas jest dodawany do szacowanego czasu druku."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Czas, który drukarka (lub dodatek Multi Material 2.0) poświęca na "
+#~ "rozładowanie nowego filamentu podczas zmiany narzędzia (przy wykonywaniu "
+#~ "kodu T). Ten czas jest dodawany do szacowanego czasu druku."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "Filtruj szczeliny mniejsze niż podany próg"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Włącz tę opcję dla kontroli temperatury komory. Komenda M191 zostanie "
+#~ "dodana przed \"początkowy G-code drukarki\"\n"
+#~ "Komendy G-code: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Wyższa temperatura komory może pomóc w redukcji wypaczania i potencjalnie "
+#~ "prowadzić do większej siły wiązania międzywarstwowego w przypadku "
+#~ "materiałów wysokotemperaturowych, takich jak ABS, ASA, PC, PA itp. Dla "
+#~ "filametów PLA, PETG, TPU, PVA i innych materiałów niskotemperaturowych "
+#~ "temperatura komory nie powinna być wysoka. Aby uniknąć zatykania sie "
+#~ "dyszy zaleca się ustawienia na wartość 0 (wyłączone)."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Głębokość zazębiania się podzielonego na segmenty regionu. Wartość zero "
+#~ "wyłącza tę funkcję."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Ekstruder dla wieży czyszczącej"
+
#~ msgid "Current association: "
#~ msgstr "Aktualnie powiązano: "
@@ -16980,83 +17503,6 @@ msgstr ""
#~ "Rozmiar pliku przekracza limit przesyłania 100 MB. Proszę przesłać plik "
#~ "za pomocą panelu."
-#~ msgid "Enable adaptive pressure advance (beta)"
-#~ msgstr "Włącz adaptacyjny wzrost ciśnienia (beta)"
-
-#~ msgid ""
-#~ "With increasing print speeds, it has been observed that the effective PA "
-#~ "value typically decreases. This means that a single PA value is not 100% "
-#~ "optimal for all features and a compromise value is usually used, that "
-#~ "does not cause too much bulging on slower features while also not causing "
-#~ "gaps on faster features.\n"
-#~ "\n"
-#~ "This feature aims to address this limitation by modeling the response of "
-#~ "your printer's extrusion system depending on the speed it is printing at. "
-#~ "Internally it generates a fitted model that can extrapolate the needed "
-#~ "pressure advance for any given print speed, which is then emmited to the "
-#~ "printer depending on the current print speed.\n"
-#~ "\n"
-#~ "When enabled the pressure advance value above is overriden. However, a "
-#~ "reasonable default value above isstrongly recomended to act as a fallback "
-#~ "in case the model calculations fail."
-#~ msgstr ""
-#~ "Wraz ze wzrostem prędkości druku zaobserwowano, że efektywna wartość PA "
-#~ "zazwyczaj maleje. Oznacza to, że pojedyncza wartość PA nie jest w 100% "
-#~ "optymalna dla wszystkich elementów i zwykle stosowana jest wartość "
-#~ "kompromisowa, która nie powoduje zbyt dużego \"wypuklenia\" na elementach "
-#~ "drukowanych wolniej, a jednocześnie nie powoduje przerw na elementach "
-#~ "drukowanych szybciej.\n"
-#~ "\n"
-#~ "Ta funkcja ma na celu rozwiązanie tego ograniczenia poprzez modelowanie "
-#~ "reakcji ekstrudera w zależności od prędkości drukowania. Wewnętrznie "
-#~ "generuje dopasowany model, który może przewidzieć jakie będzie wymagane "
-#~ "ciśnienie dla dowolnej prędkości drukowania, który jest następnie "
-#~ "przekazywany do drukarki w zależności od bieżącej prędkości druku.\n"
-#~ "\n"
-#~ "Po włączeniu powyższa wartość PA jest nadpisywana. Zdecydowanie zaleca "
-#~ "się jednak przyjęcie rozsądnej wartości domyślnej, która będzie działać "
-#~ "jako rozwiązanie awaryjne w przypadku nieprawidłowych obliczeń dla modelu."
-
-#~ msgid "Adaptive pressure advance measurements (beta)"
-#~ msgstr "Adaptacyjny pomiar ciśnienia (beta)"
-
-#~ msgid ""
-#~ "Add pairs of pressure advance values and the speed they were measured at, "
-#~ "separated by a coma. One set of values per line. For example\n"
-#~ "0.03,100\n"
-#~ "0.027,150 etc.\n"
-#~ "\n"
-#~ "How to calibrate:\n"
-#~ "1. Run the pressure advance test for at least 3 speeds per filament. It "
-#~ "is recommended that the test is runfor at least the speed of the external "
-#~ "perimeters, the speed of the internal perimeters and the fastest feature "
-#~ "print speed in your profile (usually its the sparse or solid infill\n"
-#~ "2. Take note of the optimal Pressure advance value for each speed. The PA "
-#~ "ideal PA value should be decreasing the faster the speed is. If it is "
-#~ "not, confirm that your extruder is functioning correctly3. Enter the "
-#~ "pairs of PA values and Speeds in the text box here and save your filament "
-#~ "profile"
-#~ msgstr ""
-#~ "Dodaj pary wartości przyspieszenia ciśnienia i prędkości, przy których "
-#~ "zostały zmierzone, oddzielone przecinkiem. Jeden zestaw wartości na "
-#~ "wiersz. Na przykład\n"
-#~ "0.03,100\n"
-#~ "0.027,150 itd.\n"
-#~ "\n"
-#~ "Jak skalibrować:\n"
-#~ "1. Przeprowadź test PA dla co najmniej 3 prędkości na filament. Zaleca "
-#~ "się przeprowadzenie testu PA co najmniej dla zewnętrznych obwodów, "
-#~ "wewnętrznych obwodów i najszybszej prędkości drukowania cechy w profilu "
-#~ "(zwykle jest to rzadkie lub pełne wypełnienie).\n"
-#~ "2. Zanotuj optymalną wartość PA dla każdej prędkości. Idealna wartość PA "
-#~ "powinna maleć wraz ze wzrostem prędkości. Jeśli tak nie jest, sprawdź, "
-#~ "czy ekstruder działa prawidłowo. \n"
-#~ "3.Wprowadź pary wartości PA i prędkości w polu tekstowym i zapisz profil "
-#~ "filamentu."
-
-#~ msgid "Flow ratio and Pressure Advance"
-#~ msgstr "Współczynnik przepływu i Wzrost ciśnienia (PA)"
-
#~ msgid "param_information"
#~ msgstr "param_information"
@@ -18219,8 +18665,8 @@ msgstr ""
#~ "Elevation is too low for object. Use the \"Pad around object\" feature to "
#~ "print the object without elevation."
#~ msgstr ""
-#~ "Podniesienie zbyt małe dla modelu. Użyj funkcji \"Podkładka wokół modelu"
-#~ "\", aby wydrukować model bez podniesienia."
+#~ "Podniesienie zbyt małe dla modelu. Użyj funkcji \"Podkładka wokół "
+#~ "modelu\", aby wydrukować model bez podniesienia."
#~ msgid ""
#~ "The endings of the support pillars will be deployed on the gap between "
@@ -18520,12 +18966,6 @@ msgstr ""
#~ "Jeśli pierwszy zaznaczony element to część, to drugi powinien być częścią "
#~ "tego samego obiektu."
-#~ msgid "Failed to repair following model object"
-#~ msgid_plural "Failed to repair following model objects"
-#~ msgstr[0] "Nie udało się naprawić następującego obiektu modelu"
-#~ msgstr[1] "Nie udało się naprawić następujących obiektów modelu"
-#~ msgstr[2] "Nie udało się naprawić następujących obiektów modelu"
-
#~ msgid ""
#~ "One cell can only be copied to one or multiple cells in the same column."
#~ msgstr ""
diff --git a/localization/i18n/pt_BR/OrcaSlicer_pt_BR.po b/localization/i18n/pt_BR/OrcaSlicer_pt_BR.po
index b4c850cbbe..76f37e4280 100644
--- a/localization/i18n/pt_BR/OrcaSlicer_pt_BR.po
+++ b/localization/i18n/pt_BR/OrcaSlicer_pt_BR.po
@@ -2,7 +2,7 @@
msgid ""
msgstr ""
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: 2024-06-01 21:51-0300\n"
"Last-Translator: \n"
"Language-Team: Portuguese, Brazilian\n"
@@ -602,7 +602,7 @@ msgstr "Mostrar wireframe"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr ""
"Não é possível aplicar quando a visualização do processo está em andamento."
@@ -672,7 +672,7 @@ msgstr "Superfície"
msgid "Horizontal text"
msgstr "Texto horizontal"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + Mover mouse para cima ou para baixo"
msgid "Rotate text"
@@ -1016,7 +1016,7 @@ msgstr "Orientar o texto em direção à câmera."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"Não é possível carregar a mesma fonte exatamente (\"%1%\"). A aplicação "
@@ -1657,7 +1657,7 @@ msgstr "Largura da Extrusão"
msgid "Wipe options"
msgstr "Opções de limpeza"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Adesão à Mesa"
msgid "Add part"
@@ -1944,12 +1944,6 @@ msgid "Auto orient the object to improve print quality."
msgstr ""
"Orientar automaticamente o objeto para melhorar a qualidade de impressão."
-msgid "Split the selected object into mutiple objects"
-msgstr "Dividir o objeto selecionado em vários objetos"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Dividir o objeto selecionado em várias peças"
-
msgid "Select All"
msgstr "Selecionar Tudo"
@@ -1995,6 +1989,9 @@ msgstr "Simplificar Modelo"
msgid "Center"
msgstr "Centralizar"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Editar Configurações de Processo"
@@ -2214,8 +2211,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "O seguinte objeto do modelo foi reparado"
msgstr[1] "Os seguintes objetos do modelo foram reparados"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Falha ao reparar o seguinte objeto do modelo"
msgstr[1] "Falha ao reparar os seguintes objetos do modelo"
@@ -2670,7 +2667,7 @@ msgstr "O envio da tarefa de impressão expirou."
msgid "Service Unavailable"
msgstr "Serviço Indisponível"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Erro Desconhecido."
msgid "Sending print configuration"
@@ -3677,7 +3674,7 @@ msgstr ""
"O valor será redefinido para 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4430,7 +4427,7 @@ msgstr "Volume:"
msgid "Size:"
msgstr "Tamanho:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4871,6 +4868,18 @@ msgstr "Passo 2"
msgid "Flow rate test - Pass 2"
msgstr "Teste de fluxo - Passo 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Fluxo"
@@ -6202,7 +6211,7 @@ msgstr ""
"O arquivo %s já existe\n"
"Deseja substituí-lo?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Confirmar Salvar Como"
msgid "Delete object which is a part of cut object"
@@ -6427,7 +6436,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Não é possível executar a operação booleana em malhas de modelo. Somente "
"partes positivas serão mantidas. Você pode consertar as malhas e tentar "
@@ -6757,6 +6766,12 @@ msgstr ""
"Com esta opção habilitada, você pode enviar uma tarefa para vários "
"dispositivos ao mesmo tempo e gerenciar vários dispositivos."
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr "Rede"
@@ -7688,8 +7703,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Ao gravar um timelapse sem o hotend aparecer, é recomendável adicionar uma "
"\"Torre Prime para Timelapse\" \n"
@@ -7766,12 +7781,21 @@ msgstr "Filamento de suporte"
msgid "Tree supports"
msgstr "Suportes de árvore"
-msgid "Skirt"
-msgstr "Saia"
+msgid "Multimaterial"
+msgstr "Multimaterial"
msgid "Prime tower"
msgstr "Torre Prime"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "Saia"
+
msgid "Special mode"
msgstr "Modo especial"
@@ -7824,6 +7848,9 @@ msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr ""
"Faixa de temperatura recomendada para esta boquilha. 0 significa não definido"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr "Temperatura da câmara de impressão"
@@ -7933,9 +7960,6 @@ msgstr "G-code de início do filamento"
msgid "Filament end G-code"
msgstr "G-code final do filamento"
-msgid "Multimaterial"
-msgstr "Multimaterial"
-
msgid "Wipe tower parameters"
msgstr "Parâmetros da Torre Prime"
@@ -8027,12 +8051,30 @@ msgstr "Limitação de Jerk"
msgid "Single extruder multimaterial setup"
msgstr "Configuração de múltiplos materiais com um único extrusor"
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Diâmetro do bico"
+
msgid "Wipe tower"
msgstr "Torre Prime"
msgid "Single extruder multimaterial parameters"
msgstr "Parâmetros de múltiplos materiais com um único extrusor"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Limites de altura da camada"
@@ -9039,6 +9081,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "Nenhum objeto pode ser impresso. Talvez seja muito pequeno"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9283,11 +9330,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "A altura de camada variável não é suportada com suportes orgânicos."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Diâmetros de bico diferentes e diâmetros de filamento diferentes não são "
-"permitidos quando a Torre Prime está ativa."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9297,9 +9343,9 @@ msgstr ""
"extrusora (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"A prevenção de vazamento atualmente não é suportada com a Torre Prime ativa."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9788,25 +9834,32 @@ msgid "Apply gap fill"
msgstr "Preenchimento de vão"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
-msgstr ""
-"Ativa o preenchimento de vão para as superfícies selecionadas. O comprimento "
-"mínimo do vão que será preenchida pode ser controlado a partir da opção de "
-"filtrar pequenas s abaixo.\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
"\n"
-"Opções:\n"
-"1. Em todos os lugares: Aplica preenchimento de s às superfícies sólidas "
-"superior, inferior e interna\n"
-"2. Superfícies superior e inferior: Aplica preenchimento de s apenas às "
-"superfícies superior e inferior\n"
-"3. Em nenhum lugar: Desativa o preenchimento de s\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
+msgstr ""
msgid "Everywhere"
msgstr "Sempre"
@@ -9880,10 +9933,11 @@ msgstr "Fluxo em ponte"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Diminua ligeiramente este valor (por exemplo, 0.9) para reduzir a quantidade "
-"de material para ponte, para melhorar a flacidez"
msgid "Internal bridge flow ratio"
msgstr "Fluxo em ponte interna"
@@ -9891,31 +9945,33 @@ msgstr "Fluxo em ponte interna"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
-"Este valor governa a espessura da camada interna da ponte. Esta é a primeira "
-"camada sobre o preenchimento. Diminua ligeiramente este valor (por exemplo, "
-"0.9) para melhorar a qualidade da superfície sobre o preenchimento "
-"esparsamente."
msgid "Top surface flow ratio"
msgstr "Fluxo em superfície superior"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Este fator afeta a quantidade de material para o preenchimento sólido "
-"superior. Você pode diminuí-lo ligeiramente para ter um acabamento de "
-"superfície suave"
msgid "Bottom surface flow ratio"
msgstr "Fluxo em superfície inferior"
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Este fator afeta a quantidade de material para o preenchimento sólido "
-"inferior"
msgid "Precise wall"
msgstr "Parede precisa"
@@ -10092,12 +10148,26 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr "Reduzir vel. para perímetros encurvados"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"Ative esta opção para diminuir a velocidade de impressão em áreas onde podem "
-"existir potenciais perímetros curvados (warping)"
msgid "mm/s or %"
msgstr "mm/s ou %"
@@ -10105,8 +10175,14 @@ msgstr "mm/s ou %"
msgid "External"
msgstr "Externo"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Velocidade de ponte e paredes compostas completamente de overhangs"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -10115,11 +10191,9 @@ msgid "Internal"
msgstr "Interno"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Velocidade da ponte interna. Se o valor for expresso como porcentagem, será "
-"calculado com base na velocidade da ponte. O valor padrão é 150%."
msgid "Brim width"
msgstr "Largura da borda"
@@ -10771,6 +10845,17 @@ msgstr ""
"está entre 0.95 e 1.05. Talvez você possa ajustar esse valor para obter uma "
"superfície plana agradável quando houver um leve transbordamento ou subfluxo"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Habilitar Pressure advance"
@@ -10785,6 +10870,86 @@ msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
"Pressure advance(Klipper) também conhecido como Linear advance factor(Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10870,18 +11035,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Tempo de carga do filamento"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Tempo para carregar novo filamento ao trocar de filamento. Apenas para "
-"estatísticas"
msgid "Filament unload time"
msgstr "Tempo de descarga do filamento"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Tempo para descarregar o filamento antigo ao trocar de filamento. Apenas "
-"para estatísticas"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10974,6 +11150,21 @@ msgstr ""
"O filamento é resfriado movendo-se para frente e para trás nos tubos de "
"resfriamento. Especifique o número desejado desses movimentos."
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "Velocidade do primeiro movimento de resfriamento"
@@ -11007,16 +11198,6 @@ msgstr ""
"Os movimentos de resfriamento estão gradualmente acelerando em direção a "
"esta velocidade."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Tempo para o firmware da impressora (ou a Unidade de Material Multi 2.0) "
-"carregar um novo filamento durante uma troca de ferramenta (ao executar o "
-"código T). Este tempo é adicionado ao tempo total de impressão pelo "
-"estimador de tempo do G-code."
-
msgid "Ramming parameters"
msgstr "Parâmetros de moldeamento"
@@ -11027,16 +11208,6 @@ msgstr ""
"Esta frase é editada pelo RammingDialog e contém parâmetros específicos de "
"moldeamento."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Tempo para o firmware da impressora (ou a Unidade de Material Multi 2.0) "
-"descarregar um filamento durante uma troca de ferramenta (ao executar o "
-"código T). Este tempo é adicionado ao tempo total de impressão pelo "
-"estimador de tempo do G-code."
-
msgid "Enable ramming for multitool setups"
msgstr "Habilitar moldeamento para configurações de multi-extrusora"
@@ -11363,7 +11534,7 @@ msgstr "Altura da primeira camada"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Altura da primeira camada. Tornar a altura da primeira camada ligeiramente "
"espessa pode melhorar a adesão à mesa"
@@ -11406,10 +11577,10 @@ msgstr "Velocidade total do ventilador na camada"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"A velocidade do ventilador aumentará linearmente de zero na camada "
"\"close_fan_the_first_x_layers\" para o máximo na camada "
@@ -11485,8 +11656,11 @@ msgstr "Filtrar vazios pequenos"
msgid "Layers and Perimeters"
msgstr "Camadas e Perímetros"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Filtrar vazios menores que o limite especificado"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11825,10 +11999,12 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Profundidade de entrelaçamento de uma região segmentada"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Profundidade de entrelaçamento de uma região segmentada. Zero desativa essa "
-"funcionalidade."
msgid "Use beam interlocking"
msgstr ""
@@ -12240,9 +12416,6 @@ msgstr ""
"velocidade para tentar manter o tempo mínimo de camada acima, quando a "
"desaceleração para um melhor resfriamento da camada estiver habilitada."
-msgid "Nozzle diameter"
-msgstr "Diâmetro do bico"
-
msgid "Diameter of nozzle"
msgstr "Diâmetro do bico"
@@ -12345,6 +12518,11 @@ msgstr ""
"número de retratações para modelos complexos e economizar tempo de "
"impressão, mas torna a geração de fatiamento e G-code mais lenta"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Formato do nome do arquivo"
@@ -12394,6 +12572,9 @@ msgstr ""
"e usa uma velocidade diferente de impressão. Para overhangs 100%%, a "
"velocidade de ponte é usada."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12443,12 +12624,21 @@ msgstr ""
"o arquivo G-code como primeiro argumento, e eles podem acessar as "
"configurações do Orca Slicer lendo variáveis de ambiente."
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Notas da impressora"
msgid "You can put your notes regarding the printer here."
msgstr "Você pode inserir suas observações sobre a impressora aqui."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Distância (Z) de contato da Jangada"
@@ -13019,6 +13209,12 @@ msgstr ""
"A área de preenchimento não sólido que é menor que o valor de limiar é "
"substituída por preenchimento sólido interno"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -13085,6 +13281,31 @@ msgstr "Tradicional"
msgid "Temperature variation"
msgstr "Variação de temperatura"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "Código de Início"
@@ -13583,33 +13804,40 @@ msgid "Activate temperature control"
msgstr "Ativar controle de temperatura"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"Ative esta opção para controle de temperatura da câmara. Um comando M191 "
-"será adicionado antes de \"machine_start_gcode\"\n"
-"Comandos G-code: M141/M191 S(0-255)"
msgid "Chamber temperature"
msgstr "Temperatura da câmara"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Uma temperatura mais alta na câmara pode ajudar a suprimir ou reduzir o "
-"empenamento e potencialmente levar a uma maior resistência de ligação entre "
-"camadas para materiais de alta temperatura como ABS, ASA, PC, PA e assim por "
-"diante. Ao mesmo tempo, a filtragem de ar de ABS e ASA ficará pior. Para "
-"PLA, PETG, TPU, PVA e outros materiais de baixa temperatura, a temperatura "
-"real da câmara não deve ser alta para evitar obstruções, portanto, é "
-"altamente recomendável usar 0, que significa desligado"
msgid "Nozzle temperature for layers after the initial one"
msgstr "Temperatura do bico para camadas após a inicial"
@@ -13763,12 +13991,6 @@ msgstr ""
"Ângulo no ápice do cone usado para estabilizar a Torre Prime. Um ângulo "
"maior significa uma base mais larga."
-msgid "Wipe tower purge lines spacing"
-msgstr "Espaçamento das linhas de purga da Torre Prime"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Espaçamento das linhas de purga na Torre Prime."
-
msgid "Maximum wipe tower print speed"
msgstr "Velocidade máxima de impressão da Torre Prime"
@@ -13813,9 +14035,6 @@ msgstr ""
"Para os perímetros externos da Torre Prime, a velocidade do perímetro "
"interno é utilizada independentemente dessa configuração."
-msgid "Wipe tower extruder"
-msgstr "Extrusora da Torre Prime"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13872,6 +14091,30 @@ msgstr "Distância máxima de ponte"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "Distância máxima entre suportes em seções de preenchimento não sólido."
+msgid "Wipe tower purge lines spacing"
+msgstr "Espaçamento das linhas de purga da Torre Prime"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Espaçamento das linhas de purga na Torre Prime."
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "Compensação XY de furos"
@@ -14221,6 +14464,14 @@ msgstr "Desretração extra"
msgid "Currently planned extra extruder priming after deretraction."
msgstr "Priming de extrusora extra planejado atualmente após a desretração."
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr "Extrusora atual"
@@ -14270,6 +14521,12 @@ msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
"Vetor de booleanos indicando se uma dada extrusora é utilizada na impressão."
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr "Volume por extrusora"
@@ -14432,6 +14689,14 @@ msgstr "Nome da impressora física"
msgid "Name of the physical printer used for slicing."
msgstr "Nome da impressora física utilizada para fatiar."
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr "Número da camada"
@@ -15529,8 +15794,8 @@ msgstr ""
"Você deseja reescrevê-lo?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Renomearíamos os presets como \"Fornecedor Tipo Serial @ impressora que você "
@@ -15559,7 +15824,7 @@ msgstr "Importar Preset"
msgid "Create Type"
msgstr "Tipo de Criação"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "O modelo não foi encontrado, por favor, reselecione o fornecedor."
msgid "Select Model"
@@ -15609,10 +15874,10 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr "O modelo da impressora não foi encontrado, por favor, reselecione."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "O diâmetro do bico não foi encontrado, por favor, reselecione."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "O preset da impressora não foi encontrado, por favor, reselecione."
msgid "Printer Preset"
@@ -16857,6 +17122,158 @@ msgstr ""
"aumentar adequadamente a temperatura da mesa aquecida pode reduzir a "
"probabilidade de empenamento?"
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Ativa o preenchimento de vão para as superfícies selecionadas. O "
+#~ "comprimento mínimo do vão que será preenchida pode ser controlado a "
+#~ "partir da opção de filtrar pequenas s abaixo.\n"
+#~ "\n"
+#~ "Opções:\n"
+#~ "1. Em todos os lugares: Aplica preenchimento de s às superfícies sólidas "
+#~ "superior, inferior e interna\n"
+#~ "2. Superfícies superior e inferior: Aplica preenchimento de s apenas às "
+#~ "superfícies superior e inferior\n"
+#~ "3. Em nenhum lugar: Desativa o preenchimento de s\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Diminua ligeiramente este valor (por exemplo, 0.9) para reduzir a "
+#~ "quantidade de material para ponte, para melhorar a flacidez"
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "Este valor governa a espessura da camada interna da ponte. Esta é a "
+#~ "primeira camada sobre o preenchimento. Diminua ligeiramente este valor "
+#~ "(por exemplo, 0.9) para melhorar a qualidade da superfície sobre o "
+#~ "preenchimento esparsamente."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Este fator afeta a quantidade de material para o preenchimento sólido "
+#~ "superior. Você pode diminuí-lo ligeiramente para ter um acabamento de "
+#~ "superfície suave"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr ""
+#~ "Este fator afeta a quantidade de material para o preenchimento sólido "
+#~ "inferior"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Ative esta opção para diminuir a velocidade de impressão em áreas onde "
+#~ "podem existir potenciais perímetros curvados (warping)"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Velocidade de ponte e paredes compostas completamente de overhangs"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Velocidade da ponte interna. Se o valor for expresso como porcentagem, "
+#~ "será calculado com base na velocidade da ponte. O valor padrão é 150%."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Tempo para carregar novo filamento ao trocar de filamento. Apenas para "
+#~ "estatísticas"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Tempo para descarregar o filamento antigo ao trocar de filamento. Apenas "
+#~ "para estatísticas"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Tempo para o firmware da impressora (ou a Unidade de Material Multi 2.0) "
+#~ "carregar um novo filamento durante uma troca de ferramenta (ao executar o "
+#~ "código T). Este tempo é adicionado ao tempo total de impressão pelo "
+#~ "estimador de tempo do G-code."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Tempo para o firmware da impressora (ou a Unidade de Material Multi 2.0) "
+#~ "descarregar um filamento durante uma troca de ferramenta (ao executar o "
+#~ "código T). Este tempo é adicionado ao tempo total de impressão pelo "
+#~ "estimador de tempo do G-code."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "Filtrar vazios menores que o limite especificado"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Ative esta opção para controle de temperatura da câmara. Um comando M191 "
+#~ "será adicionado antes de \"machine_start_gcode\"\n"
+#~ "Comandos G-code: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Uma temperatura mais alta na câmara pode ajudar a suprimir ou reduzir o "
+#~ "empenamento e potencialmente levar a uma maior resistência de ligação "
+#~ "entre camadas para materiais de alta temperatura como ABS, ASA, PC, PA e "
+#~ "assim por diante. Ao mesmo tempo, a filtragem de ar de ABS e ASA ficará "
+#~ "pior. Para PLA, PETG, TPU, PVA e outros materiais de baixa temperatura, a "
+#~ "temperatura real da câmara não deve ser alta para evitar obstruções, "
+#~ "portanto, é altamente recomendável usar 0, que significa desligado"
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Diâmetros de bico diferentes e diâmetros de filamento diferentes não são "
+#~ "permitidos quando a Torre Prime está ativa."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "A prevenção de vazamento atualmente não é suportada com a Torre Prime "
+#~ "ativa."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Profundidade de entrelaçamento de uma região segmentada. Zero desativa "
+#~ "essa funcionalidade."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Extrusora da Torre Prime"
+
#~ msgid "Current association: "
#~ msgstr "Associação atual: "
diff --git a/localization/i18n/ru/OrcaSlicer_ru.po b/localization/i18n/ru/OrcaSlicer_ru.po
index 4304f22906..6f89ee3416 100644
--- a/localization/i18n/ru/OrcaSlicer_ru.po
+++ b/localization/i18n/ru/OrcaSlicer_ru.po
@@ -7,7 +7,7 @@ msgid ""
msgstr ""
"Project-Id-Version: OrcaSlicer V2.0.0 Official Release\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: 2024-06-19 16:50+0700\n"
"Last-Translator: \n"
"Language-Team: andylg@yandex.ru\n"
@@ -15,8 +15,8 @@ msgstr ""
"MIME-Version: 1.0\n"
"Content-Type: text/plain; charset=UTF-8\n"
"Content-Transfer-Encoding: 8bit\n"
-"Plural-Forms: nplurals=3; plural=(n%10==1 && n%100!=11 ? 0 : n%10>=2 && n"
-"%10<=4 && (n%100<12 || n%100>14) ? 1 : 2);\n"
+"Plural-Forms: nplurals=3; plural=(n%10==1 && n%100!=11 ? 0 : n%10>=2 && "
+"n%10<=4 && (n%100<12 || n%100>14) ? 1 : 2);\n"
"X-Generator: Poedit 3.4.2\n"
msgid "Supports Painting"
@@ -604,7 +604,7 @@ msgstr "Показывать каркас"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Невозможно применить при предпросмотре."
msgid "Operation already cancelling. Please wait few seconds."
@@ -675,7 +675,7 @@ msgstr "На поверхности"
msgid "Horizontal text"
msgstr "Горизонтальный текст"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + Мышь вверх или вниз"
msgid "Rotate text"
@@ -1018,7 +1018,7 @@ msgstr "Сориентировать текст по направлению к
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"Т.к. не удалось загрузить тот же шрифт (\"%1%\"), приложение выбрало похожий "
@@ -1657,7 +1657,7 @@ msgstr "Ширина экструзии"
msgid "Wipe options"
msgstr "Параметры очистки"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Адгезия к столу"
msgid "Add part"
@@ -1943,12 +1943,6 @@ msgstr "Автоориентация"
msgid "Auto orient the object to improve print quality."
msgstr "Автоориентация модели для улучшения качества печати."
-msgid "Split the selected object into mutiple objects"
-msgstr "Разделить выбранную модель на отдельные модели"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Разделить выбранную модель на отдельные части"
-
msgid "Select All"
msgstr "Выбрать всё"
@@ -1994,6 +1988,9 @@ msgstr "Упростить полигональную сетку"
msgid "Center"
msgstr "По центру"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Редактировать настройки процесса печати"
@@ -2220,8 +2217,8 @@ msgstr[0] "Следующая часть модели успешно отрем
msgstr[1] "Следующие части модели успешно отремонтированы"
msgstr[2] "Следующие части модели успешно отремонтированы"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Не удалось починить следующую часть модели"
msgstr[1] "Не удалось починить следующие части модели"
msgstr[2] "Не удалось починить следующие части модели"
@@ -2686,7 +2683,7 @@ msgstr "Время отправки задания на печать истек
msgid "Service Unavailable"
msgstr "Сервис недоступен"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Неизвестная ошибка."
msgid "Sending print configuration"
@@ -3699,7 +3696,7 @@ msgstr ""
"Это значение будет сброшено на 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4460,7 +4457,7 @@ msgstr "Объём:"
msgid "Size:"
msgstr "Размер:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4905,6 +4902,18 @@ msgstr "Проход 2"
msgid "Flow rate test - Pass 2"
msgstr "Тест скорости потока - 2-ой проход"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Скорость потока"
@@ -6243,7 +6252,7 @@ msgstr ""
"Файл %s уже существует.\n"
"Хотите заменить его?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Подтвердить сохранение как"
msgid "Delete object which is a part of cut object"
@@ -6462,7 +6471,7 @@ msgstr "Файл %s отправлен в память принтера и мо
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Невозможно выполнить булеву операцию над сетками модели. Будут сохранены "
"только положительные части. Вы можете исправить сетки и попробовать снова."
@@ -6809,6 +6818,12 @@ msgstr ""
"Если включено, вы сможете управлять несколькими устройствами и отправлять "
"задания на печать на несколько устройств одновременно."
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr "Сеть"
@@ -7541,8 +7556,8 @@ msgid ""
"Bambu Lab Privacy Policy, please do not use Bambu Lab equipment and services."
msgstr ""
"Перед использованием устройства Bambu Lab ознакомьтесь с правилами и "
-"условиями. Нажимая на кнопку \"Согласие на использование устройства Bambu Lab"
-"\", вы соглашаетесь соблюдать Политику конфиденциальности и Условия "
+"условиями. Нажимая на кнопку \"Согласие на использование устройства Bambu "
+"Lab\", вы соглашаетесь соблюдать Политику конфиденциальности и Условия "
"использования (далее - \"Условия\"). Если вы не соблюдаете или не согласны с "
"Политикой конфиденциальности Bambu Lab, пожалуйста, не пользуйтесь "
"оборудованием и услугами Bambu Lab."
@@ -7746,8 +7761,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"При записи таймлапса без видимости головы рекомендуется добавить «Черновая "
"башня таймлапса». \n"
@@ -7825,12 +7840,21 @@ msgstr "Пруток для поддержки"
msgid "Tree supports"
msgstr "Древовидная поддержка"
-msgid "Skirt"
-msgstr "Юбка"
+msgid "Multimaterial"
+msgstr "Экструдер ММ"
msgid "Prime tower"
msgstr "Черновая башня"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "Юбка"
+
msgid "Special mode"
msgstr "Специальные режимы"
@@ -7888,6 +7912,9 @@ msgstr ""
"Рекомендуемый диапазон температуры сопла для данной пластиковой нити. 0 "
"значит не задано."
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr "Температура в камере"
@@ -7999,9 +8026,6 @@ msgstr "Стартовый G-код прутка"
msgid "Filament end G-code"
msgstr "Завершающий G-код прутка"
-msgid "Multimaterial"
-msgstr "Экструдер ММ"
-
msgid "Wipe tower parameters"
msgstr "Параметры черновой башни"
@@ -8093,12 +8117,30 @@ msgstr "Ограничение рывка"
msgid "Single extruder multimaterial setup"
msgstr "Мультиматериальный одиночный экструдер"
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Диаметр сопла"
+
msgid "Wipe tower"
msgstr "Черновая башня"
msgid "Single extruder multimaterial parameters"
msgstr "Параметры мультиматериального одиночного экструдера"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Ограничение высоты слоя"
@@ -9136,6 +9178,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "Печать моделей невозможна. Возможно, они слишком маленькие."
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9389,11 +9436,10 @@ msgstr ""
"Функция переменной высоты слоя не совместима органическими поддержками."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"При включении черновой башни не допускается использования разных диаметров "
-"сопел и разных диаметров пластиковой нити."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9403,10 +9449,9 @@ msgstr ""
"относительная адресация экструдера (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"Предотвращение течи материала с помощью черновой башни в настоящее время не "
-"поддерживается."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9901,24 +9946,32 @@ msgid "Apply gap fill"
msgstr "Заполнять пробелы"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
-"Включает заполнение пробелов для выбранных поверхностей. Минимальной длиной "
-"пробела, который будет заполнен, можно управлять с помощью нижерасположенной "
-"опции «Игнорировать небольшие пробелы».\n"
-"Доступные режимы:\n"
-"1. Везде (заполнение пробелов применяется на верхних, нижних и внутренних "
-"сплошных поверхностях)\n"
-"2. Верхняя и нижняя поверхности (заполнение пробелов применяется только к "
-"верхней и нижней поверхностям)\n"
-"3. Нигде (заполнение пробелов отключено)\n"
msgid "Everywhere"
msgstr "Везде"
@@ -9991,12 +10044,11 @@ msgstr "Коэффициент подачи пластика при печати
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Параметр задаёт количество пластика, затрачиваемое для построения мостов. В "
-"большинстве случаев настроек по умолчанию достаточно, тем не менее, при "
-"печати некоторых моделей уменьшение параметра может сократить провисание "
-"пластика при печати мостов."
msgid "Internal bridge flow ratio"
msgstr "Поток внутреннего моста"
@@ -10004,31 +10056,33 @@ msgstr "Поток внутреннего моста"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
-"Это значение определяет толщину слоя внутреннего моста, печатаемого поверх "
-"разреженного заполнения. Немного уменьшите это значение (например 0,9), "
-"чтобы улучшить качество поверхности печатаемой поверх разреженного "
-"заполнения."
msgid "Top surface flow ratio"
msgstr "Коэффициент потока на верхней поверхности"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Этот параметр задаёт количество выдавливаемого материала для верхнего "
-"сплошного слоя заполнения. Вы можете немного уменьшить его, чтобы получить "
-"более гладкую поверхность."
msgid "Bottom surface flow ratio"
msgstr "Коэффициент потока на нижней поверхности"
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Этот параметр задаёт количество выдавливаемого материала для нижнего "
-"сплошного слоя заполнения."
msgid "Precise wall"
msgstr "Точные периметры"
@@ -10205,12 +10259,26 @@ msgstr "Включение динамического управления ск
msgid "Slow down for curled perimeters"
msgstr "Замедляться на изогнутых периметрах"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"Включите эту опцию для замедления печати в тех областях, где потенциально "
-"могут возникать изогнутые периметры."
msgid "mm/s or %"
msgstr "мм/с или %"
@@ -10218,8 +10286,14 @@ msgstr "мм/с или %"
msgid "External"
msgstr "Внешние"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Скорость печати мостов и периметров с полным нависанием."
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "мм/с"
@@ -10228,12 +10302,9 @@ msgid "Internal"
msgstr "Внутренние"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Скорость печати внутреннего моста. Если задано в процентах, то значение "
-"вычисляться относительно скорости внешнего моста (bridge_speed). Значение по "
-"умолчанию равно 150%."
msgid "Brim width"
msgstr "Ширина каймы"
@@ -10883,6 +10954,17 @@ msgstr ""
"При небольшом переливе или недоливе на поверхности, корректировка этого "
"параметра поможет получить хорошую гладкую поверхность."
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Включить Pressure advance"
@@ -10898,6 +10980,86 @@ msgstr ""
"Pressure advance (Прогнозирование давления) в прошивки Klipper, это одно и "
"тоже что Linear advance в прошивке Marlin."
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10994,16 +11156,29 @@ msgstr "мм³/с"
msgid "Filament load time"
msgstr "Время загрузки прутка"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Время загрузки новой пластиковой нити при её смене. Только для статистики."
msgid "Filament unload time"
msgstr "Время выгрузки прутка"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Время выгрузки старой пластиковой нити при её смене. Только для статистики."
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -11095,6 +11270,21 @@ msgstr ""
"Пруток охлаждается в охлаждающих трубках путём перемещения назад и вперёд. "
"Укажите желаемое количество таких движений."
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "Скорость первого охлаждающего движения"
@@ -11124,16 +11314,6 @@ msgstr "Скорость последнего охлаждающего движ
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "Охлаждающие движения постепенно ускоряют до этой скорости."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Время за которое прошивка принтера (или Multi Material Unit 2.0) выгружает "
-"пруток во время смены инструмента (при выполнении кода Т). Это время "
-"добавляется к общему времени печати с помощью алгоритма оценки времени "
-"выполнения G-кода."
-
msgid "Ramming parameters"
msgstr "Параметры рэмминга"
@@ -11144,16 +11324,6 @@ msgstr ""
"Эта строка редактируется диалоговым окном рэмминга и содержит его конкретные "
"параметры."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Время за которое прошивка принтера (или Multi Material Unit 2.0) выгружает "
-"пруток во время смены инструмента (при выполнении кода Т). Это время "
-"добавляется к общему времени печати с помощью алгоритма оценки времени "
-"выполнения G-кода."
-
msgid "Enable ramming for multitool setups"
msgstr "Включить рэмминг для мультиинструментальных устройств"
@@ -11372,8 +11542,8 @@ msgstr ""
"две ближайшие линии заполнения с коротким отрезком периметра. Если не "
"найдено такого отрезка периметра короче этого параметра, линия заполнения "
"соединяется с отрезком периметра только с одной стороны, а длина отрезка "
-"периметра ограничена значением «Длина привязок разреженного "
-"заполнения» (infill_anchor), но не больше этого параметра.\n"
+"периметра ограничена значением «Длина привязок разреженного заполнения» "
+"(infill_anchor), но не больше этого параметра.\n"
"Если установить 0, то будет использоваться старый алгоритм для соединения "
"заполнения, который даёт такой же результат, как и при значениях 1000 и 0."
@@ -11485,7 +11655,7 @@ msgstr "Высота первого слоя"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Высота первого слоя. Незначительное увеличение толщины первого слоя может "
"улучшить сцепление со столом."
@@ -11528,17 +11698,17 @@ msgstr "Полная скорость вентилятора на слое"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"Скорость вентилятора будет нарастать линейно от нуля на слое "
-"\"close_fan_the_first_x_layers\" до максимума на слое \"full_fan_speed_layer"
-"\". Значение \"full_fan_speed_layer\" будет игнорироваться, если оно меньше "
-"значения \"close_fan_the_first_x_layers\", в этом случае вентилятор будет "
-"работать на максимально допустимой скорости на слое "
-"\"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" до максимума на слое "
+"\"full_fan_speed_layer\". Значение \"full_fan_speed_layer\" будет "
+"игнорироваться, если оно меньше значения \"close_fan_the_first_x_layers\", в "
+"этом случае вентилятор будет работать на максимально допустимой скорости на "
+"слое \"close_fan_the_first_x_layers\" + 1."
msgid "layer"
msgstr "слой"
@@ -11606,8 +11776,11 @@ msgstr "Игнорировать небольшие пробелы"
msgid "Layers and Perimeters"
msgstr "Слои и периметры"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Небольшие промежутки меньше указанного порога не будут заполняться."
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11945,10 +12118,12 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Глубина взаимосвязи сегментированной области"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Глубина взаимосвязи сегментированной области. Установите 0 для отключения "
-"этой функции."
msgid "Use beam interlocking"
msgstr ""
@@ -12361,9 +12536,6 @@ msgstr ""
"сохранить минимальное время слоя, указанное выше, если включена опция "
"«Замедлять печать для лучшего охлаждения слоёв»."
-msgid "Nozzle diameter"
-msgstr "Диаметр сопла"
-
msgid "Diameter of nozzle"
msgstr "Диаметр сопла"
@@ -12463,6 +12635,11 @@ msgstr ""
"Это поможет снизить количество откатов при печати сложной модели и "
"сэкономить время печати, но увеличит время нарезки и генерации G-кода."
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Формат имени файла"
@@ -12512,6 +12689,9 @@ msgstr ""
"Определяет процент нависания относительно ширины линии и использует разную "
"скорость печати. Для 100%%-го свеса используется скорость печати мостов."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12562,12 +12742,21 @@ msgstr ""
"качестве первого аргумента, и они смогут получить доступ к настройкам "
"конфигурации Orca Slicer, читая переменные окружения."
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Примечания к принтеру"
msgid "You can put your notes regarding the printer here."
msgstr "Здесь вы можете написать свои замечания о текущем принтере."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Расстояние от подложки до модели по вертикали"
@@ -13143,6 +13332,12 @@ msgstr ""
"Область с разреженным заполнением, размер которого меньше этого порогового "
"значения, заменяется сплошным заполнением."
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -13210,6 +13405,31 @@ msgstr "Обычный"
msgid "Temperature variation"
msgstr "Колебания температуры"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "Стартовый G-код"
@@ -13730,34 +13950,40 @@ msgid "Activate temperature control"
msgstr "Вкл. контроль температуры"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"Для контроля температуры в камере принтера включите эту опцию. Команда M191 "
-"будет добавлена перед стартовый G-кодом принтера (machine_start_gcode).\n"
-"G-код команда: M141/M191 S(0-255)"
msgid "Chamber temperature"
msgstr "Температура термокамеры"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Более высокая температура в камере может помочь уменьшить или даже исключить "
-"коробление материала. Так же это улучшает межслойное соединения у "
-"высокотемпературных материалов, таких как ABS, ASA, PC, PA и т.д. (в то же "
-"время фильтрация воздуха при печати ABS и ASA сделает её хуже). Для "
-"низкотемпературных материалов, таких как PLA, PETG, TPU, PVA и т. д., "
-"фактическая температура в камере не должна быть слишком высокой, чтобы "
-"избежать засорения сопла, поэтому настоятельно рекомендуется установить "
-"температуру в камере равной 0°C."
msgid "Nozzle temperature for layers after the initial one"
msgstr "Температура сопла при печати для слоёв после первого."
@@ -13914,12 +14140,6 @@ msgstr ""
"предотвращения опрокидывания черновой башни. Больший угол означает более "
"широкое основание конуса."
-msgid "Wipe tower purge lines spacing"
-msgstr "Расстояние между линиями очистки черновой башни"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Расстояние между линиями очистки на черновой башне."
-
msgid "Maximum wipe tower print speed"
msgstr "Максимальная скорость печати черновой башни"
@@ -13956,9 +14176,6 @@ msgstr ""
"скоростях и что образование соплей при смене инструмента хорошо "
"контролируется."
-msgid "Wipe tower extruder"
-msgstr "Экструдер черновой башни"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -14013,6 +14230,30 @@ msgid "Maximal distance between supports on sparse infill sections."
msgstr ""
"Максимальное расстояние между опорами на разряженных участках заполнения."
+msgid "Wipe tower purge lines spacing"
+msgstr "Расстояние между линиями очистки черновой башни"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Расстояние между линиями очистки на черновой башне."
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "Коррекция размеров отверстий по XY"
@@ -14373,6 +14614,14 @@ msgstr "Доп. выдавливание"
msgid "Currently planned extra extruder priming after deretraction."
msgstr "Запланированная дополнительная предзарядка экструдера после подачи."
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr "Текущий экструдер"
@@ -14423,6 +14672,12 @@ msgstr ""
"Вектор логических значений, указывающий, используется ли данный экструдер в "
"печати."
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr "Объём для каждого экструдера"
@@ -14586,6 +14841,14 @@ msgstr "Имя физического принтера"
msgid "Name of the physical printer used for slicing."
msgstr "Имя физического принтера, используемого для нарезки."
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr "Номер слоя"
@@ -15706,8 +15969,8 @@ msgstr ""
"Хотите перезаписать его?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Мы переименуем профиль в \"Производитель Тип Серия @выбранный принтер\".\n"
@@ -15734,7 +15997,7 @@ msgstr "Импорт профиля"
msgid "Create Type"
msgstr "Создать тип"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "Модель не найдена, выберите производителя."
msgid "Select Model"
@@ -15789,10 +16052,10 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr "Модель принтера не найдена, пожалуйста, выберите заново."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "Диаметр сопла не задан, пожалуйста, выберите заново."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "Профиль принтера не найдена, выберите заново."
msgid "Printer Preset"
@@ -17026,6 +17289,161 @@ msgstr ""
"ABS, повышение температуры подогреваемого стола может снизить эту "
"вероятность?"
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Включает заполнение пробелов для выбранных поверхностей. Минимальной "
+#~ "длиной пробела, который будет заполнен, можно управлять с помощью "
+#~ "нижерасположенной опции «Игнорировать небольшие пробелы».\n"
+#~ "Доступные режимы:\n"
+#~ "1. Везде (заполнение пробелов применяется на верхних, нижних и внутренних "
+#~ "сплошных поверхностях)\n"
+#~ "2. Верхняя и нижняя поверхности (заполнение пробелов применяется только к "
+#~ "верхней и нижней поверхностям)\n"
+#~ "3. Нигде (заполнение пробелов отключено)\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Параметр задаёт количество пластика, затрачиваемое для построения мостов. "
+#~ "В большинстве случаев настроек по умолчанию достаточно, тем не менее, при "
+#~ "печати некоторых моделей уменьшение параметра может сократить провисание "
+#~ "пластика при печати мостов."
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "Это значение определяет толщину слоя внутреннего моста, печатаемого "
+#~ "поверх разреженного заполнения. Немного уменьшите это значение (например "
+#~ "0,9), чтобы улучшить качество поверхности печатаемой поверх разреженного "
+#~ "заполнения."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Этот параметр задаёт количество выдавливаемого материала для верхнего "
+#~ "сплошного слоя заполнения. Вы можете немного уменьшить его, чтобы "
+#~ "получить более гладкую поверхность."
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr ""
+#~ "Этот параметр задаёт количество выдавливаемого материала для нижнего "
+#~ "сплошного слоя заполнения."
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Включите эту опцию для замедления печати в тех областях, где потенциально "
+#~ "могут возникать изогнутые периметры."
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Скорость печати мостов и периметров с полным нависанием."
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Скорость печати внутреннего моста. Если задано в процентах, то значение "
+#~ "вычисляться относительно скорости внешнего моста (bridge_speed). Значение "
+#~ "по умолчанию равно 150%."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Время загрузки новой пластиковой нити при её смене. Только для статистики."
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Время выгрузки старой пластиковой нити при её смене. Только для "
+#~ "статистики."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Время за которое прошивка принтера (или Multi Material Unit 2.0) "
+#~ "выгружает пруток во время смены инструмента (при выполнении кода Т). Это "
+#~ "время добавляется к общему времени печати с помощью алгоритма оценки "
+#~ "времени выполнения G-кода."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Время за которое прошивка принтера (или Multi Material Unit 2.0) "
+#~ "выгружает пруток во время смены инструмента (при выполнении кода Т). Это "
+#~ "время добавляется к общему времени печати с помощью алгоритма оценки "
+#~ "времени выполнения G-кода."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "Небольшие промежутки меньше указанного порога не будут заполняться."
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Для контроля температуры в камере принтера включите эту опцию. Команда "
+#~ "M191 будет добавлена перед стартовый G-кодом принтера "
+#~ "(machine_start_gcode).\n"
+#~ "G-код команда: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Более высокая температура в камере может помочь уменьшить или даже "
+#~ "исключить коробление материала. Так же это улучшает межслойное соединения "
+#~ "у высокотемпературных материалов, таких как ABS, ASA, PC, PA и т.д. (в то "
+#~ "же время фильтрация воздуха при печати ABS и ASA сделает её хуже). Для "
+#~ "низкотемпературных материалов, таких как PLA, PETG, TPU, PVA и т. д., "
+#~ "фактическая температура в камере не должна быть слишком высокой, чтобы "
+#~ "избежать засорения сопла, поэтому настоятельно рекомендуется установить "
+#~ "температуру в камере равной 0°C."
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "При включении черновой башни не допускается использования разных "
+#~ "диаметров сопел и разных диаметров пластиковой нити."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "Предотвращение течи материала с помощью черновой башни в настоящее время "
+#~ "не поддерживается."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Глубина взаимосвязи сегментированной области. Установите 0 для отключения "
+#~ "этой функции."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Экструдер черновой башни"
+
#~ msgid "Associate prusaslicer://"
#~ msgstr "Ассоциация c prusaslicer://"
diff --git a/localization/i18n/sv/OrcaSlicer_sv.po b/localization/i18n/sv/OrcaSlicer_sv.po
index 11f935496c..4d30adcc06 100644
--- a/localization/i18n/sv/OrcaSlicer_sv.po
+++ b/localization/i18n/sv/OrcaSlicer_sv.po
@@ -3,7 +3,7 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"Language: sv\n"
"MIME-Version: 1.0\n"
"Content-Type: text/plain; charset=UTF-8\n"
@@ -586,7 +586,7 @@ msgstr "Visa trådram"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Kan inte tillämpas när processen förhandsgranskas."
msgid "Operation already cancelling. Please wait few seconds."
@@ -653,7 +653,7 @@ msgstr "Yta"
msgid "Horizontal text"
msgstr "Vågrät text"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + Mus flytta uppåt eller nedåt"
msgid "Rotate text"
@@ -986,7 +986,7 @@ msgstr ""
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
@@ -1599,7 +1599,7 @@ msgstr "Extruderings Bredd"
msgid "Wipe options"
msgstr "Avstryknings val"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Byggplattans vidhäftningsförmåga"
msgid "Add part"
@@ -1879,12 +1879,6 @@ msgstr "Auto placera"
msgid "Auto orient the object to improve print quality."
msgstr "Auto placera objektet för att förbättra utskriftskvaliteten."
-msgid "Split the selected object into mutiple objects"
-msgstr "Dela det valda objektet till multipla objekt"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Dela det valda objektet till multipla delar"
-
msgid "Select All"
msgstr "Välj Alla"
@@ -1930,6 +1924,9 @@ msgstr "Förenkla modellen"
msgid "Center"
msgstr "Center"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Redigera Process Inställningar"
@@ -2148,8 +2145,8 @@ msgstr[0] ""
msgstr[1] ""
"Följande modellobjekt har reparerats@Följande modellobjekt har reparerats"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] ""
"Reparationen av följande modellobjekt misslyckades@Reparation av de följande "
"modellobjekten misslyckades"
@@ -2606,7 +2603,7 @@ msgstr "Timeout för sändning av utskriftsuppgift."
msgid "Service Unavailable"
msgstr "Tjänsten är inte tillgänglig"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Okänt fel"
msgid "Sending print configuration"
@@ -3583,7 +3580,7 @@ msgstr ""
"Värdet kommer att återställas till 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4320,7 +4317,7 @@ msgstr "Volym:"
msgid "Size:"
msgstr "Storlek:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4759,6 +4756,18 @@ msgstr "Pass 2"
msgid "Flow rate test - Pass 2"
msgstr "Test av flödeshastighet - Godkänt 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Flödeshastighet"
@@ -6047,7 +6056,7 @@ msgstr ""
"The file %s already exists.\n"
"Do you want to replace it?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Bekräfta Spara som"
msgid "Delete object which is a part of cut object"
@@ -6267,10 +6276,10 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
#, boost-format
msgid "Reason: part \"%1%\" is empty."
@@ -6575,6 +6584,12 @@ msgstr ""
"With this option enabled, you can send a task to multiple devices at the "
"same time and manage multiple devices."
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr ""
@@ -7113,8 +7128,8 @@ msgstr ""
msgid ""
"Timelapse is not supported because Print sequence is set to \"By object\"."
msgstr ""
-"Timelapse stöds inte eftersom utskrifts sekvensen är inställd på \"Per objekt"
-"\"."
+"Timelapse stöds inte eftersom utskrifts sekvensen är inställd på \"Per "
+"objekt\"."
msgid "Errors"
msgstr "Fel"
@@ -7486,8 +7501,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"När du spelar in timelapse utan verktygshuvud rekommenderas att du lägger "
"till ett \"Timelapse Wipe Tower\".\n"
@@ -7563,12 +7578,21 @@ msgstr "Support filament"
msgid "Tree supports"
msgstr ""
-msgid "Skirt"
+msgid "Multimaterial"
msgstr ""
msgid "Prime tower"
msgstr "Prime torn"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr ""
+
msgid "Special mode"
msgstr "Special läge"
@@ -7622,6 +7646,9 @@ msgstr ""
"Rekommenderat nozzel temperaturs område för detta filament. 0 betyder inte "
"fastställt"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr ""
@@ -7730,9 +7757,6 @@ msgstr "Filament start G-kod"
msgid "Filament end G-code"
msgstr "Filament stop G-kod"
-msgid "Multimaterial"
-msgstr ""
-
msgid "Wipe tower parameters"
msgstr ""
@@ -7822,12 +7846,30 @@ msgstr "Jerk begränsning"
msgid "Single extruder multimaterial setup"
msgstr ""
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Nozzel diameter"
+
msgid "Wipe tower"
msgstr ""
msgid "Single extruder multimaterial parameters"
msgstr ""
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Lagerhöjds begränsning"
@@ -8811,6 +8853,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "Inget objekt kan skrivas ut. Det kan vara för litet"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9044,11 +9091,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Variabel lagerhöjd stöds inte med organiska support."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Olika nozzel diametrar och olika filament diametrar är inte tillåtna när "
-"prime tower är aktiverat."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9058,9 +9104,9 @@ msgstr ""
"(use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"Förebyggande av läckage stöds för närvarande inte med prime tower aktiverat."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9497,14 +9543,31 @@ msgid "Apply gap fill"
msgstr ""
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
msgid "Everywhere"
@@ -9577,10 +9640,11 @@ msgstr "Bridge/Brygg flöde"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Minska detta värde något (tex 0.9) för att minska material åtgång för "
-"bridges/bryggor, detta för att förbättra kvaliteten"
msgid "Internal bridge flow ratio"
msgstr ""
@@ -9588,7 +9652,11 @@ msgstr ""
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
msgid "Top surface flow ratio"
@@ -9596,15 +9664,20 @@ msgstr "Flödesförhållande för övre ytan"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Denna faktor påverkar mängden material för den övre solida fyllningen. Du "
-"kan minska den något för att få en jämn ytfinish."
msgid "Bottom surface flow ratio"
msgstr ""
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
msgid "Precise wall"
@@ -9737,9 +9810,25 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr ""
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
msgid "mm/s or %"
@@ -9748,8 +9837,14 @@ msgstr "mm/s eller %."
msgid "External"
msgstr ""
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Hastighet för bridges/bryggor och hela överhängs väggar"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -9758,8 +9853,8 @@ msgid "Internal"
msgstr ""
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
msgid "Brim width"
@@ -9855,9 +9950,9 @@ msgid ""
"quality for needle and small details"
msgstr ""
"Aktivera detta val för att sänka utskifts hastigheten för att göra den sista "
-"lager tiden inte kortare än lager tidströskeln \"Max fläkthastighets tröskel"
-"\", detta så att lager kan kylas under en längre tid. Detta kan förbättra "
-"kylnings kvaliteten för små detaljer"
+"lager tiden inte kortare än lager tidströskeln \"Max fläkthastighets "
+"tröskel\", detta så att lager kan kylas under en längre tid. Detta kan "
+"förbättra kylnings kvaliteten för små detaljer"
msgid "Normal printing"
msgstr "Normal utskrift"
@@ -10285,6 +10380,17 @@ msgstr ""
"värdet är mellan 0.95 och 1.05. Du kan finjustera detta värde för att få en "
"fin flat yta när visst överflöde eller underflöde finns"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Aktivera pressure advance"
@@ -10296,6 +10402,86 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10377,17 +10563,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Inmatningstid för filament"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Ladda nytt filament vid byte av filament, endast för statistiska ändamål"
msgid "Filament unload time"
msgstr "Utmatningstid för filament"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Ladda ur gammalt filament vid byte av filament, endast för statistiska "
-"ändamål"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10465,6 +10663,21 @@ msgid ""
"Specify desired number of these moves."
msgstr ""
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr ""
@@ -10488,12 +10701,6 @@ msgstr ""
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr ""
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-
msgid "Ramming parameters"
msgstr ""
@@ -10502,12 +10709,6 @@ msgid ""
"parameters."
msgstr ""
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-
msgid "Enable ramming for multitool setups"
msgstr ""
@@ -10792,7 +10993,7 @@ msgstr "Första lagerhöjd"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Första lagerhöjd. Högre första lager kan förbättra objektets fäste på "
"byggplattan"
@@ -10832,10 +11033,10 @@ msgstr "Full fläkthastighet vid lager"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
msgid "layer"
@@ -10900,7 +11101,10 @@ msgstr "Filtrera bort små luckor"
msgid "Layers and Perimeters"
msgstr "Lager och perimetrar"
-msgid "Filter out gaps smaller than the threshold specified"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
msgstr ""
msgid ""
@@ -11186,10 +11390,12 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Sammanhängande djup i en segmenterad region"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Sammankopplingsdjup för en segmenterad region. Noll inaktiverar denna "
-"funktion."
msgid "Use beam interlocking"
msgstr ""
@@ -11544,9 +11750,6 @@ msgid ""
"cooling is enabled."
msgstr ""
-msgid "Nozzle diameter"
-msgstr "Nozzel diameter"
-
msgid "Diameter of nozzle"
msgstr "Diametern på nozzeln"
@@ -11632,6 +11835,11 @@ msgstr ""
"indragning för komplexa modeller och spara utskriftstid, men gör beredning "
"och generering av G-kod långsammare."
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Filnamns format"
@@ -11676,6 +11884,9 @@ msgstr ""
"hastigheter för att skriva ut. Vid 100%% överhäng, bridge/brygg hastighet "
"användas."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -11709,12 +11920,21 @@ msgid ""
"environment variables."
msgstr ""
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Printer notes"
msgid "You can put your notes regarding the printer here."
msgstr "You can put your notes regarding the printer here."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Raft kontakt Z avstånd"
@@ -12212,6 +12432,12 @@ msgstr ""
"Sparsam ifyllnads ytor som är mindre än detta gränsvärde ersätts med inre "
"solid ifyllnad"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12274,6 +12500,31 @@ msgstr "Traditionell"
msgid "Temperature variation"
msgstr "Temperatur variation"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "Starta G-kod"
@@ -12726,29 +12977,40 @@ msgid "Activate temperature control"
msgstr ""
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
msgid "Chamber temperature"
msgstr "Kammarens temperatur"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on. At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials, the actual chamber temperature should not "
-"be high to avoid clogs, so 0 (turned off) is highly recommended."
msgid "Nozzle temperature for layers after the initial one"
msgstr "Nozzel temperatur efter första lager"
@@ -12886,12 +13148,6 @@ msgid ""
"Larger angle means wider base."
msgstr ""
-msgid "Wipe tower purge lines spacing"
-msgstr ""
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr ""
-
msgid "Maximum wipe tower print speed"
msgstr ""
@@ -12917,9 +13173,6 @@ msgid ""
"regardless of this setting."
msgstr ""
-msgid "Wipe tower extruder"
-msgstr ""
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -12970,6 +13223,30 @@ msgstr ""
msgid "Maximal distance between supports on sparse infill sections."
msgstr ""
+msgid "Wipe tower purge lines spacing"
+msgstr ""
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr ""
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "X-Y håls kompensation"
@@ -13276,6 +13553,14 @@ msgstr ""
msgid "Currently planned extra extruder priming after deretraction."
msgstr ""
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr ""
@@ -13318,6 +13603,12 @@ msgstr ""
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr ""
@@ -13462,6 +13753,14 @@ msgstr ""
msgid "Name of the physical printer used for slicing."
msgstr ""
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr ""
@@ -14534,8 +14833,8 @@ msgstr ""
"Vill du skriva om det?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
@@ -14560,7 +14859,7 @@ msgstr "Importera inställning"
msgid "Create Type"
msgstr "Skapa typ"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "The model was not found; please reselect vendor."
msgid "Select Model"
@@ -14609,10 +14908,10 @@ msgstr "Inställd sökväg hittades inte; vänligen välj leverantör igen."
msgid "The printer model was not found, please reselect."
msgstr "Printer modellen hittades inte, välj igen."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "The nozzle diameter was not found; please reselect."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "The printer preset was not found; please reselect."
msgid "Printer Preset"
@@ -15778,6 +16077,69 @@ msgstr ""
"ABS, kan en lämplig ökning av värmebäddens temperatur minska sannolikheten "
"för vridning."
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Minska detta värde något (tex 0.9) för att minska material åtgång för "
+#~ "bridges/bryggor, detta för att förbättra kvaliteten"
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Denna faktor påverkar mängden material för den övre solida fyllningen. Du "
+#~ "kan minska den något för att få en jämn ytfinish."
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Hastighet för bridges/bryggor och hela överhängs väggar"
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Ladda nytt filament vid byte av filament, endast för statistiska ändamål"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Ladda ur gammalt filament vid byte av filament, endast för statistiska "
+#~ "ändamål"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on. At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials, the actual chamber "
+#~ "temperature should not be high to avoid clogs, so 0 (turned off) is "
+#~ "highly recommended."
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Olika nozzel diametrar och olika filament diametrar är inte tillåtna när "
+#~ "prime tower är aktiverat."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "Förebyggande av läckage stöds för närvarande inte med prime tower "
+#~ "aktiverat."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Sammankopplingsdjup för en segmenterad region. Noll inaktiverar denna "
+#~ "funktion."
+
#~ msgid "Please input a valid value (K in 0~0.3)"
#~ msgstr "Ange ett giltigt värde (K i 0~0.3)"
diff --git a/localization/i18n/tr/OrcaSlicer_tr.po b/localization/i18n/tr/OrcaSlicer_tr.po
index e010bcbd95..14d4a64384 100644
--- a/localization/i18n/tr/OrcaSlicer_tr.po
+++ b/localization/i18n/tr/OrcaSlicer_tr.po
@@ -3,8 +3,8 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
-"PO-Revision-Date: 2024-06-23 19:21+0300\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
+"PO-Revision-Date: 2024-08-04 11:24+0300\n"
"Last-Translator: Olcay ÖREN\n"
"Language-Team: \n"
"Language: tr\n"
@@ -596,7 +596,7 @@ msgstr "Wireframe göster"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "İşlem önizlemesi sırasında uygulanamaz."
msgid "Operation already cancelling. Please wait few seconds."
@@ -665,7 +665,7 @@ msgstr "Yüzey"
msgid "Horizontal text"
msgstr "Yatay metin"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + Fare yukarı veya aşağı hareket ettirir"
msgid "Rotate text"
@@ -1010,7 +1010,7 @@ msgstr "Metni kameraya doğru yönlendirin."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"Tam olarak aynı yazı tipi yüklenemiyor(\"%1%\"). Uygulama benzer bir "
@@ -1644,7 +1644,7 @@ msgstr "Ekstrüzyon Genişliği"
msgid "Wipe options"
msgstr "Temizleme seçenekleri"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Etek"
msgid "Add part"
@@ -1816,16 +1816,16 @@ msgid "Scale an object to fit the build volume"
msgstr "Bir nesneyi yapı hacmine uyacak şekilde ölçeklendirin"
msgid "Flush Options"
-msgstr "Hizalama Seçenekleri"
+msgstr "Akıtma Seçenekleri"
msgid "Flush into objects' infill"
-msgstr "Nesnelerin dolgusuna hizalayın"
+msgstr "Nesnelerin dolgusuna akıtın"
msgid "Flush into this object"
-msgstr "Bu nesnenin içine hizala"
+msgstr "Bu nesneye akıt"
msgid "Flush into objects' support"
-msgstr "Nesnelerin desteğine hizalayın"
+msgstr "Nesnelerin desteğine akıt"
msgid "Edit in Parameter Table"
msgstr "Parametre tablosunda düzenle"
@@ -1929,12 +1929,6 @@ msgstr "Otomatik yönlendirme"
msgid "Auto orient the object to improve print quality."
msgstr "Baskı kalitesini artırmak için nesneyi otomatik olarak yönlendirin."
-msgid "Split the selected object into mutiple objects"
-msgstr "Seçilen nesneyi birden fazla nesneye bölme"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Seçilen nesneyi birden fazla parçaya böl"
-
msgid "Select All"
msgstr "Hepsini seç"
@@ -1980,6 +1974,9 @@ msgstr "Modeli basitleştir"
msgid "Center"
msgstr "Merkez"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "İşlem ayarlarını düzenle"
@@ -2193,8 +2190,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "Aşağıdaki model nesnesi onarıldı"
msgstr[1] "Aşağıdaki model objeler onarıldı"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Aşağıdaki model nesnesi onarılamadı"
msgstr[1] "Aşağıdaki model nesneleri onarılamadı"
@@ -2650,7 +2647,7 @@ msgstr "Yazdırma görevi gönderimi zaman aşımına uğradı."
msgid "Service Unavailable"
msgstr "Hizmet kullanılamıyor"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Bilinmeyen Hata."
msgid "Sending print configuration"
@@ -3637,7 +3634,7 @@ msgstr ""
"Değer 0'a sıfırlanacaktır."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4386,7 +4383,7 @@ msgstr "Hacim:"
msgid "Size:"
msgstr "Boyut:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4828,6 +4825,18 @@ msgstr "Geçiş 2"
msgid "Flow rate test - Pass 2"
msgstr "Akış hızı testi - Geçiş 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Akış hızı"
@@ -5825,7 +5834,7 @@ msgid "View all object's settings"
msgstr "Nesnenin tüm ayarları"
msgid "Material settings"
-msgstr ""
+msgstr "Malzeme ayarları"
msgid "Remove current plate (if not last one)"
msgstr "Mevcut tablayı kaldırın (eğer sonuncusu değilse)"
@@ -5904,7 +5913,7 @@ msgid "Search plate, object and part."
msgstr "Arama plakası, nesne ve parça."
msgid "Pellets"
-msgstr ""
+msgstr "Peletler"
msgid ""
"No AMS filaments. Please select a printer in 'Device' page to load AMS info."
@@ -6121,7 +6130,7 @@ msgid ""
"Your object appears to be too large, Do you want to scale it down to fit the "
"heat bed automatically?"
msgstr ""
-"Nesneniz çok büyük görünüyor. Isı yatağına sığacak şekilde otomatik olarak "
+"Nesneniz çok büyük görünüyor. Plakaya sığacak şekilde otomatik olarak "
"küçültmek istiyor musunuz?"
msgid "Object too large"
@@ -6147,7 +6156,7 @@ msgstr ""
"%s dosyası zaten mevcut\n"
"değiştirmek istiyor musun?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Farklı Kaydetmeyi Onayla"
msgid "Delete object which is a part of cut object"
@@ -6371,7 +6380,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Model ağlarında boole işlemi gerçekleştirilemiyor. Yalnızca olumlu kısımlar "
"tutulacaktır. Kafesleri düzeltip tekrar deneyebilirsiniz."
@@ -6523,19 +6532,19 @@ msgid "Choose Download Directory"
msgstr "İndirme Dizini seçin"
msgid "Associate"
-msgstr ""
+msgstr "Ortak"
msgid "with OrcaSlicer so that Orca can open models from"
-msgstr ""
+msgstr "Orca’nın modelleri açabilmesi için OrcaSlicer ile"
msgid "Current Association: "
-msgstr ""
+msgstr "Mevcut Ortak:"
msgid "Current Instance"
-msgstr ""
+msgstr "Mevcut Örnek"
msgid "Current Instance Path: "
-msgstr ""
+msgstr "Mevcut Örnek Yolu:"
msgid "General Settings"
msgstr "Genel Ayarlar"
@@ -6702,6 +6711,12 @@ msgstr ""
"Bu seçenek etkinleştirildiğinde, aynı anda birden fazla cihaza bir görev "
"gönderebilir ve birden fazla cihazı yönetebilirsiniz."
+msgid "Auto arrange plate after cloning"
+msgstr "Klonlamadan sonra plakayı otomatik düzenle"
+
+msgid "Auto arrange plate after object cloning"
+msgstr "Nesne klonlamadan sonra plakayı otomatik düzenleme"
+
msgid "Network"
msgstr "Ağ"
@@ -7619,8 +7634,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Araç başlığı olmadan timelapse kaydederken, bir \"Timelapse Wipe Tower\" "
"eklenmesi önerilir.\n"
@@ -7696,12 +7711,21 @@ msgstr "Destek Filamenti"
msgid "Tree supports"
msgstr "Ağaç destekler"
-msgid "Skirt"
-msgstr "Etek"
+msgid "Multimaterial"
+msgstr "Çoklu Malzeme"
msgid "Prime tower"
msgstr "Prime Kulesi"
+msgid "Filament for Features"
+msgstr "Özellikler İçin Filament"
+
+msgid "Ooze prevention"
+msgstr "Sızıntı önleme"
+
+msgid "Skirt"
+msgstr "Etek"
+
msgid "Special mode"
msgstr "Özel Mod"
@@ -7754,6 +7778,9 @@ msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr ""
"Bu filamentin önerilen Nozul sıcaklığı aralığı. 0 ayar yok anlamına gelir"
+msgid "Flow ratio and Pressure Advance"
+msgstr "Akış Oranı Ve Basınç İlerlemesi"
+
msgid "Print chamber temperature"
msgstr "Baskı Odası Sıcaklığı"
@@ -7845,7 +7872,7 @@ msgstr ""
"maksimum olacaktır"
msgid "Auxiliary part cooling fan"
-msgstr "Yardımcı parça soğutma fanı"
+msgstr "Yardımcı Parça Soğutma Fanı"
msgid "Exhaust fan"
msgstr "Egzos Fanı"
@@ -7862,9 +7889,6 @@ msgstr "Filament Başlangıç G Kodu"
msgid "Filament end G-code"
msgstr "Filament Bitiş G Kodu"
-msgid "Multimaterial"
-msgstr "Çoklu Malzeme"
-
msgid "Wipe tower parameters"
msgstr "Silme Kulesi Parametreleri"
@@ -7954,12 +7978,36 @@ msgstr "Sarsıntı Sınırlaması"
msgid "Single extruder multimaterial setup"
msgstr "Tek Ekstruder Çoklu Malzeme Kurulumu"
+msgid "Number of extruders of the printer."
+msgstr "Yazıcının ekstruder sayısı."
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+"Tek Ekstruder Çoklu Malzeme seçilir, \n"
+"ve tüm ekstrüderlerin aynı çapa sahip olması gerekir.\n"
+"Tüm ekstruderlerin çapını ilk ekstruder bozul çapı değerine değiştirmek "
+"ister misiniz?"
+
+msgid "Nozzle diameter"
+msgstr "Nozul çapı"
+
msgid "Wipe tower"
msgstr "Silme Kulesi"
msgid "Single extruder multimaterial parameters"
msgstr "Tek Ekstruder Çoklu Malzeme Parametreleri"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+"Bu tek ekstruderli çok malzemeli bir yazıcıdır, tüm ekstruderlerin çapları "
+"yeni değere ayarlanacaktır. Devam etmek istiyor musunuz?"
+
msgid "Layer height limits"
msgstr "Katman Yüksekliği Sınırları"
@@ -8978,6 +9026,12 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "Hiçbir nesne yazdırılamaz. Belki çok küçük"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+"Baskınız hazırlama bölgelerine çok yakın. Çarpışma olmadığından emin olun."
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9188,8 +9242,8 @@ msgid ""
"Please select \"By object\" print sequence to print multiple objects in "
"spiral vase mode."
msgstr ""
-"Birden fazla nesneyi spiral vazo modunda yazdırmak için lütfen \"Nesneye göre"
-"\" yazdırma sırasını seçin."
+"Birden fazla nesneyi spiral vazo modunda yazdırmak için lütfen \"Nesneye "
+"göre\" yazdırma sırasını seçin."
msgid ""
"The spiral vase mode does not work when an object contains more than one "
@@ -9219,11 +9273,13 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Değişken katman yüksekliği Organik desteklerle desteklenmez."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Ana kule etkinleştirildiğinde farklı nozul çaplarına ve farklı filament "
-"çaplarına izin verilmez."
+"Farklı püskürtme ucu çapları ve farklı filaman çapları, ana kule "
+"etkinleştirildiğinde iyi çalışmayabilir. Oldukça deneysel olduğundan lütfen "
+"dikkatli ilerleyin."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9233,8 +9289,11 @@ msgstr ""
"desteklenmektedir (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
-msgstr "Sızıntı önleme şu anda ana kule etkinken desteklenmemektedir."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
+msgstr ""
+"Sızıntı önleme yalnızca ‘tek ekstruder çoklu malzeme’ kapalıyken silme "
+"kulesiyle desteklenir."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9720,24 +9779,32 @@ msgid "Apply gap fill"
msgstr "Boşluk doldurmayı uygula"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
-msgstr ""
-"Seçilen yüzeyler için boşluk doldurmayı etkinleştirir. Doldurulacak minimum "
-"boşluk uzunluğu aşağıdaki küçük boşlukları filtrele seçeneğinden kontrol "
-"edilebilir.\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
"\n"
-"Seçenekler:\n"
-"1. Her Yerde: Üst, alt ve iç katı yüzeylere boşluk doldurma uygular\n"
-"2. Üst ve Alt yüzeyler: Boşluk doldurmayı yalnızca üst ve alt yüzeylere "
-"uygular\n"
-"3. Hiçbir Yerde: Boşluk doldurmayı devre dışı bırakır\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
+msgstr ""
msgid "Everywhere"
msgstr "Her yerde"
@@ -9810,10 +9877,11 @@ msgstr "Köprülerde akış oranı"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Köprü için malzeme miktarını azaltmak ve sarkmayı iyileştirmek için bu "
-"değeri biraz azaltın (örneğin 0,9)"
msgid "Internal bridge flow ratio"
msgstr "İç köprü akış oranı"
@@ -9821,27 +9889,33 @@ msgstr "İç köprü akış oranı"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
-"Bu değer iç köprü katmanının kalınlığını belirler. Bu, seyrek dolgunun "
-"üzerindeki ilk katmandır. Seyrek dolguya göre yüzey kalitesini iyileştirmek "
-"için bu değeri biraz azaltın (örneğin 0,9)."
msgid "Top surface flow ratio"
msgstr "Üst katı dolgu akış oranı"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Bu faktör üst katı dolgu için malzeme miktarını etkiler. Pürüzsüz bir yüzey "
-"elde etmek için biraz azaltabilirsiniz"
msgid "Bottom surface flow ratio"
msgstr "Alt katı dolgu akış oranı"
-msgid "This factor affects the amount of material for bottom solid infill"
-msgstr "Bu faktör alt katı dolgu için malzeme miktarını etkiler"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
msgid "Precise wall"
msgstr "Hassas duvar"
@@ -10017,12 +10091,26 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr "Kıvrılmış çevre çizgilerinde yavaşlat"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"Potansiyel kıvrılmış çevrelerin bulunabileceği alanlarda yazdırmayı "
-"yavaşlatmak için bu seçeneği etkinleştirin"
msgid "mm/s or %"
msgstr "mm/s veya %"
@@ -10030,8 +10118,14 @@ msgstr "mm/s veya %"
msgid "External"
msgstr "Harici"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Köprü hızı ve tamamen sarkan duvar"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -10040,11 +10134,9 @@ msgid "Internal"
msgstr "Dahili"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Dahili köprünün hızı. Değer yüzde olarak ifade edilirse köprü_hızına göre "
-"hesaplanacaktır. Varsayılan değer %150'dir."
msgid "Brim width"
msgstr "Kenar genişliği"
@@ -10678,6 +10770,17 @@ msgstr ""
"arasındadır. Belki hafif taşma veya taşma olduğunda güzel düz bir yüzey elde "
"etmek için bu değeri ayarlayabilirsiniz"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Basınç Avansı (PA)"
@@ -10691,6 +10794,140 @@ msgstr ""
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr "Basınç avansı (Klipper) Doğrusal ilerleme faktörü (Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr "Uyarlanabilir basınç ilerlemesini etkinleştir (beta)"
+
+#, fuzzy, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+"Baskı hızlarının artmasıyla (ve dolayısıyla püskürtme ucunda hacimsel akışın "
+"artmasıyla) ve hızlanmaların artmasıyla, etkin basınç değerinin tipik olarak "
+"azaldığı gözlemlenmiştir. Bu, tek bir basınç değerinin tüm özellikler için "
+"her zaman %100 optimal olmadığı ve genellikle daha düşük akış hızına ve "
+"ivmeye sahip özelliklerde çok fazla çıkıntıya neden olmayan ve aynı zamanda "
+"daha hızlı özelliklerde boşluklara neden olmayan bir uzlaşma değerinin "
+"kullanıldığı anlamına gelir.\n"
+"\n"
+"Bu özellik, yazıcınızın ekstrüzyon sisteminin tepkisini hacimsel akış hızına "
+"ve baskı yaptığı ivmeye bağlı olarak modelleyerek bu sınırlamayı gidermeyi "
+"amaçlamaktadır. Dahili olarak, herhangi bir hacimsel akış hızı ve ivme için "
+"gerekli basınç ilerlemesini tahmin edebilen uygun bir model oluşturur ve bu "
+"daha sonra mevcut yazdırma koşullarına bağlı olarak yazıcıya gönderilir.\n"
+"\n"
+"Etkinleştirildiğinde yukarıdaki basınç ilerleme değeri geçersiz kılınır. "
+"Bununla birlikte, yukarıdaki makul bir varsayılan değerin, bir geri dönüş "
+"olarak ve takım değişimi sırasında kullanılması önemle tavsiye edilir.\n"
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr "Uyarlanabilir basınç ilerleme ölçümleri (beta)"
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+"Basınç ilerlemesi (basınç) değerlerinin setlerini, hacimsel akış hızlarını "
+"ve ölçüldükleri ivmeleri virgülle ayırarak ekleyin. Satır başına bir değer "
+"kümesi. Örneğin\n"
+"0.04,3.96,3000\n"
+"0,033,3,96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"Nasıl kalibre edilir:\n"
+"1. Hızlanma değeri başına en az 3 hız için basınç ilerleme testini "
+"çalıştırın. Testin en azından dış çevrelerin hızı, iç çevrelerin hızı ve "
+"profilinizdeki en hızlı özellik yazdırma hızı (genellikle seyrek veya katı "
+"dolgudur) için çalıştırılması önerilir. Daha sonra bunları, en yavaş ve en "
+"hızlı yazdırma hızlanmaları için aynı hızlarda çalıştırın ve klipper giriş "
+"şekillendirici tarafından verilen önerilen maksimum hızlanmadan daha hızlı "
+"değil.\n"
+"2. Her hacimsel akış hızı ve ivme için en uygun PA değerini not edin. Renk "
+"şeması açılır menüsünden akışı seçerek ve yatay kaydırıcıyı PA desen "
+"çizgileri üzerinde hareket ettirerek akış numarasını bulabilirsiniz. Numara "
+"sayfanın altında görünmelidir. İdeal PA değeri hacimsel akış ne kadar yüksek "
+"olursa o kadar azalmalıdır. Değilse, ekstruderinizin doğru şekilde "
+"çalıştığını doğrulayın. Ne kadar yavaş ve daha az ivmeyle yazdırırsanız, "
+"kabul edilebilir PA değerleri aralığı o kadar geniş olur. Hiçbir fark "
+"görünmüyorsa, daha hızlı olan testteki PA değerini kullanın.3. Buradaki "
+"metin kutusuna PA değerleri, Akış ve Hızlanma üçlüsünü girin ve filament "
+"profilinizi kaydedin\n"
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr "Çıkıntılar için uyarlanabilir basınç ilerlemesini etkinleştirin (beta)"
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+"Aynı özellik içinde akış değiştiğinde ve çıkıntılar için uyarlanabilir PA’yı "
+"etkinleştirin. Bu deneysel bir seçenektir, sanki basınç profili doğru "
+"ayarlanmazsa, çıkma öncesi ve sonrası dış yüzeylerde yeknesaklık sorunlarına "
+"neden olacaktır.\n"
+
+msgid "Pressure advance for bridges"
+msgstr "Köprüler için basınç ilerlemesi"
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+"Köprüler için basınç ilerleme değeri. Devre dışı bırakmak için 0’a "
+"ayarlayın. \n"
+"\n"
+" Köprüleri yazdırırken daha düşük bir basınç değeri, köprülerden hemen sonra "
+"hafif ekstrüzyon görünümünün azaltılmasına yardımcı olur. Bunun nedeni, "
+"havada yazdırma sırasında nozuldaki basınç düşüşüdür ve daha düşük bir "
+"basınç, bunu önlemeye yardımcı olur."
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10784,18 +11021,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "Filament yükleme süresi"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Filamenti değiştirdiğinizde yeni filament yükleme zamanı. Yalnızca "
-"istatistikler için"
msgid "Filament unload time"
msgstr "Filament boşaltma süresi"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Filamenti değiştirdiğinizde eski filamenti boşaltma zamanı. Yalnızca "
-"istatistikler için"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10805,7 +11053,7 @@ msgstr ""
"önemlidir ve doğru olmalıdır"
msgid "Pellet flow coefficient"
-msgstr ""
+msgstr "Pelet akış katsayısı"
msgid ""
"Pellet flow coefficient is emperically derived and allows for volume "
@@ -10816,6 +11064,13 @@ msgid ""
"\n"
"filament_diameter = sqrt( (4 * pellet_flow_coefficient) / PI )"
msgstr ""
+"Pelet akış katsayısı ampirik olarak türetilir ve pelet yazıcıları için hacim "
+"hesaplamasına olanak tanır.\n"
+"\n"
+"Dahili olarak filament_çapına dönüştürülür. Diğer tüm hacim hesaplamaları "
+"aynı kalır.\n"
+"\n"
+"filament_çapı = sqrt( (4 * pellet_akış_katsayısı) / PI )"
msgid "Shrinkage"
msgstr "Büzüşme"
@@ -10886,6 +11141,25 @@ msgstr ""
"Filament, soğutma tüpleri içinde ileri geri hareket ettirilerek soğutulur. "
"Bu sayısını belirtin."
+msgid "Stamping loading speed"
+msgstr "Damgalama yükleme hızı"
+
+msgid "Speed used for stamping."
+msgstr "Damgalama için kullanılan hız."
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr "Soğutma tüpünün merkezinden ölçülen damgalama mesafesi"
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+"Sıfırdan farklı bir değere ayarlanırsa filaman bireysel soğutma hareketleri "
+"arasında (“damgalama”) nüzule doğru hareket ettirilir. Bu seçenek, filamanın "
+"tekrar geri çekilmesinden önce bu hareketin ne kadar sürmesi gerektiğini "
+"yapılandırır."
+
msgid "Speed of the first cooling move"
msgstr "İlk soğutma hareketi hızı"
@@ -10915,16 +11189,6 @@ msgstr "Son soğutma hareketi hızı"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "Soğutma hareketleri bu hıza doğru giderek hızlanır."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Yazıcı donanım yazılımının (veya Çoklu Malzeme Ünitesi 2.0'ın) takım "
-"değişikliği sırasında (T kodu yürütülürken) yeni bir filament yükleme "
-"süresi. Bu süre, G kodu zaman tahmincisi tarafından toplam baskı süresine "
-"eklenir."
-
msgid "Ramming parameters"
msgstr "Sıkıştırma parametreleri"
@@ -10935,15 +11199,6 @@ msgstr ""
"Bu dize RammingDialog tarafından düzenlenir ve ramming'e özgü parametreleri "
"içerir."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Yazıcı ürün yazılımının (veya Çoklu Malzeme Ünitesi 2.0'ın) takım değişimi "
-"sırasında (T kodu yürütülürken) filamenti boşaltma süresi. Bu süre, G kodu "
-"süre tahmincisi tarafından toplam baskı süresine eklenir."
-
msgid "Enable ramming for multitool setups"
msgstr "Çoklu araç kurulumları için sıkıştırmayı etkinleştirin"
@@ -11261,7 +11516,7 @@ msgstr "Başlangıç katman yüksekliği"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"İlk katmanın yüksekliği. İlk katman yüksekliğini biraz kalın yapmak, baskı "
"plakasının yapışmasını iyileştirebilir"
@@ -11302,16 +11557,17 @@ msgstr "Maksimum fan hızı"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"Fan hızı, \"close_fan_the_first_x_layers\" katmanında sıfırdan "
"\"ful_fan_speed_layer\" katmanında maksimuma doğrusal olarak artırılacaktır. "
"\"full_fan_speed_layer\", \"close_fan_the_first_x_layers\" değerinden "
-"düşükse göz ardı edilecektir; bu durumda fan, \"close_fan_the_first_x_layers"
-"\" + 1 katmanında izin verilen maksimum hızda çalışacaktır."
+"düşükse göz ardı edilecektir; bu durumda fan, "
+"\"close_fan_the_first_x_layers\" + 1 katmanında izin verilen maksimum hızda "
+"çalışacaktır."
msgid "layer"
msgstr "katman"
@@ -11377,8 +11633,11 @@ msgstr "Küçük boşlukları filtrele"
msgid "Layers and Perimeters"
msgstr "Katmanlar ve Çevreler"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Belirtilen eşikten daha küçük boşlukları filtrele"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11589,10 +11848,11 @@ msgid "Klipper"
msgstr "Klipper"
msgid "Pellet Modded Printer"
-msgstr ""
+msgstr "Pelet Modlu Yazıcı"
msgid "Enable this option if your printer uses pellets instead of filaments"
msgstr ""
+"Yazıcınız filament yerine pellet kullanıyorsa bu seçeneği etkinleştirin"
msgid "Support multi bed types"
msgstr "Çoklu tabla"
@@ -11713,55 +11973,72 @@ msgstr ""
msgid "Interlocking depth of a segmented region"
msgstr "Bölümlere ayrılmış bir bölgenin birbirine kenetlenen derinliği"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Bölümlere ayrılmış bir bölgenin birbirine kenetlenen derinliği. 0 bu "
-"özelliği devre dışı bırakır."
+"Bölümlere ayrılmış bir bölgenin birbirine kenetlenen derinliği. "
+"“mmu_segmented_region_max_width” sıfırsa veya "
+"“mmu_segmented_region_interlocking_length”, “mmu_segmented_region_max_width” "
+"değerinden büyükse göz ardı edilecektir. Sıfır bu özelliği devre dışı "
+"bırakır."
msgid "Use beam interlocking"
-msgstr ""
+msgstr "Işın kilitlemeyi kullanın"
msgid ""
"Generate interlocking beam structure at the locations where different "
"filaments touch. This improves the adhesion between filaments, especially "
"models printed in different materials."
msgstr ""
+"Farklı filamentlerin temas ettiği yerlerde birbirine kenetlenen ışın yapısı "
+"oluşturun. Bu, özellikle farklı malzemelerle basılan modeller olmak üzere "
+"filamentler arasındaki yapışmayı artırır."
msgid "Interlocking beam width"
-msgstr ""
+msgstr "Kilitli ışın genişliği"
msgid "The width of the interlocking structure beams."
-msgstr ""
+msgstr "Birbirine kenetlenen yapı kirişlerinin genişliği."
msgid "Interlocking direction"
-msgstr ""
+msgstr "Kilitleme yönü"
msgid "Orientation of interlock beams."
-msgstr ""
+msgstr "Kilitleme kirişlerinin yönelimi."
msgid "Interlocking beam layers"
-msgstr ""
+msgstr "Birbirine kenetlenen kiriş katmanları"
msgid ""
"The height of the beams of the interlocking structure, measured in number of "
"layers. Less layers is stronger, but more prone to defects."
msgstr ""
+"Birbirine kenetlenen yapının kirişlerinin yüksekliği, katman sayısıyla "
+"ölçülür. Daha az katman daha güçlüdür ancak kusurlara daha yatkındır."
msgid "Interlocking depth"
-msgstr ""
+msgstr "Kilitleme derinliği"
msgid ""
"The distance from the boundary between filaments to generate interlocking "
"structure, measured in cells. Too few cells will result in poor adhesion."
msgstr ""
+"Hücrelerde ölçülen, birbirine kenetlenen yapıyı oluşturmak için filamentler "
+"arasındaki sınırdan mesafe. Çok az hücre yapışmanın zayıf olmasına neden "
+"olur."
msgid "Interlocking boundary avoidance"
-msgstr ""
+msgstr "Birbirine kenetlenen sınırdan kaçınma"
msgid ""
"The distance from the outside of a model where interlocking structures will "
"not be generated, measured in cells."
msgstr ""
+"Birbirine kenetlenen yapıların oluşturulmayacağı bir modelin dışına olan "
+"mesafe, hücrelerde ölçülür."
msgid "Ironing Type"
msgstr "Ütüleme tipi"
@@ -12124,9 +12401,6 @@ msgstr ""
"minimum katman süresini korumaya çalışmak için yazıcının yavaşlayacağı "
"minimum yazdırma hızı."
-msgid "Nozzle diameter"
-msgstr "Nozul çapı"
-
msgid "Diameter of nozzle"
msgstr "Nozul çapı"
@@ -12225,6 +12499,13 @@ msgstr ""
"azaltabilir ve yazdırma süresinden tasarruf sağlayabilir, ancak dilimlemeyi "
"ve G kodu oluşturmayı yavaşlatır"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+"Bu seçenek sızıntıyı önlemek için aktif olmayan ekstrüderlerin sıcaklığını "
+"düşürecektir."
+
msgid "Filename format"
msgstr "Dosya adı formatı"
@@ -12275,6 +12556,9 @@ msgstr ""
"Çizgi genişliğine göre çıkıntı yüzdesini tespit edin ve yazdırmak için "
"farklı hızlar kullanın. %%100 çıkıntı için köprü hızı kullanılır."
+msgid "Filament to print walls"
+msgstr "Duvarları yazdırmak için filament"
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12323,12 +12607,21 @@ msgstr ""
"ve ortam değişkenlerini okuyarak Orca Slicer yapılandırma ayarlarına "
"erişebilirler."
+msgid "Printer type"
+msgstr "Yazıcı türü"
+
+msgid "Type of the printer"
+msgstr "Yazıcı türü"
+
msgid "Printer notes"
msgstr "Yazıcı notları"
msgid "You can put your notes regarding the printer here."
msgstr "Yazıcı ile ilgili notlarınızı buraya yazabilirsiniz."
+msgid "Printer variant"
+msgstr "Yazıcı çeşidi"
+
msgid "Raft contact Z distance"
msgstr "Raft kontak Z mesafesi"
@@ -12477,12 +12770,14 @@ msgid "Spiral"
msgstr "Spiral"
msgid "Traveling angle"
-msgstr ""
+msgstr "Seyahat açısı"
msgid ""
"Traveling angle for Slope and Spiral Z hop type. Setting it to 90° results "
"in Normal Lift"
msgstr ""
+"Eğim ve Spiral Z atlama tipi için ilerleme açısı. 90°’ye ayarlamak normal "
+"kaldırmayla sonuçlanır"
msgid "Only lift Z above"
msgstr "Z'yi sadece şu değerin üstündeki durumlarda kaldır"
@@ -12900,6 +13195,12 @@ msgstr ""
"Eşik değerinden küçük olan seyrek dolgu alanı, yerini iç katı dolguya "
"bırakmıştır"
+msgid "Solid infill"
+msgstr "Katı dolgu"
+
+msgid "Filament to print solid infill"
+msgstr "Katı dolguyu yazdırmak için filament"
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12964,6 +13265,40 @@ msgstr "Geleneksel"
msgid "Temperature variation"
msgstr "Sıcaklık değişimi"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+"Ekstruder aktif olmadığında uygulanacak sıcaklık farkı. Filament ayarlarında "
+"‘rölanti sıcaklığı’ sıfır olmayan bir değere ayarlandığında bu değer "
+"kullanılmaz."
+
+msgid "Preheat time"
+msgstr "Ön ısıtma süresi"
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+"Takım değişiminden sonra bekleme süresini azaltmak için Orca, mevcut takım "
+"hala kullanımdayken bir sonraki takıma ön ısıtma yapabilir. Bu ayar, bir "
+"sonraki takımın ön ısıtılması için gereken süreyi saniye cinsinden belirtir. "
+"Orca, aleti önceden ısıtmak için bir M104 komutu ekleyecektir."
+
+msgid "Preheat steps"
+msgstr "Ön ısıtma adımları"
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+"Birden fazla ön ısıtma komutu ekleyin (örn. M104.1). Yalnızca Prusa XL için "
+"kullanışlıdır. Diğer yazıcılar için lütfen 1’e ayarlayın."
+
msgid "Start G-code"
msgstr "Başlangıç G Kodu"
@@ -13456,33 +13791,40 @@ msgid "Activate temperature control"
msgstr "Sıcaklık kontrolünü etkinleştirin"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"Hazne sıcaklığı kontrolü için bu seçeneği etkinleştirin. Önce bir M191 "
-"komutu eklenecek \"machine_start_gcode\"\n"
-"G-code komut: M141/M191 S(0-255)"
msgid "Chamber temperature"
msgstr "Bölme sıcaklığı"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Daha yüksek hazne sıcaklığı, eğrilmeyi bastırmaya veya azaltmaya yardımcı "
-"olabilir ve ABS, ASA, PC, PA ve benzeri gibi yüksek sıcaklıktaki malzemeler "
-"için potansiyel olarak daha yüksek ara katman yapışmasına yol açabilir Aynı "
-"zamanda, ABS ve ASA'nın hava filtrasyonu daha da kötüleşecektir. PLA, PETG, "
-"TPU, PVA ve diğer düşük sıcaklıktaki malzemeler için, tıkanmaları önlemek "
-"için gerçek hazne sıcaklığı yüksek olmamalıdır, bu nedenle kapatma anlamına "
-"gelen 0 şiddetle tavsiye edilir"
msgid "Nozzle temperature for layers after the initial one"
msgstr "İlk katmandan sonraki katmanlar için nozul sıcaklığı"
@@ -13634,12 +13976,6 @@ msgstr ""
"Silme kulesini stabilize etmek için kullanılan koninin tepe noktasındaki "
"açı. Daha büyük açı daha geniş taban anlamına gelir."
-msgid "Wipe tower purge lines spacing"
-msgstr "Silme kulesi temizleme hatları aralığı"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Silme kulesindeki boşaltma hatlarının aralığı."
-
msgid "Maximum wipe tower print speed"
msgstr "Maksimum silme kulesi yazdırma hızı"
@@ -13684,9 +14020,6 @@ msgstr ""
"Silme kulesi dış çevreleri için bu ayardan bağımsız olarak iç çevre hızı "
"kullanılır."
-msgid "Wipe tower extruder"
-msgstr "Silme kulesi ekstruderi"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13746,6 +14079,36 @@ msgstr ""
"olarak nesnelerin renkleri karıştırılacaktır. Prime tower "
"etkinleştirilmediği sürece etkili olmayacaktır."
+msgid "Wipe tower purge lines spacing"
+msgstr "Silme kulesi temizleme hatları aralığı"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Silme kulesindeki boşaltma hatlarının aralığı."
+
+msgid "Extra flow for purging"
+msgstr "Temizleme için ekstra akış"
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+"Silme kulesindeki temizleme hatları için ekstra akış kullanılır. Bu, "
+"temizleme hatlarının normalde olduğundan daha kalın veya daha dar olmasına "
+"neden olur. Aralık otomatik olarak ayarlanır."
+
+msgid "Idle temperature"
+msgstr "Boşta sıcaklık"
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+"Alet şu anda çoklu alet kurulumlarında kullanılmadığında püskürtme ucu "
+"sıcaklığı. Bu yalnızca Yazdırma Ayarlarında ‘Sızıntı önleme’ etkin olduğunda "
+"kullanılır. Devre dışı bırakmak için 0’a ayarlayın."
+
msgid "X-Y hole compensation"
msgstr "X-Y delik dengeleme"
@@ -14095,6 +14458,16 @@ msgid "Currently planned extra extruder priming after deretraction."
msgstr ""
"Şu anda, geri çekilmeden sonra ekstra ekstruder hazırlaması planlanıyor."
+msgid "Absolute E position"
+msgstr "Mutlak E konumu"
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+"Ekstruder ekseninin mevcut konumu. Yalnızca mutlak ekstruder adreslemeyle "
+"kullanılır."
+
msgid "Current extruder"
msgstr "Mevcut ekstruder"
@@ -14144,6 +14517,12 @@ msgstr ""
"Belirli bir ekstruderin baskıda kullanılıp kullanılmadığını belirten bool "
"vektörü."
+msgid "Has single extruder MM priming"
+msgstr "Tek ekstruder MM astarına sahiptir"
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr "Bu baskıda ekstra çok malzemeli astarlama bölgeleri kullanılıyor mu?"
+
msgid "Volume per extruder"
msgstr "Ekstruder başına hacim"
@@ -14308,6 +14687,16 @@ msgstr "Fiziksel yazıcı adı"
msgid "Name of the physical printer used for slicing."
msgstr "Dilimleme için kullanılan fiziksel yazıcının adı."
+msgid "Number of extruders"
+msgstr "Ekstruder sayısı"
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+"Geçerli baskıda kullanılıp kullanılmadığına bakılmaksızın ekstrüderlerin "
+"toplam sayısı."
+
msgid "Layer number"
msgstr "Katman numarası"
@@ -15086,7 +15475,7 @@ msgid "PETG"
msgstr "PETG"
msgid "PCTG"
-msgstr ""
+msgstr "PCTG"
msgid "TPU"
msgstr "TPU"
@@ -15185,7 +15574,7 @@ msgid "Upload to storage"
msgstr "Depolama alanına yükle"
msgid "Switch to Device tab after upload."
-msgstr ""
+msgstr "Yüklemeden sonra Cihaz sekmesine geçin."
#, c-format, boost-format
msgid "Upload filename doesn't end with \"%s\". Do you wish to continue?"
@@ -15411,8 +15800,8 @@ msgstr ""
"Yeniden yazmak ister misin?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Ön ayarları şu şekilde yeniden adlandırırdık: \"Satıcı Türü Seçtiğiniz Seri "
@@ -15440,7 +15829,7 @@ msgstr "Ön Ayarı İçe Aktar"
msgid "Create Type"
msgstr "Tür Oluştur"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "Model bulunamadı, lütfen satıcıyı seçin."
msgid "Select Model"
@@ -15489,10 +15878,10 @@ msgstr "Ön ayar yolu bulunamıyor, lütfen satıcıyı yeniden seçin."
msgid "The printer model was not found, please reselect."
msgstr "Yazıcı modeli bulunamadı, lütfen yeniden seçin."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "Nozul çapı bulunamadı, lütfen yeniden seçin."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "Yazıcı ön ayarı bulunamadı, lütfen yeniden seçin."
msgid "Printer Preset"
@@ -15864,10 +16253,12 @@ msgid "Refresh Printers"
msgstr "Yazıcıları Yenile"
msgid "View print host webui in Device tab"
-msgstr ""
+msgstr "Aygıt sekmesinde yazdırma ana bilgisayarı web arayüzünü görüntüleyin"
msgid "Replace the BambuLab's device tab with print host webui"
msgstr ""
+"BambuLab’ın aygıt sekmesini yazdırma ana bilgisayarı web arayüzüyle "
+"değiştirin"
msgid ""
"HTTPS CA file is optional. It is only needed if you use HTTPS with a self-"
@@ -16319,7 +16710,7 @@ msgid "Could not connect to SimplyPrint"
msgstr "SimplyPrint'e bağlanılamadı"
msgid "Internal error"
-msgstr ""
+msgstr "İç hata"
msgid "Unknown error"
msgstr "Bilinmeyen hata"
@@ -16735,6 +17126,170 @@ msgstr ""
"sıcaklığının uygun şekilde arttırılmasının bükülme olasılığını "
"azaltabileceğini biliyor muydunuz?"
+#~ msgid ""
+#~ "Your object appears to be too large. It will be scaled down to fit the "
+#~ "heat bed automatically."
+#~ msgstr ""
+#~ "Nesneniz çok büyük görünüyor. Plakaya otomatik olarak uyacak şekilde "
+#~ "küçültülecektir."
+
+#~ msgid "Shift+G"
+#~ msgstr "Shift+G"
+
+#~ msgid "Any arrow"
+#~ msgstr "Herhangi bir ok"
+
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Seçilen yüzeyler için boşluk doldurmayı etkinleştirir. Doldurulacak "
+#~ "minimum boşluk uzunluğu aşağıdaki küçük boşlukları filtrele seçeneğinden "
+#~ "kontrol edilebilir.\n"
+#~ "\n"
+#~ "Seçenekler:\n"
+#~ "1. Her Yerde: Üst, alt ve iç katı yüzeylere boşluk doldurma uygular\n"
+#~ "2. Üst ve Alt yüzeyler: Boşluk doldurmayı yalnızca üst ve alt yüzeylere "
+#~ "uygular\n"
+#~ "3. Hiçbir Yerde: Boşluk doldurmayı devre dışı bırakır\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Köprü için malzeme miktarını azaltmak ve sarkmayı iyileştirmek için bu "
+#~ "değeri biraz azaltın (örneğin 0,9)"
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "Bu değer iç köprü katmanının kalınlığını belirler. Bu, seyrek dolgunun "
+#~ "üzerindeki ilk katmandır. Seyrek dolguya göre yüzey kalitesini "
+#~ "iyileştirmek için bu değeri biraz azaltın (örneğin 0,9)."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Bu faktör üst katı dolgu için malzeme miktarını etkiler. Pürüzsüz bir "
+#~ "yüzey elde etmek için biraz azaltabilirsiniz"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr "Bu faktör alt katı dolgu için malzeme miktarını etkiler"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Potansiyel kıvrılmış çevrelerin bulunabileceği alanlarda yazdırmayı "
+#~ "yavaşlatmak için bu seçeneği etkinleştirin"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Köprü hızı ve tamamen sarkan duvar"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Dahili köprünün hızı. Değer yüzde olarak ifade edilirse köprü_hızına göre "
+#~ "hesaplanacaktır. Varsayılan değer %150'dir."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Filamenti değiştirdiğinizde yeni filament yükleme zamanı. Yalnızca "
+#~ "istatistikler için"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Filamenti değiştirdiğinizde eski filamenti boşaltma zamanı. Yalnızca "
+#~ "istatistikler için"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Yazıcı donanım yazılımının (veya Çoklu Malzeme Ünitesi 2.0'ın) takım "
+#~ "değişikliği sırasında (T kodu yürütülürken) yeni bir filament yükleme "
+#~ "süresi. Bu süre, G kodu zaman tahmincisi tarafından toplam baskı süresine "
+#~ "eklenir."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Yazıcı ürün yazılımının (veya Çoklu Malzeme Ünitesi 2.0'ın) takım "
+#~ "değişimi sırasında (T kodu yürütülürken) filamenti boşaltma süresi. Bu "
+#~ "süre, G kodu süre tahmincisi tarafından toplam baskı süresine eklenir."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "Belirtilen eşikten daha küçük boşlukları filtrele"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Hazne sıcaklığı kontrolü için bu seçeneği etkinleştirin. Önce bir M191 "
+#~ "komutu eklenecek \"machine_start_gcode\"\n"
+#~ "G-code komut: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Daha yüksek hazne sıcaklığı, eğrilmeyi bastırmaya veya azaltmaya yardımcı "
+#~ "olabilir ve ABS, ASA, PC, PA ve benzeri gibi yüksek sıcaklıktaki "
+#~ "malzemeler için potansiyel olarak daha yüksek ara katman yapışmasına yol "
+#~ "açabilir Aynı zamanda, ABS ve ASA'nın hava filtrasyonu daha da "
+#~ "kötüleşecektir. PLA, PETG, TPU, PVA ve diğer düşük sıcaklıktaki "
+#~ "malzemeler için, tıkanmaları önlemek için gerçek hazne sıcaklığı yüksek "
+#~ "olmamalıdır, bu nedenle kapatma anlamına gelen 0 şiddetle tavsiye edilir"
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Ana kule etkinleştirildiğinde farklı nozul çaplarına ve farklı filament "
+#~ "çaplarına izin verilmez."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr "Sızıntı önleme şu anda ana kule etkinken desteklenmemektedir."
+
+#~ msgid ""
+#~ "Height of initial layer. Making initial layer height to be thick slightly "
+#~ "can improve build plate adhension"
+#~ msgstr ""
+#~ "İlk katmanın yüksekliği. İlk katman yüksekliğini biraz kalın yapmak, "
+#~ "baskı plakasının yapışmasını iyileştirebilir"
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Bölümlere ayrılmış bir bölgenin birbirine kenetlenen derinliği. 0 bu "
+#~ "özelliği devre dışı bırakır."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Silme kulesi ekstruderi"
+
#~ msgid "Current association: "
#~ msgstr "Mevcut dernek:"
@@ -17333,12 +17888,12 @@ msgstr ""
#~ msgstr "Seyrek katman yok (DENEYSEL)"
#~ msgid ""
-#~ "We would rename the presets as \"Vendor Type Serial @printer you selected"
-#~ "\". \n"
+#~ "We would rename the presets as \"Vendor Type Serial @printer you "
+#~ "selected\". \n"
#~ "To add preset for more prinetrs, Please go to printer selection"
#~ msgstr ""
-#~ "We would rename the presets as \"Vendor Type Serial @printer you selected"
-#~ "\". \n"
+#~ "We would rename the presets as \"Vendor Type Serial @printer you "
+#~ "selected\". \n"
#~ "To add preset for more prinetrs, Please go to printer selection"
#~ msgid "The Config can not be loaded."
diff --git a/localization/i18n/uk/OrcaSlicer_uk.po b/localization/i18n/uk/OrcaSlicer_uk.po
index 2070a65075..68eed7af73 100644
--- a/localization/i18n/uk/OrcaSlicer_uk.po
+++ b/localization/i18n/uk/OrcaSlicer_uk.po
@@ -8,7 +8,7 @@ msgid ""
msgstr ""
"Project-Id-Version: \n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: 2024-06-30 23:05+0300\n"
"Last-Translator: \n"
"Language-Team: \n"
@@ -16,8 +16,8 @@ msgstr ""
"MIME-Version: 1.0\n"
"Content-Type: text/plain; charset=UTF-8\n"
"Content-Transfer-Encoding: 8bit\n"
-"Plural-Forms: nplurals=3; plural=(n%10==1 && n%100!=11 ? 0 : n%10>=2 && n"
-"%10<=4 && (n%100<12 || n%100>14) ? 1 : 2);\n"
+"Plural-Forms: nplurals=3; plural=(n%10==1 && n%100!=11 ? 0 : n%10>=2 && "
+"n%10<=4 && (n%100<12 || n%100>14) ? 1 : 2);\n"
"X-Generator: Poedit 3.4.4\n"
msgid "Supports Painting"
@@ -603,7 +603,7 @@ msgstr "Показати каркас"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "Не можна застосовувати під час попереднього перегляду процесу."
msgid "Operation already cancelling. Please wait few seconds."
@@ -670,7 +670,7 @@ msgstr "Поверхня"
msgid "Horizontal text"
msgstr "Горизонтальний текст"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + переміщення миші вгору або вниз"
msgid "Rotate text"
@@ -1014,7 +1014,7 @@ msgstr "Зорієнтувати текст у напрямку камери."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"Не вдається завантажити точно такий самий шрифт(\"%1%\"). Програма вибрала "
@@ -1651,7 +1651,7 @@ msgstr "Ширина екструзії"
msgid "Wipe options"
msgstr "Параметри очищення"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Прилипання до столу"
msgid "Add part"
@@ -1936,12 +1936,6 @@ msgstr "Автоматична орієнтація"
msgid "Auto orient the object to improve print quality."
msgstr "Автоматично орієнтуйте об'єкт для покращення якості друку."
-msgid "Split the selected object into mutiple objects"
-msgstr "Розділити вибраний об'єкт на кілька об'єктів"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Розділити вибраний об'єкт на кілька частин"
-
msgid "Select All"
msgstr "Вибрати все"
@@ -1987,6 +1981,9 @@ msgstr "Спростити модель"
msgid "Center"
msgstr "Центр"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "Редагувати налаштування процесу друку"
@@ -2210,8 +2207,8 @@ msgstr[0] "Наступна частина моделі успішно відр
msgstr[1] "Наступні частини моделі успішно відремонтовані"
msgstr[2] "Наступні частини моделі успішно відремонтовані"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "Не вдалося полагодити таку частину моделі"
msgstr[1] "Не вдалося полагодити такі частини моделі"
msgstr[2] "Не вдалося полагодити такі частини моделі"
@@ -2670,7 +2667,7 @@ msgstr "Час відправлення завдання на друк закі
msgid "Service Unavailable"
msgstr "Сервіс недоступний"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Невідома помилка."
msgid "Sending print configuration"
@@ -3669,7 +3666,7 @@ msgstr ""
"Це значення буде скинуто на 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4418,7 +4415,7 @@ msgstr "Об'єм:"
msgid "Size:"
msgstr "Розмір:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4859,6 +4856,18 @@ msgstr "Прохід 2"
msgid "Flow rate test - Pass 2"
msgstr "Тест витрати - Пройдено 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "Швидкість потоку"
@@ -6197,7 +6206,7 @@ msgstr ""
"Файл %s вже існує.\n"
"Бажаєте замінити його?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Підтвердити збереження як"
msgid "Delete object which is a part of cut object"
@@ -6420,7 +6429,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"Неможливо виконати булеву операцію на сітках моделі. Будуть залишені лише "
"позитивні частини. Ви можете виправити сітки і спробувати ще раз."
@@ -6757,6 +6766,12 @@ msgstr ""
"З цією опцією ввімкненою, ви можете відправляти завдання на кілька пристроїв "
"одночасно та керувати декількома пристроями."
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr "Мережа"
@@ -7676,8 +7691,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"При записі таймлапсу без інструментальної головки рекомендується додати "
"“Timelapse Wipe Tower” \n"
@@ -7753,12 +7768,21 @@ msgstr "Філамент підтримки"
msgid "Tree supports"
msgstr "Органічні підтримки"
-msgid "Skirt"
-msgstr "Плінтус"
+msgid "Multimaterial"
+msgstr "Мультиматеріал"
msgid "Prime tower"
msgstr "Вежа Очищення"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "Плінтус"
+
msgid "Special mode"
msgstr "Спеціальний режим"
@@ -7813,6 +7837,9 @@ msgstr ""
"Рекомендований діапазон температур сопла для цього філаменту. 0 означає "
"відсутність установки"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr "Температура в камері друку"
@@ -7923,9 +7950,6 @@ msgstr "G-код початку філаменту"
msgid "Filament end G-code"
msgstr "G-код кінця філаменту"
-msgid "Multimaterial"
-msgstr "Мультиматеріал"
-
msgid "Wipe tower parameters"
msgstr "Параметри вежі витирання"
@@ -8015,12 +8039,30 @@ msgstr "Обмеження ривка"
msgid "Single extruder multimaterial setup"
msgstr "Установка для роботи з декількома матеріалами на одному екструдері"
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "Діаметр сопла"
+
msgid "Wipe tower"
msgstr "Вежа витирання"
msgid "Single extruder multimaterial parameters"
msgstr "Параметри екструдеру в багато-екструдерному принтері"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "Обмеження висоти шару"
@@ -9044,6 +9086,11 @@ msgstr ""
msgid "No object can be printed. Maybe too small"
msgstr "Жодний об'єкт не може бути надрукований. Можливо, занадто маленький"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -9289,11 +9336,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Змінна висота шару не підтримується з органічними підтримками."
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
-"Використання різних діаметрів насадок та різних діаметрів філаментів не "
-"допускається, коли увімкнено вежу підготовки."
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -9303,10 +9349,9 @@ msgstr ""
"адресації екструдера (use_relative_e_distances=1)."
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
-"Запобігання витіканню з увімкненою вежею підготовки в даний момент не "
-"підтримується."
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9787,25 +9832,32 @@ msgid "Apply gap fill"
msgstr "Заповнення проміжків"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
-msgstr ""
-"Вмикає заповнення проміжків для вибраних поверхонь. Мінімальну довжину "
-"проміжку, який буде заповнено, можна контролювати за допомогою опції "
-"\"Відфільтрувати крихітні проміжки\" нижче.\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
"\n"
-"Параметри:\n"
-"1. Скрізь: Застосовує заповнення проміжків до верхньої, нижньої та "
-"внутрішніх суцільних поверхонь\n"
-"2. Верхня та нижня поверхні: Застосовує заповнення лише до верхньої та "
-"нижньої поверхонь\n"
-"3. Ніде: Вимикає заповнення проміжків\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
+msgstr ""
msgid "Everywhere"
msgstr "Всюди"
@@ -9880,10 +9932,11 @@ msgstr "Потік мосту"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Трохи зменшіть це значення (наприклад, 0.9), щоб зменшити кількість "
-"матеріалу для мосту, щоб покращити провисання"
msgid "Internal bridge flow ratio"
msgstr "Коефіцієнт потоку для внутрішніх мостів"
@@ -9891,30 +9944,33 @@ msgstr "Коефіцієнт потоку для внутрішніх мості
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
-"Це значення визначає товщину внутрішнього мостовидного шару. Це перший шар "
-"над внутрішнім заповненням. Зменшіть це значення (наприклад, до 0,9), щоб "
-"покращити якість поверхні над внутрішнім заповненням."
msgid "Top surface flow ratio"
msgstr "Коефіцієнт потоку верхньої поверхні"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Цей фактор впливає на кількість матеріалу для заповнення верхнього "
-"твердоготіла. Можна трохи зменшити його, щоб отримати гладку "
-"шорсткістьповерхні"
msgid "Bottom surface flow ratio"
msgstr "Коефіцієнт потоку нижньої поверхні"
-msgid "This factor affects the amount of material for bottom solid infill"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
msgstr ""
-"Цей фактор впливає на кількість матеріалу для заповнення нижнього "
-"твердоготіла"
msgid "Precise wall"
msgstr "Точна стінка"
@@ -10088,12 +10144,26 @@ msgstr ""
msgid "Slow down for curled perimeters"
msgstr "Уповільнення для нависаючих периметрів"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
msgstr ""
-"Увімкніть цей параметр, щоб сповільнити друк у зонах, де можуть існувати "
-"потенційно нависаючі периметри"
msgid "mm/s or %"
msgstr "мм/с або %"
@@ -10101,8 +10171,14 @@ msgstr "мм/с або %"
msgid "External"
msgstr "Зовнішні"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "Швидкість мосту і периметр, що повністю звисає"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "мм/с"
@@ -10111,11 +10187,9 @@ msgid "Internal"
msgstr "Внутрішні"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"Швидкість внутрішнього мосту. Якщо значення виражено у відсотках, воно буде "
-"розраховано на основі bridge_speed. Значення за замовчуванням - 150%."
msgid "Brim width"
msgstr "Ширина кайми"
@@ -10751,6 +10825,17 @@ msgstr ""
"0,95 до 1,05. Можливо, ви можете налаштувати це значення, щоб отримати "
"хорошу плоску поверхню, коли є невелике переповнення або недолив"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "Увімкнути випередження тиску PA"
@@ -10765,6 +10850,86 @@ msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr ""
"Підвищення тиску (Klipper) AKA Коефіцієнт лінійного просування (Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10850,18 +11015,29 @@ msgstr "мм³/с"
msgid "Filament load time"
msgstr "Час завантаження філаменту"
-msgid "Time to load new filament when switch filament. For statistics only"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
msgstr ""
-"Час завантаження нового філаменту при перемиканні філаменту. Тільки для "
-"статистики"
msgid "Filament unload time"
msgstr "Час вивантаження філаменту"
-msgid "Time to unload old filament when switch filament. For statistics only"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
msgstr ""
-"Час вивантаження нового філаменту при перемиканні філаменту. Тільки для "
-"статистики"
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10955,6 +11131,21 @@ msgstr ""
"Філамент охолоджується шляхом переміщення вперед-назад у охолоджувальних "
"трубках. Вкажіть бажану кількість цих рухів."
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "Швидкість першого охолоджуючого руху"
@@ -10985,15 +11176,6 @@ msgstr "Швидкість останнього охолоджуючого ру
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "Охолоджувальні рухи поступово прискорюються до цієї швидкості."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Час для прошивки принтера (або Multi Material Unit 2.0), щоб завести новий "
-"філамент під час заміни інструменту (під час виконання коду Т). Цей час "
-"додається до загального часу друку за допомогою оцінювача часу G-коду."
-
msgid "Ramming parameters"
msgstr "Параметри раммінгу"
@@ -11004,15 +11186,6 @@ msgstr ""
"Цей рядок відредаговано у діалогу налаштувань раммінгу та містить певні "
"параметри раммінгу."
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"Час для прошивки принтера (або Multi Material Unit 2.0), щоб вивести "
-"філамент під час заміни інструменту (під час виконання коду Т). Цей час "
-"додається до загального часу друку за допомогою оцінювача часу G-коду."
-
msgid "Enable ramming for multitool setups"
msgstr "Увімкнути накат для багатоінструментальних установок"
@@ -11333,7 +11506,7 @@ msgstr "Початкова висота шару"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Висота вихідного шару. Незначна товщина початкової висоти шару може "
"поліпшити прилипання до столу"
@@ -11375,10 +11548,10 @@ msgstr "Повна швидкість вентилятора на шарі"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"Швидкість вентилятора лінійно збільшується від нуля на "
"рівні«close_fan_the_first_x_layers» до максимуму на рівні "
@@ -11452,8 +11625,11 @@ msgstr "Відфільтрувати крихітні зазори"
msgid "Layers and Perimeters"
msgstr "Шари та периметри"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "Відфільтруйте прогалини, менші за вказаний поріг"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11790,9 +11966,12 @@ msgstr "Максимальна ширина сегментованої обла
msgid "Interlocking depth of a segmented region"
msgstr "Глибина взаємного взаємодії сегментованої області"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
-"Глибина взаємного взаємодії сегментованої області. Нуль вимикає цю функцію."
msgid "Use beam interlocking"
msgstr ""
@@ -12203,9 +12382,6 @@ msgstr ""
"зберегти мінімальний час проходження шару, вказаний вище, коли ввімкнено "
"сповільнення для кращого охолодження шару."
-msgid "Nozzle diameter"
-msgstr "Діаметр сопла"
-
msgid "Diameter of nozzle"
msgstr "Діаметр сопла"
@@ -12304,6 +12480,11 @@ msgstr ""
"витікання не буде помітно. Це може зменшити час втягування складної моделі "
"та заощадити час друку, але уповільнить нарізку та генерацію G-коду"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "Формат імені файлу"
@@ -12353,6 +12534,9 @@ msgstr ""
"Визначте відсоток звису щодо ширини лінії та використовуйте для друку іншу "
"швидкість. Для 100%% -ного звису використовується швидкість моста."
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -12403,12 +12587,21 @@ msgstr ""
"аргумент, і вони можуть отримати доступ до налаштувань Orca Slicer "
"конфігурації шляхом читання змінних середовища."
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "Нотатки для принтера"
msgid "You can put your notes regarding the printer here."
msgstr "Ви можете залишити свої примітки щодо принтера тут."
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "Відстань контакту плоту Z"
@@ -12979,6 +13172,12 @@ msgstr ""
"Площа заповнення, яка менша за порогове значення, замінюється внутрішнім "
"суцільним заповненням"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -13045,6 +13244,31 @@ msgstr "Традиційний"
msgid "Temperature variation"
msgstr "Зміна температури"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "Стартовий G-code"
@@ -13535,33 +13759,40 @@ msgid "Activate temperature control"
msgstr "Увімкнути контроль температури"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"Увімкніть цю опцію для керування температурою в камері. Перед "
-"\"machine_start_gcode\" буде додано команду M191\n"
-"Команди G-коду: M141/M191 S(0-255)"
msgid "Chamber temperature"
msgstr "Температура в камері"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"Вища температура камери може допомогти стримувати або зменшувати деформацію "
-"та, можливо, підвищити міцність зв’язку між шарами для матеріалів високої "
-"температури, таких як ABS, ASA, PC, PA тощо. У той же час, повітряна "
-"фільтрація для ABS та ASA може стати гіршею. Однак для PLA, PETG, TPU, PVA "
-"та інших матеріалів низької температури фактична температура камери не "
-"повинна бути високою, щоб уникнути засмічення, тому рекомендується вимкнути "
-"температуру камери (0)"
msgid "Nozzle temperature for layers after the initial one"
msgstr "Температура сопла для шарів після початкового"
@@ -13662,9 +13893,9 @@ msgstr ""
"Залежно від тривалості операції витирання, швидкості та тривалості "
"втягування екструдера/нитки, може знадобитися рух накату для нитки. \n"
"\n"
-"Якщо встановити значення у параметрі \"Кількість втягування перед витиранням"
-"\" нижче, надлишкове втягування буде виконано перед витиранням, інакше воно "
-"буде виконано після нього."
+"Якщо встановити значення у параметрі \"Кількість втягування перед "
+"витиранням\" нижче, надлишкове втягування буде виконано перед витиранням, "
+"інакше воно буде виконано після нього."
msgid ""
"The wiping tower can be used to clean up the residue on the nozzle and "
@@ -13713,12 +13944,6 @@ msgstr ""
"Кут на вершині конуса, який використовується для стабілізації очисної вежі. "
"Чим більший кут, тим ширша основа."
-msgid "Wipe tower purge lines spacing"
-msgstr "Протерти відстань між лініями продувки башти"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "Відстань між лініями продувки на протиральній башті."
-
msgid "Maximum wipe tower print speed"
msgstr "Максимальна швидкість друку протиральної башти"
@@ -13764,9 +13989,6 @@ msgstr ""
"Для зовнішніх периметрів вежі витирання використовується швидкість "
"внутрішнього периметра незалежно від цього параметра."
-msgid "Wipe tower extruder"
-msgstr "Очисна башта екструдера"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13823,6 +14045,30 @@ msgstr "Максимальна мостова відстань"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "Максимальна відстань між підтримками на рідкісних ділянках заповнення."
+msgid "Wipe tower purge lines spacing"
+msgstr "Протерти відстань між лініями продувки башти"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "Відстань між лініями продувки на протиральній башті."
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "Компенсація отвору XY"
@@ -14161,6 +14407,14 @@ msgstr "Додаткове втягування"
msgid "Currently planned extra extruder priming after deretraction."
msgstr "В даний час планується додаткове ґрунтування екструдера після накату."
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr "Поточний екструдер"
@@ -14210,6 +14464,12 @@ msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
"Вектор bool, що вказує на те, чи використовується даний екструдер у друці."
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr "Об'єм на один екструдер"
@@ -14367,6 +14627,14 @@ msgstr "Ім'я фізичного принтера"
msgid "Name of the physical printer used for slicing."
msgstr "Назва фізичного принтера, який використовується для нарізки."
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr "Номер шару"
@@ -15476,8 +15744,8 @@ msgstr ""
"Чи бажаєте ви їх перезаписати?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Ми б перейменували попередні налаштування на «Вибраний вами серійний "
@@ -15506,7 +15774,7 @@ msgstr "Імпорт набору параметрів"
msgid "Create Type"
msgstr "Тип"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "Модель не знайдено. Будь ласка, перевиберіть виробника."
msgid "Select Model"
@@ -15557,10 +15825,10 @@ msgstr "Шлях до налаштувань не знайдено. Будь л
msgid "The printer model was not found, please reselect."
msgstr "Модель принтера не було знайдено. Будь ласка, перевиберіть її."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "Діаметр сопла не знайдено. Будь ласка, перевиберіть його."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "Налаштування принтера не знайдено. Будь ласка, перевиберіть його."
msgid "Printer Preset"
@@ -16806,6 +17074,155 @@ msgstr ""
"ABS, відповідне підвищення температури гарячого ліжка може зменшити "
"ймовірність деформації."
