::get_enum_names();
thumbnails_str.clear();
for (const auto& [ext, size] : thumbnails_list)
- thumbnails_str += format("%1%x%2%/%3%, ", size.x(), size.y(), extentions[int(ext)]);
+ thumbnails_str += Slic3r::format("%1%x%2%/%3%, ", size.x(), size.y(), extentions[int(ext)]);
thumbnails_str.resize(thumbnails_str.length() - 2);
config.set_key_value("thumbnails", new ConfigOptionString(thumbnails_str));
diff --git a/src/libslic3r/PrintConfig.hpp b/src/libslic3r/PrintConfig.hpp
index 67cdfef999..9e31eb5bfb 100644
--- a/src/libslic3r/PrintConfig.hpp
+++ b/src/libslic3r/PrintConfig.hpp
@@ -1031,6 +1031,12 @@ PRINT_CONFIG_CLASS_DEFINE(
((ConfigOptionFloats, filament_flow_ratio))
((ConfigOptionBools, enable_pressure_advance))
((ConfigOptionFloats, pressure_advance))
+ // Orca: adaptive pressure advance and calibration model
+ ((ConfigOptionBools, adaptive_pressure_advance))
+ ((ConfigOptionBools, adaptive_pressure_advance_overhangs))
+ ((ConfigOptionStrings, adaptive_pressure_advance_model))
+ ((ConfigOptionFloats, adaptive_pressure_advance_bridges))
+ //
((ConfigOptionFloat, fan_kickstart))
((ConfigOptionBool, fan_speedup_overhangs))
((ConfigOptionFloat, fan_speedup_time))
diff --git a/src/platform/unix/BuildLinuxImage.sh.in b/src/platform/unix/BuildLinuxImage.sh.in
index be88461992..96cf25bc14 100644
--- a/src/platform/unix/BuildLinuxImage.sh.in
+++ b/src/platform/unix/BuildLinuxImage.sh.in
@@ -37,7 +37,7 @@ echo -n "[9/9] Generating Linux app..."
cat << EOF >@SLIC3R_APP_CMD@
#!/bin/bash
DIR=\$(readlink -f "\$0" | xargs dirname)
-export LD_LIBRARY_PATH="\$DIR/bin"
+export LD_LIBRARY_PATH="\$DIR/bin:\$LD_LIBRARY_PATH"
# FIXME: OrcaSlicer segfault workarounds
# 1) OrcaSlicer will segfault on systems where locale info is not as expected (i.e. Holo-ISO arch-based distro)
diff --git a/src/slic3r/GUI/AboutDialog.cpp b/src/slic3r/GUI/AboutDialog.cpp
index f4e69dd587..52d04bed54 100644
--- a/src/slic3r/GUI/AboutDialog.cpp
+++ b/src/slic3r/GUI/AboutDialog.cpp
@@ -339,7 +339,7 @@ AboutDialog::AboutDialog()
(boost::format(
""
""
- "https://github.com/SoftFever/Orcaslicer
"
+ "https://github.com/SoftFever/Orcaslicer
"
""
"")
).str());
diff --git a/src/slic3r/GUI/Auxiliary.cpp b/src/slic3r/GUI/Auxiliary.cpp
index c28457ea03..8d338edc21 100644
--- a/src/slic3r/GUI/Auxiliary.cpp
+++ b/src/slic3r/GUI/Auxiliary.cpp
@@ -843,6 +843,7 @@ void AuxiliaryPanel::init_tabpanel()
auto back_btn = new Button(this, _L("return"), "assemble_return", wxBORDER_NONE | wxBU_LEFT | wxBU_EXACTFIT);
back_btn->SetSize(wxSize(FromDIP(220), FromDIP(18)));
back_btn->SetBackgroundColor(btn_bg_green);
+ back_btn->SetTextColor(StateColor (std::pair(wxColour("#FDFFFD"), StateColor::Normal))); // ORCA fixes color change on text. icon stays white color but text changes to black without this
back_btn->SetCornerRadius(0);
back_btn->Bind(wxEVT_COMMAND_BUTTON_CLICKED, [this](wxEvent& e) {
auto event = wxCommandEvent(EVT_AUXILIARY_DONE);
diff --git a/src/slic3r/GUI/Auxiliary.hpp b/src/slic3r/GUI/Auxiliary.hpp
index b1378d0878..878f032b9a 100644
--- a/src/slic3r/GUI/Auxiliary.hpp
+++ b/src/slic3r/GUI/Auxiliary.hpp
@@ -52,7 +52,7 @@
#define AUFILE_GREY300 wxColour(238, 238, 238)
#define AUFILE_GREY200 wxColour(248, 248, 248)
#define AUFILE_BRAND wxColour(0, 150, 136)
-#define AUFILE_BRAND_TRANSPARENT wxColour(215, 232, 222)
+#define AUFILE_BRAND_TRANSPARENT wxColour("#E5F0EE") // ORCA color with %10 opacity
//#define AUFILE_PICTURES_SIZE wxSize(FromDIP(300), FromDIP(300))
//#define AUFILE_PICTURES_PANEL_SIZE wxSize(FromDIP(300), FromDIP(340))
#define AUFILE_PICTURES_SIZE wxSize(FromDIP(168), FromDIP(168))
diff --git a/src/slic3r/GUI/BitmapCache.cpp b/src/slic3r/GUI/BitmapCache.cpp
index ae0678f6b1..db334cd998 100644
--- a/src/slic3r/GUI/BitmapCache.cpp
+++ b/src/slic3r/GUI/BitmapCache.cpp
@@ -336,7 +336,7 @@ wxBitmap* BitmapCache::load_svg(const std::string &bitmap_name, unsigned target_
replaces["\"#00FF00\""] = "\"#FF0000\"";
replaces["\"#009688\""] = "\"#00675b\"";
replaces["#DBDBDB"] = "#4A4A51"; // ORCA border color
- replaces["#F0F0F1"] = "#404040"; // ORCA disabled background color
+ replaces["#F0F0F1"] = "#333337"; // ORCA disabled background color
replaces["#262E30"] = "#EFEFF0"; // ORCA
} else {
replaces["#949494"] = "#7C8282"; // ORCA replace icon line color for light theme
diff --git a/src/slic3r/GUI/ConfigManipulation.cpp b/src/slic3r/GUI/ConfigManipulation.cpp
index 52d1ea99a6..baa53d4564 100644
--- a/src/slic3r/GUI/ConfigManipulation.cpp
+++ b/src/slic3r/GUI/ConfigManipulation.cpp
@@ -268,7 +268,7 @@ void ConfigManipulation::update_print_fff_config(DynamicPrintConfig* config, con
if (config->option("elefant_foot_compensation")->value > 1)
{
- const wxString msg_text = _(L("Too large elefant foot compensation is unreasonable.\n"
+ const wxString msg_text = _(L("Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n\n"
"The value will be reset to 0."));
diff --git a/src/slic3r/GUI/CreatePresetsDialog.cpp b/src/slic3r/GUI/CreatePresetsDialog.cpp
index 9a79fd96d8..e02509c2a7 100644
--- a/src/slic3r/GUI/CreatePresetsDialog.cpp
+++ b/src/slic3r/GUI/CreatePresetsDialog.cpp
@@ -62,7 +62,7 @@ static const std::vector filament_vendors =
static const std::vector filament_types = {"PLA", "rPLA", "PLA+", "PLA Tough", "PETG", "ABS", "ASA", "FLEX", "HIPS", "PA", "PACF",
"NYLON", "PVA", "PVB", "PC", "PCABS", "PCTG", "PCCF", "PHA", "PP", "PEI", "PET", "PETG",
"PETGCF", "PTBA", "PTBA90A", "PEEK", "TPU93A", "TPU75D", "TPU", "TPU92A", "TPU98A", "Misc",
- "TPE", "GLAZE", "Nylon", "CPE", "METAL", "ABST", "Carbon Fiber"};
+ "TPE", "GLAZE", "Nylon", "CPE", "METAL", "ABST", "Carbon Fiber", "SBS"};
static const std::vector printer_vendors =
{"Anker", "Anycubic", "Artillery", "Bambulab", "BIQU",
@@ -1641,7 +1641,7 @@ wxBoxSizer *CreatePrinterPresetDialog::create_printer_item(wxWindow *parent)
m_select_model->SetLabelColor(*wxBLACK);
}
} else {
- MessageDialog dlg(this, _L("The model is not fond, place reselect vendor."), wxString(SLIC3R_APP_FULL_NAME) + " - " + _L("Info"), wxYES | wxYES_DEFAULT | wxCENTRE);
+ MessageDialog dlg(this, _L("The model is not found, place reselect vendor."), wxString(SLIC3R_APP_FULL_NAME) + " - " + _L("Info"), wxYES | wxYES_DEFAULT | wxCENTRE);
dlg.ShowModal();
}
e.Skip();
@@ -2121,7 +2121,7 @@ bool CreatePrinterPresetDialog::load_system_and_user_presets_with_curr_model(Pre
varient = model_varient.substr(index_at + 3, index_nozzle - index_at - 4);
} else {
BOOST_LOG_TRIVIAL(info) << __FUNCTION__ << "get nozzle failed";
- MessageDialog dlg(this, _L("The nozzle diameter is not fond, place reselect."), wxString(SLIC3R_APP_FULL_NAME) + " - " + _L("Info"), wxYES_NO | wxYES_DEFAULT | wxCENTRE);
+ MessageDialog dlg(this, _L("The nozzle diameter is not found, place reselect."), wxString(SLIC3R_APP_FULL_NAME) + " - " + _L("Info"), wxYES_NO | wxYES_DEFAULT | wxCENTRE);
dlg.ShowModal();
return false;
}
@@ -2132,7 +2132,7 @@ bool CreatePrinterPresetDialog::load_system_and_user_presets_with_curr_model(Pre
if (temp_printer_preset) {
m_printer_preset = new Preset(*temp_printer_preset);
} else {
- MessageDialog dlg(this, _L("The printer preset is not fond, place reselect."), wxString(SLIC3R_APP_FULL_NAME) + " - " + _L("Info"), wxYES_NO | wxYES_DEFAULT | wxCENTRE);
+ MessageDialog dlg(this, _L("The printer preset is not found, place reselect."), wxString(SLIC3R_APP_FULL_NAME) + " - " + _L("Info"), wxYES_NO | wxYES_DEFAULT | wxCENTRE);
dlg.ShowModal();
return false;
}
diff --git a/src/slic3r/GUI/GCodeViewer.cpp b/src/slic3r/GUI/GCodeViewer.cpp
index e2a4f00a56..0d649b9a6a 100644
--- a/src/slic3r/GUI/GCodeViewer.cpp
+++ b/src/slic3r/GUI/GCodeViewer.cpp
@@ -4547,7 +4547,6 @@ void GCodeViewer::render_legend(float &legend_height, int canvas_width, int canv
const auto preferred_offset = ImGui::GetWindowWidth() - ImGui::CalcTextSize(_u8L("Display").c_str()).x - ImGui::GetFrameHeight() / 2 - 2 * window_padding - ImGui::GetStyle().ScrollbarSize;
if (preferred_offset > offsets.back()) {
offsets.back() = preferred_offset;
- imgui.set_requires_extra_frame();
}
}
diff --git a/src/slic3r/GUI/GLCanvas3D.cpp b/src/slic3r/GUI/GLCanvas3D.cpp
index a378f63970..511bbfa6fc 100644
--- a/src/slic3r/GUI/GLCanvas3D.cpp
+++ b/src/slic3r/GUI/GLCanvas3D.cpp
@@ -7852,7 +7852,7 @@ void GLCanvas3D::_render_imgui_select_plate_toolbar()
ImVec4 scroll_col = ImVec4(0.77f, 0.77f, 0.77f, 1.0f);
//ImGui::PushStyleColor(ImGuiCol_Text, ImVec4(0.f, 0.f, 0.f, 1.0f));
//use white text as the background switch to black
- ImGui::PushStyleColor(ImGuiCol_Text, ImVec4(1.0f, 1.0f, 1.0f, 1.0f));
+ ImGui::PushStyleColor(ImGuiCol_Text, m_is_dark ? ImVec4(.9f, .9f, .9f, 1) : ImVec4(.3f, .3f, .3f, 1)); // ORCA Plate number text > Add support for dark mode
ImGui::PushStyleColor(ImGuiCol_WindowBg, window_bg);
ImGui::PushStyleColor(ImGuiCol_ScrollbarBg, ImVec4(0.f, 0.f, 0.f, 0.f)); // ORCA using background color with opacity creates a second color. This prevents secondary color
ImGui::PushStyleColor(ImGuiCol_ScrollbarGrabActive, scroll_col);
diff --git a/src/slic3r/GUI/GUI_App.cpp b/src/slic3r/GUI/GUI_App.cpp
index 842909985b..eedf223ae9 100644
--- a/src/slic3r/GUI/GUI_App.cpp
+++ b/src/slic3r/GUI/GUI_App.cpp
@@ -2876,7 +2876,7 @@ void GUI_App::init_label_colours()
#if defined(_WIN32) || defined(__linux__) || defined(__APPLE__)
m_color_label_default = is_dark_mode ? wxColour(250, 250, 250) : m_color_label_sys; // wxSystemSettings::GetColour(wxSYS_COLOUR_WINDOWTEXT);
m_color_highlight_label_default = is_dark_mode ? wxColour(230, 230, 230): wxSystemSettings::GetColour(/*wxSYS_COLOUR_HIGHLIGHTTEXT*/wxSYS_COLOUR_WINDOWTEXT);
- m_color_highlight_default = is_dark_mode ? wxColour(78, 78, 78) : wxSystemSettings::GetColour(wxSYS_COLOUR_3DLIGHT);
+ m_color_highlight_default = is_dark_mode ? wxColour("#36363B") : wxColour("#F1F1F1"); // ORCA row highlighting
m_color_hovered_btn_label = is_dark_mode ? wxColour(255, 255, 254) : wxColour(0,0,0);
m_color_default_btn_label = is_dark_mode ? wxColour(255, 255, 254): wxColour(0,0,0);
m_color_selected_btn_bg = is_dark_mode ? wxColour(84, 84, 91) : wxColour(206, 206, 206);
diff --git a/src/slic3r/GUI/GUI_Factories.cpp b/src/slic3r/GUI/GUI_Factories.cpp
index bd0d5ff856..067fd45e35 100644
--- a/src/slic3r/GUI/GUI_Factories.cpp
+++ b/src/slic3r/GUI/GUI_Factories.cpp
@@ -263,7 +263,7 @@ std::map SettingsFactory::CATEGORY_ICON =
{ L("Extruders") , "blank_14" },
{ L("Extrusion Width") , "blank_14" },
{ L("Wipe options") , "blank_14" },
- { L("Bed adhension") , "blank_14" },
+ { L("Bed adhesion") , "blank_14" },
// { L("Speed > Acceleration") , "time" },
{ L("Advanced") , "blank_14" },
// BBS: remove SLA categories
@@ -1441,10 +1441,10 @@ void MenuFactory::create_bbl_part_menu()
if (!split_menu)
return;
- append_menu_item(split_menu, wxID_ANY, _L("To objects"), _L("Split the selected object into mutiple objects"),
+ append_menu_item(split_menu, wxID_ANY, _L("To objects"), _L("Split the selected object into multiple objects"),
[](wxCommandEvent&) { plater()->split_object(); }, "menu_split_objects", menu,
[]() { return plater()->can_split(true); }, m_parent);
- append_menu_item(split_menu, wxID_ANY, _L("To parts"), _L("Split the selected object into mutiple parts"),
+ append_menu_item(split_menu, wxID_ANY, _L("To parts"), _L("Split the selected object into multiple parts"),
[](wxCommandEvent&) { plater()->split_volume(); }, "menu_split_parts", menu,
[]() { return plater()->can_split(false); }, m_parent);
diff --git a/src/slic3r/GUI/GUI_ObjectList.cpp b/src/slic3r/GUI/GUI_ObjectList.cpp
index 5ba1751daa..30846abf51 100644
--- a/src/slic3r/GUI/GUI_ObjectList.cpp
+++ b/src/slic3r/GUI/GUI_ObjectList.cpp
@@ -5412,7 +5412,7 @@ void ObjectList::fix_through_netfabb()
msg += "\n\n";
}
if (!failed_models.empty()) {
- msg += _L_PLURAL("Failed to repair folowing model object", "Failed to repair folowing model objects", failed_models.size()) + ":\n";
+ msg += _L_PLURAL("Failed to repair following model object", "Failed to repair following model objects", failed_models.size()) + ":\n";
for (auto& model : failed_models)