+#~ msgid ""
+#~ "Enables gap fill for the selected surfaces. The minimum gap length that "
+#~ "will be filled can be controlled from the filter out tiny gaps option "
+#~ "below.\n"
+#~ "\n"
+#~ "Options:\n"
+#~ "1. Everywhere: Applies gap fill to top, bottom and internal solid "
+#~ "surfaces\n"
+#~ "2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
+#~ "only\n"
+#~ "3. Nowhere: Disables gap fill\n"
+#~ msgstr ""
+#~ "Вмикає заповнення проміжків для вибраних поверхонь. Мінімальну довжину "
+#~ "проміжку, який буде заповнено, можна контролювати за допомогою опції "
+#~ "\"Відфільтрувати крихітні проміжки\" нижче.\n"
+#~ "\n"
+#~ "Параметри:\n"
+#~ "1. Скрізь: Застосовує заповнення проміжків до верхньої, нижньої та "
+#~ "внутрішніх суцільних поверхонь\n"
+#~ "2. Верхня та нижня поверхні: Застосовує заповнення лише до верхньої та "
+#~ "нижньої поверхонь\n"
+#~ "3. Ніде: Вимикає заповнення проміжків\n"
+
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr ""
+#~ "Трохи зменшіть це значення (наприклад, 0.9), щоб зменшити кількість "
+#~ "матеріалу для мосту, щоб покращити провисання"
+
+#~ msgid ""
+#~ "This value governs the thickness of the internal bridge layer. This is "
+#~ "the first layer over sparse infill. Decrease this value slightly (for "
+#~ "example 0.9) to improve surface quality over sparse infill."
+#~ msgstr ""
+#~ "Це значення визначає товщину внутрішнього мостовидного шару. Це перший "
+#~ "шар над внутрішнім заповненням. Зменшіть це значення (наприклад, до 0,9), "
+#~ "щоб покращити якість поверхні над внутрішнім заповненням."
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr ""
+#~ "Цей фактор впливає на кількість матеріалу для заповнення верхнього "
+#~ "твердоготіла. Можна трохи зменшити його, щоб отримати гладку "
+#~ "шорсткістьповерхні"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr ""
+#~ "Цей фактор впливає на кількість матеріалу для заповнення нижнього "
+#~ "твердоготіла"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr ""
+#~ "Увімкніть цей параметр, щоб сповільнити друк у зонах, де можуть існувати "
+#~ "потенційно нависаючі периметри"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "Швидкість мосту і периметр, що повністю звисає"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "Швидкість внутрішнього мосту. Якщо значення виражено у відсотках, воно "
+#~ "буде розраховано на основі bridge_speed. Значення за замовчуванням - 150%."
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Час завантаження нового філаменту при перемиканні філаменту. Тільки для "
+#~ "статистики"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr ""
+#~ "Час вивантаження нового філаменту при перемиканні філаменту. Тільки для "
+#~ "статистики"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Час для прошивки принтера (або Multi Material Unit 2.0), щоб завести "
+#~ "новий філамент під час заміни інструменту (під час виконання коду Т). Цей "
+#~ "час додається до загального часу друку за допомогою оцінювача часу G-коду."
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "Час для прошивки принтера (або Multi Material Unit 2.0), щоб вивести "
+#~ "філамент під час заміни інструменту (під час виконання коду Т). Цей час "
+#~ "додається до загального часу друку за допомогою оцінювача часу G-коду."
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "Відфільтруйте прогалини, менші за вказаний поріг"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "Увімкніть цю опцію для керування температурою в камері. Перед "
+#~ "\"machine_start_gcode\" буде додано команду M191\n"
+#~ "Команди G-коду: M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "Вища температура камери може допомогти стримувати або зменшувати "
+#~ "деформацію та, можливо, підвищити міцність зв’язку між шарами для "
+#~ "матеріалів високої температури, таких як ABS, ASA, PC, PA тощо. У той же "
+#~ "час, повітряна фільтрація для ABS та ASA може стати гіршею. Однак для "
+#~ "PLA, PETG, TPU, PVA та інших матеріалів низької температури фактична "
+#~ "температура камери не повинна бути високою, щоб уникнути засмічення, тому "
+#~ "рекомендується вимкнути температуру камери (0)"
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr ""
+#~ "Використання різних діаметрів насадок та різних діаметрів філаментів не "
+#~ "допускається, коли увімкнено вежу підготовки."
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr ""
+#~ "Запобігання витіканню з увімкненою вежею підготовки в даний момент не "
+#~ "підтримується."
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr ""
+#~ "Глибина взаємного взаємодії сегментованої області. Нуль вимикає цю "
+#~ "функцію."
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "Очисна башта екструдера"
+
#~ msgid "Current association: "
#~ msgstr "Поточна асоціація: "
diff --git a/localization/i18n/zh_CN/OrcaSlicer_zh_CN.po b/localization/i18n/zh_CN/OrcaSlicer_zh_CN.po
index e3825454a7..c8ac4dbc22 100644
--- a/localization/i18n/zh_CN/OrcaSlicer_zh_CN.po
+++ b/localization/i18n/zh_CN/OrcaSlicer_zh_CN.po
@@ -6,9 +6,9 @@ msgid ""
msgstr ""
"Project-Id-Version: Slic3rPE\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
-"PO-Revision-Date: 2023-04-01 13:21+0800\n"
-"Last-Translator: SoftFever \n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
+"PO-Revision-Date: 2024-07-28 07:12+0000\n"
+"Last-Translator: Handle \n"
"Language-Team: \n"
"Language: zh_CN\n"
"MIME-Version: 1.0\n"
@@ -355,6 +355,8 @@ msgid ""
"Click to flip the cut plane\n"
"Drag to move the cut plane"
msgstr ""
+"单击以翻转剖切面\n"
+"拖动以移动剖切面"
msgid ""
"Click to flip the cut plane\n"
@@ -372,7 +374,7 @@ msgid "Mode"
msgstr "模式"
msgid "Change cut mode"
-msgstr ""
+msgstr "更改切割模式"
msgid "Tolerance"
msgstr "容差"
@@ -381,7 +383,7 @@ msgid "Drag"
msgstr "拖拽"
msgid "Draw cut line"
-msgstr ""
+msgstr "绘制切线"
msgid "Left click"
msgstr "左击"
@@ -423,7 +425,7 @@ msgid "Bulge proportion related to radius"
msgstr ""
msgid "Space"
-msgstr "空格键"
+msgstr "间隔"
msgid "Space proportion related to radius"
msgstr ""
@@ -441,14 +443,14 @@ msgid "Flip cut plane"
msgstr "翻转剖切面"
msgid "Groove change"
-msgstr ""
+msgstr "槽变化"
msgid "Reset"
msgstr "重置"
#. TRN: This is an entry in the Undo/Redo stack. The whole line will be 'Edited: (name of whatever was edited)'.
msgid "Edited"
-msgstr ""
+msgstr "已编辑"
msgid "Cut position"
msgstr "切割位置"
@@ -498,12 +500,12 @@ msgstr "检测到无效连接件"
#, c-format, boost-format
msgid "%1$d connector is out of cut contour"
msgid_plural "%1$d connectors are out of cut contour"
-msgstr[0] ""
+msgstr[0] "%1$d 个连接件超出了切割轮廓"
#, c-format, boost-format
msgid "%1$d connector is out of object"
msgid_plural "%1$d connectors are out of object"
-msgstr[0] ""
+msgstr[0] "%1$d 个连接件超出了对象"
msgid "Some connectors are overlapped"
msgstr "存在连接件相互重叠"
@@ -515,7 +517,7 @@ msgid "Cut plane is placed out of object"
msgstr "剖切面放置在对象之外"
msgid "Cut plane with groove is invalid"
-msgstr ""
+msgstr "槽所在的切割平面无效"
msgid "Connector"
msgstr "连接件"
@@ -588,7 +590,7 @@ msgstr "显示线框"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "处理预览的过程中无法应用。"
msgid "Operation already cancelling. Please wait few seconds."
@@ -655,7 +657,7 @@ msgstr "附着曲面"
msgid "Horizontal text"
msgstr "水平文字"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + 鼠标上移或下移"
msgid "Rotate text"
@@ -666,11 +668,11 @@ msgstr "文本形状"
#. TRN - Title in Undo/Redo stack after rotate with text around emboss axe
msgid "Text rotate"
-msgstr ""
+msgstr "旋转文字"
#. TRN - Title in Undo/Redo stack after move with text along emboss axe - From surface
msgid "Text move"
-msgstr ""
+msgstr "移动文字"
msgid "Set Mirror"
msgstr "设置镜像"
@@ -900,44 +902,44 @@ msgid "Revert using of model surface."
msgstr "恢复使用模型曲面。"
msgid "Revert Transformation per glyph."
-msgstr ""
+msgstr "恢复按字符变形选项。"
msgid "Set global orientation for whole text."
-msgstr ""
+msgstr "为整段文本使用同一基准。"
msgid "Set position and orientation per glyph."
-msgstr ""
+msgstr "为每个字符独立计算位置和方向。"
msgctxt "Alignment"
msgid "Left"
-msgstr "左面"
+msgstr "左对齐"
msgctxt "Alignment"
msgid "Center"
-msgstr "居中"
+msgstr "水平居中"
msgctxt "Alignment"
msgid "Right"
-msgstr "右面"
+msgstr "右对齐"
msgctxt "Alignment"
msgid "Top"
-msgstr "顶部"
+msgstr "顶对齐"
msgctxt "Alignment"
msgid "Middle"
-msgstr ""
+msgstr "垂直居中"
msgctxt "Alignment"
msgid "Bottom"
-msgstr "底部"
+msgstr "底对齐"
msgid "Revert alignment."
-msgstr ""
+msgstr "还原对齐。"
#. TRN EmbossGizmo: font units
msgid "points"
-msgstr ""
+msgstr "点"
msgid "Revert gap between characters"
msgstr "恢复字间距"
@@ -952,13 +954,13 @@ msgid "Distance between lines"
msgstr "行间距"
msgid "Undo boldness"
-msgstr ""
+msgstr "撤销粗细调整"
msgid "Tiny / Wide glyphs"
-msgstr "细小/宽大的字形"
+msgstr "细小/粗大的字形"
msgid "Undo letter's skew"
-msgstr "撤消字母的歪斜"
+msgstr "撤消字母的斜体效果"
msgid "Italic strength ratio"
msgstr "倾斜强度比"
@@ -992,7 +994,7 @@ msgstr "选择文字使其面向摄像头"
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"不能加载完全相同的字体(\"%1%\")。应用程序选择了一种类似的字体(\"%2%\")。你"
@@ -1039,12 +1041,12 @@ msgstr "行间距"
#. TRN - Input label. Be short as possible
msgid "Boldness"
-msgstr "粗细"
+msgstr "仿字重"
#. TRN - Input label. Be short as possible
#. Like Font italic
msgid "Skew ratio"
-msgstr "斜率"
+msgstr "仿斜体"
#. TRN - Input label. Be short as possible
#. Distance from model surface to be able
@@ -1067,11 +1069,11 @@ msgstr "收集"
#. TRN - Title in Undo/Redo stack after rotate with SVG around emboss axe
msgid "SVG rotate"
-msgstr ""
+msgstr "旋转SVG图形"
#. TRN - Title in Undo/Redo stack after move with SVG along emboss axe - From surface
msgid "SVG move"
-msgstr ""
+msgstr "移动SVG图形"
msgid "Enter SVG gizmo"
msgstr ""
@@ -1087,26 +1089,26 @@ msgstr "SVG矢量图"
#, boost-format
msgid "Opacity (%1%)"
-msgstr ""
+msgstr "不透明度 (%1%)"
#, boost-format
msgid "Color gradient (%1%)"
-msgstr ""
+msgstr "渐变 (%1%)"
msgid "Undefined fill type"
-msgstr ""
+msgstr "未定义的填充类型"
msgid "Linear gradient"
-msgstr ""
+msgstr "线性渐变"
msgid "Radial gradient"
-msgstr ""
+msgstr "径向渐变"
msgid "Open filled path"
msgstr ""
msgid "Undefined stroke type"
-msgstr ""
+msgstr "未定义的描边类型"
msgid "Path can't be healed from selfintersection and multiple points."
msgstr ""
@@ -1118,7 +1120,7 @@ msgstr ""
#, boost-format
msgid "Shape is marked as invisible (%1%)."
-msgstr ""
+msgstr "形状已被标记为不可见 (%1%)."
#. TRN: The first placeholder is shape identifier, the second one is text describing the problem.
#, boost-format
@@ -1127,25 +1129,25 @@ msgstr ""
#, boost-format
msgid "Stroke of shape (%1%) is too thin (minimal width is %2% mm)."
-msgstr ""
+msgstr "形状 (%1%) 的描边太细了(不小于 %2% mm)。"
#, boost-format
msgid "Stroke of shape (%1%) contains unsupported: %2%."
msgstr ""
msgid "Face the camera"
-msgstr ""
+msgstr "面向摄像机"
#. TRN - Preview of filename after clear local filepath.
msgid "Unknown filename"
-msgstr ""
+msgstr "未知文件名"
#, boost-format
msgid "SVG file path is \"%1%\""
-msgstr ""
+msgstr "SVG文件路径:\"%1%\""
msgid "Reload SVG file from disk."
-msgstr ""
+msgstr "从磁盘重新加载SVG文件。"
msgid "Change file"
msgstr ""
@@ -1173,10 +1175,10 @@ msgid "Save as"
msgstr "另存为"
msgid "Save SVG file"
-msgstr ""
+msgstr "保存SVG文件"
msgid "Save as '.svg' file"
-msgstr ""
+msgstr "另存为“.svg”文件"
msgid "Size in emboss direction."
msgstr ""
@@ -1406,6 +1408,8 @@ msgid ""
"features.\n"
"Click Yes to install it now."
msgstr ""
+"Orca Slicer 依赖 Microsoft WebView2 运行时以运行部分功能。\n"
+"请点击 Yes 进行安装。"
msgid "WebView2 Runtime"
msgstr "WebView2 运行库"
@@ -1441,6 +1445,9 @@ msgid ""
"Please note, application settings will be lost, but printer profiles will "
"not be affected."
msgstr ""
+"OrcaSlicer 配置文件无法解析,可能已经损坏。\n"
+"OrcaSlicer 已尝试重新创建配置文件。\n"
+"请注意,您的程序设置会丢失,但打印机配置文件不会受到影响。"
msgid "Rebuild"
msgstr "重新构建"
@@ -1601,7 +1608,7 @@ msgstr "挤出宽度"
msgid "Wipe options"
msgstr "擦除选项"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "热床粘接"
msgid "Add part"
@@ -1695,6 +1702,13 @@ msgid ""
"Yes - Change these settings automatically\n"
"No - Do not change these settings for me"
msgstr ""
+"该模型顶面具有文字浮雕。\n"
+"为了获得最佳效果,我们推荐您将“单层墙阈值”设置为 0 以使“仅首层单层墙”效果最"
+"佳。\n"
+"\n"
+"自动调整这些设置?\n"
+"是 - 自动调整这些设置\n"
+"否 - 不用为我调整这些设置"
msgid "Text"
msgstr "文字浮雕"
@@ -1880,12 +1894,6 @@ msgstr "自动朝向"
msgid "Auto orient the object to improve print quality."
msgstr "自动调整对象朝向以提高打印质量。"
-msgid "Split the selected object into mutiple objects"
-msgstr "拆分所选对象为多个对象"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "拆分所选对象为多个零件"
-
msgid "Select All"
msgstr "全选"
@@ -1905,7 +1913,7 @@ msgid "arrange current plate"
msgstr "在当前盘执行自动摆放"
msgid "Reload All"
-msgstr ""
+msgstr "重新加载全部"
msgid "reload all from disk"
msgstr ""
@@ -1931,6 +1939,9 @@ msgstr "简化模型"
msgid "Center"
msgstr "居中"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "编辑工艺参数"
@@ -2133,8 +2144,8 @@ msgid "Following model object has been repaired"
msgid_plural "Following model objects have been repaired"
msgstr[0] "以下模型对象已被修复"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "以下模型对象修复失败"
msgid "Repairing was canceled"
@@ -2312,7 +2323,7 @@ msgid "Check the status of current system services"
msgstr "请检查当前系统服务状态"
msgid "code"
-msgstr ""
+msgstr "代码"
msgid "Failed to connect to cloud service"
msgstr "无法连接到云服务"
@@ -2483,7 +2494,7 @@ msgid "Orienting"
msgstr "自动朝向中..."
msgid "Orienting canceled."
-msgstr ""
+msgstr "自动朝向已取消。"
msgid "Filling"
msgstr "正在填充"
@@ -2567,7 +2578,7 @@ msgstr "发送打印任务超时。"
msgid "Service Unavailable"
msgstr "服务不可用"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "未知错误"
msgid "Sending print configuration"
@@ -2660,7 +2671,7 @@ msgid "GNU Affero General Public License, version 3"
msgstr "GNU Affero 通用公共许可证,版本 3下授权的"
msgid "Orca Slicer is based on PrusaSlicer and BambuStudio"
-msgstr ""
+msgstr "Orca Slicer 基于 PrusaSlicer 以及 BambuStudio 开发"
msgid "Libraries"
msgstr "库"
@@ -2678,10 +2689,10 @@ msgid "Orca Slicer "
msgstr "逆戟鲸切片"
msgid "OrcaSlicer is based on BambuStudio, PrusaSlicer, and SuperSlicer."
-msgstr ""
+msgstr "OrcaSlicer基于BambuStudio、PrusaSlicer 以及SuperSlicer开发。"
msgid "BambuStudio is originally based on PrusaSlicer by PrusaResearch."
-msgstr ""
+msgstr "BambuStudio基于PrusaResearch的PrusaSlicer开发而来。"
msgid "PrusaSlicer is originally based on Slic3r by Alessandro Ranellucci."
msgstr "PrusaSlicer最初是基于Alessandro Ranellucci的Slic3r。"
@@ -2719,7 +2730,7 @@ msgstr "最小"
#, boost-format
msgid "The input value should be greater than %1% and less than %2%"
-msgstr "输入的范围在 %1% 和 %2% 之间"
+msgstr "输入的范围应当在 %1% 和 %2% 之间"
msgid "SN"
msgstr "序列号"
@@ -2857,7 +2868,7 @@ msgid "Print with the filament mounted on the back of chassis"
msgstr "使用机箱背后挂载的材料打印"
msgid "Current Cabin humidity"
-msgstr ""
+msgstr "当前舱内湿度"
msgid ""
"Please change the desiccant when it is too wet. The indicator may not "
@@ -2918,10 +2929,10 @@ msgstr ""
"(目前支持品牌、材料种类、颜色相同的耗材的自动补给)"
msgid "DRY"
-msgstr ""
+msgstr "干燥"
msgid "WET"
-msgstr ""
+msgstr "潮湿"
msgid "AMS Settings"
msgstr "AMS 设置"
@@ -3306,13 +3317,13 @@ msgid "Timelapse"
msgstr "延时摄影"
msgid "Flow Dynamic Calibration"
-msgstr ""
+msgstr "动态流量校准"
msgid "Send Options"
msgstr "发送选项"
msgid "Send to"
-msgstr ""
+msgstr "发送至"
msgid ""
"printers at the same time.(It depends on how many devices can undergo "
@@ -3492,7 +3503,7 @@ msgstr ""
"这个数值将被重置为0。"
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -3776,7 +3787,7 @@ msgstr "缺省"
#, boost-format
msgid "Edit Custom G-code (%1%)"
-msgstr ""
+msgstr "编辑自定义G-code (%1%)"
msgid "Built-in placeholders (Double click item to add to G-code)"
msgstr ""
@@ -3815,7 +3826,7 @@ msgid "Temperatures"
msgstr "温度"
msgid "Timestamps"
-msgstr ""
+msgstr "时间戳"
#, boost-format
msgid "Specific for %1%"
@@ -4223,7 +4234,7 @@ msgstr "体积:"
msgid "Size:"
msgstr "尺寸:"
-#, c-format, boost-format
+#, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4308,10 +4319,10 @@ msgid "Enable"
msgstr "开启"
msgid "Hostname or IP"
-msgstr ""
+msgstr "主机名或IP地址"
msgid "Custom camera source"
-msgstr ""
+msgstr "自定义摄像机源"
msgid "Show \"Live Video\" guide page."
msgstr "显示\"直播视频流\"指南"
@@ -4431,38 +4442,38 @@ msgstr "默认视图"
#. TRN To be shown in the main menu View->Top
msgid "Top"
-msgstr "顶部"
+msgstr "上"
msgid "Top View"
msgstr "顶部视图"
#. TRN To be shown in the main menu View->Bottom
msgid "Bottom"
-msgstr "底部"
+msgstr "下"
msgid "Bottom View"
msgstr "底部视图"
msgid "Front"
-msgstr "前面"
+msgstr "前"
msgid "Front View"
msgstr "前视图"
msgid "Rear"
-msgstr "后面"
+msgstr "后"
msgid "Rear View"
msgstr "后视图"
msgid "Left"
-msgstr "左面"
+msgstr "左"
msgid "Left View"
msgstr "左视图"
msgid "Right"
-msgstr "右面"
+msgstr "右"
msgid "Right View"
msgstr "右视图"
@@ -4504,10 +4515,10 @@ msgid "Load a model"
msgstr "加载模型"
msgid "Import Zip Archive"
-msgstr ""
+msgstr "导入 ZIP 压缩文件"
msgid "Load models contained within a zip archive"
-msgstr ""
+msgstr "从 ZIP 压缩文件中导入一个或多个模型"
msgid "Import Configs"
msgstr "导入预设"
@@ -4662,6 +4673,18 @@ msgstr "细调"
msgid "Flow rate test - Pass 2"
msgstr "流量测试 - 通过 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "流量"
@@ -4775,6 +4798,8 @@ msgid ""
"Hint: Make sure you have added the corresponding printer before importing "
"the configs."
msgstr ""
+"\n"
+"注意:请确保您在导入配置前,已经添加了相应的打印机。"
msgid "Import result"
msgstr "导入结果"
@@ -5128,7 +5153,7 @@ msgid "Camera Setting"
msgstr "相机设置"
msgid "Switch Camera View"
-msgstr ""
+msgstr "切换相机视图"
msgid "Control"
msgstr "控制"
@@ -5386,7 +5411,7 @@ msgid "Latest Version: "
msgstr "最新版本:"
msgid "Not for now"
-msgstr ""
+msgstr "暂不"
msgid "3D Mouse disconnected."
msgstr "3D鼠标断连。"
@@ -5600,7 +5625,7 @@ msgid "View all object's settings"
msgstr "查看所有对象的配置"
msgid "Material settings"
-msgstr ""
+msgstr "材料设置"
msgid "Remove current plate (if not last one)"
msgstr "移除当前板(如果不是最后一个)"
@@ -5618,7 +5643,7 @@ msgid "Lock current plate"
msgstr "锁定当前板"
msgid "Edit current plate name"
-msgstr ""
+msgstr "编辑当前盘名"
msgid "Customize current plate"
msgstr "自定义当前板"
@@ -5893,7 +5918,7 @@ msgstr ""
"文件 %s 已经存在\n"
"您是否要替换它?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "确认另存为"
msgid "Delete object which is a part of cut object"
@@ -6103,7 +6128,7 @@ msgstr "文件%s已经发送到打印机的存储空间,可以在打印机上
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"无法对模型网格执行布尔运算。只保留正体积部分。您可以修复网格后再试一次。"
@@ -6292,6 +6317,8 @@ msgid ""
"This stops the transmission of data to Bambu's cloud services. Users who "
"don't use BBL machines or use LAN mode only can safely turn on this function."
msgstr ""
+"停止向拓竹科技服务器发送数据。如果您不使用Bambu Lab的打印机或仅使用局域网模"
+"式,则可以安全地启用此功能。"
msgid "Enable network plugin"
msgstr "启用网络插件"
@@ -6309,7 +6336,7 @@ msgid "Units"
msgstr "单位"
msgid "Allow only one OrcaSlicer instance"
-msgstr ""
+msgstr "同时仅运行一个 OrcaSlicer 实例"
msgid ""
"On OSX there is always only one instance of app running by default. However "
@@ -6324,27 +6351,32 @@ msgid ""
"same OrcaSlicer is already running, that instance will be reactivated "
"instead."
msgstr ""
+"如果启用,当您在已经启动一个 OrcaSlicer 实例时再次启动 OrcaSlicer ,将会激活"
+"您已经启动的 OrcaSlicer 实例。"
msgid "Home"
msgstr "首页"
msgid "Default Page"
-msgstr ""
+msgstr "起始页"
msgid "Set the page opened on startup."
-msgstr ""
+msgstr "设置启动OrcaSlicer时首先显示的页面。"
msgid "Touchpad"
-msgstr ""
+msgstr "触控板"
msgid "Camera style"
-msgstr ""
+msgstr "视角控制模式"
msgid ""
"Select camera navigation style.\n"
"Default: LMB+move for rotation, RMB/MMB+move for panning.\n"
"Touchpad: Alt+move for rotation, Shift+move for panning."
msgstr ""
+"选择摄像机的导航模式。\n"
+"缺省:鼠标左键+拖动 旋转,鼠标右键+拖动 平移;\n"
+"触控板:Alt+拖动 旋转,Shift+拖动 平移。"
msgid "Zoom to mouse position"
msgstr "放大到鼠标位置"
@@ -6361,10 +6393,10 @@ msgid "If enabled, use free camera. If not enabled, use constrained camera."
msgstr "如果启用,使用自由视角。如果未启用,使用约束视角。"
msgid "Reverse mouse zoom"
-msgstr ""
+msgstr "反转鼠标缩放"
msgid "If enabled, reverses the direction of zoom with mouse wheel."
-msgstr ""
+msgstr "如果启用,使用鼠标滚轮缩放的方向会反转。"
msgid "Show splash screen"
msgstr "显示启动画面"
@@ -6392,21 +6424,27 @@ msgid "If enabled, auto-calculate every time when filament is changed"
msgstr "如果启用,会在每一次更换材料时自动计算。"
msgid "Remember printer configuration"
-msgstr ""
+msgstr "记住打印机选项"
msgid ""
"If enabled, Orca will remember and switch filament/process configuration for "
"each printer automatically."
-msgstr ""
+msgstr "如果启用,Orca会自动记录并切换您不同打印机之间的耗材配置与打印参数。"
msgid "Multi-device Management(Take effect after restarting Orca)."
-msgstr ""
+msgstr "多设备管理 (重启Orca后生效)"
msgid ""
"With this option enabled, you can send a task to multiple devices at the "
"same time and manage multiple devices."
msgstr "启用此选项后,您可以同时向多个设备发送任务并管理多个设备。"
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr "网络"
@@ -6793,22 +6831,22 @@ msgid "Busy"
msgstr "忙碌"
msgid "Bambu Cool Plate"
-msgstr "低温打印热床"
+msgstr "低温打印板"
msgid "PLA Plate"
msgstr "PLA打印板"
msgid "Bambu Engineering Plate"
-msgstr "工程打印热床"
+msgstr "工程材料打印板"
msgid "Bambu Smooth PEI Plate"
-msgstr ""
+msgstr "光面PEI打印板"
msgid "High temperature Plate"
-msgstr "高温打印热床"
+msgstr "高温打印板"
msgid "Bambu Textured PEI Plate"
-msgstr ""
+msgstr "纹理PEI打印板"
msgid "Send print job to"
msgstr "发送打印任务至"
@@ -7262,8 +7300,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"在录制无工具头延时摄影视频时,建议添加“延时摄影擦料塔”\n"
"右键单击打印板的空白位置,选择“添加标准模型”->“延时摄影擦料塔”。"
@@ -7336,12 +7374,21 @@ msgstr "支撑耗材"
msgid "Tree supports"
msgstr "树状支撑"
-msgid "Skirt"
-msgstr "裙边"
+msgid "Multimaterial"
+msgstr "材料"
msgid "Prime tower"
msgstr "擦拭塔"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "裙边"
+
msgid "Special mode"
msgstr "特殊模式"
@@ -7388,6 +7435,9 @@ msgstr "建议喷嘴温度"
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr "该材料的建议喷嘴温度范围。0表示未设置"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
msgid "Print chamber temperature"
msgstr "打印仓温度"
@@ -7485,9 +7535,6 @@ msgstr "耗材丝起始G-code"
msgid "Filament end G-code"
msgstr "耗材丝结束G-code"
-msgid "Multimaterial"
-msgstr "材料"
-
msgid "Wipe tower parameters"
msgstr "色塔参数"
@@ -7577,12 +7624,30 @@ msgstr "抖动限制"
msgid "Single extruder multimaterial setup"
msgstr "设置单挤出机多材料"
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "喷嘴直径"
+
msgid "Wipe tower"
msgstr "色塔"
msgid "Single extruder multimaterial parameters"
msgstr "单挤出机多材料参数"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "层高限制"
@@ -7756,6 +7821,8 @@ msgid ""
"You can discard the preset values you have modified, or choose to transfer "
"the modified values to the new project"
msgstr ""
+"\n"
+"您可以放弃已修改的预设值,或者将修改后的值转移到新项目"
msgid "Extruders count"
msgstr "挤出机数量"
@@ -8183,7 +8250,7 @@ msgid "Camera view - Bottom"
msgstr "摄像机视角 - 底部"
msgid "Camera view - Front"
-msgstr "摄像机视角 - 前面"
+msgstr "摄像机视角 - 正面"
msgid "Camera view - Behind"
msgstr "摄像机视角 - 后面"
@@ -8547,6 +8614,11 @@ msgstr "部分模型在这些高度可能过薄,或者模型存在面片错误
msgid "No object can be printed. Maybe too small"
msgstr "没有可打印的对象。可能是因为尺寸过小。"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
"\n"
@@ -8771,9 +8843,10 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "Organic支撑不支持可变层高。"
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
-msgstr "启用擦拭塔时,不允许使用不同的喷嘴直径和不同的材料直径。"
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
+msgstr ""
msgid ""
"The Wipe Tower is currently only supported with the relative extruder "
@@ -8783,8 +8856,9 @@ msgstr ""
"塔。"
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
-msgstr "当启用擦拭塔时,目前不支持防滴功能。"
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
+msgstr ""
msgid ""
"The prime tower is currently only supported for the Marlin, RepRap/Sprinter, "
@@ -9198,14 +9272,31 @@ msgid "Apply gap fill"
msgstr "启用间隙填充"
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
msgid "Everywhere"
@@ -9272,8 +9363,11 @@ msgstr "桥接流量"
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
-msgstr "稍微减小这个数值(比如0.9)可以减小桥接的材料量,来改善下垂。"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
msgid "Internal bridge flow ratio"
msgstr "内部搭桥流量比例"
@@ -9281,7 +9375,11 @@ msgstr "内部搭桥流量比例"
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
msgid "Top surface flow ratio"
@@ -9289,14 +9387,21 @@ msgstr "顶部表面流量比例"
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
-msgstr "稍微减小这个数值(比如0.97)可以来改善顶面的光滑程度。"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
msgid "Bottom surface flow ratio"
msgstr "底部表面流量比例"
-msgid "This factor affects the amount of material for bottom solid infill"
-msgstr "首层流量调整系数,默认为1.0"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
msgid "Precise wall"
msgstr "精准外墙尺寸"
@@ -9441,15 +9546,31 @@ msgid "Slow down for overhang"
msgstr "悬垂降速"
msgid "Enable this option to slow printing down for different overhang degree"
-msgstr "打开这个选项将降低不同悬垂程度的走线的打印速度"
+msgstr "启用此选项将降低不同悬垂程度的走线的打印速度"
msgid "Slow down for curled perimeters"
msgstr "翘边降速"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
-msgstr "启用这个选项,降低可能存在卷曲部位的打印速度"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
+msgstr ""
msgid "mm/s or %"
msgstr "mm/s 或 %"
@@ -9457,8 +9578,14 @@ msgstr "mm/s 或 %"
msgid "External"
msgstr "外部"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "桥接和完全悬空的外墙的打印速度"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -9467,11 +9594,9 @@ msgid "Internal"
msgstr "内部"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"内部桥接的速度。如果该值以百分比表示,则将根据桥接速度进行计算。默认值为"
-"150%。"
msgid "Brim width"
msgstr "Brim宽度"
@@ -10044,6 +10169,17 @@ msgstr ""
"量。推荐的范围为0.95到1.05。发现大平层模型的顶面有轻微的缺料或多料时,或许可"
"以尝试微调这个参数。"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "启用压力提前"
@@ -10055,6 +10191,86 @@ msgstr "启用压力提前,一旦启用会覆盖自动检测的结果"
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr "压力提前(Klipper)或者线性提前(Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
"it will be computed over the nozzle diameter."
@@ -10138,14 +10354,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "加载耗材丝的时间"
-msgid "Time to load new filament when switch filament. For statistics only"
-msgstr "切换耗材丝时,加载新耗材丝所需的时间。只用于统计信息。"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
msgid "Filament unload time"
msgstr "卸载耗材丝的时间"
-msgid "Time to unload old filament when switch filament. For statistics only"
-msgstr "切换耗材丝时,卸载旧的耗材丝所需时间。只用于统计信息。"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
+msgstr ""
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10227,6 +10458,21 @@ msgid ""
"Specify desired number of these moves."
msgstr "耗材丝通过在喉管中来回移动来冷却。指定所需的移动次数。"
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "第一次冷却移动的速度"
@@ -10253,14 +10499,6 @@ msgstr "最后一次冷却移动的速度"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "冷却移动向这个速度逐渐加速。"
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"在换色时(执行T代码,如T1,T2),打印机固件(或Multi Material Unit 2.0)加载"
-"新耗材的所需时间。该时间将会被G-code时间评估功能加到总打印时间上去。"
-
msgid "Ramming parameters"
msgstr "尖端成型参数"
@@ -10269,14 +10507,6 @@ msgid ""
"parameters."
msgstr "此内容由尖端成型窗口编辑,包含尖端成型的特定参数。"
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"换色期间(执行T代码时如T1,T2),打印机固件(或MMU2.0)卸载耗材所需时间。该时"
-"间将会被G-code时间评估功能加到总打印时间上去。"
-
msgid "Enable ramming for multitool setups"
msgstr "启用多色尖端成型设置"
@@ -10564,7 +10794,7 @@ msgstr "首层层高"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr "首层层高"
msgid "Speed of initial layer except the solid infill part"
@@ -10601,10 +10831,10 @@ msgstr "满速风扇在"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"风扇速度将从“禁用第一层”的零线性上升到“全风扇速度层”的最大。如果低于“禁用风扇"
"第一层”,则“全风扇速度第一层”将被忽略,在这种情况下,风扇将在“禁用风扇第一"
@@ -10665,8 +10895,11 @@ msgstr "忽略微小间隙"
msgid "Layers and Perimeters"
msgstr "层和墙"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "忽略小于指定阈值的间隙"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -10697,12 +10930,18 @@ msgid ""
"quality as line segments are converted to arcs by the slicer and then back "
"to line segments by the firmware."
msgstr ""
+"启用此设置,导出的G-code将包含G2 G3指令。圆弧拟合的容许值和精度相同。\n"
+"\n"
+"请注意:对于使用Klipper的打印机,建议禁用此选项。\n"
+"Klipper打印机并不会从圆弧拟合中受益,因为这些命令会被固件\n"
+"重新分割为线段。由于切片软件将线段转换为圆弧后再次被转换为\n"
+"线段进行打印,这样操作会导致打印件表面质量下降。"
msgid "Add line number"
msgstr "标注行号"
msgid "Enable this to add line number(Nx) at the beginning of each G-Code line"
-msgstr "打开这个设置,G-code的每一行的开头会增加Nx标注行号。"
+msgstr "启用该设置,G-code的每一行的开头会增加Nx标注行号。"
msgid "Scan first layer"
msgstr "首层扫描"
@@ -10750,16 +10989,16 @@ msgid "The physical arrangement and components of a printing device"
msgstr "打印设备的物理结构和组件"
msgid "CoreXY"
-msgstr ""
+msgstr "CoreXY"
msgid "I3"
-msgstr ""
+msgstr "I3"
msgid "Hbot"
-msgstr ""
+msgstr "Hbot"
msgid "Delta"
-msgstr ""
+msgstr "Delta(三角洲)"
msgid "Best object position"
msgstr "最佳对象位置"
@@ -10812,7 +11051,7 @@ msgid "The printer cost per hour"
msgstr "打印机每小时的成本"
msgid "money/h"
-msgstr ""
+msgstr "元/时"
msgid "Support control chamber temperature"
msgstr "支持仓温控制"
@@ -10949,8 +11188,12 @@ msgstr "分段区域的最大宽度。将其设置为零会禁用此功能。"
msgid "Interlocking depth of a segmented region"
msgstr "分割区域的交错深度"
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
-msgstr "分割区域的交错深度。0 则禁用此功能。"
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
+msgstr ""
msgid "Use beam interlocking"
msgstr ""
@@ -11316,9 +11559,8 @@ msgid ""
"maintain the minimum layer time above, when slow down for better layer "
"cooling is enabled."
msgstr ""
-
-msgid "Nozzle diameter"
-msgstr "喷嘴直径"
+"在您启用“降低打印速度 以得到更好的冷却”选项时最小的打印速度,以尝试保持上方设"
+"置的最小层时间。"
msgid "Diameter of nozzle"
msgstr "喷嘴直径"
@@ -11406,6 +11648,11 @@ msgstr ""
"当空驶完全在填充区域内时不触发回抽。这意味着即使漏料也是不可见的。对于复杂模"
"型,该设置能够减少回抽次数以及打印时长,但是会造成G-code生成变慢"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "文件名格式"
@@ -11452,6 +11699,9 @@ msgid ""
msgstr ""
"检测悬空相对于线宽的百分比,并应用不同的速度打印。100%%的悬空将使用桥接速度。"
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -11491,6 +11741,15 @@ msgid ""
"argument, and they can access the Orca Slicer config settings by reading "
"environment variables."
msgstr ""
+"如果您希望使用自定义脚本来处理输出的 G-code,只需要在此列出这些脚本的绝对路"
+"径,使用分号来分割多个脚本。脚本执行的第一个参数将会被设置为 G-code 文件的绝"
+"对路径,并支持脚本通过全局变量来读取 Orca Slicer 的设置。"
+
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
msgid "Printer notes"
msgstr "打印机注释"
@@ -11498,6 +11757,9 @@ msgstr "打印机注释"
msgid "You can put your notes regarding the printer here."
msgstr "你可以把你关于打印机的注释放在这里。"
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "筏层Z间距"
@@ -11716,7 +11978,7 @@ msgstr "禁用M73剩余打印时间"
msgid ""
"Disable generating of the M73: Set remaining print time in the final gcode"
-msgstr ""
+msgstr "在最终生成的G-code中禁用M73命令:设置剩余打印时间"
msgid "Seam position"
msgstr "接缝位置"
@@ -11938,12 +12200,21 @@ msgid ""
"distance from the object. Therefore, if brims are active it may intersect "
"with them. To avoid this, increase the skirt distance value.\n"
msgstr ""
+"打印风挡有助于保护ABS或ASA材料的打印件,避免因气流流动产生变形或从打印床上脱"
+"落。通常只有在开放式框架打印机上需要使用它,即没有封箱的打印机。\n"
+"\n"
+"选项:\n"
+"启用 = Skirt和您的打印物体一样高。\n"
+"限制 = Skirt高度将由Skirt高度选项指定。\n"
+"\n"
+"注意:当风挡功能启用时,Skirt将在远离物体自身的Skirt一定距离处打印。因此,如"
+"果同时启用了Brims,则可能与Skirt相交。为避免这种情况,请增加Skirt距离值。\n"
msgid "Limited"
msgstr "限制"
msgid "Enabled"
-msgstr "打开"
+msgstr "启用"
msgid "Skirt loops"
msgstr "Skirt圈数"
@@ -11985,6 +12256,12 @@ msgid ""
"internal solid infill"
msgstr "小于这个阈值的稀疏填充区域将会被内部实心填充替代。"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12042,6 +12319,31 @@ msgstr "传统模式"
msgid "Temperature variation"
msgstr "软化温度"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "起始G-code"
@@ -12067,6 +12369,9 @@ msgid ""
"printing, where we use M600/PAUSE to trigger the manual filament change "
"action."
msgstr ""
+"启用该选项可以在打印开始时省略自定义更换耗材丝的 G-code。整个打印过程中的工具"
+"头指令(如 T0)将会被跳过。这对于手动多材料打印十分有用,其将会使用 M600/"
+"PAUSE 指令来使您可以进行手动对耗材丝进行更换。"
msgid "Purge in prime tower"
msgstr "冲刷进擦拭塔"
@@ -12078,7 +12383,7 @@ msgid "Enable filament ramming"
msgstr "启用耗材尖端成型"
msgid "No sparse layers (beta)"
-msgstr ""
+msgstr "无稀疏层 (实验)"
msgid ""
"If enabled, the wipe tower will not be printed on layers with no "
@@ -12325,6 +12630,11 @@ msgid ""
"style will create similar structure to normal support under large flat "
"overhangs."
msgstr ""
+"支撑物的样式和形状。对于普通支撑,将支撑投射到一个规则的网格中,将创建更稳定"
+"的支撑(默认),而紧贴的支撑塔将节省材料并减少物体的瑕疵。\n"
+"对于树形支撑,苗条树将更激进地合并树枝,并节省大量的材料;粗壮树会产生更大更"
+"强壮的支撑结构,但用料更多;而混合树是苗条树和普通支撑的结合,它会在大的平面"
+"悬垂下创建与正常支撑类似的结构(默认)。"
msgid "Snug"
msgstr "紧贴"
@@ -12483,27 +12793,40 @@ msgid "Activate temperature control"
msgstr "激活温度控制"
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
msgid "Chamber temperature"
msgstr "机箱温度"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
-"更高的腔温可以帮助抑制或减少翘曲,同时可能会提高高温材料(如ABS、ASA、PC、PA"
-"等)的层间粘合强度。与此同时,ABS和ASA的空气过滤性能会变差。而对于PLA、PETG、"
-"TPU、PVA等低温材料,为了避免堵塞,实际的腔温不应该过高,因此强烈建议使用0(表"
-"示关闭)。"
msgid "Nozzle temperature for layers after the initial one"
msgstr "除首层外的其它层的喷嘴温度"
@@ -12589,6 +12912,13 @@ msgid ""
"Setting a value in the retract amount before wipe setting below will perform "
"any excess retraction before the wipe, else it will be performed after."
msgstr ""
+"喷嘴在回抽时将沿着最后路径移动的距离\n"
+"\n"
+"根据擦拭操作的距离以及挤出机/耗材丝回抽的速度和长度,可能需要执行额外的回抽动"
+"作以收回剩余的丝材。\n"
+"\n"
+"在下方的擦拭前回抽量设置中输入一个数值,将在擦拭动作之前执行任何超出部分的回"
+"抽,否则超出部分的回抽将在擦拭之后执行。"
msgid ""
"The wiping tower can be used to clean up the residue on the nozzle and "
@@ -12632,12 +12962,6 @@ msgid ""
"Larger angle means wider base."
msgstr "塔锥体顶角的角度,用于稳定擦拭塔。角度越大,底座越宽。"
-msgid "Wipe tower purge lines spacing"
-msgstr "擦拭塔冲刷线间距"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "擦拭塔上冲刷线的间距"
-
msgid "Maximum wipe tower print speed"
msgstr "擦拭塔最大打印速度"
@@ -12676,9 +13000,6 @@ msgstr ""
"\n"
"对于擦拭塔外墙,无论此设置如何,都使用内墙速度。"
-msgid "Wipe tower extruder"
-msgstr "擦拭塔挤出机"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -12729,6 +13050,30 @@ msgstr "最大桥接距离"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "稀疏填充剖面上支撑之间的最大距离。"
+msgid "Wipe tower purge lines spacing"
+msgstr "擦拭塔冲刷线间距"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "擦拭塔上冲刷线的间距"
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "X-Y 孔洞尺寸补偿"
@@ -13032,6 +13377,14 @@ msgstr ""
msgid "Currently planned extra extruder priming after deretraction."
msgstr ""
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr ""
@@ -13074,6 +13427,12 @@ msgstr ""
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr ""
@@ -13218,6 +13577,14 @@ msgstr "物理打印机名称"
msgid "Name of the physical printer used for slicing."
msgstr "用于切片的物理打印机的名称。"
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr "层编号"
@@ -13812,7 +14179,7 @@ msgid "To k Value"
msgstr "结束k值"
msgid "Step value"
-msgstr ""
+msgstr "步进长度"
msgid "The nozzle diameter has been synchronized from the printer Settings"
msgstr "喷嘴直径已从打印机设置同步"
@@ -13937,25 +14304,25 @@ msgid "Temperature calibration"
msgstr "温度校准"
msgid "PLA"
-msgstr ""
+msgstr "PLA"
msgid "ABS/ASA"
-msgstr ""
+msgstr "ABS/ASA"
msgid "PETG"
-msgstr ""
+msgstr "PETG"
msgid "PCTG"
-msgstr ""
+msgstr "PCTG"
msgid "TPU"
-msgstr ""
+msgstr "TPU"
msgid "PA-CF"
-msgstr ""
+msgstr "PA-CF"
msgid "PET-CF"
-msgstr ""
+msgstr "PET-CF"
msgid "Filament type"
msgstr "耗材类型"
@@ -14265,10 +14632,12 @@ msgstr ""
"你想重写预设吗"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
+"我们将会把预设重命名为“供应商类型名 @ 您选择的打印机”\n"
+"如果您希望为更多打印机添加预设,请前往打印机选择页面"
msgid "Create Printer/Nozzle"
msgstr "创建打印机/喷嘴"
@@ -14291,7 +14660,7 @@ msgstr "导入预设"
msgid "Create Type"
msgstr "创建类型"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "该模型未找到,请重新选择供应商。"
msgid "Select Model"
@@ -14340,10 +14709,10 @@ msgstr "预设路径未找到,请重新选择供应商。"
msgid "The printer model was not found, please reselect."
msgstr "未找到打印机型号,请重新选择。"
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "未找到喷嘴直径,请重新选择。"
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "打印机预设未找到,请重新选择。"
msgid "Printer Preset"
@@ -14459,6 +14828,11 @@ msgid ""
"page. \n"
"Click \"Sync user presets\" to enable the synchronization function."
msgstr ""
+"\n"
+"\n"
+"Orca 检测到您没有启用同步用户预设功能,这可能会导致您在设备页面上无法成功设置"
+"耗材丝。\n"
+"点击“同步用户预设”以启用同步功能。"
msgid "Printer Setting"
msgstr "打印机设置"
@@ -14558,7 +14932,7 @@ msgid "Please select a type you want to export"
msgstr "请选择一个你想导出的类型"
msgid "Failed to create temporary folder, please try Export Configs again."
-msgstr ""
+msgstr "创建临时文件夹失败,请尝试重新导出配置文件。"
msgid "Edit Filament"
msgstr "编辑材料"
@@ -14669,16 +15043,16 @@ msgid "Success!"
msgstr "成功!"
msgid "Are you sure to log out?"
-msgstr ""
+msgstr "您确定要登出吗?"
msgid "Refresh Printers"
msgstr "刷新打印机"
msgid "View print host webui in Device tab"
-msgstr ""
+msgstr "在设备标签页中,查看打印机主机的WebUI"
msgid "Replace the BambuLab's device tab with print host webui"
-msgstr ""
+msgstr "使用打印机主机的WebUI替换BambuLab设备页面"
msgid ""
"HTTPS CA file is optional. It is only needed if you use HTTPS with a self-"
@@ -15054,43 +15428,43 @@ msgstr ""
"耗时较长。"
msgid "Connected to Obico successfully!"
-msgstr ""
+msgstr "已成功连接到Obico"
msgid "Could not connect to Obico"
-msgstr ""
+msgstr "无法连接到Obico"
msgid "Connected to SimplyPrint successfully!"
-msgstr ""
+msgstr "已成功连接到SimplyPrint"
msgid "Could not connect to SimplyPrint"
-msgstr ""
+msgstr "无法连接到SimplyPrint"
msgid "Internal error"
-msgstr ""
+msgstr "内部错误"
msgid "Unknown error"
-msgstr ""
+msgstr "未知错误"
msgid "SimplyPrint account not linked. Go to Connect options to set it up."
-msgstr ""
+msgstr "尚未连接到SimplyPrint账户,前往连接选项来进行配置。"
msgid "Connection to Flashforge works correctly."
-msgstr ""
+msgstr "与Flashforge的连接工作正常。"
msgid "Could not connect to Flashforge"
-msgstr ""
+msgstr "无法连接至Flashforge"
msgid "The provided state is not correct."
-msgstr ""
+msgstr "提供的状态不正确。"
msgid "Please give the required permissions when authorizing this application."
-msgstr ""
+msgstr "在您为此应用程序进行授权时,请允许所需的权限。"
msgid "Something unexpected happened when trying to log in, please try again."
-msgstr ""
+msgstr "在尝试登录时发生了异常,请重试。"
msgid "User cancelled."
-msgstr ""
+msgstr "用户已取消。"
#: resources/data/hints.ini: [hint:Precise wall]
msgid ""
@@ -15098,6 +15472,8 @@ msgid ""
"Did you know that turning on precise wall can improve precision and layer "
"consistency?"
msgstr ""
+"精准外墙尺寸\n"
+"您知道吗?您可以启用精准外墙尺寸选项,提高精度和层一致性。"
#: resources/data/hints.ini: [hint:Sandwich mode]
msgid ""
@@ -15445,6 +15821,99 @@ msgstr ""
"避免翘曲\n"
"您知道吗?打印ABS这类易翘曲材料时,适当提高热床温度可以降低翘曲的概率。"
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr "稍微减小这个数值(比如0.9)可以减小桥接的材料量,来改善下垂。"
+
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr "稍微减小这个数值(比如0.97)可以来改善顶面的光滑程度。"
+
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr "首层流量调整系数,默认为1.0"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr "启用这个选项,降低可能存在卷曲部位的打印速度"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "桥接和完全悬空的外墙的打印速度"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "内部桥接的速度。如果该值以百分比表示,则将根据桥接速度进行计算。默认值为"
+#~ "150%。"
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr "切换耗材丝时,加载新耗材丝所需的时间。只用于统计信息。"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr "切换耗材丝时,卸载旧的耗材丝所需时间。只用于统计信息。"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "在换色时(执行T代码,如T1,T2),打印机固件(或Multi Material Unit 2.0)加"
+#~ "载新耗材的所需时间。该时间将会被G-code时间评估功能加到总打印时间上去。"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "换色期间(执行T代码时如T1,T2),打印机固件(或MMU2.0)卸载耗材所需时间。"
+#~ "该时间将会被G-code时间评估功能加到总打印时间上去。"
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "忽略小于指定阈值的间隙"
+
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "启用该选项以控制打印仓温度,这将会在\"machine_start_gcode\"之前添加一个"
+#~ "M191命令。\n"
+#~ "G-code命令:M141/M191 S(0-255)"
+
+#~ msgid ""
+#~ "Higher chamber temperature can help suppress or reduce warping and "
+#~ "potentially lead to higher interlayer bonding strength for high "
+#~ "temperature materials like ABS, ASA, PC, PA and so on.At the same time, "
+#~ "the air filtration of ABS and ASA will get worse.While for PLA, PETG, "
+#~ "TPU, PVA and other low temperature materials,the actual chamber "
+#~ "temperature should not be high to avoid cloggings, so 0 which stands for "
+#~ "turning off is highly recommended"
+#~ msgstr ""
+#~ "更高的腔温可以帮助抑制或减少翘曲,同时可能会提高高温材料(如ABS、ASA、PC、"
+#~ "PA等)的层间粘合强度。与此同时,ABS和ASA的空气过滤性能会变差。而对于PLA、"
+#~ "PETG、TPU、PVA等低温材料,为了避免堵塞,实际的腔温不应该过高,因此强烈建议"
+#~ "使用0(表示关闭)。"
+
+#~ msgid ""
+#~ "Different nozzle diameters and different filament diameters is not "
+#~ "allowed when prime tower is enabled."
+#~ msgstr "启用擦拭塔时,不允许使用不同的喷嘴直径和不同的材料直径。"
+
+#~ msgid ""
+#~ "Ooze prevention is currently not supported with the prime tower enabled."
+#~ msgstr "当启用擦拭塔时,目前不支持防滴功能。"
+
+#~ msgid ""
+#~ "Interlocking depth of a segmented region. Zero disables this feature."
+#~ msgstr "分割区域的交错深度。0 则禁用此功能。"
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "擦拭塔挤出机"
+
#~ msgid "V"
#~ msgstr "V"
@@ -15458,7 +15927,7 @@ msgstr ""
#~ "Enable this to get a G-code file which has G2 and G3 moves. And the "
#~ "fitting tolerance is same with resolution"
#~ msgstr ""
-#~ "打开这个设置,导出的G-code将包含G2 G3指令。圆弧拟合的容许值和精度相同。"
+#~ "启用此设置,导出的G-code将包含G2 G3指令。圆弧拟合的容许值和精度相同。"
#~ msgid ""
#~ "Infill area is enlarged slightly to overlap with wall for better bonding. "
@@ -15693,8 +16162,8 @@ msgstr ""
#~ msgstr "无稀疏层(实验)"
#~ msgid ""
-#~ "We would rename the presets as \"Vendor Type Serial @printer you selected"
-#~ "\". \n"
+#~ "We would rename the presets as \"Vendor Type Serial @printer you "
+#~ "selected\". \n"
#~ "To add preset for more prinetrs, Please go to printer selection"
#~ msgstr ""
#~ "我们会将预设重命名为“供应商 类型 系列 @您选择的打印机”。\n"
diff --git a/localization/i18n/zh_TW/OrcaSlicer_zh_TW.po b/localization/i18n/zh_TW/OrcaSlicer_zh_TW.po
index 72efb0f894..702424b747 100644
--- a/localization/i18n/zh_TW/OrcaSlicer_zh_TW.po
+++ b/localization/i18n/zh_TW/OrcaSlicer_zh_TW.po
@@ -6,7 +6,7 @@ msgid ""
msgstr ""
"Project-Id-Version: Orca Slicer\n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"POT-Creation-Date: 2024-08-23 16:24+0200\n"
"PO-Revision-Date: 2023-11-06 14:37+0800\n"
"Last-Translator: ablegods \n"
"Language-Team: \n"
@@ -606,7 +606,7 @@ msgstr "顯示線框"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "處理預覽的過程中無法套用。"
msgid "Operation already cancelling. Please wait few seconds."
@@ -678,7 +678,7 @@ msgstr "附著於曲面"
msgid "Horizontal text"
msgstr "水平文字"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Shift + 滑鼠上移或下移"
msgid "Rotate text"
@@ -1012,7 +1012,7 @@ msgstr ""
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
@@ -1639,7 +1639,7 @@ msgstr "擠出寬度"
msgid "Wipe options"
msgstr "擦除選項"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "熱床黏接"
#, fuzzy
@@ -1928,12 +1928,6 @@ msgstr "自動定向"
msgid "Auto orient the object to improve print quality."
msgstr "自動調整物件方向以提高列印品質。"
-msgid "Split the selected object into mutiple objects"
-msgstr "拆分所選物件為多個物件"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "拆分所選物件為多個零件"
-
msgid "Select All"
msgstr "全選"
@@ -1985,6 +1979,9 @@ msgstr "簡化模型"
msgid "Center"
msgstr "居中"
+msgid "Drop"
+msgstr ""
+
msgid "Edit Process Settings"
msgstr "編輯列印參數"
@@ -2199,8 +2196,8 @@ msgid "Following model object has been repaired"
msgid_plural "Following model objects have been repaired"
msgstr[0] "以下模型物件已被修復"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "以下模型物件修復失敗"
msgid "Repairing was canceled"
@@ -2652,7 +2649,7 @@ msgstr ""
msgid "Service Unavailable"
msgstr "暫停服務"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "未知錯誤"
msgid "Sending print configuration"
@@ -3611,7 +3608,7 @@ msgstr ""
#, fuzzy
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -4371,7 +4368,7 @@ msgstr "體積:"
msgid "Size:"
msgstr "尺寸:"
-#, fuzzy, c-format, boost-format
+#, fuzzy, boost-format
msgid ""
"Conflicts of gcode paths have been found at layer %d, z = %.2lf mm. Please "
"separate the conflicted objects farther (%s <-> %s)."
@@ -4830,6 +4827,18 @@ msgstr "細調"
msgid "Flow rate test - Pass 2"
msgstr "流量測試 - 通過 2"
+msgid "YOLO (Recommended)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.01 step"
+msgstr ""
+
+msgid "YOLO (perfectionist version)"
+msgstr ""
+
+msgid "Orca YOLO flowrate calibration, 0.005 step"
+msgstr ""
+
msgid "Flow rate"
msgstr "流量"
@@ -6107,7 +6116,7 @@ msgid ""
"Do you want to replace it?"
msgstr ""
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr ""
msgid "Delete object which is a part of cut object"
@@ -6324,7 +6333,7 @@ msgstr "檔案 %s 已經傳送到列印設備的儲存空間,可以在列印
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
#, boost-format
@@ -6634,6 +6643,12 @@ msgid ""
"same time and manage multiple devices."
msgstr ""
+msgid "Auto arrange plate after cloning"
+msgstr ""
+
+msgid "Auto arrange plate after object cloning"
+msgstr ""
+
msgid "Network"
msgstr "網路"
@@ -7545,8 +7560,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"在錄製無工具頭縮時錄影影片時,建議增加“縮時錄影擦拭塔”\n"
"右鍵單擊列印板的空白位置,選擇“新增標準模型”->“縮時錄影擦拭塔”。"
@@ -7623,12 +7638,21 @@ msgstr "支撐線材"
msgid "Tree supports"
msgstr "樹狀支撐"
-msgid "Skirt"
-msgstr "側裙"
+msgid "Multimaterial"
+msgstr "多線材"
msgid "Prime tower"
msgstr "擦拭塔"
+msgid "Filament for Features"
+msgstr ""
+
+msgid "Ooze prevention"
+msgstr ""
+
+msgid "Skirt"
+msgstr "側裙"
+
msgid "Special mode"
msgstr "特殊模式"
@@ -7678,6 +7702,9 @@ msgstr "建議噴嘴溫度"
msgid "Recommended nozzle temperature range of this filament. 0 means no set"
msgstr "該線材的建議噴嘴溫度範圍。0 表示未設定"
+msgid "Flow ratio and Pressure Advance"
+msgstr ""
+
#, fuzzy
msgid "Print chamber temperature"
msgstr "列印設備內部溫度"
@@ -7792,9 +7819,6 @@ msgstr "線材起始 G-code"
msgid "Filament end G-code"
msgstr "線材結束 G-code"
-msgid "Multimaterial"
-msgstr "多線材"
-
msgid "Wipe tower parameters"
msgstr "色塔參數"
@@ -7891,12 +7915,30 @@ msgstr "抖動限制"
msgid "Single extruder multimaterial setup"
msgstr "單擠出機多線材設定"
+msgid "Number of extruders of the printer."
+msgstr ""
+
+msgid ""
+"Single Extruder Multi Material is selected, \n"
+"and all extruders must have the same diameter.\n"
+"Do you want to change the diameter for all extruders to first extruder "
+"nozzle diameter value?"
+msgstr ""
+
+msgid "Nozzle diameter"
+msgstr "噴嘴直徑"
+
msgid "Wipe tower"
msgstr "色塔"
msgid "Single extruder multimaterial parameters"
msgstr "單擠出機多線材參數"
+msgid ""
+"This is a single extruder multimaterial printer, diameters of all extruders "
+"will be set to the new value. Do you want to proceed?"
+msgstr ""
+
msgid "Layer height limits"
msgstr "層高限制"
@@ -8896,6 +8938,11 @@ msgstr "部分模型在這些高度可能過薄,或者模型存在缺陷"
msgid "No object can be printed. Maybe too small"
msgstr "沒有可列印的物件。可能是因為尺寸過小。"
+msgid ""
+"Your print is very close to the priming regions. Make sure there is no "
+"collision."
+msgstr ""
+
#, fuzzy
msgid ""
"Failed to generate gcode for invalid custom G-code.\n"
@@ -9123,8 +9170,9 @@ msgid "Variable layer height is not supported with Organic supports."
msgstr "有機樹支撐不支持可變層高。"
msgid ""
-"Different nozzle diameters and different filament diameters is not allowed "
-"when prime tower is enabled."
+"Different nozzle diameters and different filament diameters may not work "
+"well when the prime tower is enabled. It's very experimental, so please "
+"proceed with caution."
msgstr ""
msgid ""
@@ -9133,7 +9181,8 @@ msgid ""
msgstr "擦拭塔目前僅支援相對擠出機定址 (use_relative_e_distances=1)。"
msgid ""
-"Ooze prevention is currently not supported with the prime tower enabled."
+"Ooze prevention is only supported with the wipe tower when "
+"'single_extruder_multi_material' is off."
msgstr ""
msgid ""
@@ -9571,14 +9620,31 @@ msgid "Apply gap fill"
msgstr ""
msgid ""
-"Enables gap fill for the selected surfaces. The minimum gap length that will "
-"be filled can be controlled from the filter out tiny gaps option below.\n"
+"Enables gap fill for the selected solid surfaces. The minimum gap length "
+"that will be filled can be controlled from the filter out tiny gaps option "
+"below.\n"
"\n"
"Options:\n"
-"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces\n"
+"1. Everywhere: Applies gap fill to top, bottom and internal solid surfaces "
+"for maximum strength\n"
"2. Top and Bottom surfaces: Applies gap fill to top and bottom surfaces "
-"only\n"
-"3. Nowhere: Disables gap fill\n"
+"only, balancing print speed, reducing potential over extrusion in the solid "
+"infill and making sure the top and bottom surfaces have no pin hole gaps\n"
+"3. Nowhere: Disables gap fill for all solid infill areas. \n"
+"\n"
+"Note that if using the classic perimeter generator, gap fill may also be "
+"generated between perimeters, if a full width line cannot fit between them. "
+"That perimeter gap fill is not controlled by this setting. \n"
+"\n"
+"If you would like all gap fill, including the classic perimeter generated "
+"one, removed, set the filter out tiny gaps value to a large number, like "
+"999999. \n"
+"\n"
+"However this is not advised, as gap fill between perimeters is contributing "
+"to the model's strength. For models where excessive gap fill is generated "
+"between perimeters, a better option would be to switch to the arachne wall "
+"generator and use this option to control whether the cosmetic top and bottom "
+"surface gap fill is generated"
msgstr ""
msgid "Everywhere"
@@ -9648,11 +9714,13 @@ msgstr "外部橋接的密度。 100% 意味著堅固的橋樑。 預設值為 1
msgid "Bridge flow ratio"
msgstr "橋接流量"
-#, fuzzy
msgid ""
"Decrease this value slightly(for example 0.9) to reduce the amount of "
-"material for bridge, to improve sag"
-msgstr "稍微減小這個數值(比如 0.9)可以減小橋接的線材量,來改善下垂。"
+"material for bridge, to improve sag. \n"
+"\n"
+"The actual bridge flow used is calculated by multiplying this value with the "
+"filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
msgid "Internal bridge flow ratio"
msgstr ""
@@ -9660,24 +9728,33 @@ msgstr ""
msgid ""
"This value governs the thickness of the internal bridge layer. This is the "
"first layer over sparse infill. Decrease this value slightly (for example "
-"0.9) to improve surface quality over sparse infill."
+"0.9) to improve surface quality over sparse infill.\n"
+"\n"
+"The actual internal bridge flow used is calculated by multiplying this value "
+"with the bridge flow ratio, the filament flow ratio, and if set, the "
+"object's flow ratio."
msgstr ""
msgid "Top surface flow ratio"
msgstr "頂部表面流量比例"
-#, fuzzy
msgid ""
"This factor affects the amount of material for top solid infill. You can "
-"decrease it slightly to have smooth surface finish"
-msgstr "稍微減小這個數值(比如 0.97)可以來改善頂面的光滑程度。"
+"decrease it slightly to have smooth surface finish. \n"
+"\n"
+"The actual top surface flow used is calculated by multiplying this value "
+"with the filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
msgid "Bottom surface flow ratio"
msgstr "底部表面流量比例"
-#, fuzzy
-msgid "This factor affects the amount of material for bottom solid infill"
-msgstr "首層流量調整係數,預設為 1.0"
+msgid ""
+"This factor affects the amount of material for bottom solid infill. \n"
+"\n"
+"The actual bottom solid infill flow used is calculated by multiplying this "
+"value with the filament flow ratio, and if set, the object's flow ratio."
+msgstr ""
#, fuzzy
msgid "Precise wall"
@@ -9818,10 +9895,26 @@ msgstr "打開這個選項將降低不同懸垂程度的走線的列印速度"
msgid "Slow down for curled perimeters"
msgstr "翹邊降速"
+#, c-format, boost-format
msgid ""
-"Enable this option to slow printing down in areas where potential curled "
-"perimeters may exist"
-msgstr "啟用此選項降低可能存在潛在翹邊區域的列印速度"
+"Enable this option to slow down printing in areas where perimeters may have "
+"curled upwards.For example, additional slowdown will be applied when "
+"printing overhangs on sharp corners like the front of the Benchy hull, "
+"reducing curling which compounds over multiple layers.\n"
+"\n"
+" It is generally recommended to have this option switched on unless your "
+"printer cooling is powerful enough or the print speed slow enough that "
+"perimeter curling does not happen. If printing with a high external "
+"perimeter speed, this parameter may introduce slight artifacts when slowing "
+"down due to the large variance in print speeds. If you notice artifacts, "
+"ensure your pressure advance is tuned correctly.\n"
+"\n"
+"Note: When this option is enabled, overhang perimeters are treated like "
+"overhangs, meaning the overhang speed is applied even if the overhanging "
+"perimeter is part of a bridge. For example, when the perimeters are "
+"100% overhanging, with no wall supporting them from underneath, the "
+"100% overhang speed will be applied."
+msgstr ""
msgid "mm/s or %"
msgstr "mm/s 或 %"
@@ -9830,8 +9923,14 @@ msgstr "mm/s 或 %"
msgid "External"
msgstr "外部"
-msgid "Speed of bridge and completely overhang wall"
-msgstr "橋接和完全懸空的外牆的列印速度"
+msgid ""
+"Speed of the externally visible bridge extrusions. \n"
+"\n"
+"In addition, if Slow down for curled perimeters is disabled or Classic "
+"overhang mode is enabled, it will be the print speed of overhang walls that "
+"are supported by less than 13%, whether they are part of a bridge or an "
+"overhang."
+msgstr ""
msgid "mm/s"
msgstr "mm/s"
@@ -9841,11 +9940,9 @@ msgid "Internal"
msgstr "內部"
msgid ""
-"Speed of internal bridge. If the value is expressed as a percentage, it will "
-"be calculated based on the bridge_speed. Default value is 150%."
+"Speed of internal bridges. If the value is expressed as a percentage, it "
+"will be calculated based on the bridge_speed. Default value is 150%."
msgstr ""
-"內部橋接速度。 如果該值以百分比表示,則會根據 橋接速度 進行計算。 預設值為 "
-"150%"
#, fuzzy
msgid "Brim width"
@@ -10385,6 +10482,17 @@ msgstr ""
"量。推薦的範圍為 0.95 到 1.05。發現大平層模型的頂面有輕微的缺料或多料時,或許"
"可以嘗試微調這個參數。"
+msgid ""
+"The material may have volumetric change after switching between molten state "
+"and crystalline state. This setting changes all extrusion flow of this "
+"filament in gcode proportionally. Recommended value range is between 0.95 "
+"and 1.05. Maybe you can tune this value to get nice flat surface when there "
+"has slight overflow or underflow. \n"
+"\n"
+"The final object flow ratio is this value multiplied by the filament flow "
+"ratio."
+msgstr ""
+
msgid "Enable pressure advance"
msgstr "啟用壓力提前"
@@ -10397,6 +10505,86 @@ msgstr "啟用壓力提前,一旦啟用會覆蓋自動校準的結果"
msgid "Pressure advance(Klipper) AKA Linear advance factor(Marlin)"
msgstr "壓力提前(Klipper)或者線性提前(Marlin)"
+msgid "Enable adaptive pressure advance (beta)"
+msgstr ""
+
+#, c-format, boost-format
+msgid ""
+"With increasing print speeds (and hence increasing volumetric flow through "
+"the nozzle) and increasing accelerations, it has been observed that the "
+"effective PA value typically decreases. This means that a single PA value is "
+"not always 100% optimal for all features and a compromise value is usually "
+"used that does not cause too much bulging on features with lower flow speed "
+"and accelerations while also not causing gaps on faster features.\n"
+"\n"
+"This feature aims to address this limitation by modeling the response of "
+"your printer's extrusion system depending on the volumetric flow speed and "
+"acceleration it is printing at. Internally, it generates a fitted model that "
+"can extrapolate the needed pressure advance for any given volumetric flow "
+"speed and acceleration, which is then emmited to the printer depending on "
+"the current print conditions.\n"
+"\n"
+"When enabled, the pressure advance value above is overriden. However, a "
+"reasonable default value above is strongly recomended to act as a fallback "
+"and for when tool changing.\n"
+"\n"
+msgstr ""
+
+msgid "Adaptive pressure advance measurements (beta)"
+msgstr ""
+
+msgid ""
+"Add sets of pressure advance (PA) values, the volumetric flow speeds and "
+"accelerations they were measured at, separated by a comma. One set of values "
+"per line. For example\n"
+"0.04,3.96,3000\n"
+"0.033,3.96,10000\n"
+"0.029,7.91,3000\n"
+"0.026,7.91,10000\n"
+"\n"
+"How to calibrate:\n"
+"1. Run the pressure advance test for at least 3 speeds per acceleration "
+"value. It is recommended that the test is run for at least the speed of the "
+"external perimeters, the speed of the internal perimeters and the fastest "
+"feature print speed in your profile (usually its the sparse or solid "
+"infill). Then run them for the same speeds for the slowest and fastest print "
+"accelerations,and no faster than the recommended maximum acceleration as "
+"given by the klipper input shaper.\n"
+"2. Take note of the optimal PA value for each volumetric flow speed and "
+"acceleration. You can find the flow number by selecting flow from the color "
+"scheme drop down and move the horizontal slider over the PA pattern lines. "
+"The number should be visible at the bottom of the page. The ideal PA value "
+"should be decreasing the higher the volumetric flow is. If it is not, "
+"confirm that your extruder is functioning correctly.The slower and with less "
+"acceleration you print, the larger the range of acceptable PA values. If no "
+"difference is visible, use the PA value from the faster test.3. Enter the "
+"triplets of PA values, Flow and Accelerations in the text box here and save "
+"your filament profile\n"
+"\n"
+msgstr ""
+
+msgid "Enable adaptive pressure advance for overhangs (beta)"
+msgstr ""
+
+msgid ""
+"Enable adaptive PA for overhangs as well as when flow changes within the "
+"same feature. This is an experimental option, as if the PA profile is not "
+"set accurately, it will cause uniformity issues on the external surfaces "
+"before and after overhangs.\n"
+msgstr ""
+
+msgid "Pressure advance for bridges"
+msgstr ""
+
+msgid ""
+"Pressure advance value for bridges. Set to 0 to disable. \n"
+"\n"
+" A lower PA value when printing bridges helps reduce the appearance of "
+"slight under extrusion immediately after bridges. This is caused by the "
+"pressure drop in the nozzle when printing in the air and a lower PA helps "
+"counteract this."
+msgstr ""
+
#, fuzzy
msgid ""
"Default line width if other line widths are set to 0. If expressed as a %, "
@@ -10478,14 +10666,29 @@ msgstr "mm³/s"
msgid "Filament load time"
msgstr "進料的時間"
-msgid "Time to load new filament when switch filament. For statistics only"
-msgstr "切換線材時,進料所需的時間。只用於統計資訊。"
+msgid ""
+"Time to load new filament when switch filament. It's usually applicable for "
+"single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
msgid "Filament unload time"
msgstr "退料的時間"
-msgid "Time to unload old filament when switch filament. For statistics only"
-msgstr "切換線材時,退料所需時間。只用於統計資訊。"
+msgid ""
+"Time to unload old filament when switch filament. It's usually applicable "
+"for single-extruder multi-material machines. For tool changers or multi-tool "
+"machines, it's typically 0. For statistics only"
+msgstr ""
+
+msgid "Tool change time"
+msgstr ""
+
+msgid ""
+"Time taken to switch tools. It's usually applicable for tool changers or "
+"multi-tool machines. For single-extruder multi-material machines, it's "
+"typically 0. For statistics only"
+msgstr ""
msgid ""
"Filament diameter is used to calculate extrusion in gcode, so it's important "
@@ -10572,6 +10775,21 @@ msgid ""
"Specify desired number of these moves."
msgstr "藉由在喉管中來回移動以冷卻線材。指定移動所需的次數。"
+msgid "Stamping loading speed"
+msgstr ""
+
+msgid "Speed used for stamping."
+msgstr ""
+
+msgid "Stamping distance measured from the center of the cooling tube"
+msgstr ""
+
+msgid ""
+"If set to nonzero value, filament is moved toward the nozzle between the "
+"individual cooling moves (\"stamping\"). This option configures how long "
+"this movement should be before the filament is retracted again."
+msgstr ""
+
msgid "Speed of the first cooling move"
msgstr "第一次冷卻移動的速度"
@@ -10598,15 +10816,6 @@ msgstr "最後一次冷卻移動的速度"
msgid "Cooling moves are gradually accelerating towards this speed."
msgstr "冷卻移動向這個速度逐漸加速。"
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to load a new "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"在換色時(執行 T-code ,如 T1,T2),列印設備韌體(或 Multi Material Unit "
-"2.0)載入新線材的所需時間。該時間將會被 G-code 時間評估功能加到總列印時間上"
-"去。"
-
msgid "Ramming parameters"
msgstr "尖端成型參數"
@@ -10615,14 +10824,6 @@ msgid ""
"parameters."
msgstr "此內容由尖端成型欄位編輯,包含尖端成型的特定參數。"
-msgid ""
-"Time for the printer firmware (or the Multi Material Unit 2.0) to unload a "
-"filament during a tool change (when executing the T code). This time is "
-"added to the total print time by the G-code time estimator."
-msgstr ""
-"換色期間(執行T-cide 時如 T1,T2),列印設備韌體(或 Multi Material Unit "
-"2.0)退出線材所需時間。該時間將會被 G-code 時間評估功能加到總列印時間上去。"
-
msgid "Enable ramming for multitool setups"
msgstr "使用多色尖端成形設定"
@@ -10919,7 +11120,7 @@ msgstr "首層層高"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr "首層層高"
msgid "Speed of initial layer except the solid infill part"
@@ -10956,10 +11157,10 @@ msgstr "滿速風扇在"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"風扇速度將從“禁用第一層”的零線性上升到“全風扇速度層”的最大。如果低於“禁用風扇"
"第一層”,則“全風扇速度第一層”將被忽略,在這種情況下,風扇將在“禁用風扇第一"
@@ -11026,8 +11227,11 @@ msgstr "忽略微小間隙"
msgid "Layers and Perimeters"
msgstr "層和牆"
-msgid "Filter out gaps smaller than the threshold specified"
-msgstr "忽略小於指定數值的間隙"
+msgid ""
+"Don't print gap fill with a length is smaller than the threshold specified "
+"(in mm). This setting applies to top, bottom and solid infill and, if using "
+"the classic perimeter generator, to wall gap fill. "
+msgstr ""
msgid ""
"Speed of gap infill. Gap usually has irregular line width and should be "
@@ -11324,7 +11528,11 @@ msgstr "分隔區域的最大寬度。零表示禁用此功能。"
msgid "Interlocking depth of a segmented region"
msgstr ""
-msgid "Interlocking depth of a segmented region. Zero disables this feature."
+msgid ""
+"Interlocking depth of a segmented region. It will be ignored if "
+"\"mmu_segmented_region_max_width\" is zero or if "
+"\"mmu_segmented_region_interlocking_depth\"is bigger then "
+"\"mmu_segmented_region_max_width\". Zero disables this feature."
msgstr ""
msgid "Use beam interlocking"
@@ -11696,9 +11904,6 @@ msgid ""
"cooling is enabled."
msgstr ""
-msgid "Nozzle diameter"
-msgstr "噴嘴直徑"
-
msgid "Diameter of nozzle"
msgstr "噴嘴直徑"
@@ -11787,6 +11992,11 @@ msgstr ""
"當空駛完全在填充區域內時不觸發回抽。這意味著即使漏料也是不可見的。對於複雜模"
"型,該設定能夠減少回抽次數以及列印時長,但是會造成 G-code 產生變慢"
+msgid ""
+"This option will drop the temperature of the inactive extruders to prevent "
+"oozing."
+msgstr ""
+
msgid "Filename format"
msgstr "檔案名稱格式"
@@ -11837,6 +12047,9 @@ msgstr ""
"偵測懸空相對於線寬的百分比,並應用不同的速度列印。100%% 的懸空將使用橋接速"
"度。"
+msgid "Filament to print walls"
+msgstr ""
+
msgid ""
"Line width of inner wall. If expressed as a %, it will be computed over the "
"nozzle diameter."
@@ -11873,12 +12086,21 @@ msgstr ""
"分號分隔多個腳本。 腳本將傳遞 G-code 檔案的絕對路徑作為第一個參數,並且它們可"
"以透過讀取環境變數來讀取 Orca Slicer 設定。"
+msgid "Printer type"
+msgstr ""
+
+msgid "Type of the printer"
+msgstr ""
+
msgid "Printer notes"
msgstr "列印設備備註"
msgid "You can put your notes regarding the printer here."
msgstr "可以將列印設備的備註填寫在此處"
+msgid "Printer variant"
+msgstr ""
+
msgid "Raft contact Z distance"
msgstr "筏層Z間距"
@@ -12345,6 +12567,12 @@ msgid ""
"internal solid infill"
msgstr "小於這個臨界值的稀疏填充區域將會被內部實心填充替代。"
+msgid "Solid infill"
+msgstr ""
+
+msgid "Filament to print solid infill"
+msgstr ""
+
msgid ""
"Line width of internal solid infill. If expressed as a %, it will be "
"computed over the nozzle diameter."
@@ -12399,6 +12627,31 @@ msgstr "傳統模式"
msgid "Temperature variation"
msgstr "軟化溫度"
+#. TRN PrintSettings : "Ooze prevention" > "Temperature variation"
+msgid ""
+"Temperature difference to be applied when an extruder is not active. The "
+"value is not used when 'idle_temperature' in filament settings is set to non "
+"zero value."
+msgstr ""
+
+msgid "Preheat time"
+msgstr ""
+
+msgid ""
+"To reduce the waiting time after tool change, Orca can preheat the next tool "
+"while the current tool is still in use. This setting specifies the time in "
+"seconds to preheat the next tool. Orca will insert a M104 command to preheat "
+"the tool in advance."
+msgstr ""
+
+msgid "Preheat steps"
+msgstr ""
+
+msgid ""
+"Insert multiple preheat commands(e.g. M104.1). Only useful for Prusa XL. For "
+"other printers, please set it to 1."
+msgstr ""
+
msgid "Start G-code"
msgstr "起始 G-code"
@@ -12859,27 +13112,40 @@ msgstr "此設定決定是否為樹狀支撐內部的空間產生填充。"
msgid "Activate temperature control"
msgstr "啟動溫度控制"
-#, fuzzy
msgid ""
-"Enable this option for chamber temperature control. An M191 command will be "
-"added before \"machine_start_gcode\"\n"
-"G-code commands: M141/M191 S(0-255)"
+"Enable this option for automated chamber temperature control. This option "
+"activates the emitting of an M191 command before the "
+"\"machine_start_gcode\"\n"
+" which sets the chamber temperature and waits until it is reached. In "
+"addition, it emits an M141 command at the end of the print to turn off the "
+"chamber heater, if present. \n"
+"\n"
+"This option relies on the firmware supporting the M191 and M141 commands "
+"either via macros or natively and is usually used when an active chamber "
+"heater is installed."
msgstr ""
-"啟用此選項以控製列印設備內部溫度。 在「machine_start_gcode」之前將會新增一個"
-"M191指令\n"
-"G碼指令:M141/M191 S(0-255)"
msgid "Chamber temperature"
msgstr "機箱溫度"
msgid ""
-"Higher chamber temperature can help suppress or reduce warping and "
-"potentially lead to higher interlayer bonding strength for high temperature "
-"materials like ABS, ASA, PC, PA and so on.At the same time, the air "
-"filtration of ABS and ASA will get worse.While for PLA, PETG, TPU, PVA and "
-"other low temperature materials,the actual chamber temperature should not be "
-"high to avoid cloggings, so 0 which stands for turning off is highly "
-"recommended"
+"For high-temperature materials like ABS, ASA, PC, and PA, a higher chamber "
+"temperature can help suppress or reduce warping and potentially lead to "
+"higher interlayer bonding strength. However, at the same time, a higher "
+"chamber temperature will reduce the efficiency of air filtration for ABS and "
+"ASA. \n"
+"\n"
+"For PLA, PETG, TPU, PVA, and other low-temperature materials, this option "
+"should be disabled (set to 0) as the chamber temperature should be low to "
+"avoid extruder clogging caused by material softening at the heat break.\n"
+"\n"
+"If enabled, this parameter also sets a gcode variable named "
+"chamber_temperature, which can be used to pass the desired chamber "
+"temperature to your print start macro, or a heat soak macro like this: "
+"PRINT_START (other variables) CHAMBER_TEMP=[chamber_temperature]. This may "
+"be useful if your printer does not support M141/M191 commands, or if you "
+"desire to handle heat soaking in the print start macro if no active chamber "
+"heater is installed."
msgstr ""
msgid "Nozzle temperature for layers after the initial one"
@@ -13010,12 +13276,6 @@ msgid ""
"Larger angle means wider base."
msgstr "圓錐體頂點處的角度,用於穩定擦拭塔。 更大的角度意味著更寬的底座。"
-msgid "Wipe tower purge lines spacing"
-msgstr "擦拭塔線距"
-
-msgid "Spacing of purge lines on the wipe tower."
-msgstr "擦拭塔上的線距。"
-
msgid "Maximum wipe tower print speed"
msgstr ""
@@ -13041,9 +13301,6 @@ msgid ""
"regardless of this setting."
msgstr ""
-msgid "Wipe tower extruder"
-msgstr "擦拭塔擠出機"
-
msgid ""
"The extruder to use when printing perimeter of the wipe tower. Set to 0 to "
"use the one that is available (non-soluble would be preferred)."
@@ -13098,6 +13355,30 @@ msgstr "最大橋接距離"
msgid "Maximal distance between supports on sparse infill sections."
msgstr "稀疏填充截面上的支撐之間的最大距離。"
+msgid "Wipe tower purge lines spacing"
+msgstr "擦拭塔線距"
+
+msgid "Spacing of purge lines on the wipe tower."
+msgstr "擦拭塔上的線距。"
+
+msgid "Extra flow for purging"
+msgstr ""
+
+msgid ""
+"Extra flow used for the purging lines on the wipe tower. This makes the "
+"purging lines thicker or narrower than they normally would be. The spacing "
+"is adjusted automatically."
+msgstr ""
+
+msgid "Idle temperature"
+msgstr ""
+
+msgid ""
+"Nozzle temperature when the tool is currently not used in multi-tool setups."
+"This is only used when 'Ooze prevention' is active in Print Settings. Set to "
+"0 to disable."
+msgstr ""
+
msgid "X-Y hole compensation"
msgstr "X-Y 孔洞尺寸補償"
@@ -13401,6 +13682,14 @@ msgstr ""
msgid "Currently planned extra extruder priming after deretraction."
msgstr ""
+msgid "Absolute E position"
+msgstr ""
+
+msgid ""
+"Current position of the extruder axis. Only used with absolute extruder "
+"addressing."
+msgstr ""
+
msgid "Current extruder"
msgstr ""
@@ -13443,6 +13732,12 @@ msgstr ""
msgid "Vector of bools stating whether a given extruder is used in the print."
msgstr ""
+msgid "Has single extruder MM priming"
+msgstr ""
+
+msgid "Are the extra multi-material priming regions used in this print?"
+msgstr ""
+
msgid "Volume per extruder"
msgstr ""
@@ -13587,6 +13882,14 @@ msgstr ""
msgid "Name of the physical printer used for slicing."
msgstr ""
+msgid "Number of extruders"
+msgstr ""
+
+msgid ""
+"Total number of extruders, regardless of whether they are used in the "
+"current print."
+msgstr ""
+
msgid "Layer number"
msgstr ""
@@ -14653,8 +14956,8 @@ msgid ""
msgstr ""
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
@@ -14679,7 +14982,7 @@ msgstr ""
msgid "Create Type"
msgstr ""
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr ""
msgid "Select Model"
@@ -14728,10 +15031,10 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr ""
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr ""
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr ""
msgid "Printer Preset"
@@ -15749,6 +16052,78 @@ msgid ""
"probability of warping."
msgstr ""
+#, fuzzy
+#~ msgid ""
+#~ "Decrease this value slightly(for example 0.9) to reduce the amount of "
+#~ "material for bridge, to improve sag"
+#~ msgstr "稍微減小這個數值(比如 0.9)可以減小橋接的線材量,來改善下垂。"
+
+#, fuzzy
+#~ msgid ""
+#~ "This factor affects the amount of material for top solid infill. You can "
+#~ "decrease it slightly to have smooth surface finish"
+#~ msgstr "稍微減小這個數值(比如 0.97)可以來改善頂面的光滑程度。"
+
+#, fuzzy
+#~ msgid "This factor affects the amount of material for bottom solid infill"
+#~ msgstr "首層流量調整係數,預設為 1.0"
+
+#~ msgid ""
+#~ "Enable this option to slow printing down in areas where potential curled "
+#~ "perimeters may exist"
+#~ msgstr "啟用此選項降低可能存在潛在翹邊區域的列印速度"
+
+#~ msgid "Speed of bridge and completely overhang wall"
+#~ msgstr "橋接和完全懸空的外牆的列印速度"
+
+#~ msgid ""
+#~ "Speed of internal bridge. If the value is expressed as a percentage, it "
+#~ "will be calculated based on the bridge_speed. Default value is 150%."
+#~ msgstr ""
+#~ "內部橋接速度。 如果該值以百分比表示,則會根據 橋接速度 進行計算。 預設值"
+#~ "為 150%"
+
+#~ msgid "Time to load new filament when switch filament. For statistics only"
+#~ msgstr "切換線材時,進料所需的時間。只用於統計資訊。"
+
+#~ msgid ""
+#~ "Time to unload old filament when switch filament. For statistics only"
+#~ msgstr "切換線材時,退料所需時間。只用於統計資訊。"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to load a "
+#~ "new filament during a tool change (when executing the T code). This time "
+#~ "is added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "在換色時(執行 T-code ,如 T1,T2),列印設備韌體(或 Multi Material Unit "
+#~ "2.0)載入新線材的所需時間。該時間將會被 G-code 時間評估功能加到總列印時間"
+#~ "上去。"
+
+#~ msgid ""
+#~ "Time for the printer firmware (or the Multi Material Unit 2.0) to unload "
+#~ "a filament during a tool change (when executing the T code). This time is "
+#~ "added to the total print time by the G-code time estimator."
+#~ msgstr ""
+#~ "換色期間(執行T-cide 時如 T1,T2),列印設備韌體(或 Multi Material Unit "
+#~ "2.0)退出線材所需時間。該時間將會被 G-code 時間評估功能加到總列印時間上"
+#~ "去。"
+
+#~ msgid "Filter out gaps smaller than the threshold specified"
+#~ msgstr "忽略小於指定數值的間隙"
+
+#, fuzzy
+#~ msgid ""
+#~ "Enable this option for chamber temperature control. An M191 command will "
+#~ "be added before \"machine_start_gcode\"\n"
+#~ "G-code commands: M141/M191 S(0-255)"
+#~ msgstr ""
+#~ "啟用此選項以控製列印設備內部溫度。 在「machine_start_gcode」之前將會新增一"
+#~ "個M191指令\n"
+#~ "G碼指令:M141/M191 S(0-255)"
+
+#~ msgid "Wipe tower extruder"
+#~ msgstr "擦拭塔擠出機"
+
#, fuzzy
#~ msgid "Printer local connection failed, please try again."
#~ msgstr "列印設備區域網路連接失敗,請重試。"
diff --git a/resources/calib/filament_flow/Orca-LinearFlow.3mf b/resources/calib/filament_flow/Orca-LinearFlow.3mf
new file mode 100644
index 0000000000..8be217beb5
Binary files /dev/null and b/resources/calib/filament_flow/Orca-LinearFlow.3mf differ
diff --git a/resources/calib/filament_flow/Orca-LinearFlow_fine.3mf b/resources/calib/filament_flow/Orca-LinearFlow_fine.3mf
new file mode 100644
index 0000000000..94f8e62fbf
Binary files /dev/null and b/resources/calib/filament_flow/Orca-LinearFlow_fine.3mf differ
diff --git a/resources/calib/filament_flow/flowrate-test-pass1.3mf b/resources/calib/filament_flow/flowrate-test-pass1.3mf
index 8f1a1b5e61..20c997da02 100644
Binary files a/resources/calib/filament_flow/flowrate-test-pass1.3mf and b/resources/calib/filament_flow/flowrate-test-pass1.3mf differ
diff --git a/resources/calib/filament_flow/flowrate-test-pass2.3mf b/resources/calib/filament_flow/flowrate-test-pass2.3mf
index 4d1d0c369d..9797849405 100644
Binary files a/resources/calib/filament_flow/flowrate-test-pass2.3mf and b/resources/calib/filament_flow/flowrate-test-pass2.3mf differ
diff --git a/resources/calib/filament_flow/pass1.3mf b/resources/calib/filament_flow/pass1.3mf
new file mode 100644
index 0000000000..794e534492
Binary files /dev/null and b/resources/calib/filament_flow/pass1.3mf differ
diff --git a/resources/images/bind_device_ping_code.svg b/resources/images/bind_device_ping_code.svg
index 5c1ff4742d..2d83240adb 100644
--- a/resources/images/bind_device_ping_code.svg
+++ b/resources/images/bind_device_ping_code.svg
@@ -1,3 +1,3 @@
diff --git a/resources/images/hms_arrow.svg b/resources/images/hms_arrow.svg
index 5cebec4000..c48bfd9a3a 100644
--- a/resources/images/hms_arrow.svg
+++ b/resources/images/hms_arrow.svg
@@ -1,3 +1,3 @@
diff --git a/resources/info/filament_info.json b/resources/info/filament_info.json
index 8472e66462..158d78654a 100644
--- a/resources/info/filament_info.json
+++ b/resources/info/filament_info.json
@@ -22,7 +22,8 @@
"PLA-CF",
"PLA-AERO",
"PVA",
- "BVOH"
+ "BVOH",
+ "SBS"
],
"high_low_compatible_filament":[
"HIPS",
diff --git a/resources/profiles/Artillery.json b/resources/profiles/Artillery.json
index 26c7d7b115..c763238129 100644
--- a/resources/profiles/Artillery.json
+++ b/resources/profiles/Artillery.json
@@ -23,6 +23,22 @@
{
"name": "Artillery Hornet",
"sub_path": "machine/Artillery Hornet.json"
+ },
+ {
+ "name": "Artillery Sidewinder X3 Pro",
+ "sub_path": "machine/Artillery Sidewinder X3 Pro.json"
+ },
+ {
+ "name": "Artillery Sidewinder X3 Plus",
+ "sub_path": "machine/Artillery Sidewinder X3 Plus.json"
+ },
+ {
+ "name": "Artillery Sidewinder X4 Pro",
+ "sub_path": "machine/Artillery Sidewinder X4 Pro.json"
+ },
+ {
+ "name": "Artillery Sidewinder X4 Plus",
+ "sub_path": "machine/Artillery Sidewinder X4 Plus.json"
}
],
"process_list": [
@@ -81,6 +97,94 @@
{
"name": "0.24mm Draft @Artillery Hornet",
"sub_path": "process/0.24mm Draft @Artillery Hornet.json"
+ },
+ {
+ "name": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.20mm Standard @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.08mm High Quality @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.08mm High Quality @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.12mm Fine @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.12mm Fine @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.12mm High Quality @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.12mm High Quality @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.16mm High Quality @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.16mm High Quality @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.16mm Optimal @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.16mm Optimal @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.20mm Strength @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.20mm Strength @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.24mm Draft @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.24mm Draft @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle",
+ "sub_path": "process/0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.20mm Standard @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.08mm High Quality @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.08mm High Quality @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.12mm Fine @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.12mm Fine @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.12mm High Quality @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.12mm High Quality @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.16mm High Quality @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.16mm High Quality @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.16mm Optimal @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.16mm Optimal @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.20mm Strength @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.20mm Strength @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.24mm Draft @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.24mm Draft @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle",
+ "sub_path": "process/0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.20mm Standard @Artillery X3Plus 0.4 nozzle",
+ "sub_path": "process/0.20mm Standard @Artillery X3Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "0.20mm Standard @Artillery X3Pro 0.4 nozzle",
+ "sub_path": "process/0.20mm Standard @Artillery X3Pro 0.4 nozzle.json"
}
],
"filament_list": [
@@ -131,6 +235,34 @@
{
"name": "Artillery Generic ASA",
"sub_path": "filament/Artillery Generic ASA.json"
+ },
+ {
+ "name": "Artillery PLA Basic",
+ "sub_path": "filament/Artillery PLA Basic.json"
+ },
+ {
+ "name": "Artillery PLA Matte",
+ "sub_path": "filament/Artillery PLA Matte.json"
+ },
+ {
+ "name": "Artillery PLA Silk",
+ "sub_path": "filament/Artillery PLA Silk.json"
+ },
+ {
+ "name": "Artillery PLA Tough",
+ "sub_path": "filament/Artillery PLA Tough.json"
+ },
+ {
+ "name": "Artillery PETG",
+ "sub_path": "filament/Artillery PETG.json"
+ },
+ {
+ "name": "Artillery TPU",
+ "sub_path": "filament/Artillery TPU.json"
+ },
+ {
+ "name": "Artillery ABS",
+ "sub_path": "filament/Artillery ABS.json"
}
],
"machine_list": [
@@ -157,6 +289,22 @@
{
"name": "Artillery Hornet 0.4 nozzle",
"sub_path": "machine/Artillery Hornet 0.4 nozzle.json"
+ },
+ {
+ "name": "Artillery Sidewinder X3 Pro 0.4 nozzle",
+ "sub_path": "machine/Artillery Sidewinder X3 Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "Artillery Sidewinder X3 Plus 0.4 nozzle",
+ "sub_path": "machine/Artillery Sidewinder X3 Plus 0.4 nozzle.json"
+ },
+ {
+ "name": "Artillery Sidewinder X4 Pro 0.4 nozzle",
+ "sub_path": "machine/Artillery Sidewinder X4 Pro 0.4 nozzle.json"
+ },
+ {
+ "name": "Artillery Sidewinder X4 Plus 0.4 nozzle",
+ "sub_path": "machine/Artillery Sidewinder X4 Plus 0.4 nozzle.json"
}
]
}
diff --git a/resources/profiles/Artillery/Artillery Sidewinder X3 Plus_cover.png b/resources/profiles/Artillery/Artillery Sidewinder X3 Plus_cover.png
new file mode 100644
index 0000000000..cfdf059580
Binary files /dev/null and b/resources/profiles/Artillery/Artillery Sidewinder X3 Plus_cover.png differ
diff --git a/resources/profiles/Artillery/Artillery Sidewinder X3 Pro_cover.png b/resources/profiles/Artillery/Artillery Sidewinder X3 Pro_cover.png
new file mode 100644
index 0000000000..8df3febadc
Binary files /dev/null and b/resources/profiles/Artillery/Artillery Sidewinder X3 Pro_cover.png differ
diff --git a/resources/profiles/Artillery/Artillery Sidewinder X4 Plus_cover.png b/resources/profiles/Artillery/Artillery Sidewinder X4 Plus_cover.png
new file mode 100644
index 0000000000..4e87d7efb1
Binary files /dev/null and b/resources/profiles/Artillery/Artillery Sidewinder X4 Plus_cover.png differ
diff --git a/resources/profiles/Artillery/Artillery Sidewinder X4 Pro_cover.png b/resources/profiles/Artillery/Artillery Sidewinder X4 Pro_cover.png
new file mode 100644
index 0000000000..19633e8474
Binary files /dev/null and b/resources/profiles/Artillery/Artillery Sidewinder X4 Pro_cover.png differ
diff --git a/resources/profiles/Artillery/artillery_sidewinderx3plus_buildplate_model.stl b/resources/profiles/Artillery/artillery_sidewinderx3plus_buildplate_model.stl
new file mode 100644
index 0000000000..c4856c67ff
Binary files /dev/null and b/resources/profiles/Artillery/artillery_sidewinderx3plus_buildplate_model.stl differ
diff --git a/resources/profiles/Artillery/artillery_sidewinderx3pro_buildplate_model.stl b/resources/profiles/Artillery/artillery_sidewinderx3pro_buildplate_model.stl
new file mode 100644
index 0000000000..cf32749a32
Binary files /dev/null and b/resources/profiles/Artillery/artillery_sidewinderx3pro_buildplate_model.stl differ
diff --git a/resources/profiles/Artillery/artillery_sidewinderx4plus_buildplate_model.stl b/resources/profiles/Artillery/artillery_sidewinderx4plus_buildplate_model.stl
new file mode 100644
index 0000000000..c20701eaeb
Binary files /dev/null and b/resources/profiles/Artillery/artillery_sidewinderx4plus_buildplate_model.stl differ
diff --git a/resources/profiles/Artillery/artillery_sidewinderx4pro_buildplate_model.stl b/resources/profiles/Artillery/artillery_sidewinderx4pro_buildplate_model.stl
new file mode 100644
index 0000000000..dc21edb824
Binary files /dev/null and b/resources/profiles/Artillery/artillery_sidewinderx4pro_buildplate_model.stl differ
diff --git a/resources/profiles/Artillery/filament/Artillery ABS.json b/resources/profiles/Artillery/filament/Artillery ABS.json
new file mode 100644
index 0000000000..977451b6c2
--- /dev/null
+++ b/resources/profiles/Artillery/filament/Artillery ABS.json
@@ -0,0 +1,79 @@
+{
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Artillery Sidewinder X3 Pro 0.4 nozzle",
+ "Artillery Sidewinder X3 Plus 0.4 nozzle",
+ "Artillery Sidewinder X4 Pro 0.4 nozzle",
+ "Artillery Sidewinder X4 Plus 0.4 nozzle"
+ ],
+ "filament_retraction_length": [
+ "1.3"
+ ],
+ "filament_retraction_speed": [
+ "40"
+ ],
+ "filament_settings_id": [
+ "Artillery ABS"
+ ],
+ "filament_start_gcode": [
+ ""
+ ],
+ "filament_type": [
+ "ABS"
+ ],
+ "filament_vendor": [
+ "Artillery"
+ ],
+ "filament_z_hop": [
+ "0.4"
+ ],
+ "hot_plate_temp": [
+ "100"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "100"
+ ],
+ "inherits": "Artillery Generic PLA",
+ "name": "Artillery ABS",
+ "nozzle_temperature": [
+ "260"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "260"
+ ],
+ "nozzle_temperature_range_high": [
+ "270"
+ ],
+ "nozzle_temperature_range_low": [
+ "240"
+ ],
+ "fan_max_speed": [
+ "20"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "slow_down_layer_time": [
+ "3"
+ ],
+ "filament_max_volumetric_speed": [
+ "16"
+ ],
+ "temperature_vitrification": [
+ "220"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "overhang_fan_speed": [
+ "80"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/filament/Artillery PETG.json b/resources/profiles/Artillery/filament/Artillery PETG.json
new file mode 100644
index 0000000000..5e5a6bef53
--- /dev/null
+++ b/resources/profiles/Artillery/filament/Artillery PETG.json
@@ -0,0 +1,79 @@
+{
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Artillery Sidewinder X3 Pro 0.4 nozzle",
+ "Artillery Sidewinder X3 Plus 0.4 nozzle",
+ "Artillery Sidewinder X4 Pro 0.4 nozzle",
+ "Artillery Sidewinder X4 Plus 0.4 nozzle"
+ ],
+ "filament_retraction_length": [
+ "1.3"
+ ],
+ "filament_retraction_speed": [
+ "40"
+ ],
+ "filament_settings_id": [
+ "Artillery PETG"
+ ],
+ "filament_start_gcode": [
+ ""
+ ],
+ "filament_type": [
+ "PETG"
+ ],
+ "filament_vendor": [
+ "Artillery"
+ ],
+ "filament_z_hop": [
+ "0.4"
+ ],
+ "hot_plate_temp": [
+ "70"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "70"
+ ],
+ "inherits": "Artillery Generic PLA",
+ "name": "Artillery PETG",
+ "nozzle_temperature": [
+ "250"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "250"
+ ],
+ "nozzle_temperature_range_high": [
+ "270"
+ ],
+ "nozzle_temperature_range_low": [
+ "230"
+ ],
+ "fan_max_speed": [
+ "40"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "slow_down_layer_time": [
+ "12"
+ ],
+ "filament_max_volumetric_speed": [
+ "9"
+ ],
+ "temperature_vitrification": [
+ "220"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "overhang_fan_threshold": [
+ "10%"
+ ],
+ "overhang_fan_speed": [
+ "90"
+ ],
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/filament/Artillery PLA Basic.json b/resources/profiles/Artillery/filament/Artillery PLA Basic.json
new file mode 100644
index 0000000000..f0953d71fc
--- /dev/null
+++ b/resources/profiles/Artillery/filament/Artillery PLA Basic.json
@@ -0,0 +1,58 @@
+{
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Artillery Sidewinder X3 Pro 0.4 nozzle",
+ "Artillery Sidewinder X3 Plus 0.4 nozzle",
+ "Artillery Sidewinder X4 Pro 0.4 nozzle",
+ "Artillery Sidewinder X4 Plus 0.4 nozzle"
+ ],
+ "filament_retraction_length": [
+ "1.3"
+ ],
+ "filament_retraction_speed": [
+ "40"
+ ],
+ "filament_settings_id": [
+ "Artillery PLA Basic"
+ ],
+ "filament_start_gcode": [
+ ""
+ ],
+ "filament_type": [
+ "PLA Basic"
+ ],
+ "filament_vendor": [
+ "Artillery"
+ ],
+ "filament_z_hop": [
+ "0.4"
+ ],
+ "inherits": "Artillery Generic PLA",
+ "name": "Artillery PLA Basic",
+ "nozzle_temperature": [
+ "210"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "210"
+ ],
+ "fan_max_speed": [
+ "80"
+ ],
+ "fan_min_speed": [
+ "60"
+ ],
+ "fan_cooling_layer_time": [
+ "80"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_max_volumetric_speed": [
+ "21"
+ ],
+ "temperature_vitrification": [
+ "190"
+ ],
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/filament/Artillery PLA Matte.json b/resources/profiles/Artillery/filament/Artillery PLA Matte.json
new file mode 100644
index 0000000000..ca2811a6cf
--- /dev/null
+++ b/resources/profiles/Artillery/filament/Artillery PLA Matte.json
@@ -0,0 +1,58 @@
+{
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Artillery Sidewinder X3 Pro 0.4 nozzle",
+ "Artillery Sidewinder X3 Plus 0.4 nozzle",
+ "Artillery Sidewinder X4 Pro 0.4 nozzle",
+ "Artillery Sidewinder X4 Plus 0.4 nozzle"
+ ],
+ "filament_retraction_length": [
+ "1.3"
+ ],
+ "filament_retraction_speed": [
+ "40"
+ ],
+ "filament_settings_id": [
+ "Artillery PLA Matte"
+ ],
+ "filament_start_gcode": [
+ ""
+ ],
+ "filament_type": [
+ "PLA Matte"
+ ],
+ "filament_vendor": [
+ "Artillery"
+ ],
+ "filament_z_hop": [
+ "0.4"
+ ],
+ "inherits": "Artillery Generic PLA",
+ "name": "Artillery PLA Matte",
+ "nozzle_temperature": [
+ "210"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "210"
+ ],
+ "fan_max_speed": [
+ "80"
+ ],
+ "fan_min_speed": [
+ "60"
+ ],
+ "fan_cooling_layer_time": [
+ "80"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_max_volumetric_speed": [
+ "22"
+ ],
+ "temperature_vitrification": [
+ "190"
+ ],
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/filament/Artillery PLA Silk.json b/resources/profiles/Artillery/filament/Artillery PLA Silk.json
new file mode 100644
index 0000000000..8b6521d783
--- /dev/null
+++ b/resources/profiles/Artillery/filament/Artillery PLA Silk.json
@@ -0,0 +1,58 @@
+{
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Artillery Sidewinder X3 Pro 0.4 nozzle",
+ "Artillery Sidewinder X3 Plus 0.4 nozzle",
+ "Artillery Sidewinder X4 Pro 0.4 nozzle",
+ "Artillery Sidewinder X4 Plus 0.4 nozzle"
+ ],
+ "filament_retraction_length": [
+ "1.3"
+ ],
+ "filament_retraction_speed": [
+ "40"
+ ],
+ "filament_settings_id": [
+ "Artillery PLA Silk"
+ ],
+ "filament_start_gcode": [
+ ""
+ ],
+ "filament_type": [
+ "PLA Silk"
+ ],
+ "filament_vendor": [
+ "Artillery"
+ ],
+ "filament_z_hop": [
+ "0.4"
+ ],
+ "inherits": "Artillery Generic PLA",
+ "name": "Artillery PLA Silk",
+ "nozzle_temperature": [
+ "210"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "210"
+ ],
+ "fan_max_speed": [
+ "80"
+ ],
+ "fan_min_speed": [
+ "60"
+ ],
+ "fan_cooling_layer_time": [
+ "80"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "temperature_vitrification": [
+ "190"
+ ],
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/filament/Artillery PLA Tough.json b/resources/profiles/Artillery/filament/Artillery PLA Tough.json
new file mode 100644
index 0000000000..3b41976c91
--- /dev/null
+++ b/resources/profiles/Artillery/filament/Artillery PLA Tough.json
@@ -0,0 +1,64 @@
+{
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Artillery Sidewinder X3 Pro 0.4 nozzle",
+ "Artillery Sidewinder X3 Plus 0.4 nozzle",
+ "Artillery Sidewinder X4 Pro 0.4 nozzle",
+ "Artillery Sidewinder X4 Plus 0.4 nozzle"
+ ],
+ "filament_retraction_length": [
+ "1.3"
+ ],
+ "filament_retraction_speed": [
+ "40"
+ ],
+ "filament_settings_id": [
+ "Artillery PLA Tough"
+ ],
+ "filament_start_gcode": [
+ ""
+ ],
+ "filament_type": [
+ "PLA Tough"
+ ],
+ "filament_vendor": [
+ "Artillery"
+ ],
+ "filament_z_hop": [
+ "0.4"
+ ],
+ "inherits": "Artillery Generic PLA",
+ "name": "Artillery PLA Tough",
+ "nozzle_temperature": [
+ "220"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "220"
+ ],
+ "fan_max_speed": [
+ "80"
+ ],
+ "fan_min_speed": [
+ "60"
+ ],
+ "fan_cooling_layer_time": [
+ "80"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_max_volumetric_speed": [
+ "21"
+ ],
+ "temperature_vitrification": [
+ "190"
+ ],
+ "hot_plate_temp": [
+ "65"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "65"
+ ],
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/filament/Artillery TPU.json b/resources/profiles/Artillery/filament/Artillery TPU.json
new file mode 100644
index 0000000000..7f149cfd8e
--- /dev/null
+++ b/resources/profiles/Artillery/filament/Artillery TPU.json
@@ -0,0 +1,76 @@
+{
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Artillery Sidewinder X3 Pro 0.4 nozzle",
+ "Artillery Sidewinder X3 Plus 0.4 nozzle",
+ "Artillery Sidewinder X4 Pro 0.4 nozzle",
+ "Artillery Sidewinder X4 Plus 0.4 nozzle"
+ ],
+ "filament_retraction_length": [
+ "1.3"
+ ],
+ "filament_retraction_speed": [
+ "40"
+ ],
+ "filament_settings_id": [
+ "Artillery TPU"
+ ],
+ "filament_start_gcode": [
+ ""
+ ],
+ "filament_type": [
+ "TPU"
+ ],
+ "filament_vendor": [
+ "Artillery"
+ ],
+ "filament_z_hop": [
+ "0.4"
+ ],
+ "hot_plate_temp": [
+ "45"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "45"
+ ],
+ "inherits": "Artillery Generic PLA",
+ "name": "Artillery TPU",
+ "nozzle_temperature": [
+ "220"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "220"
+ ],
+ "nozzle_temperature_range_high": [
+ "250"
+ ],
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_max_volumetric_speed": [
+ "3.6"
+ ],
+ "temperature_vitrification": [
+ "190"
+ ],
+ "filament_density": [
+ "1.22"
+ ],
+ "overhang_fan_threshold": [
+ "95%"
+ ],
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Plus 0.4 nozzle.json b/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..12353f4fdc
--- /dev/null
+++ b/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Plus 0.4 nozzle.json
@@ -0,0 +1,229 @@
+{
+ "type": "machine",
+ "setting_id": "GM005",
+ "name": "Artillery Sidewinder X3 Plus 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "Artillery Sidewinder X3 Plus",
+ "default_print_profile": "0.20mm Standard @Artillery Genius",
+ "default_filament_profile": [
+ "Artillery PLA Basic"
+ ],
+ "printer_settings_id": "Artillery X3Plus 0.4 nozzle",
+ "adaptive_bed_mesh_margin": "0",
+ "auxiliary_fan": "0",
+ "bbl_use_printhost": "0",
+ "bed_custom_model": "",
+ "bed_custom_texture": "",
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "bed_mesh_max": "99999,99999",
+ "bed_mesh_min": "-99999,-99999",
+ "bed_mesh_probe_distance": "50,50",
+ "before_layer_change_gcode": "\n",
+ "best_object_pos": "0.5,0.5",
+ "change_extrusion_role_gcode": "",
+ "change_filament_gcode": "",
+ "cooling_tube_length": "5",
+ "cooling_tube_retraction": "91.5",
+ "deretraction_speed": [
+ "0"
+ ],
+ "disable_m73": "0",
+ "emit_machine_limits_to_gcode": "0",
+ "enable_filament_ramming": "1",
+ "extra_loading_move": "-2",
+ "extruder_clearance_height_to_lid": "140",
+ "extruder_clearance_height_to_rod": "36",
+ "extruder_clearance_radius": "65",
+ "extruder_colour": [
+ "#018001"
+ ],
+ "extruder_offset": [
+ "0x0"
+ ],
+ "fan_kickstart": "0",
+ "fan_speedup_overhangs": "1",
+ "fan_speedup_time": "0",
+ "gcode_flavor": "marlin",
+ "head_wrap_detect_zone": [],
+ "high_current_on_filament_swap": "0",
+ "host_type": "octoprint",
+ "is_custom_defined": "0",
+ "layer_change_gcode": "",
+ "machine_end_gcode": "G91 ;Relative positioning\nG1 E-2 F2700 ;Retract a bit\nG1 E-2 Z0.2 F2400 ;Retract and raise Z\nG1 X5 Y5 F3000 ;Wipe out\nG1 Z10 ;Raise Z more\nG90 ;Absolute positionning\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\nM211 S1",
+ "machine_load_filament_time": "0",
+ "machine_max_acceleration_e": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "3000",
+ "1250"
+ ],
+ "machine_max_acceleration_retracting": [
+ "1000",
+ "1250"
+ ],
+ "machine_max_acceleration_travel": [
+ "1000",
+ "1250"
+ ],
+ "machine_max_acceleration_x": [
+ "3000",
+ "1000"
+ ],
+ "machine_max_acceleration_y": [
+ "3000",
+ "1000"
+ ],
+ "machine_max_acceleration_z": [
+ "500",
+ "200"
+ ],
+ "machine_max_jerk_e": [
+ "3",
+ "2.5"
+ ],
+ "machine_max_jerk_x": [
+ "7",
+ "10"
+ ],
+ "machine_max_jerk_y": [
+ "7",
+ "10"
+ ],
+ "machine_max_jerk_z": [
+ "0.2",
+ "0.4"
+ ],
+ "machine_max_speed_e": [
+ "120",
+ "120"
+ ],
+ "machine_max_speed_x": [
+ "500",
+ "200"
+ ],
+ "machine_max_speed_y": [
+ "500",
+ "200"
+ ],
+ "machine_max_speed_z": [
+ "12",
+ "12"
+ ],
+ "machine_min_extruding_rate": [
+ "0",
+ "0"
+ ],
+ "machine_min_travel_rate": [
+ "0",
+ "0"
+ ],
+ "machine_pause_gcode": "M600",
+ "machine_start_gcode": "M140 S60\nM104 S140\nM190 S[first_layer_bed_temperature]\nM109 S{temperature_vitrification[0]}\nG28;\nNOZZLE_WIPE\nM140 S[first_layer_bed_temperature];\nM104 S[first_layer_temperature];\nDRAW_LINE_ONLY",
+ "machine_unload_filament_time": "0",
+ "manual_filament_change": "0",
+ "max_layer_height": [
+ "0.32"
+ ],
+ "min_layer_height": [
+ "0.08"
+ ],
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "nozzle_hrc": "0",
+ "nozzle_type": "hardened_steel",
+ "nozzle_volume": "0",
+ "parking_pos_retraction": "92",
+ "preferred_orientation": "0",
+ "print_host": "",
+ "print_host_webui": "",
+ "printable_area": [
+ "0x0",
+ "300x0",
+ "300x305",
+ "0x305"
+ ],
+ "printable_height": "400",
+ "printer_notes": "",
+ "printer_structure": "undefine",
+ "printer_technology": "FFF",
+ "printer_variant": "0.4",
+ "printhost_apikey": "",
+ "printhost_authorization_type": "key",
+ "printhost_cafile": "",
+ "printhost_password": "",
+ "printhost_port": "",
+ "printhost_ssl_ignore_revoke": "0",
+ "printhost_user": "",
+ "printing_by_object_gcode": "",
+ "purge_in_prime_tower": "1",
+ "retract_before_wipe": [
+ "0%"
+ ],
+ "retract_length_toolchange": [
+ "10"
+ ],
+ "retract_lift_above": [
+ "0"
+ ],
+ "retract_lift_below": [
+ "0"
+ ],
+ "retract_lift_enforce": [
+ "All Surfaces"
+ ],
+ "retract_restart_extra": [
+ "0"
+ ],
+ "retract_restart_extra_toolchange": [
+ "0"
+ ],
+ "retract_when_changing_layer": [
+ "1"
+ ],
+ "retraction_length": [
+ "2.2"
+ ],
+ "retraction_minimum_travel": [
+ "2"
+ ],
+ "retraction_speed": [
+ "30"
+ ],
+ "scan_first_layer": "0",
+ "silent_mode": "0",
+ "single_extruder_multi_material": "1",
+ "support_air_filtration": "1",
+ "support_chamber_temp_control": "1",
+ "support_multi_bed_types": "0",
+ "template_custom_gcode": "",
+ "thumbnails": [
+ "300x300"
+ ],
+ "thumbnails_format": "PNG",
+ "time_cost": "0",
+ "time_lapse_gcode": "",
+ "upward_compatible_machine": [],
+ "use_firmware_retraction": "0",
+ "use_relative_e_distances": "0",
+ "version": "2.0.2.0",
+ "wipe": [
+ "0"
+ ],
+ "wipe_distance": [
+ "1"
+ ],
+ "z_hop": [
+ "0.4"
+ ],
+ "z_hop_types": [
+ "Normal Lift"
+ ],
+ "z_offset": "0"
+}
diff --git a/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Plus.json b/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Plus.json
new file mode 100644
index 0000000000..16a1935e12
--- /dev/null
+++ b/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Plus.json
@@ -0,0 +1,12 @@
+{
+ "type": "machine_model",
+ "name": "Artillery Sidewinder X3 Plus",
+ "model_id": "Artillery-Sidewinder-X3-Plus",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "Artillery",
+ "bed_model": "artillery_sidewinderx3plus_buildplate_model.stl",
+ "bed_texture": "",
+ "hotend_model": "",
+ "default_materials": "Artillery PLA Basic;Artillery PLA Matte;Artillery PLA Silk;Artillery PLA Tough;Artillery PETG;Artillery TPU;Artillery ABS;"
+}
diff --git a/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Pro 0.4 nozzle.json b/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..a58df16c22
--- /dev/null
+++ b/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Pro 0.4 nozzle.json
@@ -0,0 +1,230 @@
+{
+ "type": "machine",
+ "setting_id": "GM004",
+ "name": "Artillery Sidewinder X3 Pro 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "Artillery Sidewinder X3 Pro",
+ "default_print_profile": "0.20mm Standard @Artillery Genius",
+ "printer_settings_id": "Artillery X3 Pro 0.4 nozzle",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "default_filament_profile": [
+ "Artillery PLA Basic"
+ ],
+ "adaptive_bed_mesh_margin": "0",
+ "auxiliary_fan": "0",
+ "bbl_use_printhost": "0",
+ "bed_custom_model": "",
+ "bed_custom_texture": "",
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "bed_mesh_max": "99999,99999",
+ "bed_mesh_min": "-99999,-99999",
+ "bed_mesh_probe_distance": "50,50",
+ "before_layer_change_gcode": "",
+ "best_object_pos": "0.5,0.5",
+ "change_extrusion_role_gcode": "",
+ "change_filament_gcode": "",
+ "cooling_tube_length": "5",
+ "cooling_tube_retraction": "91.5",
+ "deretraction_speed": [
+ "0"
+ ],
+ "disable_m73": "0",
+ "emit_machine_limits_to_gcode": "0",
+ "enable_filament_ramming": "0",
+ "extra_loading_move": "-2",
+ "extruder_clearance_height_to_lid": "140",
+ "extruder_clearance_height_to_rod": "36",
+ "extruder_clearance_radius": "65",
+ "extruder_colour": [
+ "#018001"
+ ],
+ "extruder_offset": [
+ "0x0"
+ ],
+ "fan_kickstart": "0",
+ "fan_speedup_overhangs": "1",
+ "fan_speedup_time": "0",
+ "gcode_flavor": "marlin2",
+ "head_wrap_detect_zone": [],
+ "high_current_on_filament_swap": "0",
+ "host_type": "octoprint",
+ "is_custom_defined": "0",
+ "layer_change_gcode": "",
+ "machine_end_gcode": "G91 ;Relative positioning\nG1 E-2 F2700 ;Retract a bit\nG1 E-2 Z0.2 F2400 ;Retract and raise Z\nG1 X5 Y5 F3000 ;Wipe out\nG1 Z10 ;Raise Z more\nG90 ;Absolute positionning\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\nM211 S1",
+ "machine_load_filament_time": "0",
+ "machine_max_acceleration_e": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "3000",
+ "1250"
+ ],
+ "machine_max_acceleration_retracting": [
+ "3000",
+ "1250"
+ ],
+ "machine_max_acceleration_travel": [
+ "3000",
+ "1250"
+ ],
+ "machine_max_acceleration_x": [
+ "3000",
+ "1000"
+ ],
+ "machine_max_acceleration_y": [
+ "3000",
+ "1000"
+ ],
+ "machine_max_acceleration_z": [
+ "500",
+ "200"
+ ],
+ "machine_max_jerk_e": [
+ "3",
+ "2.5"
+ ],
+ "machine_max_jerk_x": [
+ "7",
+ "10"
+ ],
+ "machine_max_jerk_y": [
+ "7",
+ "10"
+ ],
+ "machine_max_jerk_z": [
+ "0.2",
+ "0.4"
+ ],
+ "machine_max_speed_e": [
+ "120",
+ "120"
+ ],
+ "machine_max_speed_x": [
+ "500",
+ "200"
+ ],
+ "machine_max_speed_y": [
+ "500",
+ "200"
+ ],
+ "machine_max_speed_z": [
+ "12",
+ "12"
+ ],
+ "machine_min_extruding_rate": [
+ "0",
+ "0"
+ ],
+ "machine_min_travel_rate": [
+ "0",
+ "0"
+ ],
+ "machine_pause_gcode": "M600",
+ "machine_start_gcode": "M140 S60\nM104 S140\nM190 S[first_layer_bed_temperature]\nM109 S{temperature_vitrification[0]}\nG28;\nNOZZLE_WIPE\nM140 S[first_layer_bed_temperature];\nM104 S[first_layer_temperature];\nDRAW_LINE_ONLY",
+ "machine_unload_filament_time": "0",
+ "manual_filament_change": "0",
+ "max_layer_height": [
+ "0.32"
+ ],
+ "min_layer_height": [
+ "0.08"
+ ],
+ "nozzle_hrc": "0",
+ "nozzle_type": "hardened_steel",
+ "nozzle_volume": "0",
+ "parking_pos_retraction": "92",
+ "preferred_orientation": "0",
+ "print_host": "",
+ "print_host_webui": "",
+ "printable_area": [
+ "0x0",
+ "240x0",
+ "240x245",
+ "0x245"
+ ],
+ "printable_height": "260",
+ "printer_notes": "",
+ "printer_structure": "undefine",
+ "printer_technology": "FFF",
+ "printer_variant": "0.4",
+ "printhost_apikey": "",
+ "printhost_authorization_type": "key",
+ "printhost_cafile": "",
+ "printhost_password": "",
+ "printhost_port": "",
+ "printhost_ssl_ignore_revoke": "0",
+ "printhost_user": "",
+ "printing_by_object_gcode": "",
+ "purge_in_prime_tower": "0",
+ "retract_before_wipe": [
+ "0%"
+ ],
+ "retract_length_toolchange": [
+ "10"
+ ],
+ "retract_lift_above": [
+ "0"
+ ],
+ "retract_lift_below": [
+ "0"
+ ],
+ "retract_lift_enforce": [
+ "All Surfaces"
+ ],
+ "retract_restart_extra": [
+ "0"
+ ],
+ "retract_restart_extra_toolchange": [
+ "0"
+ ],
+ "retract_when_changing_layer": [
+ "1"
+ ],
+ "retraction_length": [
+ "2.2"
+ ],
+ "retraction_minimum_travel": [
+ "2"
+ ],
+ "retraction_speed": [
+ "40"
+ ],
+ "scan_first_layer": "0",
+ "silent_mode": "0",
+ "single_extruder_multi_material": "1",
+ "support_air_filtration": "1",
+ "support_chamber_temp_control": "1",
+ "support_multi_bed_types": "0",
+ "template_custom_gcode": "",
+ "thumbnails": [
+ "300x300"
+ ],
+ "thumbnails_format": "PNG",
+ "time_cost": "0",
+ "time_lapse_gcode": "",
+ "upward_compatible_machine": [],
+ "use_firmware_retraction": "0",
+ "use_relative_e_distances": "0",
+ "version": "2.0.2.0",
+ "wipe": [
+ "0"
+ ],
+ "wipe_distance": [
+ "1"
+ ],
+ "z_hop": [
+ "0.4"
+ ],
+ "z_hop_types": [
+ "Normal Lift"
+ ],
+ "z_offset": "0"
+ }
+
diff --git a/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Pro.json b/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Pro.json
new file mode 100644
index 0000000000..ac7c20b33c
--- /dev/null
+++ b/resources/profiles/Artillery/machine/Artillery Sidewinder X3 Pro.json
@@ -0,0 +1,12 @@
+{
+ "type": "machine_model",
+ "name": "Artillery Sidewinder X3 Pro",
+ "model_id": "Artillery-Sidewinder-X3-Pro",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "Artillery",
+ "bed_model": "artillery_sidewinderx3pro_buildplate_model.stl",
+ "bed_texture": "",
+ "hotend_model": "",
+ "default_materials": "Artillery PLA Basic;Artillery PLA Matte;Artillery PLA Silk;Artillery PLA Tough;Artillery PETG;Artillery TPU;Artillery ABS;"
+}
diff --git a/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Plus 0.4 nozzle.json b/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..b4ffad9ee5
--- /dev/null
+++ b/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Plus 0.4 nozzle.json
@@ -0,0 +1,229 @@
+{
+ "type": "machine",
+ "setting_id": "GM006",
+ "name": "Artillery Sidewinder X4 Plus 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "Artillery Sidewinder X4 Plus",
+ "printer_settings_id": "Artillery X4Plus 0.4 nozzle",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "default_filament_profile": [
+ "Artillery PLA Basic"
+ ],
+ "adaptive_bed_mesh_margin": "0",
+ "auxiliary_fan": "0",
+ "bbl_use_printhost": "0",
+ "bed_custom_model": "",
+ "bed_custom_texture": "",
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "bed_mesh_max": "99999,99999",
+ "bed_mesh_min": "-99999,-99999",
+ "bed_mesh_probe_distance": "50,50",
+ "before_layer_change_gcode": "\n",
+ "best_object_pos": "0.5,0.5",
+ "change_extrusion_role_gcode": "",
+ "change_filament_gcode": "",
+ "cooling_tube_length": "5",
+ "cooling_tube_retraction": "91.5",
+ "default_print_profile": "0.20mm Standard @Artillery Genius",
+ "deretraction_speed": [
+ "0"
+ ],
+ "disable_m73": "0",
+ "emit_machine_limits_to_gcode": "0",
+ "enable_filament_ramming": "1",
+ "extra_loading_move": "-2",
+ "extruder_clearance_height_to_lid": "140",
+ "extruder_clearance_height_to_rod": "36",
+ "extruder_clearance_radius": "65",
+ "extruder_colour": [
+ "#018001"
+ ],
+ "extruder_offset": [
+ "0x0"
+ ],
+ "fan_kickstart": "0",
+ "fan_speedup_overhangs": "1",
+ "fan_speedup_time": "0",
+ "gcode_flavor": "klipper",
+ "head_wrap_detect_zone": [],
+ "high_current_on_filament_swap": "0",
+ "host_type": "octoprint",
+ "is_custom_defined": "0",
+ "layer_change_gcode": "G92 E0",
+ "machine_end_gcode": "G91 ;Relative positioning\nG1 E-1 F2700 ;Retract a bit\nG1 E-1 Z0.2 F2400 ;Retract and raise Z\nG1 X5 Y5 F3000 ;Wipe out\nG1 Z1 ;Raise Z more\nG90 ;Absolute positionning\nG1 X5 Y280 F3000 ;Wipe out\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\nM84 X Y E ;Disable all steppers but Z",
+ "machine_load_filament_time": "0",
+ "machine_max_acceleration_e": [
+ "6000",
+ "5000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "6000",
+ "1250"
+ ],
+ "machine_max_acceleration_retracting": [
+ "6000",
+ "1250"
+ ],
+ "machine_max_acceleration_travel": [
+ "1000",
+ "1250"
+ ],
+ "machine_max_acceleration_x": [
+ "6000",
+ "1000"
+ ],
+ "machine_max_acceleration_y": [
+ "6000",
+ "1000"
+ ],
+ "machine_max_acceleration_z": [
+ "500",
+ "200"
+ ],
+ "machine_max_jerk_e": [
+ "3",
+ "2.5"
+ ],
+ "machine_max_jerk_x": [
+ "7",
+ "10"
+ ],
+ "machine_max_jerk_y": [
+ "7",
+ "10"
+ ],
+ "machine_max_jerk_z": [
+ "0.2",
+ "0.4"
+ ],
+ "machine_max_speed_e": [
+ "120",
+ "120"
+ ],
+ "machine_max_speed_x": [
+ "500",
+ "200"
+ ],
+ "machine_max_speed_y": [
+ "500",
+ "200"
+ ],
+ "machine_max_speed_z": [
+ "12",
+ "12"
+ ],
+ "machine_min_extruding_rate": [
+ "0",
+ "0"
+ ],
+ "machine_min_travel_rate": [
+ "0",
+ "0"
+ ],
+ "machine_pause_gcode": "M600",
+ "machine_start_gcode": "M140 S60\nM104 S140\nM190 S[first_layer_bed_temperature]\nM109 S{temperature_vitrification[0]}\nG28;\nNOZZLE_WIPE\nM140 S[first_layer_bed_temperature];\nM104 S[first_layer_temperature];\nDRAW_LINE_ONLY",
+ "machine_unload_filament_time": "0",
+ "manual_filament_change": "0",
+ "max_layer_height": [
+ "0.32"
+ ],
+ "min_layer_height": [
+ "0.08"
+ ],
+ "nozzle_hrc": "0",
+ "nozzle_type": "hardened_steel",
+ "nozzle_volume": "0",
+ "parking_pos_retraction": "92",
+ "preferred_orientation": "0",
+ "print_host": "192.168.0.249",
+ "print_host_webui": "",
+ "printable_area": [
+ "0x0",
+ "300x0",
+ "300x300",
+ "0x300"
+ ],
+ "printable_height": "400",
+ "printer_notes": "",
+ "printer_structure": "undefine",
+ "printer_technology": "FFF",
+ "printer_variant": "0.4",
+ "printhost_apikey": "",
+ "printhost_authorization_type": "key",
+ "printhost_cafile": "",
+ "printhost_password": "",
+ "printhost_port": "",
+ "printhost_ssl_ignore_revoke": "0",
+ "printhost_user": "",
+ "printing_by_object_gcode": "",
+ "purge_in_prime_tower": "1",
+ "retract_before_wipe": [
+ "0%"
+ ],
+ "retract_length_toolchange": [
+ "10"
+ ],
+ "retract_lift_above": [
+ "0"
+ ],
+ "retract_lift_below": [
+ "0"
+ ],
+ "retract_lift_enforce": [
+ "All Surfaces"
+ ],
+ "retract_restart_extra": [
+ "0"
+ ],
+ "retract_restart_extra_toolchange": [
+ "0"
+ ],
+ "retract_when_changing_layer": [
+ "1"
+ ],
+ "retraction_length": [
+ "1.3"
+ ],
+ "retraction_minimum_travel": [
+ "2"
+ ],
+ "retraction_speed": [
+ "30"
+ ],
+ "scan_first_layer": "0",
+ "silent_mode": "0",
+ "single_extruder_multi_material": "1",
+ "support_air_filtration": "1",
+ "support_chamber_temp_control": "1",
+ "support_multi_bed_types": "0",
+ "template_custom_gcode": "",
+ "thumbnails": [
+ "300x300"
+ ],
+ "thumbnails_format": "PNG",
+ "time_cost": "0",
+ "time_lapse_gcode": "",
+ "upward_compatible_machine": [],
+ "use_firmware_retraction": "0",
+ "use_relative_e_distances": "1",
+ "version": "2.0.2.0",
+ "wipe": [
+ "0"
+ ],
+ "wipe_distance": [
+ "1"
+ ],
+ "z_hop": [
+ "0.4"
+ ],
+ "z_hop_types": [
+ "Normal Lift"
+ ],
+ "z_offset": "0"
+}
diff --git a/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Plus.json b/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Plus.json
new file mode 100644
index 0000000000..7fcb3997fb
--- /dev/null
+++ b/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Plus.json
@@ -0,0 +1,12 @@
+{
+ "type": "machine_model",
+ "name": "Artillery Sidewinder X4 Plus",
+ "model_id": "Artillery-Sidewinder-X4-Plus",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "Artillery",
+ "bed_model": "artillery_sidewinderx4plus_buildplate_model.stl",
+ "bed_texture": "",
+ "hotend_model": "",
+ "default_materials": "Artillery PLA Basic;Artillery PLA Matte;Artillery PLA Silk;Artillery PLA Tough;Artillery PETG;Artillery TPU;Artillery ABS;"
+}
diff --git a/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Pro 0.4 nozzle.json b/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..151ac268f9
--- /dev/null
+++ b/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Pro 0.4 nozzle.json
@@ -0,0 +1,229 @@
+{
+ "type": "machine",
+ "setting_id": "GM007",
+ "name": "Artillery Sidewinder X4 Pro 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "Artillery Sidewinder X4 Pro",
+ "printer_settings_id": "Artillery X4Pro 0.4 nozzle",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "default_filament_profile": [
+ "Artillery PLA Basic"
+ ],
+ "adaptive_bed_mesh_margin": "0",
+ "auxiliary_fan": "0",
+ "bbl_use_printhost": "0",
+ "bed_custom_model": "",
+ "bed_custom_texture": "",
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "bed_mesh_max": "99999,99999",
+ "bed_mesh_min": "-99999,-99999",
+ "bed_mesh_probe_distance": "50,50",
+ "before_layer_change_gcode": "\n",
+ "best_object_pos": "0.5,0.5",
+ "change_extrusion_role_gcode": "",
+ "change_filament_gcode": "",
+ "cooling_tube_length": "5",
+ "cooling_tube_retraction": "91.5",
+ "default_print_profile": "0.20mm Standard @Artillery Genius",
+ "deretraction_speed": [
+ "0"
+ ],
+ "disable_m73": "0",
+ "emit_machine_limits_to_gcode": "0",
+ "enable_filament_ramming": "1",
+ "extra_loading_move": "-2",
+ "extruder_clearance_height_to_lid": "140",
+ "extruder_clearance_height_to_rod": "36",
+ "extruder_clearance_radius": "65",
+ "extruder_colour": [
+ "#018001"
+ ],
+ "extruder_offset": [
+ "0x0"
+ ],
+ "fan_kickstart": "0",
+ "fan_speedup_overhangs": "1",
+ "fan_speedup_time": "0",
+ "gcode_flavor": "klipper",
+ "head_wrap_detect_zone": [],
+ "high_current_on_filament_swap": "0",
+ "host_type": "octoprint",
+ "is_custom_defined": "0",
+ "layer_change_gcode": "G92 E0",
+ "machine_end_gcode": "G91 ;Relative positioning\nG1 E-1 F2700 ;Retract a bit\nG1 E-1 Z0.2 F2400 ;Retract and raise Z\nG1 X5 Y5 F3000 ;Wipe out\nG1 Z1 ;Raise Z more\nG90 ;Absolute positionning\nG1 X5 Y200 F3000 ;Wipe out\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\nM84 X Y E ;Disable all steppers but Z",
+ "machine_load_filament_time": "0",
+ "machine_max_acceleration_e": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "6000",
+ "1250"
+ ],
+ "machine_max_acceleration_retracting": [
+ "6000",
+ "1250"
+ ],
+ "machine_max_acceleration_travel": [
+ "1000",
+ "1250"
+ ],
+ "machine_max_acceleration_x": [
+ "6000",
+ "1000"
+ ],
+ "machine_max_acceleration_y": [
+ "6000",
+ "1000"
+ ],
+ "machine_max_acceleration_z": [
+ "500",
+ "200"
+ ],
+ "machine_max_jerk_e": [
+ "3",
+ "2.5"
+ ],
+ "machine_max_jerk_x": [
+ "7",
+ "10"
+ ],
+ "machine_max_jerk_y": [
+ "7",
+ "10"
+ ],
+ "machine_max_jerk_z": [
+ "0.2",
+ "0.4"
+ ],
+ "machine_max_speed_e": [
+ "120",
+ "120"
+ ],
+ "machine_max_speed_x": [
+ "500",
+ "200"
+ ],
+ "machine_max_speed_y": [
+ "500",
+ "200"
+ ],
+ "machine_max_speed_z": [
+ "12",
+ "12"
+ ],
+ "machine_min_extruding_rate": [
+ "0",
+ "0"
+ ],
+ "machine_min_travel_rate": [
+ "0",
+ "0"
+ ],
+ "machine_pause_gcode": "M600",
+ "machine_start_gcode": "M140 S60\nM104 S140\nM190 S[first_layer_bed_temperature]\nM109 S{temperature_vitrification[0]}\nG28;\nNOZZLE_WIPE\nM140 S[first_layer_bed_temperature];\nM104 S[first_layer_temperature];\nDRAW_LINE_ONLY",
+ "machine_unload_filament_time": "0",
+ "manual_filament_change": "0",
+ "max_layer_height": [
+ "0.32"
+ ],
+ "min_layer_height": [
+ "0.08"
+ ],
+ "nozzle_hrc": "0",
+ "nozzle_type": "hardened_steel",
+ "nozzle_volume": "0",
+ "parking_pos_retraction": "92",
+ "preferred_orientation": "0",
+ "print_host": "192.168.0.249",
+ "print_host_webui": "",
+ "printable_area": [
+ "0x0",
+ "240x0",
+ "240x240",
+ "0x240"
+ ],
+ "printable_height": "260",
+ "printer_notes": "",
+ "printer_structure": "undefine",
+ "printer_technology": "FFF",
+ "printer_variant": "0.4",
+ "printhost_apikey": "",
+ "printhost_authorization_type": "key",
+ "printhost_cafile": "",
+ "printhost_password": "",
+ "printhost_port": "",
+ "printhost_ssl_ignore_revoke": "0",
+ "printhost_user": "",
+ "printing_by_object_gcode": "",
+ "purge_in_prime_tower": "1",
+ "retract_before_wipe": [
+ "0%"
+ ],
+ "retract_length_toolchange": [
+ "10"
+ ],
+ "retract_lift_above": [
+ "0"
+ ],
+ "retract_lift_below": [
+ "0"
+ ],
+ "retract_lift_enforce": [
+ "All Surfaces"
+ ],
+ "retract_restart_extra": [
+ "0"
+ ],
+ "retract_restart_extra_toolchange": [
+ "0"
+ ],
+ "retract_when_changing_layer": [
+ "1"
+ ],
+ "retraction_length": [
+ "1.3"
+ ],
+ "retraction_minimum_travel": [
+ "2"
+ ],
+ "retraction_speed": [
+ "30"
+ ],
+ "scan_first_layer": "0",
+ "silent_mode": "0",
+ "single_extruder_multi_material": "1",
+ "support_air_filtration": "1",
+ "support_chamber_temp_control": "1",
+ "support_multi_bed_types": "0",
+ "template_custom_gcode": "",
+ "thumbnails": [
+ "300x300"
+ ],
+ "thumbnails_format": "PNG",
+ "time_cost": "0",
+ "time_lapse_gcode": "",
+ "upward_compatible_machine": [],
+ "use_firmware_retraction": "0",
+ "use_relative_e_distances": "1",
+ "version": "2.0.2.0",
+ "wipe": [
+ "0"
+ ],
+ "wipe_distance": [
+ "1"
+ ],
+ "z_hop": [
+ "0.4"
+ ],
+ "z_hop_types": [
+ "Normal Lift"
+ ],
+ "z_offset": "0"
+}
diff --git a/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Pro.json b/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Pro.json
new file mode 100644
index 0000000000..b16b568e81
--- /dev/null
+++ b/resources/profiles/Artillery/machine/Artillery Sidewinder X4 Pro.json
@@ -0,0 +1,12 @@
+{
+ "type": "machine_model",
+ "name": "Artillery Sidewinder X4 Pro",
+ "model_id": "Artillery-Sidewinder-X4-Pro",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "Artillery",
+ "bed_model": "artillery_sidewinderx4pro_buildplate_model.stl",
+ "bed_texture": "",
+ "hotend_model": "",
+ "default_materials": "Artillery PLA Basic;Artillery PLA Matte;Artillery PLA Silk;Artillery PLA Tough;Artillery PETG;Artillery TPU;Artillery ABS;"
+}
diff --git a/resources/profiles/Artillery/process/0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..af4db28f6b
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,14 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "internal_solid_infill_line_width": "0.42",
+ "layer_height": "0.08",
+ "name": "0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle",
+ "outer_wall_line_width": "0.42",
+ "print_settings_id": "0.08mm Extra Fine @Artillery X4Plus 0.4 nozzle",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..5ddb03c228
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,14 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "internal_solid_infill_line_width": "0.42",
+ "layer_height": "0.08",
+ "name": "0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle",
+ "outer_wall_line_width": "0.42",
+ "print_settings_id": "0.08mm Extra Fine @Artillery X4Pro 0.4 nozzle",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.08mm High Quality @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.08mm High Quality @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..efd2a72caf
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.08mm High Quality @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "default_acceleration": "3000",
+ "inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "inner_wall_speed": "120",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "150",
+ "layer_height": "0.08",
+ "name": "0.08mm High Quality @Artillery X4Plus 0.4 nozzle",
+ "outer_wall_acceleration": "2000",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "60",
+ "print_settings_id": "0.08mm High Quality @Artillery X4Plus 0.4 nozzle",
+ "sparse_infill_speed": "150",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.08mm High Quality @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.08mm High Quality @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..aa0930cc29
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.08mm High Quality @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "default_acceleration": "3000",
+ "inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "inner_wall_speed": "120",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "150",
+ "layer_height": "0.08",
+ "name": "0.08mm High Quality @Artillery X4Pro 0.4 nozzle",
+ "outer_wall_acceleration": "2000",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "60",
+ "print_settings_id": "0.08mm High Quality @Artillery X4Pro 0.4 nozzle",
+ "sparse_infill_speed": "150",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.12mm Fine @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.12mm Fine @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..1788f71322
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.12mm Fine @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,14 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "internal_solid_infill_line_width": "0.42",
+ "layer_height": "0.12",
+ "name": "0.12mm Fine @Artillery X4Plus 0.4 nozzle",
+ "outer_wall_line_width": "0.42",
+ "print_settings_id": "0.12mm Fine @Artillery X4Plus 0.4 nozzle",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.12mm Fine @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.12mm Fine @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..5c9c9fe7d7
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.12mm Fine @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,14 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "internal_solid_infill_line_width": "0.42",
+ "layer_height": "0.12",
+ "name": "0.12mm Fine @Artillery X4Pro 0.4 nozzle",
+ "outer_wall_line_width": "0.42",
+ "print_settings_id": "0.12mm Fine @Artillery X4Pro 0.4 nozzle",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.12mm High Quality @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.12mm High Quality @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..9e8a9c0948
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.12mm High Quality @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "default_acceleration": "3000",
+ "inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "inner_wall_speed": "150",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "180",
+ "layer_height": "0.12",
+ "name": "0.12mm High Quality @Artillery X4Plus 0.4 nozzle",
+ "outer_wall_acceleration": "2000",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "60",
+ "print_settings_id": "0.12mm High Quality @Artillery X4Plus 0.4 nozzle",
+ "sparse_infill_speed": "180",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.12mm High Quality @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.12mm High Quality @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..9398afd476
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.12mm High Quality @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "default_acceleration": "3000",
+ "inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "inner_wall_speed": "120",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "150",
+ "layer_height": "0.12",
+ "name": "0.12mm High Quality @Artillery X4Pro 0.4 nozzle",
+ "outer_wall_acceleration": "2000",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "60",
+ "print_settings_id": "0.12mm High Quality @Artillery X4Pro 0.4 nozzle",