msg += bullet_suf + from_u8(model.first) + ": " + _(model.second);
}
diff --git a/src/slic3r/GUI/Gizmos/GLGizmoCut.cpp b/src/slic3r/GUI/Gizmos/GLGizmoCut.cpp
index 011df0cd34..32b0e20492 100644
--- a/src/slic3r/GUI/Gizmos/GLGizmoCut.cpp
+++ b/src/slic3r/GUI/Gizmos/GLGizmoCut.cpp
@@ -631,7 +631,7 @@ bool GLGizmoCut3D::render_slider_double_input(const std::string& label, float& v
float min_tolerance = tolerance_in < 0.f ? UndefMinVal : 0.f;
const float max_tolerance_v = max_tolerance > 0.f ? std::min(max_tolerance, 0.5f * mean_size) : 0.5f * mean_size;
- m_imgui->bbl_slider_float_style(("##tolerance_" + label).c_str(), &tolerance, min_tolerance, max_tolerance_v, format.c_str(), 1.f, true,
+ m_imgui->bbl_slider_float_style("##tolerance_" + label, &tolerance, min_tolerance, max_tolerance_v, format.c_str(), 1.f, true,
_L("Tolerance"));
left_width += (slider_with + item_in_gap);
@@ -699,7 +699,7 @@ bool GLGizmoCut3D::render_reset_button(const std::string& label_id, const std::s
ImGui::PushStyleColor(ImGuiCol_ButtonHovered, {0.4f, 0.4f, 0.4f, 1.0f});
ImGui::PushStyleColor(ImGuiCol_ButtonActive, {0.4f, 0.4f, 0.4f, 1.0f});
- const bool revert = m_imgui->button(wxString(ImGui::RevertBtn) + "##" + label_id);
+ const bool revert = m_imgui->button(wxString(ImGui::RevertBtn) + "##" + wxString::FromUTF8(label_id));
ImGui::PopStyleColor(3);
@@ -2534,7 +2534,7 @@ void GLGizmoCut3D::render_groove_float_input(const std::string& label, float& in
m_imgui->disabled_begin(is_approx(in_val, init_val) && is_approx(in_tolerance, 0.1f));
const std::string act_name = _u8L("Reset");
- if (render_reset_button(("##groove_" + label + act_name).c_str(), act_name)) {
+ if (render_reset_button("##groove_" + label + act_name, act_name)) {
Plater::TakeSnapshot snapshot(wxGetApp().plater(), GUI::format("%1%: %2%", act_name, label), UndoRedo::SnapshotType::GizmoAction);
in_val = init_val;
in_tolerance = 0.1f;
@@ -2574,7 +2574,7 @@ bool GLGizmoCut3D::render_angle_input(const std::string& label, float& in_val, c
const float old_val = val;
const std::string format = "%.0f " + _u8L("°");
- m_imgui->bbl_slider_float_style(("##angle_" + label).c_str(), &val, min_val, max_val, format.c_str(), 1.f, true, from_u8(label));
+ m_imgui->bbl_slider_float_style("##angle_" + label, &val, min_val, max_val, format.c_str(), 1.f, true, from_u8(label));
ImGui::SameLine(left_width);
ImGui::PushItemWidth(input_width);
@@ -2597,7 +2597,7 @@ bool GLGizmoCut3D::render_angle_input(const std::string& label, float& in_val, c
m_imgui->disabled_begin(is_approx(in_val, init_val));
const std::string act_name = _u8L("Reset");
- if (render_reset_button(("##angle_" + label + act_name).c_str(), act_name)) {
+ if (render_reset_button("##angle_" + label + act_name, act_name)) {
Plater::TakeSnapshot snapshot(wxGetApp().plater(), GUI::format("%1%: %2%", act_name, label), UndoRedo::SnapshotType::GizmoAction);
in_val = init_val;
is_changed = true;
@@ -2640,7 +2640,7 @@ void GLGizmoCut3D::render_snap_specific_input(const std::string& label, const wx
float val = in_val * 100.f;
const float old_val = val;
- m_imgui->bbl_slider_float_style(("##snap_" + label).c_str(), &val, min_val, max_val, format.c_str(), 1.f, true, tooltip);
+ m_imgui->bbl_slider_float_style("##snap_" + label, &val, min_val, max_val, format.c_str(), 1.f, true, tooltip);
ImGui::SameLine(left_width);
ImGui::PushItemWidth(input_width);
@@ -2655,7 +2655,7 @@ void GLGizmoCut3D::render_snap_specific_input(const std::string& label, const wx
m_imgui->disabled_begin(is_approx(in_val, init_val));
const std::string act_name = _u8L("Reset");
- if (render_reset_button(("##snap_" + label + act_name).c_str(), act_name)) {
+ if (render_reset_button("##snap_" + label + act_name, act_name)) {
in_val = init_val;
is_changed = true;
}
@@ -2690,7 +2690,7 @@ void GLGizmoCut3D::render_cut_plane_input_window(CutConnectors &connectors, floa
const bool is_cut_plane_init = m_rotation_m.isApprox(Transform3d::Identity()) && m_bb_center.isApprox(m_plane_center);
m_imgui->disabled_begin(is_cut_plane_init);
std::string act_name = _u8L("Reset cutting plane");
- if (render_reset_button("cut_plane", into_u8(act_name))) {
+ if (render_reset_button("cut_plane", act_name)) {
Plater::TakeSnapshot snapshot(wxGetApp().plater(), act_name, UndoRedo::SnapshotType::GizmoAction);
reset_cut_plane();
}
@@ -2710,7 +2710,7 @@ void GLGizmoCut3D::render_cut_plane_input_window(CutConnectors &connectors, floa
m_imgui->disabled_begin(is_cut_plane_init && !has_connectors);
act_name = _u8L("Reset cut");
- if (m_imgui->button(act_name, _u8L("Reset cutting plane and remove connectors"))) {
+ if (m_imgui->button(wxString::FromUTF8(act_name), _L("Reset cutting plane and remove connectors"))) {
Plater::TakeSnapshot snapshot(wxGetApp().plater(), act_name, UndoRedo::SnapshotType::GizmoAction);
reset_cut_plane();
reset_connectors();
diff --git a/src/slic3r/GUI/Gizmos/GLGizmoEmboss.cpp b/src/slic3r/GUI/Gizmos/GLGizmoEmboss.cpp
index 87ae609d24..bee454af28 100644
--- a/src/slic3r/GUI/Gizmos/GLGizmoEmboss.cpp
+++ b/src/slic3r/GUI/Gizmos/GLGizmoEmboss.cpp
@@ -3117,7 +3117,7 @@ void GLGizmoEmboss::create_notification_not_valid_font(
const std::string &face_name = face_name_opt.value_or(face_name_by_wx.value_or(es.path));
std::string text =
GUI::format(_L("Can't load exactly same font(\"%1%\"). "
- "Aplication selected a similar one(\"%2%\"). "
+ "Application selected a similar one(\"%2%\"). "
"You have to specify font for enable edit text."),
face_name_3mf, face_name);
create_notification_not_valid_font(text);
diff --git a/src/slic3r/GUI/Gizmos/GLGizmoFdmSupports.cpp b/src/slic3r/GUI/Gizmos/GLGizmoFdmSupports.cpp
index 0329d7c508..6ad62f1a8e 100644
--- a/src/slic3r/GUI/Gizmos/GLGizmoFdmSupports.cpp
+++ b/src/slic3r/GUI/Gizmos/GLGizmoFdmSupports.cpp
@@ -291,12 +291,13 @@ void GLGizmoFdmSupports::on_render_input_window(float x, float y, float bottom_l
if (i != 0) ImGui::SameLine((empty_button_width + m_imgui->scaled(1.75f)) * i + m_imgui->scaled(1.3f));
ImGui::PushStyleVar(ImGuiStyleVar_FrameBorderSize, 0.0);
- ImGui::PushStyleColor(ImGuiCol_Text, ImVec4(1.f, 1.f, 1.f, 1.f)); // ORCA: Fixes icon rendered without colors while using Light theme
+ ImGui::PushStyleColor(ImGuiCol_Button, ImVec4(0.f, 0.f, 0.f, 0.f)); // ORCA Removes button background on dark mode
+ ImGui::PushStyleColor(ImGuiCol_Text, ImVec4(1.f, 1.f, 1.f, 1.f)); // ORCA: Fixes icon rendered without colors while using Light theme
if (m_current_tool == tool_ids[i]) {
- ImGui::PushStyleColor(ImGuiCol_Button, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
- ImGui::PushStyleColor(ImGuiCol_ButtonHovered, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
- ImGui::PushStyleColor(ImGuiCol_ButtonActive, ImVec4(0.f, 0.59f, 0.53f, 0.30f)); // ORCA use orca color for selected tool / brush
- ImGui::PushStyleColor(ImGuiCol_Border, ImGuiWrapper::COL_ORCA); // ORCA use orca color for border on selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_Button, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_ButtonHovered, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_ButtonActive, ImVec4(0.f, 0.59f, 0.53f, 0.30f)); // ORCA use orca color for selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_Border, ImGuiWrapper::COL_ORCA); // ORCA use orca color for border on selected tool / brush
ImGui::PushStyleVar(ImGuiStyleVar_FrameBorderSize, 1.0);
ImGui::PushStyleVar(ImGuiStyleVar_FrameRounding, 1.0);
}
@@ -306,7 +307,7 @@ void GLGizmoFdmSupports::on_render_input_window(float x, float y, float bottom_l
ImGui::PopStyleColor(4);
ImGui::PopStyleVar(2);
}
- ImGui::PopStyleColor(1);
+ ImGui::PopStyleColor(2);
ImGui::PopStyleVar(1);
if (btn_clicked && m_current_tool != tool_ids[i]) {
diff --git a/src/slic3r/GUI/Gizmos/GLGizmoMmuSegmentation.cpp b/src/slic3r/GUI/Gizmos/GLGizmoMmuSegmentation.cpp
index 283ccacb10..3167266a5e 100644
--- a/src/slic3r/GUI/Gizmos/GLGizmoMmuSegmentation.cpp
+++ b/src/slic3r/GUI/Gizmos/GLGizmoMmuSegmentation.cpp
@@ -514,12 +514,13 @@ void GLGizmoMmuSegmentation::on_render_input_window(float x, float y, float bott
if (i != 0) ImGui::SameLine((empty_button_width + m_imgui->scaled(1.75f)) * i + m_imgui->scaled(1.5f));
ImGui::PushStyleVar(ImGuiStyleVar_FrameBorderSize, 0.0);
- ImGui::PushStyleColor(ImGuiCol_Text, ImVec4(1.f, 1.f, 1.f, 1.f)); // ORCA: Fixes icon rendered without colors while using Light theme
+ ImGui::PushStyleColor(ImGuiCol_Button, ImVec4(0.f, 0.f, 0.f, 0.f)); // ORCA Removes button background on dark mode
+ ImGui::PushStyleColor(ImGuiCol_Text, ImVec4(1.f, 1.f, 1.f, 1.f)); // ORCA Fixes icon rendered without colors while using Light theme
if (m_current_tool == tool_ids[i]) {
- ImGui::PushStyleColor(ImGuiCol_Button, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
- ImGui::PushStyleColor(ImGuiCol_ButtonHovered, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
- ImGui::PushStyleColor(ImGuiCol_ButtonActive, ImVec4(0.f, 0.59f, 0.53f, 0.30f)); // ORCA use orca color for selected tool / brush
- ImGui::PushStyleColor(ImGuiCol_Border, ImGuiWrapper::COL_ORCA); // ORCA use orca color for border on selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_Button, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_ButtonHovered, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_ButtonActive, ImVec4(0.f, 0.59f, 0.53f, 0.30f)); // ORCA use orca color for selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_Border, ImGuiWrapper::COL_ORCA); // ORCA use orca color for border on selected tool / brush
ImGui::PushStyleVar(ImGuiStyleVar_FrameBorderSize, 1.0);
ImGui::PushStyleVar(ImGuiStyleVar_FrameRounding, 1.0);
}
@@ -529,7 +530,7 @@ void GLGizmoMmuSegmentation::on_render_input_window(float x, float y, float bott
ImGui::PopStyleColor(4);
ImGui::PopStyleVar(2);
}
- ImGui::PopStyleColor(1);
+ ImGui::PopStyleColor(2);
ImGui::PopStyleVar(1);
if (btn_clicked && m_current_tool != tool_ids[i]) {
diff --git a/src/slic3r/GUI/Gizmos/GLGizmoSeam.cpp b/src/slic3r/GUI/Gizmos/GLGizmoSeam.cpp
index 935a76ca0f..0f903a0aad 100644
--- a/src/slic3r/GUI/Gizmos/GLGizmoSeam.cpp
+++ b/src/slic3r/GUI/Gizmos/GLGizmoSeam.cpp
@@ -240,12 +240,13 @@ void GLGizmoSeam::on_render_input_window(float x, float y, float bottom_limit)
if (i != 0) ImGui::SameLine((empty_button_width + m_imgui->scaled(1.75f)) * i + m_imgui->scaled(1.3f));
ImGui::PushStyleVar(ImGuiStyleVar_FrameBorderSize, 0.0);
- ImGui::PushStyleColor(ImGuiCol_Text, ImVec4(1.f, 1.f, 1.f, 1.f)); // ORCA: Fixes icon rendered without colors while using Light theme
+ ImGui::PushStyleColor(ImGuiCol_Button, ImVec4(0.f, 0.f, 0.f, 0.f)); // ORCA Removes button background on dark mode
+ ImGui::PushStyleColor(ImGuiCol_Text, ImVec4(1.f, 1.f, 1.f, 1.f)); // ORCA: Fixes icon rendered without colors while using Light theme
if (m_current_tool == tool_ids[i]) {
- ImGui::PushStyleColor(ImGuiCol_Button, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
- ImGui::PushStyleColor(ImGuiCol_ButtonHovered, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
- ImGui::PushStyleColor(ImGuiCol_ButtonActive, ImVec4(0.f, 0.59f, 0.53f, 0.30f)); // ORCA use orca color for selected tool / brush
- ImGui::PushStyleColor(ImGuiCol_Border, ImGuiWrapper::COL_ORCA); // ORCA use orca color for border on selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_Button, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_ButtonHovered, ImVec4(0.f, 0.59f, 0.53f, 0.25f)); // ORCA use orca color for selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_ButtonActive, ImVec4(0.f, 0.59f, 0.53f, 0.30f)); // ORCA use orca color for selected tool / brush
+ ImGui::PushStyleColor(ImGuiCol_Border, ImGuiWrapper::COL_ORCA); // ORCA use orca color for border on selected tool / brush
ImGui::PushStyleVar(ImGuiStyleVar_FrameBorderSize, 1.0);
ImGui::PushStyleVar(ImGuiStyleVar_FrameRounding, 1.0);
}
@@ -255,7 +256,7 @@ void GLGizmoSeam::on_render_input_window(float x, float y, float bottom_limit)
ImGui::PopStyleColor(4);
ImGui::PopStyleVar(2);
}
- ImGui::PopStyleColor(1);
+ ImGui::PopStyleColor(2);
ImGui::PopStyleVar(1);
if (btn_clicked && m_current_tool != tool_ids[i]) {