+ "sparse_infill_speed": "150",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.16mm High Quality @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.16mm High Quality @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..3e2d8e1819
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.16mm High Quality @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "default_acceleration": "3000",
+ "inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "inner_wall_speed": "150",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "180",
+ "layer_height": "0.16",
+ "name": "0.16mm High Quality @Artillery X4Plus 0.4 nozzle",
+ "outer_wall_acceleration": "2000",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "60",
+ "print_settings_id": "0.16mm High Quality @Artillery X4Plus 0.4 nozzle",
+ "sparse_infill_speed": "180",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.16mm High Quality @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.16mm High Quality @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..9306e639c2
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.16mm High Quality @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "default_acceleration": "3000",
+ "inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "inner_wall_speed": "150",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "180",
+ "layer_height": "0.16",
+ "name": "0.16mm High Quality @Artillery X4Pro 0.4 nozzle",
+ "outer_wall_acceleration": "2000",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "60",
+ "print_settings_id": "0.16mm High Quality @Artillery X4Pro 0.4 nozzle",
+ "sparse_infill_speed": "180",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.16mm Optimal @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.16mm Optimal @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..38d3d16c80
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.16mm Optimal @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,18 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "inner_wall_speed": "150",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "180",
+ "layer_height": "0.16",
+ "name": "0.16mm Optimal @Artillery X4Plus 0.4 nozzle",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "60",
+ "print_settings_id": "0.16mm Optimal @Artillery X4Plus 0.4 nozzle",
+ "sparse_infill_speed": "180",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.16mm Optimal @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.16mm Optimal @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..0268b2b3d9
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.16mm Optimal @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,16 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "180",
+ "layer_height": "0.16",
+ "name": "0.16mm Optimal @Artillery X4Pro 0.4 nozzle",
+ "outer_wall_line_width": "0.42",
+ "print_settings_id": "0.16mm Optimal @Artillery X4Pro 0.4 nozzle",
+ "sparse_infill_speed": "180",
+ "support_line_width": "0.42",
+ "top_surface_line_width": "0.42",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.20mm Standard @Artillery X3Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.20mm Standard @Artillery X3Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..9212dec2ad
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.20mm Standard @Artillery X3Plus 0.4 nozzle.json
@@ -0,0 +1,285 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "accel_to_decel_enable": "1",
+ "accel_to_decel_factor": "50%",
+ "alternate_extra_wall": "0",
+ "bottom_shell_layers": "7",
+ "bottom_shell_thickness": "0",
+ "bottom_solid_infill_flow_ratio": "1",
+ "bottom_surface_pattern": "monotonic",
+ "bridge_acceleration": "50%",
+ "bridge_angle": "0",
+ "bridge_density": "100%",
+ "bridge_flow": "1",
+ "bridge_no_support": "0",
+ "bridge_speed": "70",
+ "brim_ears_detection_length": "1",
+ "brim_ears_max_angle": "125",
+ "brim_object_gap": "0",
+ "brim_type": "auto_brim",
+ "brim_width": "0",
+ "compatible_printers": [
+ "Artillery Sidewinder X3 Plus 0.4 nozzle"
+ ],
+ "compatible_printers_condition": "",
+ "counterbore_hole_bridging": "none",
+ "default_acceleration": "3000",
+ "default_jerk": "0",
+ "detect_narrow_internal_solid_infill": "1",
+ "detect_overhang_wall": "1",
+ "detect_thin_wall": "1",
+ "dont_filter_internal_bridges": "disabled",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0",
+ "elefant_foot_compensation_layers": "1",
+ "enable_arc_fitting": "0",
+ "enable_overhang_speed": "1",
+ "enable_prime_tower": "0",
+ "enable_support": "0",
+ "enforce_support_layers": "0",
+ "ensure_vertical_shell_thickness": "ensure_all",
+ "exclude_object": "0",
+ "extra_perimeters_on_overhangs": "0",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_X3Plus.gcode",
+ "filter_out_gap_fill": "0",
+ "flush_into_infill": "0",
+ "flush_into_objects": "0",
+ "flush_into_support": "1",
+ "fuzzy_skin": "none",
+ "fuzzy_skin_first_layer": "0",
+ "fuzzy_skin_point_distance": "0.8",
+ "fuzzy_skin_thickness": "0.3",
+ "gap_fill_target": "everywhere",
+ "gap_infill_speed": "30",
+ "gcode_add_line_number": "0",
+ "gcode_comments": "0",
+ "gcode_label_objects": "0",
+ "hole_to_polyhole": "0",
+ "hole_to_polyhole_threshold": "0.01",
+ "hole_to_polyhole_twisted": "1",
+ "independent_support_layer_height": "1",
+ "infill_anchor": "400%",
+ "infill_anchor_max": "20",
+ "infill_combination": "0",
+ "infill_direction": "45",
+ "infill_jerk": "9",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "500",
+ "initial_layer_infill_speed": "30",
+ "initial_layer_jerk": "9",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_min_bead_width": "85%",
+ "initial_layer_print_height": "0.25",
+ "initial_layer_speed": "30",
+ "initial_layer_travel_speed": "100%",
+ "inner_wall_acceleration": "0",
+ "inner_wall_jerk": "9",
+ "inner_wall_line_width": "0.45",
+ "inner_wall_speed": "100",
+ "interface_shells": "0",
+ "internal_bridge_flow": "1",
+ "internal_bridge_speed": "150%",
+ "internal_solid_infill_acceleration": "100%",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_pattern": "monotonic",
+ "internal_solid_infill_speed": "150",
+ "ironing_angle": "-1",
+ "ironing_flow": "15%",
+ "ironing_pattern": "zig-zag",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "is_custom_defined": "0",
+ "is_infill_first": "0",
+ "layer_height": "0.2",
+ "line_width": "0.42",
+ "make_overhang_printable": "0",
+ "make_overhang_printable_angle": "55",
+ "make_overhang_printable_hole_size": "0",
+ "max_bridge_length": "10",
+ "max_travel_detour_distance": "0",
+ "max_volumetric_extrusion_rate_slope": "0",
+ "max_volumetric_extrusion_rate_slope_segment_length": "3",
+ "min_bead_width": "85%",
+ "min_feature_size": "25%",
+ "min_length_factor": "0.5",
+ "min_width_top_surface": "300%",
+ "minimum_sparse_infill_area": "10",
+ "mmu_segmented_region_interlocking_depth": "0",
+ "mmu_segmented_region_max_width": "0",
+ "name": "0.20mm Standard @Artillery X3Plus 0.4 nozzle",
+ "notes": "",
+ "only_one_wall_first_layer": "0",
+ "only_one_wall_top": "0",
+ "ooze_prevention": "0",
+ "outer_wall_acceleration": "1500",
+ "outer_wall_jerk": "9",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "60",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "overhang_reverse": "0",
+ "overhang_reverse_internal_only": "0",
+ "overhang_reverse_threshold": "50%",
+ "overhang_speed_classic": "0",
+ "post_process": [],
+ "precise_outer_wall": "0",
+ "prime_tower_brim_width": "3",
+ "prime_tower_width": "60",
+ "prime_volume": "45",
+ "print_flow_ratio": "1",
+ "print_order": "default",
+ "print_sequence": "by layer",
+ "print_settings_id": "0.20mm Standard @Artillery X3Plus 0.4 nozzle",
+ "raft_contact_distance": "0.1",
+ "raft_expansion": "1.5",
+ "raft_first_layer_density": "90%",
+ "raft_first_layer_expansion": "2",
+ "raft_layers": "0",
+ "reduce_crossing_wall": "0",
+ "reduce_infill_retraction": "1",
+ "resolution": "0.012",
+ "role_based_wipe_speed": "1",
+ "scarf_angle_threshold": "155",
+ "scarf_joint_flow_ratio": "1",
+ "scarf_joint_speed": "100%",
+ "scarf_overhang_threshold": "40%",
+ "seam_gap": "10%",
+ "seam_position": "aligned",
+ "seam_slope_conditional": "0",
+ "seam_slope_entire_loop": "0",
+ "seam_slope_inner_walls": "0",
+ "seam_slope_min_length": "20",
+ "seam_slope_start_height": "0",
+ "seam_slope_steps": "10",
+ "seam_slope_type": "none",
+ "single_extruder_multi_material_priming": "1",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "skirt_loops": "0",
+ "skirt_speed": "50",
+ "slice_closing_radius": "0.049",
+ "slicing_mode": "regular",
+ "slow_down_layers": "0",
+ "slowdown_for_curled_perimeters": "0",
+ "small_area_infill_flow_compensation": "0",
+ "small_area_infill_flow_compensation_model": [
+ "0,0",
+ "\n0.2,0.4444",
+ "\n0.4,0.6145",
+ "\n0.6,0.7059",
+ "\n0.8,0.7619",
+ "\n1.5,0.8571",
+ "\n2,0.8889",
+ "\n3,0.9231",
+ "\n5,0.9520",
+ "\n10,1"
+ ],
+ "small_perimeter_speed": "50%",
+ "small_perimeter_threshold": "0",
+ "solid_infill_filament": "1",
+ "sparse_infill_acceleration": "100%",
+ "sparse_infill_density": "15%",
+ "sparse_infill_filament": "1",
+ "sparse_infill_line_width": "0.45",
+ "sparse_infill_pattern": "grid",
+ "sparse_infill_speed": "150",
+ "spiral_mode": "0",
+ "spiral_mode_max_xy_smoothing": "200%",
+ "spiral_mode_smooth": "0",
+ "staggered_inner_seams": "0",
+ "standby_temperature_delta": "-5",
+ "support_angle": "0",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "2.5",
+ "support_bottom_interface_spacing": "0.5",
+ "support_bottom_z_distance": "0.2",
+ "support_critical_regions_only": "0",
+ "support_expansion": "0",
+ "support_filament": "0",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_filament": "0",
+ "support_interface_loop_pattern": "1",
+ "support_interface_not_for_body": "1",
+ "support_interface_pattern": "auto",
+ "support_interface_spacing": "1",
+ "support_interface_speed": "80",
+ "support_interface_top_layers": "3",
+ "support_line_width": "0.42",
+ "support_object_xy_distance": "0.35",
+ "support_on_build_plate_only": "0",
+ "support_remove_small_overhang": "1",
+ "support_speed": "60",
+ "support_style": "grid",
+ "support_threshold_angle": "30",
+ "support_top_z_distance": "0.2",
+ "support_type": "normal(auto)",
+ "thick_bridges": "0",
+ "thick_internal_bridges": "1",
+ "timelapse_type": "0",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "top_solid_infill_flow_ratio": "1",
+ "top_surface_acceleration": "0",
+ "top_surface_jerk": "9",
+ "top_surface_line_width": "0.42",
+ "top_surface_pattern": "monotonic",
+ "top_surface_speed": "150",
+ "travel_acceleration": "0",
+ "travel_jerk": "12",
+ "travel_speed": "250",
+ "travel_speed_z": "0",
+ "tree_support_adaptive_layer_height": "1",
+ "tree_support_angle_slow": "25",
+ "tree_support_auto_brim": "1",
+ "tree_support_branch_angle": "40",
+ "tree_support_branch_angle_organic": "40",
+ "tree_support_branch_diameter": "5",
+ "tree_support_branch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "3",
+ "tree_support_branch_diameter_organic": "2",
+ "tree_support_branch_distance": "5",
+ "tree_support_branch_distance_organic": "1",
+ "tree_support_brim_width": "3",
+ "tree_support_tip_diameter": "0.8",
+ "tree_support_top_rate": "30%",
+ "tree_support_wall_count": "0",
+ "version": "2.0.2.0",
+ "wall_direction": "auto",
+ "wall_distribution_count": "1",
+ "wall_filament": "1",
+ "wall_generator": "arachne",
+ "wall_loops": "3",
+ "wall_sequence": "inner wall/outer wall",
+ "wall_transition_angle": "10",
+ "wall_transition_filter_deviation": "25%",
+ "wall_transition_length": "100%",
+ "wipe_before_external_loop": "0",
+ "wipe_on_loops": "0",
+ "wipe_speed": "80%",
+ "wipe_tower_bridging": "10",
+ "wipe_tower_cone_angle": "0",
+ "wipe_tower_extra_spacing": "100%",
+ "wipe_tower_extruder": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "wipe_tower_rotation_angle": "0",
+ "wiping_volumes_extruders": [
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70"
+ ],
+ "xy_contour_compensation": "0",
+ "xy_hole_compensation": "0",
+ "top_bottom_infill_wall_overlap":"15%"
+}
diff --git a/resources/profiles/Artillery/process/0.20mm Standard @Artillery X3Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.20mm Standard @Artillery X3Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..7f9ce95a63
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.20mm Standard @Artillery X3Pro 0.4 nozzle.json
@@ -0,0 +1,285 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "accel_to_decel_enable": "1",
+ "accel_to_decel_factor": "50%",
+ "alternate_extra_wall": "0",
+ "bottom_shell_layers": "7",
+ "bottom_shell_thickness": "0",
+ "bottom_solid_infill_flow_ratio": "1",
+ "bottom_surface_pattern": "monotonic",
+ "bridge_acceleration": "50%",
+ "bridge_angle": "0",
+ "bridge_density": "100%",
+ "bridge_flow": "1",
+ "bridge_no_support": "0",
+ "bridge_speed": "50",
+ "brim_ears_detection_length": "1",
+ "brim_ears_max_angle": "125",
+ "brim_object_gap": "0",
+ "brim_type": "auto_brim",
+ "brim_width": "0",
+ "compatible_printers": [
+ "Artillery Sidewinder X3 Pro 0.4 nozzle"
+ ],
+ "compatible_printers_condition": "",
+ "counterbore_hole_bridging": "none",
+ "default_acceleration": "3000",
+ "default_jerk": "0",
+ "detect_narrow_internal_solid_infill": "1",
+ "detect_overhang_wall": "1",
+ "detect_thin_wall": "1",
+ "dont_filter_internal_bridges": "disabled",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0",
+ "elefant_foot_compensation_layers": "1",
+ "enable_arc_fitting": "0",
+ "enable_overhang_speed": "1",
+ "enable_prime_tower": "0",
+ "enable_support": "0",
+ "enforce_support_layers": "0",
+ "ensure_vertical_shell_thickness": "ensure_all",
+ "exclude_object": "0",
+ "extra_perimeters_on_overhangs": "0",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_X3Pro.gcode",
+ "filter_out_gap_fill": "0",
+ "flush_into_infill": "0",
+ "flush_into_objects": "0",
+ "flush_into_support": "1",
+ "fuzzy_skin": "none",
+ "fuzzy_skin_first_layer": "0",
+ "fuzzy_skin_point_distance": "0.8",
+ "fuzzy_skin_thickness": "0.3",
+ "gap_fill_target": "everywhere",
+ "gap_infill_speed": "30",
+ "gcode_add_line_number": "0",
+ "gcode_comments": "0",
+ "gcode_label_objects": "0",
+ "hole_to_polyhole": "0",
+ "hole_to_polyhole_threshold": "0.01",
+ "hole_to_polyhole_twisted": "1",
+ "independent_support_layer_height": "1",
+ "infill_anchor": "400%",
+ "infill_anchor_max": "20",
+ "infill_combination": "0",
+ "infill_direction": "45",
+ "infill_jerk": "9",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "500",
+ "initial_layer_infill_speed": "30",
+ "initial_layer_jerk": "9",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_min_bead_width": "85%",
+ "initial_layer_print_height": "0.25",
+ "initial_layer_speed": "30",
+ "initial_layer_travel_speed": "100%",
+ "inner_wall_acceleration": "3000",
+ "inner_wall_jerk": "9",
+ "inner_wall_line_width": "0.45",
+ "inner_wall_speed": "100",
+ "interface_shells": "0",
+ "internal_bridge_flow": "1",
+ "internal_bridge_speed": "150%",
+ "internal_solid_infill_acceleration": "100%",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_pattern": "monotonic",
+ "internal_solid_infill_speed": "150",
+ "ironing_angle": "-1",
+ "ironing_flow": "15%",
+ "ironing_pattern": "zig-zag",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "is_custom_defined": "0",
+ "is_infill_first": "0",
+ "layer_height": "0.2",
+ "line_width": "0.42",
+ "make_overhang_printable": "0",
+ "make_overhang_printable_angle": "55",
+ "make_overhang_printable_hole_size": "0",
+ "max_bridge_length": "10",
+ "max_travel_detour_distance": "0",
+ "max_volumetric_extrusion_rate_slope": "0",
+ "max_volumetric_extrusion_rate_slope_segment_length": "3",
+ "min_bead_width": "85%",
+ "min_feature_size": "25%",
+ "min_length_factor": "0.5",
+ "min_width_top_surface": "300%",
+ "minimum_sparse_infill_area": "10",
+ "mmu_segmented_region_interlocking_depth": "0",
+ "mmu_segmented_region_max_width": "0",
+ "name": "0.20mm Standard @Artillery X3Pro 0.4 nozzle",
+ "notes": "",
+ "only_one_wall_first_layer": "0",
+ "only_one_wall_top": "0",
+ "ooze_prevention": "0",
+ "outer_wall_acceleration": "1500",
+ "outer_wall_jerk": "9",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "60",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "overhang_reverse": "0",
+ "overhang_reverse_internal_only": "0",
+ "overhang_reverse_threshold": "50%",
+ "overhang_speed_classic": "0",
+ "post_process": [],
+ "precise_outer_wall": "0",
+ "prime_tower_brim_width": "3",
+ "prime_tower_width": "60",
+ "prime_volume": "45",
+ "print_flow_ratio": "1",
+ "print_order": "default",
+ "print_sequence": "by layer",
+ "print_settings_id": "0.20mm Standard @Artillery X3Pro 0.4 nozzle",
+ "raft_contact_distance": "0.1",
+ "raft_expansion": "1.5",
+ "raft_first_layer_density": "90%",
+ "raft_first_layer_expansion": "2",
+ "raft_layers": "0",
+ "reduce_crossing_wall": "0",
+ "reduce_infill_retraction": "1",
+ "resolution": "0.012",
+ "role_based_wipe_speed": "1",
+ "scarf_angle_threshold": "155",
+ "scarf_joint_flow_ratio": "1",
+ "scarf_joint_speed": "100%",
+ "scarf_overhang_threshold": "40%",
+ "seam_gap": "10%",
+ "seam_position": "aligned",
+ "seam_slope_conditional": "0",
+ "seam_slope_entire_loop": "0",
+ "seam_slope_inner_walls": "0",
+ "seam_slope_min_length": "20",
+ "seam_slope_start_height": "0",
+ "seam_slope_steps": "10",
+ "seam_slope_type": "none",
+ "single_extruder_multi_material_priming": "1",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "skirt_loops": "0",
+ "skirt_speed": "50",
+ "slice_closing_radius": "0.049",
+ "slicing_mode": "regular",
+ "slow_down_layers": "0",
+ "slowdown_for_curled_perimeters": "1",
+ "small_area_infill_flow_compensation": "0",
+ "small_area_infill_flow_compensation_model": [
+ "0,0",
+ "\n0.2,0.4444",
+ "\n0.4,0.6145",
+ "\n0.6,0.7059",
+ "\n0.8,0.7619",
+ "\n1.5,0.8571",
+ "\n2,0.8889",
+ "\n3,0.9231",
+ "\n5,0.9520",
+ "\n10,1"
+ ],
+ "small_perimeter_speed": "50%",
+ "small_perimeter_threshold": "0",
+ "solid_infill_filament": "1",
+ "sparse_infill_acceleration": "100%",
+ "sparse_infill_density": "15%",
+ "sparse_infill_filament": "1",
+ "sparse_infill_line_width": "0.45",
+ "sparse_infill_pattern": "grid",
+ "sparse_infill_speed": "150",
+ "spiral_mode": "0",
+ "spiral_mode_max_xy_smoothing": "200%",
+ "spiral_mode_smooth": "0",
+ "staggered_inner_seams": "0",
+ "standby_temperature_delta": "-5",
+ "support_angle": "0",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "2.5",
+ "support_bottom_interface_spacing": "0.5",
+ "support_bottom_z_distance": "0.2",
+ "support_critical_regions_only": "0",
+ "support_expansion": "0",
+ "support_filament": "0",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_filament": "0",
+ "support_interface_loop_pattern": "1",
+ "support_interface_not_for_body": "1",
+ "support_interface_pattern": "auto",
+ "support_interface_spacing": "1",
+ "support_interface_speed": "80",
+ "support_interface_top_layers": "3",
+ "support_line_width": "0.42",
+ "support_object_xy_distance": "0.35",
+ "support_on_build_plate_only": "0",
+ "support_remove_small_overhang": "1",
+ "support_speed": "60",
+ "support_style": "grid",
+ "support_threshold_angle": "30",
+ "support_top_z_distance": "0.2",
+ "support_type": "normal(auto)",
+ "thick_bridges": "0",
+ "thick_internal_bridges": "1",
+ "timelapse_type": "0",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "top_solid_infill_flow_ratio": "1",
+ "top_surface_acceleration": "500",
+ "top_surface_jerk": "9",
+ "top_surface_line_width": "0.42",
+ "top_surface_pattern": "monotonic",
+ "top_surface_speed": "30",
+ "travel_acceleration": "3000",
+ "travel_jerk": "12",
+ "travel_speed": "300",
+ "travel_speed_z": "0",
+ "tree_support_adaptive_layer_height": "1",
+ "tree_support_angle_slow": "25",
+ "tree_support_auto_brim": "1",
+ "tree_support_branch_angle": "40",
+ "tree_support_branch_angle_organic": "40",
+ "tree_support_branch_diameter": "5",
+ "tree_support_branch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "3",
+ "tree_support_branch_diameter_organic": "2",
+ "tree_support_branch_distance": "5",
+ "tree_support_branch_distance_organic": "1",
+ "tree_support_brim_width": "3",
+ "tree_support_tip_diameter": "0.8",
+ "tree_support_top_rate": "30%",
+ "tree_support_wall_count": "0",
+ "version": "2.0.2.0",
+ "wall_direction": "auto",
+ "wall_distribution_count": "1",
+ "wall_filament": "1",
+ "wall_generator": "arachne",
+ "wall_loops": "3",
+ "wall_sequence": "outer wall/inner wall",
+ "wall_transition_angle": "10",
+ "wall_transition_filter_deviation": "25%",
+ "wall_transition_length": "100%",
+ "wipe_before_external_loop": "0",
+ "wipe_on_loops": "0",
+ "wipe_speed": "80%",
+ "wipe_tower_bridging": "10",
+ "wipe_tower_cone_angle": "0",
+ "wipe_tower_extra_spacing": "100%",
+ "wipe_tower_extruder": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "wipe_tower_rotation_angle": "0",
+ "wiping_volumes_extruders": [
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70"
+ ],
+ "xy_contour_compensation": "0",
+ "xy_hole_compensation": "0",
+ "top_bottom_infill_wall_overlap":"15%"
+}
diff --git a/resources/profiles/Artillery/process/0.20mm Standard @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.20mm Standard @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..8fc299a1ad
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.20mm Standard @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,285 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "accel_to_decel_enable": "1",
+ "accel_to_decel_factor": "50%",
+ "alternate_extra_wall": "0",
+ "bottom_shell_layers": "7",
+ "bottom_shell_thickness": "0",
+ "bottom_solid_infill_flow_ratio": "1",
+ "bottom_surface_pattern": "monotonic",
+ "bridge_acceleration": "50%",
+ "bridge_angle": "0",
+ "bridge_density": "100%",
+ "bridge_flow": "1",
+ "bridge_no_support": "0",
+ "bridge_speed": "70",
+ "brim_ears_detection_length": "1",
+ "brim_ears_max_angle": "125",
+ "brim_object_gap": "0",
+ "brim_type": "auto_brim",
+ "brim_width": "0",
+ "compatible_printers": [
+ "Artillery Sidewinder X4 Plus 0.4 nozzle"
+ ],
+ "compatible_printers_condition": "",
+ "counterbore_hole_bridging": "none",
+ "default_acceleration": "5000",
+ "default_jerk": "0",
+ "detect_narrow_internal_solid_infill": "1",
+ "detect_overhang_wall": "1",
+ "detect_thin_wall": "1",
+ "dont_filter_internal_bridges": "disabled",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0",
+ "elefant_foot_compensation_layers": "1",
+ "enable_arc_fitting": "0",
+ "enable_overhang_speed": "1",
+ "enable_prime_tower": "0",
+ "enable_support": "0",
+ "enforce_support_layers": "0",
+ "ensure_vertical_shell_thickness": "ensure_all",
+ "exclude_object": "0",
+ "extra_perimeters_on_overhangs": "0",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_X4Plus.gcode",
+ "filter_out_gap_fill": "0",
+ "flush_into_infill": "0",
+ "flush_into_objects": "0",
+ "flush_into_support": "1",
+ "fuzzy_skin": "none",
+ "fuzzy_skin_first_layer": "0",
+ "fuzzy_skin_point_distance": "0.8",
+ "fuzzy_skin_thickness": "0.3",
+ "gap_fill_target": "everywhere",
+ "gap_infill_speed": "30",
+ "gcode_add_line_number": "0",
+ "gcode_comments": "0",
+ "gcode_label_objects": "0",
+ "hole_to_polyhole": "0",
+ "hole_to_polyhole_threshold": "0.01",
+ "hole_to_polyhole_twisted": "1",
+ "independent_support_layer_height": "1",
+ "infill_anchor": "400%",
+ "infill_anchor_max": "20",
+ "infill_combination": "0",
+ "infill_direction": "45",
+ "infill_jerk": "9",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "0",
+ "initial_layer_infill_speed": "30",
+ "initial_layer_jerk": "9",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_min_bead_width": "85%",
+ "initial_layer_print_height": "0.2",
+ "initial_layer_speed": "30",
+ "initial_layer_travel_speed": "100%",
+ "inner_wall_acceleration": "0",
+ "inner_wall_jerk": "9",
+ "inner_wall_line_width": "0.45",
+ "inner_wall_speed": "200",
+ "interface_shells": "0",
+ "internal_bridge_flow": "1",
+ "internal_bridge_speed": "150%",
+ "internal_solid_infill_acceleration": "100%",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_pattern": "monotonic",
+ "internal_solid_infill_speed": "300",
+ "ironing_angle": "-1",
+ "ironing_flow": "15%",
+ "ironing_pattern": "zig-zag",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "is_custom_defined": "0",
+ "is_infill_first": "0",
+ "layer_height": "0.2",
+ "line_width": "0.42",
+ "make_overhang_printable": "0",
+ "make_overhang_printable_angle": "55",
+ "make_overhang_printable_hole_size": "0",
+ "max_bridge_length": "10",
+ "max_travel_detour_distance": "0",
+ "max_volumetric_extrusion_rate_slope": "0",
+ "max_volumetric_extrusion_rate_slope_segment_length": "3",
+ "min_bead_width": "85%",
+ "min_feature_size": "25%",
+ "min_length_factor": "0.5",
+ "min_width_top_surface": "300%",
+ "minimum_sparse_infill_area": "10",
+ "mmu_segmented_region_interlocking_depth": "0",
+ "mmu_segmented_region_max_width": "0",
+ "name": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "notes": "",
+ "only_one_wall_first_layer": "0",
+ "only_one_wall_top": "0",
+ "ooze_prevention": "0",
+ "outer_wall_acceleration": "5000",
+ "outer_wall_jerk": "9",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "100",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "overhang_reverse": "0",
+ "overhang_reverse_internal_only": "0",
+ "overhang_reverse_threshold": "50%",
+ "overhang_speed_classic": "0",
+ "post_process": [],
+ "precise_outer_wall": "0",
+ "prime_tower_brim_width": "3",
+ "prime_tower_width": "60",
+ "prime_volume": "45",
+ "print_flow_ratio": "1",
+ "print_order": "default",
+ "print_sequence": "by layer",
+ "print_settings_id": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "raft_contact_distance": "0.1",
+ "raft_expansion": "1.5",
+ "raft_first_layer_density": "90%",
+ "raft_first_layer_expansion": "2",
+ "raft_layers": "0",
+ "reduce_crossing_wall": "0",
+ "reduce_infill_retraction": "1",
+ "resolution": "0.012",
+ "role_based_wipe_speed": "1",
+ "scarf_angle_threshold": "155",
+ "scarf_joint_flow_ratio": "1",
+ "scarf_joint_speed": "100%",
+ "scarf_overhang_threshold": "40%",
+ "seam_gap": "10%",
+ "seam_position": "aligned",
+ "seam_slope_conditional": "0",
+ "seam_slope_entire_loop": "0",
+ "seam_slope_inner_walls": "0",
+ "seam_slope_min_length": "20",
+ "seam_slope_start_height": "0",
+ "seam_slope_steps": "10",
+ "seam_slope_type": "none",
+ "single_extruder_multi_material_priming": "1",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "skirt_loops": "0",
+ "skirt_speed": "50",
+ "slice_closing_radius": "0.049",
+ "slicing_mode": "regular",
+ "slow_down_layers": "0",
+ "slowdown_for_curled_perimeters": "0",
+ "small_area_infill_flow_compensation": "0",
+ "small_area_infill_flow_compensation_model": [
+ "0,0",
+ "\n0.2,0.4444",
+ "\n0.4,0.6145",
+ "\n0.6,0.7059",
+ "\n0.8,0.7619",
+ "\n1.5,0.8571",
+ "\n2,0.8889",
+ "\n3,0.9231",
+ "\n5,0.9520",
+ "\n10,1"
+ ],
+ "small_perimeter_speed": "50%",
+ "small_perimeter_threshold": "0",
+ "solid_infill_filament": "1",
+ "sparse_infill_acceleration": "100%",
+ "sparse_infill_density": "15%",
+ "sparse_infill_filament": "1",
+ "sparse_infill_line_width": "0.45",
+ "sparse_infill_pattern": "grid",
+ "sparse_infill_speed": "200",
+ "spiral_mode": "0",
+ "spiral_mode_max_xy_smoothing": "200%",
+ "spiral_mode_smooth": "0",
+ "staggered_inner_seams": "0",
+ "standby_temperature_delta": "-5",
+ "support_angle": "0",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "2.5",
+ "support_bottom_interface_spacing": "0.5",
+ "support_bottom_z_distance": "0.2",
+ "support_critical_regions_only": "0",
+ "support_expansion": "0",
+ "support_filament": "0",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_filament": "0",
+ "support_interface_loop_pattern": "1",
+ "support_interface_not_for_body": "1",
+ "support_interface_pattern": "auto",
+ "support_interface_spacing": "1",
+ "support_interface_speed": "80",
+ "support_interface_top_layers": "3",
+ "support_line_width": "0.42",
+ "support_object_xy_distance": "0.35",
+ "support_on_build_plate_only": "0",
+ "support_remove_small_overhang": "1",
+ "support_speed": "60",
+ "support_style": "grid",
+ "support_threshold_angle": "30",
+ "support_top_z_distance": "0.2",
+ "support_type": "normal(auto)",
+ "thick_bridges": "0",
+ "thick_internal_bridges": "1",
+ "timelapse_type": "0",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "top_solid_infill_flow_ratio": "1",
+ "top_surface_acceleration": "0",
+ "top_surface_jerk": "9",
+ "top_surface_line_width": "0.42",
+ "top_surface_pattern": "monotonic",
+ "top_surface_speed": "100",
+ "travel_acceleration": "0",
+ "travel_jerk": "12",
+ "travel_speed": "300",
+ "travel_speed_z": "0",
+ "tree_support_adaptive_layer_height": "1",
+ "tree_support_angle_slow": "25",
+ "tree_support_auto_brim": "1",
+ "tree_support_branch_angle": "40",
+ "tree_support_branch_angle_organic": "40",
+ "tree_support_branch_diameter": "5",
+ "tree_support_branch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "3",
+ "tree_support_branch_diameter_organic": "2",
+ "tree_support_branch_distance": "5",
+ "tree_support_branch_distance_organic": "1",
+ "tree_support_brim_width": "3",
+ "tree_support_tip_diameter": "0.8",
+ "tree_support_top_rate": "30%",
+ "tree_support_wall_count": "0",
+ "version": "2.0.2.0",
+ "wall_direction": "auto",
+ "wall_distribution_count": "1",
+ "wall_filament": "1",
+ "wall_generator": "arachne",
+ "wall_loops": "2",
+ "wall_sequence": "inner wall/outer wall",
+ "wall_transition_angle": "10",
+ "wall_transition_filter_deviation": "25%",
+ "wall_transition_length": "100%",
+ "wipe_before_external_loop": "0",
+ "wipe_on_loops": "0",
+ "wipe_speed": "80%",
+ "wipe_tower_bridging": "10",
+ "wipe_tower_cone_angle": "0",
+ "wipe_tower_extra_spacing": "100%",
+ "wipe_tower_extruder": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "wipe_tower_rotation_angle": "0",
+ "wiping_volumes_extruders": [
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70"
+ ],
+ "xy_contour_compensation": "0",
+ "xy_hole_compensation": "0",
+ "top_bottom_infill_wall_overlap":"15%"
+}
\ No newline at end of file
diff --git a/resources/profiles/Artillery/process/0.20mm Standard @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.20mm Standard @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..532b5b551d
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.20mm Standard @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,286 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "accel_to_decel_enable": "1",
+ "accel_to_decel_factor": "50%",
+ "alternate_extra_wall": "0",
+ "bottom_shell_layers": "7",
+ "bottom_shell_thickness": "0",
+ "bottom_solid_infill_flow_ratio": "1",
+ "bottom_surface_pattern": "monotonic",
+ "bridge_acceleration": "50%",
+ "bridge_angle": "0",
+ "bridge_density": "100%",
+ "bridge_flow": "1",
+ "bridge_no_support": "0",
+ "bridge_speed": "70",
+ "brim_ears_detection_length": "1",
+ "brim_ears_max_angle": "125",
+ "brim_object_gap": "0",
+ "brim_type": "auto_brim",
+ "brim_width": "0",
+ "compatible_printers": [
+ "Artillery Sidewinder X4 Pro 0.4 nozzle"
+ ],
+ "compatible_printers_condition": "",
+ "counterbore_hole_bridging": "none",
+ "default_acceleration": "5000",
+ "default_jerk": "0",
+ "detect_narrow_internal_solid_infill": "1",
+ "detect_overhang_wall": "1",
+ "detect_thin_wall": "1",
+ "dont_filter_internal_bridges": "disabled",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0",
+ "elefant_foot_compensation_layers": "1",
+ "enable_arc_fitting": "0",
+ "enable_overhang_speed": "1",
+ "enable_prime_tower": "0",
+ "enable_support": "0",
+ "enforce_support_layers": "0",
+ "ensure_vertical_shell_thickness": "ensure_all",
+ "exclude_object": "0",
+ "extra_perimeters_on_overhangs": "0",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_X4Pro.gcode",
+ "filter_out_gap_fill": "0",
+ "flush_into_infill": "0",
+ "flush_into_objects": "0",
+ "flush_into_support": "1",
+ "fuzzy_skin": "none",
+ "fuzzy_skin_first_layer": "0",
+ "fuzzy_skin_point_distance": "0.8",
+ "fuzzy_skin_thickness": "0.3",
+ "gap_fill_target": "everywhere",
+ "gap_infill_speed": "30",
+ "gcode_add_line_number": "0",
+ "gcode_comments": "0",
+ "gcode_label_objects": "0",
+ "hole_to_polyhole": "0",
+ "hole_to_polyhole_threshold": "0.01",
+ "hole_to_polyhole_twisted": "1",
+ "independent_support_layer_height": "1",
+ "infill_anchor": "400%",
+ "infill_anchor_max": "20",
+ "infill_combination": "0",
+ "infill_direction": "45",
+ "infill_jerk": "9",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "0",
+ "initial_layer_infill_speed": "30",
+ "initial_layer_jerk": "9",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_min_bead_width": "85%",
+ "initial_layer_print_height": "0.2",
+ "initial_layer_speed": "30",
+ "initial_layer_travel_speed": "100%",
+ "inner_wall_acceleration": "0",
+ "inner_wall_jerk": "9",
+ "inner_wall_line_width": "0.45",
+ "inner_wall_speed": "200",
+ "interface_shells": "0",
+ "internal_bridge_flow": "1",
+ "internal_bridge_speed": "150%",
+ "internal_solid_infill_acceleration": "100%",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_pattern": "monotonic",
+ "internal_solid_infill_speed": "300",
+ "ironing_angle": "-1",
+ "ironing_flow": "15%",
+ "ironing_pattern": "zig-zag",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "is_custom_defined": "0",
+ "is_infill_first": "0",
+ "layer_height": "0.2",
+ "line_width": "0.42",
+ "make_overhang_printable": "0",
+ "make_overhang_printable_angle": "55",
+ "make_overhang_printable_hole_size": "0",
+ "max_bridge_length": "10",
+ "max_travel_detour_distance": "0",
+ "max_volumetric_extrusion_rate_slope": "0",
+ "max_volumetric_extrusion_rate_slope_segment_length": "3",
+ "min_bead_width": "85%",
+ "min_feature_size": "25%",
+ "min_length_factor": "0.5",
+ "min_width_top_surface": "300%",
+ "minimum_sparse_infill_area": "10",
+ "mmu_segmented_region_interlocking_depth": "0",
+ "mmu_segmented_region_max_width": "0",
+ "name": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "notes": "",
+ "only_one_wall_first_layer": "0",
+ "only_one_wall_top": "0",
+ "ooze_prevention": "0",
+ "outer_wall_acceleration": "5000",
+ "outer_wall_jerk": "9",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "100",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "overhang_reverse": "0",
+ "overhang_reverse_internal_only": "0",
+ "overhang_reverse_threshold": "50%",
+ "overhang_speed_classic": "0",
+ "post_process": [],
+ "precise_outer_wall": "0",
+ "prime_tower_brim_width": "3",
+ "prime_tower_width": "60",
+ "prime_volume": "45",
+ "print_flow_ratio": "1",
+ "print_order": "default",
+ "print_sequence": "by layer",
+ "print_settings_id": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "raft_contact_distance": "0.1",
+ "raft_expansion": "1.5",
+ "raft_first_layer_density": "90%",
+ "raft_first_layer_expansion": "2",
+ "raft_layers": "0",
+ "reduce_crossing_wall": "0",
+ "reduce_infill_retraction": "1",
+ "resolution": "0.012",
+ "role_based_wipe_speed": "1",
+ "scarf_angle_threshold": "155",
+ "scarf_joint_flow_ratio": "1",
+ "scarf_joint_speed": "100%",
+ "scarf_overhang_threshold": "40%",
+ "seam_gap": "10%",
+ "seam_position": "aligned",
+ "seam_slope_conditional": "0",
+ "seam_slope_entire_loop": "0",
+ "seam_slope_inner_walls": "0",
+ "seam_slope_min_length": "20",
+ "seam_slope_start_height": "0",
+ "seam_slope_steps": "10",
+ "seam_slope_type": "none",
+ "single_extruder_multi_material_priming": "1",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "skirt_loops": "0",
+ "skirt_speed": "50",
+ "slice_closing_radius": "0.049",
+ "slicing_mode": "regular",
+ "slow_down_layers": "0",
+ "slowdown_for_curled_perimeters": "0",
+ "small_area_infill_flow_compensation": "0",
+ "small_area_infill_flow_compensation_model": [
+ "0,0",
+ "\n0.2,0.4444",
+ "\n0.4,0.6145",
+ "\n0.6,0.7059",
+ "\n0.8,0.7619",
+ "\n1.5,0.8571",
+ "\n2,0.8889",
+ "\n3,0.9231",
+ "\n5,0.9520",
+ "\n10,1"
+ ],
+ "small_perimeter_speed": "50%",
+ "small_perimeter_threshold": "0",
+ "solid_infill_filament": "1",
+ "sparse_infill_acceleration": "100%",
+ "sparse_infill_density": "15%",
+ "sparse_infill_filament": "1",
+ "sparse_infill_line_width": "0.45",
+ "sparse_infill_pattern": "grid",
+ "sparse_infill_speed": "200",
+ "spiral_mode": "0",
+ "spiral_mode_max_xy_smoothing": "200%",
+ "spiral_mode_smooth": "0",
+ "staggered_inner_seams": "0",
+ "standby_temperature_delta": "-5",
+ "support_angle": "0",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "2.5",
+ "support_bottom_interface_spacing": "0.5",
+ "support_bottom_z_distance": "0.2",
+ "support_critical_regions_only": "0",
+ "support_expansion": "0",
+ "support_filament": "0",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_filament": "0",
+ "support_interface_loop_pattern": "1",
+ "support_interface_not_for_body": "1",
+ "support_interface_pattern": "auto",
+ "support_interface_spacing": "1",
+ "support_interface_speed": "80",
+ "support_interface_top_layers": "3",
+ "support_line_width": "0.42",
+ "support_object_xy_distance": "0.35",
+ "support_on_build_plate_only": "0",
+ "support_remove_small_overhang": "1",
+ "support_speed": "60",
+ "support_style": "grid",
+ "support_threshold_angle": "30",
+ "support_top_z_distance": "0.2",
+ "support_type": "normal(auto)",
+ "thick_bridges": "0",
+ "thick_internal_bridges": "1",
+ "timelapse_type": "0",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "top_solid_infill_flow_ratio": "1",
+ "top_surface_acceleration": "0",
+ "top_surface_jerk": "9",
+ "top_surface_line_width": "0.42",
+ "top_surface_pattern": "monotonic",
+ "top_surface_speed": "100",
+ "travel_acceleration": "0",
+ "travel_jerk": "12",
+ "travel_speed": "300",
+ "travel_speed_z": "0",
+ "tree_support_adaptive_layer_height": "1",
+ "tree_support_angle_slow": "25",
+ "tree_support_auto_brim": "1",
+ "tree_support_branch_angle": "40",
+ "tree_support_branch_angle_organic": "40",
+ "tree_support_branch_diameter": "5",
+ "tree_support_branch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "3",
+ "tree_support_branch_diameter_organic": "2",
+ "tree_support_branch_distance": "5",
+ "tree_support_branch_distance_organic": "1",
+ "tree_support_brim_width": "3",
+ "tree_support_tip_diameter": "0.8",
+ "tree_support_top_rate": "30%",
+ "tree_support_wall_count": "0",
+ "version": "2.0.2.0",
+ "wall_direction": "auto",
+ "wall_distribution_count": "1",
+ "wall_filament": "1",
+ "wall_generator": "arachne",
+ "wall_loops": "2",
+ "wall_sequence": "inner wall/outer wall",
+ "wall_transition_angle": "10",
+ "wall_transition_filter_deviation": "25%",
+ "wall_transition_length": "100%",
+ "wipe_before_external_loop": "0",
+ "wipe_on_loops": "0",
+ "wipe_speed": "80%",
+ "wipe_tower_bridging": "10",
+ "wipe_tower_cone_angle": "0",
+ "wipe_tower_extra_spacing": "100%",
+ "wipe_tower_extruder": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "wipe_tower_rotation_angle": "0",
+ "wiping_volumes_extruders": [
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70"
+ ],
+ "xy_contour_compensation": "0",
+ "xy_hole_compensation": "0",
+ "top_bottom_infill_wall_overlap":"15%"
+}
+
diff --git a/resources/profiles/Artillery/process/0.20mm Strength @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.20mm Strength @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..0d5a5dd78e
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.20mm Strength @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,10 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "name": "0.20mm Strength @Artillery X4Plus 0.4 nozzle",
+ "outer_wall_speed": "60",
+ "print_settings_id": "0.20mm Strength @Artillery X4Plus 0.4 nozzle",
+ "version": "2.0.2.0",
+ "wall_loops": "6"
+}
diff --git a/resources/profiles/Artillery/process/0.20mm Strength @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.20mm Strength @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..e5d9596964
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.20mm Strength @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,10 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "name": "0.20mm Strength @Artillery X4Pro 0.4 nozzle",
+ "outer_wall_speed": "60",
+ "print_settings_id": "0.20mm Strength @Artillery X4Pro 0.4 nozzle",
+ "version": "2.0.2.0",
+ "wall_loops": "6"
+}
diff --git a/resources/profiles/Artillery/process/0.24mm Draft @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.24mm Draft @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..1b579d27e6
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.24mm Draft @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,11 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "layer_height": "0.24",
+ "name": "0.24mm Draft @Artillery X4Plus 0.4 nozzle",
+ "outer_wall_speed": "120",
+ "print_settings_id": "0.24mm Draft @Artillery X4Plus 0.4 nozzle",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.24mm Draft @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.24mm Draft @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..1413321fa0
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.24mm Draft @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,10 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "layer_height": "0.24",
+ "name": "0.24mm Draft @Artillery X4Pro 0.4 nozzle",
+ "print_settings_id": "0.24mm Draft @Artillery X4Pro 0.4 nozzle",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle.json b/resources/profiles/Artillery/process/0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle.json
new file mode 100644
index 0000000000..d9fc1e5200
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle.json
@@ -0,0 +1,11 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Plus 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "layer_height": "0.28",
+ "name": "0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle",
+ "outer_wall_speed": "120",
+ "print_settings_id": "0.28mm Extra Draft @Artillery X4Plus 0.4 nozzle",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Artillery/process/0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle.json b/resources/profiles/Artillery/process/0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle.json
new file mode 100644
index 0000000000..96132a726b
--- /dev/null
+++ b/resources/profiles/Artillery/process/0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle.json
@@ -0,0 +1,10 @@
+{
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "0.20mm Standard @Artillery X4Pro 0.4 nozzle",
+ "initial_layer_print_height": "0.2",
+ "layer_height": "0.28",
+ "name": "0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle",
+ "print_settings_id": "0.28mm Extra Draft @Artillery X4Pro 0.4 nozzle",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/BBL.json b/resources/profiles/BBL.json
index 775288cbd3..e37da6dc42 100644
--- a/resources/profiles/BBL.json
+++ b/resources/profiles/BBL.json
@@ -1,7 +1,7 @@
{
"name": "Bambulab",
"url": "http://www.bambulab.com/Parameters/vendor/BBL.json",
- "version": "01.09.00.14",
+ "version": "01.09.00.18",
"force_update": "0",
"description": "the initial version of BBL configurations",
"machine_model_list": [
@@ -673,6 +673,10 @@
"name": "fdm_filament_bvoh",
"sub_path": "filament/fdm_filament_bvoh.json"
},
+ {
+ "name": "fdm_filament_sbs",
+ "sub_path": "filament/fdm_filament_sbs.json"
+ },
{
"name": "Bambu PLA Matte @base",
"sub_path": "filament/Bambu PLA Matte @base.json"
@@ -733,6 +737,10 @@
"name": "Generic PLA-CF @base",
"sub_path": "filament/Generic PLA-CF @base.json"
},
+ {
+ "name": "Generic SBS @base",
+ "sub_path": "filament/Generic SBS @base.json"
+ },
{
"name": "Bambu PLA-CF @base",
"sub_path": "filament/Bambu PLA-CF @base.json"
@@ -821,6 +829,10 @@
"name": "Generic PCTG @base",
"sub_path": "filament/Generic PCTG @base.json"
},
+ {
+ "name": "Bambu PETG HF @base",
+ "sub_path": "filament/Bambu PETG HF @base.json"
+ },
{
"name": "Bambu ABS @base",
"sub_path": "filament/Bambu ABS @base.json"
@@ -837,6 +849,10 @@
"name": "Bambu ABS-GF @base",
"sub_path": "filament/Bambu ABS-GF @base.json"
},
+ {
+ "name": "Bambu Support for ABS @base",
+ "sub_path": "filament/Bambu Support for ABS @base.json"
+ },
{
"name": "Bambu PC @base",
"sub_path": "filament/Bambu PC @base.json"
@@ -1381,6 +1397,10 @@
"name": "Generic PLA-CF @BBL A1",
"sub_path": "filament/Generic PLA-CF @BBL A1.json"
},
+ {
+ "name": "Generic SBS",
+ "sub_path": "filament/Generic SBS.json"
+ },
{
"name": "Bambu PLA-CF @BBL X1C 0.8 nozzle",
"sub_path": "filament/Bambu PLA-CF @BBL X1C 0.8 nozzle.json"
@@ -1869,6 +1889,42 @@
"name": "Bambu PETG Translucent @BBL A1",
"sub_path": "filament/Bambu PETG Translucent @BBL A1.json"
},
+ {
+ "name": "Bambu PETG HF @BBL X1C",
+ "sub_path": "filament/Bambu PETG HF @BBL X1C.json"
+ },
+ {
+ "name": "Bambu PETG HF @BBL X1C 0.2 nozzle",
+ "sub_path": "filament/Bambu PETG HF @BBL X1C 0.2 nozzle.json"
+ },
+ {
+ "name": "Bambu PETG HF @BBL X1C 0.8 nozzle",
+ "sub_path": "filament/Bambu PETG HF @BBL X1C 0.8 nozzle.json"
+ },
+ {
+ "name": "Bambu PETG HF @BBL A1",
+ "sub_path": "filament/Bambu PETG HF @BBL A1.json"
+ },
+ {
+ "name": "Bambu PETG HF @BBL A1 0.2 nozzle",
+ "sub_path": "filament/Bambu PETG HF @BBL A1 0.2 nozzle.json"
+ },
+ {
+ "name": "Bambu PETG HF @BBL A1 0.8 nozzle",
+ "sub_path": "filament/Bambu PETG HF @BBL A1 0.8 nozzle.json"
+ },
+ {
+ "name": "Bambu PETG HF @BBL A1M",
+ "sub_path": "filament/Bambu PETG HF @BBL A1M.json"
+ },
+ {
+ "name": "Bambu PETG HF @BBL A1M 0.2 nozzle",
+ "sub_path": "filament/Bambu PETG HF @BBL A1M 0.2 nozzle.json"
+ },
+ {
+ "name": "Bambu PETG HF @BBL A1M 0.8 nozzle",
+ "sub_path": "filament/Bambu PETG HF @BBL A1M 0.8 nozzle.json"
+ },
{
"name": "Generic PCTG @BBL X1C",
"sub_path": "filament/Generic PCTG @BBL X1C.json"
@@ -1961,6 +2017,14 @@
"name": "Bambu ABS-GF @BBL A1",
"sub_path": "filament/Bambu ABS-GF @BBL A1.json"
},
+ {
+ "name": "Bambu Support for ABS @BBL X1C",
+ "sub_path": "filament/Bambu Support for ABS @BBL X1C.json"
+ },
+ {
+ "name": "Bambu Support for ABS @BBL A1",
+ "sub_path": "filament/Bambu Support for ABS @BBL A1.json"
+ },
{
"name": "Bambu PC @BBL X1C",
"sub_path": "filament/Bambu PC @BBL X1C.json"
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1 0.2 nozzle.json b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1 0.2 nozzle.json
new file mode 100644
index 0000000000..7335bcaffe
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1 0.2 nozzle.json
@@ -0,0 +1,35 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @BBL A1 0.2 nozzle",
+ "inherits": "Bambu PETG HF @base",
+ "from": "system",
+ "setting_id": "GFSG02_04",
+ "instantiation": "true",
+ "fan_cooling_layer_time": [
+ "15"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "30"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "240"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "compatible_printers": [
+ "Bambu Lab A1 0.2 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1 0.8 nozzle.json b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1 0.8 nozzle.json
new file mode 100644
index 0000000000..a4db6b85bd
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1 0.8 nozzle.json
@@ -0,0 +1,36 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @BBL A1 0.8 nozzle",
+ "inherits": "Bambu PETG HF @base",
+ "from": "system",
+ "setting_id": "GFSG02_05",
+ "instantiation": "true",
+ "fan_cooling_layer_time": [
+ "15"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "30"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "18"
+ ],
+ "nozzle_temperature": [
+ "240"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "compatible_printers": [
+ "Bambu Lab A1 0.6 nozzle",
+ "Bambu Lab A1 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1.json b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1.json
new file mode 100644
index 0000000000..2a9f8a264c
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1.json
@@ -0,0 +1,35 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @BBL A1",
+ "inherits": "Bambu PETG HF @base",
+ "from": "system",
+ "setting_id": "GFSG02_03",
+ "instantiation": "true",
+ "fan_cooling_layer_time": [
+ "15"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "30"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "18"
+ ],
+ "nozzle_temperature": [
+ "240"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "compatible_printers": [
+ "Bambu Lab A1 0.4 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1M 0.2 nozzle.json b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1M 0.2 nozzle.json
new file mode 100644
index 0000000000..17106138f6
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1M 0.2 nozzle.json
@@ -0,0 +1,35 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @BBL A1M 0.2 nozzle",
+ "inherits": "Bambu PETG HF @base",
+ "from": "system",
+ "setting_id": "GFSG02_07",
+ "instantiation": "true",
+ "fan_cooling_layer_time": [
+ "15"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "30"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "240"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "compatible_printers": [
+ "Bambu Lab A1 mini 0.2 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1M 0.8 nozzle.json b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1M 0.8 nozzle.json
new file mode 100644
index 0000000000..2d3ea73731
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1M 0.8 nozzle.json
@@ -0,0 +1,36 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @BBL A1M 0.8 nozzle",
+ "inherits": "Bambu PETG HF @base",
+ "from": "system",
+ "setting_id": "GFSG02_08",
+ "instantiation": "true",
+ "fan_cooling_layer_time": [
+ "15"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "30"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "18"
+ ],
+ "nozzle_temperature": [
+ "240"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "compatible_printers": [
+ "Bambu Lab A1 mini 0.6 nozzle",
+ "Bambu Lab A1 mini 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1M.json b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1M.json
new file mode 100644
index 0000000000..f6d16e8d47
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @BBL A1M.json
@@ -0,0 +1,35 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @BBL A1M",
+ "inherits": "Bambu PETG HF @base",
+ "from": "system",
+ "setting_id": "GFSG02_06",
+ "instantiation": "true",
+ "fan_cooling_layer_time": [
+ "15"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "30"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "18"
+ ],
+ "nozzle_temperature": [
+ "240"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "compatible_printers": [
+ "Bambu Lab A1 mini 0.4 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @BBL X1C 0.2 nozzle.json b/resources/profiles/BBL/filament/Bambu PETG HF @BBL X1C 0.2 nozzle.json
new file mode 100644
index 0000000000..b0d8d37374
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @BBL X1C 0.2 nozzle.json
@@ -0,0 +1,33 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @BBL X1C 0.2 nozzle",
+ "inherits": "Bambu PETG HF @base",
+ "from": "system",
+ "setting_id": "GFSG02_01",
+ "instantiation": "true",
+ "fan_cooling_layer_time": [
+ "20"
+ ],
+ "fan_min_speed": [
+ "20"
+ ],
+ "filament_max_volumetric_speed": [
+ "1"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "compatible_printers": [
+ "Bambu Lab P1P 0.2 nozzle",
+ "Bambu Lab P1S 0.2 nozzle",
+ "Bambu Lab X1 0.2 nozzle",
+ "Bambu Lab X1 Carbon 0.2 nozzle",
+ "Bambu Lab X1E 0.2 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @BBL X1C 0.8 nozzle.json b/resources/profiles/BBL/filament/Bambu PETG HF @BBL X1C 0.8 nozzle.json
new file mode 100644
index 0000000000..44193c3c43
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @BBL X1C 0.8 nozzle.json
@@ -0,0 +1,35 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @BBL X1C 0.8 nozzle",
+ "inherits": "Bambu PETG HF @base",
+ "from": "system",
+ "setting_id": "GFSG02_02",
+ "instantiation": "true",
+ "fan_cooling_layer_time": [
+ "20"
+ ],
+ "fan_min_speed": [
+ "20"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "compatible_printers": [
+ "Bambu Lab P1P 0.6 nozzle",
+ "Bambu Lab P1P 0.8 nozzle",
+ "Bambu Lab P1S 0.6 nozzle",
+ "Bambu Lab P1S 0.8 nozzle",
+ "Bambu Lab X1 0.6 nozzle",
+ "Bambu Lab X1 0.8 nozzle",
+ "Bambu Lab X1 Carbon 0.6 nozzle",
+ "Bambu Lab X1 Carbon 0.8 nozzle",
+ "Bambu Lab X1E 0.6 nozzle",
+ "Bambu Lab X1E 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @BBL X1C.json b/resources/profiles/BBL/filament/Bambu PETG HF @BBL X1C.json
new file mode 100644
index 0000000000..c02f8e2609
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @BBL X1C.json
@@ -0,0 +1,30 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @BBL X1C",
+ "inherits": "Bambu PETG HF @base",
+ "from": "system",
+ "setting_id": "GFSG02_00",
+ "instantiation": "true",
+ "fan_cooling_layer_time": [
+ "20"
+ ],
+ "fan_min_speed": [
+ "20"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "compatible_printers": [
+ "Bambu Lab X1 Carbon 0.4 nozzle",
+ "Bambu Lab X1 0.4 nozzle",
+ "Bambu Lab P1S 0.4 nozzle",
+ "Bambu Lab P1P 0.4 nozzle",
+ "Bambu Lab X1E 0.4 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu PETG HF @base.json b/resources/profiles/BBL/filament/Bambu PETG HF @base.json
new file mode 100644
index 0000000000..ebc2159925
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu PETG HF @base.json
@@ -0,0 +1,80 @@
+{
+ "type": "filament",
+ "name": "Bambu PETG HF @base",
+ "inherits": "fdm_filament_pet",
+ "from": "system",
+ "filament_id": "GFG02",
+ "instantiation": "false",
+ "cool_plate_temp": [
+ "0"
+ ],
+ "cool_plate_temp_initial_layer": [
+ "0"
+ ],
+ "eng_plate_temp": [
+ "70"
+ ],
+ "eng_plate_temp_initial_layer": [
+ "70"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "fan_max_speed": [
+ "40"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "filament_cost": [
+ "24.99"
+ ],
+ "filament_density": [
+ "1.28"
+ ],
+ "filament_flow_ratio": [
+ "0.95"
+ ],
+ "filament_max_volumetric_speed": [
+ "21"
+ ],
+ "filament_vendor": [
+ "Bambu Lab"
+ ],
+ "hot_plate_temp": [
+ "70"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "70"
+ ],
+ "nozzle_temperature": [
+ "245"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "230"
+ ],
+ "nozzle_temperature_range_high": [
+ "270"
+ ],
+ "nozzle_temperature_range_low": [
+ "230"
+ ],
+ "overhang_fan_speed": [
+ "90"
+ ],
+ "overhang_fan_threshold": [
+ "10%"
+ ],
+ "slow_down_layer_time": [
+ "12"
+ ],
+ "textured_plate_temp": [
+ "70"
+ ],
+ "textured_plate_temp_initial_layer": [
+ "70"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n{if (bed_temperature[current_extruder] >80)||(bed_temperature_initial_layer[current_extruder] >80)}M106 P3 S255\n{elsif (bed_temperature[current_extruder] >60)||(bed_temperature_initial_layer[current_extruder] >60)}M106 P3 S180\n{endif}\n\n{if activate_air_filtration[current_extruder] && support_air_filtration}\nM106 P3 S{during_print_exhaust_fan_speed_num[current_extruder]} \n{endif}"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu Support for ABS @BBL A1.json b/resources/profiles/BBL/filament/Bambu Support for ABS @BBL A1.json
new file mode 100644
index 0000000000..f084186496
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu Support for ABS @BBL A1.json
@@ -0,0 +1,13 @@
+{
+ "type": "filament",
+ "name": "Bambu Support for ABS @BBL A1",
+ "inherits": "Bambu Support for ABS @base",
+ "from": "system",
+ "setting_id": "GFSS06_01",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Bambu Lab A1 0.4 nozzle",
+ "Bambu Lab A1 0.6 nozzle",
+ "Bambu Lab A1 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu Support for ABS @BBL X1C.json b/resources/profiles/BBL/filament/Bambu Support for ABS @BBL X1C.json
new file mode 100644
index 0000000000..5029095bca
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu Support for ABS @BBL X1C.json
@@ -0,0 +1,25 @@
+{
+ "type": "filament",
+ "name": "Bambu Support for ABS @BBL X1C",
+ "inherits": "Bambu Support for ABS @base",
+ "from": "system",
+ "setting_id": "GFSS06_00",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Bambu Lab P1P 0.4 nozzle",
+ "Bambu Lab P1P 0.6 nozzle",
+ "Bambu Lab P1P 0.8 nozzle",
+ "Bambu Lab P1S 0.4 nozzle",
+ "Bambu Lab P1S 0.6 nozzle",
+ "Bambu Lab P1S 0.8 nozzle",
+ "Bambu Lab X1 0.4 nozzle",
+ "Bambu Lab X1 0.6 nozzle",
+ "Bambu Lab X1 0.8 nozzle",
+ "Bambu Lab X1 Carbon 0.4 nozzle",
+ "Bambu Lab X1 Carbon 0.6 nozzle",
+ "Bambu Lab X1 Carbon 0.8 nozzle",
+ "Bambu Lab X1E 0.4 nozzle",
+ "Bambu Lab X1E 0.6 nozzle",
+ "Bambu Lab X1E 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Bambu Support for ABS @base.json b/resources/profiles/BBL/filament/Bambu Support for ABS @base.json
new file mode 100644
index 0000000000..506ffa39ac
--- /dev/null
+++ b/resources/profiles/BBL/filament/Bambu Support for ABS @base.json
@@ -0,0 +1,35 @@
+{
+ "type": "filament",
+ "name": "Bambu Support for ABS @base",
+ "inherits": "fdm_filament_abs",
+ "from": "system",
+ "filament_id": "GFS06",
+ "instantiation": "false",
+ "fan_max_speed": [
+ "30"
+ ],
+ "filament_cost": [
+ "29.98"
+ ],
+ "filament_flow_ratio": [
+ "0.95"
+ ],
+ "filament_is_support": [
+ "1"
+ ],
+ "filament_max_volumetric_speed": [
+ "6"
+ ],
+ "filament_vendor": [
+ "Bambu Lab"
+ ],
+ "nozzle_temperature_range_high": [
+ "270"
+ ],
+ "slow_down_layer_time": [
+ "12"
+ ],
+ "temperature_vitrification": [
+ "90"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Generic PPA-CF @BBL X1C.json b/resources/profiles/BBL/filament/Generic PPA-CF @BBL X1C.json
index 2df7f15255..ca1d8fc926 100644
--- a/resources/profiles/BBL/filament/Generic PPA-CF @BBL X1C.json
+++ b/resources/profiles/BBL/filament/Generic PPA-CF @BBL X1C.json
@@ -5,8 +5,14 @@
"from": "system",
"setting_id": "GFSN97_00",
"instantiation": "true",
- "filament_type": [
- "PPA-CF"
+ "fan_max_speed": [
+ "35"
+ ],
+ "filament_max_volumetric_speed": [
+ "6.5"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
],
"compatible_printers": [
"Bambu Lab X1 Carbon 0.4 nozzle",
diff --git a/resources/profiles/BBL/filament/Generic PPA-CF @BBL X1E.json b/resources/profiles/BBL/filament/Generic PPA-CF @BBL X1E.json
index b032627561..7e1c4d8f63 100644
--- a/resources/profiles/BBL/filament/Generic PPA-CF @BBL X1E.json
+++ b/resources/profiles/BBL/filament/Generic PPA-CF @BBL X1E.json
@@ -8,8 +8,14 @@
"chamber_temperatures": [
"60"
],
- "filament_type": [
- "PPA-CF"
+ "fan_max_speed": [
+ "35"
+ ],
+ "filament_max_volumetric_speed": [
+ "6.5"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
],
"compatible_printers": [
"Bambu Lab X1E 0.4 nozzle",
diff --git a/resources/profiles/BBL/filament/Generic SBS @base.json b/resources/profiles/BBL/filament/Generic SBS @base.json
new file mode 100644
index 0000000000..dffe348812
--- /dev/null
+++ b/resources/profiles/BBL/filament/Generic SBS @base.json
@@ -0,0 +1,17 @@
+{
+ "type": "filament",
+ "name": "Generic SBS @base",
+ "inherits": "fdm_filament_sbs",
+ "from": "system",
+ "filament_id": "GFL99",
+ "instantiation": "false",
+ "filament_flow_ratio": [
+ "0.98"
+ ],
+ "slow_down_layer_time": [
+ "4"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n{if (bed_temperature[current_extruder] >45)||(bed_temperature_initial_layer[current_extruder] >45)}M106 P3 S255\n{elsif(bed_temperature[current_extruder] >35)||(bed_temperature_initial_layer[current_extruder] >35)}M106 P3 S180\n{endif};Prevent PLA from jamming\n\n\n{if activate_air_filtration[current_extruder] && support_air_filtration}\nM106 P3 S{during_print_exhaust_fan_speed_num[current_extruder]} \n{endif}"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/Generic SBS.json b/resources/profiles/BBL/filament/Generic SBS.json
new file mode 100644
index 0000000000..4309d0407a
--- /dev/null
+++ b/resources/profiles/BBL/filament/Generic SBS.json
@@ -0,0 +1,25 @@
+{
+ "type": "filament",
+ "name": "Generic SBS",
+ "inherits": "Generic SBS @base",
+ "from": "system",
+ "setting_id": "GFSL99",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Bambu Lab X1 Carbon 0.4 nozzle",
+ "Bambu Lab X1 0.4 nozzle",
+ "Bambu Lab X1 Carbon 0.6 nozzle",
+ "Bambu Lab X1 Carbon 0.8 nozzle",
+ "Bambu Lab X1 0.6 nozzle",
+ "Bambu Lab X1 0.8 nozzle",
+ "Bambu Lab P1S 0.4 nozzle",
+ "Bambu Lab P1S 0.6 nozzle",
+ "Bambu Lab P1S 0.8 nozzle",
+ "Bambu Lab X1E 0.4 nozzle",
+ "Bambu Lab X1E 0.6 nozzle",
+ "Bambu Lab X1E 0.8 nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n{if (bed_temperature[current_extruder] >55)||(bed_temperature_initial_layer[current_extruder] >55)}M106 P3 S200\n{elsif(bed_temperature[current_extruder] >50)||(bed_temperature_initial_layer[current_extruder] >50)}M106 P3 S150\n{elsif(bed_temperature[current_extruder] >45)||(bed_temperature_initial_layer[current_extruder] >45)}M106 P3 S50\n{endif}\n\n{if activate_air_filtration[current_extruder] && support_air_filtration}\nM106 P3 S{during_print_exhaust_fan_speed_num[current_extruder]} \n{endif}"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/filament/fdm_filament_sbs.json b/resources/profiles/BBL/filament/fdm_filament_sbs.json
new file mode 100644
index 0000000000..c73ab5bb95
--- /dev/null
+++ b/resources/profiles/BBL/filament/fdm_filament_sbs.json
@@ -0,0 +1,85 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_sbs",
+ "inherits": "fdm_filament_common",
+ "from": "system",
+ "instantiation": "false",
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "23"
+ ],
+ "filament_type": [
+ "SBS"
+ ],
+ "filament_density": [
+ "1.02"
+ ],
+ "filament_cost": [
+ "15"
+ ],
+ "cool_plate_temp": [
+ "70"
+ ],
+ "eng_plate_temp": [
+ "70"
+ ],
+ "hot_plate_temp": [
+ "70"
+ ],
+ "textured_plate_temp": [
+ "70"
+ ],
+ "cool_plate_temp_initial_layer": [
+ "70"
+ ],
+ "eng_plate_temp_initial_layer": [
+ "70"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "70"
+ ],
+ "textured_plate_temp_initial_layer": [
+ "70"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "235"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "0"
+ ],
+ "fan_min_speed": [
+ "0"
+ ],
+ "overhang_fan_threshold": [
+ "50%"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "nozzle_temperature": [
+ "235"
+ ],
+ "temperature_vitrification": [
+ "70"
+ ],
+ "nozzle_temperature_range_low": [
+ "215"
+ ],
+ "nozzle_temperature_range_high": [
+ "250"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "slow_down_layer_time": [
+ "4"
+ ],
+ "additional_cooling_fan_speed": [
+ "40"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n{if (bed_temperature[current_extruder] >45)||(bed_temperature_initial_layer[current_extruder] >45)}M106 P3 S255\n{elsif(bed_temperature[current_extruder] >35)||(bed_temperature_initial_layer[current_extruder] >35)}M106 P3 S180\n{endif}\n\n{if activate_air_filtration[current_extruder] && support_air_filtration}\nM106 P3 S{during_print_exhaust_fan_speed_num[current_extruder]} \n{endif}"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/BBL/machine/Bambu Lab A1 0.4 nozzle.json b/resources/profiles/BBL/machine/Bambu Lab A1 0.4 nozzle.json
index 86fcc31826..a9da758709 100644
--- a/resources/profiles/BBL/machine/Bambu Lab A1 0.4 nozzle.json
+++ b/resources/profiles/BBL/machine/Bambu Lab A1 0.4 nozzle.json
@@ -61,7 +61,7 @@
"255"
],
"scan_first_layer": "0",
- "machine_start_gcode": ";===== machine: A1 =========================\n;===== date: 20240606 =====================\nG392 S0\nM9833.2\n;M400\n;M73 P1.717\n\n;===== start to heat heatbead&hotend==========\nM1002 gcode_claim_action : 2\nM1002 set_filament_type:{filament_type[initial_no_support_extruder]}\nM104 S140\nM140 S[bed_temperature_initial_layer_single]\n\n;=====start printer sound ===================\nM17\nM400 S1\nM1006 S1\nM1006 A0 B10 L100 C37 D10 M60 E37 F10 N60\nM1006 A0 B10 L100 C41 D10 M60 E41 F10 N60\nM1006 A0 B10 L100 C44 D10 M60 E44 F10 N60\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N60\nM1006 A43 B10 L100 C46 D10 M70 E39 F10 N80\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N80\nM1006 A0 B10 L100 C43 D10 M60 E39 F10 N80\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N80\nM1006 A0 B10 L100 C41 D10 M80 E41 F10 N80\nM1006 A0 B10 L100 C44 D10 M80 E44 F10 N80\nM1006 A0 B10 L100 C49 D10 M80 E49 F10 N80\nM1006 A0 B10 L100 C0 D10 M80 E0 F10 N80\nM1006 A44 B10 L100 C48 D10 M60 E39 F10 N80\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N80\nM1006 A0 B10 L100 C44 D10 M80 E39 F10 N80\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N80\nM1006 A43 B10 L100 C46 D10 M60 E39 F10 N80\nM1006 W\nM18 \n;=====start printer sound ===================\n\n;=====avoid end stop =================\nG91\nG380 S2 Z40 F1200\nG380 S3 Z-15 F1200\nG90\n\n;===== reset machine status =================\n;M290 X39 Y39 Z8\nM204 S6000\n\nM630 S0 P0\nG91\nM17 Z0.3 ; lower the z-motor current\n\nG90\nM17 X0.65 Y1.2 Z0.6 ; reset motor current to default\nM960 S5 P1 ; turn on logo lamp\nG90\nM220 S100 ;Reset Feedrate\nM221 S100 ;Reset Flowrate\nM73.2 R1.0 ;Reset left time magnitude\n;M211 X0 Y0 Z0 ; turn off soft endstop to prevent protential logic problem\n\n;====== cog noise reduction=================\nM982.2 S1 ; turn on cog noise reduction\n\nM1002 gcode_claim_action : 13\n\nG28 X\nG91\nG1 Z5 F1200\nG90\nG0 X128 F30000\nG0 Y254 F3000\nG91\nG1 Z-5 F1200\n\nM109 S25 H140\n\nM17 E0.3\nM83\nG1 E10 F1200\nG1 E-0.5 F30\nM17 D\n\nG28 Z P0 T140; home z with low precision,permit 300deg temperature\nM104 S{nozzle_temperature_initial_layer[initial_extruder]}\n\nM1002 judge_flag build_plate_detect_flag\nM622 S1\n G39.4\n G90\n G1 Z5 F1200\nM623\n\n;M400\n;M73 P1.717\n\n;===== prepare print temperature and material ==========\nM1002 gcode_claim_action : 24\n\nM400\n;G392 S1\nM211 X0 Y0 Z0 ;turn off soft endstop\nM975 S1 ; turn on\n\nG90\nG1 X-28.5 F30000\nG1 X-48.2 F3000\n\nM620 M ;enable remap\nM620 S[initial_no_support_extruder]A ; switch material if AMS exist\n M1002 gcode_claim_action : 4\n M400\n M1002 set_filament_type:UNKNOWN\n M109 S[nozzle_temperature_initial_layer]\n M104 S250\n M400\n T[initial_no_support_extruder]\n G1 X-48.2 F3000\n M400\n\n M620.1 E F{filament_max_volumetric_speed[initial_no_support_extruder]/2.4053*60} T{nozzle_temperature_range_high[initial_no_support_extruder]}\n M109 S250 ;set nozzle to common flush temp\n M106 P1 S0\n G92 E0\n G1 E50 F200\n M400\n M1002 set_filament_type:{filament_type[initial_no_support_extruder]}\nM621 S[initial_no_support_extruder]A\n\nM109 S{nozzle_temperature_range_high[initial_no_support_extruder]} H300\nG92 E0\nG1 E50 F200 ; lower extrusion speed to avoid clog\nM400\nM106 P1 S178\nG92 E0\nG1 E5 F200\nM104 S{nozzle_temperature_initial_layer[initial_no_support_extruder]}\nG92 E0\nG1 E-0.5 F300\n\nG1 X-28.5 F30000\nG1 X-48.2 F3000\nG1 X-28.5 F30000 ;wipe and shake\nG1 X-48.2 F3000\nG1 X-28.5 F30000 ;wipe and shake\nG1 X-48.2 F3000\n\n;G392 S0\n\nM400\nM106 P1 S0\n;===== prepare print temperature and material end =====\n\n;M400\n;M73 P1.717\n\n;===== auto extrude cali start =========================\nM975 S1\n;G392 S1\n\nG90\nM83\nT1000\nG1 X-48.2 Y0 Z10 F10000\nM400\nM1002 set_filament_type:UNKNOWN\n\nM412 S1 ; ===turn on filament runout detection===\nM400 P10\nM620.3 W1; === turn on filament tangle detection===\nM400 S2\n\nM1002 set_filament_type:{filament_type[initial_no_support_extruder]}\n\n;M1002 set_flag extrude_cali_flag=1\nM1002 judge_flag extrude_cali_flag\n\nM622 J1\n M1002 gcode_claim_action : 8\n\n M109 S{nozzle_temperature[initial_extruder]}\n G1 E10 F{outer_wall_volumetric_speed/2.4*60}\n M983 F{outer_wall_volumetric_speed/2.4} A0.3 H[nozzle_diameter]; cali dynamic extrusion compensation\n\n M106 P1 S255\n M400 S5\n G1 X-28.5 F18000\n G1 X-48.2 F3000\n G1 X-28.5 F18000 ;wipe and shake\n G1 X-48.2 F3000\n G1 X-28.5 F12000 ;wipe and shake\n G1 X-48.2 F3000\n M400\n M106 P1 S0\n\n M1002 judge_last_extrude_cali_success\n M622 J0\n M983 F{outer_wall_volumetric_speed/2.4} A0.3 H[nozzle_diameter]; cali dynamic extrusion compensation\n M106 P1 S255\n M400 S5\n G1 X-28.5 F18000\n G1 X-48.2 F3000\n G1 X-28.5 F18000 ;wipe and shake\n G1 X-48.2 F3000\n G1 X-28.5 F12000 ;wipe and shake\n M400\n M106 P1 S0\n M623\n \n G1 X-48.2 F3000\n M400\n M984 A0.1 E1 S1 F{outer_wall_volumetric_speed/2.4}\n M106 P1 S178\n M400 S7\n G1 X-28.5 F18000\n G1 X-48.2 F3000\n G1 X-28.5 F18000 ;wipe and shake\n G1 X-48.2 F3000\n G1 X-28.5 F12000 ;wipe and shake\n G1 X-48.2 F3000\n M400\n M106 P1 S0\nM623 ; end of \"draw extrinsic para cali paint\"\n\n;G392 S0\n;===== auto extrude cali end ========================\n\n;M400\n;M73 P1.717\n\nM104 S170 ; prepare to wipe nozzle\nM106 S255 ; turn on fan\n\n;===== mech mode fast check start =====================\nM1002 gcode_claim_action : 3\n\nG1 X128 Y128 F20000\nG1 Z5 F1200\nM400 P200\nM970.3 Q1 A5 K0 O3\nM974 Q1 S2 P0\n\nM970.2 Q1 K1 W58 Z0.11\nM974 S2\n\nG1 X128 Y128 F20000\nG1 Z5 F1200\nM400 P200\nM970.3 Q0 A10 K0 O1\nM974 Q0 S2 P0\n\nM975 S1\nG1 F30000\nG1 X0 Y5\nG28 X ; re-home XY\n\nG1 Z4 F1200\n\n;===== mech mode fast check end =======================\n\n;M400\n;M73 P1.717\n\n;===== wipe nozzle ===============================\nM1002 gcode_claim_action : 14\n\nM975 S1\nM106 S255 ; turn on fan (G28 has turn off fan)\nM211 S; push soft endstop status\nM211 X0 Y0 Z0 ;turn off Z axis endstop\n\n;===== remove waste by touching start =====\n\nM104 S170 ; set temp down to heatbed acceptable\n\nM83\nG1 E-1 F500\nG90\nM83\n\nM109 S170\nG0 X108 Y-0.5 F30000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X110 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X112 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X114 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X116 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X118 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X120 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X122 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X124 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X126 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X128 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X130 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X132 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X134 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X136 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X138 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X140 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X142 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X144 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X146 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X148 F10000\nG380 S3 Z-5 F1200\n\nG1 Z5 F30000\n;===== remove waste by touching end =====\n\nG1 Z10 F1200\nG0 X118 Y261 F30000\nG1 Z5 F1200\nM109 S{nozzle_temperature_initial_layer[initial_extruder]-50}\n\nG28 Z P0 T300; home z with low precision,permit 300deg temperature\nG29.2 S0 ; turn off ABL\nM104 S140 ; prepare to abl\nG0 Z5 F20000\n\nG0 X128 Y261 F20000 ; move to exposed steel surface\nG0 Z-1.01 F1200 ; stop the nozzle\n\nG91\nG2 I1 J0 X2 Y0 F2000.1\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\n\nG90\nG1 Z10 F1200\n\n;===== brush material wipe nozzle =====\n\nG90\nG1 Y250 F30000\nG1 X55\nG1 Z1.300 F1200\nG1 Y262.5 F6000\nG91\nG1 X-35 F30000\nG1 Y-0.5\nG1 X45\nG1 Y-0.5\nG1 X-45\nG1 Y-0.5\nG1 X45\nG1 Y-0.5\nG1 X-45\nG1 Y-0.5\nG1 X45\nG1 Z5.000 F1200\n\nG90\nG1 X30 Y250.000 F30000\nG1 Z1.300 F1200\nG1 Y262.5 F6000\nG91\nG1 X35 F30000\nG1 Y-0.5\nG1 X-45\nG1 Y-0.5\nG1 X45\nG1 Y-0.5\nG1 X-45\nG1 Y-0.5\nG1 X45\nG1 Y-0.5\nG1 X-45\nG1 Z10.000 F1200\n\n;===== brush material wipe nozzle end =====\n\nG90\n;G0 X128 Y261 F20000 ; move to exposed steel surface\nG1 Y250 F30000\nG1 X138\nG1 Y261\nG0 Z-1.01 F1200 ; stop the nozzle\n\nG91\nG2 I1 J0 X2 Y0 F2000.1\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\n\nM109 S140\nM106 S255 ; turn on fan (G28 has turn off fan)\n\nM211 R; pop softend status\n\n;===== wipe nozzle end ================================\n\n;M400\n;M73 P1.717\n\n;===== bed leveling ==================================\nM1002 judge_flag g29_before_print_flag\n\nG90\nG1 Z5 F1200\nG1 X0 Y0 F30000\nG29.2 S1 ; turn on ABL\n\nM190 S[bed_temperature_initial_layer_single]; ensure bed temp\nM109 S140\nM106 S0 ; turn off fan , too noisy\n\nM622 J1\n M1002 gcode_claim_action : 1\n G29 A1 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} I{first_layer_print_size[0]} J{first_layer_print_size[1]}\n M400\n M500 ; save cali data\nM623\n;===== bed leveling end ================================\n\n;===== home after wipe mouth============================\nM1002 judge_flag g29_before_print_flag\nM622 J0\n\n M1002 gcode_claim_action : 13\n G28\n\nM623\n\n;===== home after wipe mouth end =======================\n\n;M400\n;M73 P1.717\n\nG1 X108.000 Y-0.5 F30000\nG1 Z0.300 F1200\nM400\nG2814 Z0.32\n\nM104 S{nozzle_temperature_initial_layer[initial_extruder]} ; prepare to print\n\n;===== nozzle load line ===============================\n;G90\n;M83\n;G1 Z5 F1200\n;G1 X88 Y1.0 F20000\n;G1 Z0.3 F1200\n\n;M109 S{nozzle_temperature_initial_layer[initial_extruder]}\n\n;G1 E2 F300\n;G1 X168 E4.989 F6000\n;G1 Z1 F1200\n;===== nozzle load line end ===========================\n\n;===== extrude cali test ===============================\n\nM400\n M900 S\n M900 C\n G90\n M83\n\n M109 S{nozzle_temperature_initial_layer[initial_extruder]}\n G0 X128 E8 F{outer_wall_volumetric_speed/(24/20) * 60}\n G0 X133 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G0 X138 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}\n G0 X143 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G0 X148 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}\n G0 X153 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G91\n G1 X1 Z-0.300\n G1 X4\n G1 Z1 F1200\n G90\n M83\n M400\n\nM1002 judge_flag extrude_cali_flag\nM622 J1\n\n M900 R\n G90\n G1 X108.000 Y1.0 F30000\n G91\n G1 Z-0.700 F1200\n G90\n M83\n G0 X128 E4 F{outer_wall_volumetric_speed/(24/20) * 60}\n G0 X133 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G0 X138 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}\n G0 X143 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G0 X148 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}\n G0 X153 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G91\n G1 X1 Z-0.300\n G1 X4\n G1 Z1 F1200\n G90\n M400\nM623\n\nG1 Z0.2\n\n;M400\n;M73 P1.717\n\n;========turn off light and wait extrude temperature =============\nM1002 gcode_claim_action : 0\nM400\n\n;===== for Textured PEI Plate , lower the nozzle as the nozzle was touching topmost of the texture when homing ==\n;curr_bed_type={curr_bed_type}\n{if curr_bed_type==\"Textured PEI Plate\"}\nG29.1 Z{-0.02} ; for Textured PEI Plate\n{endif}\n\nM960 S1 P0 ; turn off laser\nM960 S2 P0 ; turn off laser\nM106 S0 ; turn off fan\nM106 P2 S0 ; turn off big fan\nM106 P3 S0 ; turn off chamber fan\n\nM975 S1 ; turn on mech mode supression\nG90\nM83\nT1000\n\nM211 X0 Y0 Z0 ;turn off soft endstop\n;G392 S1 ; turn on clog detection\nM1007 S1 ; turn on mass estimation\nG29.4\n",
+ "machine_start_gcode": ";===== machine: A1 =========================\n;===== date: 20240620 =====================\nG392 S0\nM9833.2\n;M400\n;M73 P1.717\n\n;===== start to heat heatbead&hotend==========\nM1002 gcode_claim_action : 2\nM1002 set_filament_type:{filament_type[initial_no_support_extruder]}\nM104 S140\nM140 S[bed_temperature_initial_layer_single]\n\n;=====start printer sound ===================\nM17\nM400 S1\nM1006 S1\nM1006 A0 B10 L100 C37 D10 M60 E37 F10 N60\nM1006 A0 B10 L100 C41 D10 M60 E41 F10 N60\nM1006 A0 B10 L100 C44 D10 M60 E44 F10 N60\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N60\nM1006 A43 B10 L100 C46 D10 M70 E39 F10 N80\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N80\nM1006 A0 B10 L100 C43 D10 M60 E39 F10 N80\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N80\nM1006 A0 B10 L100 C41 D10 M80 E41 F10 N80\nM1006 A0 B10 L100 C44 D10 M80 E44 F10 N80\nM1006 A0 B10 L100 C49 D10 M80 E49 F10 N80\nM1006 A0 B10 L100 C0 D10 M80 E0 F10 N80\nM1006 A44 B10 L100 C48 D10 M60 E39 F10 N80\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N80\nM1006 A0 B10 L100 C44 D10 M80 E39 F10 N80\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N80\nM1006 A43 B10 L100 C46 D10 M60 E39 F10 N80\nM1006 W\nM18 \n;=====start printer sound ===================\n\n;=====avoid end stop =================\nG91\nG380 S2 Z40 F1200\nG380 S3 Z-15 F1200\nG90\n\n;===== reset machine status =================\n;M290 X39 Y39 Z8\nM204 S6000\n\nM630 S0 P0\nG91\nM17 Z0.3 ; lower the z-motor current\n\nG90\nM17 X0.65 Y1.2 Z0.6 ; reset motor current to default\nM960 S5 P1 ; turn on logo lamp\nG90\nM220 S100 ;Reset Feedrate\nM221 S100 ;Reset Flowrate\nM73.2 R1.0 ;Reset left time magnitude\n;M211 X0 Y0 Z0 ; turn off soft endstop to prevent protential logic problem\n\n;====== cog noise reduction=================\nM982.2 S1 ; turn on cog noise reduction\n\nM1002 gcode_claim_action : 13\n\nG28 X\nG91\nG1 Z5 F1200\nG90\nG0 X128 F30000\nG0 Y254 F3000\nG91\nG1 Z-5 F1200\n\nM109 S25 H140\n\nM17 E0.3\nM83\nG1 E10 F1200\nG1 E-0.5 F30\nM17 D\n\nG28 Z P0 T140; home z with low precision,permit 300deg temperature\nM104 S{nozzle_temperature_initial_layer[initial_extruder]}\n\nM1002 judge_flag build_plate_detect_flag\nM622 S1\n G39.4\n G90\n G1 Z5 F1200\nM623\n\n;M400\n;M73 P1.717\n\n;===== prepare print temperature and material ==========\nM1002 gcode_claim_action : 24\n\nM400\n;G392 S1\nM211 X0 Y0 Z0 ;turn off soft endstop\nM975 S1 ; turn on\n\nG90\nG1 X-28.5 F30000\nG1 X-48.2 F3000\n\nM620 M ;enable remap\nM620 S[initial_no_support_extruder]A ; switch material if AMS exist\n M1002 gcode_claim_action : 4\n M400\n M1002 set_filament_type:UNKNOWN\n M109 S[nozzle_temperature_initial_layer]\n M104 S250\n M400\n T[initial_no_support_extruder]\n G1 X-48.2 F3000\n M400\n\n M620.1 E F{filament_max_volumetric_speed[initial_no_support_extruder]/2.4053*60} T{nozzle_temperature_range_high[initial_no_support_extruder]}\n M109 S250 ;set nozzle to common flush temp\n M106 P1 S0\n G92 E0\n G1 E50 F200\n M400\n M1002 set_filament_type:{filament_type[initial_no_support_extruder]}\nM621 S[initial_no_support_extruder]A\n\nM109 S{nozzle_temperature_range_high[initial_no_support_extruder]} H300\nG92 E0\nG1 E50 F200 ; lower extrusion speed to avoid clog\nM400\nM106 P1 S178\nG92 E0\nG1 E5 F200\nM104 S{nozzle_temperature_initial_layer[initial_no_support_extruder]}\nG92 E0\nG1 E-0.5 F300\n\nG1 X-28.5 F30000\nG1 X-48.2 F3000\nG1 X-28.5 F30000 ;wipe and shake\nG1 X-48.2 F3000\nG1 X-28.5 F30000 ;wipe and shake\nG1 X-48.2 F3000\n\n;G392 S0\n\nM400\nM106 P1 S0\n;===== prepare print temperature and material end =====\n\n;M400\n;M73 P1.717\n\n;===== auto extrude cali start =========================\nM975 S1\n;G392 S1\n\nG90\nM83\nT1000\nG1 X-48.2 Y0 Z10 F10000\nM400\nM1002 set_filament_type:UNKNOWN\n\nM412 S1 ; ===turn on filament runout detection===\nM400 P10\nM620.3 W1; === turn on filament tangle detection===\nM400 S2\n\nM1002 set_filament_type:{filament_type[initial_no_support_extruder]}\n\n;M1002 set_flag extrude_cali_flag=1\nM1002 judge_flag extrude_cali_flag\n\nM622 J1\n M1002 gcode_claim_action : 8\n\n M109 S{nozzle_temperature[initial_extruder]}\n G1 E10 F{outer_wall_volumetric_speed/2.4*60}\n M983 F{outer_wall_volumetric_speed/2.4} A0.3 H[nozzle_diameter]; cali dynamic extrusion compensation\n\n M106 P1 S255\n M400 S5\n G1 X-28.5 F18000\n G1 X-48.2 F3000\n G1 X-28.5 F18000 ;wipe and shake\n G1 X-48.2 F3000\n G1 X-28.5 F12000 ;wipe and shake\n G1 X-48.2 F3000\n M400\n M106 P1 S0\n\n M1002 judge_last_extrude_cali_success\n M622 J0\n M983 F{outer_wall_volumetric_speed/2.4} A0.3 H[nozzle_diameter]; cali dynamic extrusion compensation\n M106 P1 S255\n M400 S5\n G1 X-28.5 F18000\n G1 X-48.2 F3000\n G1 X-28.5 F18000 ;wipe and shake\n G1 X-48.2 F3000\n G1 X-28.5 F12000 ;wipe and shake\n M400\n M106 P1 S0\n M623\n \n G1 X-48.2 F3000\n M400\n M984 A0.1 E1 S1 F{outer_wall_volumetric_speed/2.4} H[nozzle_diameter]\n M106 P1 S178\n M400 S7\n G1 X-28.5 F18000\n G1 X-48.2 F3000\n G1 X-28.5 F18000 ;wipe and shake\n G1 X-48.2 F3000\n G1 X-28.5 F12000 ;wipe and shake\n G1 X-48.2 F3000\n M400\n M106 P1 S0\nM623 ; end of \"draw extrinsic para cali paint\"\n\n;G392 S0\n;===== auto extrude cali end ========================\n\n;M400\n;M73 P1.717\n\nM104 S170 ; prepare to wipe nozzle\nM106 S255 ; turn on fan\n\n;===== mech mode fast check start =====================\nM1002 gcode_claim_action : 3\n\nG1 X128 Y128 F20000\nG1 Z5 F1200\nM400 P200\nM970.3 Q1 A5 K0 O3\nM974 Q1 S2 P0\n\nM970.2 Q1 K1 W58 Z0.1\nM974 S2\n\nG1 X128 Y128 F20000\nG1 Z5 F1200\nM400 P200\nM970.3 Q0 A10 K0 O1\nM974 Q0 S2 P0\n\nM970.2 Q0 K1 W78 Z0.1\nM974 S2\n\nM975 S1\nG1 F30000\nG1 X0 Y5\nG28 X ; re-home XY\n\nG1 Z4 F1200\n\n;===== mech mode fast check end =======================\n\n;M400\n;M73 P1.717\n\n;===== wipe nozzle ===============================\nM1002 gcode_claim_action : 14\n\nM975 S1\nM106 S255 ; turn on fan (G28 has turn off fan)\nM211 S; push soft endstop status\nM211 X0 Y0 Z0 ;turn off Z axis endstop\n\n;===== remove waste by touching start =====\n\nM104 S170 ; set temp down to heatbed acceptable\n\nM83\nG1 E-1 F500\nG90\nM83\n\nM109 S170\nG0 X108 Y-0.5 F30000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X110 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X112 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X114 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X116 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X118 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X120 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X122 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X124 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X126 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X128 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X130 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X132 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X134 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X136 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X138 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X140 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X142 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X144 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X146 F10000\nG380 S3 Z-5 F1200\nG1 Z2 F1200\nG1 X148 F10000\nG380 S3 Z-5 F1200\n\nG1 Z5 F30000\n;===== remove waste by touching end =====\n\nG1 Z10 F1200\nG0 X118 Y261 F30000\nG1 Z5 F1200\nM109 S{nozzle_temperature_initial_layer[initial_extruder]-50}\n\nG28 Z P0 T300; home z with low precision,permit 300deg temperature\nG29.2 S0 ; turn off ABL\nM104 S140 ; prepare to abl\nG0 Z5 F20000\n\nG0 X128 Y261 F20000 ; move to exposed steel surface\nG0 Z-1.01 F1200 ; stop the nozzle\n\nG91\nG2 I1 J0 X2 Y0 F2000.1\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\n\nG90\nG1 Z10 F1200\n\n;===== brush material wipe nozzle =====\n\nG90\nG1 Y250 F30000\nG1 X55\nG1 Z1.300 F1200\nG1 Y262.5 F6000\nG91\nG1 X-35 F30000\nG1 Y-0.5\nG1 X45\nG1 Y-0.5\nG1 X-45\nG1 Y-0.5\nG1 X45\nG1 Y-0.5\nG1 X-45\nG1 Y-0.5\nG1 X45\nG1 Z5.000 F1200\n\nG90\nG1 X30 Y250.000 F30000\nG1 Z1.300 F1200\nG1 Y262.5 F6000\nG91\nG1 X35 F30000\nG1 Y-0.5\nG1 X-45\nG1 Y-0.5\nG1 X45\nG1 Y-0.5\nG1 X-45\nG1 Y-0.5\nG1 X45\nG1 Y-0.5\nG1 X-45\nG1 Z10.000 F1200\n\n;===== brush material wipe nozzle end =====\n\nG90\n;G0 X128 Y261 F20000 ; move to exposed steel surface\nG1 Y250 F30000\nG1 X138\nG1 Y261\nG0 Z-1.01 F1200 ; stop the nozzle\n\nG91\nG2 I1 J0 X2 Y0 F2000.1\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\nG2 I1 J0 X2\nG2 I-0.75 J0 X-1.5\n\nM109 S140\nM106 S255 ; turn on fan (G28 has turn off fan)\n\nM211 R; pop softend status\n\n;===== wipe nozzle end ================================\n\n;M400\n;M73 P1.717\n\n;===== bed leveling ==================================\nM1002 judge_flag g29_before_print_flag\n\nG90\nG1 Z5 F1200\nG1 X0 Y0 F30000\nG29.2 S1 ; turn on ABL\n\nM190 S[bed_temperature_initial_layer_single]; ensure bed temp\nM109 S140\nM106 S0 ; turn off fan , too noisy\n\nM622 J1\n M1002 gcode_claim_action : 1\n G29 A1 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} I{first_layer_print_size[0]} J{first_layer_print_size[1]}\n M400\n M500 ; save cali data\nM623\n;===== bed leveling end ================================\n\n;===== home after wipe mouth============================\nM1002 judge_flag g29_before_print_flag\nM622 J0\n\n M1002 gcode_claim_action : 13\n G28\n\nM623\n\n;===== home after wipe mouth end =======================\n\n;M400\n;M73 P1.717\n\nG1 X108.000 Y-0.500 F30000\nG1 Z0.300 F1200\nM400\nG2814 Z0.32\n\nM104 S{nozzle_temperature_initial_layer[initial_extruder]} ; prepare to print\n\n;===== nozzle load line ===============================\n;G90\n;M83\n;G1 Z5 F1200\n;G1 X88 Y-0.5 F20000\n;G1 Z0.3 F1200\n\n;M109 S{nozzle_temperature_initial_layer[initial_extruder]}\n\n;G1 E2 F300\n;G1 X168 E4.989 F6000\n;G1 Z1 F1200\n;===== nozzle load line end ===========================\n\n;===== extrude cali test ===============================\n\nM400\n M900 S\n M900 C\n G90\n M83\n\n M109 S{nozzle_temperature_initial_layer[initial_extruder]}\n G0 X128 E8 F{outer_wall_volumetric_speed/(24/20) * 60}\n G0 X133 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G0 X138 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}\n G0 X143 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G0 X148 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}\n G0 X153 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G91\n G1 X1 Z-0.300\n G1 X4\n G1 Z1 F1200\n G90\n M400\n\nM900 R\n\nM1002 judge_flag extrude_cali_flag\nM622 J1\n G90\n G1 X108.000 Y1.000 F30000\n G91\n G1 Z-0.700 F1200\n G90\n M83\n G0 X128 E10 F{outer_wall_volumetric_speed/(24/20) * 60}\n G0 X133 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G0 X138 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}\n G0 X143 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G0 X148 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}\n G0 X153 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}\n G91\n G1 X1 Z-0.300\n G1 X4\n G1 Z1 F1200\n G90\n M400\nM623\n\nG1 Z0.2\n\n;M400\n;M73 P1.717\n\n;========turn off light and wait extrude temperature =============\nM1002 gcode_claim_action : 0\nM400\n\n;===== for Textured PEI Plate , lower the nozzle as the nozzle was touching topmost of the texture when homing ==\n;curr_bed_type={curr_bed_type}\n{if curr_bed_type==\"Textured PEI Plate\"}\nG29.1 Z{-0.02} ; for Textured PEI Plate\n{endif}\n\nM960 S1 P0 ; turn off laser\nM960 S2 P0 ; turn off laser\nM106 S0 ; turn off fan\nM106 P2 S0 ; turn off big fan\nM106 P3 S0 ; turn off chamber fan\n\nM975 S1 ; turn on mech mode supression\nG90\nM83\nT1000\n\nM211 X0 Y0 Z0 ;turn off soft endstop\n;G392 S1 ; turn on clog detection\nM1007 S1 ; turn on mass estimation\nG29.4\n",
"machine_end_gcode": ";===== date: 20231229 =====================\nG392 S0 ;turn off nozzle clog detect\n\nM400 ; wait for buffer to clear\nG92 E0 ; zero the extruder\nG1 E-0.8 F1800 ; retract\nG1 Z{max_layer_z + 0.5} F900 ; lower z a little\nG1 X0 Y{first_layer_center_no_wipe_tower[1]} F18000 ; move to safe pos\nG1 X-13.0 F3000 ; move to safe pos\n{if !spiral_mode && print_sequence != \"by object\"}\nM1002 judge_flag timelapse_record_flag\nM622 J1\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM400 P100\nM971 S11 C11 O0\nM991 S0 P-1 ;end timelapse at safe pos\nM623\n{endif}\n\nM140 S0 ; turn off bed\nM106 S0 ; turn off fan\nM106 P2 S0 ; turn off remote part cooling fan\nM106 P3 S0 ; turn off chamber cooling fan\n\n;G1 X27 F15000 ; wipe\n\n; pull back filament to AMS\nM620 S255\nG1 X267 F15000\nT255\nG1 X-28.5 F18000\nG1 X-48.2 F3000\nG1 X-28.5 F18000\nG1 X-48.2 F3000\nM621 S255\n\nM104 S0 ; turn off hotend\n\nM400 ; wait all motion done\nM17 S\nM17 Z0.4 ; lower z motor current to reduce impact if there is something in the bottom\n{if (max_layer_z + 100.0) < 256}\n G1 Z{max_layer_z + 100.0} F600\n G1 Z{max_layer_z +98.0}\n{else}\n G1 Z256 F600\n G1 Z256\n{endif}\nM400 P100\nM17 R ; restore z current\n\nG90\nG1 X-48 Y180 F3600\n\nM220 S100 ; Reset feedrate magnitude\nM201.2 K1.0 ; Reset acc magnitude\nM73.2 R1.0 ;Reset left time magnitude\nM1002 set_gcode_claim_speed_level : 0\n\n;=====printer finish sound=========\nM17\nM400 S1\nM1006 S1\nM1006 A0 B20 L100 C37 D20 M40 E42 F20 N60\nM1006 A0 B10 L100 C44 D10 M60 E44 F10 N60\nM1006 A0 B10 L100 C46 D10 M80 E46 F10 N80\nM1006 A44 B20 L100 C39 D20 M60 E48 F20 N60\nM1006 A0 B10 L100 C44 D10 M60 E44 F10 N60\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N60\nM1006 A0 B10 L100 C39 D10 M60 E39 F10 N60\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N60\nM1006 A0 B10 L100 C44 D10 M60 E44 F10 N60\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N60\nM1006 A0 B10 L100 C39 D10 M60 E39 F10 N60\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N60\nM1006 A0 B10 L100 C48 D10 M60 E44 F10 N80\nM1006 A0 B10 L100 C0 D10 M60 E0 F10 N80\nM1006 A44 B20 L100 C49 D20 M80 E41 F20 N80\nM1006 A0 B20 L100 C0 D20 M60 E0 F20 N80\nM1006 A0 B20 L100 C37 D20 M30 E37 F20 N60\nM1006 W\n;=====printer finish sound=========\n\n;M17 X0.8 Y0.8 Z0.5 ; lower motor current to 45% power\nM400\nM18 X Y Z\n\n",
"layer_change_gcode": "; layer num/total_layer_count: {layer_num+1}/[total_layer_count]\n; update layer progress\nM73 L{layer_num+1}\nM991 S0 P{layer_num} ;notify layer change",
"time_lapse_gcode": ";===================== date: 20240606 =====================\n{if !spiral_mode && print_sequence != \"by object\"}\n; don't support timelapse gcode in spiral_mode and by object sequence for I3 structure printer\nM622.1 S1 ; for prev firware, default turned on\nM1002 judge_flag timelapse_record_flag\nM622 J1\nG92 E0\nG17\nG2 Z{layer_z + 0.4} I0.86 J0.86 P1 F20000 ; spiral lift a little\nG1 Z{max_layer_z + 0.4}\nG1 X0 Y{first_layer_center_no_wipe_tower[1]} F18000 ; move to safe pos\nG1 X-48.2 F3000 ; move to safe pos\nM400 P300\nM971 S11 C11 O0\nG92 E0\nG1 X0 F18000\nM623\n\nM622.1 S1\nM1002 judge_flag g39_3rd_layer_detect_flag\nM622 J1\n ; enable nozzle clog detect at 3rd layer\n {if layer_num == 2}\n M400\n G90\n M83\n M204 S5000\n G0 Z2 F4000\n G0 X261 Y250 F20000\n M400 P200\n G39 S1\n G0 Z2 F4000\n {endif}\n\n\n M622.1 S1\n M1002 judge_flag g39_detection_flag\n M622 J1\n {if !in_head_wrap_detect_zone}\n M622.1 S0\n M1002 judge_flag g39_mass_exceed_flag\n M622 J1\n {if layer_num > 2}\n G392 S0\n M400\n G90\n M83\n M204 S5000\n G0 Z{max_layer_z + 0.4} F4000\n G39.3 S1\n G0 Z{max_layer_z + 0.4} F4000\n G392 S0\n {endif}\n M623\n {endif}\n M623\nM623\n{endif}\n",
diff --git a/resources/profiles/BBL/machine/Bambu Lab A1.json b/resources/profiles/BBL/machine/Bambu Lab A1.json
index bd63f6ca8e..d818efa48b 100644
--- a/resources/profiles/BBL/machine/Bambu Lab A1.json
+++ b/resources/profiles/BBL/machine/Bambu Lab A1.json
@@ -2,12 +2,12 @@
"type": "machine_model",
"name": "Bambu Lab A1",
"nozzle_diameter": "0.4;0.2;0.6;0.8",
+ "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1.json",
"bed_model": "bbl-3dp-X1.stl",
"bed_texture": "bbl-3dp-logo.svg",
"default_bed_type": "Textured PEI Plate",
"family": "BBL-3DP",
"machine_tech": "FFF",
"model_id": "N2S",
- "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1.json",
- "default_materials": "Bambu PLA Matte @BBL A1;Bambu PLA Basic @BBL A1;Bambu PLA Silk @BBL A1;Bambu Support For PA/PET @BBL A1;Bambu ABS @BBL A1;Bambu PETG Basic @BBL A1;Bambu TPU 95A @BBL A1;Bambu PLA Tough @BBL A1;Generic PLA @BBL A1;Generic PLA High Speed @BBL A1;Generic PETG @BBL A1;Generic PVA @BBL A1"
+ "default_materials": "Bambu PLA Matte @BBL A1;Bambu PLA Basic @BBL A1;Bambu PLA Silk @BBL A1;Bambu Support For PA/PET @BBL A1;Bambu ABS @BBL A1;Bambu TPU 95A @BBL A1;Bambu PLA Tough @BBL A1;Generic PLA @BBL A1;Generic PLA High Speed @BBL A1;Generic PETG @BBL A1;Generic PVA @BBL A1;Bambu PETG HF @BBL A1"
}
\ No newline at end of file
diff --git a/resources/profiles/BBL/machine/Bambu Lab P1P.json b/resources/profiles/BBL/machine/Bambu Lab P1P.json
index 41036ba641..ec860165ee 100644
--- a/resources/profiles/BBL/machine/Bambu Lab P1P.json
+++ b/resources/profiles/BBL/machine/Bambu Lab P1P.json
@@ -2,12 +2,12 @@
"type": "machine_model",
"name": "Bambu Lab P1P",
"nozzle_diameter": "0.4;0.2;0.6;0.8",
+ "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1.json",
"bed_model": "bbl-3dp-X1.stl",
"bed_texture": "bbl-3dp-logo.svg",
"default_bed_type": "Textured PEI Plate",
"family": "BBL-3DP",
"machine_tech": "FFF",
"model_id": "C11",
- "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1.json",
- "default_materials": "Bambu PLA Matte @BBL P1P;Bambu PLA Basic @BBL P1P;Bambu PLA-CF @BBL P1P;Bambu PETG Basic @BBL X1C;Bambu PETG-CF @BBL P1P;Bambu ABS @BBL P1P;Bambu PLA Silk @BBL P1P;Bambu PAHT-CF @BBL P1P;Bambu Support For PA/PET @BBL P1P;Bambu Support For PLA @BBL P1P;Generic PLA @BBL P1P;Generic PLA High Speed @BBL P1P;Generic PETG @BBL P1P"
+ "default_materials": "Bambu PLA Matte @BBL P1P;Bambu PLA Basic @BBL P1P;Bambu PLA-CF @BBL P1P;Bambu PETG-CF @BBL P1P;Bambu ABS @BBL P1P;Bambu PLA Silk @BBL P1P;Bambu PAHT-CF @BBL P1P;Bambu Support For PA/PET @BBL P1P;Bambu Support For PLA @BBL P1P;Generic PLA @BBL P1P;Generic PLA High Speed @BBL P1P;Generic PETG @BBL P1P;Bambu PETG HF @BBL X1C"
}
\ No newline at end of file
diff --git a/resources/profiles/BBL/machine/Bambu Lab P1S.json b/resources/profiles/BBL/machine/Bambu Lab P1S.json
index 8a9bb02cf2..f8bc9cfa71 100644
--- a/resources/profiles/BBL/machine/Bambu Lab P1S.json
+++ b/resources/profiles/BBL/machine/Bambu Lab P1S.json
@@ -2,12 +2,12 @@
"type": "machine_model",
"name": "Bambu Lab P1S",
"nozzle_diameter": "0.4;0.2;0.6;0.8",
+ "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1.json",
"bed_model": "bbl-3dp-X1.stl",
"bed_texture": "bbl-3dp-logo.svg",
"default_bed_type": "Textured PEI Plate",
"family": "BBL-3DP",
"machine_tech": "FFF",
"model_id": "C12",
- "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1.json",
- "default_materials": "Bambu PLA Matte @BBL X1C;Bambu PLA Basic @BBL X1C;Bambu PLA-CF @BBL X1C;Bambu PETG Basic @BBL X1C;Bambu PETG-CF @BBL X1C;Bambu ABS @BBL X1C;Bambu PLA Silk @BBL X1C;Bambu PAHT-CF @BBL X1C;Bambu Support For PLA @BBL X1C;Bambu Support For PA/PET @BBL X1C;Generic PLA;Generic PLA High Speed @BBL X1C;Generic PETG"
+ "default_materials": "Bambu PLA Matte @BBL X1C;Bambu PLA Basic @BBL X1C;Bambu PLA-CF @BBL X1C;Bambu PETG-CF @BBL X1C;Bambu ABS @BBL X1C;Bambu PLA Silk @BBL X1C;Bambu PAHT-CF @BBL X1C;Bambu Support For PLA @BBL X1C;Bambu Support For PA/PET @BBL X1C;Generic PLA;Generic PLA High Speed @BBL X1C;Generic PETG;Bambu PETG HF @BBL X1C"
}
\ No newline at end of file
diff --git a/resources/profiles/BBL/machine/Bambu Lab X1 Carbon.json b/resources/profiles/BBL/machine/Bambu Lab X1 Carbon.json
index 3b36361af0..cf585efc06 100644
--- a/resources/profiles/BBL/machine/Bambu Lab X1 Carbon.json
+++ b/resources/profiles/BBL/machine/Bambu Lab X1 Carbon.json
@@ -2,12 +2,12 @@
"type": "machine_model",
"name": "Bambu Lab X1 Carbon",
"nozzle_diameter": "0.4;0.2;0.6;0.8",
+ "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1 Carbon.json",
"bed_model": "bbl-3dp-X1.stl",
"bed_texture": "bbl-3dp-logo.svg",
"default_bed_type": "Textured PEI Plate",
"family": "BBL-3DP",
"machine_tech": "FFF",
"model_id": "BL-P001",
- "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1 Carbon.json",
- "default_materials": "Bambu PLA Matte @BBL X1C;Bambu PLA Basic @BBL X1C;Bambu PLA-CF @BBL X1C;Bambu PETG Basic @BBL X1C;Bambu PETG-CF @BBL X1C;Bambu ABS @BBL X1C;Bambu PC @BBL X1C;Bambu TPU 95A @BBL X1C;Bambu PAHT-CF @BBL X1C;Bambu Support For PLA @BBL X1C;Bambu Support For PA/PET @BBL X1C;Generic PLA;Generic PLA High Speed @BBL X1C"
+ "default_materials": "Bambu PLA Matte @BBL X1C;Bambu PLA Basic @BBL X1C;Bambu PLA-CF @BBL X1C;Bambu PETG-CF @BBL X1C;Bambu ABS @BBL X1C;Bambu PC @BBL X1C;Bambu TPU 95A @BBL X1C;Bambu PAHT-CF @BBL X1C;Bambu Support For PLA @BBL X1C;Bambu Support For PA/PET @BBL X1C;Generic PLA;Generic PLA High Speed @BBL X1C;Bambu PETG HF @BBL X1C"
}
\ No newline at end of file
diff --git a/resources/profiles/BBL/machine/Bambu Lab X1.json b/resources/profiles/BBL/machine/Bambu Lab X1.json
index d8e4794eab..8c498d3b23 100644
--- a/resources/profiles/BBL/machine/Bambu Lab X1.json
+++ b/resources/profiles/BBL/machine/Bambu Lab X1.json
@@ -2,12 +2,12 @@
"type": "machine_model",
"name": "Bambu Lab X1",
"nozzle_diameter": "0.4;0.2;0.6;0.8",
+ "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1.json",
"bed_model": "bbl-3dp-X1.stl",
"bed_texture": "bbl-3dp-logo.svg",
"default_bed_type": "Textured PEI Plate",
"family": "BBL-3DP",
"machine_tech": "FFF",
"model_id": "BL-P002",
- "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1.json",
- "default_materials": "Bambu PLA Matte @BBL X1;Bambu PLA Basic @BBL X1;Bambu PLA-CF @BBL X1C;Bambu PETG Basic @BBL X1C;Bambu PETG-CF @BBL X1C;Bambu ABS @BBL X1C;Bambu PLA Silk @BBL X1;Bambu PAHT-CF @BBL X1C;Bambu Support For PLA @BBL X1C;Bambu Support For PA/PET @BBL X1C;Generic PLA;Generic PLA High Speed @BBL X1C;Generic PETG"
+ "default_materials": "Bambu PLA Matte @BBL X1;Bambu PLA Basic @BBL X1;Bambu PLA-CF @BBL X1C;Bambu PETG-CF @BBL X1C;Bambu ABS @BBL X1C;Bambu PLA Silk @BBL X1;Bambu PAHT-CF @BBL X1C;Bambu Support For PLA @BBL X1C;Bambu Support For PA/PET @BBL X1C;Generic PLA;Generic PLA High Speed @BBL X1C;Generic PETG;Bambu PETG HF @BBL X1C"
}
\ No newline at end of file
diff --git a/resources/profiles/BBL/machine/Bambu Lab X1E.json b/resources/profiles/BBL/machine/Bambu Lab X1E.json
index 8687b5137f..12bbe848a5 100644
--- a/resources/profiles/BBL/machine/Bambu Lab X1E.json
+++ b/resources/profiles/BBL/machine/Bambu Lab X1E.json
@@ -2,12 +2,12 @@
"type": "machine_model",
"name": "Bambu Lab X1E",
"nozzle_diameter": "0.4;0.2;0.6;0.8",
+ "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1 Carbon.json",
"bed_model": "bbl-3dp-X1.stl",
"bed_texture": "bbl-3dp-logo.svg",
"default_bed_type": "Textured PEI Plate",
"family": "BBL-3DP",
"machine_tech": "FFF",
"model_id": "C13",
- "url": "http://www.bambulab.com/Parameters/printer_model/Bambu Lab X1 Carbon.json",
- "default_materials": "Bambu PLA Matte @BBL X1C;Bambu PLA Basic @BBL X1C;Bambu PLA-CF @BBL X1C;Bambu PETG Basic @BBL X1C;Bambu PETG-CF @BBL X1C;Bambu ABS @BBL X1E;Bambu ASA @BBL X1E;Bambu PC @BBL X1E;Bambu PAHT-CF @BBL X1C;Bambu Support For PLA @BBL X1C;Bambu Support For PA/PET @BBL X1C;Generic PPA-CF @BBL X1E;Generic PPS @BBL X1E;Generic PPS-CF @BBL X1E"
+ "default_materials": "Bambu PLA Matte @BBL X1C;Bambu PLA Basic @BBL X1C;Bambu PLA-CF @BBL X1C;Bambu PETG-CF @BBL X1C;Bambu ABS @BBL X1E;Bambu ASA @BBL X1E;Bambu PC @BBL X1E;Bambu PAHT-CF @BBL X1C;Bambu Support For PLA @BBL X1C;Bambu Support For PA/PET @BBL X1C;Generic PPA-CF @BBL X1E;Generic PPS @BBL X1E;Generic PPS-CF @BBL X1E;Bambu PETG HF @BBL X1C"
}
\ No newline at end of file
diff --git a/resources/profiles/Comgrow/process/fdm_process_comgrow_common.json b/resources/profiles/Comgrow/process/fdm_process_comgrow_common.json
index 8f144ff59a..194e40a196 100644
--- a/resources/profiles/Comgrow/process/fdm_process_comgrow_common.json
+++ b/resources/profiles/Comgrow/process/fdm_process_comgrow_common.json
@@ -128,7 +128,7 @@
"role_based_wipe_speed": "1",
"seam_gap": "5%",
"seam_position": "aligned",
- "single_extruder_multi_material_priming": "1",
+ "single_extruder_multi_material_priming": "0",
"skirt_distance": "3",
"skirt_height": "2",
"skirt_loops": "0",
diff --git a/resources/profiles/Creality/machine/Creality Ender-3 V3 KE 0.4 nozzle.json b/resources/profiles/Creality/machine/Creality Ender-3 V3 KE 0.4 nozzle.json
index d2253ed382..56a7c4bdaf 100644
--- a/resources/profiles/Creality/machine/Creality Ender-3 V3 KE 0.4 nozzle.json
+++ b/resources/profiles/Creality/machine/Creality Ender-3 V3 KE 0.4 nozzle.json
@@ -11,9 +11,9 @@
"printer_structure": "i3",
"default_print_profile": "0.20mm Standard @Creality Ender3V3KE",
"extruder_clearance_height_to_rod": "47",
- "extruder_clearance_max_radius": "90",
- "extruder_clearance_radius": "90",
- "machine_load_filament_time": "11",
+ "extruder_clearance_max_radius": "90",
+ "extruder_clearance_radius": "90",
+ "machine_load_filament_time": "11",
"nozzle_diameter": [
"0.4"
],
@@ -23,7 +23,7 @@
"220x220",
"0x220"
],
- "printable_height": "240",
+ "printable_height": "245",
"nozzle_type": "brass",
"auxiliary_fan": "0",
"machine_max_acceleration_extruding": [
@@ -120,7 +120,7 @@
"Creality Generic PLA @Ender-3V3-all"
],
"machine_start_gcode": "SET_GCODE_VARIABLE MACRO=PRINTER_PARAM VARIABLE=fan0_min VALUE=30 ;compensate for fan speed\nSET_VELOCITY_LIMIT ACCEL_TO_DECEL=2500 ;revert accel_to_decel back to 2500\nM220 S100 ;Reset Feedrate\nM221 S100 ;Reset Flowrate\n\nM140 S[bed_temperature_initial_layer_single] ;Set bed temp\nG28 X Y ;Home XY axes\nM190 S[bed_temperature_initial_layer_single] ;Wait for bed temp to stabilize\nG28 Z ;Home Z axis & load bed mesh\nBED_MESH_CALIBRATE PROBE_COUNT=6,6 ;Auto bed level\n\nM104 S[nozzle_temperature_initial_layer] ;Set nozzle temp\nG92 E0 ;Reset Extruder\nG1 X-2.0 Y20 Z0.3 F5000.0 ;Move to start position\nM109 S[nozzle_temperature_initial_layer] ;Wait for nozzle temp to stabilize\nG1 Z0.2 ;Lower nozzle to printing height\nG1 Y145.0 F1500.0 E15 ;Draw the first line\nG1 X-1.7 F5000.0 ;Move to side a little\nG1 Y30 F1500.0 E15 ;Draw the second line\nG92 E0 ;Reset Extruder",
- "machine_end_gcode": "G91 ;Relative positionning\nG1 E-2 F2700 ;Retract a bit\nG1 E-2 Z0.2 F2400 ;Retract and raise Z\nG1 X5 Y5 F3000 ;Wipe out\nG1 Z{if max_layer_z < 50}25{else}5{endif} ;Raise Z more\nG90 ;Absolute positionning\nG1 X2 Y218 F3000 ;Present print\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\nM84 X Y E ;Disable all steppers but Z",
+ "machine_end_gcode": "G92 E0 ;Reset Extruder\nG1 E-1.2 Z{max_layer_z + 0.5} F1800 ;Retract and raise Z\n{if max_layer_z < 50}\nG1 Z{max_layer_z + 25} F900 ;Raise Z more\n{endif}\n\nG1 X2 Y218 F3000 ;Present print\nM106 S0 ;Turn-off fan\nM104 S0 ;Turn-off hotend\nM140 S0 ;Turn-off bed\n\nM84 X Y E ;Disable all steppers but Z",
"scan_first_layer": "0",
"thumbnails": [
"96x96",
diff --git a/resources/profiles/Custom.json b/resources/profiles/Custom.json
index a6015b1a4e..8ef0e84c91 100644
--- a/resources/profiles/Custom.json
+++ b/resources/profiles/Custom.json
@@ -1,6 +1,6 @@
{
"name": "Custom Printer",
- "version": "02.01.01.00",
+ "version": "02.01.05.00",
"force_update": "0",
"description": "My configurations",
"machine_model_list": [
@@ -15,6 +15,10 @@
{
"name": "Generic RRF Printer",
"sub_path": "machine/MyRRF.json"
+ },
+ {
+ "name": "Generic ToolChanger Printer",
+ "sub_path": "machine/MyToolChanger.json"
}
],
"process_list": [
@@ -34,6 +38,10 @@
"name": "fdm_process_marlin_common",
"sub_path": "process/fdm_process_marlin_common.json"
},
+ {
+ "name": "fdm_process_mytoolchanger_common",
+ "sub_path": "process/fdm_process_mytoolchanger_common.json"
+ },
{
"name": "0.08mm Extra Fine @MyKlipper",
"sub_path": "process/0.08mm Extra Fine @MyKlipper.json"
@@ -121,6 +129,46 @@
{
"name": "0.28mm Extra Draft @MyMarlin",
"sub_path": "process/0.28mm Extra Draft @MyMarlin.json"
+ },
+ {
+ "name": "0.08mm Extra Fine @MyToolChanger",
+ "sub_path": "process/0.08mm Extra Fine @MyToolChanger.json"
+ },
+ {
+ "name": "0.12mm Fine @MyToolChanger",
+ "sub_path": "process/0.12mm Fine @MyToolChanger.json"
+ },
+ {
+ "name": "0.15mm Optimal @MyToolChanger",
+ "sub_path": "process/0.15mm Optimal @MyToolChanger.json"
+ },
+ {
+ "name": "0.16mm Optimal @MyToolChanger",
+ "sub_path": "process/0.16mm Optimal @MyToolChanger.json"
+ },
+ {
+ "name": "0.20mm Standard @MyToolChanger",
+ "sub_path": "process/0.20mm Standard @MyToolChanger.json"
+ },
+ {
+ "name": "0.24mm Draft @MyToolChanger",
+ "sub_path": "process/0.24mm Draft @MyToolChanger.json"
+ },
+ {
+ "name": "0.28mm Extra Draft @MyToolChanger",
+ "sub_path": "process/0.28mm Extra Draft @MyToolChanger.json"
+ },
+ {
+ "name": "0.32mm Extra Draft @MyToolChanger",
+ "sub_path": "process/0.32mm Extra Draft @MyToolChanger.json"
+ },
+ {
+ "name": "0.40mm Extra Draft @MyToolChanger",
+ "sub_path": "process/0.40mm Extra Draft @MyToolChanger.json"
+ },
+ {
+ "name": "0.56mm Extra Draft @MyToolChanger",
+ "sub_path": "process/0.56mm Extra Draft @MyToolChanger.json"
}
],
"filament_list": [
@@ -199,6 +247,46 @@
{
"name": "My Generic PA-CF",
"sub_path": "filament/My Generic PA-CF.json"
+ },
+ {
+ "name": "My Generic PLA @MyToolChanger",
+ "sub_path": "filament/My Generic PLA @MyToolChanger.json"
+ },
+ {
+ "name": "My Generic PLA-CF @MyToolChanger",
+ "sub_path": "filament/My Generic PLA-CF @MyToolChanger.json"
+ },
+ {
+ "name": "My Generic PETG @MyToolChanger",
+ "sub_path": "filament/My Generic PETG @MyToolChanger.json"
+ },
+ {
+ "name": "My Generic ABS @MyToolChanger",
+ "sub_path": "filament/My Generic ABS @MyToolChanger.json"
+ },
+ {
+ "name": "My Generic TPU @MyToolChanger",
+ "sub_path": "filament/My Generic TPU @MyToolChanger.json"
+ },
+ {
+ "name": "My Generic ASA @MyToolChanger",
+ "sub_path": "filament/My Generic ASA @MyToolChanger.json"
+ },
+ {
+ "name": "My Generic PC @MyToolChanger",
+ "sub_path": "filament/My Generic PC @MyToolChanger.json"
+ },
+ {
+ "name": "My Generic PVA @MyToolChanger",
+ "sub_path": "filament/My Generic PVA @MyToolChanger.json"
+ },
+ {
+ "name": "My Generic PA @MyToolChanger",
+ "sub_path": "filament/My Generic PA @MyToolChanger.json"
+ },
+ {
+ "name": "My Generic PA-CF @MyToolChanger",
+ "sub_path": "filament/My Generic PA-CF @MyToolChanger.json"
}
],
"machine_list": [
@@ -214,6 +302,10 @@
"name": "fdm_rrf_common",
"sub_path": "machine/fdm_rrf_common.json"
},
+ {
+ "name": "fdm_toolchanger_common",
+ "sub_path": "machine/fdm_toolchanger_common.json"
+ },
{
"name": "MyKlipper 0.4 nozzle",
"sub_path": "machine/MyKlipper 0.4 nozzle.json"
@@ -237,6 +329,22 @@
{
"name": "MyRRF 0.4 nozzle",
"sub_path": "machine/MyRRF 0.4 nozzle.json"
+ },
+ {
+ "name": "MyToolChanger 0.4 nozzle",
+ "sub_path": "machine/MyToolChanger 0.4 nozzle.json"
+ },
+ {
+ "name": "MyToolChanger 0.2 nozzle",
+ "sub_path": "machine/MyToolChanger 0.2 nozzle.json"
+ },
+ {
+ "name": "MyToolChanger 0.6 nozzle",
+ "sub_path": "machine/MyToolChanger 0.6 nozzle.json"
+ },
+ {
+ "name": "MyToolChanger 0.8 nozzle",
+ "sub_path": "machine/MyToolChanger 0.8 nozzle.json"
}
]
-}
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/Custom_350_bed.stl b/resources/profiles/Custom/Custom_350_bed.stl
new file mode 100644
index 0000000000..d2a9a49792
Binary files /dev/null and b/resources/profiles/Custom/Custom_350_bed.stl differ
diff --git a/resources/profiles/Custom/Generic ToolChanger Printer_cover.png b/resources/profiles/Custom/Generic ToolChanger Printer_cover.png
new file mode 100644
index 0000000000..cf85288d7a
Binary files /dev/null and b/resources/profiles/Custom/Generic ToolChanger Printer_cover.png differ
diff --git a/resources/profiles/Custom/filament/My Generic ABS @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic ABS @MyToolChanger.json
new file mode 100644
index 0000000000..fb8f51bf95
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic ABS @MyToolChanger.json
@@ -0,0 +1,57 @@
+{
+ "type": "filament",
+ "filament_id": "GFB99",
+ "setting_id": "GFB99_MTC_0",
+ "name": "My Generic ABS @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_abs",
+ "filament_flow_ratio": [
+ "0.926"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_cooling_final_speed": [
+ "3.5"
+ ],
+ "filament_cooling_initial_speed": [
+ "10"
+ ],
+ "filament_cooling_moves": [
+ "2"
+ ],
+ "filament_load_time": [
+ "10.5"
+ ],
+ "filament_loading_speed": [
+ "10"
+ ],
+ "filament_loading_speed_start": [
+ "50"
+ ],
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_unload_time": [
+ "8.5"
+ ],
+ "filament_unloading_speed": [
+ "100"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/filament/My Generic ASA @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic ASA @MyToolChanger.json
new file mode 100644
index 0000000000..05bab114b4
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic ASA @MyToolChanger.json
@@ -0,0 +1,57 @@
+{
+ "type": "filament",
+ "filament_id": "GFB98",
+ "setting_id": "GFB98_MTC_0",
+ "name": "My Generic ASA @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_asa",
+ "filament_flow_ratio": [
+ "0.93"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_cooling_final_speed": [
+ "3.5"
+ ],
+ "filament_cooling_initial_speed": [
+ "10"
+ ],
+ "filament_cooling_moves": [
+ "2"
+ ],
+ "filament_load_time": [
+ "10.5"
+ ],
+ "filament_loading_speed": [
+ "10"
+ ],
+ "filament_loading_speed_start": [
+ "50"
+ ],
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_unload_time": [
+ "8.5"
+ ],
+ "filament_unloading_speed": [
+ "100"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/filament/My Generic PA @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic PA @MyToolChanger.json
new file mode 100644
index 0000000000..17a9b793cc
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic PA @MyToolChanger.json
@@ -0,0 +1,60 @@
+{
+ "type": "filament",
+ "filament_id": "GFN99",
+ "setting_id": "GFN99_MTC_0",
+ "name": "My Generic PA @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pa",
+ "nozzle_temperature_initial_layer": [
+ "280"
+ ],
+ "nozzle_temperature": [
+ "280"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_cooling_final_speed": [
+ "3.5"
+ ],
+ "filament_cooling_initial_speed": [
+ "10"
+ ],
+ "filament_cooling_moves": [
+ "2"
+ ],
+ "filament_load_time": [
+ "10.5"
+ ],
+ "filament_loading_speed": [
+ "10"
+ ],
+ "filament_loading_speed_start": [
+ "50"
+ ],
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_unload_time": [
+ "8.5"
+ ],
+ "filament_unloading_speed": [
+ "100"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/filament/My Generic PA-CF @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic PA-CF @MyToolChanger.json
new file mode 100644
index 0000000000..0b0f065eed
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic PA-CF @MyToolChanger.json
@@ -0,0 +1,63 @@
+{
+ "type": "filament",
+ "filament_id": "GFN98",
+ "setting_id": "GFN98_MTC_0",
+ "name": "My Generic PA-CF @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pa",
+ "filament_type": [
+ "PA-CF"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "280"
+ ],
+ "nozzle_temperature": [
+ "280"
+ ],
+ "filament_max_volumetric_speed": [
+ "8"
+ ],
+ "filament_cooling_final_speed": [
+ "3.5"
+ ],
+ "filament_cooling_initial_speed": [
+ "10"
+ ],
+ "filament_cooling_moves": [
+ "2"
+ ],
+ "filament_load_time": [
+ "10.5"
+ ],
+ "filament_loading_speed": [
+ "10"
+ ],
+ "filament_loading_speed_start": [
+ "50"
+ ],
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_unload_time": [
+ "8.5"
+ ],
+ "filament_unloading_speed": [
+ "100"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/filament/My Generic PC @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic PC @MyToolChanger.json
new file mode 100644
index 0000000000..7ae24c6774
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic PC @MyToolChanger.json
@@ -0,0 +1,57 @@
+{
+ "type": "filament",
+ "filament_id": "GFC99",
+ "setting_id": "GFC99_MTC_0",
+ "name": "My Generic PC @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pc",
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_cooling_final_speed": [
+ "3.5"
+ ],
+ "filament_cooling_initial_speed": [
+ "10"
+ ],
+ "filament_cooling_moves": [
+ "2"
+ ],
+ "filament_load_time": [
+ "10.5"
+ ],
+ "filament_loading_speed": [
+ "10"
+ ],
+ "filament_loading_speed_start": [
+ "50"
+ ],
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_unload_time": [
+ "8.5"
+ ],
+ "filament_unloading_speed": [
+ "100"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/filament/My Generic PETG @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic PETG @MyToolChanger.json
new file mode 100644
index 0000000000..f9cb2e0b16
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic PETG @MyToolChanger.json
@@ -0,0 +1,87 @@
+{
+ "type": "filament",
+ "filament_id": "GFG99",
+ "setting_id": "GFG99_MTC_0",
+ "name": "My Generic PETG @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pet",
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "overhang_fan_speed": [
+ "90"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "fan_max_speed": [
+ "90"
+ ],
+ "fan_min_speed": [
+ "40"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_flow_ratio": [
+ "0.95"
+ ],
+ "filament_max_volumetric_speed": [
+ "10"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "filament_cooling_final_speed": [
+ "3.5"
+ ],
+ "filament_cooling_initial_speed": [
+ "10"
+ ],
+ "filament_cooling_moves": [
+ "2"
+ ],
+ "filament_load_time": [
+ "10.5"
+ ],
+ "filament_loading_speed": [
+ "10"
+ ],
+ "filament_loading_speed_start": [
+ "50"
+ ],
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_unload_time": [
+ "8.5"
+ ],
+ "filament_unloading_speed": [
+ "100"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/filament/My Generic PLA @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic PLA @MyToolChanger.json
new file mode 100644
index 0000000000..facaf08984
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic PLA @MyToolChanger.json
@@ -0,0 +1,60 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFL99_MTC_0",
+ "name": "My Generic PLA @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla",
+ "filament_flow_ratio": [
+ "0.98"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_cooling_final_speed": [
+ "3.5"
+ ],
+ "filament_cooling_initial_speed": [
+ "10"
+ ],
+ "filament_cooling_moves": [
+ "2"
+ ],
+ "filament_load_time": [
+ "10.5"
+ ],
+ "filament_loading_speed": [
+ "10"
+ ],
+ "filament_loading_speed_start": [
+ "50"
+ ],
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_unload_time": [
+ "8.5"
+ ],
+ "filament_unloading_speed": [
+ "100"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/filament/My Generic PLA-CF @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic PLA-CF @MyToolChanger.json
new file mode 100644
index 0000000000..8adf8d53d2
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic PLA-CF @MyToolChanger.json
@@ -0,0 +1,63 @@
+{
+ "type": "filament",
+ "filament_id": "GFL98",
+ "setting_id": "GFL98_MTC_0",
+ "name": "My Generic PLA-CF @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla",
+ "filament_flow_ratio": [
+ "0.95"
+ ],
+ "filament_type": [
+ "PLA-CF"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "filament_cooling_final_speed": [
+ "3.5"
+ ],
+ "filament_cooling_initial_speed": [
+ "10"
+ ],
+ "filament_cooling_moves": [
+ "2"
+ ],
+ "filament_load_time": [
+ "10.5"
+ ],
+ "filament_loading_speed": [
+ "10"
+ ],
+ "filament_loading_speed_start": [
+ "50"
+ ],
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_unload_time": [
+ "8.5"
+ ],
+ "filament_unloading_speed": [
+ "100"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/filament/My Generic PVA @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic PVA @MyToolChanger.json
new file mode 100644
index 0000000000..a2dd357753
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic PVA @MyToolChanger.json
@@ -0,0 +1,27 @@
+{
+ "type": "filament",
+ "filament_id": "GFS99",
+ "setting_id": "GFS99_MTC_0",
+ "name": "My Generic PVA @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pva",
+ "filament_flow_ratio": [
+ "0.95"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/filament/My Generic TPU @MyToolChanger.json b/resources/profiles/Custom/filament/My Generic TPU @MyToolChanger.json
new file mode 100644
index 0000000000..54c4a15a19
--- /dev/null
+++ b/resources/profiles/Custom/filament/My Generic TPU @MyToolChanger.json
@@ -0,0 +1,18 @@
+{
+ "type": "filament",
+ "filament_id": "GFU99",
+ "setting_id": "GFU99_MTC_0",
+ "name": "My Generic TPU @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_tpu",
+ "filament_max_volumetric_speed": [
+ "3.2"
+ ],
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/machine/MyToolChanger 0.2 nozzle.json b/resources/profiles/Custom/machine/MyToolChanger 0.2 nozzle.json
new file mode 100644
index 0000000000..f23384aee7
--- /dev/null
+++ b/resources/profiles/Custom/machine/MyToolChanger 0.2 nozzle.json
@@ -0,0 +1,30 @@
+{
+ "type": "machine",
+ "setting_id": "GM_CUSTOM_001",
+ "name": "MyToolChanger 0.2 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_toolchanger_common",
+ "printer_model": "Generic ToolChanger Printer",
+ "nozzle_diameter": [
+ "0.2",
+ "0.2",
+ "0.2",
+ "0.2",
+ "0.2"
+ ],
+ "max_layer_height": [
+ "0.16"
+ ],
+ "min_layer_height": [
+ "0.04"
+ ],
+ "printer_variant": "0.2",
+ "printable_area": [
+ "0x0",
+ "350x0",
+ "350x350",
+ "0x350"
+ ],
+ "printable_height": "300"
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/machine/MyToolChanger 0.4 nozzle.json b/resources/profiles/Custom/machine/MyToolChanger 0.4 nozzle.json
new file mode 100644
index 0000000000..cf43dd0a41
--- /dev/null
+++ b/resources/profiles/Custom/machine/MyToolChanger 0.4 nozzle.json
@@ -0,0 +1,24 @@
+{
+ "type": "machine",
+ "setting_id": "GM_CUSTOM_002",
+ "name": "MyToolChanger 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_toolchanger_common",
+ "printer_model": "Generic ToolChanger Printer",
+ "nozzle_diameter": [
+ "0.4",
+ "0.4",
+ "0.4",
+ "0.4",
+ "0.4"
+ ],
+ "printer_variant": "0.4",
+ "printable_area": [
+ "0x0",
+ "350x0",
+ "350x350",
+ "0x350"
+ ],
+ "printable_height": "300"
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/machine/MyToolChanger 0.6 nozzle.json b/resources/profiles/Custom/machine/MyToolChanger 0.6 nozzle.json
new file mode 100644
index 0000000000..b8d387573f
--- /dev/null
+++ b/resources/profiles/Custom/machine/MyToolChanger 0.6 nozzle.json
@@ -0,0 +1,30 @@
+{
+ "type": "machine",
+ "setting_id": "GM_CUSTOM_003",
+ "name": "MyToolChanger 0.6 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_toolchanger_common",
+ "printer_model": "Generic ToolChanger Printer",
+ "nozzle_diameter": [
+ "0.6",
+ "0.6",
+ "0.6",
+ "0.6",
+ "0.6"
+ ],
+ "max_layer_height": [
+ "0.4"
+ ],
+ "min_layer_height": [
+ "0.12"
+ ],
+ "printer_variant": "0.6",
+ "printable_area": [
+ "0x0",
+ "350x0",
+ "350x350",
+ "0x350"
+ ],
+ "printable_height": "300"