m_current_tool = tool_ids[i];
diff --git a/src/slic3r/GUI/Gizmos/GLGizmoSimplify.cpp b/src/slic3r/GUI/Gizmos/GLGizmoSimplify.cpp
index 32f1591248..1d9171e3bd 100644
--- a/src/slic3r/GUI/Gizmos/GLGizmoSimplify.cpp
+++ b/src/slic3r/GUI/Gizmos/GLGizmoSimplify.cpp
@@ -367,7 +367,7 @@ void GLGizmoSimplify::on_render_input_window(float x, float y, float bottom_limi
apply_simplify();
}
else if (ImGui::IsItemHovered(ImGuiHoveredFlags_AllowWhenDisabled) && is_worker_running) {
- ImGui::SetTooltip("%s", _u8L("Can't apply when proccess preview.").c_str());
+ ImGui::SetTooltip("%s", _u8L("Can't apply when process preview.").c_str());
}
m_imgui->pop_confirm_button_style();
m_imgui->disabled_end(); // state !settings
diff --git a/src/slic3r/GUI/Gizmos/GLGizmoText.cpp b/src/slic3r/GUI/Gizmos/GLGizmoText.cpp
index 411ec8f2ff..8cef19ca0f 100644
--- a/src/slic3r/GUI/Gizmos/GLGizmoText.cpp
+++ b/src/slic3r/GUI/Gizmos/GLGizmoText.cpp
@@ -278,7 +278,7 @@ bool GLGizmoText::on_init()
m_desc["surface"] = _L("Surface");
m_desc["horizontal_text"] = _L("Horizontal text");
- m_desc["rotate_text_caption"] = _L("Shift + Mouse move up or dowm");
+ m_desc["rotate_text_caption"] = _L("Shift + Mouse move up or down");
m_desc["rotate_text"] = _L("Rotate text");
return true;
diff --git a/src/slic3r/GUI/ImGuiWrapper.cpp b/src/slic3r/GUI/ImGuiWrapper.cpp
index 6240d73c30..2595d3804d 100644
--- a/src/slic3r/GUI/ImGuiWrapper.cpp
+++ b/src/slic3r/GUI/ImGuiWrapper.cpp
@@ -163,7 +163,7 @@ const ImVec4 ImGuiWrapper::COL_BUTTON_ACTIVE = COL_BUTTON_HOVERED;
//BBS
const ImVec4 ImGuiWrapper::COL_BLUE_LIGHT = ImVec4(0.122f, 0.557f, 0.918f, 1.0f);
-const ImVec4 ImGuiWrapper::COL_GREEN_LIGHT = ImVec4(0.86f, 0.99f, 0.91f, 1.0f);
+const ImVec4 ImGuiWrapper::COL_GREEN_LIGHT = { 0.f, 156 / 255.f, 136 / 255.f, 0.25f }; // ORCA used on various places like text selection bg. Replaced with orca color
const ImVec4 ImGuiWrapper::COL_HOVER = { 0.933f, 0.933f, 0.933f, 1.0f };
const ImVec4 ImGuiWrapper::COL_ACTIVE = { 0.675f, 0.675f, 0.675f, 1.0f };
const ImVec4 ImGuiWrapper::COL_SEPARATOR = { 0.93f, 0.93f, 0.93f, 1.0f };
@@ -2585,20 +2585,20 @@ void ImGuiWrapper::push_combo_style(const float scale)
ImGui::PushStyleVar(ImGuiStyleVar_FrameRounding, 1.0f * scale);
ImGui::PushStyleVar(ImGuiStyleVar_FrameBorderSize, 1.0f * scale);
ImGui::PushStyleColor(ImGuiCol_PopupBg, ImGuiWrapper::COL_WINDOW_BG_DARK);
- ImGui::PushStyleColor(ImGuiCol_BorderActive, COL_ORCA);
- ImGui::PushStyleColor(ImGuiCol_HeaderHovered, to_ImVec4(to_rgba(ColorRGB::ORCA(), 0.5f)));
+ ImGui::PushStyleColor(ImGuiCol_BorderActive, ImVec4(0.f, 150.f / 255.f, 136.f / 255.f, 0.6f)); // ORCA hovered item border color
+ ImGui::PushStyleColor(ImGuiCol_HeaderHovered, {0.f, 0.f, 0.f, 0.f}); // ORCA hovered item background color
ImGui::PushStyleColor(ImGuiCol_HeaderActive, COL_ORCA);
- ImGui::PushStyleColor(ImGuiCol_Header, COL_ORCA);
+ ImGui::PushStyleColor(ImGuiCol_Header, ImVec4(0.f, 150.f / 255.f, 136.f / 255.f, 0.25f)); // ORCA active item background color
ImGui::PushStyleColor(ImGuiCol_ScrollbarBg, ImGuiWrapper::COL_WINDOW_BG_DARK);
ImGui::PushStyleColor(ImGuiCol_Button, {1.00f, 1.00f, 1.00f, 0.0f});
} else {
ImGui::PushStyleVar(ImGuiStyleVar_FrameRounding, 1.0f * scale);
ImGui::PushStyleVar(ImGuiStyleVar_FrameBorderSize, 1.0f * scale);
ImGui::PushStyleColor(ImGuiCol_PopupBg, ImGuiWrapper::COL_WINDOW_BG);
- ImGui::PushStyleColor(ImGuiCol_BorderActive, COL_ORCA);
- ImGui::PushStyleColor(ImGuiCol_HeaderHovered, to_ImVec4(to_rgba(ColorRGB::ORCA(), 0.5f)));
+ ImGui::PushStyleColor(ImGuiCol_BorderActive, ImVec4(0.f, 150.f / 255.f, 136.f / 255.f, 0.6f)); // ORCA hovered item border color
+ ImGui::PushStyleColor(ImGuiCol_HeaderHovered, {0.f, 0.f, 0.f, 0.f}); // ORCA hovered item background color
ImGui::PushStyleColor(ImGuiCol_HeaderActive, COL_ORCA);
- ImGui::PushStyleColor(ImGuiCol_Header, COL_ORCA);
+ ImGui::PushStyleColor(ImGuiCol_Header, ImVec4(0.f, 150.f / 255.f, 136.f / 255.f, 0.25f)); // ORCA active item background color
ImGui::PushStyleColor(ImGuiCol_ScrollbarBg, ImGuiWrapper::COL_WINDOW_BG);
ImGui::PushStyleColor(ImGuiCol_Button, {1.00f, 1.00f, 1.00f, 0.0f});
}
diff --git a/src/slic3r/GUI/Jobs/PrintJob.cpp b/src/slic3r/GUI/Jobs/PrintJob.cpp
index 338aca9842..a54310c234 100644
--- a/src/slic3r/GUI/Jobs/PrintJob.cpp
+++ b/src/slic3r/GUI/Jobs/PrintJob.cpp
@@ -114,7 +114,7 @@ wxString PrintJob::get_http_error_msg(unsigned int status, std::string body)
return _L("Service Unavailable");
}
else {
- wxString unkown_text = _L("Unkown Error.");
+ wxString unkown_text = _L("Unknown Error.");
unkown_text += wxString::Format("status=%u, body=%s", status, body);
BOOST_LOG_TRIVIAL(error) << "http_error: status=" << status << ", code=" << code << ", error=" << error;
return unkown_text;
diff --git a/src/slic3r/GUI/Jobs/SendJob.cpp b/src/slic3r/GUI/Jobs/SendJob.cpp
index f0369beb99..6566060546 100644
--- a/src/slic3r/GUI/Jobs/SendJob.cpp
+++ b/src/slic3r/GUI/Jobs/SendJob.cpp
@@ -78,7 +78,7 @@ wxString SendJob::get_http_error_msg(unsigned int status, std::string body)
return _L("Service Unavailable");
}
else {
- wxString unkown_text = _L("Unkown Error.");
+ wxString unkown_text = _L("Unknown Error.");
unkown_text += wxString::Format("status=%u, body=%s", status, body);
return unkown_text;
}
diff --git a/src/slic3r/GUI/KBShortcutsDialog.cpp b/src/slic3r/GUI/KBShortcutsDialog.cpp
index bda65536b5..9d368f9e86 100644
--- a/src/slic3r/GUI/KBShortcutsDialog.cpp
+++ b/src/slic3r/GUI/KBShortcutsDialog.cpp
@@ -95,8 +95,8 @@ void KBShortcutsDialog::OnSelectTabel(wxCommandEvent &event)
while (i != m_hash_selector.end()) {
Select *sel = i->second;
if (id == sel->m_index) {
- sel->m_tab_button->SetBackgroundColour(StateColor::darkModeColorFor(wxColour("#FFFFFF")));
- sel->m_tab_text->SetBackgroundColour(StateColor::darkModeColorFor(wxColour("#FFFFFF")));
+ sel->m_tab_button->SetBackgroundColour(StateColor::darkModeColorFor(wxColour("#BFE1DE"))); // ORCA color for selected tab background
+ sel->m_tab_text->SetBackgroundColour(StateColor::darkModeColorFor(wxColour("#BFE1DE"))); // ORCA color for selected tab background
sel->m_tab_text->SetFont(::Label::Head_13);
sel->m_tab_button->Refresh();
sel->m_tab_text->Refresh();
diff --git a/src/slic3r/GUI/OptionsGroup.cpp b/src/slic3r/GUI/OptionsGroup.cpp
index 4a1299b119..936afcacb9 100644
--- a/src/slic3r/GUI/OptionsGroup.cpp
+++ b/src/slic3r/GUI/OptionsGroup.cpp
@@ -483,7 +483,7 @@ bool OptionsGroup::activate(std::function throw_if_canceled/* = [](){}*/
// BBS: new layout
::StaticLine* stl = new ::StaticLine(m_parent, false, _(title), icon);
stl->SetFont(Label::Head_14);
- stl->SetForegroundColour("#262E30");
+ stl->SetForegroundColour("#363636"); // ORCA Match Parameters title color with tab title color
sizer = new wxBoxSizer(wxVERTICAL);
if (title.IsEmpty()) {
stl->Hide();
diff --git a/src/slic3r/GUI/Plater.cpp b/src/slic3r/GUI/Plater.cpp
index b3bcfb2f7f..3dd1bb7075 100644
--- a/src/slic3r/GUI/Plater.cpp
+++ b/src/slic3r/GUI/Plater.cpp
@@ -834,7 +834,7 @@ Sidebar::Sidebar(Plater *parent)
p->m_flushing_volume_btn->SetPaddingSize(wxSize(FromDIP(8),FromDIP(3)));
p->m_flushing_volume_btn->SetCornerRadius(FromDIP(8));
- StateColor flush_bg_col(std::pair(wxColour(219, 253, 231), StateColor::Pressed),
+ StateColor flush_bg_col(std::pair(wxColour("#BFE1DE"), StateColor::Pressed), // ORCA
std::pair(wxColour(238, 238, 238), StateColor::Hovered),
std::pair(wxColour(238, 238, 238), StateColor::Normal));
@@ -4695,7 +4695,7 @@ wxString Plater::priv::get_export_file(GUI::FileType file_type)
if (boost::filesystem::exists(into_u8(out_path), ec)) {
auto result = MessageBox(q->GetHandle(),
wxString::Format(_L("The file %s already exists\nDo you want to replace it?"), out_path),
- _L("Comfirm Save As"),
+ _L("Confirm Save As"),
MB_YESNO | MB_ICONWARNING);
if (result != IDYES)
return wxEmptyString;
@@ -11458,7 +11458,7 @@ TriangleMesh Plater::combine_mesh_fff(const ModelObject& mo, int instance_id, st
csg::mpartsPositive | csg::mpartsNegative);
std::string fail_msg = _u8L("Unable to perform boolean operation on model meshes. "
- "Only positive parts will be kept. You may fix the meshes and try agian.");
+ "Only positive parts will be kept. You may fix the meshes and try again.");
if (auto fail_reason_name = csg::check_csgmesh_booleans(Range{ std::begin(csgmesh), std::end(csgmesh) }); std::get<0>(fail_reason_name) != csg::BooleanFailReason::OK) {
std::string name = std::get<1>(fail_reason_name);
std::map fail_reasons = {
@@ -13260,6 +13260,8 @@ void Plater::clone_selection()
}
Selection& selection = p->get_selection();
selection.clone(res);
+ if (wxGetApp().app_config->get("auto_arrange") == "true")
+ this->arrange();
}
std::vector Plater::get_empty_cells(const Vec2f step)
diff --git a/src/slic3r/GUI/Preferences.cpp b/src/slic3r/GUI/Preferences.cpp
index 79b3cd2646..06ff46b125 100644
--- a/src/slic3r/GUI/Preferences.cpp
+++ b/src/slic3r/GUI/Preferences.cpp
@@ -1004,7 +1004,7 @@ void PreferencesDialog::create()
SetSizer(main_sizer);
Layout();
Fit();
- int screen_height = wxGetDisplaySize().GetY();
+ int screen_height = wxDisplay(m_parent).GetClientArea().GetHeight();
if (this->GetSize().GetY() > screen_height)
this->SetSize(this->GetSize().GetX() + FromDIP(40), screen_height * 4 / 5);
@@ -1133,6 +1133,7 @@ wxWindow* PreferencesDialog::create_general_page()
auto item_calc_in_long_retract = create_item_checkbox(_L("Flushing volumes: Auto-calculate every time when the filament is changed."), page, _L("If enabled, auto-calculate every time when filament is changed"), 50, "auto_calculate_when_filament_change");
auto item_remember_printer_config = create_item_checkbox(_L("Remember printer configuration"), page, _L("If enabled, Orca will remember and switch filament/process configuration for each printer automatically."), 50, "remember_printer_config");
auto item_multi_machine = create_item_checkbox(_L("Multi-device Management(Take effect after restarting Orca)."), page, _L("With this option enabled, you can send a task to multiple devices at the same time and manage multiple devices."), 50, "enable_multi_machine");
+ auto item_auto_arrange = create_item_checkbox(_L("Auto arrange plate after cloning"), page, _L("Auto arrange plate after object cloning"), 50, "auto_arrange");
auto title_presets = create_item_title(_L("Presets"), page, _L("Presets"));
auto title_network = create_item_title(_L("Network"), page, _L("Network"));
auto item_user_sync = create_item_checkbox(_L("Auto sync user presets(Printer/Filament/Process)"), page, _L("User Sync"), 50, "sync_user_preset");
@@ -1205,6 +1206,7 @@ wxWindow* PreferencesDialog::create_general_page()
sizer_page->Add(item_hints, 0, wxTOP, FromDIP(3));
sizer_page->Add(item_calc_in_long_retract, 0, wxTOP, FromDIP(3));
sizer_page->Add(item_multi_machine, 0, wxTOP, FromDIP(3));
+ sizer_page->Add(item_auto_arrange, 0, wxTOP, FromDIP(3));
sizer_page->Add(title_presets, 0, wxTOP | wxEXPAND, FromDIP(20));
sizer_page->Add(item_calc_mode, 0, wxTOP, FromDIP(3));
sizer_page->Add(item_user_sync, 0, wxTOP, FromDIP(3));
diff --git a/src/slic3r/GUI/Project.hpp b/src/slic3r/GUI/Project.hpp
index 99b081527a..0071685e7d 100644
--- a/src/slic3r/GUI/Project.hpp
+++ b/src/slic3r/GUI/Project.hpp
@@ -39,7 +39,7 @@
#define AUFILE_GREY300 wxColour(238, 238, 238)
#define AUFILE_GREY200 wxColour(248, 248, 248)
#define AUFILE_BRAND wxColour(0, 150, 136)
-#define AUFILE_BRAND_TRANSPARENT wxColour(215, 232, 222)
+#define AUFILE_BRAND_TRANSPARENT wxColour("#E5F0EE") // ORCA color with %10 opacity
//#define AUFILE_PICTURES_SIZE wxSize(FromDIP(300), FromDIP(300))
//#define AUFILE_PICTURES_PANEL_SIZE wxSize(FromDIP(300), FromDIP(340))
#define AUFILE_PICTURES_SIZE wxSize(FromDIP(168), FromDIP(168))
diff --git a/src/slic3r/GUI/Search.cpp b/src/slic3r/GUI/Search.cpp
index 5579fb7bcf..186124a2c1 100644
--- a/src/slic3r/GUI/Search.cpp
+++ b/src/slic3r/GUI/Search.cpp
@@ -494,7 +494,7 @@ void SearchItem::OnPaint(wxPaintEvent &event)
void SearchItem::on_mouse_enter(wxMouseEvent &evt)
{
- SetBackgroundColour(StateColor::darkModeColorFor(wxColour(238, 238, 238)));