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/machine/MyToolChanger 0.8 nozzle.json b/resources/profiles/Custom/machine/MyToolChanger 0.8 nozzle.json
new file mode 100644
index 0000000000..2ce7029dce
--- /dev/null
+++ b/resources/profiles/Custom/machine/MyToolChanger 0.8 nozzle.json
@@ -0,0 +1,30 @@
+{
+ "type": "machine",
+ "setting_id": "GM_CUSTOM_004",
+ "name": "MyToolChanger 0.8 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_toolchanger_common",
+ "printer_model": "Generic ToolChanger Printer",
+ "nozzle_diameter": [
+ "0.8",
+ "0.8",
+ "0.8",
+ "0.8",
+ "0.8"
+ ],
+ "max_layer_height": [
+ "0.6"
+ ],
+ "min_layer_height": [
+ "0.2"
+ ],
+ "printer_variant": "0.8",
+ "printable_area": [
+ "0x0",
+ "350x0",
+ "350x350",
+ "0x350"
+ ],
+ "printable_height": "300"
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/machine/MyToolChanger.json b/resources/profiles/Custom/machine/MyToolChanger.json
new file mode 100644
index 0000000000..9c927e4be2
--- /dev/null
+++ b/resources/profiles/Custom/machine/MyToolChanger.json
@@ -0,0 +1,12 @@
+{
+ "type": "machine_model",
+ "name": "Generic ToolChanger Printer",
+ "model_id": "my_toolchanger_01",
+ "nozzle_diameter": "0.4;0.2;0.6;0.8",
+ "machine_tech": "FFF",
+ "family": "MyPrinter",
+ "bed_model": "Custom_350_bed.stl",
+ "bed_texture": "orcaslicer_bed_texture.svg",
+ "hotend_model": "",
+ "default_materials": "My Generic PLA @MyToolChanger;My Generic ABS @MyToolChanger;My Generic PLA-CF @MyToolChanger;My Generic PETG @MyToolChanger;My Generic TPU @MyToolChanger;My Generic ASA @MyToolChanger;My Generic PC @MyToolChanger;My Generic PVA @MyToolChanger;My Generic PA @MyToolChanger;My Generic PA-CF @MyToolChanger"
+}
diff --git a/resources/profiles/Custom/machine/fdm_toolchanger_common.json b/resources/profiles/Custom/machine/fdm_toolchanger_common.json
new file mode 100644
index 0000000000..e151cf0d4c
--- /dev/null
+++ b/resources/profiles/Custom/machine/fdm_toolchanger_common.json
@@ -0,0 +1,189 @@
+{
+ "type": "machine",
+ "name": "fdm_toolchanger_common",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_klipper_common",
+ "gcode_flavor": "klipper",
+ "single_extruder_multi_material": "0",
+ "default_filament_profile": [
+ "My Generic PLA @MyToolChanger"
+ ],
+ "default_print_profile": "0.20mm Standard @MyToolChanger",
+ "max_layer_height": [
+ "0.32",
+ "0.32",
+ "0.32",
+ "0.32",
+ "0.32"
+ ],
+ "min_layer_height": [
+ "0.08",
+ "0.08",
+ "0.08",
+ "0.08",
+ "0.08"
+ ],
+ "deretraction_speed": [
+ "30",
+ "30",
+ "30",
+ "30",
+ "30"
+ ],
+ "extruder_colour": [
+ "#FCE94F",
+ "#FCE94F",
+ "#FCE94F",
+ "#FCE94F",
+ "#FCE94F"
+ ],
+ "extruder_offset": [
+ "0x0",
+ "0x0",
+ "0x0",
+ "0x0",
+ "0x0"
+ ],
+ "long_retractions_when_cut": [
+ "0",
+ "0",
+ "0",
+ "0",
+ "0"
+ ],
+ "nozzle_diameter": [
+ "0.4",
+ "0.4",
+ "0.4",
+ "0.4",
+ "0.4"
+ ],
+ "retract_before_wipe": [
+ "70%",
+ "70%",
+ "70%",
+ "70%",
+ "70%"
+ ],
+ "retract_length_toolchange": [
+ "2",
+ "2",
+ "2",
+ "2",
+ "2"
+ ],
+ "retract_lift_above": [
+ "0",
+ "0",
+ "0",
+ "0",
+ "0"
+ ],
+ "retract_lift_below": [
+ "0",
+ "0",
+ "0",
+ "0",
+ "0"
+ ],
+ "retract_lift_enforce": [
+ "All Surfaces",
+ "All Surfaces",
+ "All Surfaces",
+ "All Surfaces",
+ "All Surfaces"
+ ],
+ "retract_restart_extra": [
+ "0",
+ "0",
+ "0",
+ "0",
+ "0"
+ ],
+ "retract_restart_extra_toolchange": [
+ "0",
+ "0",
+ "0",
+ "0",
+ "0"
+ ],
+ "retract_when_changing_layer": [
+ "1",
+ "1",
+ "1",
+ "1",
+ "1"
+ ],
+ "retraction_distances_when_cut": [
+ "18",
+ "18",
+ "18",
+ "18",
+ "18"
+ ],
+ "retraction_length": [
+ "0.8",
+ "0.8",
+ "0.8",
+ "0.8",
+ "0.8"
+ ],
+ "retraction_minimum_travel": [
+ "1",
+ "1",
+ "1",
+ "1",
+ "1"
+ ],
+ "retraction_speed": [
+ "30",
+ "30",
+ "30",
+ "30",
+ "30"
+ ],
+ "travel_slope": [
+ "3",
+ "3",
+ "3",
+ "3",
+ "3"
+ ],
+ "version": "2.1.1.1",
+ "wipe": [
+ "1",
+ "1",
+ "1",
+ "1",
+ "1"
+ ],
+ "wipe_distance": [
+ "1",
+ "1",
+ "1",
+ "1",
+ "1"
+ ],
+ "z_hop": [
+ "0.4",
+ "0.4",
+ "0.4",
+ "0.4",
+ "0.4"
+ ],
+ "z_hop_types": [
+ "Normal Lift",
+ "Normal Lift",
+ "Normal Lift",
+ "Normal Lift",
+ "Normal Lift"
+ ],
+ "purge_in_prime_tower": "0",
+ "machine_pause_gcode": "M601",
+ "change_filament_gcode": "", "machine_start_gcode": "PRINT_START TOOL_TEMP={first_layer_temperature[initial_tool]} {if is_extruder_used[0]}T0_TEMP={first_layer_temperature[0]}{endif} {if is_extruder_used[1]}T1_TEMP={first_layer_temperature[1]}{endif} {if is_extruder_used[2]}T2_TEMP={first_layer_temperature[2]}{endif} {if is_extruder_used[3]}T3_TEMP={first_layer_temperature[3]}{endif} {if is_extruder_used[4]}T4_TEMP={first_layer_temperature[4]}{endif} {if is_extruder_used[5]}T5_TEMP={first_layer_temperature[5]}{endif} BED_TEMP=[first_layer_bed_temperature] TOOL=[initial_tool]\n\nM83\n; set extruder temp\n{if first_layer_temperature[0] > 0 and (is_extruder_used[0])}M104 T0 S{first_layer_temperature[0]}{endif}\n{if first_layer_temperature[1] > 0 and (is_extruder_used[1])}M104 T1 S{first_layer_temperature[1]}{endif}\n{if first_layer_temperature[2] > 0 and (is_extruder_used[2])}M104 T2 S{first_layer_temperature[2]}{endif}\n{if first_layer_temperature[3] > 0 and (is_extruder_used[3])}M104 T3 S{first_layer_temperature[3]}{endif}\n{if first_layer_temperature[4] > 0 and (is_extruder_used[4])}M104 T4 S{first_layer_temperature[4]}{endif}\n{if (is_extruder_used[0]) and initial_tool != 0}\n;\n; purge first tool\n;\nG1 F{travel_speed * 60}\nM109 T0 S{first_layer_temperature[0]}\nT0; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(0 == 0 ? 0 : (0 == 1 ? 120 : (0 == 2 ? 180 : 300)))} Y{(0 < 4 ? 0 : 3)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[0]}10{else}30{endif} X40 Z0.2 F{if filament_multitool_ramming[0]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X40 E9 F800 ; continue purging and wipe the nozzle\nG0 X{40 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{40 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[0]} F2400 ; retract\n{e_retracted[0] = 1.5 * retract_length[0]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[0] == 0 ? (first_layer_temperature[0] + standby_temperature_delta) : (idle_temperature[0]))} T0\n{endif}\n{if (is_extruder_used[1]) and initial_tool != 1}\n;\n; purge second tool\n;\nG1 F{travel_speed * 60}\nM109 T1 S{first_layer_temperature[1]}\nT1; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(1 == 0 ? 0 : (1 == 1 ? 120 : (1 == 2 ? 180 : 300)))} Y{(1 < 4 ? 0 : 3)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[1]}10{else}30{endif} X120 Z0.2 F{if filament_multitool_ramming[1]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X80 E9 F800 ; continue purging and wipe the nozzle\nG0 X{80 - 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{80 - 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[1]} F2400 ; retract\n{e_retracted[1] = 1.5 * retract_length[1]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[1] == 0 ? (first_layer_temperature[1] + standby_temperature_delta) : (idle_temperature[1]))} T1\n{endif}\n{if (is_extruder_used[2]) and initial_tool != 2}\n;\n; purge third tool\n;\nG1 F{travel_speed * 60}\nM109 T2 S{first_layer_temperature[2]}\nT2; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(2 == 0 ? 0 : (2 == 1 ? 120 : (2 == 2 ? 180 : 300)))} Y{(2 < 4 ? 0 : 3)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[2]}10{else}30{endif} X220 Z0.2 F{if filament_multitool_ramming[2]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X220 E9 F800 ; continue purging and wipe the nozzle\nG0 X{220 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{220 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[2]} F2400 ; retract\n{e_retracted[2] = 1.5 * retract_length[2]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[2] == 0 ? (first_layer_temperature[2] + standby_temperature_delta) : (idle_temperature[2]))} T2\n{endif}\n{if (is_extruder_used[3]) and initial_tool != 3}\n;\n; purge fourth tool\n;\nG1 F{travel_speed * 60}\nM109 T3 S{first_layer_temperature[3]}\nT3; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(3 == 0 ? 0 : (3 == 1 ? 120 : (3 == 2 ? 180 : 300)))} Y{(3 < 4 ? 0 : 3)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[3]}10{else}30{endif} X290 Z0.2 F{if filament_multitool_ramming[3]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X260 E9 F800 ; continue purging and wipe the nozzle\nG0 X{260 - 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{260 - 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[3]} F2400 ; retract\n{e_retracted[3] = 1.5 * retract_length[3]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[3] == 0 ? (first_layer_temperature[3] + standby_temperature_delta) : (idle_temperature[3]))} T3\n{endif}\n{if (is_extruder_used[4]) and initial_tool != 4}\n;\n; purge fifth tool\n;\nG1 F{travel_speed * 60}\nM109 T4 S{first_layer_temperature[4]}\nT4; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(4 == 0 ? 0 : (4 == 1 ? 120 : (4 == 2 ? 180 : 300)))} Y{(4 < 4 ? 0 : 3)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[4]}10{else}30{endif} X290 Z0.2 F{if filament_multitool_ramming[4]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X260 E9 F800 ; continue purging and wipe the nozzle\nG0 X{260 - 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{260 - 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[4]} F2400 ; retract\n{e_retracted[4] = 1.5 * retract_length[4]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[4] == 0 ? (first_layer_temperature[4] + standby_temperature_delta) : (idle_temperature[4]))} T4\n{endif}\n;\n; purge initial tool\n;\nG1 F{travel_speed * 60}\nM109 T{initial_tool} S{first_layer_temperature[initial_tool]}\nT{initial_tool}; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(initial_tool == 0 ? 0 : (initial_tool == 1 ? 120 : (initial_tool == 2 ? 180 : 300)))} Y{(initial_tool < 4 ? 0 : 3)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[initial_tool]}10{else}30{endif} X{(initial_tool == 0 ? 0 : (initial_tool == 1 ? 120 : (initial_tool == 2 ? 180 : 300))) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 10)} Z0.2 F{if filament_multitool_ramming[initial_tool]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X{(initial_tool == 0 ? 0 : (initial_tool == 1 ? 120 : (initial_tool == 2 ? 180 : 300))) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 40)} E9 F800 ; continue purging and wipe the nozzle\nG0 X{(initial_tool == 0 ? 0 : (initial_tool == 1 ? 120 : (initial_tool == 2 ? 180 : 300))) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 40) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 3)} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{(initial_tool == 0 ? 0 : (initial_tool == 1 ? 120 : (initial_tool == 2 ? 180 : 300))) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 40) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 3 * 2)} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[initial_tool]} F2400 ; retract\n{e_retracted[initial_tool] = 1.5 * retract_length[initial_tool]}\nG92 E0 ; reset extruder position\n",
+
+ "scan_first_layer": "0",
+ "nozzle_type": "undefine",
+ "auxiliary_fan": "0"
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/0.08mm Extra Fine @MyToolChanger.json b/resources/profiles/Custom/process/0.08mm Extra Fine @MyToolChanger.json
new file mode 100644
index 0000000000..4ce1736916
--- /dev/null
+++ b/resources/profiles/Custom/process/0.08mm Extra Fine @MyToolChanger.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.08mm Extra Fine @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "layer_height": "0.08",
+ "bottom_shell_layers": "7",
+ "top_shell_layers": "9",
+ "support_top_z_distance": "0.08",
+ "support_bottom_z_distance": "0.08",
+ "initial_layer_print_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/0.12mm Fine @MyToolChanger.json b/resources/profiles/Custom/process/0.12mm Fine @MyToolChanger.json
new file mode 100644
index 0000000000..1117ba588f
--- /dev/null
+++ b/resources/profiles/Custom/process/0.12mm Fine @MyToolChanger.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.12mm Fine @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "layer_height": "0.12",
+ "bottom_shell_layers": "5",
+ "top_shell_layers": "6",
+ "support_top_z_distance": "0.08",
+ "support_bottom_z_distance": "0.08",
+ "initial_layer_print_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/0.15mm Optimal @MyToolChanger.json b/resources/profiles/Custom/process/0.15mm Optimal @MyToolChanger.json
new file mode 100644
index 0000000000..13254161c8
--- /dev/null
+++ b/resources/profiles/Custom/process/0.15mm Optimal @MyToolChanger.json
@@ -0,0 +1,20 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.15mm Optimal @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "bottom_shell_layers": "4",
+ "top_shell_layers": "5",
+ "layer_height": "0.15",
+ "support_top_z_distance": "0.15",
+ "support_bottom_z_distance": "0.15",
+ "initial_layer_print_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/0.16mm Optimal @MyToolChanger.json b/resources/profiles/Custom/process/0.16mm Optimal @MyToolChanger.json
new file mode 100644
index 0000000000..f3fa8058a5
--- /dev/null
+++ b/resources/profiles/Custom/process/0.16mm Optimal @MyToolChanger.json
@@ -0,0 +1,20 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.16mm Optimal @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "bottom_shell_layers": "4",
+ "top_shell_layers": "5",
+ "support_top_z_distance": "0.16",
+ "support_bottom_z_distance": "0.16",
+ "layer_height": "0.16",
+ "initial_layer_print_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.2 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/0.20mm Standard @MyToolChanger.json b/resources/profiles/Custom/process/0.20mm Standard @MyToolChanger.json
new file mode 100644
index 0000000000..812886e486
--- /dev/null
+++ b/resources/profiles/Custom/process/0.20mm Standard @MyToolChanger.json
@@ -0,0 +1,14 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Standard @MyToolChanger",
+ "from": "system",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "instantiation": "true",
+ "layer_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
diff --git a/resources/profiles/Custom/process/0.24mm Draft @MyToolChanger.json b/resources/profiles/Custom/process/0.24mm Draft @MyToolChanger.json
new file mode 100644
index 0000000000..af372cc109
--- /dev/null
+++ b/resources/profiles/Custom/process/0.24mm Draft @MyToolChanger.json
@@ -0,0 +1,17 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.24mm Draft @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "support_top_z_distance": "0.2",
+ "support_bottom_z_distance": "0.2",
+ "layer_height": "0.24",
+ "initial_layer_print_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/0.28mm Extra Draft @MyToolChanger.json b/resources/profiles/Custom/process/0.28mm Extra Draft @MyToolChanger.json
new file mode 100644
index 0000000000..71f435467b
--- /dev/null
+++ b/resources/profiles/Custom/process/0.28mm Extra Draft @MyToolChanger.json
@@ -0,0 +1,15 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.28mm Extra Draft @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "layer_height": "0.28",
+ "initial_layer_print_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/0.32mm Extra Draft @MyToolChanger.json b/resources/profiles/Custom/process/0.32mm Extra Draft @MyToolChanger.json
new file mode 100644
index 0000000000..d5282eecef
--- /dev/null
+++ b/resources/profiles/Custom/process/0.32mm Extra Draft @MyToolChanger.json
@@ -0,0 +1,17 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.32mm Standard @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "support_top_z_distance": "0.24",
+ "support_bottom_z_distance": "0.24",
+ "layer_height": "0.32",
+ "initial_layer_print_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.4 nozzle",
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/0.40mm Extra Draft @MyToolChanger.json b/resources/profiles/Custom/process/0.40mm Extra Draft @MyToolChanger.json
new file mode 100644
index 0000000000..940d51d8bf
--- /dev/null
+++ b/resources/profiles/Custom/process/0.40mm Extra Draft @MyToolChanger.json
@@ -0,0 +1,16 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.40mm Standard @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "support_top_z_distance": "0.24",
+ "support_bottom_z_distance": "0.24",
+ "layer_height": "0.40",
+ "initial_layer_print_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.6 nozzle",
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/0.56mm Extra Draft @MyToolChanger.json b/resources/profiles/Custom/process/0.56mm Extra Draft @MyToolChanger.json
new file mode 100644
index 0000000000..ea4ba5c07d
--- /dev/null
+++ b/resources/profiles/Custom/process/0.56mm Extra Draft @MyToolChanger.json
@@ -0,0 +1,15 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.56mm Standard @MyToolChanger",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_mytoolchanger_common",
+ "support_top_z_distance": "0.24",
+ "support_bottom_z_distance": "0.24",
+ "layer_height": "0.56",
+ "initial_layer_print_height": "0.2",
+ "compatible_printers": [
+ "MyToolChanger 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Custom/process/fdm_process_mytoolchanger_common.json b/resources/profiles/Custom/process/fdm_process_mytoolchanger_common.json
new file mode 100644
index 0000000000..88a499c8d6
--- /dev/null
+++ b/resources/profiles/Custom/process/fdm_process_mytoolchanger_common.json
@@ -0,0 +1,31 @@
+{
+ "type": "process",
+ "name": "fdm_process_mytoolchanger_common",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_process_klipper_common",
+ "default_acceleration": "5000",
+ "top_surface_acceleration": "3000",
+ "travel_acceleration": "7000",
+ "inner_wall_acceleration": "5000",
+ "outer_wall_acceleration": "3000",
+ "initial_layer_acceleration": "500",
+ "initial_layer_speed": "50",
+ "initial_layer_infill_speed": "105",
+ "outer_wall_speed": "120",
+ "inner_wall_speed": "200",
+ "internal_solid_infill_speed": "200",
+ "top_surface_speed": "100",
+ "gap_infill_speed": "100",
+ "sparse_infill_speed": "200",
+ "travel_speed": "350",
+ "exclude_object": "1",
+ "enable_prime_tower": "1",
+ "wipe_tower_cone_angle": "25",
+ "wipe_tower_extra_spacing": "150%",
+ "wipe_tower_rotation_angle": "90",
+ "ooze_prevention": "1",
+ "standby_temperature_delta": "-40",
+ "preheat_time": "30",
+ "preheat_steps": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.2 nozzle).json b/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.2 nozzle).json
index a89e82d021..978b436ae9 100644
--- a/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.2 nozzle).json
+++ b/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.2 nozzle).json
@@ -36,7 +36,10 @@
"85%"
],
"retraction_length": [
- "5"
+ "0.8"
+ ],
+ "retraction_speed": [
+ "60"
],
"retract_length_toolchange": [
"2"
diff --git a/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.4 nozzle).json b/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.4 nozzle).json
index 2717448e77..f7af80c318 100644
--- a/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.4 nozzle).json
+++ b/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.4 nozzle).json
@@ -36,7 +36,10 @@
"85%"
],
"retraction_length": [
- "5"
+ "0.8"
+ ],
+ "retraction_speed": [
+ "60"
],
"retract_length_toolchange": [
"2"
diff --git a/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.6 nozzle).json b/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.6 nozzle).json
index 693ff8d370..1e1c35823a 100644
--- a/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.6 nozzle).json
+++ b/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.6 nozzle).json
@@ -36,7 +36,10 @@
"85%"
],
"retraction_length": [
- "5"
+ "2.5"
+ ],
+ "retraction_speed": [
+ "60"
],
"retract_length_toolchange": [
"2"
diff --git a/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.8 nozzle).json b/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.8 nozzle).json
index ab3fbb9b4a..34d51ddb6f 100644
--- a/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.8 nozzle).json
+++ b/resources/profiles/Elegoo/machine/Elegoo Neptune 4 (0.8 nozzle).json
@@ -36,8 +36,11 @@
"85%"
],
"retraction_length": [
- "5"
- ],
+ "0.8"
+ ],
+ "retraction_speed": [
+ "60"
+ ],
"retract_length_toolchange": [
"2"
],
diff --git a/resources/profiles/FLSun.json b/resources/profiles/FLSun.json
index 3eece7ab8b..851f1a0c2e 100644
--- a/resources/profiles/FLSun.json
+++ b/resources/profiles/FLSun.json
@@ -4,11 +4,11 @@
"force_update": "0",
"description": "FLSun configurations",
"machine_model_list": [
- {
+ {
"name": "FLSun Q5",
"sub_path": "machine/FLSun Q5.json"
},
- {
+ {
"name": "FLSun QQ-S Pro",
"sub_path": "machine/FLSun QQ-S Pro.json"
},
@@ -19,6 +19,14 @@
{
"name": "FLSun V400",
"sub_path": "machine/FLSun V400.json"
+ },
+ {
+ "name": "FLSun T1",
+ "sub_path": "machine/FLSun T1.json"
+ },
+ {
+ "name": "FLSun S1",
+ "sub_path": "machine/FLSun S1.json"
}
],
"process_list": [
@@ -26,11 +34,11 @@
"name": "fdm_process_common",
"sub_path": "process/fdm_process_common.json"
},
- {
+ {
"name": "0.08mm Fine @FLSun Q5",
"sub_path": "process/0.08mm Fine @FLSun Q5.json"
},
- {
+ {
"name": "0.08mm Fine @FLSun QQSPro",
"sub_path": "process/0.08mm Fine @FLSun QQSPro.json"
},
@@ -39,10 +47,18 @@
"sub_path": "process/0.08mm Fine @FLSun SR.json"
},
{
+ "name": "0.12mm Fine @FLSun T1",
+ "sub_path": "process/0.12mm Fine @FLSun T1.json"
+ },
+ {
+ "name": "0.12mm Fine @FLSun S1",
+ "sub_path": "process/0.12mm Fine @FLSun S1.json"
+ },
+ {
"name": "0.16mm Optimal @FLSun Q5",
"sub_path": "process/0.16mm Optimal @FLSun Q5.json"
},
- {
+ {
"name": "0.16mm Optimal @FLSun QQSPro",
"sub_path": "process/0.16mm Optimal @FLSun QQSPro.json"
},
@@ -51,10 +67,18 @@
"sub_path": "process/0.16mm Optimal @FLSun SR.json"
},
{
+ "name": "0.16mm Optimal @FLSun T1",
+ "sub_path": "process/0.16mm Optimal @FLSun T1.json"
+ },
+ {
+ "name": "0.16mm Optimal @FLSun S1",
+ "sub_path": "process/0.16mm Optimal @FLSun S1.json"
+ },
+ {
"name": "0.20mm Standard @FLSun Q5",
"sub_path": "process/0.20mm Standard @FLSun Q5.json"
},
- {
+ {
"name": "0.20mm Standard @FLSun QQSPro",
"sub_path": "process/0.20mm Standard @FLSun QQSPro.json"
},
@@ -67,10 +91,18 @@
"sub_path": "process/0.20mm Standard @FLSun V400.json"
},
{
+ "name": "0.20mm Standard @FLSun T1",
+ "sub_path": "process/0.20mm Standard @FLSun T1.json"
+ },
+ {
+ "name": "0.20mm Standard @FLSun S1",
+ "sub_path": "process/0.20mm Standard @FLSun S1.json"
+ },
+ {
"name": "0.24mm Draft @FLSun Q5",
"sub_path": "process/0.24mm Draft @FLSun Q5.json"
},
- {
+ {
"name": "0.24mm Draft @FLSun QQSPro",
"sub_path": "process/0.24mm Draft @FLSun QQSPro.json"
},
@@ -79,16 +111,32 @@
"sub_path": "process/0.24mm Draft @FLSun SR.json"
},
{
+ "name": "0.24mm Draft @FLSun T1",
+ "sub_path": "process/0.24mm Draft @FLSun T1.json"
+ },
+ {
+ "name": "0.24mm Draft @FLSun S1",
+ "sub_path": "process/0.24mm Draft @FLSun S1.json"
+ },
+ {
"name": "0.30mm Extra Draft @FLSun Q5",
"sub_path": "process/0.30mm Extra Draft @FLSun Q5.json"
},
- {
+ {
"name": "0.30mm Extra Draft @FLSun QQSPro",
"sub_path": "process/0.30mm Extra Draft @FLSun QQSPro.json"
},
{
"name": "0.30mm Extra Draft @FLSun SR",
"sub_path": "process/0.30mm Extra Draft @FLSun SR.json"
+ },
+ {
+ "name": "0.30mm Extra Draft @FLSun T1",
+ "sub_path": "process/0.30mm Extra Draft @FLSun T1.json"
+ },
+ {
+ "name": "0.30mm Extra Draft @FLSun S1",
+ "sub_path": "process/0.30mm Extra Draft @FLSun S1.json"
}
],
"filament_list": [
@@ -167,6 +215,62 @@
{
"name": "FLSun Generic PA-CF",
"sub_path": "filament/FLSun Generic PA-CF.json"
+ },
+ {
+ "name": "FLSun T1 PLA High Speed",
+ "sub_path": "filament/FLSun T1 PLA High Speed.json"
+ },
+ {
+ "name": "FLSun S1 PLA High Speed",
+ "sub_path": "filament/FLSun S1 PLA High Speed.json"
+ },
+ {
+ "name": "FLSun T1 PLA Silk",
+ "sub_path": "filament/FLSun T1 PLA Silk.json"
+ },
+ {
+ "name": "FLSun S1 PLA Silk",
+ "sub_path": "filament/FLSun S1 PLA Silk.json"
+ },
+ {
+ "name": "FLSun T1 PLA Generic",
+ "sub_path": "filament/FLSun T1 PLA Generic.json"
+ },
+ {
+ "name": "FLSun S1 PLA Generic",
+ "sub_path": "filament/FLSun S1 PLA Generic.json"
+ },
+ {
+ "name": "FLSun T1 PETG",
+ "sub_path": "filament/FLSun T1 PETG.json"
+ },
+ {
+ "name": "FLSun S1 PETG",
+ "sub_path": "filament/FLSun S1 PETG.json"
+ },
+ {
+ "name": "FLSun T1 ASA",
+ "sub_path": "filament/FLSun T1 ASA.json"
+ },
+ {
+ "name": "FLSun S1 ASA",
+ "sub_path": "filament/FLSun S1 ASA.json"
+ },
+ {
+ "name": "FLSun T1 TPU",
+ "sub_path": "filament/FLSun T1 TPU.json"
+ },
+ {
+ "name": "FLSun S1 TPU",
+ "sub_path": "filament/FLSun S1 TPU.json"
+ },
+ {
+ "name": "FLSun T1 ABS",
+ "sub_path": "filament/FLSun T1 ABS.json"
+ },
+ {
+ "name": "FLSun S1 ABS",
+ "sub_path": "filament/FLSun S1 ABS.json"
}
],
"machine_list": [
@@ -174,11 +278,11 @@
"name": "fdm_machine_common",
"sub_path": "machine/fdm_machine_common.json"
},
- {
+ {
"name": "FLSun Q5 0.4 nozzle",
"sub_path": "machine/FLSun Q5 0.4 nozzle.json"
},
- {
+ {
"name": "FLSun QQ-S Pro 0.4 nozzle",
"sub_path": "machine/FLSun QQ-S Pro 0.4 nozzle.json"
},
@@ -189,6 +293,14 @@
{
"name": "FLSun V400 0.4 nozzle",
"sub_path": "machine/FLSun V400 0.4 nozzle.json"
+ },
+ {
+ "name": "FLSun T1 0.4 nozzle",
+ "sub_path": "machine/FLSun T1 0.4 nozzle.json"
+ },
+ {
+ "name": "FLSun S1 0.4 nozzle",
+ "sub_path": "machine/FLSun S1 0.4 nozzle.json"
}
]
-}
\ No newline at end of file
+}
diff --git a/resources/profiles/FLSun/FLSun S1_cover.png b/resources/profiles/FLSun/FLSun S1_cover.png
new file mode 100644
index 0000000000..a1e43c2a50
Binary files /dev/null and b/resources/profiles/FLSun/FLSun S1_cover.png differ
diff --git a/resources/profiles/FLSun/FLSun T1_cover.png b/resources/profiles/FLSun/FLSun T1_cover.png
new file mode 100644
index 0000000000..37435793c0
Binary files /dev/null and b/resources/profiles/FLSun/FLSun T1_cover.png differ
diff --git a/resources/profiles/FLSun/FLSun_S1_buildplate_texture.png b/resources/profiles/FLSun/FLSun_S1_buildplate_texture.png
new file mode 100644
index 0000000000..81f375fce9
Binary files /dev/null and b/resources/profiles/FLSun/FLSun_S1_buildplate_texture.png differ
diff --git a/resources/profiles/FLSun/FLSun_T1_buildplate_texture.png b/resources/profiles/FLSun/FLSun_T1_buildplate_texture.png
new file mode 100644
index 0000000000..a080ed71d5
Binary files /dev/null and b/resources/profiles/FLSun/FLSun_T1_buildplate_texture.png differ
diff --git a/resources/profiles/FLSun/filament/FLSun Generic ABS.json b/resources/profiles/FLSun/filament/FLSun Generic ABS.json
index dbaba98b86..226ba47724 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic ABS.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic ABS.json
@@ -1,21 +1,21 @@
-{
- "type": "filament",
- "filament_id": "GFB99",
- "setting_id": "GFSA04",
- "name": "FLSun Generic ABS",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_abs",
- "filament_flow_ratio": [
- "0.926"
- ],
- "filament_max_volumetric_speed": [
- "12"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
-}
+{
+ "type": "filament",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic ABS",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_abs",
+ "filament_flow_ratio": [
+ "0.926"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun Generic ASA.json b/resources/profiles/FLSun/filament/FLSun Generic ASA.json
index 716a279943..b29c085e4b 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic ASA.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic ASA.json
@@ -1,21 +1,21 @@
-{
- "type": "filament",
- "filament_id": "GFB98",
- "setting_id": "GFSA04",
- "name": "FLSun Generic ASA",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_asa",
- "filament_flow_ratio": [
- "0.93"
- ],
- "filament_max_volumetric_speed": [
- "12"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
+{
+ "type": "filament",
+ "filament_id": "GFB98",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic ASA",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_asa",
+ "filament_flow_ratio": [
+ "0.93"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/filament/FLSun Generic PA-CF.json b/resources/profiles/FLSun/filament/FLSun Generic PA-CF.json
index de4cdb119a..05220204bd 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic PA-CF.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic PA-CF.json
@@ -1,27 +1,27 @@
-{
- "type": "filament",
- "filament_id": "GFN98",
- "setting_id": "GFSA04",
- "name": "FLSun Generic PA-CF",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_pa",
- "filament_type": [
- "PA-CF"
- ],
- "nozzle_temperature_initial_layer": [
- "280"
- ],
- "nozzle_temperature": [
- "280"
- ],
- "filament_max_volumetric_speed": [
- "8"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
+{
+ "type": "filament",
+ "filament_id": "GFN98",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic PA-CF",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pa",
+ "filament_type": [
+ "PA-CF"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "280"
+ ],
+ "nozzle_temperature": [
+ "280"
+ ],
+ "filament_max_volumetric_speed": [
+ "8"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/filament/FLSun Generic PA.json b/resources/profiles/FLSun/filament/FLSun Generic PA.json
index 06da861a23..e97208d10f 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic PA.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic PA.json
@@ -1,24 +1,24 @@
-{
- "type": "filament",
- "filament_id": "GFN99",
- "setting_id": "GFSA04",
- "name": "FLSun Generic PA",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_pa",
- "nozzle_temperature_initial_layer": [
- "280"
- ],
- "nozzle_temperature": [
- "280"
- ],
- "filament_max_volumetric_speed": [
- "12"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
+{
+ "type": "filament",
+ "filament_id": "GFN99",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic PA",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pa",
+ "nozzle_temperature_initial_layer": [
+ "280"
+ ],
+ "nozzle_temperature": [
+ "280"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/filament/FLSun Generic PC.json b/resources/profiles/FLSun/filament/FLSun Generic PC.json
index 42c95926ef..4a7c982675 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic PC.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic PC.json
@@ -1,21 +1,21 @@
-{
- "type": "filament",
- "filament_id": "GFC99",
- "setting_id": "GFSA04",
- "name": "FLSun Generic PC",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_pc",
- "filament_max_volumetric_speed": [
- "12"
- ],
- "filament_flow_ratio": [
- "0.94"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
+{
+ "type": "filament",
+ "filament_id": "GFC99",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic PC",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pc",
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/filament/FLSun Generic PETG.json b/resources/profiles/FLSun/filament/FLSun Generic PETG.json
index 9f65ef5be2..170ae7e66a 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic PETG.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic PETG.json
@@ -1,51 +1,51 @@
-{
- "type": "filament",
- "filament_id": "GFG99",
- "setting_id": "GFSA04",
- "name": "FLSun Generic PETG",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_pet",
- "reduce_fan_stop_start_freq": [
- "1"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "fan_cooling_layer_time": [
- "30"
- ],
- "overhang_fan_speed": [
- "90"
- ],
- "overhang_fan_threshold": [
- "25%"
- ],
- "fan_max_speed": [
- "90"
- ],
- "fan_min_speed": [
- "40"
- ],
- "slow_down_min_speed": [
- "10"
- ],
- "slow_down_layer_time": [
- "8"
- ],
- "filament_flow_ratio": [
- "0.95"
- ],
- "filament_max_volumetric_speed": [
- "10"
- ],
- "filament_start_gcode": [
- "; filament start gcode\n"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
+{
+ "type": "filament",
+ "filament_id": "GFG99",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic PETG",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pet",
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "overhang_fan_speed": [
+ "90"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "fan_max_speed": [
+ "90"
+ ],
+ "fan_min_speed": [
+ "40"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_flow_ratio": [
+ "0.95"
+ ],
+ "filament_max_volumetric_speed": [
+ "10"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/filament/FLSun Generic PLA-CF.json b/resources/profiles/FLSun/filament/FLSun Generic PLA-CF.json
index 5cd0835ce0..42f977ab8b 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic PLA-CF.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic PLA-CF.json
@@ -1,27 +1,27 @@
-{
- "type": "filament",
- "filament_id": "GFL98",
- "setting_id": "GFSA04",
- "name": "FLSun Generic PLA-CF",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_pla",
- "filament_flow_ratio": [
- "0.95"
- ],
- "filament_type": [
- "PLA-CF"
- ],
- "filament_max_volumetric_speed": [
- "12"
- ],
- "slow_down_layer_time": [
- "7"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
+{
+ "type": "filament",
+ "filament_id": "GFL98",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic PLA-CF",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla",
+ "filament_flow_ratio": [
+ "0.95"
+ ],
+ "filament_type": [
+ "PLA-CF"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/filament/FLSun Generic PLA.json b/resources/profiles/FLSun/filament/FLSun Generic PLA.json
index 0945715758..6fd89a2be7 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic PLA.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic PLA.json
@@ -1,24 +1,24 @@
-{
- "type": "filament",
- "filament_id": "GFL99",
- "setting_id": "GFSA04",
- "name": "FLSun Generic PLA",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_pla",
- "filament_flow_ratio": [
- "0.98"
- ],
- "filament_max_volumetric_speed": [
- "12"
- ],
- "slow_down_layer_time": [
- "8"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic PLA",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla",
+ "filament_flow_ratio": [
+ "0.98"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/filament/FLSun Generic PVA.json b/resources/profiles/FLSun/filament/FLSun Generic PVA.json
index 8ad4ecdb61..ecb20a7771 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic PVA.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic PVA.json
@@ -1,27 +1,27 @@
-{
- "type": "filament",
- "filament_id": "GFS99",
- "setting_id": "GFSA04",
- "name": "FLSun Generic PVA",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_pva",
- "filament_flow_ratio": [
- "0.95"
- ],
- "filament_max_volumetric_speed": [
- "12"
- ],
- "slow_down_layer_time": [
- "7"
- ],
- "slow_down_min_speed": [
- "10"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
+{
+ "type": "filament",
+ "filament_id": "GFS99",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic PVA",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pva",
+ "filament_flow_ratio": [
+ "0.95"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "slow_down_layer_time": [
+ "7"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/filament/FLSun Generic TPU.json b/resources/profiles/FLSun/filament/FLSun Generic TPU.json
index 357cd8d45a..55bd2a9cc3 100644
--- a/resources/profiles/FLSun/filament/FLSun Generic TPU.json
+++ b/resources/profiles/FLSun/filament/FLSun Generic TPU.json
@@ -1,18 +1,18 @@
-{
- "type": "filament",
- "filament_id": "GFU99",
- "setting_id": "GFSA04",
- "name": "FLSun Generic TPU",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_filament_tpu",
- "filament_max_volumetric_speed": [
- "3.2"
- ],
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle",
- "FLSun QQ-S Pro 0.4 nozzle",
- "FLSun Super Racer 0.4 nozzle",
- "FLSun V400 0.4 nozzle"
- ]
+{
+ "type": "filament",
+ "filament_id": "GFU99",
+ "setting_id": "GFSA04",
+ "name": "FLSun Generic TPU",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_tpu",
+ "filament_max_volumetric_speed": [
+ "3.2"
+ ],
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle",
+ "FLSun QQ-S Pro 0.4 nozzle",
+ "FLSun Super Racer 0.4 nozzle",
+ "FLSun V400 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/filament/FLSun S1 ABS.json b/resources/profiles/FLSun/filament/FLSun S1 ABS.json
new file mode 100644
index 0000000000..9dc8efb7d4
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun S1 ABS.json
@@ -0,0 +1,34 @@
+{
+ "type": "filament",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "name": "FLSun S1 ABS",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic ABS",
+ "fan_max_speed": ["50"],
+ "fan_min_speed": ["10"],
+ "filament_density" : "1.05",
+ "filament_flow_ratio" : "0.95",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["0"],
+ "fan_cooling_layer_time": ["30"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["90"],
+ "hot_plate_temp_initial_layer": ["90"],
+ "nozzle_temperature": ["280"],
+ "nozzle_temperature_initial_layer": ["280"],
+ "nozzle_temperature_range_low": ["240"],
+ "nozzle_temperature_range_high": ["300"],
+ "overhang_fan_speed": ["50"],
+ "slow_down_layer_time": ["12"],
+ "slow_down_min_speed": ["30"],
+ "temperature_vitrification": ["100"],
+ "filament_max_volumetric_speed": ["20"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun S1 ASA.json b/resources/profiles/FLSun/filament/FLSun S1 ASA.json
new file mode 100644
index 0000000000..a08d6ed9f4
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun S1 ASA.json
@@ -0,0 +1,34 @@
+{
+ "type": "filament",
+ "filament_id": "GFB98",
+ "setting_id": "GFSA04",
+ "name": "FLSun S1 ASA",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic ASA",
+ "fan_max_speed": ["50"],
+ "fan_min_speed": ["35"],
+ "filament_density" : "1.05",
+ "filament_flow_ratio" : "0.95",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["0"],
+ "fan_cooling_layer_time": ["35"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["90"],
+ "hot_plate_temp_initial_layer": ["90"],
+ "nozzle_temperature": ["280"],
+ "nozzle_temperature_initial_layer": ["280"],
+ "nozzle_temperature_range_low": ["240"],
+ "nozzle_temperature_range_high": ["300"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["2"],
+ "slow_down_min_speed": ["80"],
+ "temperature_vitrification": ["100"],
+ "filament_max_volumetric_speed": ["25"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun S1 PETG.json b/resources/profiles/FLSun/filament/FLSun S1 PETG.json
new file mode 100644
index 0000000000..b0bd5de241
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun S1 PETG.json
@@ -0,0 +1,32 @@
+{
+ "type": "filament",
+ "filament_id": "GFG99",
+ "setting_id": "GFSA04",
+ "name": "FLSun S1 PETG",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic PETG",
+ "fan_max_speed": ["60"],
+ "fan_min_speed": ["50"],
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["2"],
+ "hot_plate_temp": ["80"],
+ "hot_plate_temp_initial_layer": ["80"],
+ "nozzle_temperature": ["260"],
+ "nozzle_temperature_initial_layer": ["260"],
+ "nozzle_temperature_range_low": ["230"],
+ "nozzle_temperature_range_high": ["270"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["2"],
+ "slow_down_min_speed": ["30"],
+ "temperature_vitrification": ["70"],
+ "filament_max_volumetric_speed": ["15"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun S1 PLA Generic.json b/resources/profiles/FLSun/filament/FLSun S1 PLA Generic.json
new file mode 100644
index 0000000000..6f5d0adff5
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun S1 PLA Generic.json
@@ -0,0 +1,30 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "FLSun S1 PLA Generic",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic PLA",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "filament_density" : "1.32",
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["60"],
+ "hot_plate_temp_initial_layer": ["60"],
+ "nozzle_temperature": ["230"],
+ "nozzle_temperature_initial_layer": ["230"],
+ "nozzle_temperature_range_low": ["190"],
+ "nozzle_temperature_range_high": ["240"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["1"],
+ "slow_down_min_speed": ["80"],
+ "filament_max_volumetric_speed": ["60"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun S1 PLA High Speed.json b/resources/profiles/FLSun/filament/FLSun S1 PLA High Speed.json
new file mode 100644
index 0000000000..613d5ae908
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun S1 PLA High Speed.json
@@ -0,0 +1,29 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "FLSun S1 PLA High Speed",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic PLA",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["60"],
+ "hot_plate_temp_initial_layer": ["60"],
+ "nozzle_temperature": ["230"],
+ "nozzle_temperature_initial_layer": ["230"],
+ "nozzle_temperature_range_low": ["190"],
+ "nozzle_temperature_range_high": ["240"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["1"],
+ "slow_down_min_speed": ["80"],
+ "filament_max_volumetric_speed": ["110"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun S1 PLA Silk.json b/resources/profiles/FLSun/filament/FLSun S1 PLA Silk.json
new file mode 100644
index 0000000000..ecd49291a8
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun S1 PLA Silk.json
@@ -0,0 +1,30 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "FLSun S1 PLA Silk",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic PLA",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "filament_density" : "1.32",
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["60"],
+ "hot_plate_temp_initial_layer": ["60"],
+ "nozzle_temperature": ["230"],
+ "nozzle_temperature_initial_layer": ["230"],
+ "nozzle_temperature_range_low": ["190"],
+ "nozzle_temperature_range_high": ["240"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["1"],
+ "slow_down_min_speed": ["80"],
+ "filament_max_volumetric_speed": ["25"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun S1 TPU.json b/resources/profiles/FLSun/filament/FLSun S1 TPU.json
new file mode 100644
index 0000000000..d6013af73b
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun S1 TPU.json
@@ -0,0 +1,35 @@
+{
+ "type": "filament",
+ "filament_id": "GFU99",
+ "setting_id": "GFSA04",
+ "name": "FLSun S1 TPU",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic TPU",
+ "fan_max_speed": ["100"],
+ "fan_min_speed": ["100"],
+ "filament_density" : "1.22",
+ "filament_flow_ratio" : "1",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "close_fan_the_first_x_layers": ["1"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["35"],
+ "hot_plate_temp_initial_layer": ["35"],
+ "nozzle_temperature": ["240"],
+ "nozzle_temperature_initial_layer": ["240"],
+ "nozzle_temperature_range_low": ["200"],
+ "nozzle_temperature_range_high": ["250"],
+ "overhang_fan_speed": ["100"],
+ "slow_down_layer_time": ["8"],
+ "slow_down_min_speed": ["20"],
+ "temperature_vitrification": ["30"],
+ "filament_max_volumetric_speed": ["3.5"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun T1 ABS.json b/resources/profiles/FLSun/filament/FLSun T1 ABS.json
new file mode 100644
index 0000000000..aa6c0b25e0
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun T1 ABS.json
@@ -0,0 +1,34 @@
+{
+ "type": "filament",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "name": "FLSun T1 ABS",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic ABS",
+ "fan_max_speed": ["50"],
+ "fan_min_speed": ["10"],
+ "filament_density" : "1.05",
+ "filament_flow_ratio" : "0.95",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["0"],
+ "fan_cooling_layer_time": ["30"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["90"],
+ "hot_plate_temp_initial_layer": ["90"],
+ "nozzle_temperature": ["280"],
+ "nozzle_temperature_initial_layer": ["280"],
+ "nozzle_temperature_range_low": ["240"],
+ "nozzle_temperature_range_high": ["300"],
+ "overhang_fan_speed": ["50"],
+ "slow_down_layer_time": ["12"],
+ "slow_down_min_speed": ["30"],
+ "temperature_vitrification": ["100"],
+ "filament_max_volumetric_speed": ["20"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun T1 ASA.json b/resources/profiles/FLSun/filament/FLSun T1 ASA.json
new file mode 100644
index 0000000000..307917f630
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun T1 ASA.json
@@ -0,0 +1,34 @@
+{
+ "type": "filament",
+ "filament_id": "GFB98",
+ "setting_id": "GFSA04",
+ "name": "FLSun T1 ASA",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic ASA",
+ "fan_max_speed": ["50"],
+ "fan_min_speed": ["35"],
+ "filament_density" : "1.05",
+ "filament_flow_ratio" : "0.95",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["0"],
+ "fan_cooling_layer_time": ["35"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["90"],
+ "hot_plate_temp_initial_layer": ["90"],
+ "nozzle_temperature": ["280"],
+ "nozzle_temperature_initial_layer": ["280"],
+ "nozzle_temperature_range_low": ["240"],
+ "nozzle_temperature_range_high": ["300"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["2"],
+ "slow_down_min_speed": ["80"],
+ "temperature_vitrification": ["100"],
+ "filament_max_volumetric_speed": ["25"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun T1 PETG.json b/resources/profiles/FLSun/filament/FLSun T1 PETG.json
new file mode 100644
index 0000000000..fa55fe27e8
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun T1 PETG.json
@@ -0,0 +1,32 @@
+{
+ "type": "filament",
+ "filament_id": "GFG99",
+ "setting_id": "GFSA04",
+ "name": "FLSun T1 PETG",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic PETG",
+ "fan_max_speed": ["60"],
+ "fan_min_speed": ["50"],
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["2"],
+ "hot_plate_temp": ["80"],
+ "hot_plate_temp_initial_layer": ["80"],
+ "nozzle_temperature": ["260"],
+ "nozzle_temperature_initial_layer": ["260"],
+ "nozzle_temperature_range_low": ["230"],
+ "nozzle_temperature_range_high": ["270"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["2"],
+ "slow_down_min_speed": ["30"],
+ "temperature_vitrification": ["70"],
+ "filament_max_volumetric_speed": ["15"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun T1 PLA Generic.json b/resources/profiles/FLSun/filament/FLSun T1 PLA Generic.json
new file mode 100644
index 0000000000..4f70bbd87b
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun T1 PLA Generic.json
@@ -0,0 +1,30 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "FLSun T1 PLA Generic",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic PLA",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "filament_density" : "1.32",
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["60"],
+ "hot_plate_temp_initial_layer": ["60"],
+ "nozzle_temperature": ["230"],
+ "nozzle_temperature_initial_layer": ["230"],
+ "nozzle_temperature_range_low": ["190"],
+ "nozzle_temperature_range_high": ["240"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["1"],
+ "slow_down_min_speed": ["80"],
+ "filament_max_volumetric_speed": ["60"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun T1 PLA High Speed.json b/resources/profiles/FLSun/filament/FLSun T1 PLA High Speed.json
new file mode 100644
index 0000000000..6f48058ca3
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun T1 PLA High Speed.json
@@ -0,0 +1,29 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "FLSun T1 PLA High Speed",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic PLA",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["60"],
+ "hot_plate_temp_initial_layer": ["60"],
+ "nozzle_temperature": ["230"],
+ "nozzle_temperature_initial_layer": ["230"],
+ "nozzle_temperature_range_low": ["190"],
+ "nozzle_temperature_range_high": ["240"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["1"],
+ "slow_down_min_speed": ["80"],
+ "filament_max_volumetric_speed": ["60"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun T1 PLA Silk.json b/resources/profiles/FLSun/filament/FLSun T1 PLA Silk.json
new file mode 100644
index 0000000000..55c4c60a84
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun T1 PLA Silk.json
@@ -0,0 +1,30 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "FLSun T1 PLA Silk",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic PLA",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "filament_density" : "1.32",
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["60"],
+ "hot_plate_temp_initial_layer": ["60"],
+ "nozzle_temperature": ["230"],
+ "nozzle_temperature_initial_layer": ["230"],
+ "nozzle_temperature_range_low": ["190"],
+ "nozzle_temperature_range_high": ["240"],
+ "overhang_fan_speed": ["35"],
+ "slow_down_layer_time": ["1"],
+ "slow_down_min_speed": ["80"],
+ "filament_max_volumetric_speed": ["25"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/FLSun T1 TPU.json b/resources/profiles/FLSun/filament/FLSun T1 TPU.json
new file mode 100644
index 0000000000..d704dd036c
--- /dev/null
+++ b/resources/profiles/FLSun/filament/FLSun T1 TPU.json
@@ -0,0 +1,35 @@
+{
+ "type": "filament",
+ "filament_id": "GFU99",
+ "setting_id": "GFSA04",
+ "name": "FLSun T1 TPU",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "FLSun Generic TPU",
+ "fan_max_speed": ["100"],
+ "fan_min_speed": ["100"],
+ "filament_density" : "1.22",
+ "filament_flow_ratio" : "1",
+ "activate_air_filtration": ["1"],
+ "complete_print_exhaust_fan_speed": ["0"],
+ "close_fan_the_first_x_layers": ["1"],
+ "during_print_exhaust_fan_speed": ["100"],
+ "fan_cooling_layer_time": ["100"],
+ "filament_cost": ["0"],
+ "full_fan_speed_layer": ["3"],
+ "hot_plate_temp": ["35"],
+ "hot_plate_temp_initial_layer": ["35"],
+ "nozzle_temperature": ["240"],
+ "nozzle_temperature_initial_layer": ["240"],
+ "nozzle_temperature_range_low": ["200"],
+ "nozzle_temperature_range_high": ["250"],
+ "overhang_fan_speed": ["100"],
+ "slow_down_layer_time": ["8"],
+ "slow_down_min_speed": ["20"],
+ "temperature_vitrification": ["30"],
+ "filament_max_volumetric_speed": ["3.5"],
+ "dont_slow_down_outer_wall": ["1"],
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/fdm_filament_abs.json b/resources/profiles/FLSun/filament/fdm_filament_abs.json
index 7e478a37f3..acbe71bbd6 100644
--- a/resources/profiles/FLSun/filament/fdm_filament_abs.json
+++ b/resources/profiles/FLSun/filament/fdm_filament_abs.json
@@ -1,82 +1,82 @@
-{
- "type": "filament",
- "name": "fdm_filament_abs",
- "from": "system",
- "instantiation": "false",
- "inherits": "fdm_filament_common",
- "cool_plate_temp" : [
- "105"
- ],
- "eng_plate_temp" : [
- "105"
- ],
- "hot_plate_temp" : [
- "105"
- ],
- "cool_plate_temp_initial_layer" : [
- "105"
- ],
- "eng_plate_temp_initial_layer" : [
- "105"
- ],
- "hot_plate_temp_initial_layer" : [
- "105"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "close_fan_the_first_x_layers": [
- "3"
- ],
- "fan_cooling_layer_time": [
- "30"
- ],
- "filament_max_volumetric_speed": [
- "28.6"
- ],
- "filament_type": [
- "ABS"
- ],
- "filament_density": [
- "1.04"
- ],
- "filament_cost": [
- "20"
- ],
- "nozzle_temperature_initial_layer": [
- "260"
- ],
- "reduce_fan_stop_start_freq": [
- "1"
- ],
- "fan_max_speed": [
- "80"
- ],
- "fan_min_speed": [
- "10"
- ],
- "overhang_fan_threshold": [
- "25%"
- ],
- "overhang_fan_speed": [
- "80"
- ],
- "nozzle_temperature": [
- "260"
- ],
- "temperature_vitrification": [
- "110"
- ],
- "nozzle_temperature_range_low": [
- "240"
- ],
- "nozzle_temperature_range_high": [
- "270"
- ],
- "slow_down_min_speed": [
- "10"
- ],
- "slow_down_layer_time": [
- "3"
- ]
-}
+{
+ "type": "filament",
+ "name": "fdm_filament_abs",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common",
+ "cool_plate_temp" : [
+ "105"
+ ],
+ "eng_plate_temp" : [
+ "105"
+ ],
+ "hot_plate_temp" : [
+ "105"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "filament_max_volumetric_speed": [
+ "28.6"
+ ],
+ "filament_type": [
+ "ABS"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "260"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "80"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "overhang_fan_speed": [
+ "80"
+ ],
+ "nozzle_temperature": [
+ "260"
+ ],
+ "temperature_vitrification": [
+ "110"
+ ],
+ "nozzle_temperature_range_low": [
+ "240"
+ ],
+ "nozzle_temperature_range_high": [
+ "270"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "3"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/fdm_filament_asa.json b/resources/profiles/FLSun/filament/fdm_filament_asa.json
index 29a752a4ee..0c6bcee195 100644
--- a/resources/profiles/FLSun/filament/fdm_filament_asa.json
+++ b/resources/profiles/FLSun/filament/fdm_filament_asa.json
@@ -1,82 +1,82 @@
-{
- "type": "filament",
- "name": "fdm_filament_asa",
- "from": "system",
- "instantiation": "false",
- "inherits": "fdm_filament_common",
- "cool_plate_temp" : [
- "105"
- ],
- "eng_plate_temp" : [
- "105"
- ],
- "hot_plate_temp" : [
- "105"
- ],
- "cool_plate_temp_initial_layer" : [
- "105"
- ],
- "eng_plate_temp_initial_layer" : [
- "105"
- ],
- "hot_plate_temp_initial_layer" : [
- "105"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "close_fan_the_first_x_layers": [
- "3"
- ],
- "fan_cooling_layer_time": [
- "35"
- ],
- "filament_max_volumetric_speed": [
- "28.6"
- ],
- "filament_type": [
- "ASA"
- ],
- "filament_density": [
- "1.04"
- ],
- "filament_cost": [
- "20"
- ],
- "nozzle_temperature_initial_layer": [
- "260"
- ],
- "reduce_fan_stop_start_freq": [
- "1"
- ],
- "fan_max_speed": [
- "80"
- ],
- "fan_min_speed": [
- "10"
- ],
- "overhang_fan_threshold": [
- "25%"
- ],
- "overhang_fan_speed": [
- "80"
- ],
- "nozzle_temperature": [
- "260"
- ],
- "temperature_vitrification": [
- "110"
- ],
- "nozzle_temperature_range_low": [
- "240"
- ],
- "nozzle_temperature_range_high": [
- "270"
- ],
- "slow_down_min_speed": [
- "10"
- ],
- "slow_down_layer_time": [
- "3"
- ]
-}
+{
+ "type": "filament",
+ "name": "fdm_filament_asa",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common",
+ "cool_plate_temp" : [
+ "105"
+ ],
+ "eng_plate_temp" : [
+ "105"
+ ],
+ "hot_plate_temp" : [
+ "105"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "35"
+ ],
+ "filament_max_volumetric_speed": [
+ "28.6"
+ ],
+ "filament_type": [
+ "ASA"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "260"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "80"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "overhang_fan_speed": [
+ "80"
+ ],
+ "nozzle_temperature": [
+ "260"
+ ],
+ "temperature_vitrification": [
+ "110"
+ ],
+ "nozzle_temperature_range_low": [
+ "240"
+ ],
+ "nozzle_temperature_range_high": [
+ "270"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "3"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/fdm_filament_common.json b/resources/profiles/FLSun/filament/fdm_filament_common.json
index f1e09f49dc..7642105312 100644
--- a/resources/profiles/FLSun/filament/fdm_filament_common.json
+++ b/resources/profiles/FLSun/filament/fdm_filament_common.json
@@ -1,138 +1,138 @@
-{
- "type": "filament",
- "name": "fdm_filament_common",
- "from": "system",
- "instantiation": "false",
- "cool_plate_temp" : [
- "60"
- ],
- "eng_plate_temp" : [
- "60"
- ],
- "hot_plate_temp" : [
- "60"
- ],
- "cool_plate_temp_initial_layer" : [
- "60"
- ],
- "eng_plate_temp_initial_layer" : [
- "60"
- ],
- "hot_plate_temp_initial_layer" : [
- "60"
- ],
- "overhang_fan_threshold": [
- "95%"
- ],
- "overhang_fan_speed": [
- "100"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "close_fan_the_first_x_layers": [
- "3"
- ],
- "filament_end_gcode": [
- "; filament end gcode \n"
- ],
- "filament_flow_ratio": [
- "1"
- ],
- "reduce_fan_stop_start_freq": [
- "0"
- ],
- "fan_cooling_layer_time": [
- "60"
- ],
- "filament_cost": [
- "0"
- ],
- "filament_density": [
- "0"
- ],
- "filament_deretraction_speed": [
- "nil"
- ],
- "filament_diameter": [
- "1.75"
- ],
- "filament_max_volumetric_speed": [
- "0"
- ],
- "filament_minimal_purge_on_wipe_tower": [
- "15"
- ],
- "filament_retraction_minimum_travel": [
- "nil"
- ],
- "filament_retract_before_wipe": [
- "nil"
- ],
- "filament_retract_when_changing_layer": [
- "nil"
- ],
- "filament_retraction_length": [
- "nil"
- ],
- "filament_z_hop": [
- "nil"
- ],
- "filament_z_hop_types": [
- "nil"
- ],
- "filament_retract_restart_extra": [
- "nil"
- ],
- "filament_retraction_speed": [
- "nil"
- ],
- "filament_settings_id": [
- ""
- ],
- "filament_soluble": [
- "0"
- ],
- "filament_type": [
- "PLA"
- ],
- "filament_vendor": [
- "Generic"
- ],
- "filament_wipe": [
- "nil"
- ],
- "filament_wipe_distance": [
- "nil"
- ],
- "bed_type": [
- "Cool Plate"
- ],
- "nozzle_temperature_initial_layer": [
- "200"
- ],
- "full_fan_speed_layer": [
- "0"
- ],
- "fan_max_speed": [
- "100"
- ],
- "fan_min_speed": [
- "35"
- ],
- "slow_down_min_speed": [
- "10"
- ],
- "slow_down_layer_time": [
- "8"
- ],
- "filament_start_gcode": [
- "; Filament gcode\n"
- ],
- "nozzle_temperature": [
- "200"
- ],
- "temperature_vitrification": [
- "100"
- ]
-}
+{
+ "type": "filament",
+ "name": "fdm_filament_common",
+ "from": "system",
+ "instantiation": "false",
+ "cool_plate_temp" : [
+ "60"
+ ],
+ "eng_plate_temp" : [
+ "60"
+ ],
+ "hot_plate_temp" : [
+ "60"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "overhang_fan_threshold": [
+ "95%"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "filament_end_gcode": [
+ "; filament end gcode \n"
+ ],
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "0"
+ ],
+ "fan_cooling_layer_time": [
+ "60"
+ ],
+ "filament_cost": [
+ "0"
+ ],
+ "filament_density": [
+ "0"
+ ],
+ "filament_deretraction_speed": [
+ "nil"
+ ],
+ "filament_diameter": [
+ "1.75"
+ ],
+ "filament_max_volumetric_speed": [
+ "0"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "15"
+ ],
+ "filament_retraction_minimum_travel": [
+ "nil"
+ ],
+ "filament_retract_before_wipe": [
+ "nil"
+ ],
+ "filament_retract_when_changing_layer": [
+ "nil"
+ ],
+ "filament_retraction_length": [
+ "nil"
+ ],
+ "filament_z_hop": [
+ "nil"
+ ],
+ "filament_z_hop_types": [
+ "nil"
+ ],
+ "filament_retract_restart_extra": [
+ "nil"
+ ],
+ "filament_retraction_speed": [
+ "nil"
+ ],
+ "filament_settings_id": [
+ ""
+ ],
+ "filament_soluble": [
+ "0"
+ ],
+ "filament_type": [
+ "PLA"
+ ],
+ "filament_vendor": [
+ "Generic"
+ ],
+ "filament_wipe": [
+ "nil"
+ ],
+ "filament_wipe_distance": [
+ "nil"
+ ],
+ "bed_type": [
+ "Cool Plate"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "200"
+ ],
+ "full_fan_speed_layer": [
+ "0"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "35"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_start_gcode": [
+ "; Filament gcode\n"
+ ],
+ "nozzle_temperature": [
+ "200"
+ ],
+ "temperature_vitrification": [
+ "100"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/fdm_filament_pa.json b/resources/profiles/FLSun/filament/fdm_filament_pa.json
index e75e2e9f6c..2a80ac75f6 100644
--- a/resources/profiles/FLSun/filament/fdm_filament_pa.json
+++ b/resources/profiles/FLSun/filament/fdm_filament_pa.json
@@ -1,79 +1,79 @@
-{
- "type": "filament",
- "name": "fdm_filament_pa",
- "from": "system",
- "instantiation": "false",
- "inherits": "fdm_filament_common",
- "cool_plate_temp" : [
- "0"
- ],
- "eng_plate_temp" : [
- "100"
- ],
- "hot_plate_temp" : [
- "100"
- ],
- "cool_plate_temp_initial_layer" : [
- "0"
- ],
- "eng_plate_temp_initial_layer" : [
- "100"
- ],
- "hot_plate_temp_initial_layer" : [
- "100"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "close_fan_the_first_x_layers": [
- "3"
- ],
- "fan_cooling_layer_time": [
- "4"
- ],
- "filament_max_volumetric_speed": [
- "8"
- ],
- "filament_type": [
- "PA"
- ],
- "filament_density": [
- "1.04"
- ],
- "filament_cost": [
- "20"
- ],
- "nozzle_temperature_initial_layer": [
- "290"
- ],
- "reduce_fan_stop_start_freq": [
- "0"
- ],
- "fan_max_speed": [
- "60"
- ],
- "fan_min_speed": [
- "0"
- ],
- "overhang_fan_speed": [
- "30"
- ],
- "nozzle_temperature": [
- "290"
- ],
- "temperature_vitrification": [
- "108"
- ],
- "nozzle_temperature_range_low": [
- "270"
- ],
- "nozzle_temperature_range_high": [
- "300"
- ],
- "slow_down_min_speed": [
- "10"
- ],
- "slow_down_layer_time": [
- "2"
- ]
-}
+{
+ "type": "filament",
+ "name": "fdm_filament_pa",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common",
+ "cool_plate_temp" : [
+ "0"
+ ],
+ "eng_plate_temp" : [
+ "100"
+ ],
+ "hot_plate_temp" : [
+ "100"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "100"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "100"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "4"
+ ],
+ "filament_max_volumetric_speed": [
+ "8"
+ ],
+ "filament_type": [
+ "PA"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "290"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "0"
+ ],
+ "fan_max_speed": [
+ "60"
+ ],
+ "fan_min_speed": [
+ "0"
+ ],
+ "overhang_fan_speed": [
+ "30"
+ ],
+ "nozzle_temperature": [
+ "290"
+ ],
+ "temperature_vitrification": [
+ "108"
+ ],
+ "nozzle_temperature_range_low": [
+ "270"
+ ],
+ "nozzle_temperature_range_high": [
+ "300"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "2"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/fdm_filament_pc.json b/resources/profiles/FLSun/filament/fdm_filament_pc.json
index 89f770017e..967155f3bc 100644
--- a/resources/profiles/FLSun/filament/fdm_filament_pc.json
+++ b/resources/profiles/FLSun/filament/fdm_filament_pc.json
@@ -1,82 +1,82 @@
-{
- "type": "filament",
- "name": "fdm_filament_pc",
- "from": "system",
- "instantiation": "false",
- "inherits": "fdm_filament_common",
- "cool_plate_temp" : [
- "0"
- ],
- "eng_plate_temp" : [
- "110"
- ],
- "hot_plate_temp" : [
- "110"
- ],
- "cool_plate_temp_initial_layer" : [
- "0"
- ],
- "eng_plate_temp_initial_layer" : [
- "110"
- ],
- "hot_plate_temp_initial_layer" : [
- "110"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "close_fan_the_first_x_layers": [
- "3"
- ],
- "fan_cooling_layer_time": [
- "30"
- ],
- "filament_max_volumetric_speed": [
- "23.2"
- ],
- "filament_type": [
- "PC"
- ],
- "filament_density": [
- "1.04"
- ],
- "filament_cost": [
- "20"
- ],
- "nozzle_temperature_initial_layer": [
- "270"
- ],
- "reduce_fan_stop_start_freq": [
- "1"
- ],
- "fan_max_speed": [
- "60"
- ],
- "fan_min_speed": [
- "10"
- ],
- "overhang_fan_threshold": [
- "25%"
- ],
- "overhang_fan_speed": [
- "60"
- ],
- "nozzle_temperature": [
- "280"
- ],
- "temperature_vitrification": [
- "140"
- ],
- "nozzle_temperature_range_low": [
- "260"
- ],
- "nozzle_temperature_range_high": [
- "280"
- ],
- "slow_down_min_speed": [
- "10"
- ],
- "slow_down_layer_time": [
- "2"
- ]
-}
+{
+ "type": "filament",
+ "name": "fdm_filament_pc",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common",
+ "cool_plate_temp" : [
+ "0"
+ ],
+ "eng_plate_temp" : [
+ "110"
+ ],
+ "hot_plate_temp" : [
+ "110"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "filament_max_volumetric_speed": [
+ "23.2"
+ ],
+ "filament_type": [
+ "PC"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "270"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "60"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "overhang_fan_speed": [
+ "60"
+ ],
+ "nozzle_temperature": [
+ "280"
+ ],
+ "temperature_vitrification": [
+ "140"
+ ],
+ "nozzle_temperature_range_low": [
+ "260"
+ ],
+ "nozzle_temperature_range_high": [
+ "280"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "2"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/fdm_filament_pet.json b/resources/profiles/FLSun/filament/fdm_filament_pet.json
index 2f98be665f..db024853e2 100644
--- a/resources/profiles/FLSun/filament/fdm_filament_pet.json
+++ b/resources/profiles/FLSun/filament/fdm_filament_pet.json
@@ -1,76 +1,76 @@
-{
- "type": "filament",
- "name": "fdm_filament_pet",
- "from": "system",
- "instantiation": "false",
- "inherits": "fdm_filament_common",
- "cool_plate_temp" : [
- "60"
- ],
- "eng_plate_temp" : [
- "0"
- ],
- "hot_plate_temp" : [
- "80"
- ],
- "cool_plate_temp_initial_layer" : [
- "60"
- ],
- "eng_plate_temp_initial_layer" : [
- "0"
- ],
- "hot_plate_temp_initial_layer" : [
- "80"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "close_fan_the_first_x_layers": [
- "3"
- ],
- "fan_cooling_layer_time": [
- "20"
- ],
- "filament_max_volumetric_speed": [
- "25"
- ],
- "filament_type": [
- "PETG"
- ],
- "filament_density": [
- "1.27"
- ],
- "filament_cost": [
- "30"
- ],
- "nozzle_temperature_initial_layer": [
- "255"
- ],
- "reduce_fan_stop_start_freq": [
- "1"
- ],
- "fan_max_speed": [
- "100"
- ],
- "fan_min_speed": [
- "20"
- ],
- "overhang_fan_speed": [
- "100"
- ],
- "nozzle_temperature": [
- "255"
- ],
- "temperature_vitrification": [
- "80"
- ],
- "nozzle_temperature_range_low": [
- "220"
- ],
- "nozzle_temperature_range_high": [
- "260"
- ],
- "filament_start_gcode": [
- "; filament start gcode\n"
- ]
-}
+{
+ "type": "filament",
+ "name": "fdm_filament_pet",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common",
+ "cool_plate_temp" : [
+ "60"
+ ],
+ "eng_plate_temp" : [
+ "0"
+ ],
+ "hot_plate_temp" : [
+ "80"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "80"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "20"
+ ],
+ "filament_max_volumetric_speed": [
+ "25"
+ ],
+ "filament_type": [
+ "PETG"
+ ],
+ "filament_density": [
+ "1.27"
+ ],
+ "filament_cost": [
+ "30"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "255"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "20"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "nozzle_temperature": [
+ "255"
+ ],
+ "temperature_vitrification": [
+ "80"
+ ],
+ "nozzle_temperature_range_low": [
+ "220"
+ ],
+ "nozzle_temperature_range_high": [
+ "260"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/fdm_filament_pla.json b/resources/profiles/FLSun/filament/fdm_filament_pla.json
index de2f3c2a71..fda535d846 100644
--- a/resources/profiles/FLSun/filament/fdm_filament_pla.json
+++ b/resources/profiles/FLSun/filament/fdm_filament_pla.json
@@ -1,88 +1,88 @@
-{
- "type": "filament",
- "name": "fdm_filament_pla",
- "from": "system",
- "instantiation": "false",
- "inherits": "fdm_filament_common",
- "fan_cooling_layer_time": [
- "100"
- ],
- "filament_max_volumetric_speed": [
- "12"
- ],
- "filament_type": [
- "PLA"
- ],
- "filament_density": [
- "1.24"
- ],
- "filament_cost": [
- "20"
- ],
- "cool_plate_temp" : [
- "35"
- ],
- "eng_plate_temp" : [
- "0"
- ],
- "hot_plate_temp" : [
- "45"
- ],
- "cool_plate_temp_initial_layer" : [
- "35"
- ],
- "eng_plate_temp_initial_layer" : [
- "0"
- ],
- "hot_plate_temp_initial_layer" : [
- "45"
- ],
- "nozzle_temperature_initial_layer": [
- "220"
- ],
- "reduce_fan_stop_start_freq": [
- "1"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "fan_max_speed": [
- "100"
- ],
- "fan_min_speed": [
- "100"
- ],
- "overhang_fan_speed": [
- "100"
- ],
- "overhang_fan_threshold": [
- "50%"
- ],
- "close_fan_the_first_x_layers": [
- "1"
- ],
- "nozzle_temperature": [
- "220"
- ],
- "temperature_vitrification": [
- "60"
- ],
- "nozzle_temperature_range_low": [
- "190"
- ],
- "nozzle_temperature_range_high": [
- "230"
- ],
- "slow_down_min_speed": [
- "10"
- ],
- "slow_down_layer_time": [
- "4"
- ],
- "additional_cooling_fan_speed": [
- "70"
- ],
- "filament_start_gcode": [
- "; filament start gcode\n"
- ]
-}
+{
+ "type": "filament",
+ "name": "fdm_filament_pla",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common",
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_type": [
+ "PLA"
+ ],
+ "filament_density": [
+ "1.24"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "cool_plate_temp" : [
+ "35"
+ ],
+ "eng_plate_temp" : [
+ "0"
+ ],
+ "hot_plate_temp" : [
+ "45"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "35"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "45"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "220"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "overhang_fan_threshold": [
+ "50%"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "220"
+ ],
+ "temperature_vitrification": [
+ "60"
+ ],
+ "nozzle_temperature_range_low": [
+ "190"
+ ],
+ "nozzle_temperature_range_high": [
+ "230"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "4"
+ ],
+ "additional_cooling_fan_speed": [
+ "70"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/fdm_filament_pva.json b/resources/profiles/FLSun/filament/fdm_filament_pva.json
index f529bb39af..9858c78712 100644
--- a/resources/profiles/FLSun/filament/fdm_filament_pva.json
+++ b/resources/profiles/FLSun/filament/fdm_filament_pva.json
@@ -1,94 +1,94 @@
-{
- "type": "filament",
- "name": "fdm_filament_pva",
- "from": "system",
- "instantiation": "false",
- "inherits": "fdm_filament_common",
- "cool_plate_temp" : [
- "35"
- ],
- "eng_plate_temp" : [
- "0"
- ],
- "hot_plate_temp" : [
- "45"
- ],
- "cool_plate_temp_initial_layer" : [
- "35"
- ],
- "eng_plate_temp_initial_layer" : [
- "0"
- ],
- "hot_plate_temp_initial_layer" : [
- "45"
- ],
- "fan_cooling_layer_time": [
- "100"
- ],
- "filament_max_volumetric_speed": [
- "15"
- ],
- "filament_soluble": [
- "1"
- ],
- "filament_is_support": [
- "1"
- ],
- "filament_type": [
- "PVA"
- ],
- "filament_density": [
- "1.24"
- ],
- "filament_cost": [
- "20"
- ],
- "nozzle_temperature_initial_layer": [
- "220"
- ],
- "reduce_fan_stop_start_freq": [
- "1"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "fan_max_speed": [
- "100"
- ],
- "fan_min_speed": [
- "100"
- ],
- "overhang_fan_speed": [
- "100"
- ],
- "overhang_fan_threshold": [
- "50%"
- ],
- "close_fan_the_first_x_layers": [
- "1"
- ],
- "nozzle_temperature": [
- "220"
- ],
- "temperature_vitrification": [
- "50"
- ],
- "nozzle_temperature_range_low": [
- "190"
- ],
- "nozzle_temperature_range_high": [
- "250"
- ],
- "slow_down_min_speed": [
- "10"
- ],
- "slow_down_layer_time": [
- "4"
- ],
- "additional_cooling_fan_speed": [
- "70"
- ],
- "filament_start_gcode": [
- "; filament start gcode\n"
- ]
-}
+{
+ "type": "filament",
+ "name": "fdm_filament_pva",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common",
+ "cool_plate_temp" : [
+ "35"
+ ],
+ "eng_plate_temp" : [
+ "0"
+ ],
+ "hot_plate_temp" : [
+ "45"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "35"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "45"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "filament_soluble": [
+ "1"
+ ],
+ "filament_is_support": [
+ "1"
+ ],
+ "filament_type": [
+ "PVA"
+ ],
+ "filament_density": [
+ "1.24"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "220"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "overhang_fan_threshold": [
+ "50%"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "220"
+ ],
+ "temperature_vitrification": [
+ "50"
+ ],
+ "nozzle_temperature_range_low": [
+ "190"
+ ],
+ "nozzle_temperature_range_high": [
+ "250"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "4"
+ ],
+ "additional_cooling_fan_speed": [
+ "70"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/FLSun/filament/fdm_filament_tpu.json b/resources/profiles/FLSun/filament/fdm_filament_tpu.json
index d5cc57fbcc..7bee9e1b8c 100644
--- a/resources/profiles/FLSun/filament/fdm_filament_tpu.json
+++ b/resources/profiles/FLSun/filament/fdm_filament_tpu.json
@@ -1,82 +1,82 @@
-{
- "type": "filament",
- "name": "fdm_filament_tpu",
- "from": "system",
- "instantiation": "false",
- "inherits": "fdm_filament_common",
- "cool_plate_temp" : [
- "30"
- ],
- "eng_plate_temp" : [
- "30"
- ],
- "hot_plate_temp" : [
- "35"
- ],
- "cool_plate_temp_initial_layer" : [
- "30"
- ],
- "eng_plate_temp_initial_layer" : [
- "30"
- ],
- "hot_plate_temp_initial_layer" : [
- "35"
- ],
- "fan_cooling_layer_time": [
- "100"
- ],
- "filament_max_volumetric_speed": [
- "15"
- ],
- "filament_type": [
- "TPU"
- ],
- "filament_density": [
- "1.24"
- ],
- "filament_cost": [
- "20"
- ],
- "filament_retraction_length": [
- "0.4"
- ],
- "nozzle_temperature_initial_layer": [
- "240"
- ],
- "reduce_fan_stop_start_freq": [
- "1"
- ],
- "slow_down_for_layer_cooling": [
- "1"
- ],
- "fan_max_speed": [
- "100"
- ],
- "fan_min_speed": [
- "100"
- ],
- "overhang_fan_speed": [
- "100"
- ],
- "additional_cooling_fan_speed": [
- "70"
- ],
- "close_fan_the_first_x_layers": [
- "1"
- ],
- "nozzle_temperature": [
- "240"
- ],
- "temperature_vitrification": [
- "60"
- ],
- "nozzle_temperature_range_low": [
- "200"
- ],
- "nozzle_temperature_range_high": [
- "250"
- ],
- "filament_start_gcode": [
- "; filament start gcode\n"
- ]
-}
+{
+ "type": "filament",
+ "name": "fdm_filament_tpu",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common",
+ "cool_plate_temp" : [
+ "30"
+ ],
+ "eng_plate_temp" : [
+ "30"
+ ],
+ "hot_plate_temp" : [
+ "35"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "30"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "30"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "35"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "filament_type": [
+ "TPU"
+ ],
+ "filament_density": [
+ "1.24"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "filament_retraction_length": [
+ "0.4"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "240"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "additional_cooling_fan_speed": [
+ "70"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "240"
+ ],
+ "temperature_vitrification": [
+ "60"
+ ],
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "nozzle_temperature_range_high": [
+ "250"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/FLSun/flsun_SR_buildplate_texture.svg b/resources/profiles/FLSun/flsun_SR_buildplate_texture.svg
index 846833b686..70be17936b 100644
--- a/resources/profiles/FLSun/flsun_SR_buildplate_texture.svg
+++ b/resources/profiles/FLSun/flsun_SR_buildplate_texture.svg
@@ -1,54 +1,54 @@
-
-
+
+
diff --git a/resources/profiles/FLSun/flsun_T1_buildplate_model.stl b/resources/profiles/FLSun/flsun_T1_buildplate_model.stl
new file mode 100644
index 0000000000..75c1694404
Binary files /dev/null and b/resources/profiles/FLSun/flsun_T1_buildplate_model.stl differ
diff --git a/resources/profiles/FLSun/flsun_s1_buildplate_model.stl b/resources/profiles/FLSun/flsun_s1_buildplate_model.stl
new file mode 100644
index 0000000000..5197d985ad
Binary files /dev/null and b/resources/profiles/FLSun/flsun_s1_buildplate_model.stl differ
diff --git a/resources/profiles/FLSun/flsun_v400_buildplate_texture.svg b/resources/profiles/FLSun/flsun_v400_buildplate_texture.svg
index 9e60c1fbca..2fab2421d7 100644
--- a/resources/profiles/FLSun/flsun_v400_buildplate_texture.svg
+++ b/resources/profiles/FLSun/flsun_v400_buildplate_texture.svg
@@ -1,59 +1,59 @@
-
-
+
+
diff --git a/resources/profiles/FLSun/machine/FLSun Q5 0.4 nozzle.json b/resources/profiles/FLSun/machine/FLSun Q5 0.4 nozzle.json
index 0e17d1200a..241995f50d 100644
--- a/resources/profiles/FLSun/machine/FLSun Q5 0.4 nozzle.json
+++ b/resources/profiles/FLSun/machine/FLSun Q5 0.4 nozzle.json
@@ -1,189 +1,189 @@
-{
- "type": "machine",
- "setting_id": "GM003",
- "name": "FLSun Q5 0.4 nozzle",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_machine_common",
- "printer_model": "FLSun Q5",
- "default_print_profile": "0.20mm Standard @FLSun Q5",
- "gcode_flavor": "marlin",
- "thumbnails": [
- "260x260"
- ],
- "nozzle_diameter": [
- "0.4"
- ],
- "printable_area": [
- "99.6195x8.71557",
- "98.4808x17.3648",
- "96.5926x25.8819",
- "93.9693x34.202",
- "90.6308x42.2618",
- "86.6025x50",
- "81.9152x57.3576",
- "76.6044x64.2788",
- "70.7107x70.7107",
- "64.2788x76.6044",
- "57.3576x81.9152",
- "50x86.6025",
- "42.2618x90.6308",
- "34.202x93.9693",
- "25.8819x96.5926",
- "17.3648x98.4808",
- "8.71557x99.6195",
- "6.12323e-15x100",
- "-8.71557x99.6195",
- "-17.3648x98.4808",
- "-25.8819x96.5926",
- "-34.202x93.9693",
- "-42.2618x90.6308",
- "-50x86.6025",
- "-57.3576x81.9152",
- "-64.2788x76.6044",
- "-70.7107x70.7107",
- "-76.6044x64.2788",
- "-81.9152x57.3576",
- "-86.6025x50",
- "-90.6308x42.2618",
- "-93.9693x34.202",
- "-96.5926x25.8819",
- "-98.4808x17.3648",
- "-99.6195x8.71557",
- "-100x1.22465e-14",
- "-99.6195x-8.71557",
- "-98.4808x-17.3648",
- "-96.5926x-25.8819",
- "-93.9693x-34.202",
- "-90.6308x-42.2618",
- "-86.6025x-50",
- "-81.9152x-57.3576",
- "-76.6044x-64.2788",
- "-70.7107x-70.7107",
- "-64.2788x-76.6044",
- "-57.3576x-81.9152",
- "-50x-86.6025",
- "-42.2618x-90.6308",
- "-34.202x-93.9693",
- "-25.8819x-96.5926",
- "-17.3648x-98.4808",
- "-8.71557x-99.6195",
- "-1.83697e-14x-100",
- "8.71557x-99.6195",
- "17.3648x-98.4808",
- "25.8819x-96.5926",
- "34.202x-93.9693",
- "42.2618x-90.6308",
- "50x-86.6025",
- "57.3576x-81.9152",
- "64.2788x-76.6044",
- "70.7107x-70.7107",
- "76.6044x-64.2788",
- "81.9152x-57.3576",
- "86.6025x-50",
- "90.6308x-42.2618",
- "93.9693x-34.202",
- "96.5926x-25.8819",
- "98.4808x-17.3648",
- "99.6195x-8.71557",
- "100x-2.44929e-14"
- ],
- "printable_height": "200",
- "nozzle_type": "hardened_steel",
- "auxiliary_fan": "0",
- "machine_max_acceleration_e": [
- "3000",
- "800"
- ],
- "machine_max_acceleration_extruding": [
- "1500",
- "800"
- ],
- "machine_max_acceleration_retracting": [
- "2000",
- "800"
- ],
- "machine_max_acceleration_travel": [
- "1500",
- "800"
- ],
- "machine_max_acceleration_x": [
- "1500",
- "800"
- ],
- "machine_max_acceleration_y": [
- "1500",
- "800"
- ],
- "machine_max_acceleration_z": [
- "1500",
- "800"
- ],
- "machine_max_speed_e": [
- "60",
- "30"
- ],
- "machine_max_speed_x": [
- "200",
- "150"
- ],
- "machine_max_speed_y": [
- "200",
- "150"
- ],
- "machine_max_speed_z": [
- "200",
- "150"
- ],
- "machine_max_jerk_e": [
- "5",
- "5"
- ],
- "machine_max_jerk_x": [
- "5",
- "10"
- ],
- "machine_max_jerk_y": [
- "5",
- "10"
- ],
- "machine_max_jerk_z": [
- "5",
- "10"
- ],
- "max_layer_height": [
- "0.32"
- ],
- "min_layer_height": [
- "0.08"
- ],
- "printer_settings_id": "FLSun",
- "retraction_minimum_travel": [
- "2"
- ],
- "retract_before_wipe": [
- "70%"
- ],
- "retraction_length": [
- "3"
- ],
- "retract_length_toolchange": [
- "1"
- ],
- "retraction_speed": [
- "30"
- ],
- "deretraction_speed": [
- "40"
- ],
- "single_extruder_multi_material": "1",
- "change_filament_gcode": "",
- "machine_pause_gcode": "M400 U1\n",
- "default_filament_profile": [
- "FLSun Generic PLA"
- ],
- "machine_start_gcode": ";STARTGCODE\nM117 Initializing\n; G90 ; use absolute coordinates\nM83 ; extruder relative mode\nM107\nG28 ;Home\nM140 S[bed_temperature_initial_layer_single] ; set bed temp\nM190 S[bed_temperature_initial_layer_single] ; wait for bed temp\nM104 S[nozzle_temperature_initial_layer] ; set extruder temp\nM109 S[nozzle_temperature_initial_layer] ; wait for extruder temp\n\nG92 E0\nG1 X-98 Y0 Z0.2 F4000 ; move to arc start\nG3 X0 Y-98 I98 Z0.2 E40 F400 ; lay arc stripe 90deg\nG0 Z1 \nG92 E0.0\n",
- "machine_end_gcode": "M107\nM104 S0\nM140 S0\nG92 E1\nG1 E-1 F300\nG28 X0 Y0\n;M84\nM18 S180 ;disable motors after 180s\n",
- "scan_first_layer": "0"
- }
+{
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "FLSun Q5 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "FLSun Q5",
+ "default_print_profile": "0.20mm Standard @FLSun Q5",
+ "gcode_flavor": "marlin",
+ "thumbnails": [
+ "260x260"
+ ],
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "printable_area": [
+ "99.6195x8.71557",
+ "98.4808x17.3648",
+ "96.5926x25.8819",
+ "93.9693x34.202",
+ "90.6308x42.2618",
+ "86.6025x50",
+ "81.9152x57.3576",
+ "76.6044x64.2788",
+ "70.7107x70.7107",
+ "64.2788x76.6044",
+ "57.3576x81.9152",
+ "50x86.6025",
+ "42.2618x90.6308",
+ "34.202x93.9693",
+ "25.8819x96.5926",
+ "17.3648x98.4808",
+ "8.71557x99.6195",
+ "6.12323e-15x100",
+ "-8.71557x99.6195",
+ "-17.3648x98.4808",
+ "-25.8819x96.5926",
+ "-34.202x93.9693",
+ "-42.2618x90.6308",
+ "-50x86.6025",
+ "-57.3576x81.9152",
+ "-64.2788x76.6044",
+ "-70.7107x70.7107",
+ "-76.6044x64.2788",
+ "-81.9152x57.3576",
+ "-86.6025x50",
+ "-90.6308x42.2618",
+ "-93.9693x34.202",
+ "-96.5926x25.8819",
+ "-98.4808x17.3648",
+ "-99.6195x8.71557",
+ "-100x1.22465e-14",
+ "-99.6195x-8.71557",
+ "-98.4808x-17.3648",
+ "-96.5926x-25.8819",
+ "-93.9693x-34.202",
+ "-90.6308x-42.2618",
+ "-86.6025x-50",
+ "-81.9152x-57.3576",
+ "-76.6044x-64.2788",
+ "-70.7107x-70.7107",
+ "-64.2788x-76.6044",
+ "-57.3576x-81.9152",
+ "-50x-86.6025",
+ "-42.2618x-90.6308",
+ "-34.202x-93.9693",
+ "-25.8819x-96.5926",
+ "-17.3648x-98.4808",
+ "-8.71557x-99.6195",
+ "-1.83697e-14x-100",
+ "8.71557x-99.6195",
+ "17.3648x-98.4808",
+ "25.8819x-96.5926",
+ "34.202x-93.9693",
+ "42.2618x-90.6308",
+ "50x-86.6025",
+ "57.3576x-81.9152",
+ "64.2788x-76.6044",
+ "70.7107x-70.7107",
+ "76.6044x-64.2788",
+ "81.9152x-57.3576",
+ "86.6025x-50",
+ "90.6308x-42.2618",
+ "93.9693x-34.202",
+ "96.5926x-25.8819",
+ "98.4808x-17.3648",
+ "99.6195x-8.71557",
+ "100x-2.44929e-14"
+ ],
+ "printable_height": "200",
+ "nozzle_type": "hardened_steel",
+ "auxiliary_fan": "0",
+ "machine_max_acceleration_e": [
+ "3000",
+ "800"
+ ],
+ "machine_max_acceleration_extruding": [
+ "1500",
+ "800"
+ ],
+ "machine_max_acceleration_retracting": [
+ "2000",
+ "800"
+ ],
+ "machine_max_acceleration_travel": [
+ "1500",
+ "800"
+ ],
+ "machine_max_acceleration_x": [
+ "1500",
+ "800"
+ ],
+ "machine_max_acceleration_y": [
+ "1500",
+ "800"
+ ],
+ "machine_max_acceleration_z": [
+ "1500",
+ "800"
+ ],
+ "machine_max_speed_e": [
+ "60",
+ "30"
+ ],
+ "machine_max_speed_x": [
+ "200",
+ "150"
+ ],
+ "machine_max_speed_y": [
+ "200",
+ "150"
+ ],
+ "machine_max_speed_z": [
+ "200",
+ "150"
+ ],
+ "machine_max_jerk_e": [
+ "5",
+ "5"
+ ],
+ "machine_max_jerk_x": [
+ "5",
+ "10"
+ ],
+ "machine_max_jerk_y": [
+ "5",
+ "10"
+ ],
+ "machine_max_jerk_z": [
+ "5",
+ "10"
+ ],
+ "max_layer_height": [
+ "0.32"
+ ],
+ "min_layer_height": [
+ "0.08"
+ ],
+ "printer_settings_id": "FLSun",
+ "retraction_minimum_travel": [
+ "2"
+ ],
+ "retract_before_wipe": [
+ "70%"
+ ],
+ "retraction_length": [
+ "3"
+ ],
+ "retract_length_toolchange": [
+ "1"
+ ],
+ "retraction_speed": [
+ "30"
+ ],
+ "deretraction_speed": [
+ "40"
+ ],
+ "single_extruder_multi_material": "1",
+ "change_filament_gcode": "",
+ "machine_pause_gcode": "M400 U1\n",
+ "default_filament_profile": [
+ "FLSun Generic PLA"
+ ],
+ "machine_start_gcode": ";STARTGCODE\nM117 Initializing\n; G90 ; use absolute coordinates\nM83 ; extruder relative mode\nM107\nG28 ;Home\nM140 S[bed_temperature_initial_layer_single] ; set bed temp\nM190 S[bed_temperature_initial_layer_single] ; wait for bed temp\nM104 S[nozzle_temperature_initial_layer] ; set extruder temp\nM109 S[nozzle_temperature_initial_layer] ; wait for extruder temp\n\nG92 E0\nG1 X-98 Y0 Z0.2 F4000 ; move to arc start\nG3 X0 Y-98 I98 Z0.2 E40 F400 ; lay arc stripe 90deg\nG0 Z1 \nG92 E0.0\n",
+ "machine_end_gcode": "M107\nM104 S0\nM140 S0\nG92 E1\nG1 E-1 F300\nG28 X0 Y0\n;M84\nM18 S180 ;disable motors after 180s\n",
+ "scan_first_layer": "0"
+ }
\ No newline at end of file
diff --git a/resources/profiles/FLSun/machine/FLSun Q5.json b/resources/profiles/FLSun/machine/FLSun Q5.json
index e595b53d50..58bb00f5ea 100644
--- a/resources/profiles/FLSun/machine/FLSun Q5.json
+++ b/resources/profiles/FLSun/machine/FLSun Q5.json
@@ -1,12 +1,12 @@
-{
- "type": "machine_model",
- "name": "FLSun Q5",
- "model_id": "FLSun-Q5",
- "nozzle_diameter": "0.4",
- "machine_tech": "FFF",
- "family": "FLSun",
- "bed_model": "flsun_q5_buildplate_model.stl",
- "bed_texture": "flsun_q5_buildplate_texture.png",
- "hotend_model": "",
- "default_materials": "FLSun Generic ABS;FLSun Generic PLA;FLSun Generic PLA-CF;FLSun Generic PETG;FLSun Generic TPU;FLSun Generic ASA;FLSun Generic PC;FLSun Generic PVA;FLSun Generic PA;FLSun Generic PA-CF"
-}
+{
+ "type": "machine_model",
+ "name": "FLSun Q5",
+ "model_id": "FLSun-Q5",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "FLSun",
+ "bed_model": "flsun_q5_buildplate_model.stl",
+ "bed_texture": "flsun_q5_buildplate_texture.png",
+ "hotend_model": "",
+ "default_materials": "FLSun Generic ABS;FLSun Generic PLA;FLSun Generic PLA-CF;FLSun Generic PETG;FLSun Generic TPU;FLSun Generic ASA;FLSun Generic PC;FLSun Generic PVA;FLSun Generic PA;FLSun Generic PA-CF"
+}
diff --git a/resources/profiles/FLSun/machine/FLSun QQ-S Pro 0.4 nozzle.json b/resources/profiles/FLSun/machine/FLSun QQ-S Pro 0.4 nozzle.json
index 6b62e0e2fc..d955b23443 100644
--- a/resources/profiles/FLSun/machine/FLSun QQ-S Pro 0.4 nozzle.json
+++ b/resources/profiles/FLSun/machine/FLSun QQ-S Pro 0.4 nozzle.json
@@ -1,189 +1,189 @@
-{
- "type": "machine",
- "setting_id": "GM003",
- "name": "FLSun QQ-S Pro 0.4 nozzle",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_machine_common",
- "printer_model": "FLSun QQ-S Pro",
- "default_print_profile": "0.20mm Standard @FLSun QQSPro",
- "gcode_flavor": "marlin",
- "thumbnails": [
- "260x260"
- ],
- "nozzle_diameter": [
- "0.4"
- ],
- "printable_area": [
- "129.505x11.3302",
- "128.025x22.5743",
- "125.57x33.6465",
- "122.16x44.4626",
- "117.82x54.9404",
- "112.583x65",
- "106.49x74.5649",
- "99.5858x83.5624",
- "91.9239x91.9239",
- "83.5624x99.5858",
- "74.5649x106.49",
- "65x112.583",
- "54.9404x117.82",
- "44.4626x122.16",
- "33.6465x125.57",
- "22.5743x128.025",
- "11.3302x129.505",
- "7.9602e-15x130",
- "-11.3302x129.505",
- "-22.5743x128.025",
- "-33.6465x125.57",
- "-44.4626x122.16",
- "-54.9404x117.82",
- "-65x112.583",
- "-74.5649x106.49",
- "-83.5624x99.5858",
- "-91.9239x91.9239",
- "-99.5858x83.5624",
- "-106.49x74.5649",
- "-112.583x65",
- "-117.82x54.9404",
- "-122.16x44.4626",
- "-125.57x33.6465",
- "-128.025x22.5743",
- "-129.505x11.3302",
- "-130x1.59204e-14",
- "-129.505x-11.3302",
- "-128.025x-22.5743",
- "-125.57x-33.6465",
- "-122.16x-44.4626",
- "-117.82x-54.9404",
- "-112.583x-65",
- "-106.49x-74.5649",
- "-99.5858x-83.5624",
- "-91.9239x-91.9239",
- "-83.5624x-99.5858",
- "-74.5649x-106.49",
- "-65x-112.583",
- "-54.9404x-117.82",
- "-44.4626x-122.16",
- "-33.6465x-125.57",
- "-22.5743x-128.025",
- "-11.3302x-129.505",
- "-2.38806e-14x-130",
- "11.3302x-129.505",
- "22.5743x-128.025",
- "33.6465x-125.57",
- "44.4626x-122.16",
- "54.9404x-117.82",
- "65x-112.583",
- "74.5649x-106.49",
- "83.5624x-99.5858",
- "91.9239x-91.9239",
- "99.5858x-83.5624",
- "106.49x-74.5649",
- "112.583x-65",
- "117.82x-54.9404",
- "122.16x-44.4626",
- "125.57x-33.6465",
- "128.025x-22.5743",
- "129.505x-11.3302",
- "130x-3.18408e-14"
- ],
- "printable_height": "360",
- "nozzle_type": "hardened_steel",
- "auxiliary_fan": "0",
- "machine_max_acceleration_e": [
- "3000",
- "800"
- ],
- "machine_max_acceleration_extruding": [
- "1500",
- "800"
- ],
- "machine_max_acceleration_retracting": [
- "2000",
- "800"
- ],
- "machine_max_acceleration_travel": [
- "1500",
- "800"
- ],
- "machine_max_acceleration_x": [
- "1500",
- "800"
- ],
- "machine_max_acceleration_y": [
- "1500",
- "800"
- ],
- "machine_max_acceleration_z": [
- "1500",
- "800"
- ],
- "machine_max_speed_e": [
- "60",
- "30"
- ],
- "machine_max_speed_x": [
- "200",
- "150"
- ],
- "machine_max_speed_y": [
- "200",
- "150"
- ],
- "machine_max_speed_z": [
- "200",
- "150"
- ],
- "machine_max_jerk_e": [
- "5",
- "5"
- ],
- "machine_max_jerk_x": [
- "5",
- "10"
- ],
- "machine_max_jerk_y": [
- "5",
- "10"
- ],
- "machine_max_jerk_z": [
- "5",
- "10"
- ],
- "max_layer_height": [
- "0.32"
- ],
- "min_layer_height": [
- "0.08"
- ],
- "printer_settings_id": "FLSun",
- "retraction_minimum_travel": [
- "2"
- ],
- "retract_before_wipe": [
- "70%"
- ],
- "retraction_length": [
- "5"
- ],
- "retract_length_toolchange": [
- "1"
- ],
- "retraction_speed": [
- "30"
- ],
- "deretraction_speed": [
- "40"
- ],
- "single_extruder_multi_material": "1",
- "change_filament_gcode": "",
- "machine_pause_gcode": "M400 U1\n",
- "default_filament_profile": [
- "FLSun Generic PLA"
- ],
- "machine_start_gcode": ";STARTGCODE\nM117 Initializing\n; Set coordinate modes\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; Reset speed and extrusion rates\nM200 D0 ; disable volumetric E\nM220 S100 ; reset speed\n; Set initial warmup temps\nM117 Nozzle preheat\nM104 S100 ; preheat extruder to no ooze temp\nM140 S[bed_temperature_initial_layer_single] ; set bed temp\nM190 S[bed_temperature_initial_layer_single] ; wait for bed final temp\nM300 S40 P10 ; Bip\n; Home\nM117 Homing\nG28 ; home all with default mesh bed level\n; For ABL users put G29 for a leveling request\n; Final warmup routine\nM117 Final warmup\nM104 S[nozzle_temperature_initial_layer] ; set extruder final temp\nM109 S[nozzle_temperature_initial_layer] ; wait for extruder final temp\nM190 S[bed_temperature_initial_layer_single] ; wait for bed final temp\nM300 S440 P200; 1st beep for printer ready and allow some time to clean nozzle\nM300 S0 P250; wait between dual beep\nM300 S440 P200; 2nd beep for printer ready\nG4 S10; wait to clean the nozzle\nM300 S440 P200; 3rd beep for ready to start printing\n; Prime line routine\nM117 Printing prime line\n;M900 K0; Disable Linear Advance (Marlin) for prime line\nG92 E0.0; reset extrusion distance\nG1 X-54.672 Y-95.203 Z0.3 F4000; go outside print area\nG92 E0.0; reset extrusion distance\nG1 E2 F1000 ; de-retract and push ooze\nG3 X38.904 Y-102.668 I54.672 J95.105 E20.999\nG3 X54.671 Y-95.203 I-38.815 J102.373 E5.45800\nG92 E0.0\nG1 E-5 F3000 ; retract 5mm\nG1 X52.931 Y-96.185 F1000 ; wipe\nG1 X50.985 Y-97.231 F1000 ; wipe\nG1 X49.018 Y-98.238 F1000 ; wipe\nG1 X0 Y-109.798 F1000\nG1 E4.8 F1500; de-retract\nG92 E0.0 ; reset extrusion distance\n; Final print adjustments\nM117 Preparing to print\n;M82 ; extruder absolute mode\nM221 S{if layer_height<0.075}100{else}95{endif}\nM300 S40 P10 ; chirp\nM117 Print [output_filename_format]; Display: Printing started...",
- "machine_end_gcode": "; printing object ENDGCODE\nG92 E0.0 ; prepare to retract\nG1 E-6 F3000; retract to avoid stringing\n; Anti-stringing end wiggle\n{if layer_z < max_print_height}G1 Z{min(layer_z+100, max_print_height)}{endif} F4000 ; Move print head up\nG1 X0 Y120 F3000 ; present print\n; Reset print setting overrides\nG92 E0\nM200 D0 ; disable volumetric e\nM220 S100 ; reset speed factor to 100%\nM221 S100 ; reset extruder factor to 100%\n;M900 K0 ; reset linear acceleration(Marlin)\n; Shut down printer\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nM18 S180 ;disable motors after 180s\nM300 S40 P10 ; Bip\nM117 Print finish.",
- "scan_first_layer": "0"
- }
+{
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "FLSun QQ-S Pro 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "FLSun QQ-S Pro",
+ "default_print_profile": "0.20mm Standard @FLSun QQSPro",
+ "gcode_flavor": "marlin",
+ "thumbnails": [
+ "260x260"
+ ],
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "printable_area": [
+ "129.505x11.3302",
+ "128.025x22.5743",
+ "125.57x33.6465",
+ "122.16x44.4626",
+ "117.82x54.9404",
+ "112.583x65",
+ "106.49x74.5649",
+ "99.5858x83.5624",
+ "91.9239x91.9239",
+ "83.5624x99.5858",
+ "74.5649x106.49",
+ "65x112.583",
+ "54.9404x117.82",
+ "44.4626x122.16",
+ "33.6465x125.57",
+ "22.5743x128.025",
+ "11.3302x129.505",
+ "7.9602e-15x130",
+ "-11.3302x129.505",
+ "-22.5743x128.025",
+ "-33.6465x125.57",
+ "-44.4626x122.16",
+ "-54.9404x117.82",
+ "-65x112.583",
+ "-74.5649x106.49",
+ "-83.5624x99.5858",
+ "-91.9239x91.9239",
+ "-99.5858x83.5624",
+ "-106.49x74.5649",
+ "-112.583x65",
+ "-117.82x54.9404",
+ "-122.16x44.4626",
+ "-125.57x33.6465",
+ "-128.025x22.5743",
+ "-129.505x11.3302",
+ "-130x1.59204e-14",
+ "-129.505x-11.3302",
+ "-128.025x-22.5743",
+ "-125.57x-33.6465",
+ "-122.16x-44.4626",
+ "-117.82x-54.9404",
+ "-112.583x-65",
+ "-106.49x-74.5649",
+ "-99.5858x-83.5624",
+ "-91.9239x-91.9239",
+ "-83.5624x-99.5858",
+ "-74.5649x-106.49",
+ "-65x-112.583",
+ "-54.9404x-117.82",
+ "-44.4626x-122.16",
+ "-33.6465x-125.57",
+ "-22.5743x-128.025",
+ "-11.3302x-129.505",
+ "-2.38806e-14x-130",
+ "11.3302x-129.505",
+ "22.5743x-128.025",
+ "33.6465x-125.57",
+ "44.4626x-122.16",
+ "54.9404x-117.82",
+ "65x-112.583",
+ "74.5649x-106.49",
+ "83.5624x-99.5858",
+ "91.9239x-91.9239",
+ "99.5858x-83.5624",
+ "106.49x-74.5649",
+ "112.583x-65",
+ "117.82x-54.9404",
+ "122.16x-44.4626",
+ "125.57x-33.6465",
+ "128.025x-22.5743",
+ "129.505x-11.3302",
+ "130x-3.18408e-14"
+ ],
+ "printable_height": "360",
+ "nozzle_type": "hardened_steel",
+ "auxiliary_fan": "0",
+ "machine_max_acceleration_e": [
+ "3000",
+ "800"
+ ],
+ "machine_max_acceleration_extruding": [
+ "1500",
+ "800"
+ ],
+ "machine_max_acceleration_retracting": [
+ "2000",
+ "800"
+ ],
+ "machine_max_acceleration_travel": [
+ "1500",
+ "800"
+ ],
+ "machine_max_acceleration_x": [
+ "1500",
+ "800"
+ ],
+ "machine_max_acceleration_y": [
+ "1500",
+ "800"
+ ],
+ "machine_max_acceleration_z": [
+ "1500",
+ "800"
+ ],
+ "machine_max_speed_e": [
+ "60",
+ "30"
+ ],
+ "machine_max_speed_x": [
+ "200",
+ "150"
+ ],
+ "machine_max_speed_y": [
+ "200",
+ "150"
+ ],
+ "machine_max_speed_z": [
+ "200",
+ "150"
+ ],
+ "machine_max_jerk_e": [
+ "5",
+ "5"
+ ],
+ "machine_max_jerk_x": [
+ "5",
+ "10"
+ ],
+ "machine_max_jerk_y": [
+ "5",
+ "10"
+ ],
+ "machine_max_jerk_z": [
+ "5",
+ "10"
+ ],
+ "max_layer_height": [
+ "0.32"
+ ],
+ "min_layer_height": [
+ "0.08"
+ ],
+ "printer_settings_id": "FLSun",
+ "retraction_minimum_travel": [
+ "2"
+ ],
+ "retract_before_wipe": [
+ "70%"
+ ],
+ "retraction_length": [
+ "5"
+ ],
+ "retract_length_toolchange": [
+ "1"
+ ],
+ "retraction_speed": [
+ "30"
+ ],
+ "deretraction_speed": [
+ "40"
+ ],
+ "single_extruder_multi_material": "1",
+ "change_filament_gcode": "",
+ "machine_pause_gcode": "M400 U1\n",
+ "default_filament_profile": [
+ "FLSun Generic PLA"
+ ],
+ "machine_start_gcode": ";STARTGCODE\nM117 Initializing\n; Set coordinate modes\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; Reset speed and extrusion rates\nM200 D0 ; disable volumetric E\nM220 S100 ; reset speed\n; Set initial warmup temps\nM117 Nozzle preheat\nM104 S100 ; preheat extruder to no ooze temp\nM140 S[bed_temperature_initial_layer_single] ; set bed temp\nM190 S[bed_temperature_initial_layer_single] ; wait for bed final temp\nM300 S40 P10 ; Bip\n; Home\nM117 Homing\nG28 ; home all with default mesh bed level\n; For ABL users put G29 for a leveling request\n; Final warmup routine\nM117 Final warmup\nM104 S[nozzle_temperature_initial_layer] ; set extruder final temp\nM109 S[nozzle_temperature_initial_layer] ; wait for extruder final temp\nM190 S[bed_temperature_initial_layer_single] ; wait for bed final temp\nM300 S440 P200; 1st beep for printer ready and allow some time to clean nozzle\nM300 S0 P250; wait between dual beep\nM300 S440 P200; 2nd beep for printer ready\nG4 S10; wait to clean the nozzle\nM300 S440 P200; 3rd beep for ready to start printing\n; Prime line routine\nM117 Printing prime line\n;M900 K0; Disable Linear Advance (Marlin) for prime line\nG92 E0.0; reset extrusion distance\nG1 X-54.672 Y-95.203 Z0.3 F4000; go outside print area\nG92 E0.0; reset extrusion distance\nG1 E2 F1000 ; de-retract and push ooze\nG3 X38.904 Y-102.668 I54.672 J95.105 E20.999\nG3 X54.671 Y-95.203 I-38.815 J102.373 E5.45800\nG92 E0.0\nG1 E-5 F3000 ; retract 5mm\nG1 X52.931 Y-96.185 F1000 ; wipe\nG1 X50.985 Y-97.231 F1000 ; wipe\nG1 X49.018 Y-98.238 F1000 ; wipe\nG1 X0 Y-109.798 F1000\nG1 E4.8 F1500; de-retract\nG92 E0.0 ; reset extrusion distance\n; Final print adjustments\nM117 Preparing to print\n;M82 ; extruder absolute mode\nM221 S{if layer_height<0.075}100{else}95{endif}\nM300 S40 P10 ; chirp\nM117 Print [output_filename_format]; Display: Printing started...",
+ "machine_end_gcode": "; printing object ENDGCODE\nG92 E0.0 ; prepare to retract\nG1 E-6 F3000; retract to avoid stringing\n; Anti-stringing end wiggle\n{if layer_z < max_print_height}G1 Z{min(layer_z+100, max_print_height)}{endif} F4000 ; Move print head up\nG1 X0 Y120 F3000 ; present print\n; Reset print setting overrides\nG92 E0\nM200 D0 ; disable volumetric e\nM220 S100 ; reset speed factor to 100%\nM221 S100 ; reset extruder factor to 100%\n;M900 K0 ; reset linear acceleration(Marlin)\n; Shut down printer\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nM18 S180 ;disable motors after 180s\nM300 S40 P10 ; Bip\nM117 Print finish.",
+ "scan_first_layer": "0"
+ }
\ No newline at end of file
diff --git a/resources/profiles/FLSun/machine/FLSun QQ-S Pro.json b/resources/profiles/FLSun/machine/FLSun QQ-S Pro.json
index eaf0dac196..e74a8a6f3a 100644
--- a/resources/profiles/FLSun/machine/FLSun QQ-S Pro.json
+++ b/resources/profiles/FLSun/machine/FLSun QQ-S Pro.json
@@ -1,12 +1,12 @@
-{
- "type": "machine_model",
- "name": "FLSun QQ-S Pro",
- "model_id": "FLSun-QQS-Pro",
- "nozzle_diameter": "0.4",
- "machine_tech": "FFF",
- "family": "FLSun",
- "bed_model": "flsun_qqspro_buildplate_model.stl",
- "bed_texture": "flsun_qqspro_buildplate_texture.png",
- "hotend_model": "",
- "default_materials": "FLSun Generic ABS;FLSun Generic PLA;FLSun Generic PLA-CF;FLSun Generic PETG;FLSun Generic TPU;FLSun Generic ASA;FLSun Generic PC;FLSun Generic PVA;FLSun Generic PA;FLSun Generic PA-CF"
-}
+{
+ "type": "machine_model",
+ "name": "FLSun QQ-S Pro",
+ "model_id": "FLSun-QQS-Pro",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "FLSun",
+ "bed_model": "flsun_qqspro_buildplate_model.stl",
+ "bed_texture": "flsun_qqspro_buildplate_texture.png",
+ "hotend_model": "",
+ "default_materials": "FLSun Generic ABS;FLSun Generic PLA;FLSun Generic PLA-CF;FLSun Generic PETG;FLSun Generic TPU;FLSun Generic ASA;FLSun Generic PC;FLSun Generic PVA;FLSun Generic PA;FLSun Generic PA-CF"
+}
diff --git a/resources/profiles/FLSun/machine/FLSun S1 0.4 nozzle.json b/resources/profiles/FLSun/machine/FLSun S1 0.4 nozzle.json
new file mode 100644
index 0000000000..9a7b7fdc0c
--- /dev/null
+++ b/resources/profiles/FLSun/machine/FLSun S1 0.4 nozzle.json
@@ -0,0 +1,178 @@
+{
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "FLSun S1 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "FLSun S1",
+ "default_print_profile": "0.20mm Standard @FLSun S1",
+ "gcode_flavor": "klipper",
+ "printer_structure": "delta",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "thumbnails": [
+ "48x48/PNG, 300x300/PNG"
+ ],
+ "deretraction_speed": [
+ "80"
+ ],
+ "max_layer_height": [
+ "0.3"
+ ],
+ "retract_before_wipe": [
+ "30%"
+ ],
+ "retract_length_toolchange": [
+ "1"
+ ],
+ "retract_restart_extra": [
+ "-0.05"
+ ],
+ "retract_restart_extra_toolchange": [
+ "-0.05"
+ ],
+ "retraction_length": [
+ "1"
+ ],
+ "retraction_minimum_travel": [
+ "2"
+ ],
+ "retraction_speed": [
+ "80"
+ ],
+ "machine_max_acceleration_e": [
+ "40000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "40000"
+ ],
+ "machine_max_acceleration_retracting": [
+ "40000"
+ ],
+ "machine_max_acceleration_x": [
+ "40000"
+ ],
+ "machine_max_acceleration_y": [
+ "40000"
+ ],
+ "machine_max_acceleration_z": [
+ "40000"
+ ],
+ "machine_max_jerk_e": [
+ "100"
+ ],
+ "machine_max_jerk_x": [
+ "20000"
+ ],
+ "machine_max_jerk_y": [
+ "20000"
+ ],
+ "machine_max_jerk_z": [
+ "10000"
+ ],
+ "machine_max_speed_e": [
+ "1200"
+ ],
+ "machine_max_speed_x": [
+ "1200"
+ ],
+ "machine_max_speed_y": [
+ "1200"
+ ],
+ "machine_max_speed_z": [
+ "1200"
+ ],
+ "printable_area": [
+ "159.391x13.9449",
+ "157.569x27.7837",
+ "154.548x41.411",
+ "150.351x54.7232",
+ "145.009x67.6189",
+ "138.564x80",
+ "131.064x91.7722",
+ "122.567x102.846",
+ "113.137x113.137",
+ "102.846x122.567",
+ "91.7722x131.064",
+ "80x138.564",
+ "67.6189x145.009",
+ "54.7232x150.351",
+ "41.411x154.548",
+ "27.7837x157.569",
+ "13.9449x159.391",
+ "9.79717e-15x160",
+ "-13.9449x159.391",
+ "-27.7837x157.569",
+ "-41.411x154.548",
+ "-54.7232x150.351",
+ "-67.6189x145.009",
+ "-80x138.564",
+ "-91.7722x131.064",
+ "-102.846x122.567",
+ "-113.137x113.137",
+ "-122.567x102.846",
+ "-131.064x91.7722",
+ "-138.564x80",
+ "-145.009x67.6189",
+ "-150.351x54.7232",
+ "-154.548x41.411",
+ "-157.569x27.7837",
+ "-159.391x13.9449",
+ "-160x1.95943e-14",
+ "-159.391x-13.9449",
+ "-157.569x-27.7837",
+ "-154.548x-41.411",
+ "-150.351x-54.7232",
+ "-145.009x-67.6189",
+ "-138.564x-80",
+ "-131.064x-91.7722",
+ "-122.567x-102.846",
+ "-113.137x-113.137",
+ "-102.846x-122.567",
+ "-91.7722x-131.064",
+ "-80x-138.564",
+ "-67.6189x-145.009",
+ "-54.7232x-150.351",
+ "-41.411x-154.548",
+ "-27.7837x-157.569",
+ "-13.9449x-159.391",
+ "-2.93915e-14x-160",
+ "13.9449x-159.391",
+ "27.7837x-157.569",
+ "41.411x-154.548",
+ "54.7232x-150.351",
+ "67.6189x-145.009",
+ "80x-138.564",
+ "91.7722x-131.064",
+ "102.846x-122.567",
+ "113.137x-113.137",
+ "122.567x-102.846",
+ "131.064x-91.7722",
+ "138.564x-80",
+ "145.009x-67.6189",
+ "150.351x-54.7232",
+ "154.548x-41.411",
+ "157.569x-27.7837",
+ "159.391x-13.9449",
+ "160x-3.91887e-14"
+ ],
+ "support_air_filtration": "1",
+ "printable_height": "430",
+ "machine_end_gcode": "M107 T0\nM104 S0\nM140 S0\nM104 S0 T1\nG92 E0\nG91\nG1 E-1 F2100\nG1 Z+0.5 F6000\nG28\nG90",
+ "machine_start_gcode": "G90\nM82\nG28\n{if (first_layer_print_min[0] > 100 || first_layer_print_max[0] > 100 || first_layer_print_min[1] > 100 || first_layer_print_max[1] > 100 || first_layer_print_min[0] < -100 || first_layer_print_max[0] < -100 || first_layer_print_min[1] < -100 || first_layer_print_max[1] < -100)}M140 S[first_layer_bed_temperature] A1 B1{else}M140 S[first_layer_bed_temperature] A1 B0{endif}\nM104 S[first_layer_temperature] T0\nM107 T0\nM109 S[first_layer_temperature] T0\n{if (first_layer_print_min[0] > 100 || first_layer_print_max[0] > 100 || first_layer_print_min[1] > 100 || first_layer_print_max[1] > 100 || first_layer_print_min[0] < -100 || first_layer_print_max[0] < -100 || first_layer_print_min[1] < -100 || first_layer_print_max[1] < -100)}M190 S[first_layer_bed_temperature] A1 B1{else}M190 S[first_layer_bed_temperature] A1 B0{endif}\nG1 Z150 F6000\nG1 X-160 Y0 Z0.4 F4000\nG92 E0\nG3 X0 Y-160 I160 J0 Z0.3 E30 F2000\nG1 Z2 F2000\nG92 E0\nSET_TMC_CURRENT STEPPER=extruder CURRENT=0.8",
+ "change_filament_gcode": "PAUSE",
+ "machine_pause_gcode": "PAUSE",
+ "layer_change_gcode": "",
+ "support_chamber_temp_control": "0",
+ "scan_first_layer": "0",
+ "nozzle_type": "hardened_steel",
+ "adaptive_bed_mesh_margin": "0",
+ "emit_machine_limits_to_gcode": "0",
+ "auxiliary_fan": "0"
+ }
+
\ No newline at end of file
diff --git a/resources/profiles/FLSun/machine/FLSun S1.json b/resources/profiles/FLSun/machine/FLSun S1.json
new file mode 100644
index 0000000000..99a240d128
--- /dev/null
+++ b/resources/profiles/FLSun/machine/FLSun S1.json
@@ -0,0 +1,12 @@
+{
+ "type": "machine_model",
+ "name": "FLSun S1",
+ "model_id": "FLSun_S1",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "FLSun",
+ "bed_model": "FLSun_S1_buildplate_model.stl",
+ "bed_texture": "FLSun_S1_buildplate_texture.png",
+ "hotend_model": "",
+ "default_materials": "FLSun S1 PLA High Speed;FLSun S1 PLA Silk;FLSun S1 PLA Generic;FLSun S1 PETG;FLSun S1 ASA;FLSun S1 TPU;FLSun S1 ABS"
+}
diff --git a/resources/profiles/FLSun/machine/FLSun SR 0.4 nozzle.json b/resources/profiles/FLSun/machine/FLSun SR 0.4 nozzle.json
index 2bae873ef6..67b444d317 100644
--- a/resources/profiles/FLSun/machine/FLSun SR 0.4 nozzle.json
+++ b/resources/profiles/FLSun/machine/FLSun SR 0.4 nozzle.json
@@ -1,238 +1,238 @@
-{
- "type": "machine",
- "setting_id": "GM003",
- "name": "FLSun Super Racer 0.4 nozzle",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_machine_common",
- "printer_model": "FLSun Super Racer (SR)",
- "default_print_profile": "0.20mm Standard @FLSun SR",
- "gcode_flavor": "marlin",
- "nozzle_diameter": [
- "0.4"
- ],
- "nozzle_type": "brass",
- "default_filament_profile": [
- "FLSun Generic PLA"
- ],
- "bed_exclude_area": [
- "0x0"
- ],
- "auxiliary_fan": "0",
- "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]",
- "change_filament_gcode": ";FILAMENT_CHANGE\nM600",
- "deretraction_speed": [
- "40"
- ],
- "extruder_clearance_height_to_lid": "140",
- "extruder_clearance_height_to_rod": "36",
- "extruder_clearance_radius": "65",
- "machine_end_gcode": "; printing object ENDGCODE\nG92 E0.0 ; prepare to retract\nG1 E-6 F3000; retract to avoid stringing\n; Anti-stringing end wiggle\n{if layer_z < max_print_height}G1 Z{min(layer_z+100, max_print_height)}{endif} F4000 ; Move print head up\nG1 X0 Y120 F3000 ; present print\n; Reset print setting overrides\nG92 E0\nM200 D0 ; disable volumetric e\nM220 S100 ; reset speed factor to 100%\nM221 S100 ; reset extruder factor to 100%\n;M900 K0 ; reset linear acceleration(Marlin)\n; Shut down printer\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nM18 S180 ;disable motors after 180s\nM300 S40 P10 ; Bip\nM117 Print finish.",
- "machine_max_acceleration_e": [
- "5000",
- "5000"
- ],
- "machine_max_acceleration_extruding": [
- "5000",
- "2000"
- ],
- "machine_max_acceleration_retracting": [
- "5000",
- "5000"
- ],
- "machine_max_acceleration_travel": [
- "3000",
- "3000"
- ],
- "machine_max_acceleration_x": [
- "5000",
- "2000"
- ],
- "machine_max_acceleration_y": [
- "5000",
- "2000"
- ],
- "machine_max_acceleration_z": [
- "1500",
- "200"
- ],
- "machine_max_jerk_e": [
- "2.5",
- "2.5"
- ],
- "machine_max_jerk_x": [
- "9",
- "9"
- ],
- "machine_max_jerk_y": [
- "9",
- "9"
- ],
- "machine_max_jerk_z": [
- "3",
- "0.4"
- ],
- "machine_max_speed_e": [
- "30",
- "25"
- ],
- "machine_max_speed_x": [
- "300",
- "200"
- ],
- "machine_max_speed_y": [
- "300",
- "200"
- ],
- "machine_max_speed_z": [
- "20",
- "12"
- ],
- "machine_min_extruding_rate": [
- "0",
- "0"
- ],
- "machine_min_travel_rate": [
- "0",
- "0"
- ],
- "machine_pause_gcode": "M600",
- "machine_start_gcode": ";STARTGCODE\nM117 Initializing\n; Set coordinate modes\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; Reset speed and extrusion rates\nM200 D0 ; disable volumetric E\nM220 S100 ; reset speed\n; Set initial warmup temps\nM117 Nozzle preheat\nM104 S100 ; preheat extruder to no ooze temp\nM140 S[first_layer_bed_temperature] ; set bed temp\nM190 S[first_layer_bed_temperature] ; wait for bed final temp\nM300 S40 P10 ; Bip\n; Home\nM117 Homing\nG28 ; home all with default mesh bed level\n; For ABL users put G29 for a leveling request\n; Final warmup routine\nM117 Final warmup\nM104 S[first_layer_temperature] ; set extruder final temp\nM109 S[first_layer_temperature] ; wait for extruder final temp\nM190 S[first_layer_bed_temperature] ; wait for bed final temp\nM300 S440 P200 ; 1st beep for printer ready and allow some time to clean nozzle\nM300 S0 P250 ; wait between dual beep\nM300 S440 P200 ; 2nd beep for printer ready\nG4 S10 ; wait to clean the nozzle\nM300 S440 P200 ; 3rd beep for ready to start printing\n; Prime line routine\nM117 Printing prime line\n;M900 K0; Disable Linear Advance (Marlin) for prime line\nG92 E0.0; reset extrusion distance\nG1 F3000 Z1\nG1 X-150 Y0 Z0.4\nG92 E0\nG3 X0 Y-130 I150 Z0.3 E30 F2000\nG92 E0.0 ; reset extrusion distance\n; Final print adjustments\nM117 Preparing to print\n;M82 ; extruder absolute mode\nM221 S{if layer_height<0.075}100{else}95{endif}\nM300 S40 P10 ; chirp\nM117 Print [input_filename_base]; Display: Printing started...",
- "machine_unload_filament_time": "0",
- "max_layer_height": [
- "0.2"
- ],
- "min_layer_height": [
- "0.08"
- ],
- "printable_area": [
- "134.486x11.766",
- "132.949x23.4425",
- "130.4x34.9406",
- "126.859x46.1727",
- "122.352x57.0535",
- "116.913x67.5",
- "110.586x77.4328",
- "103.416x86.7763",
- "95.4594x95.4594",
- "86.7763x103.416",
- "77.4328x110.586",
- "67.5x116.913",
- "57.0535x122.352",
- "46.1727x126.859",
- "34.9406x130.4",
- "23.4425x132.949",
- "11.766x134.486",
- "8.26637e-15x135",
- "-11.766x134.486",
- "-23.4425x132.949",
- "-34.9406x130.4",
- "-46.1727x126.859",
- "-57.0535x122.352",
- "-67.5x116.913",
- "-77.4328x110.586",
- "-86.7763x103.416",
- "-95.4594x95.4594",
- "-103.416x86.7763",
- "-110.586x77.4328",
- "-116.913x67.5",
- "-122.352x57.0535",
- "-126.859x46.1727",
- "-130.4x34.9406",
- "-132.949x23.4425",
- "-134.486x11.766",
- "-135x1.65327e-14",
- "-134.486x-11.766",
- "-132.949x-23.4425",
- "-130.4x-34.9406",
- "-126.859x-46.1727",
- "-122.352x-57.0535",
- "-116.913x-67.5",
- "-110.586x-77.4328",
- "-103.416x-86.7763",
- "-95.4594x-95.4594",
- "-86.7763x-103.416",
- "-77.4328x-110.586",
- "-67.5x-116.913",
- "-57.0535x-122.352",
- "-46.1727x-126.859",
- "-34.9406x-130.4",
- "-23.4425x-132.949",
- "-11.766x-134.486",
- "-2.47991e-14x-135",
- "11.766x-134.486",
- "23.4425x-132.949",
- "34.9406x-130.4",
- "46.1727x-126.859",
- "57.0535x-122.352",
- "67.5x-116.913",
- "77.4328x-110.586",
- "86.7763x-103.416",
- "95.4594x-95.4594",
- "103.416x-86.7763",
- "110.586x-77.4328",
- "116.913x-67.5",
- "122.352x-57.0535",
- "126.859x-46.1727",
- "130.4x-34.9406",
- "132.949x-23.4425",
- "134.486x-11.766",
- "135x-3.30655e-14"
- ],
- "printable_height": "330",
- "printer_technology": "FFF",
- "printer_variant": "0.4",
- "printhost_apikey": "",
- "printhost_authorization_type": "key",
- "printhost_cafile": "",
- "printhost_password": "",
- "printhost_port": "",
- "printhost_ssl_ignore_revoke": "0",
- "printhost_user": "",
- "retract_before_wipe": [
- "70%"
- ],
- "retract_length_toolchange": [
- "2"
- ],
- "retract_lift_above": [
- "0"
- ],
- "retract_lift_below": [
- "0"
- ],
- "retract_restart_extra": [
- "0"
- ],
- "retract_restart_extra_toolchange": [
- "0"
- ],
- "retract_when_changing_layer": [
- "1"
- ],
- "retraction_length": [
- "6.5"
- ],
- "retraction_minimum_travel": [
- "1"
- ],
- "retraction_speed": [
- "40"
- ],
- "template_custom_gcode": ";FILAMENT_CHANGE\nM600",
- "thumbnails": [
- "260x260"
- ],
- "wipe": [
- "1"
- ],
- "wipe_distance": [
- "1"
- ],
- "z_hop": [
- "0.3"
- ],
- "z_hop_types": [
- "Normal Lift"
- ]
+{
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "FLSun Super Racer 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "FLSun Super Racer (SR)",
+ "default_print_profile": "0.20mm Standard @FLSun SR",
+ "gcode_flavor": "marlin",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "nozzle_type": "brass",
+ "default_filament_profile": [
+ "FLSun Generic PLA"
+ ],
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "auxiliary_fan": "0",
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]",
+ "change_filament_gcode": ";FILAMENT_CHANGE\nM600",
+ "deretraction_speed": [
+ "40"
+ ],
+ "extruder_clearance_height_to_lid": "140",
+ "extruder_clearance_height_to_rod": "36",
+ "extruder_clearance_radius": "65",
+ "machine_end_gcode": "; printing object ENDGCODE\nG92 E0.0 ; prepare to retract\nG1 E-6 F3000; retract to avoid stringing\n; Anti-stringing end wiggle\n{if layer_z < max_print_height}G1 Z{min(layer_z+100, max_print_height)}{endif} F4000 ; Move print head up\nG1 X0 Y120 F3000 ; present print\n; Reset print setting overrides\nG92 E0\nM200 D0 ; disable volumetric e\nM220 S100 ; reset speed factor to 100%\nM221 S100 ; reset extruder factor to 100%\n;M900 K0 ; reset linear acceleration(Marlin)\n; Shut down printer\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nM18 S180 ;disable motors after 180s\nM300 S40 P10 ; Bip\nM117 Print finish.",
+ "machine_max_acceleration_e": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "5000",
+ "2000"
+ ],
+ "machine_max_acceleration_retracting": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_travel": [
+ "3000",
+ "3000"
+ ],
+ "machine_max_acceleration_x": [
+ "5000",
+ "2000"
+ ],
+ "machine_max_acceleration_y": [
+ "5000",
+ "2000"
+ ],
+ "machine_max_acceleration_z": [
+ "1500",
+ "200"
+ ],
+ "machine_max_jerk_e": [
+ "2.5",
+ "2.5"
+ ],
+ "machine_max_jerk_x": [
+ "9",
+ "9"
+ ],
+ "machine_max_jerk_y": [
+ "9",
+ "9"
+ ],
+ "machine_max_jerk_z": [
+ "3",
+ "0.4"
+ ],
+ "machine_max_speed_e": [
+ "30",
+ "25"
+ ],
+ "machine_max_speed_x": [
+ "300",
+ "200"
+ ],
+ "machine_max_speed_y": [
+ "300",
+ "200"
+ ],
+ "machine_max_speed_z": [
+ "20",
+ "12"
+ ],
+ "machine_min_extruding_rate": [
+ "0",
+ "0"
+ ],
+ "machine_min_travel_rate": [
+ "0",
+ "0"
+ ],
+ "machine_pause_gcode": "M600",
+ "machine_start_gcode": ";STARTGCODE\nM117 Initializing\n; Set coordinate modes\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; Reset speed and extrusion rates\nM200 D0 ; disable volumetric E\nM220 S100 ; reset speed\n; Set initial warmup temps\nM117 Nozzle preheat\nM104 S100 ; preheat extruder to no ooze temp\nM140 S[first_layer_bed_temperature] ; set bed temp\nM190 S[first_layer_bed_temperature] ; wait for bed final temp\nM300 S40 P10 ; Bip\n; Home\nM117 Homing\nG28 ; home all with default mesh bed level\n; For ABL users put G29 for a leveling request\n; Final warmup routine\nM117 Final warmup\nM104 S[first_layer_temperature] ; set extruder final temp\nM109 S[first_layer_temperature] ; wait for extruder final temp\nM190 S[first_layer_bed_temperature] ; wait for bed final temp\nM300 S440 P200 ; 1st beep for printer ready and allow some time to clean nozzle\nM300 S0 P250 ; wait between dual beep\nM300 S440 P200 ; 2nd beep for printer ready\nG4 S10 ; wait to clean the nozzle\nM300 S440 P200 ; 3rd beep for ready to start printing\n; Prime line routine\nM117 Printing prime line\n;M900 K0; Disable Linear Advance (Marlin) for prime line\nG92 E0.0; reset extrusion distance\nG1 F3000 Z1\nG1 X-150 Y0 Z0.4\nG92 E0\nG3 X0 Y-130 I150 Z0.3 E30 F2000\nG92 E0.0 ; reset extrusion distance\n; Final print adjustments\nM117 Preparing to print\n;M82 ; extruder absolute mode\nM221 S{if layer_height<0.075}100{else}95{endif}\nM300 S40 P10 ; chirp\nM117 Print [input_filename_base]; Display: Printing started...",
+ "machine_unload_filament_time": "0",
+ "max_layer_height": [
+ "0.2"
+ ],
+ "min_layer_height": [
+ "0.08"
+ ],
+ "printable_area": [
+ "134.486x11.766",
+ "132.949x23.4425",
+ "130.4x34.9406",
+ "126.859x46.1727",
+ "122.352x57.0535",
+ "116.913x67.5",
+ "110.586x77.4328",
+ "103.416x86.7763",
+ "95.4594x95.4594",
+ "86.7763x103.416",
+ "77.4328x110.586",
+ "67.5x116.913",
+ "57.0535x122.352",
+ "46.1727x126.859",
+ "34.9406x130.4",
+ "23.4425x132.949",
+ "11.766x134.486",
+ "8.26637e-15x135",
+ "-11.766x134.486",
+ "-23.4425x132.949",
+ "-34.9406x130.4",
+ "-46.1727x126.859",
+ "-57.0535x122.352",
+ "-67.5x116.913",
+ "-77.4328x110.586",
+ "-86.7763x103.416",
+ "-95.4594x95.4594",
+ "-103.416x86.7763",
+ "-110.586x77.4328",
+ "-116.913x67.5",
+ "-122.352x57.0535",
+ "-126.859x46.1727",
+ "-130.4x34.9406",
+ "-132.949x23.4425",
+ "-134.486x11.766",
+ "-135x1.65327e-14",
+ "-134.486x-11.766",
+ "-132.949x-23.4425",
+ "-130.4x-34.9406",
+ "-126.859x-46.1727",
+ "-122.352x-57.0535",
+ "-116.913x-67.5",
+ "-110.586x-77.4328",
+ "-103.416x-86.7763",
+ "-95.4594x-95.4594",
+ "-86.7763x-103.416",
+ "-77.4328x-110.586",
+ "-67.5x-116.913",
+ "-57.0535x-122.352",
+ "-46.1727x-126.859",
+ "-34.9406x-130.4",
+ "-23.4425x-132.949",
+ "-11.766x-134.486",
+ "-2.47991e-14x-135",
+ "11.766x-134.486",
+ "23.4425x-132.949",
+ "34.9406x-130.4",
+ "46.1727x-126.859",
+ "57.0535x-122.352",
+ "67.5x-116.913",
+ "77.4328x-110.586",
+ "86.7763x-103.416",
+ "95.4594x-95.4594",
+ "103.416x-86.7763",
+ "110.586x-77.4328",
+ "116.913x-67.5",
+ "122.352x-57.0535",
+ "126.859x-46.1727",
+ "130.4x-34.9406",
+ "132.949x-23.4425",
+ "134.486x-11.766",
+ "135x-3.30655e-14"
+ ],
+ "printable_height": "330",
+ "printer_technology": "FFF",
+ "printer_variant": "0.4",
+ "printhost_apikey": "",
+ "printhost_authorization_type": "key",
+ "printhost_cafile": "",
+ "printhost_password": "",
+ "printhost_port": "",
+ "printhost_ssl_ignore_revoke": "0",
+ "printhost_user": "",
+ "retract_before_wipe": [
+ "70%"
+ ],
+ "retract_length_toolchange": [
+ "2"
+ ],
+ "retract_lift_above": [
+ "0"
+ ],
+ "retract_lift_below": [
+ "0"
+ ],
+ "retract_restart_extra": [
+ "0"
+ ],
+ "retract_restart_extra_toolchange": [
+ "0"
+ ],
+ "retract_when_changing_layer": [
+ "1"
+ ],
+ "retraction_length": [
+ "6.5"
+ ],
+ "retraction_minimum_travel": [
+ "1"
+ ],
+ "retraction_speed": [
+ "40"
+ ],
+ "template_custom_gcode": ";FILAMENT_CHANGE\nM600",
+ "thumbnails": [
+ "260x260"
+ ],
+ "wipe": [
+ "1"
+ ],
+ "wipe_distance": [
+ "1"
+ ],
+ "z_hop": [
+ "0.3"
+ ],
+ "z_hop_types": [
+ "Normal Lift"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/machine/FLSun SR.json b/resources/profiles/FLSun/machine/FLSun SR.json
index 6e85731d28..92e29acc48 100644
--- a/resources/profiles/FLSun/machine/FLSun SR.json
+++ b/resources/profiles/FLSun/machine/FLSun SR.json
@@ -1,12 +1,12 @@
-{
- "type": "machine_model",
- "name": "FLSun Super Racer (SR)",
- "model_id": "FLSun_Super_Racer",
- "nozzle_diameter": "0.4",
- "machine_tech": "FFF",
- "family": "FLSun",
- "bed_model": "flsun_SR_buildplate_model.stl",
- "bed_texture": "flsun_SR_buildplate_texture.svg",
- "hotend_model": "",
- "default_materials": "FLSun Generic ABS;FLSun Generic PLA;FLSun Generic PLA-CF;FLSun Generic PETG;FLSun Generic TPU;FLSun Generic ASA;FLSun Generic PC;FLSun Generic PVA;FLSun Generic PA;FLSun Generic PA-CF"
+{
+ "type": "machine_model",
+ "name": "FLSun Super Racer (SR)",
+ "model_id": "FLSun_Super_Racer",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "FLSun",
+ "bed_model": "flsun_SR_buildplate_model.stl",
+ "bed_texture": "flsun_SR_buildplate_texture.svg",
+ "hotend_model": "",
+ "default_materials": "FLSun Generic ABS;FLSun Generic PLA;FLSun Generic PLA-CF;FLSun Generic PETG;FLSun Generic TPU;FLSun Generic ASA;FLSun Generic PC;FLSun Generic PVA;FLSun Generic PA;FLSun Generic PA-CF"
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/machine/FLSun T1 0.4 nozzle.json b/resources/profiles/FLSun/machine/FLSun T1 0.4 nozzle.json
new file mode 100644
index 0000000000..9a8c9c283f
--- /dev/null
+++ b/resources/profiles/FLSun/machine/FLSun T1 0.4 nozzle.json
@@ -0,0 +1,178 @@
+{
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "FLSun T1 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "FLSun T1",
+ "default_print_profile": "0.20mm Standard @FLSun T1",
+ "gcode_flavor": "klipper",
+ "printer_structure": "delta",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "thumbnails": [
+ "48x48/PNG, 300x300/PNG"
+ ],
+ "deretraction_speed": [
+ "70"
+ ],
+ "max_layer_height": [
+ "0.3"
+ ],
+ "retract_before_wipe": [
+ "30%"
+ ],
+ "retract_length_toolchange": [
+ "1"
+ ],
+ "retract_restart_extra": [
+ "-0.05"
+ ],
+ "retract_restart_extra_toolchange": [
+ "-0.05"
+ ],
+ "retraction_length": [
+ "1"
+ ],
+ "retraction_minimum_travel": [
+ "2"
+ ],
+ "retraction_speed": [
+ "70"
+ ],
+ "machine_max_acceleration_e": [
+ "30000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "30000"
+ ],
+ "machine_max_acceleration_retracting": [
+ "30000"
+ ],
+ "machine_max_acceleration_x": [
+ "30000"
+ ],
+ "machine_max_acceleration_y": [
+ "30000"
+ ],
+ "machine_max_acceleration_z": [
+ "30000"
+ ],
+ "machine_max_jerk_e": [