+ SetBackgroundColour(StateColor::darkModeColorFor(wxColour("#BFE1DE"))); // ORCA color with %25 opacity
Refresh();
}
@@ -506,7 +506,7 @@ void SearchItem::on_mouse_leave(wxMouseEvent &evt)
void SearchItem::on_mouse_left_down(wxMouseEvent &evt)
{
- SetBackgroundColour(StateColor::darkModeColorFor(wxColour(228, 228, 228)));
+ SetBackgroundColour(StateColor::darkModeColorFor(wxColour("#BFE1DE"))); // ORCA color with %25 opacity
Refresh();
}
diff --git a/src/slic3r/GUI/SelectMachine.cpp b/src/slic3r/GUI/SelectMachine.cpp
index 4638a9a4f8..e6b2ac81c5 100644
--- a/src/slic3r/GUI/SelectMachine.cpp
+++ b/src/slic3r/GUI/SelectMachine.cpp
@@ -4901,7 +4901,7 @@ void EditDevNameDialog::on_edit_name(wxCommandEvent &e)
auto size = GetSize();
dc.DrawBitmap(m_bitmap.bmp(), wxPoint(FromDIP(20), (size.y - m_bitmap.GetBmpSize().y) / 2));
dc.SetFont(::Label::Head_13);
- dc.SetTextForeground(wxColour(38, 46, 48));
+ dc.SetTextForeground(StateColor::darkModeColorFor(wxColour("#262E30"))); // ORCA fix text not visible on dark theme
wxString txt = _L("Bind with Pin Code");
auto txt_size = dc.GetTextExtent(txt);
dc.DrawText(txt, wxPoint(FromDIP(40), (size.y - txt_size.y) / 2));
diff --git a/src/slic3r/GUI/Tab.cpp b/src/slic3r/GUI/Tab.cpp
index b59a32b7b7..9fd2f823a0 100644
--- a/src/slic3r/GUI/Tab.cpp
+++ b/src/slic3r/GUI/Tab.cpp
@@ -272,7 +272,7 @@ void Tab::create_preset_tab()
//search input
m_search_item = new StaticBox(m_top_panel);
StateColor box_colour(std::pair(*wxWHITE, StateColor::Normal));
- StateColor box_border_colour(std::pair(wxColour(238, 238, 238), StateColor::Normal));
+ StateColor box_border_colour(std::pair(wxColour("#DBDBDB"), StateColor::Normal)); // ORCA match border color with other input/combo boxes
m_search_item->SetBackgroundColor(box_colour);
m_search_item->SetBorderColor(box_border_colour);
@@ -301,7 +301,7 @@ void Tab::create_preset_tab()
if (m_presets_choice) m_presets_choice->Show();
m_btn_save_preset->Show();
- m_btn_delete_preset->Show(); // ORCA: fixes delete preset button visible while search box focused
+ m_btn_delete_preset->Show(); // ORCA: fixes delete preset button visible while search box focused
m_undo_btn->Show(); // ORCA: fixes revert preset button visible while search box focused
m_btn_search->Show();
m_search_item->Hide();
@@ -331,7 +331,7 @@ void Tab::create_preset_tab()
m_presets_choice->Hide();
m_btn_save_preset->Hide();
- m_btn_delete_preset->Hide(); // ORCA: fixes delete preset button visible while search box focused
+ m_btn_delete_preset->Hide(); // ORCA: fixes delete preset button visible while search box focused
m_undo_btn->Hide(); // ORCA: fixes revert preset button visible while search box focused
m_btn_search->Hide();
m_search_item->Show();
@@ -2039,10 +2039,10 @@ void TabPrint::build()
optgroup->append_single_option_line("elefant_foot_compensation");
optgroup->append_single_option_line("elefant_foot_compensation_layers");
optgroup->append_single_option_line("precise_outer_wall", "Precise-wall");
+ optgroup->append_single_option_line("precise_z_height", "precise-z-height");
optgroup->append_single_option_line("hole_to_polyhole");
optgroup->append_single_option_line("hole_to_polyhole_threshold");
optgroup->append_single_option_line("hole_to_polyhole_twisted");
- optgroup->append_single_option_line("precise_z_height");
optgroup = page->new_optgroup(L("Ironing"), L"param_ironing");
optgroup->append_single_option_line("ironing_type", "parameter/ironing");
@@ -3223,11 +3223,6 @@ void TabFilament::build()
optgroup->append_single_option_line("required_nozzle_HRC");
optgroup->append_single_option_line("default_filament_colour");
optgroup->append_single_option_line("filament_diameter");
- optgroup->append_single_option_line("pellet_flow_coefficient");
- optgroup->append_single_option_line("filament_flow_ratio");
-
- optgroup->append_single_option_line("enable_pressure_advance");
- optgroup->append_single_option_line("pressure_advance");
optgroup->append_single_option_line("filament_density");
optgroup->append_single_option_line("filament_shrink");
@@ -3249,6 +3244,25 @@ void TabFilament::build()
on_value_change(opt_key, value);
};
+ // Orca: New section to focus on flow rate and PA to declutter general section
+ optgroup = page->new_optgroup(L("Flow ratio and Pressure Advance"), L"param_information");
+ optgroup->append_single_option_line("pellet_flow_coefficient", "pellet-flow-coefficient");
+ optgroup->append_single_option_line("filament_flow_ratio");
+
+ optgroup->append_single_option_line("enable_pressure_advance");
+ optgroup->append_single_option_line("pressure_advance");
+
+ // Orca: adaptive pressure advance and calibration model
+ optgroup->append_single_option_line("adaptive_pressure_advance");
+ optgroup->append_single_option_line("adaptive_pressure_advance_overhangs");
+ optgroup->append_single_option_line("adaptive_pressure_advance_bridges");
+
+ option = optgroup->get_option("adaptive_pressure_advance_model");
+ option.opt.full_width = true;
+ option.opt.is_code = true;
+ option.opt.height = 15;
+ optgroup->append_single_option_line(option);
+ //
optgroup = page->new_optgroup(L("Print chamber temperature"), L"param_chamber_temp");
optgroup->append_single_option_line("chamber_temperature", "chamber-temperature");
@@ -3538,9 +3552,18 @@ void TabFilament::toggle_options()
toggle_line("cool_plate_temp_initial_layer", support_multi_bed_types );
toggle_line("eng_plate_temp_initial_layer", support_multi_bed_types);
toggle_line("textured_plate_temp_initial_layer", support_multi_bed_types);
+
+ // Orca: adaptive pressure advance and calibration model
+ // If PA is not enabled, disable adaptive pressure advance and hide the model section
+ // If adaptive PA is not enabled, hide the adaptive PA model section
+ toggle_option("adaptive_pressure_advance", pa);
+ toggle_option("adaptive_pressure_advance_overhangs", pa);
+ bool has_adaptive_pa = m_config->opt_bool("adaptive_pressure_advance", 0);
+ toggle_line("adaptive_pressure_advance_overhangs", has_adaptive_pa && pa);
+ toggle_line("adaptive_pressure_advance_model", has_adaptive_pa && pa);
+ toggle_line("adaptive_pressure_advance_bridges", has_adaptive_pa && pa);
bool is_pellet_printer = cfg.opt_bool("pellet_modded_printer");
-
toggle_line("pellet_flow_coefficient", is_pellet_printer);
toggle_line("filament_diameter", !is_pellet_printer);
}
@@ -3654,7 +3677,6 @@ void TabPrinter::build_fff()
optgroup->append_single_option_line(option);
// optgroup->append_single_option_line("printable_area");
optgroup->append_single_option_line("printable_height");
- optgroup->append_single_option_line("pellet_modded_printer");
optgroup->append_single_option_line("support_multi_bed_types","bed-types");
optgroup->append_single_option_line("nozzle_volume");
optgroup->append_single_option_line("best_object_pos");
@@ -3676,6 +3698,7 @@ void TabPrinter::build_fff()
optgroup = page->new_optgroup(L("Advanced"), L"param_advanced");
optgroup->append_single_option_line("printer_structure");
optgroup->append_single_option_line("gcode_flavor");
+ optgroup->append_single_option_line("pellet_modded_printer", "pellet-flow-coefficient");
optgroup->append_single_option_line("bbl_use_printhost");
optgroup->append_single_option_line("disable_m73");
option = optgroup->get_option("thumbnails");
@@ -4363,7 +4386,7 @@ void TabPrinter::toggle_options()
toggle_line(el, is_BBL_printer);
// SoftFever: hide non-BBL settings
- for (auto el : {"use_firmware_retraction", "use_relative_e_distances", "support_multi_bed_types"})
+ for (auto el : {"use_firmware_retraction", "use_relative_e_distances", "support_multi_bed_types", "pellet_modded_printer"})
toggle_line(el, !is_BBL_printer);
}
diff --git a/src/slic3r/GUI/TabButton.cpp b/src/slic3r/GUI/TabButton.cpp
index 04742223c3..49c153c286 100644
--- a/src/slic3r/GUI/TabButton.cpp
+++ b/src/slic3r/GUI/TabButton.cpp
@@ -17,7 +17,7 @@ END_EVENT_TABLE()
static wxColour BORDER_HOVER_COL = wxColour(0, 150, 136);
const static wxColour TAB_BUTTON_BG = wxColour("#FEFFFF");
-const static wxColour TAB_BUTTON_SEL = wxColour(219, 253, 213, 255);
+const static wxColour TAB_BUTTON_SEL = wxColour("#BFE1DE"); // ORCA
TabButton::TabButton()
: paddingSize(43, 16)
@@ -29,7 +29,7 @@ TabButton::TabButton()
std::make_pair(wxColour("#FEFFFF"), (int) StateColor::Normal));
border_color = StateColor(
- std::make_pair(wxColour("#FEFFFF"), (int) StateColor::Checked),
+ std::make_pair(TAB_BUTTON_SEL, (int) StateColor::Checked), // ORCA use same color for border to prevent 1px blank border
std::make_pair(BORDER_HOVER_COL, (int) StateColor::Hovered),
std::make_pair(wxColour("#FEFFFF"), (int)StateColor::Normal));
}
diff --git a/src/slic3r/GUI/Tabbook.cpp b/src/slic3r/GUI/Tabbook.cpp
index 9b3174540e..cda915ba77 100644
--- a/src/slic3r/GUI/Tabbook.cpp
+++ b/src/slic3r/GUI/Tabbook.cpp
@@ -15,7 +15,7 @@
wxDEFINE_EVENT(wxCUSTOMEVT_TABBOOK_SEL_CHANGED, wxCommandEvent);
const static wxColour TAB_BUTTON_BG = wxColour("#FEFFFF");
-const static wxColour TAB_BUTTON_SEL = wxColour(219, 253, 213, 255);
+const static wxColour TAB_BUTTON_SEL = wxColour("#BFE1DE"); // ORCA
static const wxFont& TAB_BUTTON_FONT = Label::Body_14;
static const wxFont& TAB_BUTTON_FONT_SEL = Label::Head_14;
diff --git a/src/slic3r/GUI/Widgets/ComboBox.cpp b/src/slic3r/GUI/Widgets/ComboBox.cpp
index 79ae2fc8ba..55b8e12bcb 100644
--- a/src/slic3r/GUI/Widgets/ComboBox.cpp
+++ b/src/slic3r/GUI/Widgets/ComboBox.cpp
@@ -58,7 +58,7 @@ ComboBox::ComboBox(wxWindow *parent,
std::make_pair(0xE5F0EE, (int) StateColor::Focused), // ORCA updated background color for focused item
std::make_pair(*wxWHITE, (int) StateColor::Normal)));
TextInput::SetLabelColor(StateColor(
- std::make_pair(wxColour("#ACACAC"), (int) StateColor::Disabled), // ORCA: Use same color for disabled text on combo boxes
+ std::make_pair(0x6B6B6B, (int) StateColor::Disabled), // ORCA: Use same color for disabled text on combo boxes
std::make_pair(0x262E30, (int) StateColor::Normal)));
}
if (auto scroll = GetScrollParent(this))
diff --git a/src/slic3r/GUI/Widgets/SpinInput.cpp b/src/slic3r/GUI/Widgets/SpinInput.cpp
index 795b38df89..5c8b91a0c7 100644
--- a/src/slic3r/GUI/Widgets/SpinInput.cpp
+++ b/src/slic3r/GUI/Widgets/SpinInput.cpp
@@ -21,8 +21,8 @@ END_EVENT_TABLE()
*/
SpinInput::SpinInput()
- : label_color(std::make_pair(0x909090, (int) StateColor::Disabled), std::make_pair(0x6B6B6B, (int) StateColor::Normal))
- , text_color(std::make_pair(0x909090, (int) StateColor::Disabled), std::make_pair(0x262E30, (int) StateColor::Normal))
+ : label_color(std::make_pair(0x6B6B6B, (int) StateColor::Disabled), std::make_pair(0x6B6B6B, (int) StateColor::Normal))
+ , text_color(std::make_pair(0x6B6B6B, (int) StateColor::Disabled), std::make_pair(0x262E30, (int) StateColor::Normal))
{
radius = 0;
border_width = 1;
diff --git a/src/slic3r/GUI/Widgets/StateColor.cpp b/src/slic3r/GUI/Widgets/StateColor.cpp
index 9038d9c62f..f2e1b07027 100644
--- a/src/slic3r/GUI/Widgets/StateColor.cpp
+++ b/src/slic3r/GUI/Widgets/StateColor.cpp
@@ -6,43 +6,43 @@ static bool gDarkMode = false;
static bool operator<(wxColour const &l, wxColour const &r) { return l.GetRGBA() < r.GetRGBA(); }
static std::map gDarkColors{
- {"#009688", "#00675b"},
- {"#1F8EEA", "#2778D2"},
- {"#FF6F00", "#D15B00"},
- {"#D01B1B", "#BB2A3A"},
- {"#262E30", "#EFEFF0"},
- {"#2C2C2E", "#B3B3B4"},
- {"#6B6B6B", "#818183"},
- {"#ACACAC", "#54545A"},
- {"#EEEEEE", "#4C4C55"},
- {"#E8E8E8", "#3E3E45"},
- {"#323A3D", "#E5E5E4"},
- {"#FFFFFF", "#2D2D31"},
- {"#F8F8F8", "#36363C"},
- {"#F1F1F1", "#36363B"},
- {"#3B4446", "#2D2D30"},
- {"#CECECE", "#54545B"},
- {"#DBFDD5", "#3B3B40"},
- {"#000000", "#FFFFFE"},
- {"#F4F4F4", "#36363D"},
- {"#DBDBDB", "#4A4A51"},
- {"#EDFAF2", "#283232"},
- {"#323A3C", "#E5E5E6"},
- {"#6B6B6A", "#B3B3B5"},
- {"#303A3C", "#E5E5E5"},
- {"#FEFFFF", "#242428"},
- {"#A6A9AA", "#2D2D29"},
- {"#363636", "#B2B3B5"},
- {"#F0F0F1", "#404040"},
- {"#9E9E9E", "#53545A"},
- {"#D7E8DE", "#1F2B27"},
- {"#2B3436", "#808080"},
+ {"#009688", "#00675b"}, // rgb(0, 150, 136) ORCA color
+ {"#1F8EEA", "#2778D2"}, // rgb(31, 142, 234) ???