+ "100"
+ ],
+ "machine_max_jerk_x": [
+ "20000"
+ ],
+ "machine_max_jerk_y": [
+ "20000"
+ ],
+ "machine_max_jerk_z": [
+ "10000"
+ ],
+ "machine_max_speed_e": [
+ "1000"
+ ],
+ "machine_max_speed_x": [
+ "1000"
+ ],
+ "machine_max_speed_y": [
+ "1000"
+ ],
+ "machine_max_speed_z": [
+ "1000"
+ ],
+ "printable_area": [
+ "129.505x11.3302",
+ "128.025x22.5743",
+ "125.57x33.6465",
+ "122.16x44.4626",
+ "117.82x54.9404",
+ "112.583x65",
+ "106.49x74.5649",
+ "99.5858x83.5624",
+ "91.9239x91.9239",
+ "83.5624x99.5858",
+ "74.5649x106.49",
+ "65x112.583",
+ "54.9404x117.82",
+ "44.4626x122.16",
+ "33.6465x125.57",
+ "22.5743x128.025",
+ "11.3302x129.505",
+ "7.9602e-15x130",
+ "-11.3302x129.505",
+ "-22.5743x128.025",
+ "-33.6465x125.57",
+ "-44.4626x122.16",
+ "-54.9404x117.82",
+ "-65x112.583",
+ "-74.5649x106.49",
+ "-83.5624x99.5858",
+ "-91.9239x91.9239",
+ "-99.5858x83.5624",
+ "-106.49x74.5649",
+ "-112.583x65",
+ "-117.82x54.9404",
+ "-122.16x44.4626",
+ "-125.57x33.6465",
+ "-128.025x22.5743",
+ "-129.505x11.3302",
+ "-130x1.59204e-14",
+ "-129.505x-11.3302",
+ "-128.025x-22.5743",
+ "-125.57x-33.6465",
+ "-122.16x-44.4626",
+ "-117.82x-54.9404",
+ "-112.583x-65",
+ "-106.49x-74.5649",
+ "-99.5858x-83.5624",
+ "-91.9239x-91.9239",
+ "-83.5624x-99.5858",
+ "-74.5649x-106.49",
+ "-65x-112.583",
+ "-54.9404x-117.82",
+ "-44.4626x-122.16",
+ "-33.6465x-125.57",
+ "-22.5743x-128.025",
+ "-11.3302x-129.505",
+ "-2.38806e-14x-130",
+ "11.3302x-129.505",
+ "22.5743x-128.025",
+ "33.6465x-125.57",
+ "44.4626x-122.16",
+ "54.9404x-117.82",
+ "65x-112.583",
+ "74.5649x-106.49",
+ "83.5624x-99.5858",
+ "91.9239x-91.9239",
+ "99.5858x-83.5624",
+ "106.49x-74.5649",
+ "112.583x-65",
+ "117.82x-54.9404",
+ "122.16x-44.4626",
+ "125.57x-33.6465",
+ "128.025x-22.5743",
+ "129.505x-11.3302",
+ "130x-3.18408e-14"
+ ],
+ "support_air_filtration": "1",
+ "printable_height": "330",
+ "machine_end_gcode": "M107 T0\nM104 S0\nM104 S0 T1\nM140 S0\nG92 E0\nG91\nG1 E-1 F2100\nG1 Z+0.5 F6000\nG28\nG90",
+ "machine_start_gcode": "G21\nG90\nM82\nG28\nM140 S[first_layer_bed_temperature]\nM104 S[first_layer_temperature] T0\nM109 S[first_layer_temperature] T0\nM190 S[first_layer_bed_temperature]\nG1 Z150 F3000\nG1 X-130 Y0 Z0.4\nM107 T0\nG92 E0\nG3 X0 Y-130 I130 J0 Z0.3 E30 F2000\nG1 Z2 F2000\nG92 E0\nSET_TMC_CURRENT STEPPER=extruder CURRENT=0.8",
+ "change_filament_gcode": "PAUSE",
+ "machine_pause_gcode": "PAUSE",
+ "layer_change_gcode": "",
+ "support_chamber_temp_control": "0",
+ "scan_first_layer": "0",
+ "nozzle_type": "hardened_steel",
+ "adaptive_bed_mesh_margin": "0",
+ "emit_machine_limits_to_gcode": "0",
+ "auxiliary_fan": "0"
+}
+
diff --git a/resources/profiles/FLSun/machine/FLSun T1.json b/resources/profiles/FLSun/machine/FLSun T1.json
new file mode 100644
index 0000000000..663970ea87
--- /dev/null
+++ b/resources/profiles/FLSun/machine/FLSun T1.json
@@ -0,0 +1,12 @@
+{
+ "type": "machine_model",
+ "name": "FLSun T1",
+ "model_id": "FLSun_T1",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "FLSun",
+ "bed_model": "FLSun_T1_buildplate_model.stl",
+ "bed_texture": "FLSun_T1_buildplate_texture.png",
+ "hotend_model": "",
+ "default_materials": "FLSun T1 PLA High Speed;FLSun T1 PLA Silk;FLSun T1 PLA Generic;FLSun T1 PETG;FLSun T1 ASA;FLSun T1 TPU;FLSun T1 ABS"
+}
diff --git a/resources/profiles/FLSun/machine/FLSun V400 0.4 nozzle.json b/resources/profiles/FLSun/machine/FLSun V400 0.4 nozzle.json
index 98c26efe89..795d2398ed 100644
--- a/resources/profiles/FLSun/machine/FLSun V400 0.4 nozzle.json
+++ b/resources/profiles/FLSun/machine/FLSun V400 0.4 nozzle.json
@@ -1,100 +1,100 @@
-{
- "type": "machine",
- "setting_id": "GM003",
- "name": "FLSun V400 0.4 nozzle",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_machine_common",
- "printer_model": "FLSun V400",
- "default_print_profile": "0.20mm Standard @FLSun V400",
- "gcode_flavor": "klipper",
- "nozzle_diameter": [
- "0.4"
- ],
- "bed_exclude_area": [
- "0x0"
- ],
- "printable_area": [
- "149.429x13.0734",
- "147.721x26.0472",
- "144.889x38.8229",
- "140.954x51.303",
- "135.946x63.3927",
- "129.904x75",
- "122.873x86.0365",
- "114.907x96.4181",
- "106.066x106.066",
- "96.4181x114.907",
- "86.0365x122.873",
- "75x129.904",
- "63.3927x135.946",
- "51.303x140.954",
- "38.8229x144.889",
- "26.0472x147.721",
- "13.0734x149.429",
- "9.18485e-15x150",
- "-13.0734x149.429",
- "-26.0472x147.721",
- "-38.8229x144.889",
- "-51.303x140.954",
- "-63.3927x135.946",
- "-75x129.904",
- "-86.0365x122.873",
- "-96.4181x114.907",
- "-106.066x106.066",
- "-114.907x96.4181",
- "-122.873x86.0365",
- "-129.904x75",
- "-135.946x63.3927",
- "-140.954x51.303",
- "-144.889x38.8229",
- "-147.721x26.0472",
- "-149.429x13.0734",
- "-150x1.83697e-14",
- "-149.429x-13.0734",
- "-147.721x-26.0472",
- "-144.889x-38.8229",
- "-140.954x-51.303",
- "-135.946x-63.3927",
- "-129.904x-75",
- "-122.873x-86.0365",
- "-114.907x-96.4181",
- "-106.066x-106.066",
- "-96.4181x-114.907",
- "-86.0365x-122.873",
- "-75x-129.904",
- "-63.3927x-135.946",
- "-51.303x-140.954",
- "-38.8229x-144.889",
- "-26.0472x-147.721",
- "-13.0734x-149.429",
- "-2.75546e-14x-150",
- "13.0734x-149.429",
- "26.0472x-147.721",
- "38.8229x-144.889",
- "51.303x-140.954",
- "63.3927x-135.946",
- "75x-129.904",
- "86.0365x-122.873",
- "96.4181x-114.907",
- "106.066x-106.066",
- "114.907x-96.4181",
- "122.873x-86.0365",
- "129.904x-75",
- "135.946x-63.3927",
- "140.954x-51.303",
- "144.889x-38.8229",
- "147.721x-26.0472",
- "149.429x-13.0734",
- "150x-3.67394e-14"
- ],
- "printable_height": "410",
- "machine_end_gcode": "M107 T0\nM104 S0\nM104 S0 T1\nM140 S0\nG92 E0\nG91\nG1 E-1 F300\nG1 Z+0.5 F6000\nG28 \nG90 ;absolute positioning",
- "machine_start_gcode": "G21\nG90\nM82\nM107 T0\nM140 S[bed_temperature_initial_layer_single]\nM104 S[nozzle_temperature_initial_layer] T0\nM190 S[bed_temperature_initial_layer_single]\nM109 S[nozzle_temperature_initial_layer] T0\nG28\nG1 F3000 Z1\nG1 X-150 Y0 Z0.4\nG92 E0\nG3 X0 Y-130 I150 Z0.3 E30 F2000\nG92 E0",
- "layer_change_gcode": "",
- "machine_pause_gcode": "PAUSE",
- "scan_first_layer": "0",
- "nozzle_type": "hardened_steel",
- "auxiliary_fan": "0"
- }
-
+{
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "FLSun V400 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "printer_model": "FLSun V400",
+ "default_print_profile": "0.20mm Standard @FLSun V400",
+ "gcode_flavor": "klipper",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "printable_area": [
+ "149.429x13.0734",
+ "147.721x26.0472",
+ "144.889x38.8229",
+ "140.954x51.303",
+ "135.946x63.3927",
+ "129.904x75",
+ "122.873x86.0365",
+ "114.907x96.4181",
+ "106.066x106.066",
+ "96.4181x114.907",
+ "86.0365x122.873",
+ "75x129.904",
+ "63.3927x135.946",
+ "51.303x140.954",
+ "38.8229x144.889",
+ "26.0472x147.721",
+ "13.0734x149.429",
+ "9.18485e-15x150",
+ "-13.0734x149.429",
+ "-26.0472x147.721",
+ "-38.8229x144.889",
+ "-51.303x140.954",
+ "-63.3927x135.946",
+ "-75x129.904",
+ "-86.0365x122.873",
+ "-96.4181x114.907",
+ "-106.066x106.066",
+ "-114.907x96.4181",
+ "-122.873x86.0365",
+ "-129.904x75",
+ "-135.946x63.3927",
+ "-140.954x51.303",
+ "-144.889x38.8229",
+ "-147.721x26.0472",
+ "-149.429x13.0734",
+ "-150x1.83697e-14",
+ "-149.429x-13.0734",
+ "-147.721x-26.0472",
+ "-144.889x-38.8229",
+ "-140.954x-51.303",
+ "-135.946x-63.3927",
+ "-129.904x-75",
+ "-122.873x-86.0365",
+ "-114.907x-96.4181",
+ "-106.066x-106.066",
+ "-96.4181x-114.907",
+ "-86.0365x-122.873",
+ "-75x-129.904",
+ "-63.3927x-135.946",
+ "-51.303x-140.954",
+ "-38.8229x-144.889",
+ "-26.0472x-147.721",
+ "-13.0734x-149.429",
+ "-2.75546e-14x-150",
+ "13.0734x-149.429",
+ "26.0472x-147.721",
+ "38.8229x-144.889",
+ "51.303x-140.954",
+ "63.3927x-135.946",
+ "75x-129.904",
+ "86.0365x-122.873",
+ "96.4181x-114.907",
+ "106.066x-106.066",
+ "114.907x-96.4181",
+ "122.873x-86.0365",
+ "129.904x-75",
+ "135.946x-63.3927",
+ "140.954x-51.303",
+ "144.889x-38.8229",
+ "147.721x-26.0472",
+ "149.429x-13.0734",
+ "150x-3.67394e-14"
+ ],
+ "printable_height": "410",
+ "machine_end_gcode": "M107 T0\nM104 S0\nM104 S0 T1\nM140 S0\nG92 E0\nG91\nG1 E-1 F300\nG1 Z+0.5 F6000\nG28 \nG90 ;absolute positioning",
+ "machine_start_gcode": "G21\nG90\nM82\nM107 T0\nM140 S[bed_temperature_initial_layer_single]\nM104 S[nozzle_temperature_initial_layer] T0\nM190 S[bed_temperature_initial_layer_single]\nM109 S[nozzle_temperature_initial_layer] T0\nG28\nG1 F3000 Z1\nG1 X-150 Y0 Z0.4\nG92 E0\nG3 X0 Y-130 I150 Z0.3 E30 F2000\nG92 E0",
+ "layer_change_gcode": "",
+ "machine_pause_gcode": "PAUSE",
+ "scan_first_layer": "0",
+ "nozzle_type": "hardened_steel",
+ "auxiliary_fan": "0"
+ }
+
diff --git a/resources/profiles/FLSun/machine/FLSun V400.json b/resources/profiles/FLSun/machine/FLSun V400.json
index 732b7c8729..a5c79cac65 100644
--- a/resources/profiles/FLSun/machine/FLSun V400.json
+++ b/resources/profiles/FLSun/machine/FLSun V400.json
@@ -1,12 +1,12 @@
-{
- "type": "machine_model",
- "name": "FLSun V400",
- "model_id": "FLSun_V400",
- "nozzle_diameter": "0.4",
- "machine_tech": "FFF",
- "family": "FLSun",
- "bed_model": "flsun_v400_buildplate_model.stl",
- "bed_texture": "flsun_v400_buildplate_texture.svg",
- "hotend_model": "",
- "default_materials": "FLSun Generic ABS;FLSun Generic PLA;FLSun Generic PLA-CF;FLSun Generic PETG;FLSun Generic TPU;FLSun Generic ASA;FLSun Generic PC;FLSun Generic PVA;FLSun Generic PA;FLSun Generic PA-CF"
-}
+{
+ "type": "machine_model",
+ "name": "FLSun V400",
+ "model_id": "FLSun_V400",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "FLSun",
+ "bed_model": "flsun_v400_buildplate_model.stl",
+ "bed_texture": "flsun_v400_buildplate_texture.svg",
+ "hotend_model": "",
+ "default_materials": "FLSun Generic ABS;FLSun Generic PLA;FLSun Generic PLA-CF;FLSun Generic PETG;FLSun Generic TPU;FLSun Generic ASA;FLSun Generic PC;FLSun Generic PVA;FLSun Generic PA;FLSun Generic PA-CF"
+}
diff --git a/resources/profiles/FLSun/machine/fdm_machine_common.json b/resources/profiles/FLSun/machine/fdm_machine_common.json
index 6f2b40c2a2..3deef99eaa 100644
--- a/resources/profiles/FLSun/machine/fdm_machine_common.json
+++ b/resources/profiles/FLSun/machine/fdm_machine_common.json
@@ -1,56 +1,56 @@
-{
- "type": "machine",
- "name": "fdm_machine_common",
- "from": "system",
- "instantiation": "false",
- "gcode_flavor": "marlin",
- "machine_start_gcode": "",
- "machine_end_gcode": "",
- "extruder_colour": ["#018001"],
- "extruder_offset": ["0x0"],
- "machine_max_acceleration_e": ["5000", "5000"],
- "machine_max_acceleration_extruding": ["20000", "20000"],
- "machine_max_acceleration_retracting": ["5000", "5000"],
- "machine_max_acceleration_travel": ["20000", "20000"],
- "machine_max_acceleration_x": ["20000", "20000"],
- "machine_max_acceleration_y": ["20000", "20000"],
- "machine_max_acceleration_z": ["500", "500"],
- "machine_max_speed_e": ["30", "30"],
- "machine_max_speed_x": ["1000", "1000"],
- "machine_max_speed_y": ["1000", "1000"],
- "machine_max_speed_z": ["20", "20"],
- "machine_max_jerk_e": ["2.5", "2.5"],
- "machine_max_jerk_x": ["12", "12"],
- "machine_max_jerk_y": ["12", "12"],
- "machine_max_jerk_z": ["0.2", "0.4"],
- "machine_min_extruding_rate": ["0", "0"],
- "machine_min_travel_rate": ["0", "0"],
- "max_layer_height": ["0.3"],
- "min_layer_height": ["0.08"],
- "printable_height": "250",
- "extruder_clearance_radius": "65",
- "extruder_clearance_height_to_rod": "36",
- "extruder_clearance_height_to_lid": "140",
- "nozzle_diameter": ["0.4"],
- "printer_settings_id": "",
- "printer_technology": "FFF",
- "printer_variant": "0.4",
- "retraction_minimum_travel": ["1"],
- "retract_before_wipe": ["70%"],
- "retract_when_changing_layer": ["1"],
- "retraction_length": ["0.8"],
- "retract_length_toolchange": ["2"],
- "z_hop": ["0.4"],
- "retract_restart_extra": ["0"],
- "retract_restart_extra_toolchange": ["0"],
- "retraction_speed": ["30"],
- "deretraction_speed": ["30"],
- "silent_mode": "0",
- "single_extruder_multi_material": "1",
- "change_filament_gcode": "",
- "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]\nG92 E0\n",
- "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
- "machine_pause_gcode": "M400 U1\n",
- "wipe": ["1"],
- "z_hop_types": "Normal Lift"
-}
+{
+ "type": "machine",
+ "name": "fdm_machine_common",
+ "from": "system",
+ "instantiation": "false",
+ "gcode_flavor": "marlin",
+ "machine_start_gcode": "",
+ "machine_end_gcode": "",
+ "extruder_colour": ["#018001"],
+ "extruder_offset": ["0x0"],
+ "machine_max_acceleration_e": ["5000", "5000"],
+ "machine_max_acceleration_extruding": ["20000", "20000"],
+ "machine_max_acceleration_retracting": ["5000", "5000"],
+ "machine_max_acceleration_travel": ["20000", "20000"],
+ "machine_max_acceleration_x": ["20000", "20000"],
+ "machine_max_acceleration_y": ["20000", "20000"],
+ "machine_max_acceleration_z": ["500", "500"],
+ "machine_max_speed_e": ["30", "30"],
+ "machine_max_speed_x": ["1000", "1000"],
+ "machine_max_speed_y": ["1000", "1000"],
+ "machine_max_speed_z": ["20", "20"],
+ "machine_max_jerk_e": ["2.5", "2.5"],
+ "machine_max_jerk_x": ["12", "12"],
+ "machine_max_jerk_y": ["12", "12"],
+ "machine_max_jerk_z": ["0.2", "0.4"],
+ "machine_min_extruding_rate": ["0", "0"],
+ "machine_min_travel_rate": ["0", "0"],
+ "max_layer_height": ["0.3"],
+ "min_layer_height": ["0.08"],
+ "printable_height": "250",
+ "extruder_clearance_radius": "65",
+ "extruder_clearance_height_to_rod": "36",
+ "extruder_clearance_height_to_lid": "140",
+ "nozzle_diameter": ["0.4"],
+ "printer_settings_id": "",
+ "printer_technology": "FFF",
+ "printer_variant": "0.4",
+ "retraction_minimum_travel": ["1"],
+ "retract_before_wipe": ["70%"],
+ "retract_when_changing_layer": ["1"],
+ "retraction_length": ["0.8"],
+ "retract_length_toolchange": ["2"],
+ "z_hop": ["0.4"],
+ "retract_restart_extra": ["0"],
+ "retract_restart_extra_toolchange": ["0"],
+ "retraction_speed": ["30"],
+ "deretraction_speed": ["30"],
+ "silent_mode": "0",
+ "single_extruder_multi_material": "1",
+ "change_filament_gcode": "",
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]\nG92 E0\n",
+ "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
+ "machine_pause_gcode": "M400 U1\n",
+ "wipe": ["1"],
+ "z_hop_types": "Normal Lift"
+}
diff --git a/resources/profiles/FLSun/process/0.08mm Fine @FLSun Q5.json b/resources/profiles/FLSun/process/0.08mm Fine @FLSun Q5.json
index 0fc5f7c580..ecad68ac1f 100644
--- a/resources/profiles/FLSun/process/0.08mm Fine @FLSun Q5.json
+++ b/resources/profiles/FLSun/process/0.08mm Fine @FLSun Q5.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.08mm Fine @FLSun Q5",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.08",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "10",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.7",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "800",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "800",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.06",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "1.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.06",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "12",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.08mm Fine @FLSun Q5",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.08",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "10",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.7",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "800",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "800",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.06",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "1.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.06",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "12",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.08mm Fine @FLSun QQSPro.json b/resources/profiles/FLSun/process/0.08mm Fine @FLSun QQSPro.json
index 8478fbab7a..45686b4bde 100644
--- a/resources/profiles/FLSun/process/0.08mm Fine @FLSun QQSPro.json
+++ b/resources/profiles/FLSun/process/0.08mm Fine @FLSun QQSPro.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.08mm Fine @FLSun QQSPro",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.08",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "10",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.7",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "1500",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "1000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.06",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "1.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.06",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "12",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun QQ-S Pro 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.08mm Fine @FLSun QQSPro",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.08",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "10",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.7",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "1500",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "1000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.06",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "1.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.06",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "12",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun QQ-S Pro 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.08mm Fine @FLSun SR.json b/resources/profiles/FLSun/process/0.08mm Fine @FLSun SR.json
index 28fd70266d..1481b2bb75 100644
--- a/resources/profiles/FLSun/process/0.08mm Fine @FLSun SR.json
+++ b/resources/profiles/FLSun/process/0.08mm Fine @FLSun SR.json
@@ -1,109 +1,109 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.08mm Fine @FLSun SR",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.08",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "10",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.7",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "5000",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "3000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "3000",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "only_one_wall_top": "1",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.06",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "1.5",
- "support_interface_speed": "70%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.06",
- "support_speed": "80",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "12",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "50%",
- "initial_layer_infill_speed": "50%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "80",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "50",
- "gap_infill_speed": "50",
- "sparse_infill_speed": "100",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Super Racer 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.08mm Fine @FLSun SR",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.08",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "10",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.7",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "5000",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "3000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "3000",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "only_one_wall_top": "1",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.06",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "1.5",
+ "support_interface_speed": "70%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.06",
+ "support_speed": "80",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "12",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "50%",
+ "initial_layer_infill_speed": "50%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "80",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "50",
+ "gap_infill_speed": "50",
+ "sparse_infill_speed": "100",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Super Racer 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.12mm Fine @FLSun S1.json b/resources/profiles/FLSun/process/0.12mm Fine @FLSun S1.json
new file mode 100644
index 0000000000..6a4b71cd37
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.12mm Fine @FLSun S1.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.12mm Fine @FLSun S1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "layer_height": "0.12",
+ "bottom_shell_layers": "7",
+ "bottom_shell_thickness": "0.84",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "32000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "450",
+ "infill_jerk": "600",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "12000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "22000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "550",
+ "internal_solid_infill_acceleration": "20000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "500",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "20000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "800",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "support_bottom_z_distance": "0.12",
+ "support_threshold_angle": "20",
+ "support_top_z_distance": "0.12",
+ "top_shell_layers": "7",
+ "top_surface_acceleration": "12000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "top_shell_thickness": "0.84",
+ "travel_acceleration": "32000",
+ "travel_jerk": "600",
+ "travel_speed": "1200",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.12mm Fine @FLSun T1.json b/resources/profiles/FLSun/process/0.12mm Fine @FLSun T1.json
new file mode 100644
index 0000000000..74e7a2616f
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.12mm Fine @FLSun T1.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.12mm Fine @FLSun T1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "layer_height": "0.12",
+ "bottom_shell_layers": "7",
+ "bottom_shell_thickness": "0.84",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "30000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "450",
+ "infill_jerk": "500",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "10000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "15000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "550",
+ "internal_solid_infill_acceleration": "15000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "500",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "15000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "600",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "support_bottom_z_distance": "0.12",
+ "support_threshold_angle": "20",
+ "support_top_z_distance": "0.12",
+ "top_shell_layers": "7",
+ "top_surface_acceleration": "10000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "top_shell_thickness": "0.84",
+ "travel_acceleration": "20000",
+ "travel_jerk": "500",
+ "travel_speed": "1000",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.16mm Optimal @FLSun Q5.json b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun Q5.json
index 6bebc0249f..d0c1e18226 100644
--- a/resources/profiles/FLSun/process/0.16mm Optimal @FLSun Q5.json
+++ b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun Q5.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.16mm Optimal @FLSun Q5",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.16",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "5",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.9",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "800",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "800",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.16",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.16",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "6",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.16mm Optimal @FLSun Q5",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.16",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "5",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.9",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "800",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "800",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.16",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.16",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "6",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.16mm Optimal @FLSun QQSPro.json b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun QQSPro.json
index 47c6467fab..36137ae052 100644
--- a/resources/profiles/FLSun/process/0.16mm Optimal @FLSun QQSPro.json
+++ b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun QQSPro.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.16mm Optimal @FLSun QQSPro",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.16",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "5",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.9",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "1500",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "1000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.16",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.16",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "6",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun QQ-S Pro 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.16mm Optimal @FLSun QQSPro",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.16",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "5",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.9",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "1500",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "1000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.16",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.16",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "6",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun QQ-S Pro 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.16mm Optimal @FLSun S1.json b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun S1.json
new file mode 100644
index 0000000000..88bd17f7e3
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun S1.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.16mm Optimal @FLSun S1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "layer_height": "0.16",
+ "bottom_shell_layers": "6",
+ "bottom_shell_thickness": "0.96",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "32000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "400",
+ "infill_jerk": "600",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "12000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "22000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "500",
+ "internal_solid_infill_acceleration": "20000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "500",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "20000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "800",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "support_bottom_z_distance": "0.16",
+ "support_threshold_angle": "25",
+ "support_top_z_distance": "0.16",
+ "top_shell_layers": "6",
+ "top_surface_acceleration": "12000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "top_shell_thickness": "0.96",
+ "travel_acceleration": "32000",
+ "travel_jerk": "600",
+ "travel_speed": "1200",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.16mm Optimal @FLSun SR.json b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun SR.json
index 22871b63a0..0bb0777024 100644
--- a/resources/profiles/FLSun/process/0.16mm Optimal @FLSun SR.json
+++ b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun SR.json
@@ -1,109 +1,109 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.16mm Optimal @FLSun SR",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.16",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "5",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.9",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "5000",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "3000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "3000",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "only_one_wall_top": "1",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.16",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "70%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.16",
- "support_speed": "80",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "6",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "50%",
- "initial_layer_infill_speed": "50%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "80",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "50",
- "gap_infill_speed": "50",
- "sparse_infill_speed": "100",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Super Racer 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.16mm Optimal @FLSun SR",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.16",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "5",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.9",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "5000",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "3000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "3000",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "only_one_wall_top": "1",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.16",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "70%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.16",
+ "support_speed": "80",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "6",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "50%",
+ "initial_layer_infill_speed": "50%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "80",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "50",
+ "gap_infill_speed": "50",
+ "sparse_infill_speed": "100",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Super Racer 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.16mm Optimal @FLSun T1.json b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun T1.json
new file mode 100644
index 0000000000..1f406fe36c
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.16mm Optimal @FLSun T1.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.16mm Optimal @FLSun T1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "layer_height": "0.16",
+ "bottom_shell_layers": "6",
+ "bottom_shell_thickness": "0.96",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "30000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "400",
+ "infill_jerk": "500",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "10000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "15000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "500",
+ "internal_solid_infill_acceleration": "15000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "500",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "15000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "600",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "support_bottom_z_distance": "0.16",
+ "support_threshold_angle": "25",
+ "support_top_z_distance": "0.16",
+ "top_shell_layers": "6",
+ "top_surface_acceleration": "10000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "top_shell_thickness": "0.96",
+ "travel_acceleration": "20000",
+ "travel_jerk": "500",
+ "travel_speed": "1000",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.20mm Standard @FLSun Q5.json b/resources/profiles/FLSun/process/0.20mm Standard @FLSun Q5.json
index 4836352921..30ff864755 100644
--- a/resources/profiles/FLSun/process/0.20mm Standard @FLSun Q5.json
+++ b/resources/profiles/FLSun/process/0.20mm Standard @FLSun Q5.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.20mm Standard @FLSun Q5",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.2",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "4",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.95",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "800",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "800",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.2",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.2",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "5",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Standard @FLSun Q5",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.2",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "4",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.95",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "800",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "800",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.2",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.2",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "5",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.20mm Standard @FLSun QQSPro.json b/resources/profiles/FLSun/process/0.20mm Standard @FLSun QQSPro.json
index 9a98c2f09a..c8619d20da 100644
--- a/resources/profiles/FLSun/process/0.20mm Standard @FLSun QQSPro.json
+++ b/resources/profiles/FLSun/process/0.20mm Standard @FLSun QQSPro.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.20mm Standard @FLSun QQSPro",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.2",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "4",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.95",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "1500",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "1000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.2",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.2",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "5",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun QQ-S Pro 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Standard @FLSun QQSPro",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.2",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "4",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.95",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "1500",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "1000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.2",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.2",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "5",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun QQ-S Pro 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.20mm Standard @FLSun S1.json b/resources/profiles/FLSun/process/0.20mm Standard @FLSun S1.json
new file mode 100644
index 0000000000..a772514af3
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.20mm Standard @FLSun S1.json
@@ -0,0 +1,64 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Standard @FLSun S1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "bottom_shell_layers": "5",
+ "bottom_shell_thickness": "0.8",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "32000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "350",
+ "infill_jerk": "600",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "12000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "22000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "500",
+ "internal_solid_infill_acceleration": "20000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "500",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "20000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "800",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "top_shell_layers": "5",
+ "top_surface_acceleration": "12000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "travel_acceleration": "32000",
+ "travel_jerk": "600",
+ "travel_speed": "1200",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.20mm Standard @FLSun SR.json b/resources/profiles/FLSun/process/0.20mm Standard @FLSun SR.json
index c0aff8ff02..deefdebe0a 100644
--- a/resources/profiles/FLSun/process/0.20mm Standard @FLSun SR.json
+++ b/resources/profiles/FLSun/process/0.20mm Standard @FLSun SR.json
@@ -1,109 +1,109 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.20mm Standard @FLSun SR",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.2",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "4",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.95",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "5000",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "3000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "3000",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "only_one_wall_top": "1",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.2",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.2",
- "support_speed": "80",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "5",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "75",
- "inner_wall_speed": "150",
- "internal_solid_infill_speed": "150",
- "top_surface_speed": "75",
- "gap_infill_speed": "75",
- "sparse_infill_speed": "150",
- "travel_speed": "180",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Super Racer 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Standard @FLSun SR",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.2",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "4",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.95",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "5000",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "3000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "3000",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "only_one_wall_top": "1",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.2",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.2",
+ "support_speed": "80",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "5",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "75",
+ "inner_wall_speed": "150",
+ "internal_solid_infill_speed": "150",
+ "top_surface_speed": "75",
+ "gap_infill_speed": "75",
+ "sparse_infill_speed": "150",
+ "travel_speed": "180",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Super Racer 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.20mm Standard @FLSun T1.json b/resources/profiles/FLSun/process/0.20mm Standard @FLSun T1.json
new file mode 100644
index 0000000000..90c63838e0
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.20mm Standard @FLSun T1.json
@@ -0,0 +1,64 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Standard @FLSun T1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "bottom_shell_layers": "5",
+ "bottom_shell_thickness": "0.8",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "30000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "350",
+ "infill_jerk": "500",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "10000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "15000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "500",
+ "internal_solid_infill_acceleration": "15000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "500",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "15000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "600",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "top_shell_layers": "5",
+ "top_surface_acceleration": "10000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "travel_acceleration": "20000",
+ "travel_jerk": "500",
+ "travel_speed": "1000",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.20mm Standard @FLSun V400.json b/resources/profiles/FLSun/process/0.20mm Standard @FLSun V400.json
index 87a5547808..e2874b93db 100644
--- a/resources/profiles/FLSun/process/0.20mm Standard @FLSun V400.json
+++ b/resources/profiles/FLSun/process/0.20mm Standard @FLSun V400.json
@@ -1,30 +1,30 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.20mm Standard @FLSun V400",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_process_common",
- "outer_wall_speed": "120",
- "inner_wall_speed": "200",
- "sparse_infill_speed": "250",
- "internal_solid_infill_speed": "200",
- "default_acceleration": "5000",
- "default_jerk": "9",
- "gap_infill_speed": "200",
- "initial_layer_acceleration": "1000",
- "initial_layer_infill_speed": "100",
- "initial_layer_speed": "50",
- "inner_wall_acceleration": "5000",
- "is_custom_defined": "0",
- "outer_wall_acceleration": "4000",
- "overhang_1_4_speed": "80",
- "top_surface_acceleration": "3000",
- "top_surface_speed": "200",
- "travel_acceleration": "5000",
- "travel_speed": "400",
- "compatible_printers": [
- "FLSun V400 0.4 nozzle"
- ],
- "exclude_object": "1"
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Standard @FLSun V400",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "outer_wall_speed": "120",
+ "inner_wall_speed": "200",
+ "sparse_infill_speed": "250",
+ "internal_solid_infill_speed": "200",
+ "default_acceleration": "5000",
+ "default_jerk": "9",
+ "gap_infill_speed": "200",
+ "initial_layer_acceleration": "1000",
+ "initial_layer_infill_speed": "100",
+ "initial_layer_speed": "50",
+ "inner_wall_acceleration": "5000",
+ "is_custom_defined": "0",
+ "outer_wall_acceleration": "4000",
+ "overhang_1_4_speed": "80",
+ "top_surface_acceleration": "3000",
+ "top_surface_speed": "200",
+ "travel_acceleration": "5000",
+ "travel_speed": "400",
+ "compatible_printers": [
+ "FLSun V400 0.4 nozzle"
+ ],
+ "exclude_object": "1"
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.24mm Draft @FLSun Q5.json b/resources/profiles/FLSun/process/0.24mm Draft @FLSun Q5.json
index 8ab5ea8fd0..457acf0965 100644
--- a/resources/profiles/FLSun/process/0.24mm Draft @FLSun Q5.json
+++ b/resources/profiles/FLSun/process/0.24mm Draft @FLSun Q5.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.24mm Draft @FLSun Q5",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.24",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "4",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.95",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "800",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "800",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.18",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.18",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "4",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.24mm Draft @FLSun Q5",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.24",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "4",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.95",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "800",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "800",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.18",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.18",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.24mm Draft @FLSun QQSPro.json b/resources/profiles/FLSun/process/0.24mm Draft @FLSun QQSPro.json
index c5b733ee4a..bc29f577b6 100644
--- a/resources/profiles/FLSun/process/0.24mm Draft @FLSun QQSPro.json
+++ b/resources/profiles/FLSun/process/0.24mm Draft @FLSun QQSPro.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.24mm Draft @FLSun QQSPro",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.24",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "4",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.95",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "1500",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "1000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.18",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.18",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "4",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun QQ-S Pro 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.24mm Draft @FLSun QQSPro",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.24",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "4",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.95",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "1500",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "1000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.18",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.18",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun QQ-S Pro 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.24mm Draft @FLSun S1.json b/resources/profiles/FLSun/process/0.24mm Draft @FLSun S1.json
new file mode 100644
index 0000000000..0376014755
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.24mm Draft @FLSun S1.json
@@ -0,0 +1,65 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.24mm Draft @FLSun S1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "bottom_shell_layers": "5",
+ "bottom_shell_thickness": "0.8",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "32000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "330",
+ "infill_jerk": "600",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "12000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "22000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "450",
+ "internal_solid_infill_acceleration": "20000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "450",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "20000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "750",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "support_threshold_angle": "35",
+ "top_shell_layers": "5",
+ "top_surface_acceleration": "12000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "travel_acceleration": "32000",
+ "travel_jerk": "600",
+ "travel_speed": "1200",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.24mm Draft @FLSun SR.json b/resources/profiles/FLSun/process/0.24mm Draft @FLSun SR.json
index 1d11c2b26e..483c9ab71e 100644
--- a/resources/profiles/FLSun/process/0.24mm Draft @FLSun SR.json
+++ b/resources/profiles/FLSun/process/0.24mm Draft @FLSun SR.json
@@ -1,109 +1,109 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.24mm Draft @FLSun SR",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.24",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "4",
- "bottom_shell_thickness": "0.5",
- "bridge_flow": "0.95",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "1500",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.45",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.45",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "1000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.45",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "only_one_wall_top": "1",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.18",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.18",
- "support_speed": "80",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.38",
- "top_shell_layers": "4",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "75",
- "inner_wall_speed": "150",
- "internal_solid_infill_speed": "150",
- "top_surface_speed": "75",
- "gap_infill_speed": "75",
- "sparse_infill_speed": "150",
- "travel_speed": "180",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Super Racer 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.24mm Draft @FLSun SR",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.24",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "4",
+ "bottom_shell_thickness": "0.5",
+ "bridge_flow": "0.95",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "1500",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.45",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.45",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "1000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.45",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "only_one_wall_top": "1",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.18",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.18",
+ "support_speed": "80",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.38",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "75",
+ "inner_wall_speed": "150",
+ "internal_solid_infill_speed": "150",
+ "top_surface_speed": "75",
+ "gap_infill_speed": "75",
+ "sparse_infill_speed": "150",
+ "travel_speed": "180",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Super Racer 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.24mm Draft @FLSun T1.json b/resources/profiles/FLSun/process/0.24mm Draft @FLSun T1.json
new file mode 100644
index 0000000000..a75bd2c3fc
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.24mm Draft @FLSun T1.json
@@ -0,0 +1,65 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.24mm Draft @FLSun T1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "bottom_shell_layers": "5",
+ "bottom_shell_thickness": "0.8",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "30000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "330",
+ "infill_jerk": "500",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "10000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "15000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "450",
+ "internal_solid_infill_acceleration": "15000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "450",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "15000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "550",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "support_threshold_angle": "35",
+ "top_shell_layers": "5",
+ "top_surface_acceleration": "10000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "travel_acceleration": "20000",
+ "travel_jerk": "500",
+ "travel_speed": "1000",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun Q5.json b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun Q5.json
index 534c02f77b..0629144f2f 100644
--- a/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun Q5.json
+++ b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun Q5.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.30mm Extra Draft @FLSun Q5",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.3",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "3",
- "bottom_shell_thickness": "0.6",
- "bridge_flow": "0.95",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "800",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.5",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.5",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "800",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.5",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.5",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.22",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.22",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.45",
- "top_shell_layers": "4",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Q5 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.30mm Extra Draft @FLSun Q5",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.3",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "3",
+ "bottom_shell_thickness": "0.6",
+ "bridge_flow": "0.95",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "800",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.5",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.5",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "800",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.5",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.22",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.22",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.45",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Q5 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun QQSPro.json b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun QQSPro.json
index 851a3a25c2..d76a71b618 100644
--- a/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun QQSPro.json
+++ b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun QQSPro.json
@@ -1,108 +1,108 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.30mm Extra Draft @FLSun QQSPro",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.3",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "3",
- "bottom_shell_thickness": "0.6",
- "bridge_flow": "0.95",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "1500",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.5",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.5",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "1000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.5",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.5",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.22",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.22",
- "support_speed": "60",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.45",
- "top_shell_layers": "4",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "40",
- "inner_wall_speed": "40",
- "internal_solid_infill_speed": "40",
- "top_surface_speed": "30",
- "gap_infill_speed": "30",
- "sparse_infill_speed": "60",
- "travel_speed": "150",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun QQ-S Pro 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.30mm Extra Draft @FLSun QQSPro",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.3",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "3",
+ "bottom_shell_thickness": "0.6",
+ "bridge_flow": "0.95",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "1500",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.5",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.5",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "1000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.5",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.22",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.22",
+ "support_speed": "60",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.45",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "40",
+ "inner_wall_speed": "40",
+ "internal_solid_infill_speed": "40",
+ "top_surface_speed": "30",
+ "gap_infill_speed": "30",
+ "sparse_infill_speed": "60",
+ "travel_speed": "150",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun QQ-S Pro 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun S1.json b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun S1.json
new file mode 100644
index 0000000000..6232a5b7f3
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun S1.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.30mm Extra Draft @FLSun S1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "layer_height": "0.3",
+ "bottom_shell_layers": "4",
+ "bottom_shell_thickness": "1.2",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "32000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "300",
+ "infill_jerk": "600",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "12000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "22000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "450",
+ "internal_solid_infill_acceleration": "20000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "450",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "20000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "650",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "support_threshold_angle": "40",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "1.2",
+ "top_surface_acceleration": "12000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "travel_acceleration": "32000",
+ "travel_jerk": "600",
+ "travel_speed": "1200",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun S1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun SR.json b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun SR.json
index 079f74388c..782bd42083 100644
--- a/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun SR.json
+++ b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun SR.json
@@ -1,109 +1,109 @@
-{
- "type": "process",
- "setting_id": "GP004",
- "name": "0.30mm Extra Draft @FLSun SR",
- "from": "system",
- "inherits": "fdm_process_common",
- "instantiation": "true",
- "adaptive_layer_height": "1",
- "reduce_crossing_wall": "0",
- "layer_height": "0.3",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "3",
- "bottom_shell_thickness": "0.6",
- "bridge_flow": "0.95",
- "bridge_speed": "30",
- "brim_width": "0",
- "brim_object_gap": "0",
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "1500",
- "top_surface_acceleration": "0",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.2",
- "enable_arc_fitting": "0",
- "outer_wall_line_width": "0.5",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.5",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_acceleration": "1000",
- "travel_acceleration": "0",
- "inner_wall_acceleration": "800",
- "initial_layer_line_width": "0.5",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.5",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "15%",
- "ironing_spacing": "0.1",
- "ironing_speed": "15",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "20",
- "overhang_3_4_speed": "15",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "only_one_wall_top": "1",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "5",
- "skirt_height": "1",
- "skirt_loops": "2",
- "minimum_sparse_infill_area": "10",
- "internal_solid_infill_line_width": "0",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_style": "grid",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.22",
- "support_filament": "0",
- "support_line_width": "0.38",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "-1",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "100%",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "0.22",
- "support_speed": "80",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "60%",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "detect_thin_wall": "1",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.45",
- "top_shell_layers": "4",
- "top_shell_thickness": "0.8",
- "initial_layer_speed": "35%",
- "initial_layer_infill_speed": "35%",
- "outer_wall_speed": "75",
- "inner_wall_speed": "150",
- "internal_solid_infill_speed": "150",
- "top_surface_speed": "75",
- "gap_infill_speed": "75",
- "sparse_infill_speed": "150",
- "travel_speed": "180",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "compatible_printers": [
- "FLSun Super Racer 0.4 nozzle"
- ]
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.30mm Extra Draft @FLSun SR",
+ "from": "system",
+ "inherits": "fdm_process_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "1",
+ "reduce_crossing_wall": "0",
+ "layer_height": "0.3",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "3",
+ "bottom_shell_thickness": "0.6",
+ "bridge_flow": "0.95",
+ "bridge_speed": "30",
+ "brim_width": "0",
+ "brim_object_gap": "0",
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "1500",
+ "top_surface_acceleration": "0",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.2",
+ "enable_arc_fitting": "0",
+ "outer_wall_line_width": "0.5",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.5",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_acceleration": "1000",
+ "travel_acceleration": "0",
+ "inner_wall_acceleration": "800",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.5",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "15%",
+ "ironing_spacing": "0.1",
+ "ironing_speed": "15",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "15",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "only_one_wall_top": "1",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "5",
+ "skirt_height": "1",
+ "skirt_loops": "2",
+ "minimum_sparse_infill_area": "10",
+ "internal_solid_infill_line_width": "0",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_style": "grid",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.22",
+ "support_filament": "0",
+ "support_line_width": "0.38",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "-1",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "100%",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "0.22",
+ "support_speed": "80",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "60%",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "detect_thin_wall": "1",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.45",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "initial_layer_speed": "35%",
+ "initial_layer_infill_speed": "35%",
+ "outer_wall_speed": "75",
+ "inner_wall_speed": "150",
+ "internal_solid_infill_speed": "150",
+ "top_surface_speed": "75",
+ "gap_infill_speed": "75",
+ "sparse_infill_speed": "150",
+ "travel_speed": "180",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "compatible_printers": [
+ "FLSun Super Racer 0.4 nozzle"
+ ]
}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun T1.json b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun T1.json
new file mode 100644
index 0000000000..9c14d74651
--- /dev/null
+++ b/resources/profiles/FLSun/process/0.30mm Extra Draft @FLSun T1.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.30mm Extra Draft @FLSun T1",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
+ "layer_height": "0.3",
+ "bottom_shell_layers": "4",
+ "bottom_shell_thickness": "1.2",
+ "bottom_surface_pattern": "monotonicline",
+ "bridge_acceleration": "5000",
+ "default_acceleration": "30000",
+ "default_jerk": "200",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "300",
+ "infill_jerk": "500",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "10000",
+ "initial_layer_infill_speed": "105",
+ "initial_layer_jerk": "20",
+ "initial_layer_speed": "80",
+ "initial_layer_travel_speed": "400",
+ "inner_wall_acceleration": "15000",
+ "inner_wall_jerk": "150",
+ "inner_wall_speed": "450",
+ "internal_solid_infill_acceleration": "15000",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "450",
+ "internal_bridge_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.42",
+ "only_one_wall_top": "1",
+ "outer_wall_acceleration": "10000",
+ "outer_wall_jerk": "20",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "400",
+ "overhang_1_4_speed": "200",
+ "overhang_2_4_speed": "150",
+ "overhang_3_4_speed": "100",
+ "overhang_4_4_speed": "50",
+ "skirt_speed": "80",
+ "sparse_infill_acceleration": "15000",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "gyroid",
+ "sparse_infill_speed": "500",
+ "support_interface_speed": "100",
+ "support_line_width": "0.42",
+ "support_speed": "350",
+ "support_type": "tree(auto)",
+ "support_threshold_angle": "40",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "1.2",
+ "top_surface_acceleration": "10000",
+ "top_surface_jerk": "20",
+ "top_surface_line_width": "0.40",
+ "top_surface_speed": "250",
+ "travel_acceleration": "20000",
+ "travel_jerk": "500",
+ "travel_speed": "1000",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "compatible_printers": [
+ "FLSun T1 0.4 nozzle"
+ ],
+ "exclude_object": "1"
+}
\ No newline at end of file
diff --git a/resources/profiles/FLSun/process/fdm_process_common.json b/resources/profiles/FLSun/process/fdm_process_common.json
index ef2f117abf..241854486a 100644
--- a/resources/profiles/FLSun/process/fdm_process_common.json
+++ b/resources/profiles/FLSun/process/fdm_process_common.json
@@ -1,107 +1,107 @@
-{
- "type": "process",
- "name": "fdm_process_common",
- "from": "system",
- "instantiation": "false",
- "adaptive_layer_height": "0",
- "reduce_crossing_wall": "0",
- "max_travel_detour_distance": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_thickness": "0",
- "bridge_speed": "50",
- "brim_width": "5",
- "brim_object_gap": "0.1",
- "compatible_printers": [],
- "compatible_printers_condition": "",
- "print_sequence": "by layer",
- "default_acceleration": "1000",
- "initial_layer_acceleration": "500",
- "top_surface_acceleration": "800",
- "travel_acceleration": "1000",
- "inner_wall_acceleration": "900",
- "outer_wall_acceleration": "700",
- "bridge_no_support": "0",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0",
-
- "outer_wall_line_width": "0.4",
- "wall_infill_order": "inner wall/outer wall/infill",
- "line_width": "0.4",
- "infill_direction": "45",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "initial_layer_line_width": "0.5",
- "initial_layer_print_height": "0.2",
- "infill_combination": "0",
- "sparse_infill_line_width": "0.45",
- "infill_wall_overlap": "25%",
- "interface_shells": "0",
- "ironing_flow": "10%",
- "ironing_spacing": "0.15",
- "ironing_speed": "30",
- "ironing_type": "no ironing",
- "reduce_infill_retraction": "1",
- "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
- "detect_overhang_wall": "1",
- "overhang_1_4_speed": "0",
- "overhang_2_4_speed": "50",
- "overhang_3_4_speed": "30",
- "overhang_4_4_speed": "10",
- "inner_wall_line_width": "0.45",
- "wall_loops": "3",
- "print_settings_id": "",
- "raft_layers": "0",
- "seam_position": "aligned",
- "skirt_distance": "2",
- "skirt_height": "1",
- "skirt_loops": "0",
- "minimum_sparse_infill_area": "15",
- "internal_solid_infill_line_width": "0.4",
- "spiral_mode": "0",
- "standby_temperature_delta": "-5",
- "enable_support": "0",
- "resolution": "0.012",
- "support_type": "normal(auto)",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.2",
- "support_filament": "0",
- "support_line_width": "0.4",
- "support_interface_loop_pattern": "0",
- "support_interface_filament": "0",
- "support_interface_top_layers": "2",
- "support_interface_bottom_layers": "2",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "80",
- "support_base_pattern": "rectilinear",
- "support_base_pattern_spacing": "2.5",
- "support_speed": "150",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "0.35",
- "tree_support_branch_angle": "30",
- "tree_support_wall_count": "0",
- "tree_support_with_infill": "0",
- "detect_thin_wall": "0",
- "top_surface_pattern": "monotonicline",
- "top_surface_line_width": "0.4",
- "top_shell_thickness": "0.8",
- "enable_prime_tower": "0",
- "wipe_tower_no_sparse_layers": "0",
- "prime_tower_width": "60",
- "xy_hole_compensation": "0",
- "xy_contour_compensation": "0",
- "layer_height": "0.2",
- "bottom_shell_layers": "3",
- "top_shell_layers": "4",
- "bridge_flow": "1",
- "initial_layer_speed": "45",
- "initial_layer_infill_speed": "45",
- "outer_wall_speed": "45",
- "inner_wall_speed": "80",
- "sparse_infill_speed": "150",
- "internal_solid_infill_speed": "150",
- "top_surface_speed": "50",
- "gap_infill_speed": "30",
- "travel_speed": "200",
- "enable_arc_fitting": "0",
- "exclude_object" : "0"
-}
+{
+ "type": "process",
+ "name": "fdm_process_common",
+ "from": "system",
+ "instantiation": "false",
+ "adaptive_layer_height": "0",
+ "reduce_crossing_wall": "0",
+ "max_travel_detour_distance": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_thickness": "0",
+ "bridge_speed": "50",
+ "brim_width": "5",
+ "brim_object_gap": "0.1",
+ "compatible_printers": [],
+ "compatible_printers_condition": "",
+ "print_sequence": "by layer",
+ "default_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "top_surface_acceleration": "800",
+ "travel_acceleration": "1000",
+ "inner_wall_acceleration": "900",
+ "outer_wall_acceleration": "700",
+ "bridge_no_support": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0",
+
+ "outer_wall_line_width": "0.4",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "line_width": "0.4",
+ "infill_direction": "45",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_print_height": "0.2",
+ "infill_combination": "0",
+ "sparse_infill_line_width": "0.45",
+ "infill_wall_overlap": "25%",
+ "interface_shells": "0",
+ "ironing_flow": "10%",
+ "ironing_spacing": "0.15",
+ "ironing_speed": "30",
+ "ironing_type": "no ironing",
+ "reduce_infill_retraction": "1",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "detect_overhang_wall": "1",
+ "overhang_1_4_speed": "0",
+ "overhang_2_4_speed": "50",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "10",
+ "inner_wall_line_width": "0.45",
+ "wall_loops": "3",
+ "print_settings_id": "",
+ "raft_layers": "0",
+ "seam_position": "aligned",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "skirt_loops": "0",
+ "minimum_sparse_infill_area": "15",
+ "internal_solid_infill_line_width": "0.4",
+ "spiral_mode": "0",
+ "standby_temperature_delta": "-5",
+ "enable_support": "0",
+ "resolution": "0.012",
+ "support_type": "normal(auto)",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.2",
+ "support_filament": "0",
+ "support_line_width": "0.4",
+ "support_interface_loop_pattern": "0",
+ "support_interface_filament": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_bottom_layers": "2",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "80",
+ "support_base_pattern": "rectilinear",
+ "support_base_pattern_spacing": "2.5",
+ "support_speed": "150",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "0.35",
+ "tree_support_branch_angle": "30",
+ "tree_support_wall_count": "0",
+ "tree_support_with_infill": "0",
+ "detect_thin_wall": "0",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_line_width": "0.4",
+ "top_shell_thickness": "0.8",
+ "enable_prime_tower": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "prime_tower_width": "60",
+ "xy_hole_compensation": "0",
+ "xy_contour_compensation": "0",
+ "layer_height": "0.2",
+ "bottom_shell_layers": "3",
+ "top_shell_layers": "4",
+ "bridge_flow": "1",
+ "initial_layer_speed": "45",
+ "initial_layer_infill_speed": "45",
+ "outer_wall_speed": "45",
+ "inner_wall_speed": "80",
+ "sparse_infill_speed": "150",
+ "internal_solid_infill_speed": "150",
+ "top_surface_speed": "50",
+ "gap_infill_speed": "30",
+ "travel_speed": "200",
+ "enable_arc_fitting": "0",
+ "exclude_object" : "0"
+}
diff --git a/resources/profiles/Flashforge.json b/resources/profiles/Flashforge.json
index 20c5ba7324..194f7f7551 100644
--- a/resources/profiles/Flashforge.json
+++ b/resources/profiles/Flashforge.json
@@ -43,6 +43,10 @@
"name": "fdm_process_flashforge_0.30",
"sub_path": "process/fdm_process_flashforge_0.30.json"
},
+ {
+ "name": "fdm_process_flashforge_0.40",
+ "sub_path": "process/fdm_process_flashforge_0.40.json"
+ },
{
"name": "0.20mm Standard @Flashforge AD5M 0.4 Nozzle",
"sub_path": "process/0.20mm Standard @Flashforge AD5M 0.4 Nozzle.json"
@@ -59,27 +63,107 @@
"name": "0.30mm Standard @Flashforge AD5M Pro 0.6 Nozzle",
"sub_path": "process/0.30mm Standard @Flashforge AD5M Pro 0.6 Nozzle.json"
},
- {
+ {
"name": "0.12mm Standard @Flashforge AD5M 0.25 Nozzle",
"sub_path": "process/0.12mm Standard @Flashforge AD5M 0.25 Nozzle.json"
- },
- {
+ },
+ {
"name": "0.12mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
"sub_path": "process/0.12mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json"
- },
- {
+ },
+ {
"name": "0.40mm Standard @Flashforge AD5M 0.8 Nozzle",
"sub_path": "process/0.40mm Standard @Flashforge AD5M 0.8 Nozzle.json"
- },
- {
+ },
+ {
"name": "0.40mm Standard @Flashforge AD5M Pro 0.8 Nozzle",
"sub_path": "process/0.40mm Standard @Flashforge AD5M Pro 0.8 Nozzle.json"
- },
- {
+ },
+ {
+ "name": "0.10mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "sub_path": "process/0.10mm Standard @Flashforge AD5M 0.25 Nozzle.json"
+ },
+ {
+ "name": "0.10mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "sub_path": "process/0.10mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json"
+ },
+ {
+ "name": "0.06mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "sub_path": "process/0.06mm Standard @Flashforge AD5M 0.25 Nozzle.json"
+ },
+ {
+ "name": "0.06mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "sub_path": "process/0.06mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json"
+ },
+ {
+ "name": "0.08mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "sub_path": "process/0.08mm Standard @Flashforge AD5M 0.25 Nozzle.json"
+ },
+ {
+ "name": "0.08mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "sub_path": "process/0.08mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json"
+ },
+ {
+ "name": "0.12mm Fine @Flashforge AD5M 0.4 Nozzle",
+ "sub_path": "process/0.12mm Fine @Flashforge AD5M 0.4 Nozzle.json"
+ },
+ {
+ "name": "0.12mm Fine @Flashforge AD5M Pro 0.4 Nozzle",
+ "sub_path": "process/0.12mm Fine @Flashforge AD5M Pro 0.4 Nozzle.json"
+ },
+ {
+ "name": "0.14mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "sub_path": "process/0.14mm Standard @Flashforge AD5M 0.25 Nozzle.json"
+ },
+ {
+ "name": "0.14mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "sub_path": "process/0.14mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json"
+ },
+ {
+ "name": "0.18mm Fine @Flashforge AD5M 0.6 Nozzle",
+ "sub_path": "process/0.18mm Fine @Flashforge AD5M 0.6 Nozzle.json"
+ },
+ {
+ "name": "0.18mm Fine @Flashforge AD5M Pro 0.6 Nozzle",
+ "sub_path": "process/0.18mm Fine @Flashforge AD5M Pro 0.6 Nozzle.json"
+ },
+ {
+ "name": "0.24mm Draft @Flashforge AD5M 0.4 Nozzle",
+ "sub_path": "process/0.24mm Draft @Flashforge AD5M 0.4 Nozzle.json"
+ },
+ {
+ "name": "0.24mm Draft @Flashforge AD5M Pro 0.4 Nozzle",
+ "sub_path": "process/0.24mm Draft @Flashforge AD5M Pro 0.4 Nozzle.json"
+ },
+ {
+ "name": "0.24mm Fine @Flashforge AD5M 0.8 Nozzle",
+ "sub_path": "process/0.24mm Fine @Flashforge AD5M 0.8 Nozzle.json"
+ },
+ {
+ "name": "0.24mm Fine @Flashforge AD5M Pro 0.8 Nozzle",
+ "sub_path": "process/0.24mm Fine @Flashforge AD5M Pro 0.8 Nozzle.json"
+ },
+ {
+ "name": "0.42mm Draft @Flashforge AD5M 0.6 Nozzle",
+ "sub_path": "process/0.42mm Draft @Flashforge AD5M 0.6 Nozzle.json"
+ },
+ {
+ "name": "0.42mm Draft @Flashforge AD5M Pro 0.6 Nozzle",
+ "sub_path": "process/0.42mm Draft @Flashforge AD5M Pro 0.6 Nozzle.json"
+ },
+ {
+ "name": "0.56mm Draft @Flashforge AD5M 0.8 Nozzle",
+ "sub_path": "process/0.56mm Draft @Flashforge AD5M 0.8 Nozzle.json"
+ },
+ {
+ "name": "0.56mm Draft @Flashforge AD5M Pro 0.8 Nozzle",
+ "sub_path": "process/0.56mm Draft @Flashforge AD5M Pro 0.8 Nozzle.json"
+ },
+ {
"name": "0.20mm Standard @Flashforge AD3 0.4 Nozzle",
"sub_path": "process/0.20mm Standard @Flashforge AD3 0.4 Nozzle.json"
},
- {
+ {
"name": "0.30mm Fast @Flashforge AD3 0.4 Nozzle",
"sub_path": "process/0.30mm Fast @Flashforge AD3 0.4 Nozzle.json"
},
@@ -91,6 +175,30 @@
"name": "0.20mm Standard @Flashforge G3U 0.4 Nozzle",
"sub_path": "process/0.20mm Standard @Flashforge G3U 0.4 Nozzle.json"
},
+ {
+ "name": "0.30mm Standard @Flashforge G3U 0.6 Nozzle",
+ "sub_path": "process/0.30mm Standard @Flashforge G3U 0.6 Nozzle.json"
+ },
+ {
+ "name": "0.40mm Standard @Flashforge G3U 0.8 Nozzle",
+ "sub_path": "process/0.40mm Standard @Flashforge G3U 0.8 Nozzle.json"
+ },
+ {
+ "name": "0.12mm Fine @Flashforge G3U 0.4 Nozzle",
+ "sub_path": "process/0.12mm Fine @Flashforge G3U 0.4 Nozzle.json"
+ },
+ {
+ "name": "0.18mm Standard @Flashforge G3U 0.6 Nozzle",
+ "sub_path": "process/0.18mm Standard @Flashforge G3U 0.6 Nozzle.json"
+ },
+ {
+ "name": "0.24mm Draft @Flashforge G3U 0.4 Nozzle",
+ "sub_path": "process/0.24mm Draft @Flashforge G3U 0.4 Nozzle.json"
+ },
+ {
+ "name": "0.42mm Standard @Flashforge G3U 0.6 Nozzle",
+ "sub_path": "process/0.42mm Standard @Flashforge G3U 0.6 Nozzle.json"
+ },
{
"name": "0.30mm Draft @Flashforge Guider 2s 0.4 nozzle",
"sub_path": "process/0.30mm Draft @Flashforge Guider 2s 0.4 nozzle.json"
@@ -137,26 +245,26 @@
"name": "Flashforge Generic ABS",
"sub_path": "filament/Flashforge Generic ABS.json"
},
- {
+ {
"name": "Flashforge ABS @FF AD5M 0.25 Nozzle",
"sub_path": "filament/Flashforge ABS @FF AD5M 0.25 Nozzle.json"
- },
+ },
{
"name": "Flashforge Generic PETG",
"sub_path": "filament/Flashforge Generic PETG.json"
},
- {
+ {
"name": "Flashforge PETG @FF AD5M 0.25 Nozzle",
"sub_path": "filament/Flashforge PETG @FF AD5M 0.25 Nozzle.json"
- },
+ },
{
"name": "Flashforge Generic PLA",
"sub_path": "filament/Flashforge Generic PLA.json"
},
- {
+ {
"name": "Flashforge PLA @FF AD5M 0.25 Nozzle",
"sub_path": "filament/Flashforge PLA @FF AD5M 0.25 Nozzle.json"
- },
+ },
{
"name": "Flashforge Generic PLA-CF10",
"sub_path": "filament/Flashforge Generic PLA-CF10.json"
@@ -165,26 +273,26 @@
"name": "Flashforge Generic PLA-Silk",
"sub_path": "filament/Flashforge Generic PLA-Silk.json"
},
- {
+ {
"name": "Flashforge PLA-SILK @FF AD5M 0.25 Nozzle",
"sub_path": "filament/Flashforge PLA-SILK @FF AD5M 0.25 Nozzle.json"
- },
+ },
{
"name": "Flashforge Generic HS PLA",
"sub_path": "filament/Flashforge Generic HS PLA.json"
},
- {
+ {
"name": "Flashforge HS PLA @FF AD5M 0.25 Nozzle",
"sub_path": "filament/Flashforge HS PLA @FF AD5M 0.25 Nozzle.json"
- },
+ },
{
"name": "Flashforge Generic ASA",
"sub_path": "filament/Flashforge Generic ASA.json"
},
- {
+ {
"name": "Flashforge ASA @FF AD5M 0.25 Nozzle",
"sub_path": "filament/Flashforge ASA @FF AD5M 0.25 Nozzle.json"
- },
+ },
{
"name": "Flashforge Generic PETG-CF10",
"sub_path": "filament/Flashforge Generic PETG-CF10.json"
@@ -193,7 +301,7 @@
"name": "Flashforge Generic TPU",
"sub_path": "filament/Flashforge Generic TPU.json"
},
- {
+ {
"name": "Flashforge ABS",
"sub_path": "filament/Flashforge ABS.json"
},
@@ -210,60 +318,128 @@
"sub_path": "filament/Polymaker Generic S1.json"
},
{
- "name":"Polymaker Generic CoPA",
- "sub_path":"filament/Polymaker Generic CoPA.json"
+ "name": "Polymaker Generic CoPA",
+ "sub_path": "filament/Polymaker Generic CoPA.json"
},
{
- "name":"FusRock Generic S-PAHT",
- "sub_path":"filament/FusRock Generic S-PAHT.json"
- },
- {
- "name":"FusRock Generic S-Multi",
- "sub_path":"filament/FusRock Generic S-Multi.json"
+ "name": "FusRock Generic S-PAHT",
+ "sub_path": "filament/FusRock Generic S-PAHT.json"
},
{
- "name":"FusRock Generic NexPA-CF25",
- "sub_path":"filament/FusRock Generic NexPA-CF25.json"
+ "name": "FusRock Generic S-PAHT @G3U 0.6 Nozzle",
+ "sub_path": "filament/FusRock Generic S-PAHT @G3U 0.6 Nozzle.json"
},
{
- "name":"FusRock Generic PAHT-CF",
- "sub_path":"filament/FusRock Generic PAHT-CF.json"
+ "name": "FusRock Generic S-Multi",
+ "sub_path": "filament/FusRock Generic S-Multi.json"
},
{
- "name":"FusRock Generic PET-CF",
- "sub_path":"filament/FusRock Generic PET-CF.json"
+ "name": "FusRock Generic S-Multi @G3U 0.6 Nozzle",
+ "sub_path": "filament/FusRock Generic S-Multi @G3U 0.6 Nozzle.json"
},
{
- "name":"Flashforge Generic ABS @G3U",
- "sub_path":"filament/Flashforge Generic ABS @G3U.json"
+ "name": "FusRock Generic NexPA-CF25",
+ "sub_path": "filament/FusRock Generic NexPA-CF25.json"
},
{
- "name":"Flashforge Generic ASA @G3U",
- "sub_path":"filament/Flashforge Generic ASA @G3U.json"
+ "name": "FusRock Generic PAHT-CF",
+ "sub_path": "filament/FusRock Generic PAHT-CF.json"
},
{
- "name":"Flashforge Generic PLA @G3U",
- "sub_path":"filament/Flashforge Generic PLA @G3U.json"
+ "name": "FusRock Generic PAHT-GF",
+ "sub_path": "filament/FusRock Generic PAHT-GF.json"
},
{
- "name":"Flashforge Generic PLA-CF @G3U",
- "sub_path":"filament/Flashforge Generic PLA-CF @G3U.json"
+ "name": "FusRock Generic PAHT-CF @G3U 0.6 Nozzle",
+ "sub_path": "filament/FusRock Generic PAHT-CF @G3U 0.6 Nozzle.json"
},
{
- "name":"Flashforge Generic PETG @G3U",
- "sub_path":"filament/Flashforge Generic PETG @G3U.json"
+ "name": "FusRock Generic PET-CF",
+ "sub_path": "filament/FusRock Generic PET-CF.json"
},
{
- "name":"Flashforge Generic PETG-CF @G3U",
- "sub_path":"filament/Flashforge Generic PETG-CF @G3U.json"
+ "name": "FusRock Generic PET-GF",
+ "sub_path": "filament/FusRock Generic PET-GF.json"
},
{
- "name":"Flashforge Generic HIPS",
- "sub_path":"filament/Flashforge Generic HIPS.json"
+ "name": "FusRock Generic PET-CF @G3U 0.6 Nozzle",
+ "sub_path": "filament/FusRock Generic PET-CF @G3U 0.6 Nozzle.json"
},
{
- "name":"Flashforge Generic PVA",
- "sub_path":"filament/Flashforge Generic PVA.json"
+ "name": "Flashforge Generic ABS @G3U",
+ "sub_path": "filament/Flashforge Generic ABS @G3U.json"
+ },
+ {
+ "name": "Flashforge Generic ABS @G3U 0.6 Nozzle",
+ "sub_path": "filament/Flashforge Generic ABS @G3U 0.6 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic ASA @G3U 0.6 Nozzle",
+ "sub_path": "filament/Flashforge Generic ASA @G3U 0.6 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic ASA @G3U",
+ "sub_path": "filament/Flashforge Generic ASA @G3U.json"
+ },
+ {
+ "name": "Flashforge Generic PLA @G3U",
+ "sub_path": "filament/Flashforge Generic PLA @G3U.json"
+ },
+ {
+ "name": "Flashforge Generic PLA @G3U 0.6 Nozzle",
+ "sub_path": "filament/Flashforge Generic PLA @G3U 0.6 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic PLA @G3U 0.8 Nozzle",
+ "sub_path": "filament/Flashforge Generic PLA @G3U 0.8 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic PLA-CF @G3U",
+ "sub_path": "filament/Flashforge Generic PLA-CF @G3U.json"
+ },
+ {
+ "name": "Flashforge Generic PLA-CF @G3U 0.6 Nozzle",
+ "sub_path": "filament/Flashforge Generic PLA-CF @G3U 0.6 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic PLA-CF @G3U 0.8 Nozzle",
+ "sub_path": "filament/Flashforge Generic PLA-CF @G3U 0.8 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic PETG @G3U",
+ "sub_path": "filament/Flashforge Generic PETG @G3U.json"
+ },
+ {
+ "name": "Flashforge Generic PETG @G3U 0.6 Nozzle",
+ "sub_path": "filament/Flashforge Generic PETG @G3U 0.6 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic PETG @G3U 0.8 Nozzle",
+ "sub_path": "filament/Flashforge Generic PETG @G3U 0.8 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic PETG-CF @G3U 0.6 Nozzle",
+ "sub_path": "filament/Flashforge Generic PETG-CF @G3U 0.6 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic PETG-CF @G3U 0.8 Nozzle",
+ "sub_path": "filament/Flashforge Generic PETG-CF @G3U 0.8 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic PETG-CF @G3U",
+ "sub_path": "filament/Flashforge Generic PETG-CF @G3U.json"
+ },
+ {
+ "name": "Flashforge Generic HIPS",
+ "sub_path": "filament/Flashforge Generic HIPS.json"
+ },
+ {
+ "name": "Flashforge Generic HIPS @G3U 0.6 Nozzle",
+ "sub_path": "filament/Flashforge Generic HIPS @G3U 0.6 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Generic PVA",
+ "sub_path": "filament/Flashforge Generic PVA.json"
}
],
"machine_list": [
@@ -275,11 +451,11 @@
"name": "fdm_flashforge_common",
"sub_path": "machine/fdm_flashforge_common.json"
},
- {
+ {
"name": "fdm_adventurer5m_common",
"sub_path": "machine/fdm_adventurer5m_common.json"
},
- {
+ {
"name": "Flashforge Adventurer 5M 0.25 Nozzle",
"sub_path": "machine/Flashforge Adventurer 5M 0.25 Nozzle.json"
},
@@ -291,11 +467,11 @@
"name": "Flashforge Adventurer 5M 0.6 Nozzle",
"sub_path": "machine/Flashforge Adventurer 5M 0.6 Nozzle.json"
},
- {
+ {
"name": "Flashforge Adventurer 5M 0.8 Nozzle",
"sub_path": "machine/Flashforge Adventurer 5M 0.8 Nozzle.json"
},
- {
+ {
"name": "Flashforge Adventurer 5M Pro 0.25 Nozzle",
"sub_path": "machine/Flashforge Adventurer 5M Pro 0.25 Nozzle.json"
},
@@ -307,15 +483,15 @@
"name": "Flashforge Adventurer 5M Pro 0.6 Nozzle",
"sub_path": "machine/Flashforge Adventurer 5M Pro 0.6 Nozzle.json"
},
- {
+ {
"name": "Flashforge Adventurer 5M Pro 0.8 Nozzle",
"sub_path": "machine/Flashforge Adventurer 5M Pro 0.8 Nozzle.json"
},
- {
+ {
"name": "fdm_flashforge_common",
"sub_path": "machine/fdm_adventurer3_common.json"
},
- {
+ {
"name": "Flashforge Adventurer 3 Series 0.4 Nozzle",
"sub_path": "machine/Flashforge Adventurer 3 Series 0.4 nozzle.json"
},
@@ -331,6 +507,14 @@
"name": "Flashforge Guider 3 Ultra 0.4 Nozzle",
"sub_path": "machine/Flashforge Guider 3 Ultra 0.4 Nozzle.json"
},
+ {
+ "name": "Flashforge Guider 3 Ultra 0.6 Nozzle",
+ "sub_path": "machine/Flashforge Guider 3 Ultra 0.6 Nozzle.json"
+ },
+ {
+ "name": "Flashforge Guider 3 Ultra 0.8 Nozzle",
+ "sub_path": "machine/Flashforge Guider 3 Ultra 0.8 Nozzle.json"
+ },
{
"name": "Flashforge Guider 2s 0.4 nozzle",
"sub_path": "machine/Flashforge Guider 2s 0.4 nozzle.json"
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic ABS @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic ABS @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..7ea9300733
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic ABS @G3U 0.6 Nozzle.json
@@ -0,0 +1,62 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic ABS @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic ABS",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "fan_cooling_layer_time": [
+ "20"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "20"
+ ],
+ "filament_flow_ratio": [
+ "1.03"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic ABS @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "230"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "235"
+ ],
+ "nozzle_temperature_range_high": [
+ "260"
+ ],
+ "nozzle_temperature_range_low": [
+ "220"
+ ],
+ "overhang_fan_speed": [
+ "50"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "support_material_interface_fan_speed": [
+ "40"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic ABS @G3U.json b/resources/profiles/Flashforge/filament/Flashforge Generic ABS @G3U.json
index acb764bee0..e6dd70087e 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic ABS @G3U.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic ABS @G3U.json
@@ -20,7 +20,8 @@
"2"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic ASA @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic ASA @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..4f9efca486
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic ASA @G3U 0.6 Nozzle.json
@@ -0,0 +1,71 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic ASA @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic ASA",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "fan_cooling_layer_time": [
+ "20"
+ ],
+ "fan_max_speed": [
+ "40"
+ ],
+ "fan_min_speed": [
+ "20"
+ ],
+ "filament_density": [
+ "1.09"
+ ],
+ "filament_flow_ratio": [
+ "1.03"
+ ],
+ "filament_max_volumetric_speed": [
+ "18"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "10"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic ASA @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "filament_type": [
+ "ASA"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "240"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "240"
+ ],
+ "nozzle_temperature_range_high": [
+ "260"
+ ],
+ "nozzle_temperature_range_low": [
+ "220"
+ ],
+ "overhang_fan_speed": [
+ "50"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "support_material_interface_fan_speed": [
+ "40"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic ASA @G3U.json b/resources/profiles/Flashforge/filament/Flashforge Generic ASA @G3U.json
index 457a13c2fb..b38fc3fc9c 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic ASA @G3U.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic ASA @G3U.json
@@ -20,7 +20,8 @@
"2"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic HIPS @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic HIPS @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..c7f9f3f1a9
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic HIPS @G3U 0.6 Nozzle.json
@@ -0,0 +1,71 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic HIPS @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic ABS",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "fan_cooling_layer_time": [
+ "15"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "20"
+ ],
+ "filament_density": [
+ "1.05"
+ ],
+ "filament_flow_ratio": [
+ "1.01"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic HIPS @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "filament_type": [
+ "HIPS"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "240"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "240"
+ ],
+ "nozzle_temperature_range_high": [
+ "250"
+ ],
+ "nozzle_temperature_range_low": [
+ "220"
+ ],
+ "overhang_fan_speed": [
+ "50"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "support_material_interface_fan_speed": [
+ "40"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic HIPS.json b/resources/profiles/Flashforge/filament/Flashforge Generic HIPS.json
index aa5c61337d..e733757a95 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic HIPS.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic HIPS.json
@@ -20,13 +20,8 @@
"2"
],
"compatible_printers": [
- "Flashforge Adventurer 5M 0.4 Nozzle",
- "Flashforge Adventurer 5M 0.6 Nozzle",
- "Flashforge Adventurer 5M 0.8 Nozzle",
- "Flashforge Adventurer 5M Pro 0.4 Nozzle",
- "Flashforge Adventurer 5M Pro 0.6 Nozzle",
- "Flashforge Adventurer 5M Pro 0.8 Nozzle",
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..04900a249f
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U 0.6 Nozzle.json
@@ -0,0 +1,62 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic PETG @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic PETG",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "80"
+ ],
+ "filament_flow_ratio": [
+ "1.01"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic PETG @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp": [
+ "75"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "75"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "250"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "250"
+ ],
+ "nozzle_temperature_range_low": [
+ "230"
+ ],
+ "pressure_advance": [
+ "0.042"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U 0.8 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U 0.8 Nozzle.json
new file mode 100644
index 0000000000..668dcd9c55
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U 0.8 Nozzle.json
@@ -0,0 +1,62 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic PETG @G3U 0.8 Nozzle",
+ "inherits": "Flashforge Generic PETG",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.8 Nozzle"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "80"
+ ],
+ "filament_flow_ratio": [
+ "0.99"
+ ],
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic PETG @G3U 0.8 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp": [
+ "75"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "75"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "250"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "250"
+ ],
+ "nozzle_temperature_range_low": [
+ "230"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U.json b/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U.json
index 38bacfca77..f12b29c48c 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PETG @G3U.json
@@ -20,7 +20,8 @@
"1"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
@@ -56,10 +57,10 @@
"30"
],
"fan_max_speed": [
- "90"
+ "100"
],
"fan_min_speed": [
- "40"
+ "80"
],
"filament_cooling_final_speed": [
"3.4"
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..25628fda40
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U 0.6 Nozzle.json
@@ -0,0 +1,68 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic PETG-CF @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic PETG",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "80"
+ ],
+ "filament_flow_ratio": [
+ "0.95"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic PETG-CF @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode"
+ ],
+ "filament_type": [
+ "PETG-CF"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "75"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "225"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "230"
+ ],
+ "nozzle_temperature_range_high": [
+ "240"
+ ],
+ "nozzle_temperature_range_low": [
+ "210"
+ ],
+ "pressure_advance": [
+ "0.042"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U 0.8 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U 0.8 Nozzle.json
new file mode 100644
index 0000000000..507086f424
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U 0.8 Nozzle.json
@@ -0,0 +1,68 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic PETG-CF @G3U 0.8 Nozzle",
+ "inherits": "Flashforge Generic PETG",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.8 Nozzle"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "80"
+ ],
+ "filament_flow_ratio": [
+ "0.96"
+ ],
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic PETG-CF @G3U 0.8 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode"
+ ],
+ "filament_type": [
+ "PETG-CF"
+ ],
+ "filament_unloading_speed": [
+ "40"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "75"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "230"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "230"
+ ],
+ "nozzle_temperature_range_high": [
+ "240"
+ ],
+ "nozzle_temperature_range_low": [
+ "210"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U.json b/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U.json
index 29774632d5..ee69fe3d40 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF @G3U.json
@@ -20,7 +20,8 @@
"1"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
@@ -56,10 +57,10 @@
"30"
],
"fan_max_speed": [
- "90"
+ "100"
],
"fan_min_speed": [
- "40"
+ "80"
],
"filament_cooling_final_speed": [
"3.4"
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF10.json b/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF10.json
index 0ae33101be..ebbaa365c0 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF10.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PETG-CF10.json
@@ -52,10 +52,10 @@
"30"
],
"fan_max_speed": [
- "90"
+ "100"
],
"fan_min_speed": [
- "40"
+ "80"
],
"filament_cost": [
"30"
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PETG.json b/resources/profiles/Flashforge/filament/Flashforge Generic PETG.json
index bf7833deb0..2ab568758f 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic PETG.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PETG.json
@@ -73,10 +73,10 @@
"30"
],
"fan_max_speed": [
- "90"
+ "100"
],
"fan_min_speed": [
- "40"
+ "80"
],
"overhang_fan_threshold": [
"25%"
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PLA @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic PLA @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..2340b9e7c0
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PLA @G3U 0.6 Nozzle.json
@@ -0,0 +1,56 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic PLA @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic PLA",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "additional_cooling_fan_speed": [
+ "80"
+ ],
+ "fan_cooling_layer_time": [
+ "50"
+ ],
+ "filament_flow_ratio": [
+ "0.99"
+ ],
+ "filament_max_volumetric_speed": [
+ "20"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic PLA @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n\n\n"
+ ],
+ "filament_unloading_speed": [
+ "40"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp": [
+ "55"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "pressure_advance": [
+ "0.042"
+ ],
+ "slow_down_layer_time": [
+ "15"
+ ],
+ "slow_down_min_speed": [
+ "15"
+ ],
+ "version": "1.8.0.0"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PLA @G3U 0.8 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic PLA @G3U 0.8 Nozzle.json
new file mode 100644
index 0000000000..767c55ae61
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PLA @G3U 0.8 Nozzle.json
@@ -0,0 +1,62 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic PLA @G3U 0.8 Nozzle",
+ "inherits": "Flashforge Generic PLA",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.8 Nozzle"
+ ],
+ "additional_cooling_fan_speed": [
+ "80"
+ ],
+ "fan_cooling_layer_time": [
+ "50"
+ ],
+ "filament_flow_ratio": [
+ "0.97"
+ ],
+ "filament_max_volumetric_speed": [
+ "23"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic PLA @G3U 0.8 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n\n\n"
+ ],
+ "filament_unloading_speed": [
+ "40"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp": [
+ "55"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "225"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "225"
+ ],
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "pressure_advance": [
+ "0.042"
+ ],
+ "slow_down_layer_time": [
+ "15"
+ ],
+ "slow_down_min_speed": [
+ "15"
+ ],
+ "version": "1.8.0.0"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..0fac41e168
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U 0.6 Nozzle.json
@@ -0,0 +1,65 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic PLA-CF @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic PLA",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "fan_cooling_layer_time": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "70"
+ ],
+ "filament_density": [
+ "1.28"
+ ],
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "filament_max_volumetric_speed": [
+ "20"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic PLA-CF @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "filament_type": [
+ "PLA-CF"
+ ],
+ "filament_unloading_speed": [
+ "40"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "210"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "215"
+ ],
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "pressure_advance": [
+ "0.044"
+ ],
+ "slow_down_layer_time": [
+ "15"
+ ],
+ "slow_down_min_speed": [
+ "15"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U 0.8 Nozzle.json b/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U 0.8 Nozzle.json
new file mode 100644
index 0000000000..9351a015c8
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U 0.8 Nozzle.json
@@ -0,0 +1,65 @@
+{
+ "type": "filament",
+ "name": "Flashforge Generic PLA-CF @G3U 0.8 Nozzle",
+ "inherits": "Flashforge Generic PLA",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.8 Nozzle"
+ ],
+ "fan_cooling_layer_time": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "90"
+ ],
+ "filament_density": [
+ "1.28"
+ ],
+ "filament_flow_ratio": [
+ "0.97"
+ ],
+ "filament_max_volumetric_speed": [
+ "22"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "Flashforge Generic PLA-CF @G3U 0.8 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "filament_type": [
+ "PLA-CF"
+ ],
+ "filament_unloading_speed": [
+ "40"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "215"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "215"
+ ],
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "pressure_advance": [
+ "0.044"
+ ],
+ "slow_down_layer_time": [
+ "15"
+ ],
+ "slow_down_min_speed": [
+ "15"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U.json b/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U.json
index bb851c86f0..8ecdb6002d 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PLA-CF @G3U.json
@@ -20,7 +20,8 @@
"1"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic PVA.json b/resources/profiles/Flashforge/filament/Flashforge Generic PVA.json
index 6e74e7bc9f..1f46d484bc 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic PVA.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic PVA.json
@@ -20,13 +20,8 @@
"1"
],
"compatible_printers": [
- "Flashforge Adventurer 5M 0.4 Nozzle",
- "Flashforge Adventurer 5M 0.6 Nozzle",
- "Flashforge Adventurer 5M 0.8 Nozzle",
- "Flashforge Adventurer 5M Pro 0.4 Nozzle",
- "Flashforge Adventurer 5M Pro 0.6 Nozzle",
- "Flashforge Adventurer 5M Pro 0.8 Nozzle",
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/filament/Flashforge Generic TPU.json b/resources/profiles/Flashforge/filament/Flashforge Generic TPU.json
index 0639e20d0a..39a60a387a 100644
--- a/resources/profiles/Flashforge/filament/Flashforge Generic TPU.json
+++ b/resources/profiles/Flashforge/filament/Flashforge Generic TPU.json
@@ -142,10 +142,10 @@
"45"
],
"nozzle_temperature": [
- "235"
+ "225"
],
"nozzle_temperature_initial_layer": [
- "235"
+ "225"
],
"nozzle_temperature_range_high": [
"250"
diff --git a/resources/profiles/Flashforge/filament/Flashforge PLA.json b/resources/profiles/Flashforge/filament/Flashforge PLA.json
index 155eb9c84c..e733abb4a9 100644
--- a/resources/profiles/Flashforge/filament/Flashforge PLA.json
+++ b/resources/profiles/Flashforge/filament/Flashforge PLA.json
@@ -59,7 +59,6 @@
],
"compatible_printers": [
"Flashforge Adventurer 3 Series 0.4 Nozzle",
- "Flashforge Adventurer 3 Series 0.6 Nozzle",
- "Flashforge Guider 2s 0.4 nozzle"
+ "Flashforge Adventurer 3 Series 0.6 Nozzle"
]
}
diff --git a/resources/profiles/Flashforge/filament/FusRock Generic NexPA-CF25.json b/resources/profiles/Flashforge/filament/FusRock Generic NexPA-CF25.json
index 3b5a961265..3596e6f76c 100644
--- a/resources/profiles/Flashforge/filament/FusRock Generic NexPA-CF25.json
+++ b/resources/profiles/Flashforge/filament/FusRock Generic NexPA-CF25.json
@@ -20,7 +20,8 @@
"1"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/filament/FusRock Generic PAHT-CF @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/FusRock Generic PAHT-CF @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..4021876bdf
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/FusRock Generic PAHT-CF @G3U 0.6 Nozzle.json
@@ -0,0 +1,89 @@
+{
+ "type": "filament",
+ "name": "FusRock Generic PAHT-CF @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic PETG",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "additional_cooling_fan_speed": [
+ "0"
+ ],
+ "fan_cooling_layer_time": [
+ "15"
+ ],
+ "fan_max_speed": [
+ "40"
+ ],
+ "fan_min_speed": [
+ "15"
+ ],
+ "filament_cost": [
+ "300"
+ ],
+ "filament_density": [
+ "1.15"
+ ],
+ "filament_flow_ratio": [
+ "0.98"
+ ],
+ "filament_max_volumetric_speed": [
+ "18"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "FusRock Generic PAHT-CF @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode"
+ ],
+ "filament_type": [
+ "PAHT-CF"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp": [
+ "75"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "80"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "295"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "295"
+ ],
+ "nozzle_temperature_range_high": [
+ "305"
+ ],
+ "nozzle_temperature_range_low": [
+ "290"
+ ],
+ "overhang_fan_speed": [
+ "30"
+ ],
+ "pressure_advance": [
+ "0.04"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "support_material_interface_fan_speed": [
+ "30"
+ ],
+ "temperature_vitrification": [
+ "90"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/FusRock Generic PAHT-GF.json b/resources/profiles/Flashforge/filament/FusRock Generic PAHT-GF.json
new file mode 100644
index 0000000000..b440f1a0e4
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/FusRock Generic PAHT-GF.json
@@ -0,0 +1,39 @@
+{
+ "type": "filament",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "filament_settings_id": [
+ "FusRock Generic PAHT-GF"
+ ],
+ "filament_type": [
+ "PAHT-GF"
+ ],
+ "hot_plate_temp": [
+ "70"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "75"
+ ],
+ "inherits": "FusRock Generic PAHT-CF",
+ "is_custom_defined": "0",
+ "name": "FusRock Generic PAHT-GF",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "support_material_interface_fan_speed": [
+ "20"
+ ],
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/filament/FusRock Generic PET-CF @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/FusRock Generic PET-CF @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..10eb4e5900
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/FusRock Generic PET-CF @G3U 0.6 Nozzle.json
@@ -0,0 +1,89 @@
+{
+ "type": "filament",
+ "name": "FusRock Generic PET-CF @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic PETG",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "additional_cooling_fan_speed": [
+ "0"
+ ],
+ "fan_cooling_layer_time": [
+ "20"
+ ],
+ "fan_max_speed": [
+ "40"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "filament_cost": [
+ "300"
+ ],
+ "filament_density": [
+ "1.3"
+ ],
+ "filament_flow_ratio": [
+ "0.98"
+ ],
+ "filament_max_volumetric_speed": [
+ "18"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "FusRock Generic PET-CF @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode"
+ ],
+ "filament_type": [
+ "PET-CF"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp": [
+ "75"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "80"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "290"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "290"
+ ],
+ "nozzle_temperature_range_high": [
+ "300"
+ ],
+ "nozzle_temperature_range_low": [
+ "280"
+ ],
+ "overhang_fan_speed": [
+ "30"
+ ],
+ "pressure_advance": [
+ "0.04"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "support_material_interface_fan_speed": [
+ "30"
+ ],
+ "temperature_vitrification": [
+ "90"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/FusRock Generic PET-GF.json b/resources/profiles/Flashforge/filament/FusRock Generic PET-GF.json
new file mode 100644
index 0000000000..90f244dbd6
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/FusRock Generic PET-GF.json
@@ -0,0 +1,33 @@
+{
+ "type": "filament",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "filament_settings_id": [
+ "FusRock Generic PET-GF"
+ ],
+ "filament_type": [
+ "PET-GF"
+ ],
+ "inherits": "FusRock Generic PET-CF",
+ "is_custom_defined": "0",
+ "name": "FusRock Generic PET-GF",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "support_material_interface_fan_speed": [
+ "20"
+ ],
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/filament/FusRock Generic S-Multi @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/FusRock Generic S-Multi @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..74e0031a40
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/FusRock Generic S-Multi @G3U 0.6 Nozzle.json
@@ -0,0 +1,83 @@
+{
+ "type": "filament",
+ "name": "FusRock Generic S-Multi @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic PETG",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "additional_cooling_fan_speed": [
+ "0"
+ ],
+ "fan_cooling_layer_time": [
+ "15"
+ ],
+ "fan_max_speed": [
+ "40"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "filament_density": [
+ "1.2"
+ ],
+ "filament_flow_ratio": [
+ "0.97"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "FusRock Generic S-Multi @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode"
+ ],
+ "filament_type": [
+ "PET-CF"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp": [
+ "75"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "75"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "270"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "270"
+ ],
+ "nozzle_temperature_range_high": [
+ "280"
+ ],
+ "nozzle_temperature_range_low": [
+ "265"
+ ],
+ "overhang_fan_speed": [
+ "30"
+ ],
+ "pressure_advance": [
+ "0.03"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "support_material_interface_fan_speed": [
+ "30"
+ ],
+ "temperature_vitrification": [
+ "90"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/FusRock Generic S-Multi.json b/resources/profiles/Flashforge/filament/FusRock Generic S-Multi.json
index 2fd995d4be..a14252ee46 100644
--- a/resources/profiles/Flashforge/filament/FusRock Generic S-Multi.json
+++ b/resources/profiles/Flashforge/filament/FusRock Generic S-Multi.json
@@ -20,7 +20,8 @@
"1"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/filament/FusRock Generic S-PAHT @G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/filament/FusRock Generic S-PAHT @G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..aeb6934cc3
--- /dev/null
+++ b/resources/profiles/Flashforge/filament/FusRock Generic S-PAHT @G3U 0.6 Nozzle.json
@@ -0,0 +1,83 @@
+{
+ "type": "filament",
+ "name": "FusRock Generic S-PAHT @G3U 0.6 Nozzle",
+ "inherits": "Flashforge Generic PETG",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "instantiation": "true",
+ "from": "system",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "additional_cooling_fan_speed": [
+ "0"
+ ],
+ "fan_cooling_layer_time": [
+ "20"
+ ],
+ "fan_max_speed": [
+ "40"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "filament_density": [
+ "1.15"
+ ],
+ "filament_flow_ratio": [
+ "0.96"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "5"
+ ],
+ "filament_settings_id": [
+ "FusRock Generic S-PAHT @G3U 0.6 Nozzle"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode"
+ ],
+ "filament_type": [
+ "PA-CF"
+ ],
+ "filament_unloading_speed": [
+ "35"
+ ],
+ "filament_unloading_speed_start": [
+ "40"
+ ],
+ "hot_plate_temp": [
+ "75"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "75"
+ ],
+ "is_custom_defined": "0",
+ "nozzle_temperature": [
+ "275"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "275"
+ ],
+ "nozzle_temperature_range_high": [
+ "280"
+ ],
+ "nozzle_temperature_range_low": [
+ "270"
+ ],
+ "overhang_fan_speed": [
+ "30"
+ ],
+ "pressure_advance": [
+ "0.03"
+ ],
+ "slow_down_min_speed": [
+ "12"
+ ],
+ "support_material_interface_fan_speed": [
+ "30"
+ ],
+ "temperature_vitrification": [
+ "90"
+ ],
+ "version": "1.9.0.2"
+}
diff --git a/resources/profiles/Flashforge/filament/FusRock Generic S-PAHT.json b/resources/profiles/Flashforge/filament/FusRock Generic S-PAHT.json
index d2825f27fc..494faac88f 100644
--- a/resources/profiles/Flashforge/filament/FusRock Generic S-PAHT.json
+++ b/resources/profiles/Flashforge/filament/FusRock Generic S-PAHT.json
@@ -20,7 +20,8 @@
"1"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/filament/Polymaker Generic CoPA.json b/resources/profiles/Flashforge/filament/Polymaker Generic CoPA.json
index a7d2d2b949..b50a9d4fc6 100644
--- a/resources/profiles/Flashforge/filament/Polymaker Generic CoPA.json
+++ b/resources/profiles/Flashforge/filament/Polymaker Generic CoPA.json
@@ -20,7 +20,8 @@
"1"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/filament/Polymaker Generic S1.json b/resources/profiles/Flashforge/filament/Polymaker Generic S1.json
index 11de35b1af..70f306aac5 100644
--- a/resources/profiles/Flashforge/filament/Polymaker Generic S1.json
+++ b/resources/profiles/Flashforge/filament/Polymaker Generic S1.json
@@ -20,7 +20,8 @@
"1"
],
"compatible_printers": [
- "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ "Flashforge Guider 3 Ultra 0.4 Nozzle",
+ "Flashforge Guider 2s 0.4 nozzle"
],
"compatible_printers_condition": "",
"compatible_prints": [],
diff --git a/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M 0.6 Nozzle.json b/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M 0.6 Nozzle.json
index 34694b32b6..f7aeea7f53 100644
--- a/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M 0.6 Nozzle.json
+++ b/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M 0.6 Nozzle.json
@@ -9,7 +9,7 @@
"default_print_profile": "0.30mm Standard @Flashforge AD5M 0.6 Nozzle",
"nozzle_diameter": [ "0.6" ],
"printer_variant": "0.6",
- "max_layer_height": [ "0.4" ],
+ "max_layer_height": [ "0.42" ],
"min_layer_height": [ "0.15" ],
"retraction_length": [ "1.2" ],
"nozzle_type": "hardened_steel"
diff --git a/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M 0.8 Nozzle.json b/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M 0.8 Nozzle.json
index 2eef780d8b..002249e4c8 100644
--- a/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M 0.8 Nozzle.json
+++ b/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M 0.8 Nozzle.json
@@ -11,7 +11,7 @@
"printer_variant": "0.8",
"machine_start_gcode": "M190 S[bed_temperature_initial_layer_single]\nM104 S[nozzle_temperature_initial_layer]\nG1 Z5 F6000\nG1 E-1.5 F600\nG1 E12 F800\nG1 X85 Y110 Z0.3 F1200\nG1 X-110 E30 F2400\nG1 Y0 E8 F2400\nG1 X-109.6 F2400\nG1 Y110 E10 F2400\nG92 E0",
"max_layer_height": [ "0.56" ],
- "min_layer_height": [ "0.15" ],
+ "min_layer_height": [ "0.24" ],
"retraction_length": [ "1.5" ],
"nozzle_type": "hardened_steel",
"z_hop": ["0"]
diff --git a/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M Pro 0.6 Nozzle.json b/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M Pro 0.6 Nozzle.json
index 7ee9c093ab..9c7b55acbc 100644
--- a/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M Pro 0.6 Nozzle.json
+++ b/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M Pro 0.6 Nozzle.json
@@ -9,7 +9,7 @@
"default_print_profile": "0.30mm Standard @Flashforge AD5M Pro 0.6 Nozzle",
"nozzle_diameter": [ "0.6" ],
"printer_variant": "0.6",
- "max_layer_height": [ "0.4" ],
+ "max_layer_height": [ "0.42" ],
"min_layer_height": [ "0.15" ],
"retraction_length": [ "1.2" ],
"nozzle_type": "hardened_steel"
diff --git a/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M Pro 0.8 Nozzle.json b/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M Pro 0.8 Nozzle.json
index b638a18246..262696fc3c 100644
--- a/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M Pro 0.8 Nozzle.json
+++ b/resources/profiles/Flashforge/machine/Flashforge Adventurer 5M Pro 0.8 Nozzle.json
@@ -11,7 +11,7 @@
"printer_variant": "0.8",
"machine_start_gcode": "M190 S[bed_temperature_initial_layer_single]\nM104 S[nozzle_temperature_initial_layer]\nG1 Z5 F6000\nG1 E-1.5 F600\nG1 E12 F800\nG1 X85 Y110 Z0.3 F1200\nG1 X-110 E30 F2400\nG1 Y0 E8 F2400\nG1 X-109.6 F2400\nG1 Y110 E10 F2400\nG92 E0",
"max_layer_height": [ "0.56" ],
- "min_layer_height": [ "0.15" ],
+ "min_layer_height": [ "0.24" ],
"retraction_length": [ "1.5" ],
"nozzle_type": "hardened_steel",
"z_hop": ["0"]
diff --git a/resources/profiles/Flashforge/machine/Flashforge Guider 2s 0.4 nozzle.json b/resources/profiles/Flashforge/machine/Flashforge Guider 2s 0.4 nozzle.json
index 47dc54bb7d..b45d8289b5 100644
--- a/resources/profiles/Flashforge/machine/Flashforge Guider 2s 0.4 nozzle.json
+++ b/resources/profiles/Flashforge/machine/Flashforge Guider 2s 0.4 nozzle.json
@@ -12,15 +12,15 @@
"printer_variant": "0.4",
"printable_area": [
"-140x-125",
- "140x-125",
- "140x125",
- "-140x125"
+ "140x-125",
+ "140x125",
+ "-140x125"
],
"printable_height": "300",
"extruder_offset": [ "-20", "10" ],
"extruder_clearance_height_to_lid": "70",
- "extruder_clearance_height_to_rod": "23",
- "extruder_clearance_radius": "40",
+ "extruder_clearance_height_to_rod": "23",
+ "extruder_clearance_radius": "40",
"use_relative_e_distances": "0",
"auxiliary_fan": "1",
"machine_max_acceleration_e": [ "200", "200" ],
diff --git a/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra 0.6 Nozzle.json b/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra 0.6 Nozzle.json
new file mode 100644
index 0000000000..7d76aea8eb
--- /dev/null
+++ b/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra 0.6 Nozzle.json
@@ -0,0 +1,62 @@
+{
+ "type": "machine",
+ "name": "Flashforge Guider 3 Ultra 0.6 Nozzle",
+ "inherits": "fdm_guider3_common",
+ "setting_id": "GM001",
+ "from": "system",
+ "instantiation": "true",
+ "printer_variant": "0.6",
+ "printer_model": "Flashforge Guider 3 Ultra",
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]\nG92 E0",
+ "change_filament_gcode": "; change filament start\n{if total_toolchanges == 0 and current_extruder == 1}\nM104 S0 T0\n{elsif total_toolchanges > 0 and current_extruder == 0}\nM104 S{nozzle_temperature[0]}\n{if layer_z == initial_layer_print_height}\nT1\nM109 S{nozzle_temperature_initial_layer[1]} T1\n{else}\nT1\nM109 S{nozzle_temperature[1]} T1\n{endif}\n{elsif total_toolchanges > 0 and current_extruder == 1}\nM104 S{nozzle_temperature[1]}\n{if layer_z == initial_layer_print_height}\nT0\nM109 S{nozzle_temperature_initial_layer[0]} T0\n{else}\nT0\nM109 S{nozzle_temperature[0]} T0\n{endif}\n{endif}\n",
+ "cooling_tube_length": "0",
+ "cooling_tube_retraction": "0",
+ "default_filament_profile": [ "Flashforge Generic PLA @G3U 0.6 Nozzle" ],
+ "default_print_profile": "0.30mm Standard @Flashforge G3U 0.6 Nozzle",
+ "deretraction_speed": [
+ "30"
+ ],
+ "extra_loading_move": "0",
+ "extruder_clearance_height_to_rod": "50",
+ "extruder_clearance_radius": "57",
+ "is_custom_defined": "0",
+ "machine_end_gcode": "G1 E-3 F3600\nG0 X50 Y50 F30000\nM104 S0 T0\nM104 S0 T1",
+ "machine_start_gcode": "M190 S[bed_temperature_initial_layer_single]\n{if total_toolchanges < 1}\nM109 S[nozzle_temperature_initial_layer] T[initial_extruder]\nT[initial_extruder]\nG21\nG90\nM83\nG1 Z0.3 F400\nG1 X-145 Y{random(-160,-152)} F4800\nG1 X-95 Y{random(-160,-152)} E30 F400\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X-80 F4800 ; move away from purge line\n{else}\nM109 S{nozzle_temperature_initial_layer[0] - 30} T0\nM109 S{nozzle_temperature_initial_layer[1] - 30} T1\n{if initial_extruder==0}\nM109 S{nozzle_temperature_initial_layer[1]} T1\nT1\nG21\nG90\nM83\nG1 Z0.3 F400\nG1 X-145 Y{random(-160,-152)} F4800\nG1 X-95 Y{random(-160,-152)} E30 F400\nG1 E-15 F1800\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X-80 F4800 ; move away from purge line\nM104 S{nozzle_temperature_initial_layer[1]-30} T1\nM109 S{nozzle_temperature_initial_layer[0]} T0\nT0\nG1 Z0.3 F400\nG1 X145 Y{random(-160,-152)} F4800\nG1 X95 Y{random(-160,-152)} E30 F400\nG1 E-0.8 F1800\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X80 F4800 ; move away from purge line\nG92 E0\n{elsif current_extruder == 1}\nM109 S{nozzle_temperature_initial_layer[0]} T0\nT0\nG21\nG90\nM83\nG1 Z0.3 F400\nG1 X-145 Y{random(-160,-152)} F4800\nG1 X-95 Y{random(-160,-152)} E30 F400\nG1 E-15 F1800\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X-80 F4800 ; move away from purge line\nM104 S{nozzle_temperature_initial_layer[0]-30} T0\nM109 S{nozzle_temperature_initial_layer[1]} T1\nT1\nG1 Z0.3 F400\nG1 X145 Y{random(-160,-152)} F4800\nG1 X95 Y{random(-160,-152)} E30 F400\nG1 E-0.8 F1800\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X80 F4800 ; move away from purge line\nG92 E0\n{endif}\n{endif}\n\n",
+ "max_layer_height": [
+ "0.42"
+ ],
+ "min_layer_height": [
+ "0.18"
+ ],
+ "nozzle_diameter": [
+ "0.6"
+ ],
+ "parking_pos_retraction": "0",
+ "printable_area": [
+ "-150x-165",
+ "150x-165",
+ "150x165",
+ "-150x165"
+ ],
+ "printable_height": "600",
+ "printer_settings_id": "Flashforge Guider 3 Ultra 0.6 Nozzle",
+ "retract_length_toolchange": [
+ "15"
+ ],
+ "retract_restart_extra_toolchange": [
+ "-0.8"
+ ],
+ "retraction_length": [
+ "1.2"
+ ],
+ "retraction_speed": [
+ "40"
+ ],
+ "version": "1.8.0.0",
+ "z_hop": [
+ "0.6"
+ ],
+ "z_hop_types": [
+ "Spiral Lift"
+ ]
+}
diff --git a/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra 0.8 Nozzle.json b/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra 0.8 Nozzle.json
new file mode 100644
index 0000000000..f51e0392aa
--- /dev/null
+++ b/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra 0.8 Nozzle.json
@@ -0,0 +1,62 @@
+{
+ "type": "machine",
+ "name": "Flashforge Guider 3 Ultra 0.8 Nozzle",
+ "inherits": "fdm_guider3_common",
+ "setting_id": "GM001",
+ "from": "system",
+ "instantiation": "true",
+ "printer_variant": "0.8",
+ "printer_model": "Flashforge Guider 3 Ultra",
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]\nG92 E0",
+ "change_filament_gcode": "; change filament start\n{if total_toolchanges == 0 and current_extruder == 1}\nM104 S0 T0\n{elsif total_toolchanges > 0 and current_extruder == 0}\nM104 S{nozzle_temperature[0]}\n{if layer_z == initial_layer_print_height}\nT1\nM109 S{nozzle_temperature_initial_layer[1]} T1\n{else}\nT1\nM109 S{nozzle_temperature[1]} T1\n{endif}\n{elsif total_toolchanges > 0 and current_extruder == 1}\nM104 S{nozzle_temperature[1]}\n{if layer_z == initial_layer_print_height}\nT0\nM109 S{nozzle_temperature_initial_layer[0]} T0\n{else}\nT0\nM109 S{nozzle_temperature[0]} T0\n{endif}\n{endif}\n",
+ "cooling_tube_length": "0",
+ "cooling_tube_retraction": "0",
+ "default_filament_profile": [ "Flashforge Generic PLA @G3U 0.8 Nozzle" ],