+ {"#FF6F00", "#D15B00"}, // rgb(255, 111, 0) Secondary color
+ {"#D01B1B", "#BB2A3A"}, // rgb(208, 27, 27) ???
+ {"#262E30", "#EFEFF0"}, // rgb(38, 46, 48) Button text color | Input Text Color
+ {"#2C2C2E", "#B3B3B4"}, // rgb(44, 44, 46) ???
+ {"#6B6B6B", "#818183"}, // rgb(107, 107, 107) Disabled Text
+ {"#ACACAC", "#65656A"}, // rgb(172, 172, 172) Disabled Text on boxes | Dimmed Elements
+ {"#EEEEEE", "#4C4C55"}, // rgb(238, 238, 238) Separator Line | Title Line Color
+ {"#E8E8E8", "#3E3E45"}, // rgb(232, 232, 232) ???
+ {"#323A3D", "#E5E5E4"}, // rgb(50, 58, 61) Softer text color
+ {"#FFFFFF", "#2D2D31"}, // rgb(255, 255, 255) Window background
+ {"#F8F8F8", "#36363C"}, // rgb(248, 248, 248) Sidebar > Titlebar > Gradient Top | BBL monitor page titlebar bg
+ {"#F1F1F1", "#36363B"}, // rgb(241, 241, 241) Sidebar > Titlebar > Gradient Bottom
+ {"#3B4446", "#2D2D30"}, // rgb(59, 68, 78) Top Bar / Main tab bar bg color
+ {"#CECECE", "#54545B"}, // rgb(206, 206, 206) Sidebar wxPanel bg |
+ {"#DBFDD5", "#3B3B40"}, // rgb(219, 253, 213) Not Used anymore // Was used for BBS combo boxes etc
+ {"#000000", "#FFFFFE"}, // rgb(0, 0, 0) Mostly Text color wxBlack
+ {"#F4F4F4", "#36363D"}, // rgb(244, 244, 244) ???
+ {"#DBDBDB", "#4A4A51"}, // rgb(219, 219, 219) Input/Combo Box Border Color
+ {"#EDFAF2", "#283232"}, // rgb(229, 240, 238) Not Used anymore // Was used for BBS Combo / Dropdown focused background color
+ {"#323A3C", "#E5E5E6"}, // rgb(50, 58, 60) Text color used on search list |
+ {"#6B6B6A", "#B3B3B5"}, // rgb(107, 107, 106) Button Dimmed text | Input box side text
+ {"#303A3C", "#E5E5E5"}, // rgb(48, 58, 60) Object Table > Column header text color | StaticBox Border Color
+ {"#FEFFFF", "#242428"}, // rgb(254, 255, 255) Side Tabbar bg |
+ {"#A6A9AA", "#2D2D29"}, // rgb(166, 169, 170) Seperator color
+ {"#363636", "#B2B3B5"}, // rgb(54, 54, 54) Sidebar > Parameter Label/Title color | Sidebar tab text | Create Filament window text
+ {"#F0F0F1", "#333337"}, // rgb(240, 240, 241) Disabled element background // ORCA Used better background color for dark mode
+ {"#9E9E9E", "#53545A"}, // rgb(158, 158, 158) ???
+ {"#D7E8DE", "#1F2B27"}, // rgb(215, 232, 222) Not Used anymore // Leftover from BBS
+ {"#2B3436", "#808080"}, // rgb(43, 52, 54) Not Used anymore // Leftover from BBS. Was used as main fill color of icons
{"#ABABAB", "#ABABAB"},
- {"#D9D9D9", "#2D2D32"},
+ {"#D9D9D9", "#2D2D32"}, // rgb(217, 217, 217) Sidebar > Toggle button track color
//{"#F0F0F0", "#4C4C54"},
- // ORCA
- {"#BFE1DE", "#223C3C"}, // rgb(191, 225, 222) Dropdown checked item background color > ORCA color with %25 opacity
- {"#E5F0EE", "#283232"}, // rgb(229, 240, 238) Combo / Dropdown focused background color > ORCA color with %10 opacity
+ // ORCA
+ {"#BFE1DE", "#223C3C"}, // rgb(191, 225, 222) Dropdown checked item background color > ORCA color with %25 opacity
+ {"#E5F0EE", "#283232"}, // rgb(229, 240, 238) Combo / Dropdown focused background color > ORCA color with %10 opacity
};
std::tuple StateColor::GetLAB(const wxColour& color) {
diff --git a/src/slic3r/GUI/Widgets/TabCtrl.cpp b/src/slic3r/GUI/Widgets/TabCtrl.cpp
index 36778f6816..73d792a4e0 100644
--- a/src/slic3r/GUI/Widgets/TabCtrl.cpp
+++ b/src/slic3r/GUI/Widgets/TabCtrl.cpp
@@ -304,7 +304,7 @@ void TabCtrl::doRender(wxDC& dc)
#else
dc.SetPen(wxPen(border_color.colorForStates(states), border_width));
dc.DrawLine(0, size.y - BS2, size.x, size.y - BS2);
- wxColour c(0xf2, 0x75, 0x4e, 0xff);
+ wxColour c("#009688"); // ORCA selected tab underline stroke color
dc.SetPen(wxPen(c, 1));
dc.SetBrush(c);
dc.DrawRoundedRectangle(x1 - radius, size.y - BS2 - border_width * 3, x2 + radius * 2 - x1, border_width * 3, radius);
diff --git a/src/slic3r/GUI/Widgets/TextInput.cpp b/src/slic3r/GUI/Widgets/TextInput.cpp
index 6e1c0f11e2..0aaeaa23da 100644
--- a/src/slic3r/GUI/Widgets/TextInput.cpp
+++ b/src/slic3r/GUI/Widgets/TextInput.cpp
@@ -19,9 +19,9 @@ END_EVENT_TABLE()
*/
TextInput::TextInput()
- : label_color(std::make_pair(0x909090, (int) StateColor::Disabled),
+ : label_color(std::make_pair(0x6B6B6B, (int) StateColor::Disabled),
std::make_pair(0x6B6B6B, (int) StateColor::Normal))
- , text_color(std::make_pair(0x909090, (int) StateColor::Disabled),
+ , text_color(std::make_pair(0x6B6B6B, (int) StateColor::Disabled),
std::make_pair(0x262E30, (int) StateColor::Normal))
{
radius = 0;
diff --git a/src/slic3r/Utils/Http.cpp b/src/slic3r/Utils/Http.cpp
index 11a36dfabc..77a44e699b 100644
--- a/src/slic3r/Utils/Http.cpp
+++ b/src/slic3r/Utils/Http.cpp
@@ -88,9 +88,13 @@ std::mutex g_mutex;
struct form_file
{
- fs::ifstream ifs;
+ fs::ifstream ifs;
boost::filesystem::ifstream::off_type init_offset;
size_t content_length;
+
+ form_file(fs::path const& p, const boost::filesystem::ifstream::off_type offset, const size_t content_length)
+ : ifs(p, std::ios::in | std::ios::binary), init_offset(offset), content_length(content_length)
+ {}
};
struct Http::priv
@@ -314,7 +318,7 @@ void Http::priv::form_add_file(const char *name, const fs::path &path, const cha
filename = path.string().c_str();
}
- form_files.emplace_back(form_file{{path, std::ios::in | std::ios::binary}, offset, length});
+ form_files.emplace_back(path, offset, length);
auto &f = form_files.back();
size_t size = length;
if (length == 0) {
@@ -381,7 +385,7 @@ void Http::priv::set_put_body(const fs::path &path)
boost::system::error_code ec;
boost::uintmax_t filesize = file_size(path, ec);
if (!ec) {
- putFile = std::make_unique(form_file{{path, std::ios_base::binary | std::ios_base::in}, 0, 0});
+ putFile = std::make_unique(path, 0, 0);
::curl_easy_setopt(curl, CURLOPT_UPLOAD, 1L);
::curl_easy_setopt(curl, CURLOPT_READDATA, (void *) (putFile.get()));
::curl_easy_setopt(curl, CURLOPT_INFILESIZE, filesize);
 +
+  +
+ 
 +
+
+
+ +
+[](https://paypal.me/softfever3d)
-Support me
-[](https://ko-fi.com/G2G5IP3CP)
## Some background
OrcaSlicer is originally forked from Bambu Studio, it was previously known as BambuStudio-SoftFever.
diff --git a/SoftFever_doc/sponsor_logos/BigTreeTech.png b/SoftFever_doc/sponsor_logos/BigTreeTech.png
new file mode 100644
index 0000000000..85a4aa04af
Binary files /dev/null and b/SoftFever_doc/sponsor_logos/BigTreeTech.png differ
diff --git a/deps/OCCT/OCCT.cmake b/deps/OCCT/OCCT.cmake
index 651e40ec83..096da413d5 100644
--- a/deps/OCCT/OCCT.cmake
+++ b/deps/OCCT/OCCT.cmake
@@ -22,6 +22,7 @@ orcaslicer_add_cmake_project(OCCT
#-DUSE_FREETYPE=OFF
-DUSE_FFMPEG=OFF
-DUSE_VTK=OFF
+ -DBUILD_DOC_Overview=OFF
-DBUILD_MODULE_ApplicationFramework=OFF
#-DBUILD_MODULE_DataExchange=OFF
-DBUILD_MODULE_Draw=OFF
diff --git a/doc/Calibration.md b/doc/Calibration.md
index bb4b8422b8..74deb7e78d 100644
--- a/doc/Calibration.md
+++ b/doc/Calibration.md
@@ -10,13 +10,20 @@
1. [Max Volumetric speed](#Max-Volumetric-speed)
2. [VFA]
-**NOTE**: After completing the calibration process, remember to create a new project in order to exit the calibration mode.
-**NOTE2**: @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+> [!IMPORTANT]
+> After completing the calibration process, remember to create a new project in order to exit the calibration mode.
+
+> [!TIP]
+> @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+
# Flow rate
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
- 
-----------------------------------------
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.
+>
+> 
+

+
Calibrating the flow rate involves a two-step process.
Steps
1. Select the printer, filament, and process you would like to use for the test.
@@ -26,7 +33,7 @@ Steps
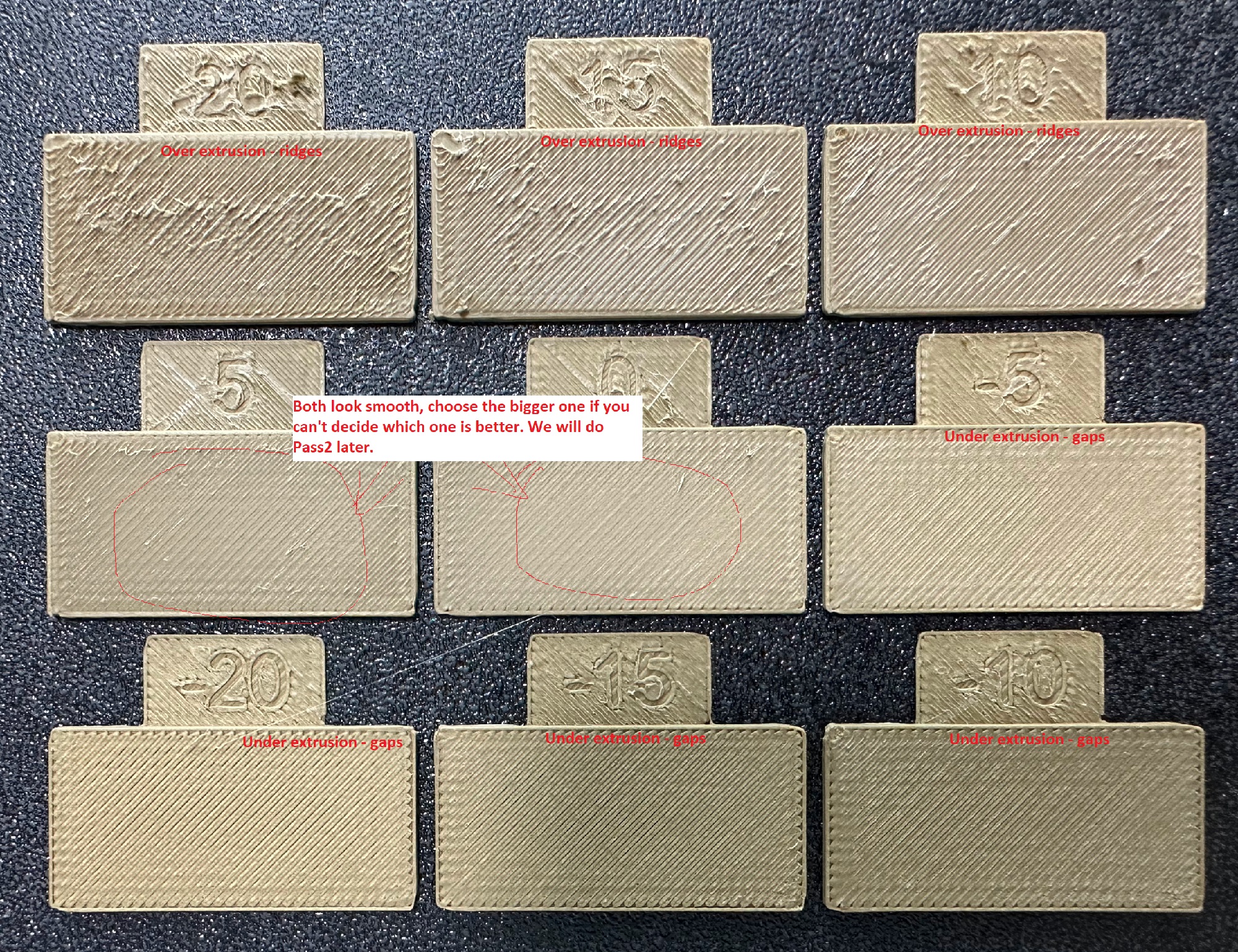
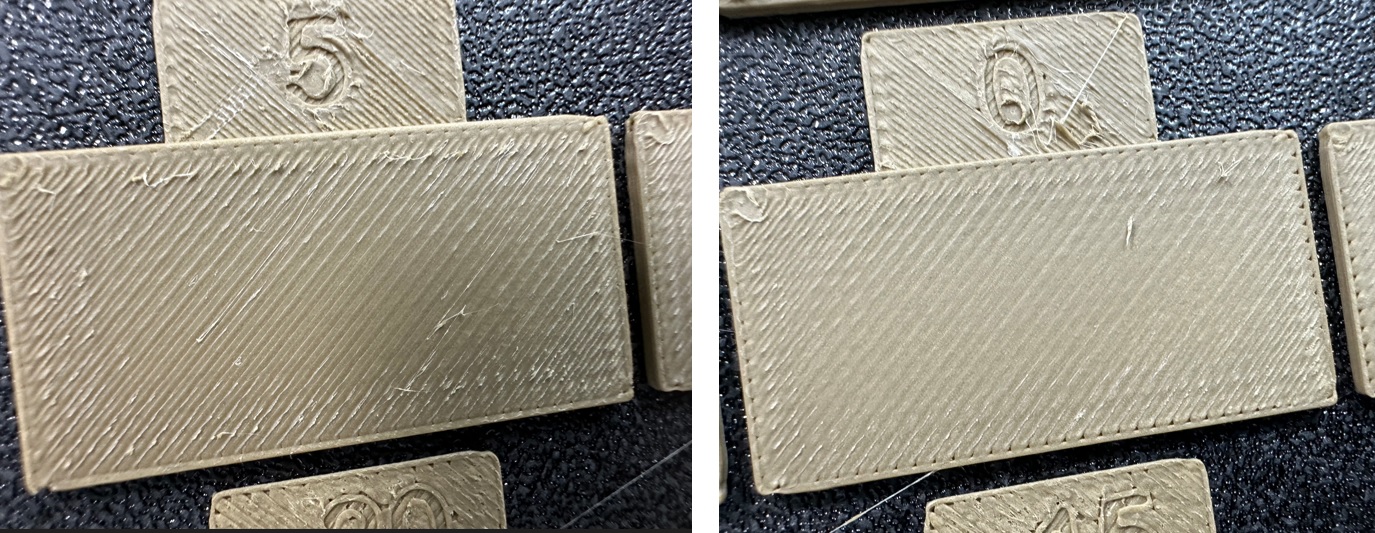
-5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`. ** Remember** to save the filament profile.