+ "default_print_profile": "0.40mm Standard @Flashforge G3U 0.8 Nozzle",
+ "deretraction_speed": [
+ "40"
+ ],
+ "extra_loading_move": "0",
+ "extruder_clearance_height_to_rod": "50",
+ "extruder_clearance_radius": "57",
+ "is_custom_defined": "0",
+ "machine_end_gcode": "G1 E-3 F3600\nG0 X50 Y50 F30000\nM104 S0 T0\nM104 S0 T1",
+ "machine_start_gcode": "M190 S[bed_temperature_initial_layer_single]\n{if total_toolchanges < 1}\nM109 S[nozzle_temperature_initial_layer] T[initial_extruder]\nT[initial_extruder]\nG21\nG90\nM83\nG1 Z0.3 F400\nG1 X-145 Y{random(-160,-152)} F4800\nG1 X-95 Y{random(-160,-152)} E30 F400\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X-80 F4800 ; move away from purge line\n{else}\nM109 S{nozzle_temperature_initial_layer[0] - 30} T0\nM109 S{nozzle_temperature_initial_layer[1] - 30} T1\n{if initial_extruder==0}\nM109 S{nozzle_temperature_initial_layer[1]} T1\nT1\nG21\nG90\nM83\nG1 Z0.3 F400\nG1 X-145 Y{random(-160,-152)} F4800\nG1 X-95 Y{random(-160,-152)} E30 F400\nG1 E-15 F1800\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X-80 F4800 ; move away from purge line\nM104 S{nozzle_temperature_initial_layer[1]-30} T1\nM109 S{nozzle_temperature_initial_layer[0]} T0\nT0\nG1 Z0.3 F400\nG1 X145 Y{random(-160,-152)} F4800\nG1 X95 Y{random(-160,-152)} E30 F400\nG1 E-0.8 F1800\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X80 F4800 ; move away from purge line\nG92 E0\n{elsif current_extruder == 1}\nM109 S{nozzle_temperature_initial_layer[0]} T0\nT0\nG21\nG90\nM83\nG1 Z0.3 F400\nG1 X-145 Y{random(-160,-152)} F4800\nG1 X-95 Y{random(-160,-152)} E30 F400\nG1 E-15 F1800\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X-80 F4800 ; move away from purge line\nM104 S{nozzle_temperature_initial_layer[0]-30} T0\nM109 S{nozzle_temperature_initial_layer[1]} T1\nT1\nG1 Z0.3 F400\nG1 X145 Y{random(-160,-152)} F4800\nG1 X95 Y{random(-160,-152)} E30 F400\nG1 E-0.8 F1800\nG92 E0\nG1 Z10 F2000 ; move up from purge line\nG1 X80 F4800 ; move away from purge line\nG92 E0\n{endif}\n{endif}\n\n",
+ "max_layer_height": [
+ "0.5"
+ ],
+ "min_layer_height": [
+ "0.3"
+ ],
+ "nozzle_diameter": [
+ "0.8"
+ ],
+ "parking_pos_retraction": "0",
+ "printable_area": [
+ "-150x-165",
+ "150x-165",
+ "150x165",
+ "-150x165"
+ ],
+ "printable_height": "600",
+ "printer_settings_id": "Flashforge Guider 3 Ultra 0.8 Nozzle",
+ "retract_length_toolchange": [
+ "15"
+ ],
+ "retract_restart_extra_toolchange": [
+ "-0.8"
+ ],
+ "retraction_length": [
+ "1.5"
+ ],
+ "retraction_speed": [
+ "50"
+ ],
+ "version": "1.8.0.0",
+ "z_hop": [
+ "1"
+ ],
+ "z_hop_types": [
+ "Spiral Lift"
+ ]
+}
diff --git a/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra.json b/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra.json
index 26060e43d0..f68a47b32c 100644
--- a/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra.json
+++ b/resources/profiles/Flashforge/machine/Flashforge Guider 3 Ultra.json
@@ -2,7 +2,7 @@
"type": "machine_model",
"name": "Flashforge Guider 3 Ultra",
"model_id": "Flashforge-Guider-3-Ultra",
- "nozzle_diameter": "0.4",
+ "nozzle_diameter": "0.4;0.6;0.8",
"machine_tech": "FFF",
"family": "Flashforge",
"bed_model": "flashforge_g3u_buildplate_model.stl",
diff --git a/resources/profiles/Flashforge/machine/fdm_adventurer3_common.json b/resources/profiles/Flashforge/machine/fdm_adventurer3_common.json
index 537a691ccb..4a49f80f56 100644
--- a/resources/profiles/Flashforge/machine/fdm_adventurer3_common.json
+++ b/resources/profiles/Flashforge/machine/fdm_adventurer3_common.json
@@ -41,7 +41,7 @@
"change_filament_gcode": "M600",
"machine_pause_gcode": "M25",
"default_filament_profile": [ "Flashforge PLA" ],
- "machine_start_gcode": "M140 S[bed_temperature_initial_layer] T0\nM104 S[nozzle_temperature_initial_layer] T0\nM104 S0 T1\nM107\nM900 K[pressure_advance] T0\nG90\nG28\nM132 X Y Z A B\nG1 Z50.000 F420\nG161 X Y F3300\nM7 T0\nM6 T0\nM651 S255\n;pre-extrude\nM108 T0\nG1 X-37.50 Y-75.00 F6000\nM106\nG1 Z0.200 F420\nG1 X-37.50 Y-75.00 F6000\nG1 X37.50 Y-75.00 E9.5 F1200\n",
+ "machine_start_gcode": "M140 S[bed_temperature_initial_layer] T0\nM104 S[nozzle_temperature_initial_layer] T0\nM104 S0 T1\nM107\nM900 K[pressure_advance] T0\nG90\nG28\nM132 X Y Z A B\nG1 Z50.000 F420\nG161 X Y F3300\nM7 T0\nM6 T0\nM651 S255",
"machine_end_gcode": "G1 E-3 F3600\nG0 X50 Y50 F9000\nM104 S0 T0\nM140 S0 T0\nG162 Z F1800\nG28 X Y\nM132 X Y A B\nM652\nG91\nM18",
"before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]",
"layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
diff --git a/resources/profiles/Flashforge/machine/fdm_flashforge_common.json b/resources/profiles/Flashforge/machine/fdm_flashforge_common.json
index c08d24493a..d8b455ab79 100644
--- a/resources/profiles/Flashforge/machine/fdm_flashforge_common.json
+++ b/resources/profiles/Flashforge/machine/fdm_flashforge_common.json
@@ -135,5 +135,5 @@
"layer_change_gcode": "",
"scan_first_layer": "0",
"nozzle_type": "undefine",
- "auxiliary_fan": "0"
+ "auxiliary_fan": "1"
}
diff --git a/resources/profiles/Flashforge/machine/fdm_guider3_common.json b/resources/profiles/Flashforge/machine/fdm_guider3_common.json
index 7623255b14..1a39d50e82 100644
--- a/resources/profiles/Flashforge/machine/fdm_guider3_common.json
+++ b/resources/profiles/Flashforge/machine/fdm_guider3_common.json
@@ -4,6 +4,65 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_flashforge_common",
- "gcode_flavor": "marlin"
-
+ "gcode_flavor": "klipper",
+ "machine_max_acceleration_e": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_retracting": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_travel": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_x": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_y": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_z": [
+ "500",
+ "500"
+ ],
+ "machine_max_jerk_e": [
+ "2.5",
+ "2.5"
+ ],
+ "machine_max_jerk_x": [
+ "9",
+ "9"
+ ],
+ "machine_max_jerk_y": [
+ "9",
+ "9"
+ ],
+ "machine_max_jerk_z": [
+ "3",
+ "3"
+ ],
+ "machine_max_speed_e": [
+ "30",
+ "30"
+ ],
+ "machine_max_speed_x": [
+ "600",
+ "600"
+ ],
+ "machine_max_speed_y": [
+ "600",
+ "600"
+ ],
+ "machine_max_speed_z": [
+ "20",
+ "20"
+ ]
}
diff --git a/resources/profiles/Flashforge/process/0.06mm Standard @Flashforge AD5M 0.25 Nozzle.json b/resources/profiles/Flashforge/process/0.06mm Standard @Flashforge AD5M 0.25 Nozzle.json
new file mode 100644
index 0000000000..99a2e5d71c
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.06mm Standard @Flashforge AD5M 0.25 Nozzle.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "inherits": "0.12mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.25 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "is_custom_defined": "0",
+ "layer_height": "0.06",
+ "name": "0.06mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "print_settings_id": "0.06mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "support_bottom_z_distance": "0.08",
+ "support_top_z_distance": "0.08",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.06mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json b/resources/profiles/Flashforge/process/0.06mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json
new file mode 100644
index 0000000000..cbfd927d4d
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.06mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "inherits": "0.12mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.25 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "is_custom_defined": "0",
+ "layer_height": "0.06",
+ "name": "0.06mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "print_settings_id": "0.06mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "support_bottom_z_distance": "0.08",
+ "support_top_z_distance": "0.08",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.08mm Standard @Flashforge AD5M 0.25 Nozzle.json b/resources/profiles/Flashforge/process/0.08mm Standard @Flashforge AD5M 0.25 Nozzle.json
new file mode 100644
index 0000000000..001e36e7fa
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.08mm Standard @Flashforge AD5M 0.25 Nozzle.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "inherits": "0.12mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.25 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "is_custom_defined": "0",
+ "layer_height": "0.08",
+ "name": "0.08mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "print_settings_id": "0.08mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "support_bottom_z_distance": "0.1",
+ "support_top_z_distance": "0.1",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.08mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json b/resources/profiles/Flashforge/process/0.08mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json
new file mode 100644
index 0000000000..a531a1ec31
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.08mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "inherits": "0.12mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.25 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "is_custom_defined": "0",
+ "layer_height": "0.08",
+ "name": "0.08mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "print_settings_id": "0.08mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "support_bottom_z_distance": "0.1",
+ "support_top_z_distance": "0.1",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.10mm Standard @Flashforge AD5M 0.25 Nozzle.json b/resources/profiles/Flashforge/process/0.10mm Standard @Flashforge AD5M 0.25 Nozzle.json
new file mode 100644
index 0000000000..0cb95b1361
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.10mm Standard @Flashforge AD5M 0.25 Nozzle.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "inherits": "0.12mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.25 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "is_custom_defined": "0",
+ "layer_height": "0.1",
+ "name": "0.10mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "print_settings_id": "0.10mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "support_bottom_z_distance": "0.1",
+ "support_top_z_distance": "0.1",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.10mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json b/resources/profiles/Flashforge/process/0.10mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json
new file mode 100644
index 0000000000..a1ac228b1b
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.10mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "inherits": "0.12mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.25 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "is_custom_defined": "0",
+ "layer_height": "0.1",
+ "name": "0.10mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "print_settings_id": "0.10mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "support_bottom_z_distance": "0.1",
+ "support_top_z_distance": "0.1",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.12mm Detail @Flashforge Guider 2s 0.4 nozzle.json b/resources/profiles/Flashforge/process/0.12mm Detail @Flashforge Guider 2s 0.4 nozzle.json
index 16d9377778..23d6db2099 100644
--- a/resources/profiles/Flashforge/process/0.12mm Detail @Flashforge Guider 2s 0.4 nozzle.json
+++ b/resources/profiles/Flashforge/process/0.12mm Detail @Flashforge Guider 2s 0.4 nozzle.json
@@ -1,107 +1,110 @@
{
- "type": "process",
- "name": "0.12mm Detail @Flashforge Guider 2s 0.4 nozzle",
- "instantiation": "false",
- "adaptive_layer_height": "0",
- "bridge_flow": "1",
- "bridge_speed": "80%",
- "brim_width": "5",
- "bridge_no_support": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "4",
- "bottom_shell_thickness": "0.8",
- "brim_object_gap": "0.1",
- "default_acceleration": "200",
- "detect_overhang_wall": "1",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.15",
- "enable_support": "1",
- "filename_format": "{input_filename_base}_{filament_type[0]}_{print_time}.gcode",
- "gap_infill_speed": "100",
- "infill_direction": "45",
- "initial_layer_line_width": "0.5",
- "initial_layer_print_height": "0.20",
- "initial_layer_speed": "10",
- "initial_layer_travel_speed": "70",
- "infill_combination": "1",
- "infill_wall_overlap": "15%",
- "interface_shells": "0",
- "inner_wall_line_width": "0.45",
- "inner_wall_speed": "200",
- "internal_solid_infill_line_width": "0.42",
- "internal_solid_infill_speed": "200",
- "internal_bridge_support_thickness": "0.8",
- "initial_layer_acceleration": "200",
- "ironing_flow": "10%",
- "ironing_spacing": "0.15",
- "ironing_speed": "30",
- "ironing_type": "no ironing",
- "initial_layer_infill_speed": "10",
- "line_width": "0.42",
- "layer_height": "0.12",
- "minimum_sparse_infill_area": "15",
- "max_travel_detour_distance": "0",
- "outer_wall_line_width": "0.42",
- "outer_wall_speed": "40",
- "outer_wall_acceleration": "200",
- "inner_wall_acceleration": "200",
- "bridge_acceleration": "50%",
- "sparse_infill_acceleration": "100%",
- "internal_solid_infill_acceleration": "100%",
- "travel_acceleration": "200",
- "skirt_speed": "10",
- "overhang_1_4_speed": "100",
- "overhang_2_4_speed": "100",
- "overhang_3_4_speed": "80",
- "overhang_4_4_speed": "50",
- "slow_down_layers": "2",
- "only_one_wall_top": "1",
- "print_sequence": "by layer",
- "reduce_crossing_wall": "0",
- "reduce_infill_retraction": "1",
- "resolution": "0.012",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "sparse_infill_line_width": "0.45",
- "sparse_infill_speed": "100%",
- "seam_position": "aligned",
- "skirt_distance": "2",
- "skirt_height": "1",
- "standby_temperature_delta": "-5",
- "support_filament": "0",
- "support_line_width": "0.42",
- "support_interface_filament": "0",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.23",
- "support_interface_loop_pattern": "0",
- "support_interface_top_layers": "2",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "80",
- "support_interface_pattern": "auto",
- "support_base_pattern": "default",
- "support_base_pattern_spacing": "2.5",
- "support_speed": "100%",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "0.35",
- "skirt_loops": "2",
- "support_type": "normal(auto)",
- "support_style": "default",
- "support_bottom_z_distance": "0.2",
- "support_interface_bottom_layers": "2",
- "top_surface_line_width": "0.42",
- "top_surface_speed": "100",
- "travel_speed": "70",
- "tree_support_branch_diameter": "2",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "top_surface_pattern": "monotonicline",
- "top_surface_acceleration": "200",
- "top_shell_layers": "4",
- "top_shell_thickness": "0.8",
- "wall_loops": "3",
- "wall_infill_order": "inner wall/outer wall/infill",
- "wall_generator": "arachne",
- "compatible_printers": [
- "Flashforge Guider 2s 0.4 nozzle"
- ]
+ "type": "process",
+ "name": "0.12mm Detail @Flashforge Guider 2s 0.4 nozzle",
+ "setting_id": "GS001",
+ "from": "system",
+ "inherits": "fdm_process_flashforge_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "0",
+ "bridge_flow": "1",
+ "bridge_speed": "80%",
+ "brim_width": "5",
+ "bridge_no_support": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "4",
+ "bottom_shell_thickness": "0.8",
+ "brim_object_gap": "0.1",
+ "default_acceleration": "200",
+ "detect_overhang_wall": "1",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.15",
+ "enable_support": "1",
+ "filename_format": "{input_filename_base}_{filament_type[0]}_{print_time}.gcode",
+ "gap_infill_speed": "100",
+ "infill_direction": "45",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_print_height": "0.20",
+ "initial_layer_speed": "10",
+ "initial_layer_travel_speed": "70",
+ "infill_combination": "1",
+ "infill_wall_overlap": "15%",
+ "interface_shells": "0",
+ "inner_wall_line_width": "0.45",
+ "inner_wall_speed": "200",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "200",
+ "internal_bridge_support_thickness": "0.8",
+ "initial_layer_acceleration": "200",
+ "ironing_flow": "10%",
+ "ironing_spacing": "0.15",
+ "ironing_speed": "30",
+ "ironing_type": "no ironing",
+ "initial_layer_infill_speed": "10",
+ "line_width": "0.42",
+ "layer_height": "0.12",
+ "minimum_sparse_infill_area": "15",
+ "max_travel_detour_distance": "0",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "40",
+ "outer_wall_acceleration": "200",
+ "inner_wall_acceleration": "200",
+ "bridge_acceleration": "50%",
+ "sparse_infill_acceleration": "100%",
+ "internal_solid_infill_acceleration": "100%",
+ "travel_acceleration": "200",
+ "skirt_speed": "10",
+ "overhang_1_4_speed": "100",
+ "overhang_2_4_speed": "100",
+ "overhang_3_4_speed": "80",
+ "overhang_4_4_speed": "50",
+ "slow_down_layers": "2",
+ "only_one_wall_top": "1",
+ "print_sequence": "by layer",
+ "reduce_crossing_wall": "0",
+ "reduce_infill_retraction": "1",
+ "resolution": "0.012",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "sparse_infill_line_width": "0.45",
+ "sparse_infill_speed": "100%",
+ "seam_position": "aligned",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "standby_temperature_delta": "-5",
+ "support_filament": "0",
+ "support_line_width": "0.42",
+ "support_interface_filament": "0",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.23",
+ "support_interface_loop_pattern": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "80",
+ "support_interface_pattern": "auto",
+ "support_base_pattern": "default",
+ "support_base_pattern_spacing": "2.5",
+ "support_speed": "100%",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "0.35",
+ "skirt_loops": "2",
+ "support_type": "normal(auto)",
+ "support_style": "default",
+ "support_bottom_z_distance": "0.2",
+ "support_interface_bottom_layers": "2",
+ "top_surface_line_width": "0.42",
+ "top_surface_speed": "100",
+ "travel_speed": "70",
+ "tree_support_branch_diameter": "2",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_acceleration": "200",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0.8",
+ "wall_loops": "3",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "wall_generator": "arachne",
+ "compatible_printers": [
+ "Flashforge Guider 2s 0.4 nozzle"
+ ]
}
diff --git a/resources/profiles/Flashforge/process/0.12mm Fine @Flashforge AD5M 0.4 Nozzle.json b/resources/profiles/Flashforge/process/0.12mm Fine @Flashforge AD5M 0.4 Nozzle.json
new file mode 100644
index 0000000000..27c21d2514
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.12mm Fine @Flashforge AD5M 0.4 Nozzle.json
@@ -0,0 +1,25 @@
+{
+ "type": "process",
+ "name": "0.12mm Fine @Flashforge AD5M 0.4 Nozzle",
+ "inherits": "0.20mm Standard @Flashforge AD5M 0.4 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.4 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "layer_height": "0.12",
+ "initial_layer_print_height": "0.3",
+ "is_custom_defined": "0",
+ "print_settings_id": "0.12mm Fine @Flashforge AD5M 0.4 Nozzle",
+ "support_bottom_interface_spacing": "0.3",
+ "support_bottom_z_distance": "0.15",
+ "support_interface_bottom_layers": "0",
+ "support_interface_spacing": "0.3",
+ "support_interface_speed": "40",
+ "support_interface_top_layers": "3",
+ "support_speed": "100",
+ "support_top_z_distance": "0.15",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.12mm Fine @Flashforge AD5M Pro 0.4 Nozzle.json b/resources/profiles/Flashforge/process/0.12mm Fine @Flashforge AD5M Pro 0.4 Nozzle.json
new file mode 100644
index 0000000000..0b62ba6e66
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.12mm Fine @Flashforge AD5M Pro 0.4 Nozzle.json
@@ -0,0 +1,25 @@
+{
+ "type": "process",
+ "name": "0.12mm Fine @Flashforge AD5M Pro 0.4 Nozzle",
+ "inherits": "0.20mm Standard @Flashforge AD5M Pro 0.4 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.4 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "layer_height": "0.12",
+ "bridge_flow": "0.95",
+ "infill_wall_overlap": "30%",
+ "initial_layer_print_height": "0.3",
+ "is_custom_defined": "0",
+ "print_settings_id": "0.12mm Fine @Flashforge AD5M Pro 0.4 Nozzle",
+ "support_base_pattern_spacing": "2",
+ "support_bottom_interface_spacing": "0.3",
+ "support_bottom_z_distance": "0.15",
+ "support_interface_spacing": "0.3",
+ "support_line_width": "0.4",
+ "support_top_z_distance": "0.15",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.12mm Fine @Flashforge G3U 0.4 Nozzle.json b/resources/profiles/Flashforge/process/0.12mm Fine @Flashforge G3U 0.4 Nozzle.json
new file mode 100644
index 0000000000..471a857516
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.12mm Fine @Flashforge G3U 0.4 Nozzle.json
@@ -0,0 +1,26 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ ],
+ "bridge_flow": "0.96",
+ "bridge_speed": "20",
+ "infill_wall_overlap": "25%",
+ "inherits": "0.20mm Standard @Flashforge G3U 0.4 Nozzle",
+ "internal_bridge_speed": "40",
+ "is_custom_defined": "0",
+ "layer_height": "0.12",
+ "name": "0.12mm Fine @Flashforge G3U 0.4 Nozzle",
+ "print_settings_id": "0.12mm Fine @Flashforge G3U 0.4 Nozzle",
+ "support_bottom_interface_spacing": "0.18",
+ "support_bottom_z_distance": "0.15",
+ "support_interface_spacing": "0.18",
+ "support_line_width": "0.4",
+ "support_speed": "80",
+ "version": "2.0.2.0",
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": ""
+}
diff --git a/resources/profiles/Flashforge/process/0.14mm Standard @Flashforge AD5M 0.25 Nozzle.json b/resources/profiles/Flashforge/process/0.14mm Standard @Flashforge AD5M 0.25 Nozzle.json
new file mode 100644
index 0000000000..c2a9c695e8
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.14mm Standard @Flashforge AD5M 0.25 Nozzle.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.25 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "inherits": "0.12mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "is_custom_defined": "0",
+ "layer_height": "0.14",
+ "name": "0.14mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "print_settings_id": "0.14mm Standard @Flashforge AD5M 0.25 Nozzle",
+ "support_bottom_z_distance": "0.14",
+ "support_top_z_distance": "0.14",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.14mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json b/resources/profiles/Flashforge/process/0.14mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json
new file mode 100644
index 0000000000..dce626df67
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.14mm Standard @Flashforge AD5M Pro 0.25 Nozzle.json
@@ -0,0 +1,19 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.25 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "inherits": "0.12mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "is_custom_defined": "0",
+ "layer_height": "0.14",
+ "name": "0.14mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "print_settings_id": "0.14mm Standard @Flashforge AD5M Pro 0.25 Nozzle",
+ "support_bottom_z_distance": "0.14",
+ "support_top_z_distance": "0.14",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.16mm Optimal @Flashforge Guider 2s 0.4 nozzle.json b/resources/profiles/Flashforge/process/0.16mm Optimal @Flashforge Guider 2s 0.4 nozzle.json
index 800ff86c95..2ee3d79d14 100644
--- a/resources/profiles/Flashforge/process/0.16mm Optimal @Flashforge Guider 2s 0.4 nozzle.json
+++ b/resources/profiles/Flashforge/process/0.16mm Optimal @Flashforge Guider 2s 0.4 nozzle.json
@@ -1,107 +1,110 @@
{
- "type": "process",
- "name": "0.16mm Optimal @Flashforge Guider 2s 0.4 nozzle",
- "instantiation": "false",
- "adaptive_layer_height": "0",
- "bridge_flow": "1",
- "bridge_speed": "25",
- "internal_bridge_speed": "150%",
- "brim_width": "5",
- "bridge_no_support": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "3",
- "bottom_shell_thickness": "0.8",
- "brim_object_gap": "0.1",
- "default_acceleration": "200",
- "detect_overhang_wall": "1",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.15",
- "enable_support": "1",
- "filename_format": "{input_filename_base}_{filament_type[0]}_{print_time}.gcode",
- "gap_infill_speed": "30",
- "infill_direction": "45",
- "initial_layer_line_width": "0.5",
- "initial_layer_print_height": "0.27",
- "initial_layer_speed": "10",
- "initial_layer_travel_speed": "70",
- "infill_combination": "1",
- "infill_wall_overlap": "15%",
- "interface_shells": "0",
- "inner_wall_line_width": "0.45",
- "inner_wall_speed": "60",
- "internal_solid_infill_line_width": "0.42",
- "internal_solid_infill_speed": "200",
- "internal_bridge_support_thickness": "0.8",
- "initial_layer_acceleration": "200",
- "ironing_flow": "10%",
- "ironing_spacing": "0.15",
- "ironing_speed": "30",
- "ironing_type": "no ironing",
- "initial_layer_infill_speed": "10",
- "line_width": "0.42",
- "layer_height": "0.16",
- "minimum_sparse_infill_area": "15",
- "max_travel_detour_distance": "0",
- "outer_wall_line_width": "0.42",
- "outer_wall_speed": "25",
- "outer_wall_acceleration": "200",
- "inner_wall_acceleration": "200",
- "bridge_acceleration": "50%",
- "sparse_infill_acceleration": "100%",
- "internal_solid_infill_acceleration": "100%",
- "travel_acceleration": "200",
- "skirt_speed": "10",
- "overhang_1_4_speed": "100",
- "overhang_2_4_speed": "100",
- "overhang_3_4_speed": "80",
- "overhang_4_4_speed": "50",
- "only_one_wall_top": "1",
- "print_sequence": "by layer",
- "reduce_crossing_wall": "0",
- "reduce_infill_retraction": "1",
- "resolution": "0.012",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "sparse_infill_line_width": "0.45",
- "sparse_infill_speed": "200",
- "seam_position": "aligned",
- "skirt_distance": "2",
- "skirt_height": "1",
- "standby_temperature_delta": "-5",
- "support_filament": "0",
- "support_line_width": "0.42",
- "support_interface_filament": "0",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.23",
- "support_interface_loop_pattern": "0",
- "support_interface_top_layers": "2",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "80",
- "support_interface_pattern": "auto",
- "support_base_pattern": "default",
- "support_base_pattern_spacing": "2.5",
- "support_speed": "80",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "0.35",
- "skirt_loops": "2",
- "support_type": "normal(auto)",
- "support_style": "default",
- "support_bottom_z_distance": "0.2",
- "support_interface_bottom_layers": "2",
- "top_surface_line_width": "0.42",
- "top_surface_speed": "100",
- "travel_speed": "80",
- "tree_support_branch_diameter": "2",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "top_surface_pattern": "monotonicline",
- "top_surface_acceleration": "200",
- "top_shell_layers": "3",
- "top_shell_thickness": "0.8",
- "wall_loops": "2",
- "wall_infill_order": "inner wall/outer wall/infill",
- "wall_generator": "arachne",
- "compatible_printers": [
- "Flashforge Guider 2s 0.4 nozzle"
- ]
+ "type": "process",
+ "name": "0.16mm Optimal @Flashforge Guider 2s 0.4 nozzle",
+ "setting_id": "GS002",
+ "from": "system",
+ "inherits": "fdm_process_flashforge_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "0",
+ "bridge_flow": "1",
+ "bridge_speed": "25",
+ "internal_bridge_speed": "150%",
+ "brim_width": "5",
+ "bridge_no_support": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "3",
+ "bottom_shell_thickness": "0.8",
+ "brim_object_gap": "0.1",
+ "default_acceleration": "200",
+ "detect_overhang_wall": "1",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.15",
+ "enable_support": "1",
+ "filename_format": "{input_filename_base}_{filament_type[0]}_{print_time}.gcode",
+ "gap_infill_speed": "30",
+ "infill_direction": "45",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_print_height": "0.27",
+ "initial_layer_speed": "10",
+ "initial_layer_travel_speed": "70",
+ "infill_combination": "1",
+ "infill_wall_overlap": "15%",
+ "interface_shells": "0",
+ "inner_wall_line_width": "0.45",
+ "inner_wall_speed": "60",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "200",
+ "internal_bridge_support_thickness": "0.8",
+ "initial_layer_acceleration": "200",
+ "ironing_flow": "10%",
+ "ironing_spacing": "0.15",
+ "ironing_speed": "30",
+ "ironing_type": "no ironing",
+ "initial_layer_infill_speed": "10",
+ "line_width": "0.42",
+ "layer_height": "0.16",
+ "minimum_sparse_infill_area": "15",
+ "max_travel_detour_distance": "0",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "25",
+ "outer_wall_acceleration": "200",
+ "inner_wall_acceleration": "200",
+ "bridge_acceleration": "50%",
+ "sparse_infill_acceleration": "100%",
+ "internal_solid_infill_acceleration": "100%",
+ "travel_acceleration": "200",
+ "skirt_speed": "10",
+ "overhang_1_4_speed": "100",
+ "overhang_2_4_speed": "100",
+ "overhang_3_4_speed": "80",
+ "overhang_4_4_speed": "50",
+ "only_one_wall_top": "1",
+ "print_sequence": "by layer",
+ "reduce_crossing_wall": "0",
+ "reduce_infill_retraction": "1",
+ "resolution": "0.012",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "sparse_infill_line_width": "0.45",
+ "sparse_infill_speed": "200",
+ "seam_position": "aligned",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "standby_temperature_delta": "-5",
+ "support_filament": "0",
+ "support_line_width": "0.42",
+ "support_interface_filament": "0",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.23",
+ "support_interface_loop_pattern": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "80",
+ "support_interface_pattern": "auto",
+ "support_base_pattern": "default",
+ "support_base_pattern_spacing": "2.5",
+ "support_speed": "80",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "0.35",
+ "skirt_loops": "2",
+ "support_type": "normal(auto)",
+ "support_style": "default",
+ "support_bottom_z_distance": "0.2",
+ "support_interface_bottom_layers": "2",
+ "top_surface_line_width": "0.42",
+ "top_surface_speed": "100",
+ "travel_speed": "80",
+ "tree_support_branch_diameter": "2",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_acceleration": "200",
+ "top_shell_layers": "3",
+ "top_shell_thickness": "0.8",
+ "wall_loops": "2",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "wall_generator": "arachne",
+ "compatible_printers": [
+ "Flashforge Guider 2s 0.4 nozzle"
+ ]
}
diff --git a/resources/profiles/Flashforge/process/0.18mm Fine @Flashforge AD5M 0.6 Nozzle.json b/resources/profiles/Flashforge/process/0.18mm Fine @Flashforge AD5M 0.6 Nozzle.json
new file mode 100644
index 0000000000..ec8626f715
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.18mm Fine @Flashforge AD5M 0.6 Nozzle.json
@@ -0,0 +1,22 @@
+{
+ "type": "process",
+ "name": "0.18mm Fine @Flashforge AD5M 0.6 Nozzle",
+ "inherits": "0.30mm Standard @Flashforge AD5M 0.6 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.6 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "layer_height": "0.18",
+ "infill_wall_overlap": "40%",
+ "initial_layer_line_width": "0.65",
+ "is_custom_defined": "0",
+ "print_settings_id": "0.18mm Fine @Flashforge AD5M 0.6 Nozzle",
+ "seam_gap": "5%",
+ "support_bottom_z_distance": "0.2",
+ "support_speed": "100",
+ "support_top_z_distance": "0.2",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.18mm Fine @Flashforge AD5M Pro 0.6 Nozzle.json b/resources/profiles/Flashforge/process/0.18mm Fine @Flashforge AD5M Pro 0.6 Nozzle.json
new file mode 100644
index 0000000000..10ef9c64e8
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.18mm Fine @Flashforge AD5M Pro 0.6 Nozzle.json
@@ -0,0 +1,25 @@
+{
+ "type": "process",
+ "name": "0.18mm Fine @Flashforge AD5M Pro 0.6 Nozzle",
+ "inherits": "0.30mm Standard @Flashforge AD5M Pro 0.6 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.6 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "layer_height": "0.18",
+ "infill_wall_overlap": "40%",
+ "initial_layer_line_width": "0.65",
+ "is_custom_defined": "0",
+ "print_settings_id": "0.18mm Fine @Flashforge AD5M Pro 0.6 Nozzle",
+ "seam_gap": "6%",
+ "support_bottom_interface_spacing": "0.35",
+ "support_interface_bottom_layers": "0",
+ "support_interface_spacing": "0.35",
+ "support_interface_speed": "40",
+ "support_object_xy_distance": "0.4",
+ "support_speed": "100",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.18mm Standard @Flashforge G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/process/0.18mm Standard @Flashforge G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..9f263a4da9
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.18mm Standard @Flashforge G3U 0.6 Nozzle.json
@@ -0,0 +1,18 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "inherits": "0.30mm Standard @Flashforge G3U 0.6 Nozzle",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "is_custom_defined": "0",
+ "layer_height": "0.18",
+ "name": "0.18mm Standard @Flashforge G3U 0.6 Nozzle",
+ "print_settings_id": "0.18mm Standard @Flashforge G3U 0.6 Nozzle",
+ "version": "2.0.2.0",
+ "support_speed": "80"
+}
diff --git a/resources/profiles/Flashforge/process/0.20mm Standard @Flashforge G3U 0.4 Nozzle.json b/resources/profiles/Flashforge/process/0.20mm Standard @Flashforge G3U 0.4 Nozzle.json
index 6995772a4d..15f4fa3add 100644
--- a/resources/profiles/Flashforge/process/0.20mm Standard @Flashforge G3U 0.4 Nozzle.json
+++ b/resources/profiles/Flashforge/process/0.20mm Standard @Flashforge G3U 0.4 Nozzle.json
@@ -136,7 +136,7 @@
"role_based_wipe_speed": "1",
"seam_gap": "10%",
"seam_position": "aligned",
- "single_extruder_multi_material_priming": "1",
+ "single_extruder_multi_material_priming": "0",
"skirt_distance": "2",
"skirt_height": "1",
"skirt_loops": "2",
diff --git a/resources/profiles/Flashforge/process/0.20mm Standard @Flashforge Guider 2s 0.4 nozzle.json b/resources/profiles/Flashforge/process/0.20mm Standard @Flashforge Guider 2s 0.4 nozzle.json
index 65fc3f6f42..6783df37eb 100644
--- a/resources/profiles/Flashforge/process/0.20mm Standard @Flashforge Guider 2s 0.4 nozzle.json
+++ b/resources/profiles/Flashforge/process/0.20mm Standard @Flashforge Guider 2s 0.4 nozzle.json
@@ -1,108 +1,111 @@
{
- "type": "process",
- "name": "0.20mm Standard @Flashforge Guider 2s 0.4 nozzle",
- "instantiation": "false",
- "adaptive_layer_height": "0",
- "bridge_flow": "1",
- "bridge_speed": "50%",
- "internal_bridge_speed": "70%",
- "brim_width": "5",
- "bridge_no_support": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "3",
- "bottom_shell_thickness": "0.8",
- "brim_object_gap": "0.1",
- "default_acceleration": "200",
- "detect_overhang_wall": "1",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.15",
- "enable_support": "1",
- "filename_format": "{input_filename_base}_{filament_type[0]}_{print_time}.gcode",
- "gap_infill_speed": "100",
- "infill_direction": "45",
- "initial_layer_line_width": "0.5",
- "initial_layer_print_height": "0.27",
- "initial_layer_speed": "10",
- "initial_layer_travel_speed": "70",
- "infill_combination": "1",
- "infill_wall_overlap": "15%",
- "interface_shells": "0",
- "inner_wall_line_width": "0.45",
- "inner_wall_speed": "200",
- "internal_solid_infill_line_width": "0.42",
- "internal_solid_infill_speed": "200",
- "internal_bridge_support_thickness": "0.8",
- "initial_layer_acceleration": "200",
- "ironing_flow": "10%",
- "ironing_spacing": "0.15",
- "ironing_speed": "30",
- "ironing_type": "no ironing",
- "initial_layer_infill_speed": "10",
- "line_width": "0.42",
- "layer_height": "0.2",
- "minimum_sparse_infill_area": "15",
- "max_travel_detour_distance": "0",
- "outer_wall_line_width": "0.42",
- "outer_wall_speed": "40",
- "outer_wall_acceleration": "200",
- "inner_wall_acceleration": "200",
- "bridge_acceleration": "50%",
- "sparse_infill_acceleration": "100%",
- "internal_solid_infill_acceleration": "100%",
- "travel_acceleration": "200",
- "skirt_speed": "10",
- "overhang_1_4_speed": "100",
- "overhang_2_4_speed": "100",
- "overhang_3_4_speed": "80",
- "overhang_4_4_speed": "50",
- "slow_down_layers": "2",
- "only_one_wall_top": "1",
- "print_sequence": "by layer",
- "reduce_crossing_wall": "0",
- "reduce_infill_retraction": "1",
- "resolution": "0.012",
- "sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
- "sparse_infill_line_width": "0.45",
- "sparse_infill_speed": "100%",
- "seam_position": "aligned",
- "skirt_distance": "2",
- "skirt_height": "1",
- "standby_temperature_delta": "-5",
- "support_filament": "0",
- "support_line_width": "0.42",
- "support_interface_filament": "0",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.23",
- "support_interface_loop_pattern": "0",
- "support_interface_top_layers": "2",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "80",
- "support_interface_pattern": "auto",
- "support_base_pattern": "default",
- "support_base_pattern_spacing": "2.5",
- "support_speed": "100%",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "0.35",
- "skirt_loops": "2",
- "support_type": "normal(auto)",
- "support_style": "default",
- "support_bottom_z_distance": "0.2",
- "support_interface_bottom_layers": "2",
- "top_surface_line_width": "0.42",
- "top_surface_speed": "100",
- "travel_speed": "80",
- "tree_support_branch_diameter": "2",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "top_surface_pattern": "monotonicline",
- "top_surface_acceleration": "200",
- "top_shell_layers": "3",
- "top_shell_thickness": "0.8",
- "wall_loops": "2",
- "wall_infill_order": "inner wall/outer wall/infill",
- "wall_generator": "arachne",
- "compatible_printers": [
- "Flashforge Guider 2s 0.4 nozzle"
- ]
+ "type": "process",
+ "name": "0.20mm Standard @Flashforge Guider 2s 0.4 nozzle",
+ "setting_id": "GS003",
+ "from": "system",
+ "inherits": "fdm_process_flashforge_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "0",
+ "bridge_flow": "1",
+ "bridge_speed": "50%",
+ "internal_bridge_speed": "70%",
+ "brim_width": "5",
+ "bridge_no_support": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "3",
+ "bottom_shell_thickness": "0.8",
+ "brim_object_gap": "0.1",
+ "default_acceleration": "200",
+ "detect_overhang_wall": "1",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.15",
+ "enable_support": "1",
+ "filename_format": "{input_filename_base}_{filament_type[0]}_{print_time}.gcode",
+ "gap_infill_speed": "100",
+ "infill_direction": "45",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_print_height": "0.27",
+ "initial_layer_speed": "10",
+ "initial_layer_travel_speed": "70",
+ "infill_combination": "1",
+ "infill_wall_overlap": "15%",
+ "interface_shells": "0",
+ "inner_wall_line_width": "0.45",
+ "inner_wall_speed": "200",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "200",
+ "internal_bridge_support_thickness": "0.8",
+ "initial_layer_acceleration": "200",
+ "ironing_flow": "10%",
+ "ironing_spacing": "0.15",
+ "ironing_speed": "30",
+ "ironing_type": "no ironing",
+ "initial_layer_infill_speed": "10",
+ "line_width": "0.42",
+ "layer_height": "0.2",
+ "minimum_sparse_infill_area": "15",
+ "max_travel_detour_distance": "0",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "40",
+ "outer_wall_acceleration": "200",
+ "inner_wall_acceleration": "200",
+ "bridge_acceleration": "50%",
+ "sparse_infill_acceleration": "100%",
+ "internal_solid_infill_acceleration": "100%",
+ "travel_acceleration": "200",
+ "skirt_speed": "10",
+ "overhang_1_4_speed": "100",
+ "overhang_2_4_speed": "100",
+ "overhang_3_4_speed": "80",
+ "overhang_4_4_speed": "50",
+ "slow_down_layers": "2",
+ "only_one_wall_top": "1",
+ "print_sequence": "by layer",
+ "reduce_crossing_wall": "0",
+ "reduce_infill_retraction": "1",
+ "resolution": "0.012",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "sparse_infill_line_width": "0.45",
+ "sparse_infill_speed": "100%",
+ "seam_position": "aligned",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "standby_temperature_delta": "-5",
+ "support_filament": "0",
+ "support_line_width": "0.42",
+ "support_interface_filament": "0",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.23",
+ "support_interface_loop_pattern": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "80",
+ "support_interface_pattern": "auto",
+ "support_base_pattern": "default",
+ "support_base_pattern_spacing": "2.5",
+ "support_speed": "100%",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "0.35",
+ "skirt_loops": "2",
+ "support_type": "normal(auto)",
+ "support_style": "default",
+ "support_bottom_z_distance": "0.2",
+ "support_interface_bottom_layers": "2",
+ "top_surface_line_width": "0.42",
+ "top_surface_speed": "100",
+ "travel_speed": "80",
+ "tree_support_branch_diameter": "2",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_acceleration": "200",
+ "top_shell_layers": "3",
+ "top_shell_thickness": "0.8",
+ "wall_loops": "2",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "wall_generator": "arachne",
+ "compatible_printers": [
+ "Flashforge Guider 2s 0.4 nozzle"
+ ]
}
diff --git a/resources/profiles/Flashforge/process/0.24mm Draft @Flashforge AD5M 0.4 Nozzle.json b/resources/profiles/Flashforge/process/0.24mm Draft @Flashforge AD5M 0.4 Nozzle.json
new file mode 100644
index 0000000000..6622afae72
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.24mm Draft @Flashforge AD5M 0.4 Nozzle.json
@@ -0,0 +1,25 @@
+{
+ "type": "process",
+ "name": "0.24mm Draft @Flashforge AD5M 0.4 Nozzle",
+ "inherits": "0.20mm Standard @Flashforge AD5M 0.4 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "layer_height": "0.24",
+ "infill_wall_overlap": "25%",
+ "initial_layer_print_height": "0.3",
+ "is_custom_defined": "0",
+ "print_settings_id": "0.24mm Draft @Flashforge AD5M 0.4 Nozzle",
+ "support_bottom_interface_spacing": "0.3",
+ "support_bottom_z_distance": "0.15",
+ "support_interface_bottom_layers": "0",
+ "support_interface_spacing": "0.3",
+ "support_interface_speed": "40",
+ "support_speed": "100",
+ "support_top_z_distance": "0.15",
+ "version": "2.0.2.0",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.4 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": ""
+}
diff --git a/resources/profiles/Flashforge/process/0.24mm Draft @Flashforge AD5M Pro 0.4 Nozzle.json b/resources/profiles/Flashforge/process/0.24mm Draft @Flashforge AD5M Pro 0.4 Nozzle.json
new file mode 100644
index 0000000000..ff585d7b37
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.24mm Draft @Flashforge AD5M Pro 0.4 Nozzle.json
@@ -0,0 +1,26 @@
+{
+ "type": "process",
+ "name": "0.24mm Draft @Flashforge AD5M Pro 0.4 Nozzle",
+ "inherits": "0.20mm Standard @Flashforge AD5M Pro 0.4 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "layer_height": "0.24",
+ "infill_wall_overlap": "30%",
+ "initial_layer_print_height": "0.3",
+ "inner_wall_line_width": "0.42",
+ "is_custom_defined": "0",
+ "outer_wall_acceleration": "3000",
+ "outer_wall_line_width": "0.4",
+ "print_settings_id": "0.24mm Draft @Flashforge AD5M Pro 0.4 Nozzle",
+ "sparse_infill_line_width": "0.42",
+ "support_bottom_interface_spacing": "0.3",
+ "support_interface_spacing": "0.3",
+ "support_line_width": "0.4",
+ "top_surface_line_width": "0.4",
+ "version": "2.0.2.0",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.4 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": ""
+}
diff --git a/resources/profiles/Flashforge/process/0.24mm Draft @Flashforge G3U 0.4 Nozzle.json b/resources/profiles/Flashforge/process/0.24mm Draft @Flashforge G3U 0.4 Nozzle.json
new file mode 100644
index 0000000000..9097bf247e
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.24mm Draft @Flashforge G3U 0.4 Nozzle.json
@@ -0,0 +1,27 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "bridge_flow": "0.96",
+ "bridge_speed": "15",
+ "infill_wall_overlap": "25%",
+ "inherits": "0.20mm Standard @Flashforge G3U 0.4 Nozzle",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.4 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "internal_bridge_speed": "30",
+ "is_custom_defined": "0",
+ "layer_height": "0.24",
+ "name": "0.24mm Draft @Flashforge G3U 0.4 Nozzle",
+ "print_settings_id": "0.24mm Draft @Flashforge G3U 0.4 Nozzle",
+ "support_bottom_interface_spacing": "0.2",
+ "support_bottom_z_distance": "0.15",
+ "support_interface_spacing": "0.2",
+ "support_line_width": "0.4",
+ "support_object_xy_distance": "0.4",
+ "support_speed": "80",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.24mm Fine @Flashforge AD5M 0.8 Nozzle.json b/resources/profiles/Flashforge/process/0.24mm Fine @Flashforge AD5M 0.8 Nozzle.json
new file mode 100644
index 0000000000..9abb2828b5
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.24mm Fine @Flashforge AD5M 0.8 Nozzle.json
@@ -0,0 +1,48 @@
+{
+ "type": "process",
+ "name": "0.24mm Fine @Flashforge AD5M 0.8 Nozzle",
+ "inherits": "0.40mm Standard @Flashforge AD5M 0.8 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "layer_height": "0.24",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.8 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "bottom_shell_layers": "2",
+ "bridge_flow": "0.96",
+ "gap_infill_speed": "100",
+ "infill_wall_overlap": "40%",
+ "initial_layer_acceleration": "400",
+ "initial_layer_infill_speed": "55",
+ "initial_layer_line_width": "0.85",
+ "initial_layer_print_height": "0.45",
+ "initial_layer_speed": "35",
+ "inner_wall_line_width": "0.85",
+ "inner_wall_speed": "100",
+ "internal_solid_infill_acceleration": "5000",
+ "internal_solid_infill_line_width": "0.82",
+ "is_custom_defined": "0",
+ "line_width": "0.82",
+ "outer_wall_line_width": "0.82",
+ "outer_wall_speed": "100",
+ "print_settings_id": "0.24mm Fine @Flashforge AD5M 0.8 Nozzle",
+ "seam_gap": "5%",
+ "sparse_infill_acceleration": "50%",
+ "sparse_infill_line_width": "0.85",
+ "support_bottom_interface_spacing": "0.45",
+ "support_bottom_z_distance": "0.25",
+ "support_interface_bottom_layers": "0",
+ "support_interface_spacing": "0.45",
+ "support_interface_speed": "30",
+ "support_line_width": "0.8",
+ "support_object_xy_distance": "0.5",
+ "support_speed": "80",
+ "support_top_z_distance": "0.25",
+ "top_shell_layers": "3",
+ "top_surface_acceleration": "1000",
+ "top_surface_line_width": "0.82",
+ "top_surface_speed": "100",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.24mm Fine @Flashforge AD5M Pro 0.8 Nozzle.json b/resources/profiles/Flashforge/process/0.24mm Fine @Flashforge AD5M Pro 0.8 Nozzle.json
new file mode 100644
index 0000000000..3808a1adda
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.24mm Fine @Flashforge AD5M Pro 0.8 Nozzle.json
@@ -0,0 +1,48 @@
+{
+ "type": "process",
+ "name": "0.24mm Fine @Flashforge AD5M Pro 0.8 Nozzle",
+ "inherits": "0.40mm Standard @Flashforge AD5M Pro 0.8 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "layer_height": "0.24",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.8 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "bottom_shell_layers": "2",
+ "bridge_flow": "0.96",
+ "gap_infill_speed": "100",
+ "infill_wall_overlap": "40%",
+ "initial_layer_acceleration": "400",
+ "initial_layer_infill_speed": "55",
+ "initial_layer_line_width": "0.85",
+ "initial_layer_print_height": "0.45",
+ "initial_layer_speed": "35",
+ "inner_wall_line_width": "0.85",
+ "inner_wall_speed": "100",
+ "internal_solid_infill_acceleration": "5000",
+ "internal_solid_infill_line_width": "0.82",
+ "is_custom_defined": "0",
+ "line_width": "0.82",
+ "outer_wall_line_width": "0.82",
+ "outer_wall_speed": "100",
+ "print_settings_id": "0.24mm Fine @Flashforge AD5M Pro 0.8 Nozzle",
+ "seam_gap": "5%",
+ "sparse_infill_acceleration": "50%",
+ "sparse_infill_line_width": "0.85",
+ "support_bottom_interface_spacing": "0.45",
+ "support_bottom_z_distance": "0.25",
+ "support_interface_bottom_layers": "0",
+ "support_interface_spacing": "0.45",
+ "support_interface_speed": "30",
+ "support_line_width": "0.8",
+ "support_object_xy_distance": "0.5",
+ "support_speed": "80",
+ "support_top_z_distance": "0.25",
+ "top_shell_layers": "3",
+ "top_surface_acceleration": "1000",
+ "top_surface_line_width": "0.82",
+ "top_surface_speed": "100",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.30mm Draft @Flashforge Guider 2s 0.4 nozzle.json b/resources/profiles/Flashforge/process/0.30mm Draft @Flashforge Guider 2s 0.4 nozzle.json
index c246645d56..bb8196f007 100644
--- a/resources/profiles/Flashforge/process/0.30mm Draft @Flashforge Guider 2s 0.4 nozzle.json
+++ b/resources/profiles/Flashforge/process/0.30mm Draft @Flashforge Guider 2s 0.4 nozzle.json
@@ -1,108 +1,111 @@
{
- "type": "process",
- "name": "0.30mm Draft @Flashforge Guider 2s 0.4 nozzle",
- "instantiation": "false",
- "adaptive_layer_height": "0",
- "bridge_flow": "1",
- "bridge_speed": "50%",
- "internal_bridge_speed": "70%",
- "brim_width": "5",
- "bridge_no_support": "0",
- "bottom_surface_pattern": "monotonic",
- "bottom_shell_layers": "3",
- "bottom_shell_thickness": "0.8",
- "brim_object_gap": "0.1",
- "default_acceleration": "200",
- "detect_overhang_wall": "1",
- "draft_shield": "disabled",
- "elefant_foot_compensation": "0.15",
- "enable_support": "1",
- "filename_format": "{input_filename_base}_{filament_type[0]}_{print_time}.gcode",
- "gap_infill_speed": "100",
- "infill_direction": "45",
- "initial_layer_line_width": "0.5",
- "initial_layer_print_height": "0.30",
- "initial_layer_speed": "10",
- "initial_layer_travel_speed": "70",
- "infill_combination": "1",
- "infill_wall_overlap": "15%",
- "interface_shells": "0",
- "inner_wall_line_width": "0.45",
- "inner_wall_speed": "200",
- "internal_solid_infill_line_width": "0.42",
- "internal_solid_infill_speed": "200",
- "internal_bridge_support_thickness": "0.8",
- "initial_layer_acceleration": "200",
- "ironing_flow": "10%",
- "ironing_spacing": "0.15",
- "ironing_speed": "30",
- "ironing_type": "no ironing",
- "initial_layer_infill_speed": "10",
- "line_width": "0.42",
- "layer_height": "0.30",
- "minimum_sparse_infill_area": "15",
- "max_travel_detour_distance": "0",
- "outer_wall_line_width": "0.42",
- "outer_wall_speed": "40",
- "outer_wall_acceleration": "200",
- "inner_wall_acceleration": "200",
- "bridge_acceleration": "50%",
- "sparse_infill_acceleration": "100%",
- "internal_solid_infill_acceleration": "100%",
- "travel_acceleration": "200",
- "skirt_speed": "10",
- "overhang_1_4_speed": "100",
- "overhang_2_4_speed": "100",
- "overhang_3_4_speed": "80",
- "overhang_4_4_speed": "50",
- "slow_down_layers": "2",
- "only_one_wall_top": "1",
- "print_sequence": "by layer",
- "reduce_crossing_wall": "0",
- "reduce_infill_retraction": "1",
- "resolution": "0.012",
- "sparse_infill_density": "10%",
- "sparse_infill_pattern": "crosshatch",
- "sparse_infill_line_width": "0.45",
- "sparse_infill_speed": "100%",
- "seam_position": "aligned",
- "skirt_distance": "2",
- "skirt_height": "1",
- "standby_temperature_delta": "-5",
- "support_filament": "0",
- "support_line_width": "0.42",
- "support_interface_filament": "0",
- "support_on_build_plate_only": "0",
- "support_top_z_distance": "0.23",
- "support_interface_loop_pattern": "0",
- "support_interface_top_layers": "2",
- "support_interface_spacing": "0.5",
- "support_interface_speed": "80",
- "support_interface_pattern": "auto",
- "support_base_pattern": "default",
- "support_base_pattern_spacing": "2.5",
- "support_speed": "100%",
- "support_threshold_angle": "30",
- "support_object_xy_distance": "0.35",
- "skirt_loops": "2",
- "support_type": "normal(auto)",
- "support_style": "default",
- "support_bottom_z_distance": "0.2",
- "support_interface_bottom_layers": "2",
- "top_surface_line_width": "0.42",
- "top_surface_speed": "100",
- "travel_speed": "100",
- "tree_support_branch_diameter": "2",
- "tree_support_branch_angle": "45",
- "tree_support_wall_count": "0",
- "top_surface_pattern": "monotonicline",
- "top_surface_acceleration": "200",
- "top_shell_layers": "3",
- "top_shell_thickness": "0.8",
- "wall_loops": "2",
- "wall_infill_order": "inner wall/outer wall/infill",
- "wall_generator": "arachne",
- "compatible_printers": [
- "Flashforge Guider 2s 0.4 nozzle"
- ]
+ "type": "process",
+ "name": "0.30mm Draft @Flashforge Guider 2s 0.4 nozzle",
+ "setting_id": "GS004",
+ "from": "system",
+ "inherits": "fdm_process_flashforge_common",
+ "instantiation": "true",
+ "adaptive_layer_height": "0",
+ "bridge_flow": "1",
+ "bridge_speed": "50%",
+ "internal_bridge_speed": "70%",
+ "brim_width": "5",
+ "bridge_no_support": "0",
+ "bottom_surface_pattern": "monotonic",
+ "bottom_shell_layers": "3",
+ "bottom_shell_thickness": "0.8",
+ "brim_object_gap": "0.1",
+ "default_acceleration": "200",
+ "detect_overhang_wall": "1",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.15",
+ "enable_support": "1",
+ "filename_format": "{input_filename_base}_{filament_type[0]}_{print_time}.gcode",
+ "gap_infill_speed": "100",
+ "infill_direction": "45",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_print_height": "0.30",
+ "initial_layer_speed": "10",
+ "initial_layer_travel_speed": "70",
+ "infill_combination": "1",
+ "infill_wall_overlap": "15%",
+ "interface_shells": "0",
+ "inner_wall_line_width": "0.45",
+ "inner_wall_speed": "200",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "200",
+ "internal_bridge_support_thickness": "0.8",
+ "initial_layer_acceleration": "200",
+ "ironing_flow": "10%",
+ "ironing_spacing": "0.15",
+ "ironing_speed": "30",
+ "ironing_type": "no ironing",
+ "initial_layer_infill_speed": "10",
+ "line_width": "0.42",
+ "layer_height": "0.30",
+ "minimum_sparse_infill_area": "15",
+ "max_travel_detour_distance": "0",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "40",
+ "outer_wall_acceleration": "200",
+ "inner_wall_acceleration": "200",
+ "bridge_acceleration": "50%",
+ "sparse_infill_acceleration": "100%",
+ "internal_solid_infill_acceleration": "100%",
+ "travel_acceleration": "200",
+ "skirt_speed": "10",
+ "overhang_1_4_speed": "100",
+ "overhang_2_4_speed": "100",
+ "overhang_3_4_speed": "80",
+ "overhang_4_4_speed": "50",
+ "slow_down_layers": "2",
+ "only_one_wall_top": "1",
+ "print_sequence": "by layer",
+ "reduce_crossing_wall": "0",
+ "reduce_infill_retraction": "1",
+ "resolution": "0.012",
+ "sparse_infill_density": "10%",
+ "sparse_infill_pattern": "crosshatch",
+ "sparse_infill_line_width": "0.45",
+ "sparse_infill_speed": "100%",
+ "seam_position": "aligned",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "standby_temperature_delta": "-5",
+ "support_filament": "0",
+ "support_line_width": "0.42",
+ "support_interface_filament": "0",
+ "support_on_build_plate_only": "0",
+ "support_top_z_distance": "0.23",
+ "support_interface_loop_pattern": "0",
+ "support_interface_top_layers": "2",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "80",
+ "support_interface_pattern": "auto",
+ "support_base_pattern": "default",
+ "support_base_pattern_spacing": "2.5",
+ "support_speed": "100%",
+ "support_threshold_angle": "30",
+ "support_object_xy_distance": "0.35",
+ "skirt_loops": "2",
+ "support_type": "normal(auto)",
+ "support_style": "default",
+ "support_bottom_z_distance": "0.2",
+ "support_interface_bottom_layers": "2",
+ "top_surface_line_width": "0.42",
+ "top_surface_speed": "100",
+ "travel_speed": "100",
+ "tree_support_branch_diameter": "2",
+ "tree_support_branch_angle": "45",
+ "tree_support_wall_count": "0",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_acceleration": "200",
+ "top_shell_layers": "3",
+ "top_shell_thickness": "0.8",
+ "wall_loops": "2",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "wall_generator": "arachne",
+ "compatible_printers": [
+ "Flashforge Guider 2s 0.4 nozzle"
+ ]
}
diff --git a/resources/profiles/Flashforge/process/0.30mm Standard @Flashforge G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/process/0.30mm Standard @Flashforge G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..d969d92eed
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.30mm Standard @Flashforge G3U 0.6 Nozzle.json
@@ -0,0 +1,60 @@
+{
+ "type": "process",
+ "name": "0.30mm Standard @Flashforge G3U 0.6 Nozzle",
+ "inherits": "fdm_process_flashforge_0.30",
+ "from": "system",
+ "setting_id": "GP003",
+ "instantiation": "true",
+ "layer_height": "0.3",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "bottom_solid_infill_flow_ratio": "1.02",
+ "bridge_flow": "0.96",
+ "elefant_foot_compensation": "0.1",
+ "enable_arc_fitting": "0",
+ "flush_into_support": "0",
+ "gap_infill_speed": "120",
+ "infill_wall_overlap": "40%",
+ "initial_layer_infill_speed": "30",
+ "initial_layer_line_width": "0.6",
+ "initial_layer_print_height": "0.35",
+ "initial_layer_speed": "30",
+ "inner_wall_line_width": "0.6",
+ "inner_wall_speed": "160",
+ "internal_solid_infill_acceleration": "5000",
+ "internal_solid_infill_line_width": "0.6",
+ "internal_solid_infill_speed": "200",
+ "is_custom_defined": "0",
+ "line_width": "0.6",
+ "outer_wall_acceleration": "3000",
+ "outer_wall_line_width": "0.58",
+ "outer_wall_speed": "120",
+ "prime_tower_brim_width": "5",
+ "prime_tower_width": "30",
+ "prime_volume": "5",
+ "print_settings_id": "0.30mm Standard @Flashforge G3U 0.6 Nozzle",
+ "seam_gap": "6%",
+ "sparse_infill_acceleration": "70%",
+ "sparse_infill_line_width": "0.6",
+ "sparse_infill_speed": "200",
+ "support_bottom_interface_spacing": "0.3",
+ "support_bottom_z_distance": "0.2",
+ "support_interface_bottom_layers": "0",
+ "support_interface_filament": "1",
+ "support_interface_spacing": "0.3",
+ "support_interface_speed": "40",
+ "support_interface_top_layers": "4",
+ "support_line_width": "0.58",
+ "support_object_xy_distance": "0.5",
+ "support_speed": "80",
+ "support_top_z_distance": "0.32",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0",
+ "top_surface_line_width": "0.6",
+ "top_surface_speed": "120",
+ "version": "1.9.0.2",
+ "wipe_tower_bridging": "5"
+}
diff --git a/resources/profiles/Flashforge/process/0.40mm Standard @Flashforge G3U 0.8 Nozzle.json b/resources/profiles/Flashforge/process/0.40mm Standard @Flashforge G3U 0.8 Nozzle.json
new file mode 100644
index 0000000000..5f444a2ed9
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.40mm Standard @Flashforge G3U 0.8 Nozzle.json
@@ -0,0 +1,62 @@
+{
+ "type": "process",
+ "name": "0.40mm Standard @Flashforge G3U 0.8 Nozzle",
+ "inherits": "fdm_process_flashforge_0.40",
+ "from": "system",
+ "setting_id": "GP003",
+ "instantiation": "true",
+ "layer_height": "0.4",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.8 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "bridge_flow": "0.96",
+ "enable_arc_fitting": "0",
+ "flush_into_support": "0",
+ "gap_infill_speed": "100",
+ "infill_wall_overlap": "55%",
+ "initial_layer_infill_speed": "30",
+ "initial_layer_line_width": "0.85",
+ "initial_layer_print_height": "0.5",
+ "initial_layer_speed": "20",
+ "inner_wall_acceleration": "2000",
+ "inner_wall_line_width": "0.8",
+ "inner_wall_speed": "80",
+ "internal_solid_infill_acceleration": "4000",
+ "internal_solid_infill_line_width": "0.82",
+ "internal_solid_infill_speed": "160",
+ "is_custom_defined": "0",
+ "line_width": "0.8",
+ "outer_wall_acceleration": "1000",
+ "outer_wall_line_width": "0.78",
+ "outer_wall_speed": "80",
+ "overhang_2_4_speed": "30",
+ "prime_tower_brim_width": "5",
+ "prime_tower_width": "30",
+ "prime_volume": "5",
+ "print_settings_id": "0.40mm Standard @Flashforge G3U 0.8 Nozzle",
+ "seam_gap": "5%",
+ "sparse_infill_acceleration": "50%",
+ "sparse_infill_line_width": "0.82",
+ "sparse_infill_speed": "160",
+ "support_base_pattern_spacing": "3",
+ "support_bottom_interface_spacing": "0.35",
+ "support_bottom_z_distance": "0.28",
+ "support_interface_bottom_layers": "0",
+ "support_interface_filament": "1",
+ "support_interface_spacing": "0.35",
+ "support_interface_speed": "30",
+ "support_interface_top_layers": "3",
+ "support_line_width": "0.75",
+ "support_object_xy_distance": "0.6",
+ "support_speed": "80",
+ "support_top_z_distance": "0.4",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "0",
+ "top_surface_acceleration": "1000",
+ "top_surface_line_width": "0.78",
+ "top_surface_speed": "100",
+ "version": "1.9.0.2",
+ "wipe_tower_bridging": "5"
+}
diff --git a/resources/profiles/Flashforge/process/0.42mm Draft @Flashforge AD5M 0.6 Nozzle.json b/resources/profiles/Flashforge/process/0.42mm Draft @Flashforge AD5M 0.6 Nozzle.json
new file mode 100644
index 0000000000..3f27e98251
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.42mm Draft @Flashforge AD5M 0.6 Nozzle.json
@@ -0,0 +1,30 @@
+{
+ "type": "process",
+ "name": "0.42mm Draft @Flashforge AD5M 0.6 Nozzle",
+ "inherits": "0.30mm Standard @Flashforge AD5M 0.6 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "layer_height": "0.42",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.6 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "infill_wall_overlap": "40%",
+ "initial_layer_line_width": "0.7",
+ "initial_layer_print_height": "0.45",
+ "is_custom_defined": "0",
+ "outer_wall_acceleration": "3000",
+ "print_settings_id": "0.42mm Draft @Flashforge AD5M 0.6 Nozzle",
+ "seam_gap": "6%",
+ "support_bottom_interface_spacing": "0.4",
+ "support_bottom_z_distance": "0.2",
+ "support_interface_bottom_layers": "0",
+ "support_interface_spacing": "0.4",
+ "support_line_width": "0.6",
+ "support_object_xy_distance": "0.4",
+ "support_speed": "100",
+ "support_top_z_distance": "0.22",
+ "top_surface_line_width": "0.6",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.42mm Draft @Flashforge AD5M Pro 0.6 Nozzle.json b/resources/profiles/Flashforge/process/0.42mm Draft @Flashforge AD5M Pro 0.6 Nozzle.json
new file mode 100644
index 0000000000..4ee2fab87d
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.42mm Draft @Flashforge AD5M Pro 0.6 Nozzle.json
@@ -0,0 +1,32 @@
+{
+ "type": "process",
+ "name": "0.42mm Draft @Flashforge AD5M Pro 0.6 Nozzle",
+ "inherits": "0.30mm Standard @Flashforge AD5M Pro 0.6 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "layer_height": "0.42",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.6 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "bridge_flow": "0.96",
+ "infill_wall_overlap": "40%",
+ "initial_layer_line_width": "0.7",
+ "initial_layer_print_height": "0.45",
+ "is_custom_defined": "0",
+ "outer_wall_line_width": "0.6",
+ "print_settings_id": "0.42mm Draft @Flashforge AD5M Pro 0.6 Nozzle",
+ "seam_gap": "6%",
+ "support_bottom_interface_spacing": "0.35",
+ "support_bottom_z_distance": "0.2",
+ "support_interface_bottom_layers": "0",
+ "support_interface_spacing": "0.35",
+ "support_interface_speed": "40",
+ "support_line_width": "0.6",
+ "support_object_xy_distance": "0.4",
+ "support_speed": "100",
+ "support_top_z_distance": "0.22",
+ "top_surface_line_width": "0.6",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.42mm Standard @Flashforge G3U 0.6 Nozzle.json b/resources/profiles/Flashforge/process/0.42mm Standard @Flashforge G3U 0.6 Nozzle.json
new file mode 100644
index 0000000000..2ee142fabd
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.42mm Standard @Flashforge G3U 0.6 Nozzle.json
@@ -0,0 +1,20 @@
+{
+ "type": "process",
+ "from": "system",
+ "setting_id": "GP001",
+ "instantiation": "true",
+ "inherits": "0.30mm Standard @Flashforge G3U 0.6 Nozzle",
+ "compatible_printers": [
+ "Flashforge Guider 3 Ultra 0.6 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "initial_layer_print_height": "0.3",
+ "is_custom_defined": "0",
+ "layer_height": "0.42",
+ "name": "0.42mm Standard @Flashforge G3U 0.6 Nozzle",
+ "print_settings_id": "0.42mm Standard @Flashforge G3U 0.6 Nozzle",
+ "support_speed": "80",
+ "support_top_z_distance": "0.3",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.56mm Draft @Flashforge AD5M 0.8 Nozzle.json b/resources/profiles/Flashforge/process/0.56mm Draft @Flashforge AD5M 0.8 Nozzle.json
new file mode 100644
index 0000000000..c25b1e78e0
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.56mm Draft @Flashforge AD5M 0.8 Nozzle.json
@@ -0,0 +1,49 @@
+{
+ "type": "process",
+ "name": "0.56mm Draft @Flashforge AD5M 0.8 Nozzle",
+ "inherits": "0.40mm Standard @Flashforge AD5M 0.8 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "layer_height": "0.56",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M 0.8 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "bottom_shell_layers": "2",
+ "bridge_flow": "0.96",
+ "gap_infill_speed": "100",
+ "infill_wall_overlap": "40%",
+ "initial_layer_acceleration": "400",
+ "initial_layer_infill_speed": "50",
+ "initial_layer_line_width": "0.85",
+ "initial_layer_print_height": "0.45",
+ "initial_layer_speed": "30",
+ "initial_layer_travel_speed": "70%",
+ "inner_wall_line_width": "0.82",
+ "inner_wall_speed": "100",
+ "internal_solid_infill_acceleration": "5000",
+ "internal_solid_infill_line_width": "0.82",
+ "is_custom_defined": "0",
+ "line_width": "0.82",
+ "outer_wall_line_width": "0.82",
+ "outer_wall_speed": "100",
+ "print_settings_id": "0.56mm Draft @Flashforge AD5M 0.8 Nozzle",
+ "seam_gap": "5%",
+ "sparse_infill_acceleration": "50%",
+ "sparse_infill_line_width": "0.85",
+ "support_bottom_interface_spacing": "0.4",
+ "support_bottom_z_distance": "0.26",
+ "support_interface_bottom_layers": "0",
+ "support_interface_spacing": "0.4",
+ "support_interface_speed": "30",
+ "support_line_width": "0.8",
+ "support_object_xy_distance": "0.45",
+ "support_speed": "80",
+ "support_top_z_distance": "0.26",
+ "top_shell_layers": "3",
+ "top_surface_acceleration": "1000",
+ "top_surface_line_width": "0.82",
+ "top_surface_speed": "100",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/0.56mm Draft @Flashforge AD5M Pro 0.8 Nozzle.json b/resources/profiles/Flashforge/process/0.56mm Draft @Flashforge AD5M Pro 0.8 Nozzle.json
new file mode 100644
index 0000000000..9f61cb79c6
--- /dev/null
+++ b/resources/profiles/Flashforge/process/0.56mm Draft @Flashforge AD5M Pro 0.8 Nozzle.json
@@ -0,0 +1,48 @@
+{
+ "type": "process",
+ "name": "0.56mm Draft @Flashforge AD5M Pro 0.8 Nozzle",
+ "inherits": "0.40mm Standard @Flashforge AD5M Pro 0.8 Nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "layer_height": "0.56",
+ "compatible_printers": [
+ "Flashforge Adventurer 5M Pro 0.8 Nozzle"
+ ],
+ "filename_format": "{input_filename_base}.gcode",
+ "post_process": "",
+ "bottom_shell_layers": "2",
+ "bridge_flow": "0.96",
+ "gap_infill_speed": "100",
+ "infill_wall_overlap": "40%",
+ "initial_layer_acceleration": "400",
+ "initial_layer_infill_speed": "55",
+ "initial_layer_line_width": "0.85",
+ "initial_layer_print_height": "0.45",
+ "initial_layer_speed": "35",
+ "inner_wall_line_width": "0.82",
+ "inner_wall_speed": "100",
+ "internal_solid_infill_acceleration": "5000",
+ "internal_solid_infill_line_width": "0.82",
+ "is_custom_defined": "0",
+ "line_width": "0.82",
+ "outer_wall_line_width": "0.82",
+ "outer_wall_speed": "100",
+ "print_settings_id": "0.56mm Draft @Flashforge AD5M Pro 0.8 Nozzle",
+ "seam_gap": "5%",
+ "sparse_infill_acceleration": "50%",
+ "sparse_infill_line_width": "0.85",
+ "support_bottom_interface_spacing": "0.4",
+ "support_bottom_z_distance": "0.26",
+ "support_interface_bottom_layers": "0",
+ "support_interface_spacing": "0.4",
+ "support_interface_speed": "30",
+ "support_line_width": "0.8",
+ "support_object_xy_distance": "0.45",
+ "support_speed": "80",
+ "support_top_z_distance": "0.26",
+ "top_shell_layers": "3",
+ "top_surface_acceleration": "1000",
+ "top_surface_line_width": "0.82",
+ "top_surface_speed": "100",
+ "version": "2.0.2.0"
+}
diff --git a/resources/profiles/Flashforge/process/fdm_process_common.json b/resources/profiles/Flashforge/process/fdm_process_common.json
index a9a08f371a..3712c915a4 100644
--- a/resources/profiles/Flashforge/process/fdm_process_common.json
+++ b/resources/profiles/Flashforge/process/fdm_process_common.json
@@ -17,7 +17,7 @@
"line_width": "0.45",
"infill_direction": "45",
"sparse_infill_density": "15%",
- "sparse_infill_pattern": "crosshatch",
+ "sparse_infill_pattern": "grid",
"initial_layer_line_width": "0.42",
"initial_layer_print_height": "0.2",
"initial_layer_speed": "20",
diff --git a/resources/profiles/Flashforge/process/fdm_process_flashforge_0.40.json b/resources/profiles/Flashforge/process/fdm_process_flashforge_0.40.json
new file mode 100644
index 0000000000..09cb998b1e
--- /dev/null
+++ b/resources/profiles/Flashforge/process/fdm_process_flashforge_0.40.json
@@ -0,0 +1,30 @@
+{
+ "type": "process",
+ "name": "fdm_process_flashforge_0.40",
+ "inherits": "fdm_process_flashforge_common",
+ "from": "system",
+ "instantiation": "false",
+ "layer_height": "0.4",
+ "initial_layer_print_height": "0.3",
+ "line_width": "0.62",
+ "outer_wall_line_width": "0.62",
+ "initial_layer_line_width": "0.62",
+ "sparse_infill_line_width": "0.62",
+ "inner_wall_line_width": "0.62",
+ "internal_solid_infill_line_width": "0.62",
+ "support_line_width": "0.62",
+ "top_surface_line_width": "0.62",
+ "initial_layer_speed": "45",
+ "inner_wall_speed": "150",
+ "top_surface_speed": "120",
+ "gap_infill_speed": "150",
+ "small_perimeter_speed": "50%",
+ "overhang_speed_classic": "0",
+ "internal_bridge_speed": "50",
+ "internal_solid_infill_acceleration": "7000",
+ "accel_to_decel_enable": "0",
+ "filter_out_gap_fill": "0.5",
+ "gcode_label_objects": "0",
+ "slow_down_layers": "1",
+ "wipe_speed": "200"
+}
\ No newline at end of file
diff --git a/resources/profiles/FlyingBear/machine/S1/FlyingBear S1 0.4 nozzle.json b/resources/profiles/FlyingBear/machine/S1/FlyingBear S1 0.4 nozzle.json
index 7ac0390672..e8452b5c24 100644
--- a/resources/profiles/FlyingBear/machine/S1/FlyingBear S1 0.4 nozzle.json
+++ b/resources/profiles/FlyingBear/machine/S1/FlyingBear S1 0.4 nozzle.json
@@ -115,7 +115,7 @@
"0"
],
"machine_pause_gcode": "PAUSE",
- "machine_start_gcode": ";v2.9.1-20240620;\n;wiping nozzle start\nM106 P3 S0\nclean_nozzle_position\n;wiping nozzle end\n;*************preheat nozzle and hotbed for Z_TILT_ADJUST*************\nM140 S[bed_temperature_initial_layer_single]\nM104 S130\nG1 X110 Y110 F6000 \nG4 P200\nprobe\nSET_KINEMATIC_POSITION Z=0 ;Z homing\nZ_TILT_ADJUST \n;*************Z_TILT_ADJUST end*************\nM140 S[bed_temperature_initial_layer_single] ;heat hotbed temp set by user\nG1 X5 Y5 F6000 \nG28 \nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[0] + 60,print_bed_max[0])} F6000 \nG1 Z0.2 F600\nM104 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user\nM106 S100 ;close head_nozzle fan\nG4 P3000\nM106 S255 ;close head_nozzle fan\nG4 P3000\nM106 S100 ;close head_nozzle fan\n;*************PRINT START*************\nM109 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user and wait \nM190 S[bed_temperature_initial_layer_single];heat bed temp set by user and wait \nM106 S0 ;close head_nozzle fan\nBED_MESH_CLEAR \nBED_MESH_PROFILE LOAD=default # bedmesh load\nG92 E0 ;Reset Extruder\nG1 Z4.0 F200 ;Move Z Axis up\nG90 ;absolute position\n ; ; ; ; ; ; ; ; ; draw line along model\nG92 E0 ;reset extruder\nG1 E4 F300 ;extrude filament\nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 60,print_bed_max[0])} F6000 \nG1 Z0.22 F600\nG1 X{first_layer_print_min[0]-1.5} Y{max(0, first_layer_print_min[1]-1.5)} F2000 E10\nG1 Z0.22 F600\nG1 X{min(first_layer_print_min[0] + 60,print_bed_max[0])} F1200 E12\n ; ; ; ; ; ; ; ; ;draw line along model end \nG4 P200\nG1 Z2\nG92 E0 ;Reset Extruder\nCLEAR_PAUSE\n;***********model start************\n",
+ "machine_start_gcode": ";v2.9.2-20240814;\n;wiping nozzle start\nM106 P3 S0\nM140 S[bed_temperature_initial_layer_single]\nclean_nozzle_position\n;wiping nozzle end\n;*************preheat nozzle and hotbed for Z_TILT_ADJUST*************\nM140 S[bed_temperature_initial_layer_single]\nM104 S130\nG1 X110 Y110 F10000 \nG4 P200\nprobe\nSET_KINEMATIC_POSITION Z=0 ;Z homing\nG1 Z5\nM190 S[bed_temperature_initial_layer_single]\nZ_TILT_ADJUST \n;*************Z_TILT_ADJUST end*************\nM140 S[bed_temperature_initial_layer_single] ;heat hotbed temp set by user\nG1 X5 Y5 F8000 \nG28 \nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0 F400\nM104 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user\nM106 S100 ;close head_nozzle fan\nG4 P3000\nM106 S255 ;close head_nozzle fan\nG4 P3000\nM106 S100 ;close head_nozzle fan\n;*************PRINT START*************\nM109 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user and wait \nM190 S[bed_temperature_initial_layer_single];heat bed temp set by user and wait \nM106 S0 ;close head_nozzle fan\nBED_MESH_CLEAR \nBED_MESH_PROFILE LOAD=default # bedmesh load\nG92 E0 ;Reset Extruder\n;G1 Z4.0 F200 ;Move Z Axis up\nG90 ;absolute position\n ; ; ; ; ; ; ; ; ; draw line along model\n;G92 E0 ;reset extruder\nG1 E3 F300 ;extrude filament\nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0.22 F600\nG1 X{first_layer_print_min[0]-1.5} Y{max(0, first_layer_print_min[1]-1.5)} F2000 E10\nG1 Z0.22 F600\nG1 X{min(first_layer_print_min[0] + 60,print_bed_max[0])} F1200 E12\n ; ; ; ; ; ; ; ; ;draw line along model end \nG4 P200\nG1 Z2\nG92 E0 ;Reset Extruder\nCLEAR_PAUSE\n;***********model start************\n",
"machine_unload_filament_time": "0",
"max_layer_height": [
"0.28"
diff --git a/resources/profiles/FlyingBear/process/0.08mm Extra Fine @FlyingBear Reborn3.json b/resources/profiles/FlyingBear/process/0.08mm Extra Fine @FlyingBear Reborn3.json
index e8d734ca1f..39001ee125 100644
--- a/resources/profiles/FlyingBear/process/0.08mm Extra Fine @FlyingBear Reborn3.json
+++ b/resources/profiles/FlyingBear/process/0.08mm Extra Fine @FlyingBear Reborn3.json
@@ -20,7 +20,7 @@
"layer_height": "0.08",
"print_settings_id": "0.08mm Extra Fine @InfiMech TX",
"sparse_infill_speed": "450",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"compatible_printers": [
"FlyingBear Reborn3 0.4 nozzle"
diff --git a/resources/profiles/FlyingBear/process/0.12mm Fine @FlyingBear Reborn3.json b/resources/profiles/FlyingBear/process/0.12mm Fine @FlyingBear Reborn3.json
index e83de4cbc6..1000d06175 100644
--- a/resources/profiles/FlyingBear/process/0.12mm Fine @FlyingBear Reborn3.json
+++ b/resources/profiles/FlyingBear/process/0.12mm Fine @FlyingBear Reborn3.json
@@ -20,7 +20,7 @@
"layer_height": "0.12",
"print_settings_id": "0.12mm Fine @InfiMech TX",
"sparse_infill_speed": "400",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"compatible_printers": [
"FlyingBear Reborn3 0.4 nozzle"
diff --git a/resources/profiles/FlyingBear/process/0.16mm Optimal @FlyingBear Reborn3.json b/resources/profiles/FlyingBear/process/0.16mm Optimal @FlyingBear Reborn3.json
index 159c45bea5..f24fa3ca22 100644
--- a/resources/profiles/FlyingBear/process/0.16mm Optimal @FlyingBear Reborn3.json
+++ b/resources/profiles/FlyingBear/process/0.16mm Optimal @FlyingBear Reborn3.json
@@ -14,7 +14,7 @@
"bottom_shell_layers": "4",
"bridge_speed": "25",
"brim_object_gap": "0.1",
- "exclude_object": "0",
+ "exclude_object": "1",
"gap_infill_speed": "300",
"inner_wall_speed": "300",
"internal_bridge_speed": "50",
diff --git a/resources/profiles/FlyingBear/process/0.20mm Standard @FlyingBear Reborn3.json b/resources/profiles/FlyingBear/process/0.20mm Standard @FlyingBear Reborn3.json
index c7f687a31a..ab04494f0d 100644
--- a/resources/profiles/FlyingBear/process/0.20mm Standard @FlyingBear Reborn3.json
+++ b/resources/profiles/FlyingBear/process/0.20mm Standard @FlyingBear Reborn3.json
@@ -20,7 +20,7 @@
"layer_height": "0.2",
"print_settings_id": "0.20mm Standard @InfiMech TX",
"sparse_infill_speed": "270",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"top_solid_infill_flow_ratio": "0.97",
"initial_layer_speed": "25",
diff --git a/resources/profiles/FlyingBear/process/0.24mm Draft @FlyingBear Reborn3.json b/resources/profiles/FlyingBear/process/0.24mm Draft @FlyingBear Reborn3.json
index 258be4bc8c..78d6819417 100644
--- a/resources/profiles/FlyingBear/process/0.24mm Draft @FlyingBear Reborn3.json
+++ b/resources/profiles/FlyingBear/process/0.24mm Draft @FlyingBear Reborn3.json
@@ -22,7 +22,7 @@
"layer_height": "0.24",
"print_settings_id": "0.24mm Draft @InfiMech TX",
"sparse_infill_speed": "230",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"compatible_printers": [
"FlyingBear Reborn3 0.4 nozzle"
diff --git a/resources/profiles/FlyingBear/process/S1/0.08mm Extra Fine @FlyingBear S1.json b/resources/profiles/FlyingBear/process/S1/0.08mm Extra Fine @FlyingBear S1.json
index c5922a7f85..8fae3c93c6 100644
--- a/resources/profiles/FlyingBear/process/S1/0.08mm Extra Fine @FlyingBear S1.json
+++ b/resources/profiles/FlyingBear/process/S1/0.08mm Extra Fine @FlyingBear S1.json
@@ -21,7 +21,7 @@
"layer_height": "0.08",
"print_settings_id": "0.08mm Extra Fine @FlyingBear S1",
"sparse_infill_speed": "450",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"compatible_printers": [
"FlyingBear S1 0.4 nozzle"
diff --git a/resources/profiles/FlyingBear/process/S1/0.12mm Fine @FlyingBear S1.json b/resources/profiles/FlyingBear/process/S1/0.12mm Fine @FlyingBear S1.json
index dad9af3e4d..ca70860ca1 100644
--- a/resources/profiles/FlyingBear/process/S1/0.12mm Fine @FlyingBear S1.json
+++ b/resources/profiles/FlyingBear/process/S1/0.12mm Fine @FlyingBear S1.json
@@ -20,7 +20,7 @@
"layer_height": "0.12",
"print_settings_id": "0.12mm Fine @FlyingBear S1",
"sparse_infill_speed": "400",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"compatible_printers": [
"FlyingBear S1 0.4 nozzle"
diff --git a/resources/profiles/FlyingBear/process/S1/0.16mm Optimal @FlyingBear S1.json b/resources/profiles/FlyingBear/process/S1/0.16mm Optimal @FlyingBear S1.json
index 7cb68c5a10..d19bf46834 100644
--- a/resources/profiles/FlyingBear/process/S1/0.16mm Optimal @FlyingBear S1.json
+++ b/resources/profiles/FlyingBear/process/S1/0.16mm Optimal @FlyingBear S1.json
@@ -14,7 +14,7 @@
"bottom_shell_layers": "4",
"bridge_speed": "25",
"brim_object_gap": "0.1",
- "exclude_object": "0",
+ "exclude_object": "1",
"gap_infill_speed": "300",
"inner_wall_speed": "300",
"internal_bridge_speed": "50",
diff --git a/resources/profiles/FlyingBear/process/S1/0.20mm Standard @FlyingBear S1.json b/resources/profiles/FlyingBear/process/S1/0.20mm Standard @FlyingBear S1.json
index 3092c240a6..a5d6ec3f20 100644
--- a/resources/profiles/FlyingBear/process/S1/0.20mm Standard @FlyingBear S1.json
+++ b/resources/profiles/FlyingBear/process/S1/0.20mm Standard @FlyingBear S1.json
@@ -20,7 +20,7 @@
"layer_height": "0.2",
"print_settings_id": "0.20mm Standard @FlyingBear S1",
"sparse_infill_speed": "270",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"top_solid_infill_flow_ratio": "0.97",
"compatible_printers": [
diff --git a/resources/profiles/FlyingBear/process/S1/0.24mm Draft @FlyingBear S1.json b/resources/profiles/FlyingBear/process/S1/0.24mm Draft @FlyingBear S1.json
index b662b2b615..1e78555c6a 100644
--- a/resources/profiles/FlyingBear/process/S1/0.24mm Draft @FlyingBear S1.json
+++ b/resources/profiles/FlyingBear/process/S1/0.24mm Draft @FlyingBear S1.json
@@ -20,7 +20,7 @@
"layer_height": "0.24",
"print_settings_id": "0.24mm Draft @FlyingBear S1",
"sparse_infill_speed": "230",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"compatible_printers": [
"FlyingBear S1 0.4 nozzle"
diff --git a/resources/profiles/FlyingBear/process/S1/fdm_process_common_S1.json b/resources/profiles/FlyingBear/process/S1/fdm_process_common_S1.json
index 43964daced..e116191460 100644
--- a/resources/profiles/FlyingBear/process/S1/fdm_process_common_S1.json
+++ b/resources/profiles/FlyingBear/process/S1/fdm_process_common_S1.json
@@ -115,7 +115,7 @@
"role_based_wipe_speed": "1",
"seam_gap": "10%",
"seam_position": "aligned",
- "single_extruder_multi_material_priming": "1",
+ "single_extruder_multi_material_priming": "0",
"skirt_distance": "2",
"skirt_height": "1",
"skirt_loops": "0",
diff --git a/resources/profiles/FlyingBear/process/fdm_process_common.json b/resources/profiles/FlyingBear/process/fdm_process_common.json
index 6f9e1e1fcb..8e20a992b1 100644
--- a/resources/profiles/FlyingBear/process/fdm_process_common.json
+++ b/resources/profiles/FlyingBear/process/fdm_process_common.json
@@ -115,7 +115,7 @@
"role_based_wipe_speed": "1",
"seam_gap": "10%",
"seam_position": "aligned",
- "single_extruder_multi_material_priming": "1",
+ "single_extruder_multi_material_priming": "0",
"skirt_distance": "2",
"skirt_height": "1",
"skirt_loops": "0",
diff --git a/resources/profiles/Ginger Additive/process/fdm_process_common.json b/resources/profiles/Ginger Additive/process/fdm_process_common.json
index 11b16c1391..81075c236f 100644
--- a/resources/profiles/Ginger Additive/process/fdm_process_common.json
+++ b/resources/profiles/Ginger Additive/process/fdm_process_common.json
@@ -154,7 +154,7 @@
"seam_slope_start_height": "0",
"seam_slope_steps": "10",
"seam_slope_type": "external",
- "single_extruder_multi_material_priming": "1",
+ "single_extruder_multi_material_priming": "0",
"skirt_distance": "2",
"skirt_height": "1",
"skirt_loops": "1",
diff --git a/resources/profiles/InfiMech.json b/resources/profiles/InfiMech.json
index d31ae9c48a..e1ad12a5e4 100644
--- a/resources/profiles/InfiMech.json
+++ b/resources/profiles/InfiMech.json
@@ -7,6 +7,11 @@
{
"name": "InfiMech TX",
"sub_path": "machine/InfiMech TX.json"
+ },
+
+ {
+ "name": "InfiMech TX Hardened Steel Nozzle",
+ "sub_path": "machine/HSN/InfiMech TX Hardened Steel Nozzle.json"
}
],
"process_list": [
@@ -33,7 +38,34 @@
{
"name": "0.16mm Optimal @InfiMech TX",
"sub_path": "process/0.16mm Optimal @InfiMech TX.json"
+ },
+
+
+ {
+ "name": "fdm_process_common_HSN",
+ "sub_path": "process/HSN/fdm_process_common_HSN.json"
+ },
+ {
+ "name": "0.08mm Extra Fine @InfiMech TX HSN",
+ "sub_path": "process/HSN/0.08mm Extra Fine @InfiMech TX HSN.json"
+ },
+ {
+ "name": "0.12mm Fine @InfiMech TX HSN",
+ "sub_path": "process/HSN/0.12mm Fine @InfiMech TX HSN.json"
+ },
+ {
+ "name": "0.20mm Standard @InfiMech TX HSN",
+ "sub_path": "process/HSN/0.20mm Standard @InfiMech TX HSN.json"
+ },
+ {
+ "name": "0.24mm Draft @InfiMech TX HSN",
+ "sub_path": "process/HSN/0.24mm Draft @InfiMech TX HSN.json"
+ },
+ {
+ "name": "0.16mm Optimal @InfiMech TX HSN",
+ "sub_path": "process/HSN/0.16mm Optimal @InfiMech TX HSN.json"
}
+
],
"filament_list": [
{
@@ -159,8 +191,134 @@
{
"name": "InfiMech PLA Hyper",
"sub_path": "filament/InfiMech PLA Hyper.json"
- }
+ },
+
+
+ {
+ "name": "fdm_filament_common_HSN",
+ "sub_path": "filament/HSN/fdm_filament_common_HSN.json"
+ },
+
+ {
+ "name": "fdm_filament_pla @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pla @HSN.json"
+ },
+ {
+ "name": "fdm_filament_tpu @HSN",
+ "sub_path": "filament/HSN/fdm_filament_tpu @HSN.json"
+ },
+ {
+ "name": "fdm_filament_pet @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pet @HSN.json"
+ },
+ {
+ "name": "fdm_filament_pc @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pc @HSN.json"
+ },
+ {
+ "name": "fdm_filament_pa @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pa @HSN.json"
+ },
+ {
+ "name": "InfiMech PLA @HSN",
+ "sub_path": "filament/HSN/InfiMech PLA @HSN.json"
+ },
+ {
+ "name": "InfiMech PETG @HSN",
+ "sub_path": "filament/HSN/InfiMech PETG @HSN.json"
+ },
+ {
+ "name": "InfiMech TPU @HSN",
+ "sub_path": "filament/HSN/InfiMech TPU @HSN.json"
+ },
+ {
+ "name": "InfiMech PC @HSN",
+ "sub_path": "filament/HSN/InfiMech PC @HSN.json"
+ },
+ {
+ "name": "InfiMech PA-CF @HSN",
+ "sub_path": "filament/HSN/InfiMech PA-CF @HSN.json"
+ },
+ {
+ "name": "fdm_filament_abs @HSN",
+ "sub_path": "filament/HSN/fdm_filament_abs @HSN.json"
+ },
+ {
+ "name": "InfiMech ABS @HSN",
+ "sub_path": "filament/HSN/InfiMech ABS @HSN.json"
+ },
+
+ {
+ "name": "fdm_filament_pla_other @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pla_other @HSN.json"
+ },
+ {
+ "name": "Other PLA @HSN",
+ "sub_path": "filament/HSN/Other PLA @HSN.json"
+ },
+
+ {
+ "name": "fdm_filament_tpu_other @HSN",
+ "sub_path": "filament/HSN/fdm_filament_tpu_other @HSN.json"
+ },
+ {
+ "name": "Other TPU @HSN",
+ "sub_path": "filament/HSN/Other TPU @HSN.json"
+ },
+
+ {
+ "name": "fdm_filament_pa_other @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pa_other @HSN.json"
+ },
+ {
+ "name": "Other PA-CF @HSN",
+ "sub_path": "filament/HSN/Other PA-CF @HSN.json"
+ },
+
+ {
+ "name": "fdm_filament_pet_other @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pet_other @HSN.json"
+ },
+ {
+ "name": "Other PETG @HSN",
+ "sub_path": "filament/HSN/Other PETG @HSN.json"
+ },
+
+ {
+ "name": "fdm_filament_pc_other @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pc_other @HSN.json"
+ },
+ {
+ "name": "Other PC @HSN",
+ "sub_path": "filament/HSN/Other PC @HSN.json"
+ },
+ {
+ "name": "fdm_filament_abs_other @HSN",
+ "sub_path": "filament/HSN/fdm_filament_abs_other @HSN.json"
+ },
+ {
+ "name": "Other ABS @HSN",
+ "sub_path": "filament/HSN/Other ABS @HSN.json"
+ },
+
+ {
+ "name": "fdm_filament_pla_Hyper_other @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pla_Hyper_other @HSN.json"
+ },
+ {
+ "name": "Other PLA Hyper @HSN",
+ "sub_path": "filament/HSN/Other PLA Hyper @HSN.json"
+ },
+
+ {
+ "name": "fdm_filament_pla_Hyper @HSN",
+ "sub_path": "filament/HSN/fdm_filament_pla_Hyper @HSN.json"
+ },
+ {
+ "name": "InfiMech PLA Hyper @HSN",
+ "sub_path": "filament/HSN/InfiMech PLA Hyper @HSN.json"
+ }
],
"machine_list": [
@@ -175,6 +333,23 @@
{
"name": "InfiMech TX 0.4 nozzle",
"sub_path": "machine/InfiMech TX 0.4 nozzle.json"
+ },
+
+
+
+ {
+ "name": "fdm_machine_common",
+ "sub_path": "machine/HSN/fdm_machine_common.json"
+ },
+ {
+ "name": "fdm_klipper_common",
+ "sub_path": "machine/HSN/fdm_klipper_common.json"
+ },
+
+ {
+ "name": "InfiMech TX HSN 0.4 nozzle",
+ "sub_path": "machine/HSN/InfiMech TX HSN 0.4 nozzle.json"
}
+
]
}
diff --git a/resources/profiles/InfiMech/InfiMech TX Hardened Steel Nozzle_cover.png b/resources/profiles/InfiMech/InfiMech TX Hardened Steel Nozzle_cover.png
new file mode 100644
index 0000000000..6fb37a0e9c
Binary files /dev/null and b/resources/profiles/InfiMech/InfiMech TX Hardened Steel Nozzle_cover.png differ
diff --git a/resources/profiles/InfiMech/InfiMech TX-bed_HSN.stl b/resources/profiles/InfiMech/InfiMech TX-bed_HSN.stl
new file mode 100644
index 0000000000..05ea70db46
Binary files /dev/null and b/resources/profiles/InfiMech/InfiMech TX-bed_HSN.stl differ
diff --git a/resources/profiles/InfiMech/InfiMech TX-texture_HSN.png b/resources/profiles/InfiMech/InfiMech TX-texture_HSN.png
new file mode 100644
index 0000000000..0942aba2cf
Binary files /dev/null and b/resources/profiles/InfiMech/InfiMech TX-texture_HSN.png differ
diff --git a/resources/profiles/InfiMech/filament/HSN/InfiMech ABS @HSN.json b/resources/profiles/InfiMech/filament/HSN/InfiMech ABS @HSN.json
new file mode 100644
index 0000000000..a9d778ee49
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/InfiMech ABS @HSN.json
@@ -0,0 +1,27 @@
+{
+ "type": "filament",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "name": "InfiMech ABS @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_abs @HSN",
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.058"
+ ],
+ "filament_retraction_length": [
+ "0.8"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/InfiMech PA-CF @HSN.json b/resources/profiles/InfiMech/filament/HSN/InfiMech PA-CF @HSN.json
new file mode 100644
index 0000000000..bbf92c72ac
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/InfiMech PA-CF @HSN.json
@@ -0,0 +1,34 @@
+{
+ "type": "filament",
+ "filament_id": "GFN98",
+ "setting_id": "GFSA04",
+ "name": "InfiMech PA-CF @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pa @HSN",
+ "filament_type": [
+ "PA-CF"
+ ],
+ "filament_max_volumetric_speed": [
+ "8"
+ ],
+ "filament_flow_ratio": [
+ "0.96"
+ ],
+ "filament_wipe": [
+ "1"
+ ],
+ "filament_wipe_distance": [
+ "2"
+ ],
+ "filament_retract_before_wipe": [
+ "0%"
+ ],
+ "filament_retraction_length": [
+ "0.8"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+
+ ]
+ }
diff --git a/resources/profiles/InfiMech/filament/HSN/InfiMech PC @HSN.json b/resources/profiles/InfiMech/filament/HSN/InfiMech PC @HSN.json
new file mode 100644
index 0000000000..15624d7b17
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/InfiMech PC @HSN.json
@@ -0,0 +1,24 @@
+{
+ "type": "filament",
+ "filament_id": "GFC99",
+ "setting_id": "GFSA04",
+ "name": "InfiMech PC @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pc @HSN",
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.058"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+ }
diff --git a/resources/profiles/InfiMech/filament/HSN/InfiMech PETG @HSN.json b/resources/profiles/InfiMech/filament/HSN/InfiMech PETG @HSN.json
new file mode 100644
index 0000000000..189f9e5bf9
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/InfiMech PETG @HSN.json
@@ -0,0 +1,54 @@
+{
+ "type": "filament",
+ "filament_id": "GFG99",
+ "setting_id": "GFSA04",
+ "name": "InfiMech PETG @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pet @HSN",
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "overhang_fan_speed": [
+ "90"
+ ],
+ "overhang_fan_threshold": [
+ "10%"
+ ],
+ "fan_max_speed": [
+ "90"
+ ],
+ "fan_min_speed": [
+ "40"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.084"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/InfiMech PLA @HSN.json b/resources/profiles/InfiMech/filament/HSN/InfiMech PLA @HSN.json
new file mode 100644
index 0000000000..94a814487e
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/InfiMech PLA @HSN.json
@@ -0,0 +1,24 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "InfiMech PLA @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla @HSN",
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "pressure_advance": [
+ "0.03"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/InfiMech PLA Hyper @HSN.json b/resources/profiles/InfiMech/filament/HSN/InfiMech PLA Hyper @HSN.json
new file mode 100644
index 0000000000..e3969ddc64
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/InfiMech PLA Hyper @HSN.json
@@ -0,0 +1,27 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "InfiMech PLA Hyper @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla_Hyper @HSN",
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "25"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.02"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/InfiMech TPU @HSN.json b/resources/profiles/InfiMech/filament/HSN/InfiMech TPU @HSN.json
new file mode 100644
index 0000000000..310d9b0fc3
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/InfiMech TPU @HSN.json
@@ -0,0 +1,24 @@
+{
+ "type": "filament",
+ "filament_id": "GFU99",
+ "setting_id": "GFSA04",
+ "name": "InfiMech TPU @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_tpu @HSN",
+ "filament_max_volumetric_speed": [
+ "3"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.13"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/Other ABS @HSN.json b/resources/profiles/InfiMech/filament/HSN/Other ABS @HSN.json
new file mode 100644
index 0000000000..c100a18554
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/Other ABS @HSN.json
@@ -0,0 +1,27 @@
+{
+ "type": "filament",
+ "filament_id": "GFB99",
+ "setting_id": "GFSA04",
+ "name": "Other ABS @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_abs_other @HSN",
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.058"
+ ],
+ "filament_retraction_length": [
+ "0.8"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/Other PA-CF @HSN.json b/resources/profiles/InfiMech/filament/HSN/Other PA-CF @HSN.json
new file mode 100644
index 0000000000..a2ab36b225
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/Other PA-CF @HSN.json
@@ -0,0 +1,34 @@
+{
+ "type": "filament",
+ "filament_id": "GFN98",
+ "setting_id": "GFSA04",
+ "name": "Other PA-CF @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pa_other @HSN",
+ "filament_type": [
+ "PA-CF"
+ ],
+ "filament_max_volumetric_speed": [
+ "8"
+ ],
+ "filament_flow_ratio": [
+ "0.96"
+ ],
+ "filament_wipe": [
+ "1"
+ ],
+ "filament_wipe_distance": [
+ "2"
+ ],
+ "filament_retract_before_wipe": [
+ "0%"
+ ],
+ "filament_retraction_length": [
+ "0.8"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+
+ ]
+ }
diff --git a/resources/profiles/InfiMech/filament/HSN/Other PC @HSN.json b/resources/profiles/InfiMech/filament/HSN/Other PC @HSN.json
new file mode 100644
index 0000000000..9636eb16c0
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/Other PC @HSN.json
@@ -0,0 +1,24 @@
+{
+ "type": "filament",
+ "filament_id": "GFC99",
+ "setting_id": "GFSA04",
+ "name": "Other PC @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pc_other @HSN",
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.058"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+ }
diff --git a/resources/profiles/InfiMech/filament/HSN/Other PETG @HSN.json b/resources/profiles/InfiMech/filament/HSN/Other PETG @HSN.json
new file mode 100644
index 0000000000..69e25cfabe
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/Other PETG @HSN.json
@@ -0,0 +1,54 @@
+{
+ "type": "filament",
+ "filament_id": "GFG99",
+ "setting_id": "GFSA04",
+ "name": "Other PETG @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pet_other @HSN",
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "overhang_fan_speed": [
+ "90"
+ ],
+ "overhang_fan_threshold": [
+ "10%"
+ ],
+ "fan_max_speed": [
+ "90"
+ ],
+ "fan_min_speed": [
+ "40"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.084"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/Other PLA @HSN.json b/resources/profiles/InfiMech/filament/HSN/Other PLA @HSN.json
new file mode 100644
index 0000000000..d63d21053b
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/Other PLA @HSN.json
@@ -0,0 +1,24 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "Other PLA @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla_other @HSN",
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "pressure_advance": [
+ "0.03"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/Other PLA Hyper @HSN.json b/resources/profiles/InfiMech/filament/HSN/Other PLA Hyper @HSN.json
new file mode 100644
index 0000000000..02099c3845
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/Other PLA Hyper @HSN.json
@@ -0,0 +1,27 @@
+{
+ "type": "filament",
+ "filament_id": "GFL99",
+ "setting_id": "GFSA04",
+ "name": "Other PLA Hyper @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla_Hyper_other @HSN",
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "filament_max_volumetric_speed": [
+ "25"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.02"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/Other TPU @HSN.json b/resources/profiles/InfiMech/filament/HSN/Other TPU @HSN.json
new file mode 100644
index 0000000000..205167ef3f
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/Other TPU @HSN.json
@@ -0,0 +1,24 @@
+{
+ "type": "filament",
+ "filament_id": "GFU99",
+ "setting_id": "GFSA04",
+ "name": "Other TPU @HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_tpu_other @HSN",
+ "filament_max_volumetric_speed": [
+ "3"
+ ],
+ "filament_flow_ratio": [
+ "0.94"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.13"
+ ],
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_abs @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_abs @HSN.json
new file mode 100644
index 0000000000..b9656e0e37
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_abs @HSN.json
@@ -0,0 +1,97 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_abs @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "InfiMech"
+ ],
+ "cool_plate_temp" : [
+ "105"
+ ],
+ "eng_plate_temp" : [
+ "105"
+ ],
+ "hot_plate_temp" : [
+ "105"
+ ],
+ "textured_plate_temp" : [
+ "105"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "filament_type": [
+ "ABS"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "250"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "20"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "overhang_fan_speed": [
+ "80"
+ ],
+ "nozzle_temperature": [
+ "250"
+ ],
+ "temperature_vitrification": [
+ "110"
+ ],
+ "nozzle_temperature_range_low": [
+ "220"
+ ],
+ "nozzle_temperature_range_high": [
+ "270"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "activate_air_filtration": [
+ "1"
+ ],
+ "complete_print_exhaust_fan_speed": [
+ "80"
+ ],
+ "during_print_exhaust_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "5"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_abs_other @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_abs_other @HSN.json
new file mode 100644
index 0000000000..e6487a11f7
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_abs_other @HSN.json
@@ -0,0 +1,97 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_abs_other @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "Other"
+ ],
+ "cool_plate_temp" : [
+ "105"
+ ],
+ "eng_plate_temp" : [
+ "105"
+ ],
+ "hot_plate_temp" : [
+ "105"
+ ],
+ "textured_plate_temp" : [
+ "105"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "105"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "filament_type": [
+ "ABS"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "260"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "20"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "overhang_fan_speed": [
+ "80"
+ ],
+ "nozzle_temperature": [
+ "260"
+ ],
+ "temperature_vitrification": [
+ "110"
+ ],
+ "nozzle_temperature_range_low": [
+ "220"
+ ],
+ "nozzle_temperature_range_high": [
+ "270"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "activate_air_filtration": [
+ "1"
+ ],
+ "complete_print_exhaust_fan_speed": [
+ "80"
+ ],
+ "during_print_exhaust_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "5"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_common_HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_common_HSN.json
new file mode 100644
index 0000000000..2808287c59
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_common_HSN.json
@@ -0,0 +1,144 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_common_HSN",
+ "from": "system",
+ "instantiation": "false",
+ "cool_plate_temp" : [
+ "60"
+ ],
+ "eng_plate_temp" : [
+ "60"
+ ],
+ "hot_plate_temp" : [
+ "60"
+ ],
+ "textured_plate_temp" : [
+ "60"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "overhang_fan_threshold": [
+ "0%"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "filament_end_gcode": [
+ "; filament end gcode \n"
+ ],
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "0"
+ ],
+ "fan_cooling_layer_time": [
+ "60"
+ ],
+ "filament_cost": [
+ "0"
+ ],
+ "filament_density": [
+ "0"
+ ],
+ "filament_deretraction_speed": [
+ "nil"
+ ],
+ "filament_diameter": [
+ "1.75"
+ ],
+ "filament_max_volumetric_speed": [
+ "0"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "15"
+ ],
+ "filament_retraction_minimum_travel": [
+ "nil"
+ ],
+ "filament_retract_before_wipe": [
+ "nil"
+ ],
+ "filament_retract_when_changing_layer": [
+ "nil"
+ ],
+ "filament_retraction_length": [
+ "nil"
+ ],
+ "filament_z_hop": [
+ "nil"
+ ],
+ "filament_z_hop_types": [
+ "nil"
+ ],
+ "filament_retract_restart_extra": [
+ "nil"
+ ],
+ "filament_retraction_speed": [
+ "nil"
+ ],
+ "filament_settings_id": [
+ ""
+ ],
+ "filament_soluble": [
+ "0"
+ ],
+ "filament_type": [
+ "PLA"
+ ],
+ "filament_vendor": [
+ "Generic"
+ ],
+ "filament_wipe": [
+ "nil"
+ ],
+ "filament_wipe_distance": [
+ "nil"
+ ],
+ "bed_type": [
+ "Cool Plate"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "200"
+ ],
+ "full_fan_speed_layer": [
+ "0"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "35"
+ ],
+ "slow_down_min_speed": [
+ "10"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "filament_start_gcode": [
+ "; Filament gcode\n"
+ ],
+ "nozzle_temperature": [
+ "200"
+ ],
+ "temperature_vitrification": [
+ "100"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pa @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pa @HSN.json
new file mode 100644
index 0000000000..3b0e895908
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pa @HSN.json
@@ -0,0 +1,103 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pa @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "InfiMech"
+ ],
+ "cool_plate_temp" : [
+ "0"
+ ],
+ "eng_plate_temp" : [
+ "110"
+ ],
+ "hot_plate_temp" : [
+ "110"
+ ],
+ "textured_plate_temp" : [
+ "110"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "5"
+ ],
+ "filament_max_volumetric_speed": [
+ "8"
+ ],
+ "filament_type": [
+ "PA"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "260"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "0"
+ ],
+ "fan_max_speed": [
+ "30"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_speed": [
+ "40"
+ ],
+ "nozzle_temperature": [
+ "260"
+ ],
+ "temperature_vitrification": [
+ "108"
+ ],
+ "nozzle_temperature_range_low": [
+ "240"
+ ],
+ "nozzle_temperature_range_high": [
+ "280"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "activate_air_filtration": [
+ "1"
+ ],
+ "complete_print_exhaust_fan_speed": [
+ "80"
+ ],
+ "during_print_exhaust_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "2"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.02"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pa_other @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pa_other @HSN.json
new file mode 100644
index 0000000000..b339c043ee
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pa_other @HSN.json
@@ -0,0 +1,103 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pa_other @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "Other"
+ ],
+ "cool_plate_temp" : [
+ "0"
+ ],
+ "eng_plate_temp" : [
+ "110"
+ ],
+ "hot_plate_temp" : [
+ "110"
+ ],
+ "textured_plate_temp" : [
+ "110"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "5"
+ ],
+ "filament_max_volumetric_speed": [
+ "8"
+ ],
+ "filament_type": [
+ "PA"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "270"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "0"
+ ],
+ "fan_max_speed": [
+ "30"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_speed": [
+ "40"
+ ],
+ "nozzle_temperature": [
+ "270"
+ ],
+ "temperature_vitrification": [
+ "108"
+ ],
+ "nozzle_temperature_range_low": [
+ "240"
+ ],
+ "nozzle_temperature_range_high": [
+ "280"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "activate_air_filtration": [
+ "1"
+ ],
+ "complete_print_exhaust_fan_speed": [
+ "80"
+ ],
+ "during_print_exhaust_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "2"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.02"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pc @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pc @HSN.json
new file mode 100644
index 0000000000..ea1e9bdf58
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pc @HSN.json
@@ -0,0 +1,100 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pc @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "InfiMech"
+ ],
+ "cool_plate_temp" : [
+ "0"
+ ],
+ "eng_plate_temp" : [
+ "110"
+ ],
+ "hot_plate_temp" : [
+ "110"
+ ],
+ "textured_plate_temp" : [
+ "110"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_type": [
+ "PC"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "260"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "0"
+ ],
+ "fan_max_speed": [
+ "20"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "overhang_fan_speed": [
+ "60"
+ ],
+ "nozzle_temperature": [
+ "260"
+ ],
+ "temperature_vitrification": [
+ "140"
+ ],
+ "nozzle_temperature_range_low": [
+ "240"
+ ],
+ "nozzle_temperature_range_high": [
+ "280"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "activate_air_filtration": [
+ "1"
+ ],
+ "complete_print_exhaust_fan_speed": [
+ "80"
+ ],
+ "during_print_exhaust_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "2"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pc_other @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pc_other @HSN.json
new file mode 100644
index 0000000000..3a57ca8444
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pc_other @HSN.json
@@ -0,0 +1,100 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pc_other @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "Other"
+ ],
+ "cool_plate_temp" : [
+ "0"
+ ],
+ "eng_plate_temp" : [
+ "110"
+ ],
+ "hot_plate_temp" : [
+ "110"
+ ],
+ "textured_plate_temp" : [
+ "110"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "110"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_type": [
+ "PC"
+ ],
+ "filament_density": [
+ "1.04"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "270"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "0"
+ ],
+ "fan_max_speed": [
+ "20"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_threshold": [
+ "25%"
+ ],
+ "overhang_fan_speed": [
+ "60"
+ ],
+ "nozzle_temperature": [
+ "270"
+ ],
+ "temperature_vitrification": [
+ "140"
+ ],
+ "nozzle_temperature_range_low": [
+ "240"
+ ],
+ "nozzle_temperature_range_high": [
+ "280"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "activate_air_filtration": [
+ "1"
+ ],
+ "complete_print_exhaust_fan_speed": [
+ "80"
+ ],
+ "during_print_exhaust_fan_speed": [
+ "100"
+ ],
+ "slow_down_layer_time": [
+ "2"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pet @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pet @HSN.json
new file mode 100644
index 0000000000..f6822a8d5b
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pet @HSN.json
@@ -0,0 +1,88 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pet @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "InfiMech"
+ ],
+ "cool_plate_temp" : [
+ "60"
+ ],
+ "eng_plate_temp" : [
+ "0"
+ ],
+ "hot_plate_temp" : [
+ "75"
+ ],
+ "textured_plate_temp" : [
+ "80"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "75"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "80"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_type": [
+ "PETG"
+ ],
+ "filament_density": [
+ "1.27"
+ ],
+ "filament_cost": [
+ "30"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "230"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "90"
+ ],
+ "fan_min_speed": [
+ "40"
+ ],
+ "overhang_fan_speed": [
+ "90"
+ ],
+ "nozzle_temperature": [
+ "230"
+ ],
+ "temperature_vitrification": [
+ "80"
+ ],
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "nozzle_temperature_range_high": [
+ "280"
+ ],
+ "additional_cooling_fan_speed": [
+ "100"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pet_other @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pet_other @HSN.json
new file mode 100644
index 0000000000..21f3c5e0c5
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pet_other @HSN.json
@@ -0,0 +1,88 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pet_other @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "Other"
+ ],
+ "cool_plate_temp" : [
+ "60"
+ ],
+ "eng_plate_temp" : [
+ "0"
+ ],
+ "hot_plate_temp" : [
+ "75"
+ ],
+ "textured_plate_temp" : [
+ "80"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "0"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "75"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "80"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "fan_cooling_layer_time": [
+ "30"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_type": [
+ "PETG"
+ ],
+ "filament_density": [
+ "1.27"
+ ],
+ "filament_cost": [
+ "30"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "240"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "90"
+ ],
+ "fan_min_speed": [
+ "40"
+ ],
+ "overhang_fan_speed": [
+ "90"
+ ],
+ "nozzle_temperature": [
+ "240"
+ ],
+ "temperature_vitrification": [
+ "80"
+ ],
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "nozzle_temperature_range_high": [
+ "280"
+ ],
+ "additional_cooling_fan_speed": [
+ "100"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla @HSN.json
new file mode 100644
index 0000000000..4f5ac07e4b
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla @HSN.json
@@ -0,0 +1,103 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pla @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "InfiMech"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_type": [
+ "PLA"
+ ],
+ "filament_density": [
+ "1.24"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "cool_plate_temp" : [
+ "60"
+ ],
+ "eng_plate_temp" : [
+ "60"
+ ],
+ "hot_plate_temp" : [
+ "60"
+ ],
+ "textured_plate_temp" : [
+ "60"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "65"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "205"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "overhang_fan_threshold": [
+ "50%"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "205"
+ ],
+ "temperature_vitrification": [
+ "60"
+ ],
+ "nozzle_temperature_range_low": [
+ "190"
+ ],
+ "nozzle_temperature_range_high": [
+ "230"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "additional_cooling_fan_speed": [
+ "100"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.03"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla_Hyper @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla_Hyper @HSN.json
new file mode 100644
index 0000000000..12a4038700
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla_Hyper @HSN.json
@@ -0,0 +1,97 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pla_Hyper @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "InfiMech"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_type": [
+ "PLA"
+ ],
+ "filament_density": [
+ "1.24"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "cool_plate_temp" : [
+ "60"
+ ],
+ "eng_plate_temp" : [
+ "60"
+ ],
+ "hot_plate_temp" : [
+ "60"
+ ],
+ "textured_plate_temp" : [
+ "60"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "65"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "205"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "overhang_fan_threshold": [
+ "50%"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "205"
+ ],
+ "temperature_vitrification": [
+ "60"
+ ],
+ "nozzle_temperature_range_low": [
+ "190"
+ ],
+ "nozzle_temperature_range_high": [
+ "230"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "additional_cooling_fan_speed": [
+ "100"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla_Hyper_other @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla_Hyper_other @HSN.json
new file mode 100644
index 0000000000..2d5d37b43e
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla_Hyper_other @HSN.json
@@ -0,0 +1,97 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pla_Hyper_other @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "Other"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_type": [
+ "PLA"
+ ],
+ "filament_density": [
+ "1.24"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "cool_plate_temp" : [
+ "60"
+ ],
+ "eng_plate_temp" : [
+ "60"
+ ],
+ "hot_plate_temp" : [
+ "60"
+ ],
+ "textured_plate_temp" : [
+ "60"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "65"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "215"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "overhang_fan_threshold": [
+ "50%"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "215"
+ ],
+ "temperature_vitrification": [
+ "60"
+ ],
+ "nozzle_temperature_range_low": [
+ "190"
+ ],
+ "nozzle_temperature_range_high": [
+ "230"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "additional_cooling_fan_speed": [
+ "100"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla_other @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla_other @HSN.json
new file mode 100644
index 0000000000..ff0570d0a0
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_pla_other @HSN.json
@@ -0,0 +1,103 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_pla_other @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "Other"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_type": [
+ "PLA"
+ ],
+ "filament_density": [
+ "1.24"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+ "cool_plate_temp" : [
+ "60"
+ ],
+ "eng_plate_temp" : [
+ "60"
+ ],
+ "hot_plate_temp" : [
+ "60"
+ ],
+ "textured_plate_temp" : [
+ "60"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "65"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "60"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "215"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "overhang_fan_threshold": [
+ "50%"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "215"
+ ],
+ "temperature_vitrification": [
+ "60"
+ ],
+ "nozzle_temperature_range_low": [
+ "190"
+ ],
+ "nozzle_temperature_range_high": [
+ "230"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "slow_down_layer_time": [
+ "8"
+ ],
+ "additional_cooling_fan_speed": [
+ "100"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ],
+ "enable_pressure_advance": [
+ "1"
+ ],
+ "pressure_advance": [
+ "0.03"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_tpu @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_tpu @HSN.json
new file mode 100644
index 0000000000..677ca17ee3
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_tpu @HSN.json
@@ -0,0 +1,98 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_tpu @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "InfiMech"
+ ],
+ "cool_plate_temp" : [
+ "30"
+ ],
+ "eng_plate_temp" : [
+ "30"
+ ],
+ "hot_plate_temp" : [
+ "40"
+ ],
+ "textured_plate_temp" : [
+ "35"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "30"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "30"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "40"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "35"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "3.2"
+ ],
+ "filament_type": [
+ "TPU"
+ ],
+ "filament_density": [
+ "1.24"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+
+ "nozzle_temperature_initial_layer": [
+ "215"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "additional_cooling_fan_speed": [
+ "100"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "215"
+ ],
+ "temperature_vitrification": [
+ "60"
+ ],
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "nozzle_temperature_range_high": [
+ "250"
+ ],
+ "filament_z_hop": [
+ "0"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "overhang_fan_threshold": [
+ "95%"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/InfiMech/filament/HSN/fdm_filament_tpu_other @HSN.json b/resources/profiles/InfiMech/filament/HSN/fdm_filament_tpu_other @HSN.json
new file mode 100644
index 0000000000..665436c38f
--- /dev/null
+++ b/resources/profiles/InfiMech/filament/HSN/fdm_filament_tpu_other @HSN.json
@@ -0,0 +1,98 @@
+{
+ "type": "filament",
+ "name": "fdm_filament_tpu_other @HSN",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_filament_common_HSN",
+ "filament_vendor": [
+ "Other"
+ ],
+ "cool_plate_temp" : [
+ "30"
+ ],
+ "eng_plate_temp" : [
+ "30"
+ ],
+ "hot_plate_temp" : [
+ "40"
+ ],
+ "textured_plate_temp" : [
+ "35"
+ ],
+ "cool_plate_temp_initial_layer" : [
+ "30"
+ ],
+ "eng_plate_temp_initial_layer" : [
+ "30"
+ ],
+ "hot_plate_temp_initial_layer" : [
+ "40"
+ ],
+ "textured_plate_temp_initial_layer" : [
+ "35"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "3.2"
+ ],
+ "filament_type": [
+ "TPU"
+ ],
+ "filament_density": [
+ "1.24"
+ ],
+ "filament_cost": [
+ "20"
+ ],
+
+ "nozzle_temperature_initial_layer": [
+ "225"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "1"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "additional_cooling_fan_speed": [
+ "100"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "nozzle_temperature": [
+ "225"
+ ],
+ "temperature_vitrification": [
+ "60"
+ ],
+ "nozzle_temperature_range_low": [
+ "200"
+ ],
+ "nozzle_temperature_range_high": [
+ "250"
+ ],
+ "filament_z_hop": [
+ "0"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "overhang_fan_threshold": [
+ "95%"
+ ],
+ "filament_start_gcode": [
+ "; filament start gcode\n"
+ ]
+}
diff --git a/resources/profiles/InfiMech/machine/HSN/InfiMech TX HSN 0.4 nozzle.json b/resources/profiles/InfiMech/machine/HSN/InfiMech TX HSN 0.4 nozzle.json
new file mode 100644
index 0000000000..c70d34dd4d
--- /dev/null
+++ b/resources/profiles/InfiMech/machine/HSN/InfiMech TX HSN 0.4 nozzle.json
@@ -0,0 +1,22 @@
+{
+ "type": "machine",
+ "setting_id": "GM001",
+ "name": "InfiMech TX HSN 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_klipper_common",
+ "printer_model": "InfiMech TX Hardened Steel Nozzle",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "z_hop": [
+ "0.4"
+ ],
+ "printable_area": [
+ "0x0",
+ "220x0",
+ "220x220",
+ "0x220"
+ ],
+ "printable_height": "250"
+}
diff --git a/resources/profiles/InfiMech/machine/HSN/InfiMech TX Hardened Steel Nozzle.json b/resources/profiles/InfiMech/machine/HSN/InfiMech TX Hardened Steel Nozzle.json
new file mode 100644
index 0000000000..c95fad7b5b
--- /dev/null
+++ b/resources/profiles/InfiMech/machine/HSN/InfiMech TX Hardened Steel Nozzle.json
@@ -0,0 +1,12 @@
+{
+ "type": "machine_model",
+ "name": "InfiMech TX Hardened Steel Nozzle",
+ "model_id": "InfiMech_TX_HSN",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "InfiMechDesign",
+ "bed_model": "InfiMech TX-bed_HSN.stl",
+ "bed_texture": "InfiMech TX-texture_HSN.png",
+ "hotend_model": "",
+ "default_materials": "InfiMech Generic ABS;InfiMech Generic PA-CF;InfiMech Generic PC;InfiMech Generic PETG;InfiMech Generic PLA;InfiMech Generic TPU"
+}
\ No newline at end of file
diff --git a/resources/profiles/InfiMech/machine/HSN/fdm_klipper_common.json b/resources/profiles/InfiMech/machine/HSN/fdm_klipper_common.json
new file mode 100644
index 0000000000..2d1e2aaa55
--- /dev/null
+++ b/resources/profiles/InfiMech/machine/HSN/fdm_klipper_common.json
@@ -0,0 +1,211 @@
+{
+ "type": "machine",
+ "name": "fdm_klipper_common",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "fdm_machine_common",
+ "gcode_flavor": "klipper",
+
+
+ "auxiliary_fan": "1",
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]\nG92 E0",
+ "change_filament_gcode": "",
+ "cooling_tube_length": "5",
+ "cooling_tube_retraction": "91.5",
+ "default_filament_profile": [
+ "InfiMech PLA"
+ ],
+ "default_print_profile": "0.20mm Standard @InfiMech TX",
+ "deretraction_speed": [
+ "30"
+ ],
+ "enable_filament_ramming": "1",
+ "extra_loading_move": "-2",
+ "extruder_clearance_height_to_lid": "69",
+ "extruder_clearance_height_to_rod": "69",
+ "extruder_clearance_radius": "49",
+ "extruder_colour": [
+ "#FCE94F"
+ ],
+ "extruder_offset": [
+ "0x0"
+ ],
+ "fan_kickstart": "0",
+ "fan_speedup_overhangs": "1",
+ "fan_speedup_time": "0",
+
+ "high_current_on_filament_swap": "0",
+
+
+ "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
+ "machine_end_gcode": "PRINT_END",
+ "machine_load_filament_time": "0",
+ "machine_max_acceleration_e": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_retracting": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_travel": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_x": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_y": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_z": [