+5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`.** Remember** to save the filament profile.
6. Perform the `Pass 2` calibration. This process is similar to `Pass 1`, but a new project with ten blocks will be generated. The flow rate modifiers for this project will range from `-9 to 0`.
7. Repeat steps 4 and 5. In this case, if your previous flow ratio was 1.029 and you selected the block with a flow rate modifier of -6, the new value should be calculated as follows: `1.029x(100-6)/100 = 0.96726`. ** Remember ** to save the filament profile.

@@ -35,9 +42,15 @@ Steps
# Pressure Advance
-Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.*
- 
+Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
+
+> [!WARNING]
+> For Marlin: Linear advance must be enabled in firmware (M900). **Not all printers have it enabled by default.**
+
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.
+>
+> 
### Line method
@@ -126,7 +139,8 @@ You can also return to OrcaSlicer in the "Preview" tab, make sure the color sche

- #### *NOTE You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.*
+> [!NOTE]
+> You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.
***
*Credits:*
diff --git a/doc/precise-z-height.md b/doc/precise-z-height.md
new file mode 100644
index 0000000000..d7905e8baf
--- /dev/null
+++ b/doc/precise-z-height.md
@@ -0,0 +1,6 @@
+This feature ensures the accurate Z height of the model after slicing, even if the model height is not a multiple of the layer height.
+
+For example, slicing a 20mm x 20mm x 20.1mm cube with a layer height of 0.2mm would typically result in a final height of 20.2mm due to the layer height increments.
+
+By enabling this parameter, the layer height of the last five layers is adjusted so that the final sliced height matches the actual object height, resulting in an accurate 20.1mm (as shown in the picture).
+
diff --git a/flatpak/io.github.softfever.OrcaSlicer.yml b/flatpak/io.github.softfever.OrcaSlicer.yml
index f5a148cda0..c5ba50f02c 100755
--- a/flatpak/io.github.softfever.OrcaSlicer.yml
+++ b/flatpak/io.github.softfever.OrcaSlicer.yml
@@ -44,6 +44,22 @@ modules:
- type: archive
url: http://mirrors.ircam.fr/pub/x.org/individual/app/xprop-1.2.5.tar.gz
sha256: b7bf6b6be6cf23e7966a153fc84d5901c14f01ee952fbd9d930aa48e2385d670
+ - name: python-flit_core
+ buildsystem: simple
+ build-commands:
+ - pip3 install --no-deps --no-build-isolation --verbose --prefix=${FLATPAK_DEST} .
+ sources:
+ - type: archive
+ url: https://files.pythonhosted.org/packages/c4/e6/c1ac50fe3eebb38a155155711e6e864e254ce4b6e17fe2429b4c4d5b9e80/flit_core-3.9.0.tar.gz
+ sha256: 72ad266176c4a3fcfab5f2930d76896059851240570ce9a98733b658cb786eba
+ - name: python-packaging
+ buildsystem: simple
+ build-commands:
+ - pip3 install --no-deps --no-build-isolation --verbose --prefix=${FLATPAK_DEST} .
+ sources:
+ - type: archive
+ url: https://files.pythonhosted.org/packages/51/65/50db4dda066951078f0a96cf12f4b9ada6e4b811516bf0262c0f4f7064d4/packaging-24.1.tar.gz
+ sha256: 026ed72c8ed3fcce5bf8950572258698927fd1dbda10a5e981cdf0ac37f4f002
- name: python-setuptools_scm
buildsystem: simple
build-commands:
diff --git a/localization/i18n/OrcaSlicer.pot b/localization/i18n/OrcaSlicer.pot
index 0f09c0791d..4eb026e183 100644
--- a/localization/i18n/OrcaSlicer.pot
+++ b/localization/i18n/OrcaSlicer.pot
@@ -587,7 +587,7 @@ msgstr ""
msgid "%1%"
msgstr ""
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr ""
msgid "Operation already cancelling. Please wait few seconds."
@@ -654,7 +654,7 @@ msgstr ""
msgid "Horizontal text"
msgstr ""
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr ""
msgid "Rotate text"
@@ -987,7 +987,7 @@ msgstr ""
#, possible-boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
@@ -1590,7 +1590,7 @@ msgstr ""
msgid "Wipe options"
msgstr ""
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr ""
msgid "Add part"
@@ -1869,12 +1869,6 @@ msgstr ""
msgid "Auto orient the object to improve print quality."
msgstr ""
-msgid "Split the selected object into mutiple objects"
-msgstr ""
-
-msgid "Split the selected object into mutiple parts"
-msgstr ""
-
msgid "Select All"
msgstr ""
@@ -2123,8 +2117,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] ""
msgstr[1] ""
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] ""
msgstr[1] ""
@@ -2550,7 +2544,7 @@ msgstr ""
msgid "Service Unavailable"
msgstr ""
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr ""
msgid "Sending print configuration"
@@ -3429,7 +3423,7 @@ msgid ""
msgstr ""
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -5761,7 +5755,7 @@ msgid ""
"Do you want to replace it?"
msgstr ""
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr ""
msgid "Delete object which is a part of cut object"
@@ -5967,7 +5961,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
#, possible-boost-format
@@ -10130,7 +10124,7 @@ msgstr ""
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
msgid "Speed of initial layer except the solid infill part"
@@ -10496,6 +10490,51 @@ msgstr ""
msgid "Interlocking depth of a segmented region. Zero disables this feature."
msgstr ""
+msgid "Use beam interlocking"
+msgstr ""
+
+msgid ""
+"Generate interlocking beam structure at the locations where different "
+"filaments touch. This improves the adhesion between filaments, especially "
+"models printed in different materials."
+msgstr ""
+
+msgid "Interlocking beam width"
+msgstr ""
+
+msgid "The width of the interlocking structure beams."
+msgstr ""
+
+msgid "Interlocking direction"
+msgstr ""
+
+msgid "Orientation of interlock beams."
+msgstr ""
+
+msgid "Interlocking beam layers"
+msgstr ""
+
+msgid ""
+"The height of the beams of the interlocking structure, measured in number of "
+"layers. Less layers is stronger, but more prone to defects."
+msgstr ""
+
+msgid "Interlocking depth"
+msgstr ""
+
+msgid ""
+"The distance from the boundary between filaments to generate interlocking "
+"structure, measured in cells. Too few cells will result in poor adhesion."
+msgstr ""
+
+msgid "Interlocking boundary avoidance"
+msgstr ""
+
+msgid ""
+"The distance from the outside of a model where interlocking structures will "
+"not be generated, measured in cells."
+msgstr ""
+
msgid "Ironing Type"
msgstr ""
@@ -13512,7 +13551,7 @@ msgstr ""
msgid "Create Type"
msgstr ""
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr ""
msgid "Select Model"
@@ -13561,10 +13600,10 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr ""
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr ""
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr ""
msgid "Printer Preset"
@@ -14238,151 +14277,151 @@ msgstr ""
msgid "User cancelled."
msgstr ""
-
-#: resources/data/hints.ini: [hint:Precise wall]
-msgid "Precise wall\nDid you know that turning on precise wall can improve precision and layer consistency?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Sandwich mode]
-msgid "Sandwich mode\nDid you know that you can use sandwich mode (inner-outer-inner) to improve precision and layer consistency if your model doesn't have very steep overhangs?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Chamber temperature]
-msgid "Chamber temperature\nDid you know that OrcaSlicer supports chamber temperature?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Calibration]
-msgid "Calibration\nDid you know that calibrating your printer can do wonders? Check out our beloved calibration solution in OrcaSlicer."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Auxiliary fan]
-msgid "Auxiliary fan\nDid you know that OrcaSlicer supports Auxiliary part cooling fan?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Air filtration]
-msgid "Air filtration/Exhaust Fan\nDid you know that OrcaSlicer can support Air filtration/Exhaust Fan?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:G-code window]
-msgid "G-code window\nYou can turn on/off the G-code window by pressing the C key."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Switch workspaces]
-msgid "Switch workspaces\nYou can switch between Prepare and Preview workspaces by pressing the Tab key."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:How to use keyboard shortcuts]
-msgid "How to use keyboard shortcuts\nDid you know that Orca Slicer offers a wide range of keyboard shortcuts and 3D scene operations."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Reverse on odd]
-msgid "Reverse on odd\nDid you know that Reverse on odd feature can significantly improve the surface quality of your overhangs?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Cut Tool]
-msgid "Cut Tool\nDid you know that you can cut a model at any angle and position with the cutting tool?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Fix Model]
-msgid "Fix Model\nDid you know that you can fix a corrupted 3D model to avoid a lot of slicing problems on the Windows system?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Timelapse]
-msgid "Timelapse\nDid you know that you can generate a timelapse video during each print?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Auto-Arrange]
-msgid "Auto-Arrange\nDid you know that you can auto-arrange all objects in your project?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Auto-Orient]
-msgid "Auto-Orient\nDid you know that you can rotate objects to an optimal orientation for printing by a simple click?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Lay on Face]
-msgid "Lay on Face\nDid you know that you can quickly orient a model so that one of its faces sits on the print bed? Select the \"Place on face\" function or press the F key."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Object List]
-msgid "Object List\nDid you know that you can view all objects/parts in a list and change settings for each object/part?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Search Functionality]
-msgid "Search Functionality\nDid you know that you use the Search tool to quickly find a specific Orca Slicer setting?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Simplify Model]
-msgid "Simplify Model\nDid you know that you can reduce the number of triangles in a mesh using the Simplify mesh feature? Right-click the model and select Simplify model."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Slicing Parameter Table]
-msgid "Slicing Parameter Table\nDid you know that you can view all objects/parts on a table and change settings for each object/part?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Split to Objects/Parts]
-msgid "Split to Objects/Parts\nDid you know that you can split a big object into small ones for easy colorizing or printing?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Subtract a Part]
-msgid "Subtract a Part\nDid you know that you can subtract one mesh from another using the Negative part modifier? That way you can, for example, create easily resizable holes directly in Orca Slicer."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:STEP]
-msgid "STEP\nDid you know that you can improve your print quality by slicing a STEP file instead of an STL?\nOrca Slicer supports slicing STEP files, providing smoother results than a lower resolution STL. Give it a try!"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Z seam location]
-msgid "Z seam location\nDid you know that you can customize the location of the Z seam, and even paint it on your print, to have it in a less visible location? This improves the overall look of your model. Check it out!"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Fine-tuning for flow rate]
-msgid "Fine-tuning for flow rate\nDid you know that flow rate can be fine-tuned for even better-looking prints? Depending on the material, you can improve the overall finish of the printed model by doing some fine-tuning."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Split your prints into plates]
-msgid "Split your prints into plates\nDid you know that you can split a model that has a lot of parts into individual plates ready to print? This will simplify the process of keeping track of all the parts."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Speed up your print with Adaptive Layer Height]
-msgid "Speed up your print with Adaptive Layer Height\nDid you know that you can print a model even faster, by using the Adaptive Layer Height option? Check it out!"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Support painting]
-msgid "Support painting\nDid you know that you can paint the location of your supports? This feature makes it easy to place the support material only on the sections of the model that actually need it."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Different types of supports]
-msgid "Different types of supports\nDid you know that you can choose from multiple types of supports? Tree supports work great for organic models, while saving filament and improving print speed. Check them out!"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Printing Silk Filament]
-msgid "Printing Silk Filament\nDid you know that Silk filament needs special consideration to print it successfully? Higher temperature and lower speed are always recommended for the best results."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Brim for better adhesion]
-msgid "Brim for better adhesion\nDid you know that when printing models have a small contact interface with the printing surface, it's recommended to use a brim?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Set parameters for multiple objects]
-msgid "Set parameters for multiple objects\nDid you know that you can set slicing parameters for all selected objects at one time?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Stack objects]
-msgid "Stack objects\nDid you know that you can stack objects as a whole one?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Flush into support/objects/infill]
-msgid "Flush into support/objects/infill\nDid you know that you can save the wasted filament by flushing them into support/objects/infill during filament change?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Improve strength]
-msgid "Improve strength\nDid you know that you can use more wall loops and higher sparse infill density to improve the strength of the model?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:When need to print with the printer door opened]
-msgid "When need to print with the printer door opened\nDid you know that opening the printer door can reduce the probability of extruder/hotend clogging when printing lower temperature filament with a higher enclosure temperature. More info about this in the Wiki."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Avoid warping]
-msgid "Avoid warping\nDid you know that when printing materials that are prone to warping such as ABS, appropriately increasing the heatbed temperature can reduce the probability of warping."