+ "500",
+ "200"
+ ],
+ "machine_max_jerk_e": [
+ "2.5",
+ "2.5"
+ ],
+ "machine_max_jerk_x": [
+ "9",
+ "9"
+ ],
+ "machine_max_jerk_y": [
+ "9",
+ "9"
+ ],
+ "machine_max_jerk_z": [
+ "3",
+ "0.4"
+ ],
+ "machine_max_speed_e": [
+ "30",
+ "25"
+ ],
+ "machine_max_speed_x": [
+ "600",
+ "200"
+ ],
+ "machine_max_speed_y": [
+ "600",
+ "200"
+ ],
+ "machine_max_speed_z": [
+ "20",
+ "12"
+ ],
+ "machine_min_extruding_rate": [
+ "0",
+ "0"
+ ],
+ "machine_min_travel_rate": [
+ "0",
+ "0"
+ ],
+ "machine_pause_gcode": "PAUSE",
+ "machine_start_gcode": ";v2.9.2-20240814;\n;wiping nozzle start\nM106 P3 S0\nM140 S[bed_temperature_initial_layer_single]\nclean_nozzle_position\n;wiping nozzle end\n;*************preheat nozzle and hotbed for Z_TILT_ADJUST*************\nM140 S[bed_temperature_initial_layer_single]\nM104 S130\nG1 X110 Y110 F10000 \nG4 P200\nprobe\nSET_KINEMATIC_POSITION Z=0 ;Z homing\nG1 Z5\nM190 S[bed_temperature_initial_layer_single]\nZ_TILT_ADJUST \n;*************Z_TILT_ADJUST end*************\nM140 S[bed_temperature_initial_layer_single] ;heat hotbed temp set by user\nG1 X5 Y5 F8000 \nG28 \nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0 F400\nM104 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user\nM106 S100 ;close head_nozzle fan\nG4 P3000\nM106 S255 ;close head_nozzle fan\nG4 P3000\nM106 S100 ;close head_nozzle fan\n;*************PRINT START*************\nM109 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user and wait \nM190 S[bed_temperature_initial_layer_single];heat bed temp set by user and wait \nM106 S0 ;close head_nozzle fan\nBED_MESH_CLEAR \nBED_MESH_PROFILE LOAD=default # bedmesh load\nG92 E0 ;Reset Extruder\n;G1 Z4.0 F200 ;Move Z Axis up\nG90 ;absolute position\n ; ; ; ; ; ; ; ; ; draw line along model\n;G92 E0 ;reset extruder\nG1 E3 F300 ;extrude filament\nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0.22 F600\nG1 X{first_layer_print_min[0]-1.5} Y{max(0, first_layer_print_min[1]-1.5)} F2000 E10\nG1 Z0.22 F600\nG1 X{min(first_layer_print_min[0] + 60,print_bed_max[0])} F1200 E12\n ; ; ; ; ; ; ; ; ;draw line along model end \nG4 P200\nG1 Z2\nG92 E0 ;Reset Extruder\nCLEAR_PAUSE\n;***********model start************\n",
+ "machine_unload_filament_time": "0",
+ "max_layer_height": [
+ "0.28"
+ ],
+ "min_layer_height": [
+ "0.08"
+ ],
+
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "nozzle_hrc": "0",
+ "nozzle_type": "hardened_steel",
+ "nozzle_volume": "151.32",
+ "parking_pos_retraction": "92",
+
+ "print_host_webui": "",
+ "printable_area": [
+ "0x0",
+ "220x0",
+ "220x220",
+ "0x220"
+ ],
+ "printable_height": "250",
+ "printer_model": "Generic Klipper Printer",
+ "printer_notes": "",
+ "printer_settings_id": "InfiMech TX 0.4 nozzle",
+ "printer_technology": "FFF",
+ "printer_variant": "0.4",
+ "printhost_apikey": "",
+ "printhost_authorization_type": "key",
+ "printhost_cafile": "",
+ "printhost_password": "",
+ "printhost_port": "",
+ "printhost_ssl_ignore_revoke": "0",
+ "printhost_user": "",
+ "purge_in_prime_tower": "1",
+ "retract_before_wipe": [
+ "0%"
+ ],
+ "retract_length_toolchange": [
+ "0"
+ ],
+ "retract_lift_above": [
+ "0"
+ ],
+ "retract_lift_below": [
+ "249"
+ ],
+ "retract_lift_enforce": [
+ "All Surfaces"
+ ],
+ "retract_restart_extra": [
+ "0"
+ ],
+ "retract_restart_extra_toolchange": [
+ "0"
+ ],
+ "retract_when_changing_layer": [
+ "1"
+ ],
+ "retraction_length": [
+ "0.5"
+ ],
+ "retraction_minimum_travel": [
+ "1"
+ ],
+ "retraction_speed": [
+ "30"
+ ],
+ "scan_first_layer": "0",
+ "silent_mode": "0",
+ "single_extruder_multi_material": "1",
+ "template_custom_gcode": "",
+ "thumbnails": [
+ "300x300"
+ ],
+ "upward_compatible_machine": [],
+ "use_firmware_retraction": "0",
+ "use_relative_e_distances": "1",
+ "version": "1.6.0.0",
+ "wipe": [
+ "1"
+ ],
+ "wipe_distance": [
+ "2"
+ ],
+ "z_hop": [
+ "0.4"
+ ],
+ "z_hop_types": [
+ "Auto Lift"
+ ]
+
+
+}
diff --git a/resources/profiles/InfiMech/machine/HSN/fdm_machine_common.json b/resources/profiles/InfiMech/machine/HSN/fdm_machine_common.json
new file mode 100644
index 0000000000..31eedc682c
--- /dev/null
+++ b/resources/profiles/InfiMech/machine/HSN/fdm_machine_common.json
@@ -0,0 +1,206 @@
+{
+ "type": "machine",
+ "name": "fdm_machine_common",
+ "from": "system",
+ "instantiation": "false",
+ "printer_technology": "FFF",
+ "gcode_flavor": "klipper",
+
+ "auxiliary_fan": "1",
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]\nG92 E0",
+ "change_filament_gcode": "",
+ "cooling_tube_length": "5",
+ "cooling_tube_retraction": "91.5",
+ "default_filament_profile": [
+ "InfiMech Generic PLA"
+ ],
+ "default_print_profile": "0.20mm Standard @InfiMech TX",
+ "deretraction_speed": [
+ "30"
+ ],
+ "enable_filament_ramming": "1",
+ "extra_loading_move": "-2",
+ "extruder_clearance_height_to_lid": "69",
+ "extruder_clearance_height_to_rod": "69",
+ "extruder_clearance_radius": "49",
+ "extruder_colour": [
+ "#FCE94F"
+ ],
+ "extruder_offset": [
+ "0x0"
+ ],
+ "fan_kickstart": "0",
+ "fan_speedup_overhangs": "1",
+ "fan_speedup_time": "0",
+
+
+ "high_current_on_filament_swap": "0",
+
+
+ "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
+ "machine_end_gcode": "PRINT_END",
+ "machine_load_filament_time": "0",
+ "machine_max_acceleration_e": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_extruding": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_retracting": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_acceleration_travel": [
+ "9000",
+ "9000"
+ ],
+ "machine_max_acceleration_x": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_y": [
+ "20000",
+ "20000"
+ ],
+ "machine_max_acceleration_z": [
+ "500",
+ "200"
+ ],
+ "machine_max_jerk_e": [
+ "2.5",
+ "2.5"
+ ],
+ "machine_max_jerk_x": [
+ "9",
+ "9"
+ ],
+ "machine_max_jerk_y": [
+ "9",
+ "9"
+ ],
+ "machine_max_jerk_z": [
+ "3",
+ "0.4"
+ ],
+ "machine_max_speed_e": [
+ "30",
+ "25"
+ ],
+ "machine_max_speed_x": [
+ "600",
+ "200"
+ ],
+ "machine_max_speed_y": [
+ "600",
+ "200"
+ ],
+ "machine_max_speed_z": [
+ "20",
+ "12"
+ ],
+ "machine_min_extruding_rate": [
+ "0",
+ "0"
+ ],
+ "machine_min_travel_rate": [
+ "0",
+ "0"
+ ],
+ "machine_pause_gcode": "PAUSE",
+ "machine_start_gcode": ";v2.9.2-20240814;\n;wiping nozzle start\nM106 P3 S0\nM140 S[bed_temperature_initial_layer_single]\nclean_nozzle_position\n;wiping nozzle end\n;*************preheat nozzle and hotbed for Z_TILT_ADJUST*************\nM140 S[bed_temperature_initial_layer_single]\nM104 S130\nG1 X110 Y110 F10000 \nG4 P200\nprobe\nSET_KINEMATIC_POSITION Z=0 ;Z homing\nG1 Z5\nM190 S[bed_temperature_initial_layer_single]\nZ_TILT_ADJUST \n;*************Z_TILT_ADJUST end*************\nM140 S[bed_temperature_initial_layer_single] ;heat hotbed temp set by user\nG1 X5 Y5 F8000 \nG28 \nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0 F400\nM104 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user\nM106 S100 ;close head_nozzle fan\nG4 P3000\nM106 S255 ;close head_nozzle fan\nG4 P3000\nM106 S100 ;close head_nozzle fan\n;*************PRINT START*************\nM109 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user and wait \nM190 S[bed_temperature_initial_layer_single];heat bed temp set by user and wait \nM106 S0 ;close head_nozzle fan\nBED_MESH_CLEAR \nBED_MESH_PROFILE LOAD=default # bedmesh load\nG92 E0 ;Reset Extruder\n;G1 Z4.0 F200 ;Move Z Axis up\nG90 ;absolute position\n ; ; ; ; ; ; ; ; ; draw line along model\n;G92 E0 ;reset extruder\nG1 E3 F300 ;extrude filament\nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0.22 F600\nG1 X{first_layer_print_min[0]-1.5} Y{max(0, first_layer_print_min[1]-1.5)} F2000 E10\nG1 Z0.22 F600\nG1 X{min(first_layer_print_min[0] + 60,print_bed_max[0])} F1200 E12\n ; ; ; ; ; ; ; ; ;draw line along model end \nG4 P200\nG1 Z2\nG92 E0 ;Reset Extruder\nCLEAR_PAUSE\n;***********model start************\n",
+ "machine_unload_filament_time": "0",
+ "max_layer_height": [
+ "0.28"
+ ],
+ "min_layer_height": [
+ "0.08"
+ ],
+
+
+ "nozzle_hrc": "0",
+ "nozzle_type": "hardened_steel",
+ "nozzle_volume": "151.32",
+ "parking_pos_retraction": "92",
+ "print_host_webui": "",
+ "printable_area": [
+ "0x0",
+ "220x0",
+ "220x220",
+ "0x220"
+ ],
+ "printable_height": "250",
+ "printer_model": "Generic Klipper Printer",
+ "printer_notes": "",
+ "printer_settings_id": "InfiMech TX 0.4 nozzle",
+
+ "printer_variant": "0.4",
+ "printhost_apikey": "",
+ "printhost_authorization_type": "key",
+ "printhost_cafile": "",
+ "printhost_password": "",
+ "printhost_port": "",
+ "printhost_ssl_ignore_revoke": "0",
+ "printhost_user": "",
+ "purge_in_prime_tower": "1",
+ "retract_before_wipe": [
+ "0%"
+ ],
+ "retract_length_toolchange": [
+ "0"
+ ],
+ "retract_lift_above": [
+ "0"
+ ],
+ "retract_lift_below": [
+ "249"
+ ],
+ "retract_lift_enforce": [
+ "All Surfaces"
+ ],
+ "retract_restart_extra": [
+ "0"
+ ],
+ "retract_restart_extra_toolchange": [
+ "0"
+ ],
+ "retract_when_changing_layer": [
+ "1"
+ ],
+ "retraction_length": [
+ "0.5"
+ ],
+ "retraction_minimum_travel": [
+ "1"
+ ],
+ "retraction_speed": [
+ "30"
+ ],
+ "scan_first_layer": "0",
+ "silent_mode": "0",
+ "single_extruder_multi_material": "1",
+ "template_custom_gcode": "",
+ "thumbnails": [
+ "300x300"
+ ],
+ "upward_compatible_machine": [],
+ "use_firmware_retraction": "0",
+ "use_relative_e_distances": "1",
+ "version": "1.6.0.0",
+ "wipe": [
+ "1"
+ ],
+ "wipe_distance": [
+ "2"
+ ],
+ "z_hop": [
+ "0.4"
+ ],
+ "z_hop_types": [
+ "Auto Lift"
+ ]
+}
diff --git a/resources/profiles/InfiMech/machine/fdm_klipper_common.json b/resources/profiles/InfiMech/machine/fdm_klipper_common.json
index abbdab157f..23d50fef1e 100644
--- a/resources/profiles/InfiMech/machine/fdm_klipper_common.json
+++ b/resources/profiles/InfiMech/machine/fdm_klipper_common.json
@@ -112,7 +112,7 @@
"0"
],
"machine_pause_gcode": "PAUSE",
- "machine_start_gcode": ";v2.9.1-20240620;\n;wiping nozzle start\nM106 P3 S0\nclean_nozzle_position\n;wiping nozzle end\n;*************preheat nozzle and hotbed for Z_TILT_ADJUST*************\nM140 S[bed_temperature_initial_layer_single]\nM104 S130\nG1 X110 Y110 F6000 \nG4 P200\nprobe\nSET_KINEMATIC_POSITION Z=0 ;Z homing\nZ_TILT_ADJUST \n;*************Z_TILT_ADJUST end*************\nM140 S[bed_temperature_initial_layer_single] ;heat hotbed temp set by user\nG1 X5 Y5 F6000 \nG28 \nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[0] + 60,print_bed_max[0])} F6000 \nG1 Z0.2 F600\nM104 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user\nM106 S100 ;close head_nozzle fan\nG4 P3000\nM106 S255 ;close head_nozzle fan\nG4 P3000\nM106 S100 ;close head_nozzle fan\n;*************PRINT START*************\nM109 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user and wait \nM190 S[bed_temperature_initial_layer_single];heat bed temp set by user and wait \nM106 S0 ;close head_nozzle fan\nBED_MESH_CLEAR \nBED_MESH_PROFILE LOAD=default # bedmesh load\nG92 E0 ;Reset Extruder\nG1 Z4.0 F200 ;Move Z Axis up\nG90 ;absolute position\n ; ; ; ; ; ; ; ; ; draw line along model\nG92 E0 ;reset extruder\nG1 E4 F300 ;extrude filament\nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 60,print_bed_max[0])} F6000 \nG1 Z0.22 F600\nG1 X{first_layer_print_min[0]-1.5} Y{max(0, first_layer_print_min[1]-1.5)} F2000 E10\nG1 Z0.22 F600\nG1 X{min(first_layer_print_min[0] + 60,print_bed_max[0])} F1200 E12\n ; ; ; ; ; ; ; ; ;draw line along model end \nG4 P200\nG1 Z2\nG92 E0 ;Reset Extruder\nCLEAR_PAUSE\n;***********model start************\n",
+ "machine_start_gcode": ";v2.9.2-20240814;\n;wiping nozzle start\nM106 P3 S0\nM140 S[bed_temperature_initial_layer_single]\nclean_nozzle_position\n;wiping nozzle end\n;*************preheat nozzle and hotbed for Z_TILT_ADJUST*************\nM140 S[bed_temperature_initial_layer_single]\nM104 S130\nG1 X110 Y110 F10000 \nG4 P200\nprobe\nSET_KINEMATIC_POSITION Z=0 ;Z homing\nG1 Z5\nM190 S[bed_temperature_initial_layer_single]\nZ_TILT_ADJUST \n;*************Z_TILT_ADJUST end*************\nM140 S[bed_temperature_initial_layer_single] ;heat hotbed temp set by user\nG1 X5 Y5 F8000 \nG28 \nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0 F400\nM104 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user\nM106 S100 ;close head_nozzle fan\nG4 P3000\nM106 S255 ;close head_nozzle fan\nG4 P3000\nM106 S100 ;close head_nozzle fan\n;*************PRINT START*************\nM109 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user and wait \nM190 S[bed_temperature_initial_layer_single];heat bed temp set by user and wait \nM106 S0 ;close head_nozzle fan\nBED_MESH_CLEAR \nBED_MESH_PROFILE LOAD=default # bedmesh load\nG92 E0 ;Reset Extruder\n;G1 Z4.0 F200 ;Move Z Axis up\nG90 ;absolute position\n ; ; ; ; ; ; ; ; ; draw line along model\n;G92 E0 ;reset extruder\nG1 E3 F300 ;extrude filament\nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0.22 F600\nG1 X{first_layer_print_min[0]-1.5} Y{max(0, first_layer_print_min[1]-1.5)} F2000 E10\nG1 Z0.22 F600\nG1 X{min(first_layer_print_min[0] + 60,print_bed_max[0])} F1200 E12\n ; ; ; ; ; ; ; ; ;draw line along model end \nG4 P200\nG1 Z2\nG92 E0 ;Reset Extruder\nCLEAR_PAUSE\n;***********model start************\n",
"machine_unload_filament_time": "0",
"max_layer_height": [
"0.28"
diff --git a/resources/profiles/InfiMech/machine/fdm_machine_common.json b/resources/profiles/InfiMech/machine/fdm_machine_common.json
index 9a8caa0aa9..00dca16a19 100644
--- a/resources/profiles/InfiMech/machine/fdm_machine_common.json
+++ b/resources/profiles/InfiMech/machine/fdm_machine_common.json
@@ -112,7 +112,7 @@
"0"
],
"machine_pause_gcode": "PAUSE",
- "machine_start_gcode": ";v2.9.1-20240620;\n;wiping nozzle start\nM106 P3 S0\nclean_nozzle_position\n;wiping nozzle end\n;*************preheat nozzle and hotbed for Z_TILT_ADJUST*************\nM140 S[bed_temperature_initial_layer_single]\nM104 S130\nG1 X110 Y110 F6000 \nG4 P200\nprobe\nSET_KINEMATIC_POSITION Z=0 ;Z homing\nZ_TILT_ADJUST \n;*************Z_TILT_ADJUST end*************\nM140 S[bed_temperature_initial_layer_single] ;heat hotbed temp set by user\nG1 X5 Y5 F6000 \nG28 \nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[0] + 60,print_bed_max[0])} F6000 \nG1 Z0.2 F600\nM104 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user\nM106 S100 ;close head_nozzle fan\nG4 P3000\nM106 S255 ;close head_nozzle fan\nG4 P3000\nM106 S100 ;close head_nozzle fan\n;*************PRINT START*************\nM109 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user and wait \nM190 S[bed_temperature_initial_layer_single];heat bed temp set by user and wait \nM106 S0 ;close head_nozzle fan\nBED_MESH_CLEAR \nBED_MESH_PROFILE LOAD=default # bedmesh load\nG92 E0 ;Reset Extruder\nG1 Z4.0 F200 ;Move Z Axis up\nG90 ;absolute position\n ; ; ; ; ; ; ; ; ; draw line along model\nG92 E0 ;reset extruder\nG1 E4 F300 ;extrude filament\nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 60,print_bed_max[0])} F6000 \nG1 Z0.22 F600\nG1 X{first_layer_print_min[0]-1.5} Y{max(0, first_layer_print_min[1]-1.5)} F2000 E10\nG1 Z0.22 F600\nG1 X{min(first_layer_print_min[0] + 60,print_bed_max[0])} F1200 E12\n ; ; ; ; ; ; ; ; ;draw line along model end \nG4 P200\nG1 Z2\nG92 E0 ;Reset Extruder\nCLEAR_PAUSE\n;***********model start************\n",
+ "machine_start_gcode": ";v2.9.2-20240814;\n;wiping nozzle start\nM106 P3 S0\nM140 S[bed_temperature_initial_layer_single]\nclean_nozzle_position\n;wiping nozzle end\n;*************preheat nozzle and hotbed for Z_TILT_ADJUST*************\nM140 S[bed_temperature_initial_layer_single]\nM104 S130\nG1 X110 Y110 F10000 \nG4 P200\nprobe\nSET_KINEMATIC_POSITION Z=0 ;Z homing\nG1 Z5\nM190 S[bed_temperature_initial_layer_single]\nZ_TILT_ADJUST \n;*************Z_TILT_ADJUST end*************\nM140 S[bed_temperature_initial_layer_single] ;heat hotbed temp set by user\nG1 X5 Y5 F8000 \nG28 \nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0 F400\nM104 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user\nM106 S100 ;close head_nozzle fan\nG4 P3000\nM106 S255 ;close head_nozzle fan\nG4 P3000\nM106 S100 ;close head_nozzle fan\n;*************PRINT START*************\nM109 S[nozzle_temperature_initial_layer] ;heat nozzle temp set by user and wait \nM190 S[bed_temperature_initial_layer_single];heat bed temp set by user and wait \nM106 S0 ;close head_nozzle fan\nBED_MESH_CLEAR \nBED_MESH_PROFILE LOAD=default # bedmesh load\nG92 E0 ;Reset Extruder\n;G1 Z4.0 F200 ;Move Z Axis up\nG90 ;absolute position\n ; ; ; ; ; ; ; ; ; draw line along model\n;G92 E0 ;reset extruder\nG1 E3 F300 ;extrude filament\nG1 X{first_layer_print_min[0]-1.5} Y{min(first_layer_print_min[1] + 100,print_bed_max[0])} F6000 \nG1 Z0.22 F600\nG1 X{first_layer_print_min[0]-1.5} Y{max(0, first_layer_print_min[1]-1.5)} F2000 E10\nG1 Z0.22 F600\nG1 X{min(first_layer_print_min[0] + 60,print_bed_max[0])} F1200 E12\n ; ; ; ; ; ; ; ; ;draw line along model end \nG4 P200\nG1 Z2\nG92 E0 ;Reset Extruder\nCLEAR_PAUSE\n;***********model start************\n",
"machine_unload_filament_time": "0",
"max_layer_height": [
"0.28"
diff --git a/resources/profiles/InfiMech/process/0.08mm Extra Fine @InfiMech TX.json b/resources/profiles/InfiMech/process/0.08mm Extra Fine @InfiMech TX.json
index 80426afa2d..1e134e5d86 100644
--- a/resources/profiles/InfiMech/process/0.08mm Extra Fine @InfiMech TX.json
+++ b/resources/profiles/InfiMech/process/0.08mm Extra Fine @InfiMech TX.json
@@ -21,7 +21,7 @@
"layer_height": "0.08",
"print_settings_id": "0.08mm Extra Fine @InfiMech TX",
"sparse_infill_speed": "450",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"compatible_printers": [
"InfiMech TX 0.4 nozzle"
diff --git a/resources/profiles/InfiMech/process/0.12mm Fine @InfiMech TX.json b/resources/profiles/InfiMech/process/0.12mm Fine @InfiMech TX.json
index d7de41a3fb..223f43c726 100644
--- a/resources/profiles/InfiMech/process/0.12mm Fine @InfiMech TX.json
+++ b/resources/profiles/InfiMech/process/0.12mm Fine @InfiMech TX.json
@@ -20,7 +20,7 @@
"layer_height": "0.12",
"print_settings_id": "0.12mm Fine @InfiMech TX",
"sparse_infill_speed": "400",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"compatible_printers": [
"InfiMech TX 0.4 nozzle"
diff --git a/resources/profiles/InfiMech/process/0.16mm Optimal @InfiMech TX.json b/resources/profiles/InfiMech/process/0.16mm Optimal @InfiMech TX.json
index be60e2297b..f98f050175 100644
--- a/resources/profiles/InfiMech/process/0.16mm Optimal @InfiMech TX.json
+++ b/resources/profiles/InfiMech/process/0.16mm Optimal @InfiMech TX.json
@@ -2,9 +2,9 @@
"type": "process",
"setting_id": "GP005",
"name": "0.16mm Optimal @InfiMech TX",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_process_common",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common",
"overhang_2_4_speed": "50",
"overhang_3_4_speed": "30",
@@ -14,7 +14,7 @@
"bottom_shell_layers": "4",
"bridge_speed": "25",
"brim_object_gap": "0.1",
- "exclude_object": "0",
+ "exclude_object": "1",
"gap_infill_speed": "300",
"inner_wall_speed": "300",
"internal_bridge_speed": "50",
diff --git a/resources/profiles/InfiMech/process/0.20mm Standard @InfiMech TX.json b/resources/profiles/InfiMech/process/0.20mm Standard @InfiMech TX.json
index e37fe60cad..bbc55eddc0 100644
--- a/resources/profiles/InfiMech/process/0.20mm Standard @InfiMech TX.json
+++ b/resources/profiles/InfiMech/process/0.20mm Standard @InfiMech TX.json
@@ -20,7 +20,7 @@
"layer_height": "0.2",
"print_settings_id": "0.20mm Standard @InfiMech TX",
"sparse_infill_speed": "270",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"top_solid_infill_flow_ratio": "0.97",
"compatible_printers": [
diff --git a/resources/profiles/InfiMech/process/0.24mm Draft @InfiMech TX.json b/resources/profiles/InfiMech/process/0.24mm Draft @InfiMech TX.json
index 59a4f0de66..8263c16fb1 100644
--- a/resources/profiles/InfiMech/process/0.24mm Draft @InfiMech TX.json
+++ b/resources/profiles/InfiMech/process/0.24mm Draft @InfiMech TX.json
@@ -20,7 +20,7 @@
"layer_height": "0.24",
"print_settings_id": "0.24mm Draft @InfiMech TX",
"sparse_infill_speed": "230",
- "exclude_object": "0",
+ "exclude_object": "1",
"internal_bridge_speed": "50",
"compatible_printers": [
"InfiMech TX 0.4 nozzle"
diff --git a/resources/profiles/InfiMech/process/HSN/0.08mm Extra Fine @InfiMech TX HSN.json b/resources/profiles/InfiMech/process/HSN/0.08mm Extra Fine @InfiMech TX HSN.json
new file mode 100644
index 0000000000..0c21376a9a
--- /dev/null
+++ b/resources/profiles/InfiMech/process/HSN/0.08mm Extra Fine @InfiMech TX HSN.json
@@ -0,0 +1,32 @@
+{
+
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.08mm Extra Fine @InfiMech TX HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common_HSN",
+
+ "bottom_shell_layers": "7",
+ "overhang_1_4_speed": "50",
+ "overhang_2_4_speed": "30",
+ "overhang_3_4_speed": "10",
+ "top_shell_layers": "9",
+ "top_shell_thickness": "0.8",
+ "tree_support_wall_count": "1",
+ "brim_width": "5",
+ "gap_infill_speed": "350",
+ "inner_wall_speed": "350",
+ "internal_solid_infill_speed": "350",
+ "layer_height": "0.08",
+ "print_settings_id": "0.08mm Extra Fine @InfiMech TX HSN",
+ "sparse_infill_speed": "450",
+ "exclude_object": "1",
+ "internal_bridge_speed": "50",
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+
+
+
+}
diff --git a/resources/profiles/InfiMech/process/HSN/0.12mm Fine @InfiMech TX HSN.json b/resources/profiles/InfiMech/process/HSN/0.12mm Fine @InfiMech TX HSN.json
new file mode 100644
index 0000000000..daeb460bb4
--- /dev/null
+++ b/resources/profiles/InfiMech/process/HSN/0.12mm Fine @InfiMech TX HSN.json
@@ -0,0 +1,32 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.12mm Fine @InfiMech TX HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common_HSN",
+
+ "bottom_shell_layers": "5",
+ "overhang_1_4_speed": "50",
+ "overhang_2_4_speed": "30",
+ "overhang_3_4_speed": "10",
+ "top_shell_layers": "5",
+ "top_shell_thickness": "0.6",
+ "tree_support_wall_count": "0",
+ "brim_width": "5",
+ "gap_infill_speed": "350",
+ "inner_wall_speed": "350",
+ "internal_solid_infill_speed": "350",
+ "layer_height": "0.12",
+ "print_settings_id": "0.12mm Fine @InfiMech TX HSN",
+ "sparse_infill_speed": "400",
+ "exclude_object": "1",
+ "internal_bridge_speed": "50",
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+
+
+
+
+}
diff --git a/resources/profiles/InfiMech/process/HSN/0.16mm Optimal @InfiMech TX HSN.json b/resources/profiles/InfiMech/process/HSN/0.16mm Optimal @InfiMech TX HSN.json
new file mode 100644
index 0000000000..21095d8ef5
--- /dev/null
+++ b/resources/profiles/InfiMech/process/HSN/0.16mm Optimal @InfiMech TX HSN.json
@@ -0,0 +1,41 @@
+{
+ "type": "process",
+ "setting_id": "GP005",
+ "name": "0.16mm Optimal @InfiMech TX HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common_HSN",
+
+ "overhang_2_4_speed": "50",
+ "overhang_3_4_speed": "30",
+ "top_shell_layers": "6",
+ "overhang_1_4_speed": "50",
+ "accel_to_decel_enable": "0",
+ "bottom_shell_layers": "4",
+ "bridge_speed": "25",
+ "brim_object_gap": "0.1",
+ "exclude_object": "1",
+ "gap_infill_speed": "300",
+ "inner_wall_speed": "300",
+ "internal_bridge_speed": "50",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_speed": "300",
+ "is_custom_defined": "0",
+ "layer_height": "0.16",
+ "line_width": "0.42",
+ "outer_wall_line_width": "0.42",
+ "overhang_speed_classic": "0",
+ "precise_outer_wall": "0",
+ "print_flow_ratio": "0.95",
+ "seam_gap": "10%",
+ "skirt_speed": "50",
+ "sparse_infill_speed": "330",
+ "support_line_width": "0.42",
+ "top_shell_thickness": "1",
+ "top_surface_line_width": "0.42",
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+
+
+}
diff --git a/resources/profiles/InfiMech/process/HSN/0.20mm Standard @InfiMech TX HSN.json b/resources/profiles/InfiMech/process/HSN/0.20mm Standard @InfiMech TX HSN.json
new file mode 100644
index 0000000000..e61c1d75fe
--- /dev/null
+++ b/resources/profiles/InfiMech/process/HSN/0.20mm Standard @InfiMech TX HSN.json
@@ -0,0 +1,31 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Standard @InfiMech TX HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common_HSN",
+
+ "bottom_shell_layers": "3",
+ "overhang_1_4_speed": "50",
+ "overhang_2_4_speed": "50",
+ "overhang_3_4_speed": "30",
+ "top_shell_layers": "5",
+ "top_shell_thickness": "1",
+ "tree_support_wall_count": "1",
+ "brim_width": "5",
+ "gap_infill_speed": "250",
+ "inner_wall_speed": "300",
+ "internal_solid_infill_speed": "250",
+ "layer_height": "0.2",
+ "print_settings_id": "0.20mm Standard @InfiMech TX HSN",
+ "sparse_infill_speed": "270",
+ "exclude_object": "1",
+ "internal_bridge_speed": "50",
+ "top_solid_infill_flow_ratio": "0.97",
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+
+
+}
diff --git a/resources/profiles/InfiMech/process/HSN/0.24mm Draft @InfiMech TX HSN.json b/resources/profiles/InfiMech/process/HSN/0.24mm Draft @InfiMech TX HSN.json
new file mode 100644
index 0000000000..4fa9892a9a
--- /dev/null
+++ b/resources/profiles/InfiMech/process/HSN/0.24mm Draft @InfiMech TX HSN.json
@@ -0,0 +1,30 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.24mm Draft @InfiMech TX HSN",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_process_common_HSN",
+
+ "bottom_shell_layers": "3",
+ "overhang_1_4_speed": "50",
+ "overhang_2_4_speed": "50",
+ "overhang_3_4_speed": "30",
+ "top_shell_layers": "4",
+ "top_shell_thickness": "1",
+ "tree_support_wall_count": "1",
+ "brim_width": "3",
+ "gap_infill_speed": "230",
+ "inner_wall_speed": "230",
+ "internal_solid_infill_speed": "230",
+ "layer_height": "0.24",
+ "print_settings_id": "0.24mm Draft @InfiMech TX HSN",
+ "sparse_infill_speed": "230",
+ "exclude_object": "1",
+ "internal_bridge_speed": "50",
+ "compatible_printers": [
+ "InfiMech TX HSN 0.4 nozzle"
+ ]
+
+
+}
diff --git a/resources/profiles/InfiMech/process/HSN/fdm_process_common_HSN.json b/resources/profiles/InfiMech/process/HSN/fdm_process_common_HSN.json
new file mode 100644
index 0000000000..2afeaf2cb0
--- /dev/null
+++ b/resources/profiles/InfiMech/process/HSN/fdm_process_common_HSN.json
@@ -0,0 +1,222 @@
+{
+ "type": "process",
+ "name": "fdm_process_common_HSN",
+ "from": "system",
+ "instantiation": "false",
+ "accel_to_decel_enable": "0",
+ "accel_to_decel_factor": "50%",
+ "bottom_shell_thickness": "0",
+ "bottom_solid_infill_flow_ratio": "1",
+ "bottom_surface_pattern": "monotonic",
+ "bridge_acceleration": "50%",
+ "bridge_angle": "0",
+ "bridge_density": "100%",
+ "bridge_flow": "1",
+ "bridge_no_support": "0",
+ "bridge_speed": "25",
+ "brim_ears_detection_length": "1",
+ "brim_ears_max_angle": "125",
+ "brim_object_gap": "0.1",
+ "brim_type": "auto_brim",
+ "compatible_printers_condition": "",
+ "default_acceleration": "10000",
+ "default_jerk": "0",
+ "detect_narrow_internal_solid_infill": "1",
+ "detect_overhang_wall": "1",
+ "detect_thin_wall": "0",
+ "draft_shield": "disabled",
+ "elefant_foot_compensation": "0.15",
+ "enable_arc_fitting": "1",
+ "enable_overhang_speed": "1",
+ "enable_prime_tower": "0",
+ "enable_support": "0",
+ "enforce_support_layers": "0",
+ "ensure_vertical_shell_thickness": "1",
+ "extra_perimeters_on_overhangs": "0",
+ "filename_format": "{input_filename_base}_{filament_type[initial_tool]}_{print_time}.gcode",
+ "filter_out_gap_fill": "0",
+ "flush_into_infill": "0",
+ "flush_into_objects": "0",
+ "flush_into_support": "1",
+ "fuzzy_skin": "none",
+ "fuzzy_skin_point_distance": "0.8",
+ "fuzzy_skin_thickness": "0.3",
+
+ "gcode_add_line_number": "0",
+ "gcode_comments": "0",
+ "gcode_label_objects": "0",
+ "independent_support_layer_height": "1",
+ "infill_anchor": "400%",
+ "infill_anchor_max": "20",
+ "infill_combination": "0",
+ "infill_direction": "45",
+ "infill_jerk": "9",
+ "infill_wall_overlap": "15%",
+ "initial_layer_acceleration": "500",
+ "initial_layer_infill_speed": "50",
+ "initial_layer_jerk": "9",
+ "initial_layer_line_width": "0.5",
+ "initial_layer_min_bead_width": "85%",
+ "initial_layer_print_height": "0.2",
+ "initial_layer_speed": "50",
+ "initial_layer_travel_speed": "100%",
+ "inner_wall_acceleration": "5000",
+ "inner_wall_jerk": "9",
+ "inner_wall_line_width": "0.45",
+ "interface_shells": "0",
+ "internal_bridge_speed": "50%",
+ "internal_bridge_support_thickness": "0.8",
+ "internal_solid_infill_acceleration": "100%",
+ "internal_solid_infill_line_width": "0.42",
+ "internal_solid_infill_pattern": "monotonic",
+
+ "ironing_flow": "10%",
+ "ironing_pattern": "zig-zag",
+ "ironing_spacing": "0.15",
+ "ironing_speed": "30",
+ "ironing_type": "no ironing",
+ "line_width": "0.42",
+ "make_overhang_printable": "0",
+ "make_overhang_printable_angle": "55",
+ "make_overhang_printable_hole_size": "0",
+ "max_bridge_length": "10",
+ "max_travel_detour_distance": "0",
+ "min_bead_width": "85%",
+ "min_feature_size": "25%",
+ "min_width_top_surface": "100%",
+ "minimum_sparse_infill_area": "15",
+ "notes": "",
+ "only_one_wall_first_layer": "0",
+ "only_one_wall_top": "1",
+ "ooze_prevention": "0",
+ "outer_wall_acceleration": "5000",
+ "outer_wall_jerk": "9",
+ "outer_wall_line_width": "0.42",
+ "outer_wall_speed": "200",
+
+ "overhang_4_4_speed": "10",
+ "overhang_speed_classic": "0",
+ "post_process": [],
+ "precise_outer_wall": "0",
+ "prime_tower_brim_width": "3",
+ "prime_tower_width": "35",
+ "prime_volume": "45",
+ "print_sequence": "by layer",
+
+ "raft_contact_distance": "0.1",
+ "raft_expansion": "1.5",
+ "raft_first_layer_density": "90%",
+ "raft_first_layer_expansion": "2",
+ "raft_layers": "0",
+ "reduce_crossing_wall": "0",
+ "reduce_infill_retraction": "1",
+ "resolution": "0.012",
+ "role_based_wipe_speed": "1",
+ "seam_gap": "10%",
+ "seam_position": "aligned",
+ "single_extruder_multi_material_priming": "0",
+ "skirt_distance": "2",
+ "skirt_height": "1",
+ "skirt_loops": "0",
+ "skirt_speed": "50",
+ "slice_closing_radius": "0.049",
+ "slicing_mode": "regular",
+ "slow_down_layers": "0",
+ "small_perimeter_speed": "50%",
+ "small_perimeter_threshold": "0",
+ "solid_infill_filament": "1",
+ "sparse_infill_acceleration": "100%",
+ "sparse_infill_density": "15%",
+ "sparse_infill_filament": "1",
+ "sparse_infill_line_width": "0.45",
+ "sparse_infill_pattern": "crosshatch",
+
+ "spiral_mode": "0",
+ "staggered_inner_seams": "0",
+ "standby_temperature_delta": "-5",
+ "support_angle": "0",
+ "support_base_pattern": "default",
+ "support_base_pattern_spacing": "2.5",
+ "support_bottom_interface_spacing": "0.5",
+ "support_bottom_z_distance": "0.2",
+ "support_critical_regions_only": "0",
+ "support_expansion": "0",
+ "support_filament": "0",
+ "support_interface_bottom_layers": "2",
+ "support_interface_filament": "0",
+ "support_interface_loop_pattern": "0",
+ "support_interface_pattern": "auto",
+ "support_interface_spacing": "0.5",
+ "support_interface_speed": "80",
+ "support_interface_top_layers": "2",
+ "support_line_width": "0.42",
+ "support_object_xy_distance": "0.35",
+ "support_on_build_plate_only": "0",
+ "support_remove_small_overhang": "1",
+ "support_speed": "150",
+ "support_style": "default",
+ "support_threshold_angle": "30",
+ "support_top_z_distance": "0.2",
+ "support_type": "normal(auto)",
+ "thick_bridges": "0",
+ "timelapse_type": "0",
+
+ "top_solid_infill_flow_ratio": "1",
+ "top_surface_acceleration": "2000",
+ "top_surface_jerk": "9",
+ "top_surface_line_width": "0.42",
+ "top_surface_pattern": "monotonicline",
+ "top_surface_speed": "200",
+ "travel_acceleration": "10000",
+ "travel_jerk": "12",
+ "travel_speed": "500",
+ "travel_speed_z": "0",
+ "tree_support_adaptive_layer_height": "1",
+ "tree_support_angle_slow": "25",
+ "tree_support_auto_brim": "0",
+ "tree_support_branch_angle": "45",
+ "tree_support_branch_angle_organic": "40",
+ "tree_support_branch_diameter": "2",
+ "tree_support_branch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "3",
+ "tree_support_branch_diameter_organic": "2",
+ "tree_support_branch_distance": "5",
+ "tree_support_branch_distance_organic": "1",
+ "tree_support_brim_width": "0",
+ "tree_support_tip_diameter": "0.8",
+ "tree_support_top_rate": "30%",
+
+ "version": "1.6.0.0",
+ "wall_distribution_count": "1",
+ "wall_filament": "1",
+ "wall_generator": "classic",
+ "wall_infill_order": "inner wall/outer wall/infill",
+ "wall_loops": "2",
+ "wall_transition_angle": "10",
+ "wall_transition_filter_deviation": "25%",
+ "wall_transition_length": "100%",
+ "wipe_on_loops": "0",
+ "wipe_speed": "80%",
+ "wipe_tower_bridging": "10",
+ "wipe_tower_cone_angle": "0",
+ "wipe_tower_extra_spacing": "100%",
+ "wipe_tower_extruder": "0",
+ "wipe_tower_no_sparse_layers": "0",
+ "wipe_tower_rotation_angle": "0",
+ "wiping_volumes_extruders": [
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70",
+ "70"
+ ],
+ "xy_contour_compensation": "0",
+ "xy_hole_compensation": "0",
+ "exclude_object": "1"
+
+}
diff --git a/resources/profiles/InfiMech/process/fdm_process_common.json b/resources/profiles/InfiMech/process/fdm_process_common.json
index cb944ca97d..0bb51b5c68 100644
--- a/resources/profiles/InfiMech/process/fdm_process_common.json
+++ b/resources/profiles/InfiMech/process/fdm_process_common.json
@@ -114,7 +114,7 @@
"role_based_wipe_speed": "1",
"seam_gap": "10%",
"seam_position": "aligned",
- "single_extruder_multi_material_priming": "1",
+ "single_extruder_multi_material_priming": "0",
"skirt_distance": "2",
"skirt_height": "1",
"skirt_loops": "0",
diff --git a/resources/profiles/Kingroon.json b/resources/profiles/Kingroon.json
index 099668cd66..90896d3e62 100644
--- a/resources/profiles/Kingroon.json
+++ b/resources/profiles/Kingroon.json
@@ -13,9 +13,17 @@
"name": "Kingroon KP3S PRO V2",
"sub_path": "machine/Kingroon KP3S PRO V2.json"
},
- {
+ {
"name": "Kingroon KP3S 3.0",
"sub_path": "machine/Kingroon KP3S 3.0.json"
+ },
+ {
+ "name": "Kingroon KP3S V1",
+ "sub_path": "machine/Kingroon KP3S V1.json"
+ },
+ {
+ "name": "Kingroon KLP1",
+ "sub_path": "machine/Kingroon KLP1.json"
}
],
"process_list": [
@@ -42,6 +50,18 @@
{
"name": "0.30mm Standard @Kingroon KP3S 3.0",
"sub_path": "process/0.30mm Standard @Kingroon KP3S 3.0.json"
+ },
+ {
+ "name": "0.20mm Standard @Kingroon KP3S V1",
+ "sub_path": "process/0.20mm Standard @Kingroon KP3S V1.json"
+ },
+ {
+ "name": "0.12mm Standard @Kingroon KLP1",
+ "sub_path": "process/0.12mm Standard @Kingroon KLP1.json"
+ },
+ {
+ "name": "0.20mm Standard @Kingroon KLP1",
+ "sub_path": "process/0.20mm Standard @Kingroon KLP1.json"
}
],
"filament_list": [
@@ -142,6 +162,10 @@
{
"name": "Kingroon KP3S 0.4 nozzle",
"sub_path": "machine/Kingroon KP3S 3.0 0.4 nozzle.json"
+ },
+ {
+ "name": "Kingroon KLP1 0.4 nozzle",
+ "sub_path": "machine/Kingroon KLP1 0.4 nozzle.json"
}
]
}
diff --git a/resources/profiles/Kingroon/Kingroon KLP1_cover.png b/resources/profiles/Kingroon/Kingroon KLP1_cover.png
new file mode 100644
index 0000000000..5fb71eb9b9
Binary files /dev/null and b/resources/profiles/Kingroon/Kingroon KLP1_cover.png differ
diff --git a/resources/profiles/Kingroon/Kingroon KP3S V1_cover.png b/resources/profiles/Kingroon/Kingroon KP3S V1_cover.png
new file mode 100644
index 0000000000..d6a50e207b
Binary files /dev/null and b/resources/profiles/Kingroon/Kingroon KP3S V1_cover.png differ
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic ABS.json b/resources/profiles/Kingroon/filament/Kingroon Generic ABS.json
index 5e11d9665f..73911af68b 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic ABS.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic ABS.json
@@ -13,6 +13,8 @@
"12"
],
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic ASA.json b/resources/profiles/Kingroon/filament/Kingroon Generic ASA.json
index 2231d6a9f3..b06c5b8ee6 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic ASA.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic ASA.json
@@ -13,6 +13,8 @@
"12"
],
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic PA-CF.json b/resources/profiles/Kingroon/filament/Kingroon Generic PA-CF.json
index eac58e6a01..8eef1a8c69 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic PA-CF.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic PA-CF.json
@@ -19,8 +19,10 @@
"8"
],
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
]
-}
\ No newline at end of file
+}
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic PA.json b/resources/profiles/Kingroon/filament/Kingroon Generic PA.json
index 00e4ee4680..07d73558d3 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic PA.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic PA.json
@@ -16,8 +16,10 @@
"12"
],
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
]
-}
\ No newline at end of file
+}
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic PC.json b/resources/profiles/Kingroon/filament/Kingroon Generic PC.json
index 14378164dc..f40641125f 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic PC.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic PC.json
@@ -13,8 +13,10 @@
"0.94"
],
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
]
-}
\ No newline at end of file
+}
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic PETG.json b/resources/profiles/Kingroon/filament/Kingroon Generic PETG.json
index d63d8fac21..281aae4af3 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic PETG.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic PETG.json
@@ -43,6 +43,8 @@
"; filament start gcode\n"
],
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic PLA-CF.json b/resources/profiles/Kingroon/filament/Kingroon Generic PLA-CF.json
index d96b58a6c8..43b20cd38e 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic PLA-CF.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic PLA-CF.json
@@ -19,8 +19,10 @@
"7"
],
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
]
-}
\ No newline at end of file
+}
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic PLA.json b/resources/profiles/Kingroon/filament/Kingroon Generic PLA.json
index e4b457bce7..df234d7e05 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic PLA.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic PLA.json
@@ -7,6 +7,8 @@
"instantiation": "true",
"inherits": "fdm_filament_pla",
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic PVA.json b/resources/profiles/Kingroon/filament/Kingroon Generic PVA.json
index 63e253dcf9..1cb99ecb5d 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic PVA.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic PVA.json
@@ -19,6 +19,8 @@
"10"
],
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
diff --git a/resources/profiles/Kingroon/filament/Kingroon Generic TPU.json b/resources/profiles/Kingroon/filament/Kingroon Generic TPU.json
index 8c07c5871f..7908828470 100644
--- a/resources/profiles/Kingroon/filament/Kingroon Generic TPU.json
+++ b/resources/profiles/Kingroon/filament/Kingroon Generic TPU.json
@@ -10,6 +10,8 @@
"3.2"
],
"compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle",
+ "Kingroon KP3S V1 0.4 nozzle",
"Kingroon KP3S PRO S1 0.4 nozzle",
"Kingroon KP3S PRO V2 0.4 nozzle",
"Kingroon KP3S 3.0 0.4 nozzle"
diff --git a/resources/profiles/Kingroon/machine/Kingroon KLP1 0.4 nozzle.json b/resources/profiles/Kingroon/machine/Kingroon KLP1 0.4 nozzle.json
new file mode 100644
index 0000000000..84d12a50c1
--- /dev/null
+++ b/resources/profiles/Kingroon/machine/Kingroon KLP1 0.4 nozzle.json
@@ -0,0 +1,61 @@
+{
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "Kingroon KLP1 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_klipper_common",
+ "printer_model": "Kingroon KLP1",
+ "default_filament_profile": "Kingroon Generic PLA",
+ "default_print_profile": "0.20mm Standard @Kingroon KLP1",
+
+ "thumbnails": [ "100x100" ],
+ "change_filament_gcode": "",
+ "deretraction_speed": [ "90" ],
+ "enable_filament_ramming": "1",
+ "extra_loading_move": "-2",
+ "extruder_clearance_height_to_rod": "36",
+ "extruder_clearance_radius": "65",
+ "high_current_on_filament_swap": "0",
+ "machine_unload_filament_time": "0",
+ "min_layer_height": "0.08",
+ "parking_pos_retraction": "92",
+ "purge_in_prime_tower": "1",
+ "retract_lift_above": [ "0" ],
+ "retract_lift_below": [ "0" ],
+ "retract_lift_enforce": ["All Surfaces"],
+ "bed_exclude_area": ["0x0"],
+ "extruder_colour": ["#FCE94F"],
+ "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]\nG92 E0\n",
+ "machine_end_gcode": "G91; relative positioning\n G1 Z1.0 F3000 ; move z up little to prevent scratching of print\n G90; absolute positioning\n G1 X0 Y200 F1000 ; prepare for part removal\n M104 S0; turn off extruder\n M140 S0 ; turn off bed\n G1 X0 Y200 F1000 ; prepare for part removal\n M84 ; disable motors\n M106 S0 ; turn off fan",
+ "machine_max_acceleration_e": ["5000", "5000"],
+ "machine_max_acceleration_extruding": ["5000", "20000"],
+ "machine_max_acceleration_retracting": ["5000", "5000"],
+ "machine_max_acceleration_travel": ["9000", "9000"],
+ "machine_max_acceleration_x": ["10000", "20000"],
+ "machine_max_acceleration_y": ["10000", "20000"],
+ "machine_max_acceleration_z": ["500", "200"],
+ "machine_max_jerk_e": ["2.5", "2.5"],
+ "machine_max_jerk_x": ["20", "9"],
+ "machine_max_jerk_y": ["20", "9"],
+ "machine_max_jerk_z": ["0.2", "0.4"],
+ "machine_max_speed_e": ["100", "25"],
+ "machine_max_speed_z": ["50", "12"],
+ "machine_pause_gcode": "PAUSE",
+ "machine_start_gcode": "M190 S[bed_temperature_initial_layer_single]\nM109 S[nozzle_temperature_initial_layer]\nG28 ; h1ome all axes\n M117 ;Purge extruder\n G92 E0 ; reset extruder\n G1 Z1.0 F3000 ; move z up little to prevent scratching of surface\n G1 X2 Y20 Z0.3 F5000.0 ; move to start-line position\n G1 X2 Y175.0 Z0.3 F1500.0 E15 ; draw 1st line\n G1 X2 Y175.0 Z0.4 F5000.0 ; move to side a little\n G1 X2 Y20 Z0.4 F1500.0 E30 ; draw 2nd line\n G92 E0 ; reset extruder\n G1 Z1.0 F3000 ; move z up little to prevent scratching of surface",
+ "max_layer_height": ["0.32"],
+ "retraction_length": ["1"],
+ "retraction_speed": ["90"],
+ "use_firmware_retraction": "0",
+ "wipe": ["1"],
+ "z_hop": ["0"],
+ "printable_area": [
+ "0x0",
+ "230x0",
+ "230x230",
+ "0x230"
+],
+"printable_height": "210",
+"nozzle_diameter": ["0.4"]
+}
diff --git a/resources/profiles/Kingroon/machine/Kingroon KLP1.json b/resources/profiles/Kingroon/machine/Kingroon KLP1.json
new file mode 100644
index 0000000000..2e0964289d
--- /dev/null
+++ b/resources/profiles/Kingroon/machine/Kingroon KLP1.json
@@ -0,0 +1,10 @@
+{
+ "type": "machine_model",
+ "name": "Kingroon KLP1",
+ "model_id": "Kingroon KLP1",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "Kingroon",
+ "hotend_model": "",
+ "default_materials": "Kingroon Generic ABS;Kingroon Generic PLA;Kingroon Generic PLA-CF;Kingroon Generic PETG;Kingroon Generic TPU;Kingroon Generic ASA;Kingroon Generic PC;Kingroon Generic PVA;Kingroon Generic PA;Kingroon Generic PA-CF"
+}
diff --git a/resources/profiles/Kingroon/machine/Kingroon KP3S V1 0.4 nozzle.json b/resources/profiles/Kingroon/machine/Kingroon KP3S V1 0.4 nozzle.json
new file mode 100644
index 0000000000..e836c3e08e
--- /dev/null
+++ b/resources/profiles/Kingroon/machine/Kingroon KP3S V1 0.4 nozzle.json
@@ -0,0 +1,85 @@
+{
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "Kingroon KP3S V1 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_klipper_common",
+ "printer_model": "Kingroon KP3S V1",
+ "default_filament_profile": "Kingroon Generic PLA",
+ "default_print_profile": "0.20mm Standard @Kingroon KP3S V1",
+
+ "thumbnails": [ "100x100" ],
+ "change_filament_gcode": "",
+ "best_object_pos": "0.5,0.5",
+ "change_extrusion_role_gcode": "",
+ "cooling_tube_length": "0",
+ "cooling_tube_retraction": "0",
+ "deretraction_speed": [ "30" ],
+ "disable_m73": "0",
+ "emit_machine_limits_to_gcode": "1",
+ "enable_filament_ramming": "0",
+ "head_wrap_detect_zone": [],
+ "enable_long_retraction_when_cut": "0",
+ "long_retractions_when_cut": [
+ "0"
+ ],
+ "retract_before_wipe": [ "0%" ],
+ "retraction_distances_when_cut": [
+ "18"
+ ],
+ "extra_loading_move": "0",
+ "extruder_clearance_height_to_rod": "36",
+ "extruder_clearance_radius": "65",
+ "high_current_on_filament_swap": "0",
+ "machine_unload_filament_time": "0",
+ "min_layer_height": "0.08",
+ "parking_pos_retraction": "0",
+ "preferred_orientation": "0",
+ "printing_by_object_gcode": "",
+ "purge_in_prime_tower": "0",
+ "retract_lift_above": [ "0" ],
+ "retract_lift_below": [ "0" ],
+ "retract_lift_enforce": ["All Surfaces"],
+ "bed_exclude_area": ["0x0"],
+ "extruder_colour": ["#FCE94F"],
+ "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]\nG92 E0\n",
+ "machine_end_gcode": "G91; relative positioning\n G1 Z1.0 F3000 ; move z up little to prevent scratching of print\n G90; absolute positioning\n G1 X0 Y180 F1000 ; prepare for part removal\n M104 S0; turn off extruder\n M140 S0 ; turn off bed\n G1 X0 Y180 F1000 ; prepare for part removal\n M84 ; disable motors\n M106 S0 ; turn off fan",
+ "machine_max_acceleration_e": ["5000", "5000"],
+ "machine_max_acceleration_extruding": ["10000", "20000"],
+ "machine_max_acceleration_retracting": ["5000", "5000"],
+ "machine_max_acceleration_travel": ["20000", "20000"],
+ "machine_max_acceleration_x": ["10000", "20000"],
+ "machine_max_acceleration_y": ["10000", "20000"],
+ "machine_max_acceleration_z": ["500", "200"],
+ "machine_max_jerk_e": ["2.5", "2.5"],
+ "machine_max_jerk_x": ["9", "9"],
+ "machine_max_jerk_y": ["9", "9"],
+ "machine_max_jerk_z": ["0.2", "0.4"],
+ "machine_max_speed_e": ["100", "25"],
+ "machine_max_speed_z": ["12", "12"],
+ "machine_pause_gcode": "PAUSE",
+ "machine_start_gcode": "M104 S{first_layer_temperature[0]} ; set final nozzle temp\nM190 S[bed_temperature_initial_layer_single]\nM109 S[nozzle_temperature_initial_layer]\nM83\nG28 ; h1ome all axes\nG1 Z0.2 ; lift nozzle a bit \nG92 E0 \nG1 Y-3 F2400 \nG1 X50 F2400 ; zero the extruded length \nG1 X115 E40 F500 ; Extrude 25mm of filament in a 5cm line. \nG92 E0 ; zero the extruded length again \nG1 E-0.2 F3000 ; Retract a little \nG1 X180 F4000 ; Quickly wipe away from the filament line\nM117",
+ "manual_filament_change": "0",
+ "nozzle_height": "4",
+ "nozzle_type": "brass",
+ "max_layer_height": ["0.32"],
+ "retraction_length": ["0.8"],
+ "retraction_speed": ["30"],
+ "support_air_filtration": "1",
+ "support_chamber_temp_control": "1",
+ "support_multi_bed_types": "0",
+ "use_firmware_retraction": "0",
+ "wipe": ["1"],
+ "z_hop": ["0"],
+ "z_offset": "0",
+ "printable_area": [
+ "0x0",
+ "180x0",
+ "180x180",
+ "0x180"
+],
+"printable_height": "180",
+"nozzle_diameter": ["0.4"]
+}
diff --git a/resources/profiles/Kingroon/machine/Kingroon KP3S V1.json b/resources/profiles/Kingroon/machine/Kingroon KP3S V1.json
new file mode 100644
index 0000000000..9b92571019
--- /dev/null
+++ b/resources/profiles/Kingroon/machine/Kingroon KP3S V1.json
@@ -0,0 +1,10 @@
+{
+ "type": "machine_model",
+ "name": "Kingroon KP3S V1",
+ "model_id": "Kingroon KP3S V1",
+ "nozzle_diameter": "0.4",
+ "machine_tech": "FFF",
+ "family": "Kingroon",
+ "hotend_model": "",
+ "default_materials": "Kingroon Generic ABS;Kingroon Generic PLA;Kingroon Generic PLA-CF;Kingroon Generic PETG;Kingroon Generic TPU;Kingroon Generic ASA;Kingroon Generic PC;Kingroon Generic PVA;Kingroon Generic PA;Kingroon Generic PA-CF"
+}
diff --git a/resources/profiles/Kingroon/process/0.12mm Standard @Kingroon KLP1.json b/resources/profiles/Kingroon/process/0.12mm Standard @Kingroon KLP1.json
new file mode 100644
index 0000000000..cbbabc2017
--- /dev/null
+++ b/resources/profiles/Kingroon/process/0.12mm Standard @Kingroon KLP1.json
@@ -0,0 +1,13 @@
+{
+ "type": "process",
+ "compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle"
+ ],
+ "compatible_printers_condition": "",
+ "inherits": "fdm_process_common",
+ "name": "0.12mm Standard @Kingroon KLP1",
+ "initial_layer_print_height": "0.2",
+ "layer_height": "0.12",
+ "line_width": "0.4",
+ "instantiation": "true"
+}
diff --git a/resources/profiles/Kingroon/process/0.20mm Standard @Kingroon KLP1.json b/resources/profiles/Kingroon/process/0.20mm Standard @Kingroon KLP1.json
new file mode 100644
index 0000000000..02e8d9219d
--- /dev/null
+++ b/resources/profiles/Kingroon/process/0.20mm Standard @Kingroon KLP1.json
@@ -0,0 +1,13 @@
+{
+ "type": "process",
+ "compatible_printers": [
+ "Kingroon KLP1 0.4 nozzle"
+ ],
+ "compatible_printers_condition": "",
+ "inherits": "fdm_process_common",
+ "name": "0.20mm Standard @Kingroon KLP1",
+ "initial_layer_print_height": "0.2",
+ "layer_height": "0.2",
+ "line_width": "0.42",
+ "instantiation": "true"
+}
diff --git a/resources/profiles/Kingroon/process/0.20mm Standard @Kingroon KP3S V1.json b/resources/profiles/Kingroon/process/0.20mm Standard @Kingroon KP3S V1.json
new file mode 100644
index 0000000000..fde94f4741
--- /dev/null
+++ b/resources/profiles/Kingroon/process/0.20mm Standard @Kingroon KP3S V1.json
@@ -0,0 +1,45 @@
+{
+ "type": "process",
+ "compatible_printers": [
+ "Kingroon KP3S V1 0.4 nozzle"
+ ],
+ "inherits": "fdm_process_common",
+ "name": "0.20mm Standard @Kingroon KP3S V1",
+ "instantiation": "true",
+ "bottom_shell_layers": "2",
+ "bridge_speed": "30",
+ "brim_type": "no_brim",
+ "default_acceleration": "10000",
+ "detect_thin_wall": "1",
+ "elefant_foot_compensation": "0.15",
+ "gap_infill_speed": "60",
+ "infill_wall_overlap": "8%",
+ "initial_layer_print_height": "0.25",
+ "initial_layer_travel_speed": "200",
+ "internal_solid_infill_acceleration": "6000",
+ "internal_solid_infill_speed": "160",
+ "is_custom_defined": "0",
+ "outer_wall_acceleration": "4000",
+ "overhang_2_4_speed": "30",
+ "overhang_reverse": "1",
+ "overhang_reverse_internal_only": "1",
+ "overhang_reverse_threshold": "0%",
+ "overhang_speed_classic": "1",
+ "seam_gap": "0.1",
+ "seam_position": "back",
+ "slow_down_layers": "2",
+ "slowdown_for_curled_perimeters": "1",
+ "sparse_infill_acceleration": "6000",
+ "sparse_infill_pattern": "grid",
+ "sparse_infill_speed": "300",
+ "support_type": "normal(manual)",
+ "thick_bridges": "1",
+ "top_surface_acceleration": "5000",
+ "top_surface_speed": "180",
+ "travel_acceleration": "10000",
+ "version": "1.6.0.0",
+ "wall_generator": "classic",
+ "wall_loops": "2",
+ "wall_transition_angle": "25",
+ "xy_hole_compensation": "0.1"
+}
diff --git a/resources/profiles/Prusa/Prusa XL 5T_cover.png b/resources/profiles/Prusa/Prusa XL 5T_cover.png
new file mode 100644
index 0000000000..2a302857e6
Binary files /dev/null and b/resources/profiles/Prusa/Prusa XL 5T_cover.png differ
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.25.json b/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.25.json
index f1f91d3f78..b4d82f7794 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.25.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.25.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB99_5",
"setting_id": "GFSA04",
"name": "Prusa Generic ABS @MINIIS 0.25",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.6.json b/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.6.json
index 3ef1005948..1a76559cbd 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.6.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.6.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB99_3",
"setting_id": "GFSA04",
"name": "Prusa Generic ABS @MINIIS 0.6",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.8.json b/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.8.json
index 8a3fefe1b4..1668805ca4 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.8.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS 0.8.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB99_4",
"setting_id": "GFSA04",
"name": "Prusa Generic ABS @MINIIS 0.8",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS.json
index 08495b61ac..97779cd277 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ABS @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB99_2",
"setting_id": "GFSA04",
"name": "Prusa Generic ABS @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ABS @MK4.json b/resources/profiles/Prusa/filament/Prusa Generic ABS @MK4.json
index 0de674b7fe..7a98f46d84 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ABS @MK4.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ABS @MK4.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic ABS @MK4",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ABS @XL 5T.json b/resources/profiles/Prusa/filament/Prusa Generic ABS @XL 5T.json
new file mode 100644
index 0000000000..a80bfb533d
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusa Generic ABS @XL 5T.json
@@ -0,0 +1,68 @@
+{
+ "type": "filament",
+ "setting_id": "GFSA04",
+ "name": "Prusa Generic ABS @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_abs",
+ "nozzle_temperature_intial_layer": "255",
+ "nozzle_temperature": "255",
+ "hot_plate_temp_initial_layer": "100",
+ "hot_plate_temp": "105",
+ "slow_down_min_speed": "15",
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "slow_down_layer_time": [
+ "20"
+ ],
+ "fan_max_speed": [
+ "15"
+ ],
+ "fan_min_speed": [
+ "15"
+ ],
+ "overhang_fan_speed": [
+ "25"
+ ],
+ "close_fan_the_first_x_layers": [
+ "4"
+ ],
+ "filament_loading_speed_start": "19",
+ "filament_loading_speed": "14",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "20",
+ "filament_load_time": "15",
+ "filament_unload_time": "12",
+ "filament_cooling_moves": "5",
+ "filament_cooling_initial_speed": "10",
+ "filament_cooling_final_speed": "50",
+ "filament_retract_lift_below": "1.5",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.04{elsif nozzle_diameter[0]==0.25}0.1{elsif nozzle_diameter[0]==0.3}0.06{elsif nozzle_diameter[0]==0.35}0.05{elsif nozzle_diameter[0]==0.5}0.03{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.01{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.02{elsif nozzle_diameter[0]==0.5}0.018{elsif nozzle_diameter[0]==0.6}0.012{elsif nozzle_diameter[0]==0.8}0.01{elsif nozzle_diameter[0]==0.25}0.09{elsif nozzle_diameter[0]==0.3}0.065{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S40 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ABS @XL.json b/resources/profiles/Prusa/filament/Prusa Generic ABS @XL.json
index 544d644b27..eaaa8223dc 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ABS @XL.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ABS @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic ABS @XL",
"from": "system",
@@ -42,7 +41,7 @@
"filament_cooling_initial_speed": "10",
"filament_cooling_final_speed": "50",
"filament_retract_lift_below": "1.5",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.04{elsif nozzle_diameter[0]==0.25}0.1{elsif nozzle_diameter[0]==0.3}0.06{elsif nozzle_diameter[0]==0.35}0.05{elsif nozzle_diameter[0]==0.5}0.03{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.01{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.02{elsif nozzle_diameter[0]==0.5}0.018{elsif nozzle_diameter[0]==0.6}0.012{elsif nozzle_diameter[0]==0.8}0.01{elsif nozzle_diameter[0]==0.25}0.09{elsif nozzle_diameter[0]==0.3}0.065{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S40 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.04{elsif nozzle_diameter[0]==0.25}0.1{elsif nozzle_diameter[0]==0.3}0.06{elsif nozzle_diameter[0]==0.35}0.05{elsif nozzle_diameter[0]==0.5}0.03{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.01{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.02{elsif nozzle_diameter[0]==0.5}0.018{elsif nozzle_diameter[0]==0.6}0.012{elsif nozzle_diameter[0]==0.8}0.01{elsif nozzle_diameter[0]==0.25}0.09{elsif nozzle_diameter[0]==0.3}0.065{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S40 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ABS.json b/resources/profiles/Prusa/filament/Prusa Generic ABS.json
index a23cd0693e..724c0a3f80 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ABS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ABS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB99",
"setting_id": "GFSA04",
"name": "Prusa Generic ABS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.25.json b/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.25.json
index 577d06c5ea..8dd21dc40a 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.25.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.25.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB98_5",
"setting_id": "GFSA04",
"name": "Prusa Generic ASA @MINIIS 0.25",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.6.json b/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.6.json
index 8d9c6edd6a..f2016a0eeb 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.6.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.6.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB98_3",
"setting_id": "GFSA04",
"name": "Prusa Generic ASA @MINIIS 0.6",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.8.json b/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.8.json
index 6eff61395e..739c7b2078 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.8.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS 0.8.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB98_4",
"setting_id": "GFSA04",
"name": "Prusa Generic ASA @MINIIS 0.8",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS.json
index 5fd2131170..f6dd7710f7 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ASA @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB98_2",
"setting_id": "GFSA04",
"name": "Prusa Generic ASA @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ASA @MK4.json b/resources/profiles/Prusa/filament/Prusa Generic ASA @MK4.json
index de823b2306..5fea76436a 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ASA @MK4.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ASA @MK4.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB98_1",
"setting_id": "GFSA04",
"name": "Prusa Generic ASA @MK4",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic ASA.json b/resources/profiles/Prusa/filament/Prusa Generic ASA.json
index 5631cd38e8..86444714c3 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic ASA.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic ASA.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB98",
"setting_id": "GFSA04",
"name": "Prusa Generic ASA",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.25.json b/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.25.json
index b6576cc0d1..8f37a5bd49 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.25.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.25.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN99_4",
"setting_id": "GFSA04",
"name": "Prusa Generic PA @MINIIS 0.25",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.6.json b/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.6.json
index bdb64a4a8b..ef375d0645 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.6.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.6.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN99_2",
"setting_id": "GFSA04",
"name": "Prusa Generic PA @MINIIS 0.6",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.8.json b/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.8.json
index 2075ae25ed..b3660df86a 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.8.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS 0.8.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN99_3",
"setting_id": "GFSA04",
"name": "Prusa Generic PA @MINIIS 0.8",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS.json
index ff8c622dec..df2b3e8bdb 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic PA @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.25.json b/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.25.json
index 68b628210d..6107892792 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.25.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.25.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN98_4",
"setting_id": "GFSA04",
"name": "Prusa Generic PA-CF @MINIIS 0.25",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.6.json b/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.6.json
index f19a1545d6..558ed7aac4 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.6.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.6.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN98_2",
"setting_id": "GFSA04",
"name": "Prusa Generic PA-CF @MINIIS 0.6",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.8.json b/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.8.json
index c4dbec0528..6d2c69a00a 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.8.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS 0.8.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN98_3",
"setting_id": "GFSA04",
"name": "Prusa Generic PA-CF @MINIIS 0.8",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS.json
index a0a6b78914..36dbe45128 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA-CF @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN98_1",
"setting_id": "GFSA04",
"name": "Prusa Generic PA-CF @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA-CF.json b/resources/profiles/Prusa/filament/Prusa Generic PA-CF.json
index 8b389957c7..338e3fceb5 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA-CF.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA-CF.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN98",
"setting_id": "GFSA04",
"name": "Prusa Generic PA-CF",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PA.json b/resources/profiles/Prusa/filament/Prusa Generic PA.json
index c92b0a981e..d573a9185c 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PA.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PA.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN99",
"setting_id": "GFSA04",
"name": "Prusa Generic PA",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.25.json b/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.25.json
index e1ca18d3ae..5eae079a9b 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.25.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.25.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFC99_4",
"setting_id": "GFSA04",
"name": "Prusa Generic PC @MINIIS 0.25",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.6.json b/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.6.json
index 2636f59ea3..de41d697a5 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.6.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.6.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFC99_2",
"setting_id": "GFSA04",
"name": "Prusa Generic PC @MINIIS 0.6",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.8.json b/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.8.json
index e7bac7b4eb..a336739fda 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.8.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS 0.8.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFC99_3",
"setting_id": "GFSA04",
"name": "Prusa Generic PC @MINIIS 0.8",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS.json
index 3dadd23764..e07f12a355 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PC @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFC99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic PC @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PC.json b/resources/profiles/Prusa/filament/Prusa Generic PC.json
index b1821e1d4d..88844a11bb 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PC.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PC.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFC99",
"setting_id": "GFSA04",
"name": "Prusa Generic PC",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.25.json b/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.25.json
index 8090554d09..4c64f88db2 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.25.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.25.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFG99_5",
"setting_id": "GFSA04",
"name": "Prusa Generic PETG @MINIIS 0.25",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.6.json b/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.6.json
index 8dad5b26e8..8a32807d15 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.6.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.6.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFG99_3",
"setting_id": "GFSA04",
"name": "Prusa Generic PETG @MINIIS 0.6",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.8.json b/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.8.json
index 8829ea6f8f..e53595ee01 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.8.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS 0.8.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFG99_4",
"setting_id": "GFSA04",
"name": "Prusa Generic PETG @MINIIS 0.8",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS.json
index e9b57ebada..7ce30af419 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PETG @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFG99_2",
"setting_id": "GFSA04",
"name": "Prusa Generic PETG @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PETG @MK4.json b/resources/profiles/Prusa/filament/Prusa Generic PETG @MK4.json
index 9caa793e9f..7eedb38b60 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PETG @MK4.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PETG @MK4.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFG99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic PETG @MK4",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PETG @XL 5T.json b/resources/profiles/Prusa/filament/Prusa Generic PETG @XL 5T.json
new file mode 100644
index 0000000000..ef5778964f
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusa Generic PETG @XL 5T.json
@@ -0,0 +1,71 @@
+{
+ "type": "filament",
+ "setting_id": "GFG99_PRUSA_0",
+ "name": "Prusa Generic PETG @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pet",
+ "nozzle_temperature_intial_layer": "230",
+ "nozzle_temperature": "240",
+ "hot_plate_temp_initial_layer": "80",
+ "hot_plate_temp": "80",
+ "full_fan_speed_layer": "5",
+ "slow_down_min_speed": "15",
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "filament_max_volumetric_speed": [
+ "9"
+ ],
+ "slow_down_layer_time": [
+ "9"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "30"
+ ],
+ "overhang_fan_speed": [
+ "50"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "filament_loading_speed_start": "50",
+ "filament_loading_speed": "10",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "100",
+ "filament_load_time": "10.5",
+ "filament_unload_time": "8.5",
+ "filament_cooling_moves": "3",
+ "filament_cooling_initial_speed": "5",
+ "filament_cooling_final_speed": "2.5",
+ "filament_retract_lift_below": "1.5",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_wipe": "1",
+ "filament_retract_before_wipe": "20%",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.053{elsif nozzle_diameter[0]==0.5}0.042{elsif nozzle_diameter[0]==0.6}0.032{elsif nozzle_diameter[0]==0.8}0.018{elsif nozzle_diameter[0]==0.25}0.18{elsif nozzle_diameter[0]==0.3}0.1{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PETG @XL.json b/resources/profiles/Prusa/filament/Prusa Generic PETG @XL.json
index c2c535cd91..4767e5ef77 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PETG @XL.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PETG @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic PETG @XL",
"from": "system",
@@ -45,7 +44,7 @@
"filament_retract_lift_below": "1.5",
"filament_wipe": "1",
"filament_retract_before_wipe": "20%",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.053{elsif nozzle_diameter[0]==0.5}0.042{elsif nozzle_diameter[0]==0.6}0.032{elsif nozzle_diameter[0]==0.8}0.018{elsif nozzle_diameter[0]==0.25}0.18{elsif nozzle_diameter[0]==0.3}0.1{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.053{elsif nozzle_diameter[0]==0.5}0.042{elsif nozzle_diameter[0]==0.6}0.032{elsif nozzle_diameter[0]==0.8}0.018{elsif nozzle_diameter[0]==0.25}0.18{elsif nozzle_diameter[0]==0.3}0.1{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PETG.json b/resources/profiles/Prusa/filament/Prusa Generic PETG.json
index 9076a6c3aa..532ad318d0 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PETG.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PETG.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFG99",
"setting_id": "GFSA04",
"name": "Prusa Generic PETG",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.25.json b/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.25.json
index 9df6c863c0..bc64fdef61 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.25.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.25.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_5",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA @MINIIS 0.25",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.6.json b/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.6.json
index 667c98c801..5eaa277a93 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.6.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.6.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_3",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA @MINIIS 0.6",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.8.json b/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.8.json
index 711b271b1c..4f4b21eab2 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.8.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS 0.8.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_4",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA @MINIIS 0.8",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS.json
index 2ac1386e71..fcb2e730ba 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_2",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA @MK4.json b/resources/profiles/Prusa/filament/Prusa Generic PLA @MK4.json
index d3293a39cc..6f8952d40e 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA @MK4.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA @MK4.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA @MK4",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA @XL 5T.json b/resources/profiles/Prusa/filament/Prusa Generic PLA @XL 5T.json
new file mode 100644
index 0000000000..fc3fea69cd
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA @XL 5T.json
@@ -0,0 +1,66 @@
+{
+ "type": "filament",
+ "setting_id": "GFSA04",
+ "name": "Prusa Generic PLA @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla",
+ "nozzle_temperature_intial_layer": "215",
+ "nozzle_temperature": "210",
+ "hot_plate_temp_initial_layer": "60",
+ "hot_plate_temp": "60",
+ "full_fan_speed_layer": "3",
+ "slow_down_min_speed": "15",
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "filament_loading_speed_start": "50",
+ "filament_loading_speed": "10",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "100",
+ "filament_load_time": "10.5",
+ "filament_unload_time": "8.5",
+ "filament_cooling_moves": "2",
+ "filament_cooling_initial_speed": "10",
+ "filament_cooling_final_speed": "3.5",
+ "filament_retract_lift_below": "0.6",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA @XL.json b/resources/profiles/Prusa/filament/Prusa Generic PLA @XL.json
index 06acddef20..6ab8b011ee 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA @XL.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA @XL",
"from": "system",
@@ -40,7 +39,7 @@
"filament_cooling_initial_speed": "10",
"filament_cooling_final_speed": "3.5",
"filament_retract_lift_below": "0.6",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.25.json b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.25.json
index 929fe26671..e9c5476044 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.25.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.25.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL98_5",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA-CF @MINIIS 0.25",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.6.json b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.6.json
index cee0363300..f095249c54 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.6.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.6.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL98_3",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA-CF @MINIIS 0.6",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.8.json b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.8.json
index 1bfce10352..c784a473ab 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.8.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS 0.8.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL98_4",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA-CF @MINIIS 0.8",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS.json
index 24559261d9..740c2bfe19 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL98_1",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA-CF @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF.json b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF.json
index 4461005ad3..6bb298a0f4 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA-CF.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA-CF.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL98",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA-CF",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PLA.json b/resources/profiles/Prusa/filament/Prusa Generic PLA.json
index f31ec71c51..049691036c 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PLA.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PLA.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99",
"setting_id": "GFSA04",
"name": "Prusa Generic PLA",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.25.json b/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.25.json
index bbbc4a6aa9..34ce1a84e4 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.25.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.25.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFS99_4",
"setting_id": "GFSA04",
"name": "Prusa Generic PVA @MINIIS 0.25",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.6.json b/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.6.json
index d9f64abbed..3ee44fa9a6 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.6.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.6.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFS99_2",
"setting_id": "GFSA04",
"name": "Prusa Generic PVA @MINIIS 0.6",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.8.json b/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.8.json
index 5e0055a5fb..eeb2dbd43d 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.8.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS 0.8.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFS99_3",
"setting_id": "GFSA04",
"name": "Prusa Generic PVA @MINIIS 0.8",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS.json
index 164b717964..b5f5602f37 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PVA @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFS99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic PVA @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic PVA.json b/resources/profiles/Prusa/filament/Prusa Generic PVA.json
index 2c0e2017e3..c5cdfa8518 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic PVA.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic PVA.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFS99",
"setting_id": "GFSA04",
"name": "Prusa Generic PVA",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic TPU @MINIIS.json b/resources/profiles/Prusa/filament/Prusa Generic TPU @MINIIS.json
index b9214b3031..3baf1ac2e4 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic TPU @MINIIS.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic TPU @MINIIS.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFU99_2",
"setting_id": "GFSA04",
"name": "Prusa Generic TPU @MINIIS",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic TPU @MK4.json b/resources/profiles/Prusa/filament/Prusa Generic TPU @MK4.json
index ac940c00aa..27fbaa6601 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic TPU @MK4.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic TPU @MK4.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFU99_1",
"setting_id": "GFSA04",
"name": "Prusa Generic TPU @MK4",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusa Generic TPU.json b/resources/profiles/Prusa/filament/Prusa Generic TPU.json
index 47239a500e..5384820c98 100644
--- a/resources/profiles/Prusa/filament/Prusa Generic TPU.json
+++ b/resources/profiles/Prusa/filament/Prusa Generic TPU.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFU99",
"setting_id": "GFSA04",
"name": "Prusa Generic TPU",
"from": "system",
diff --git a/resources/profiles/Prusa/filament/Prusament ASA @XL 5T.json b/resources/profiles/Prusa/filament/Prusament ASA @XL 5T.json
new file mode 100644
index 0000000000..2022485fab
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusament ASA @XL 5T.json
@@ -0,0 +1,70 @@
+{
+ "type": "filament",
+ "setting_id": "GFSA04",
+ "name": "Prusament ASA @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_asa",
+ "nozzle_temperature_intial_layer": "260",
+ "nozzle_temperature": "260",
+ "hot_plate_temp_initial_layer": "100",
+ "hot_plate_temp": "105",
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "10"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_speed": [
+ "30"
+ ],
+ "close_fan_the_first_x_layers": [
+ "4"
+ ],
+ "slow_down_min_speed": [
+ "15"
+ ],
+ "slow_down_layer_time": [
+ "15"
+ ],
+ "filament_max_volumetric_speed": [
+ "12"
+ ],
+ "filament_loading_speed_start": "19",
+ "filament_loading_speed": "14",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "20",
+ "filament_load_time": "15",
+ "filament_unload_time": "12",
+ "filament_cooling_moves": "5",
+ "filament_cooling_initial_speed": "10",
+ "filament_cooling_final_speed": "50",
+ "filament_retract_lift_below": "1.5",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.04{elsif nozzle_diameter[0]==0.25}0.1{elsif nozzle_diameter[0]==0.3}0.06{elsif nozzle_diameter[0]==0.35}0.05{elsif nozzle_diameter[0]==0.5}0.03{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.01{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.02{elsif nozzle_diameter[0]==0.5}0.018{elsif nozzle_diameter[0]==0.6}0.012{elsif nozzle_diameter[0]==0.8}0.01{elsif nozzle_diameter[0]==0.25}0.09{elsif nozzle_diameter[0]==0.3}0.065{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S40 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
diff --git a/resources/profiles/Prusa/filament/Prusament ASA @XL.json b/resources/profiles/Prusa/filament/Prusament ASA @XL.json
index 36e1f6c601..496d63fd1f 100644
--- a/resources/profiles/Prusa/filament/Prusament ASA @XL.json
+++ b/resources/profiles/Prusa/filament/Prusament ASA @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFB98",
"setting_id": "GFSA04",
"name": "Prusament ASA @XL",
"from": "system",
@@ -44,7 +43,7 @@
"filament_cooling_initial_speed": "10",
"filament_cooling_final_speed": "50",
"filament_retract_lift_below": "1.5",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.04{elsif nozzle_diameter[0]==0.25}0.1{elsif nozzle_diameter[0]==0.3}0.06{elsif nozzle_diameter[0]==0.35}0.05{elsif nozzle_diameter[0]==0.5}0.03{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.01{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.02{elsif nozzle_diameter[0]==0.5}0.018{elsif nozzle_diameter[0]==0.6}0.012{elsif nozzle_diameter[0]==0.8}0.01{elsif nozzle_diameter[0]==0.25}0.09{elsif nozzle_diameter[0]==0.3}0.065{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S40 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.04{elsif nozzle_diameter[0]==0.25}0.1{elsif nozzle_diameter[0]==0.3}0.06{elsif nozzle_diameter[0]==0.35}0.05{elsif nozzle_diameter[0]==0.5}0.03{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.01{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.02{elsif nozzle_diameter[0]==0.5}0.018{elsif nozzle_diameter[0]==0.6}0.012{elsif nozzle_diameter[0]==0.8}0.01{elsif nozzle_diameter[0]==0.25}0.09{elsif nozzle_diameter[0]==0.3}0.065{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S40 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusament PA-CF @XL 5T.json b/resources/profiles/Prusa/filament/Prusament PA-CF @XL 5T.json
new file mode 100644
index 0000000000..c15ee9784e
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusament PA-CF @XL 5T.json
@@ -0,0 +1,70 @@
+{
+ "type": "filament",
+ "setting_id": "GFSA04",
+ "name": "Prusament PA-CF @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pa11cf",
+ "nozzle_temperature_intial_layer": "275",
+ "nozzle_temperature": "285",
+ "hot_plate_temp_initial_layer": "100",
+ "hot_plate_temp": "105",
+ "filament_flow_ratio": [
+ "1.05"
+ ],
+ "fan_max_speed": [
+ "20"
+ ],
+ "fan_min_speed": [
+ "20"
+ ],
+ "overhang_fan_speed": [
+ "30"
+ ],
+ "close_fan_the_first_x_layers": [
+ "4"
+ ],
+ "slow_down_min_speed": [
+ "15"
+ ],
+ "slow_down_layer_time": [
+ "20"
+ ],
+ "filament_max_volumetric_speed": [
+ "6.5"
+ ],
+ "filament_loading_speed_start": "19",
+ "filament_loading_speed": "14",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "20",
+ "filament_load_time": "15",
+ "filament_unload_time": "12",
+ "filament_cooling_moves": "5",
+ "filament_cooling_initial_speed": "10",
+ "filament_cooling_final_speed": "50",
+ "filament_retract_lift_below": "1.5",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.6}0.025{elsif nozzle_diameter[0]==0.8}0.016{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.09{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S45 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/filament/Prusament PA-CF @XL.json b/resources/profiles/Prusa/filament/Prusament PA-CF @XL.json
index 28d4862819..d718cf7966 100644
--- a/resources/profiles/Prusa/filament/Prusament PA-CF @XL.json
+++ b/resources/profiles/Prusa/filament/Prusament PA-CF @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFN98",
"setting_id": "GFSA04",
"name": "Prusament PA-CF @XL",
"from": "system",
@@ -44,7 +43,7 @@
"filament_cooling_initial_speed": "10",
"filament_cooling_final_speed": "50",
"filament_retract_lift_below": "1.5",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.6}0.025{elsif nozzle_diameter[0]==0.8}0.016{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.09{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S45 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.6}0.025{elsif nozzle_diameter[0]==0.8}0.016{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.09{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S45 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusament PC Blend @XL 5T.json b/resources/profiles/Prusa/filament/Prusament PC Blend @XL 5T.json
new file mode 100644
index 0000000000..aad5ab31ef
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusament PC Blend @XL 5T.json
@@ -0,0 +1,70 @@
+{
+ "type": "filament",
+ "setting_id": "GFSA04",
+ "name": "Prusament PC Blend @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pc",
+ "nozzle_temperature_intial_layer": "275",
+ "nozzle_temperature": "275",
+ "hot_plate_temp_initial_layer": "100",
+ "hot_plate_temp": "105",
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "fan_max_speed": [
+ "10"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_speed": [
+ "30"
+ ],
+ "close_fan_the_first_x_layers": [
+ "4"
+ ],
+ "slow_down_min_speed": [
+ "15"
+ ],
+ "slow_down_layer_time": [
+ "20"
+ ],
+ "filament_max_volumetric_speed": [
+ "9"
+ ],
+ "filament_loading_speed_start": "19",
+ "filament_loading_speed": "14",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "20",
+ "filament_load_time": "15",
+ "filament_unload_time": "12",
+ "filament_cooling_moves": "5",
+ "filament_cooling_initial_speed": "10",
+ "filament_cooling_final_speed": "50",
+ "filament_retract_lift_below": "1.5",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.6}0.025{elsif nozzle_diameter[0]==0.8}0.016{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.09{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S45 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
diff --git a/resources/profiles/Prusa/filament/Prusament PC Blend @XL.json b/resources/profiles/Prusa/filament/Prusament PC Blend @XL.json
index a2bfaada98..025cc39eee 100644
--- a/resources/profiles/Prusa/filament/Prusament PC Blend @XL.json
+++ b/resources/profiles/Prusa/filament/Prusament PC Blend @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_1",
"setting_id": "GFSA04",
"name": "Prusament PC Blend @XL",
"from": "system",
@@ -44,7 +43,7 @@
"filament_cooling_initial_speed": "10",
"filament_cooling_final_speed": "50",
"filament_retract_lift_below": "1.5",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.6}0.025{elsif nozzle_diameter[0]==0.8}0.016{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.09{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S45 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.6}0.025{elsif nozzle_diameter[0]==0.8}0.016{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.09{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S45 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusament PC-CF @XL 5T.json b/resources/profiles/Prusa/filament/Prusament PC-CF @XL 5T.json
new file mode 100644
index 0000000000..1bba76b7c4
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusament PC-CF @XL 5T.json
@@ -0,0 +1,70 @@
+{
+ "type": "filament",
+ "setting_id": "GFSA04",
+ "name": "Prusament PC-CF @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pccf",
+ "nozzle_temperature_intial_layer": "285",
+ "nozzle_temperature": "285",
+ "hot_plate_temp_initial_layer": "100",
+ "hot_plate_temp": "105",
+ "filament_flow_ratio": [
+ "1.04"
+ ],
+ "fan_max_speed": [
+ "10"
+ ],
+ "fan_min_speed": [
+ "10"
+ ],
+ "overhang_fan_speed": [
+ "30"
+ ],
+ "close_fan_the_first_x_layers": [
+ "4"
+ ],
+ "slow_down_min_speed": [
+ "15"
+ ],
+ "slow_down_layer_time": [
+ "20"
+ ],
+ "filament_max_volumetric_speed": [
+ "8"
+ ],
+ "filament_loading_speed_start": "19",
+ "filament_loading_speed": "14",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "20",
+ "filament_load_time": "15",
+ "filament_unload_time": "12",
+ "filament_cooling_moves": "5",
+ "filament_cooling_initial_speed": "10",
+ "filament_cooling_final_speed": "50",
+ "filament_retract_lift_below": "1.5",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.6}0.025{elsif nozzle_diameter[0]==0.8}0.016{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.09{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S45 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
diff --git a/resources/profiles/Prusa/filament/Prusament PC-CF @XL.json b/resources/profiles/Prusa/filament/Prusament PC-CF @XL.json
index 79c707f999..44bbd20d6a 100644
--- a/resources/profiles/Prusa/filament/Prusament PC-CF @XL.json
+++ b/resources/profiles/Prusa/filament/Prusament PC-CF @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_1",
"setting_id": "GFSA04",
"name": "Prusament PC-CF @XL",
"from": "system",
@@ -44,7 +43,7 @@
"filament_cooling_initial_speed": "10",
"filament_cooling_final_speed": "50",
"filament_retract_lift_below": "1.5",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.6}0.025{elsif nozzle_diameter[0]==0.8}0.016{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.09{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S45 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.6}0.025{elsif nozzle_diameter[0]==0.8}0.016{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.09{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S45 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusament PETG @XL 5T.json b/resources/profiles/Prusa/filament/Prusament PETG @XL 5T.json
new file mode 100644
index 0000000000..5c62c313cc
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusament PETG @XL 5T.json
@@ -0,0 +1,71 @@
+{
+ "type": "filament",
+ "setting_id": "GFG99_PRUSA_1",
+ "name": "Prusament PETG @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pet",
+ "nozzle_temperature_intial_layer": "240",
+ "nozzle_temperature": "250",
+ "hot_plate_temp_initial_layer": "80",
+ "hot_plate_temp": "80",
+ "full_fan_speed_layer": "5",
+ "slow_down_min_speed": "15",
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "filament_max_volumetric_speed": [
+ "9.5"
+ ],
+ "slow_down_layer_time": [
+ "9"
+ ],
+ "fan_max_speed": [
+ "50"
+ ],
+ "fan_min_speed": [
+ "30"
+ ],
+ "overhang_fan_speed": [
+ "50"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "filament_loading_speed_start": "50",
+ "filament_loading_speed": "10",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "100",
+ "filament_load_time": "10.5",
+ "filament_unload_time": "8.5",
+ "filament_cooling_moves": "3",
+ "filament_cooling_initial_speed": "5",
+ "filament_cooling_final_speed": "2.5",
+ "filament_retract_lift_below": "1.5",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "10"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_wipe": "1",
+ "filament_retract_before_wipe": "20%",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.053{elsif nozzle_diameter[0]==0.5}0.042{elsif nozzle_diameter[0]==0.6}0.032{elsif nozzle_diameter[0]==0.8}0.018{elsif nozzle_diameter[0]==0.25}0.18{elsif nozzle_diameter[0]==0.3}0.1{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
diff --git a/resources/profiles/Prusa/filament/Prusament PETG @XL.json b/resources/profiles/Prusa/filament/Prusament PETG @XL.json
index c4505feda5..da28d7d588 100644
--- a/resources/profiles/Prusa/filament/Prusament PETG @XL.json
+++ b/resources/profiles/Prusa/filament/Prusament PETG @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_1",
"setting_id": "GFSA04",
"name": "Prusament PETG @XL",
"from": "system",
@@ -45,7 +44,7 @@
"filament_retract_lift_below": "1.5",
"filament_wipe": "1",
"filament_retract_before_wipe": "20%",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.053{elsif nozzle_diameter[0]==0.5}0.042{elsif nozzle_diameter[0]==0.6}0.032{elsif nozzle_diameter[0]==0.8}0.018{elsif nozzle_diameter[0]==0.25}0.18{elsif nozzle_diameter[0]==0.3}0.1{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.07{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.09{elsif nozzle_diameter[0]==0.35}0.08{elsif nozzle_diameter[0]==0.6}0.04{elsif nozzle_diameter[0]==0.5}0.05{elsif nozzle_diameter[0]==0.8}0.02{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.053{elsif nozzle_diameter[0]==0.5}0.042{elsif nozzle_diameter[0]==0.6}0.032{elsif nozzle_diameter[0]==0.8}0.018{elsif nozzle_diameter[0]==0.25}0.18{elsif nozzle_diameter[0]==0.3}0.1{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusament PLA @XL 5T.json b/resources/profiles/Prusa/filament/Prusament PLA @XL 5T.json
new file mode 100644
index 0000000000..b3efef6127
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusament PLA @XL 5T.json
@@ -0,0 +1,66 @@
+{
+ "type": "filament",
+ "setting_id": "GFSA04",
+ "name": "Prusament PLA @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla",
+ "nozzle_temperature_intial_layer": "215",
+ "nozzle_temperature": "215",
+ "hot_plate_temp_initial_layer": "60",
+ "hot_plate_temp": "60",
+ "full_fan_speed_layer": "3",
+ "slow_down_min_speed": "15",
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "filament_max_volumetric_speed": [
+ "15"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "filament_loading_speed_start": "50",
+ "filament_loading_speed": "10",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "100",
+ "filament_load_time": "10.5",
+ "filament_unload_time": "8.5",
+ "filament_cooling_moves": "2",
+ "filament_cooling_initial_speed": "10",
+ "filament_cooling_final_speed": "3.5",
+ "filament_retract_lift_below": "0.6",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
diff --git a/resources/profiles/Prusa/filament/Prusament PLA @XL.json b/resources/profiles/Prusa/filament/Prusament PLA @XL.json
index 949dfb23b3..fe9f0b5281 100644
--- a/resources/profiles/Prusa/filament/Prusament PLA @XL.json
+++ b/resources/profiles/Prusa/filament/Prusament PLA @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_1",
"setting_id": "GFSA04",
"name": "Prusament PLA @XL",
"from": "system",
@@ -40,7 +39,7 @@
"filament_cooling_initial_speed": "10",
"filament_cooling_final_speed": "3.5",
"filament_retract_lift_below": "0.6",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusament PVB @XL 5T.json b/resources/profiles/Prusa/filament/Prusament PVB @XL 5T.json
new file mode 100644
index 0000000000..354f904cef
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusament PVB @XL 5T.json
@@ -0,0 +1,71 @@
+{
+ "type": "filament",
+ "setting_id": "GFSA04",
+ "name": "Prusament PVB @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pvb",
+ "nozzle_temperature_intial_layer": "215",
+ "nozzle_temperature": "215",
+ "hot_plate_temp_initial_layer": "75",
+ "hot_plate_temp": "75",
+ "slow_down_min_speed": "15",
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "filament_max_volumetric_speed": [
+ "8"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "full_fan_speed_layer": [
+ "3"
+ ],
+ "filament_loading_speed_start": "50",
+ "filament_loading_speed": "10",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "100",
+ "filament_load_time": "10.5",
+ "filament_unload_time": "8.5",
+ "filament_cooling_moves": "2",
+ "filament_cooling_initial_speed": "10",
+ "filament_cooling_final_speed": "3.5",
+ "filament_retract_lift_below": "0.6",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
diff --git a/resources/profiles/Prusa/filament/Prusament PVB @XL.json b/resources/profiles/Prusa/filament/Prusament PVB @XL.json
index c7e1e5fe0e..67b2c9501c 100644
--- a/resources/profiles/Prusa/filament/Prusament PVB @XL.json
+++ b/resources/profiles/Prusa/filament/Prusament PVB @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFS99",
"setting_id": "GFSA04",
"name": "Prusament PVB @XL",
"from": "system",
@@ -45,7 +44,7 @@
"filament_cooling_initial_speed": "10",
"filament_cooling_final_speed": "3.5",
"filament_retract_lift_below": "0.6",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/Prusament rPLA @XL 5T.json b/resources/profiles/Prusa/filament/Prusament rPLA @XL 5T.json
new file mode 100644
index 0000000000..9a7cce6455
--- /dev/null
+++ b/resources/profiles/Prusa/filament/Prusament rPLA @XL 5T.json
@@ -0,0 +1,69 @@
+{
+ "type": "filament",
+ "setting_id": "GFSA04",
+ "name": "Prusament rPLA @XL 5T",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_filament_pla",
+ "nozzle_temperature_intial_layer": "205",
+ "nozzle_temperature": "205",
+ "hot_plate_temp_initial_layer": "60",
+ "hot_plate_temp": "60",
+ "full_fan_speed_layer": "3",
+ "slow_down_min_speed": "15",
+ "filament_flow_ratio": [
+ "1"
+ ],
+ "close_fan_the_first_x_layers": [
+ "1"
+ ],
+ "slow_down_layer_time": [
+ "10"
+ ],
+ "fan_max_speed": [
+ "100"
+ ],
+ "fan_min_speed": [
+ "100"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "filament_max_volumetric_speed": [
+ "10"
+ ],
+ "filament_loading_speed_start": "50",
+ "filament_loading_speed": "10",
+ "filament_unloading_speed_start": "100",
+ "filament_unloading_speed": "100",
+ "filament_load_time": "10.5",
+ "filament_unload_time": "8.5",
+ "filament_cooling_moves": "2",
+ "filament_cooling_initial_speed": "10",
+ "filament_cooling_final_speed": "3.5",
+ "filament_retract_lift_below": "0.6",
+ "filament_multitool_ramming": [
+ "1"
+ ],
+ "filament_multitool_ramming_volume": [
+ "5"
+ ],
+ "filament_multitool_ramming_flow": [
+ "40"
+ ],
+ "filament_stamping_distance": [
+ "45"
+ ],
+ "filament_stamping_loading_speed": [
+ "29"
+ ],
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle",
+ "Prusa XL 5T 0.3 nozzle",
+ "Prusa XL 5T 0.4 nozzle",
+ "Prusa XL 5T 0.5 nozzle",
+ "Prusa XL 5T 0.6 nozzle",
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
diff --git a/resources/profiles/Prusa/filament/Prusament rPLA @XL.json b/resources/profiles/Prusa/filament/Prusament rPLA @XL.json
index 6fa3b54c17..cfe956641f 100644
--- a/resources/profiles/Prusa/filament/Prusament rPLA @XL.json
+++ b/resources/profiles/Prusa/filament/Prusament rPLA @XL.json
@@ -1,6 +1,5 @@
{
"type": "filament",
- "filament_id": "GFL99_1",
"setting_id": "GFSA04",
"name": "Prusament rPLA @XL",
"from": "system",
@@ -43,7 +42,7 @@
"filament_cooling_initial_speed": "10",
"filament_cooling_final_speed": "3.5",
"filament_retract_lift_below": "0.6",
- "filament_start_gcode": "; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp",
+ "filament_start_gcode": ["; filament start gcode\nM900 K{if nozzle_diameter[0]==0.4}0.05{elsif nozzle_diameter[0]==0.25}0.14{elsif nozzle_diameter[0]==0.3}0.07{elsif nozzle_diameter[0]==0.35}0.06{elsif nozzle_diameter[0]==0.6}0.03{elsif nozzle_diameter[0]==0.5}0.035{elsif nozzle_diameter[0]==0.8}0.015{else}0{endif} ; Filament gcode\n\n{if printer_notes=~/.*PRINTER_MODEL_XLIS.*/}\nM572 S{if nozzle_diameter[0]==0.4}0.036{elsif nozzle_diameter[0]==0.5}0.025{elsif nozzle_diameter[0]==0.6}0.02{elsif nozzle_diameter[0]==0.8}0.014{elsif nozzle_diameter[0]==0.25}0.12{elsif nozzle_diameter[0]==0.3}0.08{else}0{endif} ; Filament gcode\n{endif}\n\nM142 S36 ; set heatbreak target temp"],
"compatible_printers": [
"Prusa XL 0.25 nozzle",
"Prusa XL 0.3 nozzle",
diff --git a/resources/profiles/Prusa/filament/fdm_filament_abs.json b/resources/profiles/Prusa/filament/fdm_filament_abs.json
index 7e478a37f3..d60e0c16bd 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_abs.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_abs.json
@@ -4,22 +4,23 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
- "cool_plate_temp" : [
+ "filament_id": "GFB99",
+ "cool_plate_temp": [
"105"
],
- "eng_plate_temp" : [
+ "eng_plate_temp": [
"105"
],
- "hot_plate_temp" : [
+ "hot_plate_temp": [
"105"
],
- "cool_plate_temp_initial_layer" : [
+ "cool_plate_temp_initial_layer": [
"105"
],
- "eng_plate_temp_initial_layer" : [
+ "eng_plate_temp_initial_layer": [
"105"
],
- "hot_plate_temp_initial_layer" : [
+ "hot_plate_temp_initial_layer": [
"105"
],
"slow_down_for_layer_cooling": [
@@ -43,6 +44,7 @@
"filament_cost": [
"20"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"260"
],
@@ -79,4 +81,4 @@
"slow_down_layer_time": [
"3"
]
-}
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/filament/fdm_filament_asa.json b/resources/profiles/Prusa/filament/fdm_filament_asa.json
index 29a752a4ee..7aa9917aa4 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_asa.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_asa.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFB98",
"cool_plate_temp" : [
"105"
],
@@ -43,6 +44,7 @@
"filament_cost": [
"20"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"260"
],
diff --git a/resources/profiles/Prusa/filament/fdm_filament_pa.json b/resources/profiles/Prusa/filament/fdm_filament_pa.json
index e75e2e9f6c..c473b6a203 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_pa.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_pa.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFN99",
"cool_plate_temp" : [
"0"
],
@@ -43,6 +44,7 @@
"filament_cost": [
"20"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"290"
],
diff --git a/resources/profiles/Prusa/filament/fdm_filament_pa11cf.json b/resources/profiles/Prusa/filament/fdm_filament_pa11cf.json
index 3be757e798..2afd4c1696 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_pa11cf.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_pa11cf.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFN98",
"cool_plate_temp" : [
"0"
],
@@ -43,6 +44,7 @@
"filament_cost": [
"20"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"290"
],
diff --git a/resources/profiles/Prusa/filament/fdm_filament_pc.json b/resources/profiles/Prusa/filament/fdm_filament_pc.json
index 89f770017e..2a152fe354 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_pc.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_pc.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFC99",
"cool_plate_temp" : [
"0"
],
@@ -43,6 +44,7 @@
"filament_cost": [
"20"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"270"
],
diff --git a/resources/profiles/Prusa/filament/fdm_filament_pccf.json b/resources/profiles/Prusa/filament/fdm_filament_pccf.json
index 483e28036a..1c6e13f360 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_pccf.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_pccf.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFC98",
"cool_plate_temp" : [
"0"
],
@@ -43,6 +44,7 @@
"filament_cost": [
"20"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"270"
],
diff --git a/resources/profiles/Prusa/filament/fdm_filament_pet.json b/resources/profiles/Prusa/filament/fdm_filament_pet.json
index 2f98be665f..b494b4d3a7 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_pet.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_pet.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFT02",
"cool_plate_temp" : [
"60"
],
@@ -43,6 +44,7 @@
"filament_cost": [
"30"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"255"
],
diff --git a/resources/profiles/Prusa/filament/fdm_filament_pla.json b/resources/profiles/Prusa/filament/fdm_filament_pla.json
index 9e1e42db6b..9e7c6746f2 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_pla.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_pla.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFL99",
"fan_cooling_layer_time": [
"100"
],
@@ -37,6 +38,7 @@
"hot_plate_temp_initial_layer" : [
"60"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"220"
],
diff --git a/resources/profiles/Prusa/filament/fdm_filament_pva.json b/resources/profiles/Prusa/filament/fdm_filament_pva.json
index f529bb39af..ee8e4311e3 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_pva.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_pva.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFS99",
"cool_plate_temp" : [
"35"
],
@@ -43,6 +44,7 @@
"filament_cost": [
"20"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"220"
],
diff --git a/resources/profiles/Prusa/filament/fdm_filament_pvb.json b/resources/profiles/Prusa/filament/fdm_filament_pvb.json
index db5fa7823b..b4fed01543 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_pvb.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_pvb.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFS98",
"cool_plate_temp" : [
"35"
],
@@ -43,6 +44,7 @@
"filament_cost": [
"20"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"220"
],
diff --git a/resources/profiles/Prusa/filament/fdm_filament_tpu.json b/resources/profiles/Prusa/filament/fdm_filament_tpu.json
index d5cc57fbcc..27a8b984b7 100644
--- a/resources/profiles/Prusa/filament/fdm_filament_tpu.json
+++ b/resources/profiles/Prusa/filament/fdm_filament_tpu.json
@@ -4,6 +4,7 @@
"from": "system",
"instantiation": "false",
"inherits": "fdm_filament_common",
+ "filament_id": "GFU99",
"cool_plate_temp" : [
"30"
],
@@ -40,6 +41,7 @@
"filament_retraction_length": [
"0.4"
],
+ "idle_temperature": "0",
"nozzle_temperature_initial_layer": [
"240"
],
diff --git a/resources/profiles/Prusa/machine/Prusa XL 0.25 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 0.25 nozzle.json
index a8a7cd75da..ade0d249c8 100644
--- a/resources/profiles/Prusa/machine/Prusa XL 0.25 nozzle.json
+++ b/resources/profiles/Prusa/machine/Prusa XL 0.25 nozzle.json
@@ -4,115 +4,18 @@
"name": "Prusa XL 0.25 nozzle",
"from": "system",
"instantiation": "true",
- "inherits": "fdm_machine_common",
+ "inherits": "fdm_machine_common_xl",
"gcode_flavor": "marlin2",
"printer_model": "Prusa XL",
"default_filament_profile": "Prusa Generic PLA @XL",
"default_print_profile": "0.15mm Speed @Prusa XL 0.25",
- "extruder_clearance_radius": "67",
- "extruder_clearance_height_to_rod": "21",
- "extruder_clearance_height_to_lid": "21",
"printer_variant": "0.25",
"nozzle_diameter": [
"0.25"
],
"max_layer_height": "0.15",
"min_layer_height": "0.05",
- "bed_exclude_area": [
- "0x0"
- ],
- "printable_area": [
- "0x0",
- "360x0",
- "360x360",
- "0x360"
- ],
- "machine_max_acceleration_e": [
- "2500",
- "2500"
- ],
- "machine_max_acceleration_extruding": [
- "4000",
- "4000"
- ],
- "machine_max_acceleration_retracting": [
- "1200",
- "1200"
- ],
- "machine_max_acceleration_x": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_y": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_z": [
- "200",
- "200"
- ],
- "machine_max_acceleration_travel": [
- "2500",
- "2500"
- ],
- "machine_max_speed_e": [
- "100",
- "100"
- ],
- "machine_max_speed_x": [
- "400",
- "400"
- ],
- "machine_max_speed_y": [
- "400",
- "400"
- ],
- "machine_max_speed_z": [
- "12",
- "12"
- ],
- "machine_max_jerk_e": [
- "10",
- "10"
- ],
- "machine_max_jerk_x": [
- "8",
- "8"
- ],
- "machine_max_jerk_y": [
- "8",
- "8"
- ],
- "machine_max_jerk_z": [
- "2",
- "2"
- ],
"retraction_length": "0.8",
"retraction_speed": "35",
- "detraction_speed": "25",
- "retraction_minimum_travel": "1.5",
- "retract_when_changing_layer": "1",
- "wipe": "1",
- "retract_before_wipe": "80%",
- "retract_lift_below": "1.5",
- "z_hop_types": "Auto Lift",
- "host_type": "prusalink",
- "printable_height": "360",
- "machine_end_gcode": "{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F720{endif} ; Move bed down\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nG1 X6 Y350 F6000 ; park\n{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+100, max_print_height)} F300{endif} ; Move bed down\nM900 K0 ; reset LA\nM142 S36 ; reset heatbreak target temp\nM221 S100 ; reset flow percentage\nM84 ; disable motors\n; max_layer_z = [max_layer_z]",
- "machine_pause_gcode": "M601",
- "machine_start_gcode": "M17 ; enable steppers\nM862.3 P \"XL\" ; printer model check\nM115 U6.0.1+14848\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; set print area\nM555 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} W{(first_layer_print_max[0]) - (first_layer_print_min[0])} H{(first_layer_print_max[1]) - (first_layer_print_min[1])}\n; inform about nozzle diameter\nM862.1 P[nozzle_diameter]\n; set & wait for bed and extruder temp for MBL\nM140 S[first_layer_bed_temperature] ; set bed temp\nM104 T0 S{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; set extruder temp for bed leveling\nM109 T0 R{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; wait for temp\n; home carriage, pick tool, home all\nG28 XY\nM84 E ; turn off E motor\nG28 Z\nM190 S[first_layer_bed_temperature] ; wait for bed temp\nG29 G ; absorb heat\n; move to the nozzle cleanup area\nG1 X{(min(((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32))), first_layer_print_min[0])) + 32} Y{(min((first_layer_print_min[1] - 7), first_layer_print_min[1]))} Z{5} F4800\nM302 S160 ; lower cold extrusion limit to 160C\nG1 E{-(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; retraction for nozzle cleanup\n; nozzle cleanup\nM84 E ; turn off E motor\nG29 P9 X{((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)))} Y{(first_layer_print_min[1] - 7)} W{32} H{7}\nG0 Z10 F480 ; move away in Z\n{if first_layer_bed_temperature[0] > 60}\nG0 Z70 F480 ; move away (a bit more) in Z\nG0 X30 Y{print_bed_min[1]} F6000 ; move away in X/Y for higher bed temperatures\n{endif}\nM106 S100 ; cool off the nozzle\nM107 ; stop cooling off the nozzle - turn off the fan\n; MBL\nM84 E ; turn off E motor\nG29 P1 ; invalidate mbl & probe print area\nG29 P1 X30 Y0 W50 H20 C ; probe near purge place\nG29 P3.2 ; interpolate mbl probes\nG29 P3.13 ; extrapolate mbl outside probe area\nG29 A ; activate mbl\nM104 S[first_layer_temperature] ; set extruder temp\nG1 Z10 F720 ; move away in Z\nG0 X30 Y-8 F6000 ; move next to the sheet\n; wait for extruder temp\nM109 T0 S{first_layer_temperature[0]}\n;\n; purge\n;\nG92 E0 ; reset extruder position\nG0 X{(0 == 0 ? 30 : (0 == 1 ? 150 : (0 == 2 ? 210 : 330)))} Y{(0 < 4 ? -8 : -5.5)} ; move close to the sheet's edge\nG1 E{(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; deretraction after the initial one before nozzle cleaning\nG0 E10 X40 Z0.2 F500 ; purge\nG0 X70 E9 F800 ; purge\nG0 X{70 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{70 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG92 E0 ; reset extruder position",
- "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]",
- "change_filament_gcode": "M600\nG1 E0.3 F1500 ; prime after color change",
- "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
- "printer_notes": "Don't remove the following keywords! These keywords are used in the \"compatible printer\" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_MODEL_XLIS\nPG\nINPUT_SHAPER",
- "scan_first_layer": "0",
- "nozzle_type": "hardened_steel",
- "auxiliary_fan": "0",
- "thumbnails": [
- "16x16/QOI",
- "313x173/QOI",
- "440x240/QOI",
- "480x240/QOI",
- "640x480/PNG"
- ]
+ "detraction_speed": "25"
}
diff --git a/resources/profiles/Prusa/machine/Prusa XL 0.3 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 0.3 nozzle.json
index e83f1871a1..b678114c03 100644
--- a/resources/profiles/Prusa/machine/Prusa XL 0.3 nozzle.json
+++ b/resources/profiles/Prusa/machine/Prusa XL 0.3 nozzle.json
@@ -1,118 +1,21 @@
{
- "type": "machine",
- "setting_id": "GM003",
- "name": "Prusa XL 0.3 nozzle",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_machine_common",
- "gcode_flavor": "marlin2",
- "printer_model": "Prusa XL",
- "default_filament_profile": "Prusa Generic PLA @XL",
- "default_print_profile": "0.20mm Speed @Prusa XL 0.3",
- "extruder_clearance_radius": "67",
- "extruder_clearance_height_to_rod": "21",
- "extruder_clearance_height_to_lid": "21",
- "printer_variant": "0.3",
- "nozzle_diameter": [
- "0.3"
- ],
- "max_layer_height": "0.22",
- "min_layer_height": "0.05",
- "bed_exclude_area": [
- "0x0"
- ],
- "printable_area": [
- "0x0",
- "360x0",
- "360x360",
- "0x360"
- ],
- "machine_max_acceleration_e": [
- "2500",
- "2500"
- ],
- "machine_max_acceleration_extruding": [
- "4000",
- "4000"
- ],
- "machine_max_acceleration_retracting": [
- "1200",
- "1200"
- ],
- "machine_max_acceleration_x": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_y": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_z": [
- "200",
- "200"
- ],
- "machine_max_acceleration_travel": [
- "3000",
- "3000"
- ],
- "machine_max_speed_e": [
- "100",
- "100"
- ],
- "machine_max_speed_x": [
- "400",
- "400"
- ],
- "machine_max_speed_y": [
- "400",
- "400"
- ],
- "machine_max_speed_z": [
- "12",
- "12"
- ],
- "machine_max_jerk_e": [
- "10",
- "10"
- ],
- "machine_max_jerk_x": [
- "8",
- "8"
- ],
- "machine_max_jerk_y": [
- "8",
- "8"
- ],
- "machine_max_jerk_z": [
- "2",
- "2"
- ],
- "retraction_length": "0.7",
- "retraction_speed": "35",
- "detraction_speed": "25",
- "retraction_minimum_travel": "1.5",
- "retract_when_changing_layer": "1",
- "wipe": "1",
- "retract_before_wipe": "80%",
- "retract_lift_below": "1.5",
- "z_hop_types": "Auto Lift",
- "host_type": "prusalink",
- "printable_height": "360",
- "machine_end_gcode": "{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F720{endif} ; Move bed down\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nG1 X6 Y350 F6000 ; park\n{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+100, max_print_height)} F300{endif} ; Move bed down\nM900 K0 ; reset LA\nM142 S36 ; reset heatbreak target temp\nM221 S100 ; reset flow percentage\nM84 ; disable motors\n; max_layer_z = [max_layer_z]",
- "machine_pause_gcode": "M601",
- "machine_start_gcode": "M17 ; enable steppers\nM862.3 P \"XL\" ; printer model check\nM115 U6.0.1+14848\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; set print area\nM555 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} W{(first_layer_print_max[0]) - (first_layer_print_min[0])} H{(first_layer_print_max[1]) - (first_layer_print_min[1])}\n; inform about nozzle diameter\nM862.1 P[nozzle_diameter]\n; set & wait for bed and extruder temp for MBL\nM140 S[first_layer_bed_temperature] ; set bed temp\nM104 T0 S{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; set extruder temp for bed leveling\nM109 T0 R{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; wait for temp\n; home carriage, pick tool, home all\nG28 XY\nM84 E ; turn off E motor\nG28 Z\nM190 S[first_layer_bed_temperature] ; wait for bed temp\nG29 G ; absorb heat\n; move to the nozzle cleanup area\nG1 X{(min(((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32))), first_layer_print_min[0])) + 32} Y{(min((first_layer_print_min[1] - 7), first_layer_print_min[1]))} Z{5} F4800\nM302 S160 ; lower cold extrusion limit to 160C\nG1 E{-(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; retraction for nozzle cleanup\n; nozzle cleanup\nM84 E ; turn off E motor\nG29 P9 X{((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)))} Y{(first_layer_print_min[1] - 7)} W{32} H{7}\nG0 Z10 F480 ; move away in Z\n{if first_layer_bed_temperature[0] > 60}\nG0 Z70 F480 ; move away (a bit more) in Z\nG0 X30 Y{print_bed_min[1]} F6000 ; move away in X/Y for higher bed temperatures\n{endif}\nM106 S100 ; cool off the nozzle\nM107 ; stop cooling off the nozzle - turn off the fan\n; MBL\nM84 E ; turn off E motor\nG29 P1 ; invalidate mbl & probe print area\nG29 P1 X30 Y0 W50 H20 C ; probe near purge place\nG29 P3.2 ; interpolate mbl probes\nG29 P3.13 ; extrapolate mbl outside probe area\nG29 A ; activate mbl\nM104 S[first_layer_temperature] ; set extruder temp\nG1 Z10 F720 ; move away in Z\nG0 X30 Y-8 F6000 ; move next to the sheet\n; wait for extruder temp\nM109 T0 S{first_layer_temperature[0]}\n;\n; purge\n;\nG92 E0 ; reset extruder position\nG0 X{(0 == 0 ? 30 : (0 == 1 ? 150 : (0 == 2 ? 210 : 330)))} Y{(0 < 4 ? -8 : -5.5)} ; move close to the sheet's edge\nG1 E{(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; deretraction after the initial one before nozzle cleaning\nG0 E10 X40 Z0.2 F500 ; purge\nG0 X70 E9 F800 ; purge\nG0 X{70 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{70 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG92 E0 ; reset extruder position",
- "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]",
- "change_filament_gcode": "M600\nG1 E0.3 F1500 ; prime after color change",
- "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
- "printer_notes": "Don't remove the following keywords! These keywords are used in the \"compatible printer\" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_MODEL_XLIS\nPG\nINPUT_SHAPER",
- "scan_first_layer": "0",
- "nozzle_type": "hardened_steel",
- "auxiliary_fan": "0",
- "thumbnails": [
- "16x16/QOI",
- "313x173/QOI",
- "440x240/QOI",
- "480x240/QOI",
- "640x480/PNG"
- ]
-}
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "Prusa XL 0.3 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL",
+ "default_filament_profile": "Prusa Generic PLA @XL",
+ "default_print_profile": "0.20mm Speed @Prusa XL 0.3",
+ "printer_variant": "0.3",
+ "nozzle_diameter": [
+ "0.3"
+ ],
+ "max_layer_height": "0.22",
+ "min_layer_height": "0.05",
+ "retraction_length": "0.7",
+ "retraction_speed": "35",
+ "detraction_speed": "25"
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 0.4 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 0.4 nozzle.json
index cbb286aa5b..3bf1b6fa02 100644
--- a/resources/profiles/Prusa/machine/Prusa XL 0.4 nozzle.json
+++ b/resources/profiles/Prusa/machine/Prusa XL 0.4 nozzle.json
@@ -1,118 +1,19 @@
{
- "type": "machine",
- "setting_id": "GM003",
- "name": "Prusa XL 0.4 nozzle",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_machine_common",
- "gcode_flavor": "marlin2",
- "printer_model": "Prusa XL",
- "default_filament_profile": "Prusa Generic PLA @XL",
- "default_print_profile": "0.20mm Speed @Prusa XL 0.4",
- "extruder_clearance_radius": "67",
- "extruder_clearance_height_to_rod": "21",
- "extruder_clearance_height_to_lid": "21",
- "printer_variant": "0.4",
- "nozzle_diameter": [
- "0.4"
- ],
- "max_layer_height": "0.3",
- "min_layer_height": "0.07",
- "bed_exclude_area": [
- "0x0"
- ],
- "printable_area": [
- "0x0",
- "360x0",
- "360x360",
- "0x360"
- ],
- "machine_max_acceleration_e": [
- "2500",
- "2500"
- ],
- "machine_max_acceleration_extruding": [
- "4000",
- "4000"
- ],
- "machine_max_acceleration_retracting": [
- "1200",
- "1200"
- ],
- "machine_max_acceleration_x": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_y": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_z": [
- "200",
- "200"
- ],
- "machine_max_acceleration_travel": [
- "5000",
- "5000"
- ],
- "machine_max_speed_e": [
- "100",
- "100"
- ],
- "machine_max_speed_x": [
- "400",
- "400"
- ],
- "machine_max_speed_y": [
- "400",
- "400"
- ],
- "machine_max_speed_z": [
- "12",
- "12"
- ],
- "machine_max_jerk_e": [
- "10",
- "10"
- ],
- "machine_max_jerk_x": [
- "8",
- "8"
- ],
- "machine_max_jerk_y": [
- "8",
- "8"
- ],
- "machine_max_jerk_z": [
- "2",
- "2"
- ],
- "retraction_length": "0.8",
- "retraction_speed": "35",
- "detraction_speed": "25",
- "retraction_minimum_travel": "1.5",
- "retract_when_changing_layer": "1",
- "wipe": "1",
- "retract_before_wipe": "80%",
- "retract_lift_below": "1.5",
- "z_hop_types": "Auto Lift",
- "host_type": "prusalink",
- "printable_height": "360",
- "machine_end_gcode": "{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F720{endif} ; Move bed down\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nG1 X6 Y350 F6000 ; park\n{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+100, max_print_height)} F300{endif} ; Move bed down\nM900 K0 ; reset LA\nM142 S36 ; reset heatbreak target temp\nM221 S100 ; reset flow percentage\nM84 ; disable motors\n; max_layer_z = [max_layer_z]",
- "machine_pause_gcode": "M601",
- "machine_start_gcode": "M17 ; enable steppers\nM862.3 P \"XL\" ; printer model check\nM115 U6.0.1+14848\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; set print area\nM555 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} W{(first_layer_print_max[0]) - (first_layer_print_min[0])} H{(first_layer_print_max[1]) - (first_layer_print_min[1])}\n; inform about nozzle diameter\nM862.1 P[nozzle_diameter]\n; set & wait for bed and extruder temp for MBL\nM140 S[first_layer_bed_temperature] ; set bed temp\nM104 T0 S{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; set extruder temp for bed leveling\nM109 T0 R{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; wait for temp\n; home carriage, pick tool, home all\nG28 XY\nM84 E ; turn off E motor\nG28 Z\nM190 S[first_layer_bed_temperature] ; wait for bed temp\nG29 G ; absorb heat\n; move to the nozzle cleanup area\nG1 X{(min(((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32))), first_layer_print_min[0])) + 32} Y{(min((first_layer_print_min[1] - 7), first_layer_print_min[1]))} Z{5} F4800\nM302 S160 ; lower cold extrusion limit to 160C\nG1 E{-(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; retraction for nozzle cleanup\n; nozzle cleanup\nM84 E ; turn off E motor\nG29 P9 X{((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)))} Y{(first_layer_print_min[1] - 7)} W{32} H{7}\nG0 Z10 F480 ; move away in Z\n{if first_layer_bed_temperature[0] > 60}\nG0 Z70 F480 ; move away (a bit more) in Z\nG0 X30 Y{print_bed_min[1]} F6000 ; move away in X/Y for higher bed temperatures\n{endif}\nM106 S100 ; cool off the nozzle\nM107 ; stop cooling off the nozzle - turn off the fan\n; MBL\nM84 E ; turn off E motor\nG29 P1 ; invalidate mbl & probe print area\nG29 P1 X30 Y0 W50 H20 C ; probe near purge place\nG29 P3.2 ; interpolate mbl probes\nG29 P3.13 ; extrapolate mbl outside probe area\nG29 A ; activate mbl\nM104 S[first_layer_temperature] ; set extruder temp\nG1 Z10 F720 ; move away in Z\nG0 X30 Y-8 F6000 ; move next to the sheet\n; wait for extruder temp\nM109 T0 S{first_layer_temperature[0]}\n;\n; purge\n;\nG92 E0 ; reset extruder position\nG0 X{(0 == 0 ? 30 : (0 == 1 ? 150 : (0 == 2 ? 210 : 330)))} Y{(0 < 4 ? -8 : -5.5)} ; move close to the sheet's edge\nG1 E{(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; deretraction after the initial one before nozzle cleaning\nG0 E10 X40 Z0.2 F500 ; purge\nG0 X70 E9 F800 ; purge\nG0 X{70 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{70 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG92 E0 ; reset extruder position",
- "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]",
- "change_filament_gcode": "M600\nG1 E0.3 F1500 ; prime after color change",
- "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
- "printer_notes": "Don't remove the following keywords! These keywords are used in the \"compatible printer\" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_MODEL_XLIS\nPG\nINPUT_SHAPER",
- "scan_first_layer": "0",
- "nozzle_type": "hardened_steel",
- "auxiliary_fan": "0",
- "thumbnails": [
- "16x16/QOI",
- "313x173/QOI",
- "440x240/QOI",
- "480x240/QOI",
- "640x480/PNG"
- ]
-}
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "Prusa XL 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common_xl",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL",
+ "default_filament_profile": "Prusa Generic PLA @XL",
+ "default_print_profile": "0.20mm Speed @Prusa XL 0.4",
+ "printer_variant": "0.4",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "max_layer_height": "0.3",
+ "min_layer_height": "0.07",
+ "retraction_length": "0.8"
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 0.5 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 0.5 nozzle.json
index 937e88f016..3f65ffc759 100644
--- a/resources/profiles/Prusa/machine/Prusa XL 0.5 nozzle.json
+++ b/resources/profiles/Prusa/machine/Prusa XL 0.5 nozzle.json
@@ -1,118 +1,19 @@
{
- "type": "machine",
- "setting_id": "GM003",
- "name": "Prusa XL 0.5 nozzle",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_machine_common",
- "gcode_flavor": "marlin2",
- "printer_model": "Prusa XL",
- "default_filament_profile": "Prusa Generic PLA @XL",
- "default_print_profile": "0.25mm Speed @Prusa XL 0.5",
- "extruder_clearance_radius": "67",
- "extruder_clearance_height_to_rod": "21",
- "extruder_clearance_height_to_lid": "21",
- "printer_variant": "0.5",
- "nozzle_diameter": [
- "0.5"
- ],
- "max_layer_height": "0.32",
- "min_layer_height": "0.07",
- "bed_exclude_area": [
- "0x0"
- ],
- "printable_area": [
- "0x0",
- "360x0",
- "360x360",
- "0x360"
- ],
- "machine_max_acceleration_e": [
- "2500",
- "2500"
- ],
- "machine_max_acceleration_extruding": [
- "4000",
- "4000"
- ],
- "machine_max_acceleration_retracting": [
- "1200",
- "1200"
- ],
- "machine_max_acceleration_x": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_y": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_z": [
- "200",
- "200"
- ],
- "machine_max_acceleration_travel": [
- "5000",
- "5000"
- ],
- "machine_max_speed_e": [
- "100",
- "100"
- ],
- "machine_max_speed_x": [
- "400",
- "400"
- ],
- "machine_max_speed_y": [
- "400",
- "400"
- ],
- "machine_max_speed_z": [
- "12",
- "12"
- ],
- "machine_max_jerk_e": [
- "10",
- "10"
- ],
- "machine_max_jerk_x": [
- "8",
- "8"
- ],
- "machine_max_jerk_y": [
- "8",
- "8"
- ],
- "machine_max_jerk_z": [
- "2",
- "2"
- ],
- "retraction_length": "0.7",
- "retraction_speed": "35",
- "detraction_speed": "25",
- "retraction_minimum_travel": "1.5",
- "retract_when_changing_layer": "1",
- "wipe": "1",
- "retract_before_wipe": "80%",
- "retract_lift_below": "1.5",
- "z_hop_types": "Auto Lift",
- "host_type": "prusalink",
- "printable_height": "360",
- "machine_end_gcode": "{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F720{endif} ; Move bed down\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nG1 X6 Y350 F6000 ; park\n{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+100, max_print_height)} F300{endif} ; Move bed down\nM900 K0 ; reset LA\nM142 S36 ; reset heatbreak target temp\nM221 S100 ; reset flow percentage\nM84 ; disable motors\n; max_layer_z = [max_layer_z]",
- "machine_pause_gcode": "M601",
- "machine_start_gcode": "M17 ; enable steppers\nM862.3 P \"XL\" ; printer model check\nM115 U6.0.1+14848\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; set print area\nM555 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} W{(first_layer_print_max[0]) - (first_layer_print_min[0])} H{(first_layer_print_max[1]) - (first_layer_print_min[1])}\n; inform about nozzle diameter\nM862.1 P[nozzle_diameter]\n; set & wait for bed and extruder temp for MBL\nM140 S[first_layer_bed_temperature] ; set bed temp\nM104 T0 S{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; set extruder temp for bed leveling\nM109 T0 R{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; wait for temp\n; home carriage, pick tool, home all\nG28 XY\nM84 E ; turn off E motor\nG28 Z\nM190 S[first_layer_bed_temperature] ; wait for bed temp\nG29 G ; absorb heat\n; move to the nozzle cleanup area\nG1 X{(min(((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32))), first_layer_print_min[0])) + 32} Y{(min((first_layer_print_min[1] - 7), first_layer_print_min[1]))} Z{5} F4800\nM302 S160 ; lower cold extrusion limit to 160C\nG1 E{-(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; retraction for nozzle cleanup\n; nozzle cleanup\nM84 E ; turn off E motor\nG29 P9 X{((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)))} Y{(first_layer_print_min[1] - 7)} W{32} H{7}\nG0 Z10 F480 ; move away in Z\n{if first_layer_bed_temperature[0] > 60}\nG0 Z70 F480 ; move away (a bit more) in Z\nG0 X30 Y{print_bed_min[1]} F6000 ; move away in X/Y for higher bed temperatures\n{endif}\nM106 S100 ; cool off the nozzle\nM107 ; stop cooling off the nozzle - turn off the fan\n; MBL\nM84 E ; turn off E motor\nG29 P1 ; invalidate mbl & probe print area\nG29 P1 X30 Y0 W50 H20 C ; probe near purge place\nG29 P3.2 ; interpolate mbl probes\nG29 P3.13 ; extrapolate mbl outside probe area\nG29 A ; activate mbl\nM104 S[first_layer_temperature] ; set extruder temp\nG1 Z10 F720 ; move away in Z\nG0 X30 Y-8 F6000 ; move next to the sheet\n; wait for extruder temp\nM109 T0 S{first_layer_temperature[0]}\n;\n; purge\n;\nG92 E0 ; reset extruder position\nG0 X{(0 == 0 ? 30 : (0 == 1 ? 150 : (0 == 2 ? 210 : 330)))} Y{(0 < 4 ? -8 : -5.5)} ; move close to the sheet's edge\nG1 E{(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; deretraction after the initial one before nozzle cleaning\nG0 E10 X40 Z0.2 F500 ; purge\nG0 X70 E9 F800 ; purge\nG0 X{70 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{70 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG92 E0 ; reset extruder position",
- "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]",
- "change_filament_gcode": "M600\nG1 E0.3 F1500 ; prime after color change",
- "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
- "printer_notes": "Don't remove the following keywords! These keywords are used in the \"compatible printer\" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_MODEL_XLIS\nPG\nINPUT_SHAPER",
- "scan_first_layer": "0",
- "nozzle_type": "hardened_steel",
- "auxiliary_fan": "0",
- "thumbnails": [
- "16x16/QOI",
- "313x173/QOI",
- "440x240/QOI",
- "480x240/QOI",
- "640x480/PNG"
- ]
-}
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "Prusa XL 0.5 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common_xl",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL",
+ "default_filament_profile": "Prusa Generic PLA @XL",
+ "default_print_profile": "0.25mm Speed @Prusa XL 0.5",
+ "printer_variant": "0.5",
+ "nozzle_diameter": [
+ "0.5"
+ ],
+ "max_layer_height": "0.32",
+ "min_layer_height": "0.07",
+ "retraction_length": "0.7"
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 0.6 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 0.6 nozzle.json
index e0d47b46c6..1239ddb447 100644
--- a/resources/profiles/Prusa/machine/Prusa XL 0.6 nozzle.json
+++ b/resources/profiles/Prusa/machine/Prusa XL 0.6 nozzle.json
@@ -1,118 +1,19 @@
{
- "type": "machine",
- "setting_id": "GM003",
- "name": "Prusa XL 0.6 nozzle",
- "from": "system",
- "instantiation": "true",
- "inherits": "fdm_machine_common",
- "gcode_flavor": "marlin2",
- "printer_model": "Prusa XL",
- "default_filament_profile": "Prusa Generic PLA @XL",
- "default_print_profile": "0.32mm Speed @Prusa XL 0.6",
- "extruder_clearance_radius": "67",
- "extruder_clearance_height_to_rod": "21",
- "extruder_clearance_height_to_lid": "21",
- "printer_variant": "0.6",
- "nozzle_diameter": [
- "0.6"
- ],
- "max_layer_height": "0.4",
- "min_layer_height": "0.15",
- "bed_exclude_area": [
- "0x0"
- ],
- "printable_area": [
- "0x0",
- "360x0",
- "360x360",
- "0x360"
- ],
- "machine_max_acceleration_e": [
- "2500",
- "2500"
- ],
- "machine_max_acceleration_extruding": [
- "4000",
- "4000"
- ],
- "machine_max_acceleration_retracting": [
- "1200",
- "1200"
- ],
- "machine_max_acceleration_x": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_y": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_z": [
- "200",
- "200"
- ],
- "machine_max_acceleration_travel": [
- "5000",
- "5000"
- ],
- "machine_max_speed_e": [
- "100",
- "100"
- ],
- "machine_max_speed_x": [
- "400",
- "400"
- ],
- "machine_max_speed_y": [
- "400",
- "400"
- ],
- "machine_max_speed_z": [
- "12",
- "12"
- ],
- "machine_max_jerk_e": [
- "10",
- "10"
- ],
- "machine_max_jerk_x": [
- "8",
- "8"
- ],
- "machine_max_jerk_y": [
- "8",
- "8"
- ],
- "machine_max_jerk_z": [
- "2",
- "2"
- ],
- "retraction_length": "0.7",
- "retraction_speed": "35",
- "detraction_speed": "25",
- "retraction_minimum_travel": "1.5",
- "retract_when_changing_layer": "1",
- "wipe": "1",
- "retract_before_wipe": "0%",
- "retract_lift_below": "1.5",
- "z_hop_types": "Auto Lift",
- "host_type": "prusalink",
- "printable_height": "360",
- "machine_end_gcode": "{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F720{endif} ; Move bed down\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nG1 X6 Y350 F6000 ; park\n{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+100, max_print_height)} F300{endif} ; Move bed down\nM900 K0 ; reset LA\nM142 S36 ; reset heatbreak target temp\nM221 S100 ; reset flow percentage\nM84 ; disable motors\n; max_layer_z = [max_layer_z]",
- "machine_pause_gcode": "M601",
- "machine_start_gcode": "M17 ; enable steppers\nM862.3 P \"XL\" ; printer model check\nM115 U6.0.1+14848\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; set print area\nM555 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} W{(first_layer_print_max[0]) - (first_layer_print_min[0])} H{(first_layer_print_max[1]) - (first_layer_print_min[1])}\n; inform about nozzle diameter\nM862.1 P[nozzle_diameter]\n; set & wait for bed and extruder temp for MBL\nM140 S[first_layer_bed_temperature] ; set bed temp\nM104 T0 S{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; set extruder temp for bed leveling\nM109 T0 R{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; wait for temp\n; home carriage, pick tool, home all\nG28 XY\nM84 E ; turn off E motor\nG28 Z\nM190 S[first_layer_bed_temperature] ; wait for bed temp\nG29 G ; absorb heat\n; move to the nozzle cleanup area\nG1 X{(min(((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32))), first_layer_print_min[0])) + 32} Y{(min((first_layer_print_min[1] - 7), first_layer_print_min[1]))} Z{5} F4800\nM302 S160 ; lower cold extrusion limit to 160C\nG1 E{-(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; retraction for nozzle cleanup\n; nozzle cleanup\nM84 E ; turn off E motor\nG29 P9 X{((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)))} Y{(first_layer_print_min[1] - 7)} W{32} H{7}\nG0 Z10 F480 ; move away in Z\n{if first_layer_bed_temperature[0] > 60}\nG0 Z70 F480 ; move away (a bit more) in Z\nG0 X30 Y{print_bed_min[1]} F6000 ; move away in X/Y for higher bed temperatures\n{endif}\nM106 S100 ; cool off the nozzle\nM107 ; stop cooling off the nozzle - turn off the fan\n; MBL\nM84 E ; turn off E motor\nG29 P1 ; invalidate mbl & probe print area\nG29 P1 X30 Y0 W50 H20 C ; probe near purge place\nG29 P3.2 ; interpolate mbl probes\nG29 P3.13 ; extrapolate mbl outside probe area\nG29 A ; activate mbl\nM104 S[first_layer_temperature] ; set extruder temp\nG1 Z10 F720 ; move away in Z\nG0 X30 Y-8 F6000 ; move next to the sheet\n; wait for extruder temp\nM109 T0 S{first_layer_temperature[0]}\n;\n; purge\n;\nG92 E0 ; reset extruder position\nG0 X{(0 == 0 ? 30 : (0 == 1 ? 150 : (0 == 2 ? 210 : 330)))} Y{(0 < 4 ? -8 : -5.5)} ; move close to the sheet's edge\nG1 E{(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; deretraction after the initial one before nozzle cleaning\nG0 E10 X40 Z0.2 F500 ; purge\nG0 X70 E9 F800 ; purge\nG0 X{70 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{70 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG92 E0 ; reset extruder position",
- "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]",
- "change_filament_gcode": "M600\nG1 E0.3 F1500 ; prime after color change",
- "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
- "printer_notes": "Don't remove the following keywords! These keywords are used in the \"compatible printer\" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_MODEL_XLIS\nPG\nINPUT_SHAPER",
- "scan_first_layer": "0",
- "nozzle_type": "hardened_steel",
- "auxiliary_fan": "0",
- "thumbnails": [
- "16x16/QOI",
- "313x173/QOI",
- "440x240/QOI",
- "480x240/QOI",
- "640x480/PNG"
- ]
-}
+ "type": "machine",
+ "setting_id": "GM003",
+ "name": "Prusa XL 0.6 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common_xl",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL",
+ "default_filament_profile": "Prusa Generic PLA @XL",
+ "default_print_profile": "0.32mm Speed @Prusa XL 0.6",
+ "printer_variant": "0.6",
+ "nozzle_diameter": [
+ "0.6"
+ ],
+ "max_layer_height": "0.4",
+ "min_layer_height": "0.15",
+ "retraction_length": "0.7"
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 0.8 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 0.8 nozzle.json
index 85c1631bcb..b0a2468a68 100644
--- a/resources/profiles/Prusa/machine/Prusa XL 0.8 nozzle.json
+++ b/resources/profiles/Prusa/machine/Prusa XL 0.8 nozzle.json
@@ -4,115 +4,18 @@
"name": "Prusa XL 0.8 nozzle",
"from": "system",
"instantiation": "true",
- "inherits": "fdm_machine_common",
+ "inherits": "fdm_machine_common_xl",
"gcode_flavor": "marlin2",
"printer_model": "Prusa XL",
"default_filament_profile": "Prusa Generic PLA @XL",
"default_print_profile": "0.40mm Quality @Prusa XL 0.8",
- "extruder_clearance_radius": "67",
- "extruder_clearance_height_to_rod": "21",
- "extruder_clearance_height_to_lid": "21",
"printer_variant": "0.8",
"nozzle_diameter": [
"0.8"
],
"max_layer_height": "0.6",
"min_layer_height": "0.2",
- "bed_exclude_area": [
- "0x0"
- ],
- "printable_area": [
- "0x0",
- "360x0",
- "360x360",
- "0x360"
- ],
- "machine_max_acceleration_e": [
- "2500",
- "2500"
- ],
- "machine_max_acceleration_extruding": [
- "4000",
- "4000"
- ],
- "machine_max_acceleration_retracting": [
- "1200",
- "1200"
- ],
- "machine_max_acceleration_x": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_y": [
- "7000",
- "7000"
- ],
- "machine_max_acceleration_z": [
- "200",
- "200"
- ],
- "machine_max_acceleration_travel": [
- "5000",
- "5000"
- ],
- "machine_max_speed_e": [
- "100",
- "100"
- ],
- "machine_max_speed_x": [
- "400",
- "400"
- ],
- "machine_max_speed_y": [
- "400",
- "400"
- ],
- "machine_max_speed_z": [
- "12",
- "12"
- ],
- "machine_max_jerk_e": [
- "10",
- "10"
- ],
- "machine_max_jerk_x": [
- "8",
- "8"
- ],
- "machine_max_jerk_y": [
- "8",
- "8"
- ],
- "machine_max_jerk_z": [
- "2",
- "2"
- ],
"retraction_length": "0.6",
"retraction_speed": "25",
- "detraction_speed": "15",
- "retraction_minimum_travel": "1.5",
- "retract_when_changing_layer": "1",
- "wipe": "1",
- "retract_before_wipe": "50%",
- "retract_lift_below": "1.5",
- "z_hop_types": "Auto Lift",
- "host_type": "prusalink",
- "printable_height": "360",
- "machine_end_gcode": "{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F720{endif} ; Move bed down\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nG1 X6 Y350 F6000 ; park\n{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+100, max_print_height)} F300{endif} ; Move bed down\nM900 K0 ; reset LA\nM142 S36 ; reset heatbreak target temp\nM221 S100 ; reset flow percentage\nM84 ; disable motors\n; max_layer_z = [max_layer_z]",
- "machine_pause_gcode": "M601",
- "machine_start_gcode": "M17 ; enable steppers\nM862.3 P \"XL\" ; printer model check\nM115 U6.0.1+14848\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; set print area\nM555 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} W{(first_layer_print_max[0]) - (first_layer_print_min[0])} H{(first_layer_print_max[1]) - (first_layer_print_min[1])}\n; inform about nozzle diameter\nM862.1 P[nozzle_diameter]\n; set & wait for bed and extruder temp for MBL\nM140 S[first_layer_bed_temperature] ; set bed temp\nM104 T0 S{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; set extruder temp for bed leveling\nM109 T0 R{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; wait for temp\n; home carriage, pick tool, home all\nG28 XY\nM84 E ; turn off E motor\nG28 Z\nM190 S[first_layer_bed_temperature] ; wait for bed temp\nG29 G ; absorb heat\n; move to the nozzle cleanup area\nG1 X{(min(((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32))), first_layer_print_min[0])) + 32} Y{(min((first_layer_print_min[1] - 7), first_layer_print_min[1]))} Z{5} F4800\nM302 S160 ; lower cold extrusion limit to 160C\nG1 E{-(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; retraction for nozzle cleanup\n; nozzle cleanup\nM84 E ; turn off E motor\nG29 P9 X{((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)))} Y{(first_layer_print_min[1] - 7)} W{32} H{7}\nG0 Z10 F480 ; move away in Z\n{if first_layer_bed_temperature[0] > 60}\nG0 Z70 F480 ; move away (a bit more) in Z\nG0 X30 Y{print_bed_min[1]} F6000 ; move away in X/Y for higher bed temperatures\n{endif}\nM106 S100 ; cool off the nozzle\nM107 ; stop cooling off the nozzle - turn off the fan\n; MBL\nM84 E ; turn off E motor\nG29 P1 ; invalidate mbl & probe print area\nG29 P1 X30 Y0 W50 H20 C ; probe near purge place\nG29 P3.2 ; interpolate mbl probes\nG29 P3.13 ; extrapolate mbl outside probe area\nG29 A ; activate mbl\nM104 S[first_layer_temperature] ; set extruder temp\nG1 Z10 F720 ; move away in Z\nG0 X30 Y-8 F6000 ; move next to the sheet\n; wait for extruder temp\nM109 T0 S{first_layer_temperature[0]}\n;\n; purge\n;\nG92 E0 ; reset extruder position\nG0 X{(0 == 0 ? 30 : (0 == 1 ? 150 : (0 == 2 ? 210 : 330)))} Y{(0 < 4 ? -8 : -5.5)} ; move close to the sheet's edge\nG1 E{(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; deretraction after the initial one before nozzle cleaning\nG0 E10 X40 Z0.2 F500 ; purge\nG0 X70 E9 F800 ; purge\nG0 X{70 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{70 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG92 E0 ; reset extruder position",
- "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]",
- "change_filament_gcode": "M600\nG1 E0.3 F1500 ; prime after color change",
- "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
- "printer_notes": "Don't remove the following keywords! These keywords are used in the \"compatible printer\" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_MODEL_XLIS\nPG\nINPUT_SHAPER",
- "scan_first_layer": "0",
- "nozzle_type": "hardened_steel",
- "auxiliary_fan": "0",
- "thumbnails": [
- "16x16/QOI",
- "313x173/QOI",
- "440x240/QOI",
- "480x240/QOI",
- "640x480/PNG"
- ]
+ "detraction_speed": "15"
}
diff --git a/resources/profiles/Prusa/machine/Prusa XL 5T 0.25 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 5T 0.25 nozzle.json
new file mode 100644
index 0000000000..2fc6b341b5
--- /dev/null
+++ b/resources/profiles/Prusa/machine/Prusa XL 5T 0.25 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "type": "machine",
+ "setting_id": "GM_PRUSA_007",
+ "name": "Prusa XL 5T 0.25 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common_xl_5t",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL 5T",
+ "default_filament_profile": "Prusa Generic PLA @XL 5T",
+ "default_print_profile": "0.15mm Speed @Prusa XL 5T 0.25",
+ "printer_variant": "0.25",
+ "nozzle_diameter": [
+ "0.25",
+ "0.25",
+ "0.25",
+ "0.25",
+ "0.25"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 5T 0.3 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 5T 0.3 nozzle.json
new file mode 100644
index 0000000000..a495d26349
--- /dev/null
+++ b/resources/profiles/Prusa/machine/Prusa XL 5T 0.3 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "type": "machine",
+ "setting_id": "GM_PRUSA_001",
+ "name": "Prusa XL 5T 0.3 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common_xl_5t",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL 5T",
+ "default_filament_profile": "Prusa Generic PLA @XL 5T",
+ "default_print_profile": "0.20mm Speed @Prusa XL 5T 0.3",
+ "printer_variant": "0.3",
+ "nozzle_diameter": [
+ "0.3",
+ "0.3",
+ "0.3",
+ "0.3",
+ "0.3"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 5T 0.4 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 5T 0.4 nozzle.json
new file mode 100644
index 0000000000..4dbd7d9b22
--- /dev/null
+++ b/resources/profiles/Prusa/machine/Prusa XL 5T 0.4 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "type": "machine",
+ "setting_id": "GM_PRUSA_002",
+ "name": "Prusa XL 5T 0.4 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common_xl_5t",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL 5T",
+ "default_filament_profile": "Prusa Generic PLA @XL 5T",
+ "default_print_profile": "0.20mm Speed @Prusa XL 5T 0.4",
+ "printer_variant": "0.4",
+ "nozzle_diameter": [
+ "0.4",
+ "0.4",
+ "0.4",
+ "0.4",
+ "0.4"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 5T 0.5 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 5T 0.5 nozzle.json
new file mode 100644
index 0000000000..69e355ea2f
--- /dev/null
+++ b/resources/profiles/Prusa/machine/Prusa XL 5T 0.5 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "type": "machine",
+ "setting_id": "GM_PRUSA_004",
+ "name": "Prusa XL 5T 0.5 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common_xl_5t",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL 5T",
+ "default_filament_profile": "Prusa Generic PLA @XL 5T",
+ "default_print_profile": "0.25mm Speed @Prusa XL 5T 0.5",
+ "printer_variant": "0.5",
+ "nozzle_diameter": [
+ "0.5",
+ "0.5",
+ "0.5",
+ "0.5",
+ "0.5"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 5T 0.6 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 5T 0.6 nozzle.json
new file mode 100644
index 0000000000..03ef5d97ff
--- /dev/null
+++ b/resources/profiles/Prusa/machine/Prusa XL 5T 0.6 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "type": "machine",
+ "setting_id": "GM_PRUSA_005",
+ "name": "Prusa XL 5T 0.6 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common_xl_5t",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL 5T",
+ "default_filament_profile": "Prusa Generic PLA @XL 5T",
+ "default_print_profile": "0.32mm Speed @Prusa XL 5T 0.6",
+ "printer_variant": "0.6",
+ "nozzle_diameter": [
+ "0.6",
+ "0.6",
+ "0.6",
+ "0.6",
+ "0.6"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 5T 0.8 nozzle.json b/resources/profiles/Prusa/machine/Prusa XL 5T 0.8 nozzle.json
new file mode 100644
index 0000000000..27656c4072
--- /dev/null
+++ b/resources/profiles/Prusa/machine/Prusa XL 5T 0.8 nozzle.json
@@ -0,0 +1,20 @@
+{
+ "type": "machine",
+ "setting_id": "GM_PRUSA_006",
+ "name": "Prusa XL 5T 0.8 nozzle",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "fdm_machine_common_xl_5t",
+ "gcode_flavor": "marlin2",
+ "printer_model": "Prusa XL 5T",
+ "default_filament_profile": "Prusa Generic PLA @XL 5T",
+ "default_print_profile": "0.40mm Quality @Prusa XL 5T 0.8",
+ "printer_variant": "0.8",
+ "nozzle_diameter": [
+ "0.8",
+ "0.8",
+ "0.8",
+ "0.8",
+ "0.8"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/Prusa XL 5T.json b/resources/profiles/Prusa/machine/Prusa XL 5T.json
new file mode 100644
index 0000000000..81486d711a
--- /dev/null
+++ b/resources/profiles/Prusa/machine/Prusa XL 5T.json
@@ -0,0 +1,12 @@
+{
+ "type": "machine_model",
+ "name": "Prusa XL 5T",
+ "model_id": "prusa_xl_5t_01",
+ "nozzle_diameter": "0.25;0.3;0.4;0.5;0.6;0.8",
+ "machine_tech": "FFF",
+ "family": "Prusa",
+ "bed_model": "Prusa XL_bed.stl",
+ "bed_texture": "Prusa XL.svg",
+ "hotend_model": "",
+ "default_materials": "Prusa Generic PLA @XL 5T;Prusament PLA @XL 5T;Prusament rPLA @XL 5T;Prusa Generic PETG @XL 5T;Prusament PETG @XL 5T;Prusa Generic ABS @XL 5T;Prusament ASA @XL 5T;Prusament PC Blend @XL 5T;Prusament PC-CF @XL 5T;Prusament PVB @XL 5T;Prusament PA-CF @XL 5T"
+}
diff --git a/resources/profiles/Prusa/machine/fdm_machine_common_xl.json b/resources/profiles/Prusa/machine/fdm_machine_common_xl.json
new file mode 100644
index 0000000000..7c917d151a
--- /dev/null
+++ b/resources/profiles/Prusa/machine/fdm_machine_common_xl.json
@@ -0,0 +1,114 @@
+{
+ "type": "machine",
+ "name": "fdm_machine_common_xl",
+ "from": "system",
+ "inherits": "fdm_machine_common",
+ "instantiation": "false",
+ "gcode_flavor": "marlin2",
+ "extruder_clearance_radius": "67",
+ "extruder_clearance_height_to_rod": "21",
+ "extruder_clearance_height_to_lid": "21",
+ "printer_variant": "0.4",
+ "nozzle_diameter": [
+ "0.4"
+ ],
+ "max_layer_height": "0.3",
+ "min_layer_height": "0.07",
+ "bed_exclude_area": [
+ "0x0"
+ ],
+ "printable_area": [
+ "0x0",
+ "360x0",
+ "360x360",
+ "0x360"
+ ],
+ "machine_max_acceleration_e": [
+ "2500",
+ "2500"
+ ],
+ "machine_max_acceleration_extruding": [
+ "4000",
+ "4000"
+ ],
+ "machine_max_acceleration_retracting": [
+ "1200",
+ "1200"
+ ],
+ "machine_max_acceleration_x": [
+ "7000",
+ "7000"
+ ],
+ "machine_max_acceleration_y": [
+ "7000",
+ "7000"
+ ],
+ "machine_max_acceleration_z": [
+ "200",
+ "200"
+ ],
+ "machine_max_acceleration_travel": [
+ "5000",
+ "5000"
+ ],
+ "machine_max_speed_e": [
+ "100",
+ "100"
+ ],
+ "machine_max_speed_x": [
+ "400",
+ "400"
+ ],
+ "machine_max_speed_y": [
+ "400",
+ "400"
+ ],
+ "machine_max_speed_z": [
+ "12",
+ "12"
+ ],
+ "machine_max_jerk_e": [
+ "10",
+ "10"
+ ],
+ "machine_max_jerk_x": [
+ "8",
+ "8"
+ ],
+ "machine_max_jerk_y": [
+ "8",
+ "8"
+ ],
+ "machine_max_jerk_z": [
+ "2",
+ "2"
+ ],
+ "retraction_length": "0.8",
+ "retraction_speed": "35",
+ "detraction_speed": "25",
+ "retraction_minimum_travel": "1.5",
+ "retract_when_changing_layer": "1",
+ "wipe": "1",
+ "retract_before_wipe": "80%",
+ "retract_lift_below": "1.5",
+ "z_hop_types": "Auto Lift",
+ "host_type": "prusalink",
+ "printable_height": "360",
+ "machine_end_gcode": "{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F720{endif} ; Move bed down\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nG1 X6 Y350 F6000 ; park\n{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+100, max_print_height)} F300{endif} ; Move bed down\nM900 K0 ; reset LA\nM142 S36 ; reset heatbreak target temp\nM221 S100 ; reset flow percentage\nM84 ; disable motors\n; max_layer_z = [max_layer_z]",
+ "machine_pause_gcode": "M601",
+ "machine_start_gcode": "M17 ; enable steppers\nM862.3 P \"XL\" ; printer model check\nM115 U6.0.1+14848\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; set print area\nM555 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} W{(first_layer_print_max[0]) - (first_layer_print_min[0])} H{(first_layer_print_max[1]) - (first_layer_print_min[1])}\n; inform about nozzle diameter\nM862.1 P[nozzle_diameter]\n; set & wait for bed and extruder temp for MBL\nM140 S[first_layer_bed_temperature] ; set bed temp\nM104 T0 S{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; set extruder temp for bed leveling\nM109 T0 R{((filament_notes[0]=~/.*HT_MBL10.*/) ? (first_layer_temperature[0] - 10) : (filament_type[0] == \"PC\" or filament_type[0] == \"PA\") ? (first_layer_temperature[0] - 25) : (filament_type[0] == \"FLEX\") ? 210 : (filament_type[0]=~/.*PET.*/) ? 175 : 170)} ; wait for temp\n; home carriage, pick tool, home all\nG28 XY\nM84 E ; turn off E motor\nG28 Z\nM190 S[first_layer_bed_temperature] ; wait for bed temp\nG29 G ; absorb heat\n; move to the nozzle cleanup area\nG1 X{(min(((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32))), first_layer_print_min[0])) + 32} Y{(min((first_layer_print_min[1] - 7), first_layer_print_min[1]))} Z{5} F4800\nM302 S160 ; lower cold extrusion limit to 160C\nG1 E{-(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; retraction for nozzle cleanup\n; nozzle cleanup\nM84 E ; turn off E motor\nG29 P9 X{((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)))} Y{(first_layer_print_min[1] - 7)} W{32} H{7}\nG0 Z10 F480 ; move away in Z\n{if first_layer_bed_temperature[0] > 60}\nG0 Z70 F480 ; move away (a bit more) in Z\nG0 X30 Y{print_bed_min[1]} F6000 ; move away in X/Y for higher bed temperatures\n{endif}\nM106 S100 ; cool off the nozzle\nM107 ; stop cooling off the nozzle - turn off the fan\n; MBL\nM84 E ; turn off E motor\nG29 P1 ; invalidate mbl & probe print area\nG29 P1 X30 Y0 W50 H20 C ; probe near purge place\nG29 P3.2 ; interpolate mbl probes\nG29 P3.13 ; extrapolate mbl outside probe area\nG29 A ; activate mbl\nM104 S[first_layer_temperature] ; set extruder temp\nG1 Z10 F720 ; move away in Z\nG0 X30 Y-8 F6000 ; move next to the sheet\n; wait for extruder temp\nM109 T0 S{first_layer_temperature[0]}\n;\n; purge\n;\nG92 E0 ; reset extruder position\nG0 X{(0 == 0 ? 30 : (0 == 1 ? 150 : (0 == 2 ? 210 : 330)))} Y{(0 < 4 ? -8 : -5.5)} ; move close to the sheet's edge\nG1 E{(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; deretraction after the initial one before nozzle cleaning\nG0 E10 X40 Z0.2 F500 ; purge\nG0 X70 E9 F800 ; purge\nG0 X{70 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{70 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG92 E0 ; reset extruder position",
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]",
+ "change_filament_gcode": "M600\nG1 E0.3 F1500 ; prime after color change",
+ "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
+ "printer_notes": "Don't remove the following keywords! These keywords are used in the \"compatible printer\" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_MODEL_XLIS\nPG\nINPUT_SHAPER",
+ "scan_first_layer": "0",
+ "nozzle_type": "hardened_steel",
+ "auxiliary_fan": "0",
+ "thumbnails": [
+ "16x16/QOI",
+ "313x173/QOI",
+ "440x240/QOI",
+ "480x240/QOI",
+ "640x480/PNG"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/machine/fdm_machine_common_xl_5t.json b/resources/profiles/Prusa/machine/fdm_machine_common_xl_5t.json
new file mode 100644
index 0000000000..7bdc573b39
--- /dev/null
+++ b/resources/profiles/Prusa/machine/fdm_machine_common_xl_5t.json
@@ -0,0 +1,22 @@
+{
+ "type": "machine",
+ "name": "fdm_machine_common_xl_5t",
+ "from": "system",
+ "inherits": "fdm_machine_common_xl",
+ "instantiation": "false",
+ "gcode_flavor": "marlin2",
+ "purge_in_prime_tower": "0",
+ "single_extruder_multi_material": "0",
+ "extruder_clearance_radius": "67",
+ "extruder_clearance_height_to_rod": "21",
+ "extruder_clearance_height_to_lid": "21",
+ "printer_variant": "0.4",
+ "machine_pause_gcode": "M601",
+ "machine_start_gcode": "M17 ; enable steppers\nM862.3 P \"XL\" ; printer model check\nM862.5 P2 ; g-code level check\nM862.6 P\"Input shaper\" ; FW feature check\nM115 U6.0.3+14902\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\n; set print area\nM555 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} W{(first_layer_print_max[0]) - (first_layer_print_min[0])} H{(first_layer_print_max[1]) - (first_layer_print_min[1])}\n; inform about nozzle diameter\n{if (is_extruder_used[0])}M862.1 T0 P{nozzle_diameter[0]}{endif}\n{if (is_extruder_used[1])}M862.1 T1 P{nozzle_diameter[1]}{endif}\n{if (is_extruder_used[2])}M862.1 T2 P{nozzle_diameter[2]}{endif}\n{if (is_extruder_used[3])}M862.1 T3 P{nozzle_diameter[3]}{endif}\n{if (is_extruder_used[4])}M862.1 T4 P{nozzle_diameter[4]}{endif}\n\n; turn off unused heaters\n{if ! is_extruder_used[0]} M104 T0 S0 {endif}\n{if ! is_extruder_used[1]} M104 T1 S0 {endif}\n{if num_extruders > 2 and ! is_extruder_used[2]} M104 T2 S0 {endif}\n{if num_extruders > 3 and ! is_extruder_used[3]} M104 T3 S0 {endif}\n{if num_extruders > 4 and ! is_extruder_used[4]} M104 T4 S0 {endif}\n\nM217 Z{max(zhop, 2.0)} ; set toolchange z hop to 2mm, or zhop variable from slicer if higher\n; set bed and extruder temp for MBL\nM140 S[first_layer_bed_temperature] ; set bed temp\nG0 Z5 ; add Z clearance\nM109 T{initial_tool} S{((filament_notes[initial_tool]=~/.*HT_MBL10.*/) ? (first_layer_temperature[initial_tool] - 10) : (filament_type[initial_tool] == \"PC\" or filament_type[initial_tool] == \"PA\") ? (first_layer_temperature[initial_tool] - 25) : (filament_type[initial_tool] == \"FLEX\") ? 210 : (filament_type[initial_tool]=~/.*PET.*/) ? 175 : 170)} ; wait for temp\n\n; Home XY\nG28 XY\n; try picking tools used in print\nG1 F{travel_speed * 60}\n{if (is_extruder_used[0]) and (initial_tool != 0)}T0 S1 L0 D0{endif}\n{if (is_extruder_used[1]) and (initial_tool != 1)}T1 S1 L0 D0{endif}\n{if (is_extruder_used[2]) and (initial_tool != 2)}T2 S1 L0 D0{endif}\n{if (is_extruder_used[3]) and (initial_tool != 3)}T3 S1 L0 D0{endif}\n{if (is_extruder_used[4]) and (initial_tool != 4)}T4 S1 L0 D0{endif}\n; select tool that will be used to home & MBL\nT{initial_tool} S1 L0 D0\n; home Z with MBL tool\nM84 E ; turn off E motor\nG28 Z\nG0 Z5 ; add Z clearance\n\nM104 T{initial_tool} S{if idle_temperature[initial_tool] == 0}70{else}{idle_temperature[initial_tool]}{endif} ; set idle temp\nM190 S[first_layer_bed_temperature] ; wait for bed temp\n\nG29 G ; absorb heat\n\nM109 T{initial_tool} S{((filament_notes[initial_tool]=~/.*HT_MBL10.*/) ? (first_layer_temperature[initial_tool] - 10) : (filament_type[initial_tool] == \"PC\" or filament_type[initial_tool] == \"PA\") ? (first_layer_temperature[initial_tool] - 25) : (filament_type[initial_tool] == \"FLEX\") ? 210 : (filament_type[initial_tool]=~/.*PET.*/) ? 175 : 170)} ; wait for temp\n\n; move to the nozzle cleanup area\nG1 X{(min(((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32))), first_layer_print_min[0])) + 32} Y{(min((first_layer_print_min[1] - 7), first_layer_print_min[1]))} Z{5} F{(travel_speed * 60)}\nM302 S160 ; lower cold extrusion limit to 160C\nG1 E{-(filament_type[0] == \"FLEX\" ? 4 : 2)} F2400 ; retraction for nozzle cleanup\n; nozzle cleanup\nM84 E ; turn off E motor\nG29 P9 X{((((first_layer_print_min[0] + first_layer_print_max[0]) / 2) < ((print_bed_min[0] + print_bed_max[0]) / 2)) ? (((first_layer_print_min[1] - 7) < -2) ? 70 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)) : (((first_layer_print_min[1] - 7) < -2) ? 260 : (min(print_bed_max[0], first_layer_print_min[0] + 32) - 32)))} Y{(first_layer_print_min[1] - 7)} W{32} H{7}\nG0 Z5 F480 ; move away in Z\nM107 ; turn off the fan\n; MBL\nM84 E ; turn off E motor\nG29 P1 ; invalidate mbl & probe print area\nG29 P1 X30 Y0 W{(((is_extruder_used[4]) or ((is_extruder_used[3]) or (is_extruder_used[2]))) ? \"300\" : ((is_extruder_used[1]) ? \"130\" : \"50\"))} H20 C ; probe near purge place\nG29 P3.2 ; interpolate mbl probes\nG29 P3.13 ; extrapolate mbl outside probe area\nG29 A ; activate mbl\nG1 Z10 F720 ; move away in Z\nG1 F{travel_speed * 60}\nP0 S1 L1 D0; park the tool\n; set extruder temp\n{if first_layer_temperature[0] > 0 and (is_extruder_used[0])}M104 T0 S{first_layer_temperature[0]}{endif}\n{if first_layer_temperature[1] > 0 and (is_extruder_used[1])}M104 T1 S{first_layer_temperature[1]}{endif}\n{if first_layer_temperature[2] > 0 and (is_extruder_used[2])}M104 T2 S{first_layer_temperature[2]}{endif}\n{if first_layer_temperature[3] > 0 and (is_extruder_used[3])}M104 T3 S{first_layer_temperature[3]}{endif}\n{if first_layer_temperature[4] > 0 and (is_extruder_used[4])}M104 T4 S{first_layer_temperature[4]}{endif}\n{if (is_extruder_used[0]) and initial_tool != 0}\n;\n; purge first tool\n;\nG1 F{travel_speed * 60}\nP0 S1 L2 D0; park the tool\nM109 T0 S{first_layer_temperature[0]}\nT0 S1 L0 D0; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(0 == 0 ? 30 : (0 == 1 ? 150 : (0 == 2 ? 210 : 330)))} Y{(0 < 4 ? -7 : -4.5)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[0]}10{else}30{endif} X40 Z0.2 F{if filament_multitool_ramming[0]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X70 E9 F800 ; continue purging and wipe the nozzle\nG0 X{70 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{70 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[0]} F2400 ; retract\n{e_retracted[0] = 1.5 * retract_length[0]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[0] == 0 ? (first_layer_temperature[0] + standby_temperature_delta) : (idle_temperature[0]))} T0\n{endif}\n{if (is_extruder_used[1]) and initial_tool != 1}\n;\n; purge second tool\n;\nG1 F{travel_speed * 60}\nP0 S1 L2 D0; park the tool\nM109 T1 S{first_layer_temperature[1]}\nT1 S1 L0 D0; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(1 == 0 ? 30 : (1 == 1 ? 150 : (1 == 2 ? 210 : 330)))} Y{(1 < 4 ? -7 : -4.5)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[1]}10{else}30{endif} X140 Z0.2 F{if filament_multitool_ramming[1]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X110 E9 F800 ; continue purging and wipe the nozzle\nG0 X{110 - 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{110 - 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[1]} F2400 ; retract\n{e_retracted[1] = 1.5 * retract_length[1]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[1] == 0 ? (first_layer_temperature[1] + standby_temperature_delta) : (idle_temperature[1]))} T1\n{endif}\n{if (is_extruder_used[2]) and initial_tool != 2}\n;\n; purge third tool\n;\nG1 F{travel_speed * 60}\nP0 S1 L2 D0; park the tool\nM109 T2 S{first_layer_temperature[2]}\nT2 S1 L0 D0; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(2 == 0 ? 30 : (2 == 1 ? 150 : (2 == 2 ? 210 : 330)))} Y{(2 < 4 ? -7 : -4.5)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[2]}10{else}30{endif} X220 Z0.2 F{if filament_multitool_ramming[2]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X250 E9 F800 ; continue purging and wipe the nozzle\nG0 X{250 + 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{250 + 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[2]} F2400 ; retract\n{e_retracted[2] = 1.5 * retract_length[2]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[2] == 0 ? (first_layer_temperature[2] + standby_temperature_delta) : (idle_temperature[2]))} T2\n{endif}\n{if (is_extruder_used[3]) and initial_tool != 3}\n;\n; purge fourth tool\n;\nG1 F{travel_speed * 60}\nP0 S1 L2 D0; park the tool\nM109 T3 S{first_layer_temperature[3]}\nT3 S1 L0 D0; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(3 == 0 ? 30 : (3 == 1 ? 150 : (3 == 2 ? 210 : 330)))} Y{(3 < 4 ? -7 : -4.5)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[3]}10{else}30{endif} X320 Z0.2 F{if filament_multitool_ramming[3]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X290 E9 F800 ; continue purging and wipe the nozzle\nG0 X{290 - 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{290 - 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[3]} F2400 ; retract\n{e_retracted[3] = 1.5 * retract_length[3]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[3] == 0 ? (first_layer_temperature[3] + standby_temperature_delta) : (idle_temperature[3]))} T3\n{endif}\n{if (is_extruder_used[4]) and initial_tool != 4}\n;\n; purge fifth tool\n;\nG1 F{travel_speed * 60}\nP0 S1 L2 D0; park the tool\nM109 T4 S{first_layer_temperature[4]}\nT4 S1 L0 D0; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(4 == 0 ? 30 : (4 == 1 ? 150 : (4 == 2 ? 210 : 330)))} Y{(4 < 4 ? -7 : -4.5)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[4]}10{else}30{endif} X320 Z0.2 F{if filament_multitool_ramming[4]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X290 E9 F800 ; continue purging and wipe the nozzle\nG0 X{290 - 3} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{290 - 3 * 2} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[4]} F2400 ; retract\n{e_retracted[4] = 1.5 * retract_length[4]} ; update slicer internal retract variable\nG92 E0 ; reset extruder position\n\nM104 S{(idle_temperature[4] == 0 ? (first_layer_temperature[4] + standby_temperature_delta) : (idle_temperature[4]))} T4\n{endif}\n;\n; purge initial tool\n;\nG1 F{travel_speed * 60}\nP0 S1 L2 D0; park the tool\nM109 T{initial_tool} S{first_layer_temperature[initial_tool]}\nT{initial_tool} S1 L0 D0; pick the tool\nG92 E0 ; reset extruder position\n\nG0 X{(initial_tool == 0 ? 30 : (initial_tool == 1 ? 150 : (initial_tool == 2 ? 210 : 330)))} Y{(initial_tool < 4 ? -7 : -4.5)} Z10 F{(travel_speed * 60)} ; move close to the sheet's edge\nG0 E{if filament_multitool_ramming[initial_tool]}10{else}30{endif} X{(initial_tool == 0 ? 30 : (initial_tool == 1 ? 150 : (initial_tool == 2 ? 210 : 330))) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 10)} Z0.2 F{if filament_multitool_ramming[initial_tool]}500{else}170{endif} ; purge while moving towards the sheet\nG0 X{(initial_tool == 0 ? 30 : (initial_tool == 1 ? 150 : (initial_tool == 2 ? 210 : 330))) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 40)} E9 F800 ; continue purging and wipe the nozzle\nG0 X{(initial_tool == 0 ? 30 : (initial_tool == 1 ? 150 : (initial_tool == 2 ? 210 : 330))) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 40) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 3)} Z{0.05} F{8000} ; wipe, move close to the bed\nG0 X{(initial_tool == 0 ? 30 : (initial_tool == 1 ? 150 : (initial_tool == 2 ? 210 : 330))) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 40) + ((initial_tool == 0 or initial_tool == 2 ? 1 : -1) * 3 * 2)} Z0.2 F{8000} ; wipe, move quickly away from the bed\nG1 E{- 1.5 * retract_length[initial_tool]} F2400 ; retract\n{e_retracted[initial_tool] = 1.5 * retract_length[initial_tool]}\nG92 E0 ; reset extruder position\n",
+ "machine_end_gcode": "G4 ; wait\n\n{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+5, max_print_height)}{endif} ; Move bed down\n\nP0 S1 ; park tool\n\n{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+97, max_print_height)} F300{endif} ; Move bed further down\n\n; turn off extruder heaters\n{if is_extruder_used[0]} M104 T0 S0 {endif}\n{if is_extruder_used[1]} M104 T1 S0 {endif}\n{if is_extruder_used[2]} M104 T2 S0 {endif}\n{if is_extruder_used[3]} M104 T3 S0 {endif}\n{if is_extruder_used[4]} M104 T4 S0 {endif}\n\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\nM221 S100 ; reset flow percentage\nM84 ; disable motors\nM77 ; stop print timer\n; max_layer_z = [max_layer_z]",
+ "change_filament_gcode": "; Change Tool[previous_extruder] -> Tool[next_extruder] (layer [layer_num])\n{\nlocal max_speed_toolchange = 350.0;\nlocal wait_for_extruder_temp = true;\nposition[2] = position[2] + 2.0;\n\nlocal speed_toolchange = max_speed_toolchange;\nif travel_speed < max_speed_toolchange then\n speed_toolchange = travel_speed;\nendif\n\"G1 F\" + (speed_toolchange * 60) + \"\n\";\nif wait_for_extruder_temp and not((layer_num < 0) and (next_extruder == initial_tool)) then\n \"P0 S1 L2 D0\n\";\n \"; \" + layer_num + \"\n\";\n if layer_num == 0 then\n \"M109 S\" + first_layer_temperature[next_extruder] + \" T\" + next_extruder + \"\n\";\n else\n \"M109 S\" + temperature[next_extruder] + \" T\" + next_extruder + \"\n\";\n endif\nendif\n\"T\" + next_extruder + \" S1 L0 D0\n\";\n}",
+
+ "before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\nG92 E0.0\n;[layer_z]\n",
+ "layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
+ "printer_notes": "Do not remove the keywords below.\nPRINTER_VENDOR_PRUSA3D\nPRINTER_MODEL_XLIS\nPG\nINPUT_SHAPER"
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.05mm Detail @Prusa XL 5T 0.25.json b/resources/profiles/Prusa/process/0.05mm Detail @Prusa XL 5T 0.25.json
new file mode 100644
index 0000000000..3eac921d29
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.05mm Detail @Prusa XL 5T 0.25.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.05mm Detail @Prusa XL 5T 0.25",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.05",
+ "wall_loops": "3",
+ "top_shell_layers": "13",
+ "bottom_shell_layers": "10",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "95%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.1",
+ "support_top_z_distance": "0.1",
+ "support_bottom_z_distance": "0.1",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "150%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "65",
+ "small_perimeter_speed": "40",
+ "outer_wall_speed": "40",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "100",
+ "top_surface_speed": "60",
+ "support_speed": "70",
+ "support_interface_speed": "75%",
+ "bridge_speed": "25",
+ "gap_infill_speed": "40",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "1500",
+ "outer_wall_acceleration": "800",
+ "inner_wall_acceleration": "1200",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2000",
+ "sparse_infill_acceleration": "2500",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "4000",
+ "line_width": "0.27",
+ "initial_layer_line_width": "0.32",
+ "inner_wall_line_width": "0.25",
+ "outer_wall_line_width": "0.25",
+ "sparse_infill_line_width": "0.25",
+ "internal_solid_infill_line_width": "0.25",
+ "top_surface_line_width": "0.27",
+ "support_line_width": "0.25",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.07mm Detail @Prusa XL 5T 0.25.json b/resources/profiles/Prusa/process/0.07mm Detail @Prusa XL 5T 0.25.json
new file mode 100644
index 0000000000..b30595bd93
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.07mm Detail @Prusa XL 5T 0.25.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.07mm Detail @Prusa XL 5T 0.25",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.07",
+ "wall_loops": "3",
+ "top_shell_layers": "11",
+ "bottom_shell_layers": "9",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "95%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.1",
+ "support_top_z_distance": "0.09",
+ "support_bottom_z_distance": "0.09",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "150%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "65",
+ "small_perimeter_speed": "40",
+ "outer_wall_speed": "40",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "140",
+ "top_surface_speed": "70",
+ "support_speed": "70",
+ "support_interface_speed": "75%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "40",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "1500",
+ "outer_wall_acceleration": "800",
+ "inner_wall_acceleration": "1200",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2000",
+ "sparse_infill_acceleration": "2500",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "4000",
+ "line_width": "0.27",
+ "initial_layer_line_width": "0.32",
+ "inner_wall_line_width": "0.25",
+ "outer_wall_line_width": "0.25",
+ "sparse_infill_line_width": "0.25",
+ "internal_solid_infill_line_width": "0.25",
+ "top_surface_line_width": "0.27",
+ "support_line_width": "0.25",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.10mm FastDetail @Prusa XL 5T 0.4.json b/resources/profiles/Prusa/process/0.10mm FastDetail @Prusa XL 5T 0.4.json
new file mode 100644
index 0000000000..e1149bb214
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.10mm FastDetail @Prusa XL 5T 0.4.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.10mm FastDetail @Prusa XL 5T 0.4",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.1",
+ "wall_loops": "3",
+ "top_shell_layers": "8",
+ "bottom_shell_layers": "7",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.15",
+ "support_top_z_distance": "0.17",
+ "support_bottom_z_distance": "0.17",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "140",
+ "small_perimeter_speed": "140",
+ "outer_wall_speed": "140",
+ "sparse_infill_speed": "140",
+ "internal_solid_infill_speed": "200",
+ "top_surface_speed": "100",
+ "support_speed": "120",
+ "support_interface_speed": "50",
+ "bridge_speed": "40",
+ "gap_infill_speed": "120",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "2000",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.45",
+ "initial_layer_line_width": "0.5",
+ "inner_wall_line_width": "0.45",
+ "outer_wall_line_width": "0.45",
+ "sparse_infill_line_width": "0.45",
+ "internal_solid_infill_line_width": "0.45",
+ "top_surface_line_width": "0.4",
+ "support_line_width": "0.36",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.4 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.10mm Structural @Prusa XL 5T 0.5.json b/resources/profiles/Prusa/process/0.10mm Structural @Prusa XL 5T 0.5.json
new file mode 100644
index 0000000000..4c463eaa2e
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.10mm Structural @Prusa XL 5T 0.5.json
@@ -0,0 +1,68 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.10mm Structural @Prusa XL 5T 0.5",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.1",
+ "wall_loops": "2",
+ "top_shell_layers": "8",
+ "bottom_shell_layers": "7",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "infill_anchor_max": "15",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.2",
+ "support_bottom_z_distance": "0.2",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.22",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "70",
+ "small_perimeter_speed": "40",
+ "outer_wall_speed": "40",
+ "sparse_infill_speed": "200",
+ "internal_solid_infill_speed": "200",
+ "top_surface_speed": "70",
+ "support_speed": "75",
+ "support_interface_speed": "75%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "40",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "3000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.55",
+ "initial_layer_line_width": "0.55",
+ "inner_wall_line_width": "0.5",
+ "outer_wall_line_width": "0.5",
+ "sparse_infill_line_width": "0.5",
+ "internal_solid_infill_line_width": "0.5",
+ "top_surface_line_width": "0.45",
+ "support_line_width": "0.4",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.5 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.12mm Speed @Prusa XL 5T 0.25.json b/resources/profiles/Prusa/process/0.12mm Speed @Prusa XL 5T 0.25.json
new file mode 100644
index 0000000000..171c4eb15d
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.12mm Speed @Prusa XL 5T 0.25.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.12mm Speed @Prusa XL 5T 0.25",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.12",
+ "wall_loops": "3",
+ "top_shell_layers": "9",
+ "bottom_shell_layers": "6",
+ "top_shell_thickness": "0.6",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "95%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.08",
+ "support_top_z_distance": "0.09",
+ "support_bottom_z_distance": "0.09",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "150%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "120",
+ "small_perimeter_speed": "120",
+ "outer_wall_speed": "120",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "140",
+ "top_surface_speed": "60",
+ "support_speed": "70",
+ "support_interface_speed": "75%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "50",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "3000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "4000",
+ "line_width": "0.27",
+ "initial_layer_line_width": "0.32",
+ "inner_wall_line_width": "0.27",
+ "outer_wall_line_width": "0.27",
+ "sparse_infill_line_width": "0.27",
+ "internal_solid_infill_line_width": "0.27",
+ "top_surface_line_width": "0.27",
+ "support_line_width": "0.25",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.12mm Structural @Prusa XL 5T 0.25.json b/resources/profiles/Prusa/process/0.12mm Structural @Prusa XL 5T 0.25.json
new file mode 100644
index 0000000000..d1cbccfcde
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.12mm Structural @Prusa XL 5T 0.25.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.12mm Structural @Prusa XL 5T 0.25",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.12",
+ "wall_loops": "3",
+ "top_shell_layers": "9",
+ "bottom_shell_layers": "7",
+ "top_shell_thickness": "0.6",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "95%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.08",
+ "support_top_z_distance": "0.09",
+ "support_bottom_z_distance": "0.09",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "150%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "70",
+ "small_perimeter_speed": "40",
+ "outer_wall_speed": "40",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "140",
+ "top_surface_speed": "60",
+ "support_speed": "70",
+ "support_interface_speed": "75%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "50",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1000",
+ "inner_wall_acceleration": "1500",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "2500",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "4000",
+ "line_width": "0.27",
+ "initial_layer_line_width": "0.32",
+ "inner_wall_line_width": "0.27",
+ "outer_wall_line_width": "0.27",
+ "sparse_infill_line_width": "0.27",
+ "internal_solid_infill_line_width": "0.27",
+ "top_surface_line_width": "0.27",
+ "support_line_width": "0.25",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.12mm Structural @Prusa XL 5T 0.3.json b/resources/profiles/Prusa/process/0.12mm Structural @Prusa XL 5T 0.3.json
new file mode 100644
index 0000000000..57ce297d8c
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.12mm Structural @Prusa XL 5T 0.3.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.12mm Structural @Prusa XL 5T 0.3",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.12",
+ "wall_loops": "3",
+ "top_shell_layers": "7",
+ "bottom_shell_layers": "6",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "90%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.12",
+ "support_top_z_distance": "0.12",
+ "support_bottom_z_distance": "0.12",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "100%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "40",
+ "outer_wall_speed": "40",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "200",
+ "top_surface_speed": "40",
+ "support_speed": "70",
+ "support_interface_speed": "75%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "50",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "1500",
+ "outer_wall_acceleration": "1200",
+ "inner_wall_acceleration": "1500",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "3000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.34",
+ "initial_layer_line_width": "0.4",
+ "inner_wall_line_width": "0.34",
+ "outer_wall_line_width": "0.34",
+ "sparse_infill_line_width": "0.34",
+ "internal_solid_infill_line_width": "0.34",
+ "top_surface_line_width": "0.3",
+ "support_line_width": "0.3",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.3 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.15mm Speed @Prusa XL 5T 0.25.json b/resources/profiles/Prusa/process/0.15mm Speed @Prusa XL 5T 0.25.json
new file mode 100644
index 0000000000..1f99efe994
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.15mm Speed @Prusa XL 5T 0.25.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.15mm Speed @Prusa XL 5T 0.25",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.15",
+ "wall_loops": "3",
+ "top_shell_layers": "6",
+ "bottom_shell_layers": "7",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "95%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.08",
+ "support_top_z_distance": "0.09",
+ "support_bottom_z_distance": "0.09",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "150%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "120",
+ "small_perimeter_speed": "120",
+ "outer_wall_speed": "120",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "140",
+ "top_surface_speed": "60",
+ "support_speed": "70",
+ "support_interface_speed": "75%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "50",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "3000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "4000",
+ "line_width": "0.27",
+ "initial_layer_line_width": "0.32",
+ "inner_wall_line_width": "0.27",
+ "outer_wall_line_width": "0.27",
+ "sparse_infill_line_width": "0.27",
+ "internal_solid_infill_line_width": "0.27",
+ "top_surface_line_width": "0.27",
+ "support_line_width": "0.25",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.15mm Speed @Prusa XL 5T 0.4.json b/resources/profiles/Prusa/process/0.15mm Speed @Prusa XL 5T 0.4.json
new file mode 100644
index 0000000000..b371e07e86
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.15mm Speed @Prusa XL 5T 0.4.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.15mm Speed @Prusa XL 5T 0.4",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.15",
+ "wall_loops": "2",
+ "top_shell_layers": "6",
+ "bottom_shell_layers": "5",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.15",
+ "support_top_z_distance": "0.17",
+ "support_bottom_z_distance": "0.17",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "170",
+ "small_perimeter_speed": "170",
+ "outer_wall_speed": "170",
+ "sparse_infill_speed": "200",
+ "internal_solid_infill_speed": "200",
+ "top_surface_speed": "100",
+ "support_speed": "120",
+ "support_interface_speed": "50",
+ "bridge_speed": "45",
+ "gap_infill_speed": "120",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "2500",
+ "inner_wall_acceleration": "3000",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "3500",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.45",
+ "initial_layer_line_width": "0.5",
+ "inner_wall_line_width": "0.45",
+ "outer_wall_line_width": "0.45",
+ "sparse_infill_line_width": "0.45",
+ "internal_solid_infill_line_width": "0.45",
+ "top_surface_line_width": "0.42",
+ "support_line_width": "0.36",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.4 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.25.json b/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.25.json
new file mode 100644
index 0000000000..9b7cbf961d
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.25.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.15mm Structural @Prusa XL 5T 0.25",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.15",
+ "wall_loops": "3",
+ "top_shell_layers": "6",
+ "bottom_shell_layers": "5",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "95%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.08",
+ "support_top_z_distance": "0.09",
+ "support_bottom_z_distance": "0.09",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "150%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "70",
+ "small_perimeter_speed": "40",
+ "outer_wall_speed": "40",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "140",
+ "top_surface_speed": "60",
+ "support_speed": "70",
+ "support_interface_speed": "75%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "50",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1000",
+ "inner_wall_acceleration": "1500",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "3000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "4000",
+ "line_width": "0.27",
+ "initial_layer_line_width": "0.32",
+ "inner_wall_line_width": "0.27",
+ "outer_wall_line_width": "0.27",
+ "sparse_infill_line_width": "0.27",
+ "internal_solid_infill_line_width": "0.27",
+ "top_surface_line_width": "0.27",
+ "support_line_width": "0.25",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.25 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.4.json b/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.4.json
new file mode 100644
index 0000000000..69ad3b4487
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.4.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.15mm Structural @Prusa XL 5T 0.4",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.15",
+ "wall_loops": "2",
+ "top_shell_layers": "6",
+ "bottom_shell_layers": "5",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.15",
+ "support_top_z_distance": "0.17",
+ "support_bottom_z_distance": "0.17",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "110",
+ "internal_solid_infill_speed": "140",
+ "top_surface_speed": "75",
+ "support_speed": "120",
+ "support_interface_speed": "50",
+ "bridge_speed": "45",
+ "gap_infill_speed": "65",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "90%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2500",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.45",
+ "initial_layer_line_width": "0.5",
+ "inner_wall_line_width": "0.45",
+ "outer_wall_line_width": "0.45",
+ "sparse_infill_line_width": "0.45",
+ "internal_solid_infill_line_width": "0.45",
+ "top_surface_line_width": "0.42",
+ "support_line_width": "0.36",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.4 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.5.json b/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.5.json
new file mode 100644
index 0000000000..fb209d319c
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.5.json
@@ -0,0 +1,68 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.15mm Structural @Prusa XL 5T 0.5",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.15",
+ "wall_loops": "2",
+ "top_shell_layers": "6",
+ "bottom_shell_layers": "5",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "infill_anchor_max": "15",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.2",
+ "support_bottom_z_distance": "0.2",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.22",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "200",
+ "internal_solid_infill_speed": "180",
+ "top_surface_speed": "70",
+ "support_speed": "75",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "50",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "3000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.55",
+ "initial_layer_line_width": "0.55",
+ "inner_wall_line_width": "0.55",
+ "outer_wall_line_width": "0.55",
+ "sparse_infill_line_width": "0.55",
+ "internal_solid_infill_line_width": "0.55",
+ "top_surface_line_width": "0.5",
+ "support_line_width": "0.4",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.5 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.6.json b/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.6.json
new file mode 100644
index 0000000000..24b3b29311
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.15mm Structural @Prusa XL 5T 0.6.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.15mm Structural @Prusa XL 5T 0.6",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.15",
+ "wall_loops": "2",
+ "top_shell_layers": "6",
+ "bottom_shell_layers": "5",
+ "top_shell_thickness": "0.9",
+ "bottom_shell_thickness": "0.6",
+ "sparse_infill_density": "20%",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.22",
+ "support_bottom_z_distance": "0.22",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.25",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "105",
+ "internal_solid_infill_speed": "160",
+ "top_surface_speed": "70",
+ "support_speed": "110",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "75",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "90%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2500",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.68",
+ "initial_layer_line_width": "0.68",
+ "inner_wall_line_width": "0.6",
+ "outer_wall_line_width": "0.6",
+ "sparse_infill_line_width": "0.6",
+ "internal_solid_infill_line_width": "0.6",
+ "top_surface_line_width": "0.5",
+ "support_line_width": "0.55",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.6 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.16mm Speed @Prusa XL 5T 0.3.json b/resources/profiles/Prusa/process/0.16mm Speed @Prusa XL 5T 0.3.json
new file mode 100644
index 0000000000..e076cd44fa
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.16mm Speed @Prusa XL 5T 0.3.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.16mm Speed @Prusa XL 5T 0.3",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.16",
+ "wall_loops": "3",
+ "top_shell_layers": "6",
+ "bottom_shell_layers": "5",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "90%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.12",
+ "support_top_z_distance": "0.12",
+ "support_bottom_z_distance": "0.12",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "100%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "140",
+ "small_perimeter_speed": "120",
+ "outer_wall_speed": "120",
+ "sparse_infill_speed": "120",
+ "internal_solid_infill_speed": "200",
+ "top_surface_speed": "50",
+ "support_speed": "100",
+ "support_interface_speed": "45%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "50",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "2500",
+ "inner_wall_acceleration": "2500",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.34",
+ "initial_layer_line_width": "0.4",
+ "inner_wall_line_width": "0.34",
+ "outer_wall_line_width": "0.34",
+ "sparse_infill_line_width": "0.34",
+ "internal_solid_infill_line_width": "0.34",
+ "top_surface_line_width": "0.3",
+ "support_line_width": "0.3",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.3 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.16mm Structural @Prusa XL 5T 0.3.json b/resources/profiles/Prusa/process/0.16mm Structural @Prusa XL 5T 0.3.json
new file mode 100644
index 0000000000..c87fd0fbb6
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.16mm Structural @Prusa XL 5T 0.3.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.16mm Structural @Prusa XL 5T 0.3",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.16",
+ "wall_loops": "3",
+ "top_shell_layers": "6",
+ "bottom_shell_layers": "5",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "90%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.12",
+ "support_top_z_distance": "0.12",
+ "support_bottom_z_distance": "0.12",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "100%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "120",
+ "internal_solid_infill_speed": "200",
+ "top_surface_speed": "50",
+ "support_speed": "70",
+ "support_interface_speed": "75%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "50",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.34",
+ "initial_layer_line_width": "0.4",
+ "inner_wall_line_width": "0.34",
+ "outer_wall_line_width": "0.34",
+ "sparse_infill_line_width": "0.34",
+ "internal_solid_infill_line_width": "0.34",
+ "top_surface_line_width": "0.3",
+ "support_line_width": "0.3",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.3 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.3.json b/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.3.json
new file mode 100644
index 0000000000..429f8d2c07
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.3.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Speed @Prusa XL 5T 0.3",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.2",
+ "wall_loops": "3",
+ "top_shell_layers": "5",
+ "bottom_shell_layers": "4",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "1",
+ "brim_object_gap": "0",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "90%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.12",
+ "support_top_z_distance": "0.12",
+ "support_bottom_z_distance": "0.12",
+ "support_base_pattern_spacing": "1",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "100%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "140",
+ "small_perimeter_speed": "120",
+ "outer_wall_speed": "120",
+ "sparse_infill_speed": "120",
+ "internal_solid_infill_speed": "200",
+ "top_surface_speed": "50",
+ "support_speed": "100",
+ "support_interface_speed": "45%",
+ "bridge_speed": "30",
+ "gap_infill_speed": "50",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "2500",
+ "inner_wall_acceleration": "2500",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.34",
+ "initial_layer_line_width": "0.4",
+ "inner_wall_line_width": "0.34",
+ "outer_wall_line_width": "0.34",
+ "sparse_infill_line_width": "0.34",
+ "internal_solid_infill_line_width": "0.34",
+ "top_surface_line_width": "0.3",
+ "support_line_width": "0.3",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0",
+ "compatible_printers": [
+ "Prusa XL 5T 0.3 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.4.json b/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.4.json
new file mode 100644
index 0000000000..d6e23c2a08
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.4.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Speed @Prusa XL 5T 0.4",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.2",
+ "wall_loops": "2",
+ "top_shell_layers": "5",
+ "bottom_shell_layers": "4",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.15",
+ "support_top_z_distance": "0.2",
+ "support_bottom_z_distance": "0.2",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "170",
+ "small_perimeter_speed": "170",
+ "outer_wall_speed": "170",
+ "sparse_infill_speed": "200",
+ "internal_solid_infill_speed": "200",
+ "top_surface_speed": "100",
+ "support_speed": "110",
+ "support_interface_speed": "50%",
+ "bridge_speed": "50",
+ "gap_infill_speed": "120",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "90%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "2500",
+ "inner_wall_acceleration": "3000",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "4000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.45",
+ "initial_layer_line_width": "0.5",
+ "inner_wall_line_width": "0.45",
+ "outer_wall_line_width": "0.45",
+ "sparse_infill_line_width": "0.45",
+ "internal_solid_infill_line_width": "0.45",
+ "top_surface_line_width": "0.42",
+ "support_line_width": "0.36",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.4 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.5.json b/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.5.json
new file mode 100644
index 0000000000..01e10672ef
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.5.json
@@ -0,0 +1,68 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Speed @Prusa XL 5T 0.5",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.2",
+ "wall_loops": "2",
+ "top_shell_layers": "5",
+ "bottom_shell_layers": "4",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "infill_anchor_max": "15",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.2",
+ "support_bottom_z_distance": "0.2",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.22",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "140",
+ "small_perimeter_speed": "140",
+ "outer_wall_speed": "140",
+ "sparse_infill_speed": "200",
+ "internal_solid_infill_speed": "135",
+ "top_surface_speed": "70",
+ "support_speed": "120",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "70",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "2500",
+ "inner_wall_acceleration": "3000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.55",
+ "initial_layer_line_width": "0.55",
+ "inner_wall_line_width": "0.55",
+ "outer_wall_line_width": "0.55",
+ "sparse_infill_line_width": "0.55",
+ "internal_solid_infill_line_width": "0.55",
+ "top_surface_line_width": "0.5",
+ "support_line_width": "0.4",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.5 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.6.json b/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.6.json
new file mode 100644
index 0000000000..e44f3cb46b
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.20mm Speed @Prusa XL 5T 0.6.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Speed @Prusa XL 5T 0.6",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.2",
+ "wall_loops": "2",
+ "top_shell_layers": "5",
+ "bottom_shell_layers": "4",
+ "top_shell_thickness": "0.9",
+ "bottom_shell_thickness": "0.6",
+ "sparse_infill_density": "20%",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.22",
+ "support_bottom_z_distance": "0.22",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.25",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "120",
+ "small_perimeter_speed": "120",
+ "outer_wall_speed": "120",
+ "sparse_infill_speed": "120",
+ "internal_solid_infill_speed": "110",
+ "top_surface_speed": "70",
+ "support_speed": "110",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "75",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "50",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "2500",
+ "inner_wall_acceleration": "3000",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.68",
+ "initial_layer_line_width": "0.68",
+ "inner_wall_line_width": "0.62",
+ "outer_wall_line_width": "0.62",
+ "sparse_infill_line_width": "0.62",
+ "internal_solid_infill_line_width": "0.62",
+ "top_surface_line_width": "0.5",
+ "support_line_width": "0.55",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.6 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.20mm Structural @Prusa XL 5T 0.4.json b/resources/profiles/Prusa/process/0.20mm Structural @Prusa XL 5T 0.4.json
new file mode 100644
index 0000000000..147386cef3
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.20mm Structural @Prusa XL 5T 0.4.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Structural @Prusa XL 5T 0.4",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.2",
+ "wall_loops": "2",
+ "top_shell_layers": "5",
+ "bottom_shell_layers": "4",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.15",
+ "support_top_z_distance": "0.2",
+ "support_bottom_z_distance": "0.2",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "120",
+ "internal_solid_infill_speed": "140",
+ "top_surface_speed": "75",
+ "support_speed": "120",
+ "support_interface_speed": "50",
+ "bridge_speed": "50",
+ "gap_infill_speed": "65",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "90%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2500",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.45",
+ "initial_layer_line_width": "0.5",
+ "inner_wall_line_width": "0.45",
+ "outer_wall_line_width": "0.45",
+ "sparse_infill_line_width": "0.45",
+ "internal_solid_infill_line_width": "0.45",
+ "top_surface_line_width": "0.42",
+ "support_line_width": "0.36",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.4 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.20mm Structural @Prusa XL 5T 0.5.json b/resources/profiles/Prusa/process/0.20mm Structural @Prusa XL 5T 0.5.json
new file mode 100644
index 0000000000..f761f98424
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.20mm Structural @Prusa XL 5T 0.5.json
@@ -0,0 +1,68 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Structural @Prusa XL 5T 0.5",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.2",
+ "wall_loops": "2",
+ "top_shell_layers": "5",
+ "bottom_shell_layers": "4",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "infill_anchor_max": "15",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.2",
+ "support_bottom_z_distance": "0.2",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.22",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "200",
+ "internal_solid_infill_speed": "120",
+ "top_surface_speed": "70",
+ "support_speed": "75",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "70",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.55",
+ "initial_layer_line_width": "0.55",
+ "inner_wall_line_width": "0.55",
+ "outer_wall_line_width": "0.55",
+ "sparse_infill_line_width": "0.55",
+ "internal_solid_infill_line_width": "0.55",
+ "top_surface_line_width": "0.5",
+ "support_line_width": "0.4",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.5 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.20mm Structural @Prusa XL 5T 0.6.json b/resources/profiles/Prusa/process/0.20mm Structural @Prusa XL 5T 0.6.json
new file mode 100644
index 0000000000..a9951b4632
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.20mm Structural @Prusa XL 5T 0.6.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.20mm Structural @Prusa XL 5T 0.6",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.2",
+ "wall_loops": "2",
+ "top_shell_layers": "5",
+ "bottom_shell_layers": "4",
+ "top_shell_thickness": "0.9",
+ "bottom_shell_thickness": "0.6",
+ "sparse_infill_density": "20%",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.22",
+ "support_bottom_z_distance": "0.22",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.25",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "120",
+ "internal_solid_infill_speed": "110",
+ "top_surface_speed": "70",
+ "support_speed": "110",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "75",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "90%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2500",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.68",
+ "initial_layer_line_width": "0.68",
+ "inner_wall_line_width": "0.6",
+ "outer_wall_line_width": "0.6",
+ "sparse_infill_line_width": "0.6",
+ "internal_solid_infill_line_width": "0.6",
+ "top_surface_line_width": "0.5",
+ "support_line_width": "0.55",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.6 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.25mm Speed @Prusa XL 5T 0.5.json b/resources/profiles/Prusa/process/0.25mm Speed @Prusa XL 5T 0.5.json
new file mode 100644
index 0000000000..f55bd6d6d8
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.25mm Speed @Prusa XL 5T 0.5.json
@@ -0,0 +1,68 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.25mm Speed @Prusa XL 5T 0.5",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.25",
+ "wall_loops": "2",
+ "top_shell_layers": "4",
+ "bottom_shell_layers": "3",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "infill_anchor_max": "15",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.25",
+ "support_bottom_z_distance": "0.25",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.22",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "140",
+ "small_perimeter_speed": "140",
+ "outer_wall_speed": "140",
+ "sparse_infill_speed": "200",
+ "internal_solid_infill_speed": "110",
+ "top_surface_speed": "70",
+ "support_speed": "120",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "70",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "2500",
+ "inner_wall_acceleration": "3000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.55",
+ "initial_layer_line_width": "0.55",
+ "inner_wall_line_width": "0.55",
+ "outer_wall_line_width": "0.55",
+ "sparse_infill_line_width": "0.55",
+ "internal_solid_infill_line_width": "0.55",
+ "top_surface_line_width": "0.5",
+ "support_line_width": "0.4",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.5 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.25mm Speed @Prusa XL 5T 0.6.json b/resources/profiles/Prusa/process/0.25mm Speed @Prusa XL 5T 0.6.json
new file mode 100644
index 0000000000..678d72f718
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.25mm Speed @Prusa XL 5T 0.6.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.25mm Speed @Prusa XL 5T 0.6",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.25",
+ "wall_loops": "2",
+ "top_shell_layers": "4",
+ "bottom_shell_layers": "3",
+ "top_shell_thickness": "0.9",
+ "bottom_shell_thickness": "0.6",
+ "sparse_infill_density": "20%",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.25",
+ "support_bottom_z_distance": "0.25",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.25",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "80",
+ "outer_wall_speed": "80",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "90",
+ "top_surface_speed": "60",
+ "support_speed": "80",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "70",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "50",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "2500",
+ "inner_wall_acceleration": "3000",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.68",
+ "initial_layer_line_width": "0.68",
+ "inner_wall_line_width": "0.68",
+ "outer_wall_line_width": "0.68",
+ "sparse_infill_line_width": "0.68",
+ "internal_solid_infill_line_width": "0.68",
+ "top_surface_line_width": "0.55",
+ "support_line_width": "0.55",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.6 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.25mm Structural @Prusa XL 5T 0.4.json b/resources/profiles/Prusa/process/0.25mm Structural @Prusa XL 5T 0.4.json
new file mode 100644
index 0000000000..a5d0d3eef0
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.25mm Structural @Prusa XL 5T 0.4.json
@@ -0,0 +1,67 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.25mm Structural @Prusa XL 5T 0.4",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.25",
+ "wall_loops": "2",
+ "top_shell_layers": "4",
+ "bottom_shell_layers": "3",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.15",
+ "support_top_z_distance": "0.2",
+ "support_bottom_z_distance": "0.2",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.2",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "120",
+ "internal_solid_infill_speed": "140",
+ "top_surface_speed": "75",
+ "support_speed": "120",
+ "support_interface_speed": "50",
+ "bridge_speed": "50",
+ "gap_infill_speed": "65",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "90%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2500",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.45",
+ "initial_layer_line_width": "0.5",
+ "inner_wall_line_width": "0.45",
+ "outer_wall_line_width": "0.45",
+ "sparse_infill_line_width": "0.45",
+ "internal_solid_infill_line_width": "0.45",
+ "top_surface_line_width": "0.42",
+ "support_line_width": "0.36",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.4 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.25mm Structural @Prusa XL 5T 0.5.json b/resources/profiles/Prusa/process/0.25mm Structural @Prusa XL 5T 0.5.json
new file mode 100644
index 0000000000..3d39489dd7
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.25mm Structural @Prusa XL 5T 0.5.json
@@ -0,0 +1,68 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.25mm Structural @Prusa XL 5T 0.5",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.25",
+ "wall_loops": "2",
+ "top_shell_layers": "4",
+ "bottom_shell_layers": "3",
+ "top_shell_thickness": "0.7",
+ "bottom_shell_thickness": "0.5",
+ "sparse_infill_density": "15%",
+ "infill_anchor": "2",
+ "infill_anchor_max": "15",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.25",
+ "support_bottom_z_distance": "0.25",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.22",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "200",
+ "internal_solid_infill_speed": "110",
+ "top_surface_speed": "70",
+ "support_speed": "75",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "70",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "25",
+ "overhang_3_4_speed": "30",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "2500",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.55",
+ "initial_layer_line_width": "0.55",
+ "inner_wall_line_width": "0.55",
+ "outer_wall_line_width": "0.55",
+ "sparse_infill_line_width": "0.55",
+ "internal_solid_infill_line_width": "0.55",
+ "top_surface_line_width": "0.5",
+ "support_line_width": "0.4",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.008",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.5 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.25mm Structural @Prusa XL 5T 0.6.json b/resources/profiles/Prusa/process/0.25mm Structural @Prusa XL 5T 0.6.json
new file mode 100644
index 0000000000..44e36b1d88
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.25mm Structural @Prusa XL 5T 0.6.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.25mm Structural @Prusa XL 5T 0.6",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.25",
+ "wall_loops": "2",
+ "top_shell_layers": "4",
+ "bottom_shell_layers": "3",
+ "top_shell_thickness": "0.9",
+ "bottom_shell_thickness": "0.6",
+ "sparse_infill_density": "20%",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.25",
+ "support_bottom_z_distance": "0.25",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.25",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "80",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "95",
+ "top_surface_speed": "70",
+ "support_speed": "80",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "70",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "90%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2500",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.68",
+ "initial_layer_line_width": "0.68",
+ "inner_wall_line_width": "0.68",
+ "outer_wall_line_width": "0.68",
+ "sparse_infill_line_width": "0.68",
+ "internal_solid_infill_line_width": "0.68",
+ "top_surface_line_width": "0.55",
+ "support_line_width": "0.55",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.6 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.30mm Detail @Prusa XL 5T 0.8.json b/resources/profiles/Prusa/process/0.30mm Detail @Prusa XL 5T 0.8.json
new file mode 100644
index 0000000000..70c48a8b27
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.30mm Detail @Prusa XL 5T 0.8.json
@@ -0,0 +1,71 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.30mm Detail @Prusa XL 5T 0.8",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.3",
+ "wall_loops": "2",
+ "top_shell_layers": "4",
+ "bottom_shell_layers": "3",
+ "top_shell_thickness": "1.2",
+ "bottom_shell_thickness": "0.8",
+ "thick_bridges": "1",
+ "seam_position": "nearest",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.2",
+ "support_top_z_distance": "0.25",
+ "support_bottom_z_distance": "0.25",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.35",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "70",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "50",
+ "top_surface_speed": "35",
+ "support_speed": "65",
+ "support_interface_speed": "85%",
+ "bridge_speed": "22",
+ "gap_infill_speed": "40",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.9",
+ "initial_layer_line_width": "1",
+ "inner_wall_line_width": "0.9",
+ "outer_wall_line_width": "0.9",
+ "sparse_infill_line_width": "0.9",
+ "internal_solid_infill_line_width": "0.9",
+ "top_surface_line_width": "0.7",
+ "support_line_width": "0.65",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.32mm Speed @Prusa XL 5T 0.6.json b/resources/profiles/Prusa/process/0.32mm Speed @Prusa XL 5T 0.6.json
new file mode 100644
index 0000000000..bd6799243e
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.32mm Speed @Prusa XL 5T 0.6.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.32mm Speed @Prusa XL 5T 0.6",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.32",
+ "wall_loops": "2",
+ "top_shell_layers": "4",
+ "bottom_shell_layers": "3",
+ "top_shell_thickness": "0.9",
+ "bottom_shell_thickness": "0.6",
+ "sparse_infill_density": "20%",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.25",
+ "support_bottom_z_distance": "0.25",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.25",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "70",
+ "small_perimeter_speed": "70",
+ "outer_wall_speed": "70",
+ "sparse_infill_speed": "100",
+ "internal_solid_infill_speed": "70",
+ "top_surface_speed": "60",
+ "support_speed": "70",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "65",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "50",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "2500",
+ "inner_wall_acceleration": "3000",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.68",
+ "initial_layer_line_width": "0.68",
+ "inner_wall_line_width": "0.68",
+ "outer_wall_line_width": "0.68",
+ "sparse_infill_line_width": "0.68",
+ "internal_solid_infill_line_width": "0.68",
+ "top_surface_line_width": "0.55",
+ "support_line_width": "0.55",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.6 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.32mm Structural @Prusa XL 5T 0.6.json b/resources/profiles/Prusa/process/0.32mm Structural @Prusa XL 5T 0.6.json
new file mode 100644
index 0000000000..78980e2136
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.32mm Structural @Prusa XL 5T 0.6.json
@@ -0,0 +1,69 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.32mm Structural @Prusa XL 5T 0.6",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.32",
+ "wall_loops": "2",
+ "top_shell_layers": "5",
+ "bottom_shell_layers": "4",
+ "top_shell_thickness": "0.9",
+ "bottom_shell_thickness": "0.6",
+ "sparse_infill_density": "20%",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.25",
+ "support_top_z_distance": "0.25",
+ "support_bottom_z_distance": "0.25",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.25",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_branch_diameter_double_wall": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "70",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "70",
+ "internal_solid_infill_speed": "70",
+ "top_surface_speed": "70",
+ "support_speed": "80",
+ "support_interface_speed": "75%",
+ "bridge_speed": "40",
+ "gap_infill_speed": "70",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "90%",
+ "default_acceleration": "2500",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2500",
+ "top_surface_acceleration": "1500",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1500",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.68",
+ "initial_layer_line_width": "0.68",
+ "inner_wall_line_width": "0.68",
+ "outer_wall_line_width": "0.68",
+ "sparse_infill_line_width": "0.68",
+ "internal_solid_infill_line_width": "0.68",
+ "top_surface_line_width": "0.55",
+ "support_line_width": "0.55",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.6 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.40mm Quality @Prusa XL 5T 0.8.json b/resources/profiles/Prusa/process/0.40mm Quality @Prusa XL 5T 0.8.json
new file mode 100644
index 0000000000..7e407ebb9a
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.40mm Quality @Prusa XL 5T 0.8.json
@@ -0,0 +1,71 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.40mm Quality @Prusa XL 5T 0.8",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.4",
+ "wall_loops": "2",
+ "top_shell_layers": "4",
+ "bottom_shell_layers": "3",
+ "top_shell_thickness": "1.2",
+ "bottom_shell_thickness": "0.8",
+ "thick_bridges": "1",
+ "seam_position": "nearest",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.2",
+ "support_top_z_distance": "0.25",
+ "support_bottom_z_distance": "0.25",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.35",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "50",
+ "small_perimeter_speed": "45",
+ "outer_wall_speed": "45",
+ "sparse_infill_speed": "90",
+ "internal_solid_infill_speed": "45",
+ "top_surface_speed": "35",
+ "support_speed": "50",
+ "support_interface_speed": "85%",
+ "bridge_speed": "22",
+ "gap_infill_speed": "35",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.9",
+ "initial_layer_line_width": "1",
+ "inner_wall_line_width": "0.9",
+ "outer_wall_line_width": "0.9",
+ "sparse_infill_line_width": "0.9",
+ "internal_solid_infill_line_width": "0.9",
+ "top_surface_line_width": "0.75",
+ "support_line_width": "0.65",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/0.55mm Draft @Prusa XL 5T 0.8.json b/resources/profiles/Prusa/process/0.55mm Draft @Prusa XL 5T 0.8.json
new file mode 100644
index 0000000000..0e51ca2592
--- /dev/null
+++ b/resources/profiles/Prusa/process/0.55mm Draft @Prusa XL 5T 0.8.json
@@ -0,0 +1,71 @@
+{
+ "type": "process",
+ "setting_id": "GP004",
+ "name": "0.55mm Draft @Prusa XL 5T 0.8",
+ "from": "system",
+ "instantiation": "true",
+ "inherits": "process_common_xl_5t",
+ "inital_layer_height": "0.2",
+ "layer_height": "0.55",
+ "wall_loops": "2",
+ "top_shell_layers": "4",
+ "bottom_shell_layers": "3",
+ "top_shell_thickness": "1.2",
+ "bottom_shell_thickness": "0.8",
+ "thick_bridges": "1",
+ "seam_position": "nearest",
+ "sparse_infill_density": "15%",
+ "sparse_infill_pattern": "crosshatch",
+ "infill_anchor": "2.5",
+ "infill_anchor_max": "20",
+ "brim_object_gap": "0.1",
+ "support_threshold_angle": "40",
+ "raft_first_layer_density": "80%",
+ "raft_first_layer_expansion": "3.5",
+ "raft_contact_distance": "0.2",
+ "support_top_z_distance": "0.25",
+ "support_bottom_z_distance": "0.25",
+ "support_base_pattern_spacing": "2",
+ "support_interface_top_layers": "5",
+ "support_interface_spacing": "0.35",
+ "support_object_xy_distance": "80%",
+ "tree_support_bramch_diameter_angle": "5",
+ "tree_support_tip_diameter": "0.8",
+ "inner_wall_speed": "40",
+ "small_perimeter_speed": "35",
+ "outer_wall_speed": "35",
+ "sparse_infill_speed": "55",
+ "internal_solid_infill_speed": "35",
+ "top_surface_speed": "30",
+ "support_speed": "35",
+ "support_interface_speed": "85%",
+ "bridge_speed": "22",
+ "gap_infill_speed": "30",
+ "overhang_1_4_speed": "15",
+ "overhang_2_4_speed": "20",
+ "overhang_3_4_speed": "25",
+ "overhang_4_4_speed": "80%",
+ "default_acceleration": "2000",
+ "outer_wall_acceleration": "1500",
+ "inner_wall_acceleration": "2000",
+ "top_surface_acceleration": "1000",
+ "internal_solid_infill_acceleration": "3000",
+ "sparse_infill_acceleration": "4000",
+ "bridge_acceleration": "1000",
+ "initial_layer_acceleration": "500",
+ "travel_acceleration": "5000",
+ "line_width": "0.9",
+ "initial_layer_line_width": "1",
+ "inner_wall_line_width": "1",
+ "outer_wall_line_width": "1",
+ "sparse_infill_line_width": "0.9",
+ "internal_solid_infill_line_width": "0.9",
+ "top_surface_line_width": "0.75",
+ "support_line_width": "0.65",
+ "infill_wall_overlap": "15%",
+ "resolution": "0.0125",
+ "elefant_foot_compensation": "0.2",
+ "compatible_printers": [
+ "Prusa XL 5T 0.8 nozzle"
+ ]
+}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/process_common_xl.json b/resources/profiles/Prusa/process/process_common_xl.json
index f3f2a7e791..65622abadb 100644
--- a/resources/profiles/Prusa/process/process_common_xl.json
+++ b/resources/profiles/Prusa/process/process_common_xl.json
@@ -92,5 +92,7 @@
"min_bead_width": "85%",
"min_feature_size": "25%",
"filename_format": "{input_filename_base}_{layer_height}mm_{filament_type[initial_tool]}_{print_time}.gcode",
- "gcode_label_objects": "1"
+ "gcode_label_objects": "1",
+ "exclude_object": "1"
+
}
\ No newline at end of file
diff --git a/resources/profiles/Prusa/process/process_common_xl_5t.json b/resources/profiles/Prusa/process/process_common_xl_5t.json
new file mode 100644
index 0000000000..1fe313aabe
--- /dev/null
+++ b/resources/profiles/Prusa/process/process_common_xl_5t.json
@@ -0,0 +1,16 @@
+{
+ "type": "process",
+ "name": "process_common_xl_5t",
+ "from": "system",
+ "instantiation": "false",
+ "inherits": "process_common_xl",
+ "enable_prime_tower": "1",
+ "wipe_tower_cone_angle": "25",
+ "wipe_tower_extra_spacing": "150%",
+ "wipe_tower_rotation_angle": "90",
+ "single_extruder_multi_material_priming": "0",
+ "ooze_prevention": "1",
+ "standby_temperature_delta": "-40",
+ "preheat_time": "120",
+ "preheat_steps": "10"
+}
\ No newline at end of file
diff --git a/resources/profiles/UltiMaker/filament/UltiMaker Generic ABS.json b/resources/profiles/UltiMaker/filament/UltiMaker Generic ABS.json
index 9a59833457..a520c97e53 100644
--- a/resources/profiles/UltiMaker/filament/UltiMaker Generic ABS.json
+++ b/resources/profiles/UltiMaker/filament/UltiMaker Generic ABS.json
@@ -7,10 +7,10 @@
"instantiation": "true",
"inherits": "fdm_filament_abs",
"filament_flow_ratio": [
- "0.926"
+ "0.94"
],
"filament_max_volumetric_speed": [
- "2"
+ "4.5"
],
"compatible_printers": [
"UltiMaker 2 0.4 nozzle"
diff --git a/resources/profiles/UltiMaker/filament/UltiMaker Generic PLA.json b/resources/profiles/UltiMaker/filament/UltiMaker Generic PLA.json
index b6176c4a4f..f14c642978 100644
--- a/resources/profiles/UltiMaker/filament/UltiMaker Generic PLA.json
+++ b/resources/profiles/UltiMaker/filament/UltiMaker Generic PLA.json
@@ -10,7 +10,7 @@
"0.987"
],
"filament_max_volumetric_speed": [
- "12"
+ "5"
],
"slow_down_layer_time": [
"8"
diff --git a/resources/profiles/UltiMaker/filament/fdm_filament_abs.json b/resources/profiles/UltiMaker/filament/fdm_filament_abs.json
index a3a4574810..937d7c841d 100644
--- a/resources/profiles/UltiMaker/filament/fdm_filament_abs.json
+++ b/resources/profiles/UltiMaker/filament/fdm_filament_abs.json
@@ -5,28 +5,28 @@
"instantiation": "false",
"inherits": "fdm_filament_common",
"cool_plate_temp" : [
- "80"
+ "90"
],
"eng_plate_temp" : [
- "80"
+ "90"
],
"hot_plate_temp" : [
- "80"
+ "90"
],
"textured_plate_temp" : [
- "80"
+ "90"
],
"cool_plate_temp_initial_layer" : [
- "80"
+ "90"
],
"eng_plate_temp_initial_layer" : [
- "80"
+ "90"
],
"hot_plate_temp_initial_layer" : [
- "80"
+ "90"
],
"textured_plate_temp_initial_layer" : [
- "80"
+ "90"
],
"slow_down_for_layer_cooling": [
"1"
diff --git a/resources/profiles_template/Template/filament/filament_sbs_template.json b/resources/profiles_template/Template/filament/filament_sbs_template.json
new file mode 100644
index 0000000000..2cc7bd22c6
--- /dev/null
+++ b/resources/profiles_template/Template/filament/filament_sbs_template.json
@@ -0,0 +1,168 @@
+{
+ "type": "filament",
+ "name": "Generic SBS template",
+ "instantiation": "false",
+ "activate_air_filtration": [
+ "0"
+ ],
+ "additional_cooling_fan_speed": [
+ "40"
+ ],
+ "chamber_temperatures": [
+ "0"
+ ],
+ "close_fan_the_first_x_layers": [
+ "3"
+ ],
+ "complete_print_exhaust_fan_speed": [
+ "70"
+ ],
+ "cool_plate_temp": [
+ "70"
+ ],
+ "cool_plate_temp_initial_layer": [
+ "70"
+ ],
+ "during_print_exhaust_fan_speed": [
+ "70"
+ ],
+ "eng_plate_temp": [
+ "70"
+ ],
+ "eng_plate_temp_initial_layer": [
+ "70"
+ ],
+ "fan_cooling_layer_time": [
+ "100"
+ ],
+ "fan_max_speed": [
+ "40"
+ ],
+ "fan_min_speed": [
+ "0"
+ ],
+ "filament_cost": [
+ "15"
+ ],
+ "filament_density": [
+ "1.02"
+ ],
+ "filament_deretraction_speed": [
+ "nil"
+ ],
+ "filament_diameter": [
+ "1.75"
+ ],
+ "filament_flow_ratio": [
+ "0.98"
+ ],
+ "filament_is_support": [
+ "0"
+ ],
+ "filament_max_volumetric_speed": [
+ "23"
+ ],
+ "filament_minimal_purge_on_wipe_tower": [
+ "15"
+ ],
+ "filament_retract_before_wipe": [
+ "nil"
+ ],
+ "filament_retract_restart_extra": [
+ "nil"
+ ],
+ "filament_retract_when_changing_layer": [
+ "nil"
+ ],
+ "filament_retraction_length": [
+ "nil"
+ ],
+ "filament_retraction_minimum_travel": [
+ "nil"
+ ],
+ "filament_retraction_speed": [
+ "nil"
+ ],
+ "filament_settings_id": [
+ ""
+ ],
+ "filament_soluble": [
+ "0"
+ ],
+ "filament_type": [
+ "SBS"
+ ],
+ "filament_vendor": [
+ "Generic"
+ ],
+ "filament_wipe": [
+ "nil"
+ ],
+ "filament_wipe_distance": [
+ "nil"
+ ],
+ "filament_z_hop": [
+ "nil"
+ ],
+ "filament_z_hop_types": [
+ "nil"
+ ],
+ "full_fan_speed_layer": [
+ "0"
+ ],
+ "hot_plate_temp": [
+ "5705"
+ ],
+ "hot_plate_temp_initial_layer": [
+ "70"
+ ],
+ "nozzle_temperature": [
+ "235"
+ ],
+ "nozzle_temperature_initial_layer": [
+ "235"
+ ],
+ "nozzle_temperature_range_low": [
+ "215"
+ ],
+ "nozzle_temperature_range_high": [
+ "250"
+ ],
+ "overhang_fan_speed": [
+ "100"
+ ],
+ "overhang_fan_threshold": [
+ "50%"
+ ],
+ "reduce_fan_stop_start_freq": [
+ "0"
+ ],
+ "required_nozzle_HRC": [
+ "3"
+ ],
+ "slow_down_for_layer_cooling": [
+ "1"
+ ],
+ "slow_down_layer_time": [
+ "4"
+ ],
+ "slow_down_min_speed": [
+ "20"
+ ],
+ "temperature_vitrification": [
+ "70"
+ ],
+ "textured_plate_temp": [
+ "70"
+ ],
+ "textured_plate_temp_initial_layer": [
+ "70"
+ ],
+ "compatible_printers": [],
+ "filament_start_gcode": [
+ "; filament start gcode\n{if (bed_temperature[current_extruder] >45)||(bed_temperature_initial_layer[current_extruder] >45)}M106 P3 S255\n{elsif(bed_temperature[current_extruder] >35)||(bed_temperature_initial_layer[current_extruder] >35)}M106 P3 S180\n{endif}\n\n{if activate_air_filtration[current_extruder] && support_air_filtration}\nM106 P3 S{during_print_exhaust_fan_speed_num[current_extruder]} \n{endif}"
+ ],
+ "filament_end_gcode": [
+ "; filament end gcode \nM106 P3 S0\n"
+ ]
+}
\ No newline at end of file
diff --git a/resources/web/data/text.js b/resources/web/data/text.js
index c80bb979c8..056a7b85f1 100644
--- a/resources/web/data/text.js
+++ b/resources/web/data/text.js
@@ -107,6 +107,9 @@ var LangText = {
t113: "You may change your choice in preference anytime.",
orca1: "Edit Project Info",
orca2: "no model information",
+ orca3: "Stealth Mode",
+ orca4: "This stops the transmission of data to Bambu's cloud services. Users who don't use BBL machines or use LAN mode only can safely turn on this function.",
+ orca5: "Enable Stealth Mode.",
},
ca_ES: {
t1: "Benvingut a Orca Slicer",
@@ -323,8 +326,11 @@ var LangText = {
t111: "Crear nuevo",
t112: "Unirse al programa",
t113: "Puede cambiar su elección en preferencias en cualquier momento.",
- orca1: "Edit Project Info",
- orca2: "no model information",
+ orca1: "Editar información del proyecto",
+ orca2: "No hay información sobre el modelo",
+ orca3: "Modo Invisible",
+ orca4: "Esta función detiene la transmisión de datos a los servicios en la nube de Bambu. Los usuarios que no utilicen máquinas BBL o que solo utilicen el modo LAN pueden activar esta función de forma segura.",
+ orca5: "Activar Modo Invisible.",
},
de_DE: {
t1: "Willkommen im Orca Slicer",
@@ -1298,6 +1304,9 @@ var LangText = {
t113: "Możesz zmienić swój wybór w preferencjach w dowolnym momencie.",
orca1: "Edytuj informacje o projekcie",
orca2: "brak informacji o modelu",
+ orca3: "Tryb «Niewidzialny»",
+ orca4: "To wyłączy przesyłanie danych do usług chmurowych Bambu. Użytkownicy, którzy nie korzystają z maszyn BBL lub używają tylko trybu LAN, mogą bez obaw włączyć tę opcję.",
+ orca5: "Włącz tryb «Niewidzialny»",
},
pt_BR: {
t1: "Bem-vindo ao Orca Slicer",
diff --git a/resources/web/guide/21/index.html b/resources/web/guide/21/index.html
index a5163568bd..3e19309d19 100644
--- a/resources/web/guide/21/index.html
+++ b/resources/web/guide/21/index.html
@@ -100,7 +100,7 @@
 +
+  +
+ 
 +
+
+
+ +
+[](https://paypal.me/softfever3d)
-Support me
-[](https://ko-fi.com/G2G5IP3CP)
## Some background
OrcaSlicer is originally forked from Bambu Studio, it was previously known as BambuStudio-SoftFever.
diff --git a/SoftFever_doc/sponsor_logos/BigTreeTech.png b/SoftFever_doc/sponsor_logos/BigTreeTech.png
new file mode 100644
index 0000000000..85a4aa04af
Binary files /dev/null and b/SoftFever_doc/sponsor_logos/BigTreeTech.png differ
diff --git a/deps/OCCT/OCCT.cmake b/deps/OCCT/OCCT.cmake
index 651e40ec83..096da413d5 100644
--- a/deps/OCCT/OCCT.cmake
+++ b/deps/OCCT/OCCT.cmake
@@ -22,6 +22,7 @@ orcaslicer_add_cmake_project(OCCT
#-DUSE_FREETYPE=OFF
-DUSE_FFMPEG=OFF
-DUSE_VTK=OFF
+ -DBUILD_DOC_Overview=OFF
-DBUILD_MODULE_ApplicationFramework=OFF
#-DBUILD_MODULE_DataExchange=OFF
-DBUILD_MODULE_Draw=OFF
diff --git a/doc/Calibration.md b/doc/Calibration.md
index bb4b8422b8..74deb7e78d 100644
--- a/doc/Calibration.md
+++ b/doc/Calibration.md
@@ -10,13 +10,20 @@
1. [Max Volumetric speed](#Max-Volumetric-speed)
2. [VFA]
-**NOTE**: After completing the calibration process, remember to create a new project in order to exit the calibration mode.
-**NOTE2**: @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+> [!IMPORTANT]
+> After completing the calibration process, remember to create a new project in order to exit the calibration mode.
+
+> [!TIP]
+> @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+
# Flow rate
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
- 
-----------------------------------------
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.
+>
+> 
+

+
Calibrating the flow rate involves a two-step process.
Steps
1. Select the printer, filament, and process you would like to use for the test.
@@ -26,7 +33,7 @@ Steps


-5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`. ** Remember** to save the filament profile.
+5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`.** Remember** to save the filament profile.
6. Perform the `Pass 2` calibration. This process is similar to `Pass 1`, but a new project with ten blocks will be generated. The flow rate modifiers for this project will range from `-9 to 0`.
7. Repeat steps 4 and 5. In this case, if your previous flow ratio was 1.029 and you selected the block with a flow rate modifier of -6, the new value should be calculated as follows: `1.029x(100-6)/100 = 0.96726`. ** Remember ** to save the filament profile.

@@ -35,9 +42,15 @@ Steps
# Pressure Advance
-Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.*
- 
+Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
+
+> [!WARNING]
+> For Marlin: Linear advance must be enabled in firmware (M900). **Not all printers have it enabled by default.**
+
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.
+>
+> 
### Line method
@@ -126,7 +139,8 @@ You can also return to OrcaSlicer in the "Preview" tab, make sure the color sche

- #### *NOTE You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.*
+> [!NOTE]
+> You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.
***
*Credits:*
diff --git a/doc/Home.md b/doc/Home.md
index cdbe12562f..998edbe409 100644
--- a/doc/Home.md
+++ b/doc/Home.md
@@ -1,8 +1,38 @@
-Welcome to the OrcaSlicer WIKI!
+# Welcome to the OrcaSlicer WIKI!
-We have divided it roughly into the following pages:
+Orca slicer is a powerful open source slicer for FFF (FDM) 3D Printers. This wiki page aims to provide an detailed explanation of the slicer settings, how to get the most out of them as well as how to calibrate and setup your printer.
-- [Calibration](./Calibration)
-- [Print settings](./Print-settings)
+The Wiki is work in progress so bear with us while we get it up and running!
+
+## Print Settings, Tips and Tricks (Work In Progress)
+The below sections provide a detailed settings explanation as well as tips and tricks in setting these for optimal print results.
+
+### Quality Settings
+- [Layer Height Settings](quality_settings_layer_height)
+- [Line Width Settings](quality_settings_line_width)
+- [Seam Settings](quality_settings_seam)
+- [Precise wall](Precise-wall)
+
+### Speed Settings
+- [Extrusion rate smoothing](extrusion-rate-smoothing)
+
+### Multi material
+- [Single Extruder Multimaterial](semm)
+
+### Printer Settings:
+- [Air filtration/Exhaust fan handling](air-filtration)
+- [Auxiliary fan handling](Auxiliary-fan)
+- [Chamber temperature control](chamber-temperature)
+- [Adaptive Bed Mesh](adaptive-bed-mesh)
+- [Using different bed types in Orca](bed-types)
+- [Pellet Printers (pellet flow coefficient)](pellet-flow-coefficient)
+
+## Printer Calibration
+The guide below takes you through the key calibration tests in Orca - flow rate, pressure advance, print temperature, retraction, tolerances and maximum volumetric speed
+- [Calibration Guide](./Calibration)
+- [Adaptive Pressure Advance Guide](adaptive-pressure-advance)
+
+## Developer Section
- [How to build Orca Slicer](./How-to-build)
-- [Developer Reference](./developer-reference/Home)
+- [Localization and translation guide](Localization_guide)
+- [Developer Reference](https://github.com/SoftFever/OrcaSlicer/blob/main/doc/developer-reference/Home.md)
diff --git a/doc/adaptive-pressure-advance.md b/doc/adaptive-pressure-advance.md
new file mode 100644
index 0000000000..3528352b4a
--- /dev/null
+++ b/doc/adaptive-pressure-advance.md
@@ -0,0 +1,176 @@
+# Adaptive Pressure Advance
+
+This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
+This wiki page aims to explain how this feature works, the prerequisites required to get the most out of it as well as how to calibrate it and set it up.
+
+## Settings Overview
+
+This feature introduces the below options under the filament settings:
+
+1. **Enable adaptive pressure advance:** This is the on/off setting switch for adaptive pressure advance.
+2. **Enable adaptive pressure advance for overhangs:** Enable adaptive PA for overhangs as well as when flow changes within the same feature. This is an experimental option because if the PA profile is not set accurately, it will cause uniformity issues on the external surfaces before and after overhangs. It is recommended to start with this option switched off and enable it after the core adaptive pressure advance feature is calibrated correctly.
+3. **Pressure advance for bridges:** Sets the desired pressure advance value for bridges. Set it to 0 to disable this feature. Experiments have shown that a lower PA value when printing bridges helps reduce the appearance of slight under extrusion immediately after a bridge, which is caused by the pressure drop in the nozzle when printing in the air. Therefore, a lower pressure advance value helps counteract this. A good starting point is approximately half your usual PA value.
+4. **Adaptive pressure advance measurements:** This field contains the calibration values used to generate the pressure advance profile for the nozzle/printer. Input sets of pressure advance (PA) values and the corresponding volumetric flow speeds and accelerations they were measured at, separated by a comma. Add one set of values per line. More information on how to calibrate the model follows in the sections below.
+5. **Pressure advance:** The old field is still needed and is required to be populated with a PA value. A “good enough” median PA value should be entered here, as this will act as a fallback value when performing tool changes, printing a purge/wipe tower for multi-color prints as well as a fallback in case the model fails to identify an appropriate value (unlikely but it’s the ultimate backstop).
+
+
+
+[](https://paypal.me/softfever3d)
-Support me
-[](https://ko-fi.com/G2G5IP3CP)
## Some background
OrcaSlicer is originally forked from Bambu Studio, it was previously known as BambuStudio-SoftFever.
diff --git a/SoftFever_doc/sponsor_logos/BigTreeTech.png b/SoftFever_doc/sponsor_logos/BigTreeTech.png
new file mode 100644
index 0000000000..85a4aa04af
Binary files /dev/null and b/SoftFever_doc/sponsor_logos/BigTreeTech.png differ
diff --git a/deps/OCCT/OCCT.cmake b/deps/OCCT/OCCT.cmake
index 651e40ec83..096da413d5 100644
--- a/deps/OCCT/OCCT.cmake
+++ b/deps/OCCT/OCCT.cmake
@@ -22,6 +22,7 @@ orcaslicer_add_cmake_project(OCCT
#-DUSE_FREETYPE=OFF
-DUSE_FFMPEG=OFF
-DUSE_VTK=OFF
+ -DBUILD_DOC_Overview=OFF
-DBUILD_MODULE_ApplicationFramework=OFF
#-DBUILD_MODULE_DataExchange=OFF
-DBUILD_MODULE_Draw=OFF
diff --git a/doc/Calibration.md b/doc/Calibration.md
index bb4b8422b8..74deb7e78d 100644
--- a/doc/Calibration.md
+++ b/doc/Calibration.md
@@ -10,13 +10,20 @@
1. [Max Volumetric speed](#Max-Volumetric-speed)
2. [VFA]
-**NOTE**: After completing the calibration process, remember to create a new project in order to exit the calibration mode.
-**NOTE2**: @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+> [!IMPORTANT]
+> After completing the calibration process, remember to create a new project in order to exit the calibration mode.
+
+> [!TIP]
+> @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+
# Flow rate
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
- 
-----------------------------------------
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.
+>
+> 
+

+
Calibrating the flow rate involves a two-step process.
Steps
1. Select the printer, filament, and process you would like to use for the test.
@@ -26,7 +33,7 @@ Steps


-5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`. ** Remember** to save the filament profile.
+5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`.** Remember** to save the filament profile.
6. Perform the `Pass 2` calibration. This process is similar to `Pass 1`, but a new project with ten blocks will be generated. The flow rate modifiers for this project will range from `-9 to 0`.
7. Repeat steps 4 and 5. In this case, if your previous flow ratio was 1.029 and you selected the block with a flow rate modifier of -6, the new value should be calculated as follows: `1.029x(100-6)/100 = 0.96726`. ** Remember ** to save the filament profile.

@@ -35,9 +42,15 @@ Steps
# Pressure Advance
-Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.*
- 
+Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
+
+> [!WARNING]
+> For Marlin: Linear advance must be enabled in firmware (M900). **Not all printers have it enabled by default.**
+
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.
+>
+> 
### Line method
@@ -126,7 +139,8 @@ You can also return to OrcaSlicer in the "Preview" tab, make sure the color sche

- #### *NOTE You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.*
+> [!NOTE]
+> You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.
***
*Credits:*
diff --git a/doc/Home.md b/doc/Home.md
index cdbe12562f..998edbe409 100644
--- a/doc/Home.md
+++ b/doc/Home.md
@@ -1,8 +1,38 @@
-Welcome to the OrcaSlicer WIKI!
+# Welcome to the OrcaSlicer WIKI!
-We have divided it roughly into the following pages:
+Orca slicer is a powerful open source slicer for FFF (FDM) 3D Printers. This wiki page aims to provide an detailed explanation of the slicer settings, how to get the most out of them as well as how to calibrate and setup your printer.
-- [Calibration](./Calibration)
-- [Print settings](./Print-settings)
+The Wiki is work in progress so bear with us while we get it up and running!
+
+## Print Settings, Tips and Tricks (Work In Progress)
+The below sections provide a detailed settings explanation as well as tips and tricks in setting these for optimal print results.
+
+### Quality Settings
+- [Layer Height Settings](quality_settings_layer_height)
+- [Line Width Settings](quality_settings_line_width)
+- [Seam Settings](quality_settings_seam)
+- [Precise wall](Precise-wall)
+
+### Speed Settings
+- [Extrusion rate smoothing](extrusion-rate-smoothing)
+
+### Multi material
+- [Single Extruder Multimaterial](semm)
+
+### Printer Settings:
+- [Air filtration/Exhaust fan handling](air-filtration)
+- [Auxiliary fan handling](Auxiliary-fan)
+- [Chamber temperature control](chamber-temperature)
+- [Adaptive Bed Mesh](adaptive-bed-mesh)
+- [Using different bed types in Orca](bed-types)
+- [Pellet Printers (pellet flow coefficient)](pellet-flow-coefficient)
+
+## Printer Calibration
+The guide below takes you through the key calibration tests in Orca - flow rate, pressure advance, print temperature, retraction, tolerances and maximum volumetric speed
+- [Calibration Guide](./Calibration)
+- [Adaptive Pressure Advance Guide](adaptive-pressure-advance)
+
+## Developer Section
- [How to build Orca Slicer](./How-to-build)
-- [Developer Reference](./developer-reference/Home)
+- [Localization and translation guide](Localization_guide)
+- [Developer Reference](https://github.com/SoftFever/OrcaSlicer/blob/main/doc/developer-reference/Home.md)
diff --git a/doc/adaptive-pressure-advance.md b/doc/adaptive-pressure-advance.md
new file mode 100644
index 0000000000..3528352b4a
--- /dev/null
+++ b/doc/adaptive-pressure-advance.md
@@ -0,0 +1,176 @@
+# Adaptive Pressure Advance
+
+This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
+This wiki page aims to explain how this feature works, the prerequisites required to get the most out of it as well as how to calibrate it and set it up.
+
+## Settings Overview
+
+This feature introduces the below options under the filament settings:
+
+1. **Enable adaptive pressure advance:** This is the on/off setting switch for adaptive pressure advance.
+2. **Enable adaptive pressure advance for overhangs:** Enable adaptive PA for overhangs as well as when flow changes within the same feature. This is an experimental option because if the PA profile is not set accurately, it will cause uniformity issues on the external surfaces before and after overhangs. It is recommended to start with this option switched off and enable it after the core adaptive pressure advance feature is calibrated correctly.
+3. **Pressure advance for bridges:** Sets the desired pressure advance value for bridges. Set it to 0 to disable this feature. Experiments have shown that a lower PA value when printing bridges helps reduce the appearance of slight under extrusion immediately after a bridge, which is caused by the pressure drop in the nozzle when printing in the air. Therefore, a lower pressure advance value helps counteract this. A good starting point is approximately half your usual PA value.
+4. **Adaptive pressure advance measurements:** This field contains the calibration values used to generate the pressure advance profile for the nozzle/printer. Input sets of pressure advance (PA) values and the corresponding volumetric flow speeds and accelerations they were measured at, separated by a comma. Add one set of values per line. More information on how to calibrate the model follows in the sections below.
+5. **Pressure advance:** The old field is still needed and is required to be populated with a PA value. A “good enough” median PA value should be entered here, as this will act as a fallback value when performing tool changes, printing a purge/wipe tower for multi-color prints as well as a fallback in case the model fails to identify an appropriate value (unlikely but it’s the ultimate backstop).
+
+