-msgstr ""
+
+#: resources/data/hints.ini: [hint:Precise wall]
+msgid "Precise wall\nDid you know that turning on precise wall can improve precision and layer consistency?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Sandwich mode]
+msgid "Sandwich mode\nDid you know that you can use sandwich mode (inner-outer-inner) to improve precision and layer consistency if your model doesn't have very steep overhangs?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Chamber temperature]
+msgid "Chamber temperature\nDid you know that OrcaSlicer supports chamber temperature?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Calibration]
+msgid "Calibration\nDid you know that calibrating your printer can do wonders? Check out our beloved calibration solution in OrcaSlicer."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Auxiliary fan]
+msgid "Auxiliary fan\nDid you know that OrcaSlicer supports Auxiliary part cooling fan?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Air filtration]
+msgid "Air filtration/Exhaust Fan\nDid you know that OrcaSlicer can support Air filtration/Exhaust Fan?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:G-code window]
+msgid "G-code window\nYou can turn on/off the G-code window by pressing the C key."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Switch workspaces]
+msgid "Switch workspaces\nYou can switch between Prepare and Preview workspaces by pressing the Tab key."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:How to use keyboard shortcuts]
+msgid "How to use keyboard shortcuts\nDid you know that Orca Slicer offers a wide range of keyboard shortcuts and 3D scene operations."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Reverse on odd]
+msgid "Reverse on odd\nDid you know that Reverse on odd feature can significantly improve the surface quality of your overhangs?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Cut Tool]
+msgid "Cut Tool\nDid you know that you can cut a model at any angle and position with the cutting tool?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Fix Model]
+msgid "Fix Model\nDid you know that you can fix a corrupted 3D model to avoid a lot of slicing problems on the Windows system?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Timelapse]
+msgid "Timelapse\nDid you know that you can generate a timelapse video during each print?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Auto-Arrange]
+msgid "Auto-Arrange\nDid you know that you can auto-arrange all objects in your project?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Auto-Orient]
+msgid "Auto-Orient\nDid you know that you can rotate objects to an optimal orientation for printing by a simple click?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Lay on Face]
+msgid "Lay on Face\nDid you know that you can quickly orient a model so that one of its faces sits on the print bed? Select the \"Place on face\" function or press the F key."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Object List]
+msgid "Object List\nDid you know that you can view all objects/parts in a list and change settings for each object/part?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Search Functionality]
+msgid "Search Functionality\nDid you know that you use the Search tool to quickly find a specific Orca Slicer setting?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Simplify Model]
+msgid "Simplify Model\nDid you know that you can reduce the number of triangles in a mesh using the Simplify mesh feature? Right-click the model and select Simplify model."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Slicing Parameter Table]
+msgid "Slicing Parameter Table\nDid you know that you can view all objects/parts on a table and change settings for each object/part?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Split to Objects/Parts]
+msgid "Split to Objects/Parts\nDid you know that you can split a big object into small ones for easy colorizing or printing?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Subtract a Part]
+msgid "Subtract a Part\nDid you know that you can subtract one mesh from another using the Negative part modifier? That way you can, for example, create easily resizable holes directly in Orca Slicer."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:STEP]
+msgid "STEP\nDid you know that you can improve your print quality by slicing a STEP file instead of an STL?\nOrca Slicer supports slicing STEP files, providing smoother results than a lower resolution STL. Give it a try!"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Z seam location]
+msgid "Z seam location\nDid you know that you can customize the location of the Z seam, and even paint it on your print, to have it in a less visible location? This improves the overall look of your model. Check it out!"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Fine-tuning for flow rate]
+msgid "Fine-tuning for flow rate\nDid you know that flow rate can be fine-tuned for even better-looking prints? Depending on the material, you can improve the overall finish of the printed model by doing some fine-tuning."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Split your prints into plates]
+msgid "Split your prints into plates\nDid you know that you can split a model that has a lot of parts into individual plates ready to print? This will simplify the process of keeping track of all the parts."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Speed up your print with Adaptive Layer Height]
+msgid "Speed up your print with Adaptive Layer Height\nDid you know that you can print a model even faster, by using the Adaptive Layer Height option? Check it out!"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Support painting]
+msgid "Support painting\nDid you know that you can paint the location of your supports? This feature makes it easy to place the support material only on the sections of the model that actually need it."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Different types of supports]
+msgid "Different types of supports\nDid you know that you can choose from multiple types of supports? Tree supports work great for organic models, while saving filament and improving print speed. Check them out!"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Printing Silk Filament]
+msgid "Printing Silk Filament\nDid you know that Silk filament needs special consideration to print it successfully? Higher temperature and lower speed are always recommended for the best results."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Brim for better adhesion]
+msgid "Brim for better adhesion\nDid you know that when printing models have a small contact interface with the printing surface, it's recommended to use a brim?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Set parameters for multiple objects]
+msgid "Set parameters for multiple objects\nDid you know that you can set slicing parameters for all selected objects at one time?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Stack objects]
+msgid "Stack objects\nDid you know that you can stack objects as a whole one?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Flush into support/objects/infill]
+msgid "Flush into support/objects/infill\nDid you know that you can save the wasted filament by flushing them into support/objects/infill during filament change?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Improve strength]
+msgid "Improve strength\nDid you know that you can use more wall loops and higher sparse infill density to improve the strength of the model?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:When need to print with the printer door opened]
+msgid "When need to print with the printer door opened\nDid you know that opening the printer door can reduce the probability of extruder/hotend clogging when printing lower temperature filament with a higher enclosure temperature. More info about this in the Wiki."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Avoid warping]
+msgid "Avoid warping\nDid you know that when printing materials that are prone to warping such as ABS, appropriately increasing the heatbed temperature can reduce the probability of warping."
+msgstr ""
diff --git a/localization/i18n/ca/OrcaSlicer_ca.po b/localization/i18n/ca/OrcaSlicer_ca.po
index 0aa4b66478..bfb8efd99f 100644
--- a/localization/i18n/ca/OrcaSlicer_ca.po
+++ b/localization/i18n/ca/OrcaSlicer_ca.po
@@ -8,8 +8,8 @@ msgid ""
msgstr ""
"Project-Id-Version: \n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-21 20:03+0800\n"
-"PO-Revision-Date: 2024-06-15 11:02+0200\n"
+"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"PO-Revision-Date: 2024-07-07 18:43+0200\n"
"Last-Translator: \n"
"Language-Team: \n"
"Language: ca\n"
@@ -600,7 +600,7 @@ msgstr "Mostra estructura de xarxa"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "No es pot aplicar quan es previsualitza el processament."
msgid "Operation already cancelling. Please wait few seconds."
@@ -669,7 +669,7 @@ msgstr "Superfície"
msgid "Horizontal text"
msgstr "Text horitzontal"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Majúscules + Ratolí pujar o baixar"
msgid "Rotate text"
@@ -1015,7 +1015,7 @@ msgstr "Orientar/alinear el text vers la càmera."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"No es pot carregar exactament el mateix tipus de lletra( \"%1%\" ), "
@@ -1663,7 +1663,7 @@ msgstr "Amplada de l'extrusió"
msgid "Wipe options"
msgstr "Opcions de purga"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Adhesió al llit"
msgid "Add part"
@@ -1950,12 +1950,6 @@ msgstr ""
"Orientar/alinear automàticament l'objecte per millorar la qualitat "
"d'impressió."
-msgid "Split the selected object into mutiple objects"
-msgstr "Partir l'objecte seleccionat en múltiples objectes"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Partir l'objecte seleccionat en múltiples peces"
-
msgid "Select All"
msgstr "Seleccionar-ho tot"
@@ -2221,8 +2215,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "S'ha reparat el següent objecte del model"
msgstr[1] "S'han reparat els següents objectes del model"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "No s'ha pogut reparar el següent objecte del model"
msgstr[1] "No s'han pogut reparar els següents objectes del model"
@@ -2679,7 +2673,7 @@ msgstr "Ha expirat el temps d'enviament de la tasca d'impressió."
msgid "Service Unavailable"
msgstr "Servei no disponible"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Error desconegut."
msgid "Sending print configuration"
@@ -2875,11 +2869,11 @@ msgstr "Primer heu de seleccionar el tipus de material i el color."
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f)"
-msgstr ""
+msgstr "Introduïu un valor vàlid (K a %.1f~%.1f)"
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f, N in %.1f~%.1f)"
-msgstr ""
+msgstr "Introduïu un valor vàlid (K a %.1f~%.1f, N a %.1f~%.1f)"
msgid "Other Color"
msgstr "Un altre color"
@@ -3310,11 +3304,11 @@ msgid "Edit multiple printers"
msgstr "Editar diverses impressores"
msgid "Select connected printers (0/6)"
-msgstr ""
+msgstr "Seleccionar impressores connectades (0/6)"
#, c-format, boost-format
msgid "Select Connected Printers (%d/6)"
-msgstr ""
+msgstr "Seleccionar Impressores Connectades (%d/6)"
#, c-format, boost-format
msgid "The maximum number of printers that can be selected is %d"
@@ -3377,7 +3371,7 @@ msgid "Printing Failed"
msgstr "Impressió Fallida"
msgid "Printing Pause"
-msgstr ""
+msgstr "Pausar Impressió"
msgid "Prepare"
msgstr "Preparació"
@@ -3681,7 +3675,7 @@ msgstr ""
"El valor es restablirà a 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -5892,6 +5886,9 @@ msgstr "Comparar els perfils"
msgid "View all object's settings"
msgstr "Veure tots els paràmetres de l'objecte"
+msgid "Material settings"
+msgstr "Configuració del Material"
+
msgid "Remove current plate (if not last one)"
msgstr "Treure la placa actual ( si no és l'última )"
@@ -5968,6 +5965,9 @@ msgstr "Configurar els filaments a utilitzar"
msgid "Search plate, object and part."
msgstr "Cercar placa, objecte i peça."
+msgid "Pellets"
+msgstr "Pellets"
+
msgid ""
"No AMS filaments. Please select a printer in 'Device' page to load AMS info."
msgstr ""
@@ -6210,7 +6210,7 @@ msgstr ""
"El fitxer %s ja existeix\n"
"Vols substituir-lo?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Confirmar Desar Com"
msgid "Delete object which is a part of cut object"
@@ -6434,7 +6434,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"No s'ha pogut realitzar l'operació booleana a les malles del model. Només "
"s'exportaran les parts positives. Proveu d'arreglar les malles i tornar-ho a "
@@ -6589,6 +6589,21 @@ msgstr "Navega"
msgid "Choose Download Directory"
msgstr "Triar el Directori de Descàrrega"
+msgid "Associate"
+msgstr "Associar"
+
+msgid "with OrcaSlicer so that Orca can open models from"
+msgstr "amb OrcaSlicer perquè Orca pugui obrir models des de"
+
+msgid "Current Association: "
+msgstr "Associació actual: "
+
+msgid "Current Instance"
+msgstr "Instància actual"
+
+msgid "Current Instance Path: "
+msgstr "Ruta de la Instància Actual: "
+
msgid "General Settings"
msgstr "Configuració general"
@@ -6812,42 +6827,6 @@ msgstr "Associar enllaços web a OrcaSlicer"
msgid "Associate URLs to OrcaSlicer"
msgstr "Associeu URLs a OrcaSlicer"
-msgid "Current association: "
-msgstr "Associació actual: "
-
-msgid "Associate prusaslicer://"
-msgstr "Associar prusaslicer://"
-
-msgid "Not associated to any application"
-msgstr "No associar a cap aplicació"
-
-msgid ""
-"Associate OrcaSlicer with prusaslicer:// links so that Orca can open models "
-"from Printable.com"
-msgstr ""
-"Associar OrcaSlicer amb els enllaços prusaslicer:// perquè Orca pugui obrir "
-"models des de Printable.com"
-
-msgid "Associate bambustudio://"
-msgstr "Associar bambustudio://"
-
-msgid ""
-"Associate OrcaSlicer with bambustudio:// links so that Orca can open models "
-"from makerworld.com"
-msgstr ""
-"Associar OrcaSlicer amb els enllaços bambustudio:// perquè Orca pugui obrir "
-"models des de makerworld.com"
-
-msgid "Associate cura://"
-msgstr "Associar cura://"
-
-msgid ""
-"Associate OrcaSlicer with cura:// links so that Orca can open models from "
-"thingiverse.com"
-msgstr ""
-"Associar OrcaSlicer amb els enllaços cura:// perquè Orca pugui obrir models "
-"des de thingiverse.com"
-
msgid "Maximum recent projects"
msgstr "Màxim projectes recents"
@@ -7727,8 +7706,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Quan graveu timelapse sense capçal d'impressió, es recomana afegir una "
"\"Torre de Purga Timelapse\" \n"
@@ -7812,7 +7791,7 @@ msgid "Prime tower"
msgstr "Torre de Purga"
msgid "Special mode"
-msgstr "Ajustos espcials"
+msgstr "Ajustos especials"
msgid "G-code output"
msgstr "Codi-G de Sortida"
@@ -7922,7 +7901,7 @@ msgid "Volumetric speed limitation"
msgstr "Limitació de la velocitat volumètrica"
msgid "Cooling"
-msgstr "Refregiració"
+msgstr "Refrigeració"
msgid "Cooling for specific layer"
msgstr "Refrigeració per a capes específiques"
@@ -8378,54 +8357,58 @@ msgid "The configuration is up to date."
msgstr "La configuració està actualitzada."
msgid "Obj file Import color"
-msgstr ""
+msgstr "Importar color de l'arxiu Obj"
msgid "Specify number of colors:"
-msgstr ""
+msgstr "Especificar el nombre de colors:"
#, c-format, boost-format
msgid "The color count should be in range [%d, %d]."
-msgstr ""
+msgstr "El recompte de colors ha d'estar en rang [%d, %d]."
msgid "Recommended "
-msgstr ""
+msgstr "Recomanat "
msgid "Current filament colors:"
-msgstr ""
+msgstr "Color del filament predeterminat:"
msgid "Quick set:"
-msgstr ""
+msgstr "Configuració ràpida:"
msgid "Color match"
-msgstr ""
+msgstr "Concordança de color"
msgid "Approximate color matching."
-msgstr ""
+msgstr "Concordança aproximada de color."
msgid "Append"
-msgstr ""
+msgstr "Afegir"
msgid "Add consumable extruder after existing extruders."
-msgstr ""
+msgstr "Afegiu extrusora consumible després dels extrusors existents."
msgid "Reset mapped extruders."
-msgstr ""
+msgstr "Restableix els extrusors mapejats."
msgid "Cluster colors"
-msgstr ""
+msgstr "Colors del clúster"
msgid "Map Filament"
-msgstr ""
+msgstr "Mapejar Filament"
msgid ""
"Note:The color has been selected, you can choose OK \n"
" to continue or manually adjust it."
msgstr ""
+"Nota: El color ha estat seleccionat, podeu triar D'acord \n"
+" per continuar-lo o ajustar-lo manualment."
msgid ""
"Waring:The count of newly added and \n"
" current extruders exceeds 16."
msgstr ""
+"Advertència:El recompte de nous afegits i \n"
+" Els extrusors de corrent superen els 16."
msgid "Ramming customization"
msgstr "Configuració de Moldejat de punta( Ramming )"
@@ -10878,7 +10861,7 @@ msgstr ""
"freqüència d'arrencada i aturada"
msgid "Don't slow down outer walls"
-msgstr ""
+msgstr "No freneu a les parets exteriors"
msgid ""
"If enabled, this setting will ensure external perimeters are not slowed down "
@@ -10892,6 +10875,16 @@ msgid ""
"external walls\n"
"\n"
msgstr ""
+"Si està habilitada, aquesta configuració garantirà que els perímetres "
+"externs no s'alenteixin per complir el temps mínim de capa. Això és "
+"particularment útil en els escenaris següents:\n"
+"\n"
+"1. Per evitar canvis de brillantor en imprimir filaments brillants \n"
+"2. Evitar canvis en la velocitat de la paret externa que poden crear "
+"artefactes de paret lleugers que semblen bandes z \n"
+"3. Evitar imprimir a velocitats que provoquen VFAs (artefactes fins) a les "
+"parets externes\n"
+"\n"
msgid "Layer time"
msgstr "Temps de capa"
@@ -10964,6 +10957,26 @@ msgstr ""
"El diàmetre del filament s'utilitza per calcular l'extrusió en Codi-G, per "
"la qual cosa és important i ha de ser precís"
+msgid "Pellet flow coefficient"
+msgstr "Coeficient de flux de pellets"
+
+msgid ""
+"Pellet flow coefficient is emperically derived and allows for volume "
+"calculation for pellet printers.\n"
+"\n"
+"Internally it is converted to filament_diameter. All other volume "
+"calculations remain the same.\n"
+"\n"
+"filament_diameter = sqrt( (4 * pellet_flow_coefficient) / PI )"
+msgstr ""
+"El coeficient de flux de pellets es deriva empíricament i permet calcular el "
+"volum per a impressores de pellets.\n"
+"\n"
+"Internament es converteix en filament_diameter. La resta de càlculs de volum "
+"continuen sent els mateixos.\n"
+"\n"
+"filament_diameter = m²( (4 * pellet_flow_coefficient) / PI )"
+
msgid "Shrinkage"
msgstr "Encongiment"
@@ -11424,7 +11437,7 @@ msgstr "Alçada de la capa inicial"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Alçada de la capa inicial. Fer que l'alçada inicial de la capa sigui "
"lleugerament més gruixuda pot millorar l'adherència de la placa d'impressió"
@@ -11467,15 +11480,15 @@ msgstr "Velocitat màxima del ventilador a la capa"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"La velocitat del ventilador augmentarà linealment de zero a la capa "
-"\"close_fan_the_first_x_layers\" al màxim a la capa \"full_fan_speed_layer"
-"\". S'ignorarà \"full_fan_speed_layer\" si és inferior a "
-"\"close_fan_the_first_x_layers\", en aquest cas el ventilador funcionarà a "
+"\"close_fan_the_first_x_layers\" al màxim a la capa "
+"\"full_fan_speed_layer\". S'ignorarà \"full_fan_speed_layer\" si és inferior "
+"a \"close_fan_the_first_x_layers\", en aquest cas el ventilador funcionarà a "
"la velocitat màxima permesa a la capa \"close_fan_the_first_x_layers\" + 1."
msgid "layer"
@@ -11762,6 +11775,13 @@ msgstr "Amb quin tipus de Codi-G és compatible la impressora"
msgid "Klipper"
msgstr "Klipper"
+msgid "Pellet Modded Printer"
+msgstr "Impressora modificada de pellets"
+
+msgid "Enable this option if your printer uses pellets instead of filaments"
+msgstr ""
+"Activeu aquesta opció si la impressora utilitza pellets en lloc de filaments"
+
msgid "Support multi bed types"
msgstr "Admetre diversos tipus de llits"
@@ -11885,6 +11905,61 @@ msgstr ""
"Profunditat d'entrellaçament d'una regió segmentada. Zero desactiva aquesta "
"funció."
+msgid "Use beam interlocking"
+msgstr "Utilitzar feixos d'entrellaçament"
+
+msgid ""
+"Generate interlocking beam structure at the locations where different "
+"filaments touch. This improves the adhesion between filaments, especially "
+"models printed in different materials."
+msgstr ""
+"Generar una estructura de feixos d'entrellaçament en els llocs on toquen "
+"diferents filaments. Això millora l'adherència entre filaments, especialment "
+"els models impresos en diferents materials."
+
+msgid "Interlocking beam width"
+msgstr "Amplada dels feixos d'entrellaçament"
+
+msgid "The width of the interlocking structure beams."
+msgstr "L'amplada dels feixos de l'estructura entrellaçada."
+
+msgid "Interlocking direction"
+msgstr "Direcció d'entrellaçament"
+
+msgid "Orientation of interlock beams."
+msgstr "Orientació de feixos d'entrellaçament."
+
+msgid "Interlocking beam layers"
+msgstr "Capes de feixos d'entrellaçament"
+
+msgid ""
+"The height of the beams of the interlocking structure, measured in number of "
+"layers. Less layers is stronger, but more prone to defects."
+msgstr ""
+"L'alçada dels feixos de l'estructura entrellaçada. mesurada en nombre de "
+"capes. Menys capes és més forta, però més propensa als defectes."
+
+msgid "Interlocking depth"
+msgstr "Profunditat d'entrellaçament"
+
+msgid ""
+"The distance from the boundary between filaments to generate interlocking "
+"structure, measured in cells. Too few cells will result in poor adhesion."
+msgstr ""
+"La distància del límit entre filaments per generar una estructura "
+"entrellaçada, mesurada en cel·les. Massa poques cel·les donaran lloc a una "
+"mala adhesió."
+
+msgid "Interlocking boundary avoidance"
+msgstr "Evitació de límits entrellaçats"
+
+msgid ""
+"The distance from the outside of a model where interlocking structures will "
+"not be generated, measured in cells."
+msgstr ""
+"La distància a l'exterior d'un model on no es generaran estructures "
+"entrellaçades, mesurades en cel·les."
+
msgid "Ironing Type"
msgstr "Tipus de planxat"
@@ -12612,6 +12687,16 @@ msgstr "Pendent"
msgid "Spiral"
msgstr "Espiral"
+msgid "Traveling angle"
+msgstr "Angle de viatge"
+
+msgid ""
+"Traveling angle for Slope and Spiral Z hop type. Setting it to 90° results "
+"in Normal Lift"
+msgstr ""
+"Angle de viatge per al tipus Salt en Z de Pendent i Espiral. Si l'establiu a "
+"90°, es produeix un Aixecament Normal"
+
msgid "Only lift Z above"
msgstr "Només aixecar Z per sobre"
@@ -14844,6 +14929,26 @@ msgid ""
"cause the result not exactly the same in each calibration. We are still "
"investigating the root cause to do improvements with new updates."
msgstr ""
+"Trobeu els detalls del calibratge de la dinàmica de flux al nostre wiki.\n"
+"\n"
+"Normalment el calibratge és innecessari. Quan inicieu una impressió d'un sol "
+"color/material, amb l'opció \"calibratge de dinàmica de flux\" marcada al "
+"menú d'inici d'impressió, la impressora seguirà la forma antiga, calibrarà "
+"el filament abans de la impressió; Quan inicieu una impressió multicolor/"
+"material, la impressora utilitzarà el paràmetre de compensació predeterminat "
+"per al filament durant cada canvi de filament, el qual tindrà un bon "
+"resultat en la majoria dels casos.\n"
+"\n"
+"Tingueu en compte que hi ha alguns casos que poden fer que els resultats del "
+"calibratge no siguin fiables, com ara una adhesió insuficient a la placa de "
+"construcció. Es pot aconseguir millorar l'adhesió rentant la placa de "
+"construcció o aplicant cola. Per obtenir més informació sobre aquest tema, "
+"consulteu el nostre Wiki.\n"
+"\n"
+"Els resultats del calibratge tenen al voltant d'un 10 per cent de tremolor "
+"en la nostra prova, el que pot fer que el resultat no sigui exactament el "
+"mateix en cada calibratge. Encara estem investigant la causa arrel per fer "
+"millores amb noves actualitzacions."
msgid "When to use Flow Rate Calibration"
msgstr "Quan s'ha d'utilitzar el Calibratge del Ratio de Flux"
@@ -14978,12 +15083,14 @@ msgid ""
"Only one of the results with the same name will be saved. Are you sure you "
"want to override the other results?"
msgstr ""
+"Només es desarà un dels resultats amb el mateix nom. Estàs segur que vols "
+"anul·lar els altres resultats?"
msgid "Please find the best line on your plate"
msgstr "Busqueu la millor línia a la placa"
msgid "Please find the corner with perfect degree of extrusion"
-msgstr ""
+msgstr "Busqueu la cantonada amb un grau d'extrusió perfecte"
msgid "Input Value"
msgstr "Valor d'entrada"
@@ -15245,7 +15352,7 @@ msgid "PETG"
msgstr "PETG"
msgid "PCTG"
-msgstr ""
+msgstr "PCTG"
msgid "TPU"
msgstr "TPU"
@@ -15345,7 +15452,7 @@ msgid "Upload to storage"
msgstr "Pujar a l'emmagatzematge"
msgid "Switch to Device tab after upload."
-msgstr ""
+msgstr "Canvieu a la pestanya Dispositiu després de penjar-lo."
#, c-format, boost-format
msgid "Upload filename doesn't end with \"%s\". Do you wish to continue?"
@@ -15581,8 +15688,8 @@ msgstr ""
"Vols reescriure'l?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Canviaríem el nom dels perfils seleccionats com a \"Proveïdor Tipus "
@@ -15610,7 +15717,7 @@ msgstr "Importar Perfil"
msgid "Create Type"
msgstr "Crea un Tipus"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "El model no s'ha trobat, torneu a triar proveïdor."
msgid "Select Model"
@@ -15661,10 +15768,10 @@ msgstr "No es troba la ruta predeterminada, torneu a seleccionar el proveïdor."
msgid "The printer model was not found, please reselect."
msgstr "No s'ha trobat el model d'impressora, torneu a seleccionar."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "El diàmetre del broquet no s'ha trobat, torneu a seleccionar-lo."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "El perfil de la impressora no s'ha trobat, torneu a seleccionar-lo."
msgid "Printer Preset"
@@ -16048,10 +16155,11 @@ msgid "Refresh Printers"
msgstr "Refrescar Impressores"
msgid "View print host webui in Device tab"
-msgstr ""
+msgstr "Veure el host d'impressió webui a la pestanya Dispositiu"
msgid "Replace the BambuLab's device tab with print host webui"
msgstr ""
+"Substituïu la pestanya del dispositiu BambuLab pel host d'impressió webui"
msgid ""
"HTTPS CA file is optional. It is only needed if you use HTTPS with a self-"
@@ -16506,7 +16614,7 @@ msgid "Could not connect to SimplyPrint"
msgstr "No s'ha pogut connectar a SimplyPrint"
msgid "Internal error"
-msgstr ""
+msgstr "Error intern"
msgid "Unknown error"
msgstr "Error desconegut"
@@ -16925,6 +17033,42 @@ msgstr ""
"augmentar adequadament la temperatura del llit pot reduir la probabilitat de "
"deformació."
+#~ msgid "Associate prusaslicer://"
+#~ msgstr "Associar prusaslicer://"
+
+#~ msgid "Not associated to any application"
+#~ msgstr "No associar a cap aplicació"
+
+#~ msgid ""
+#~ "Associate OrcaSlicer with prusaslicer:// links so that Orca can open "
+#~ "models from Printable.com"
+#~ msgstr ""
+#~ "Associar OrcaSlicer amb els enllaços prusaslicer:// perquè Orca pugui "
+#~ "obrir models des de Printable.com"
+
+#~ msgid "Associate bambustudio://"
+#~ msgstr "Associar bambustudio://"
+
+#~ msgid ""
+#~ "Associate OrcaSlicer with bambustudio:// links so that Orca can open "
+#~ "models from makerworld.com"
+#~ msgstr ""
+#~ "Associar OrcaSlicer amb els enllaços bambustudio:// perquè Orca pugui "
+#~ "obrir models des de makerworld.com"
+
+#~ msgid "Printer local connection failed, please try again."
+#~ msgstr "La connexió local de la impressora ha fallat, torneu-ho a provar."
+
+#, c-format, boost-format
+#~ msgid ""
+#~ "There is already a historical calibration result with the same name: %s. "
+#~ "Only one of the results with the same name is saved. Are you sure you "
+#~ "want to overrides the historical result?"
+#~ msgstr ""
+#~ "Ja hi ha un resultat històric de calibratge amb el mateix nom: %s. Només "
+#~ "es pot guardar un dels resultats amb el mateix nom. Estàs segur que vols "
+#~ "sobreescriure el resultat històric?"
+
#~ msgid ""
#~ "File size exceeds the 100MB upload limit. Please upload your file through "
#~ "the panel."
@@ -16932,11 +17076,11 @@ msgstr ""
#~ "La mida del fitxer supera el límit de pujada de 100 MB. Si us plau, "
#~ "carregueu el vostre fitxer a través del panell."
-#~ msgid "Please input a valid value (K in 0~0.3)"
-#~ msgstr "Introduïu un valor vàlid ( K en 0 ~ 0.3 )"
+#~ msgid "X"
+#~ msgstr "X"
-#~ msgid "Please input a valid value (K in 0~0.3, N in 0.6~2.0)"
-#~ msgstr "Introduïu un valor vàlid ( K a 0 ~ 0.3, N a 0.6 ~ 2.0 )"
+#~ msgid "Y"
+#~ msgstr "Y"
#~ msgid "V"
#~ msgstr "V"
@@ -16971,9 +17115,6 @@ msgstr ""
#~ "Hi ha més de 4 sistemes / pràctics que utilitzen accés remot, podeu "
#~ "tancar-ne alguns i tornar-ho a provar."
-#~ msgid "Infill direction"
-#~ msgstr "Angle de farciment"
-
#~ msgid ""
#~ "Enable this to get a G-code file which has G2 and G3 moves. And the "
#~ "fitting tolerance is same with resolution"
diff --git a/localization/i18n/cs/OrcaSlicer_cs.po b/localization/i18n/cs/OrcaSlicer_cs.po
index 899de827ac..484a81da9f 100644
--- a/localization/i18n/cs/OrcaSlicer_cs.po
+++ b/localization/i18n/cs/OrcaSlicer_cs.po
@@ -7,7 +7,7 @@ msgid ""
msgstr ""
"Project-Id-Version: \n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-21 20:03+0800\n"
+"POT-Creation-Date: 2024-06-30 15:44+0200\n"
"PO-Revision-Date: 2023-09-30 15:15+0200\n"
"Last-Translator: René Mošner
+
+[](https://paypal.me/softfever3d)
-Support me
-[](https://ko-fi.com/G2G5IP3CP)
## Some background
OrcaSlicer is originally forked from Bambu Studio, it was previously known as BambuStudio-SoftFever.
diff --git a/SoftFever_doc/sponsor_logos/BigTreeTech.png b/SoftFever_doc/sponsor_logos/BigTreeTech.png
new file mode 100644
index 0000000000..85a4aa04af
Binary files /dev/null and b/SoftFever_doc/sponsor_logos/BigTreeTech.png differ
diff --git a/deps/OCCT/OCCT.cmake b/deps/OCCT/OCCT.cmake
index 651e40ec83..096da413d5 100644
--- a/deps/OCCT/OCCT.cmake
+++ b/deps/OCCT/OCCT.cmake
@@ -22,6 +22,7 @@ orcaslicer_add_cmake_project(OCCT
#-DUSE_FREETYPE=OFF
-DUSE_FFMPEG=OFF
-DUSE_VTK=OFF
+ -DBUILD_DOC_Overview=OFF
-DBUILD_MODULE_ApplicationFramework=OFF
#-DBUILD_MODULE_DataExchange=OFF
-DBUILD_MODULE_Draw=OFF
diff --git a/doc/Calibration.md b/doc/Calibration.md
index bb4b8422b8..74deb7e78d 100644
--- a/doc/Calibration.md
+++ b/doc/Calibration.md
@@ -10,13 +10,20 @@
1. [Max Volumetric speed](#Max-Volumetric-speed)
2. [VFA]
-**NOTE**: After completing the calibration process, remember to create a new project in order to exit the calibration mode.
-**NOTE2**: @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+> [!IMPORTANT]
+> After completing the calibration process, remember to create a new project in order to exit the calibration mode.
+
+> [!TIP]
+> @ItsDeidara has made a webpage to help with the calculation. Check it out if those equations give you a headache [here](https://orcalibrate.com/).
+
# Flow rate
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
- 
-----------------------------------------
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.
+>
+> 
+

+
Calibrating the flow rate involves a two-step process.
Steps
1. Select the printer, filament, and process you would like to use for the test.
@@ -26,7 +33,7 @@ Steps


-5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`. ** Remember** to save the filament profile.
+5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`.** Remember** to save the filament profile.
6. Perform the `Pass 2` calibration. This process is similar to `Pass 1`, but a new project with ten blocks will be generated. The flow rate modifiers for this project will range from `-9 to 0`.
7. Repeat steps 4 and 5. In this case, if your previous flow ratio was 1.029 and you selected the block with a flow rate modifier of -6, the new value should be calculated as follows: `1.029x(100-6)/100 = 0.96726`. ** Remember ** to save the filament profile.

@@ -35,9 +42,15 @@ Steps
# Pressure Advance
-Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
- ##### *NOTE: For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.*
- 
+Orca Slicer includes three approaches for calibrating the pressure advance value. Each method has its own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
+
+> [!WARNING]
+> For Marlin: Linear advance must be enabled in firmware (M900). **Not all printers have it enabled by default.**
+
+> [!WARNING]
+> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.
+>
+> 
### Line method
@@ -126,7 +139,8 @@ You can also return to OrcaSlicer in the "Preview" tab, make sure the color sche

- #### *NOTE You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.*
+> [!NOTE]
+> You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.
***
*Credits:*
diff --git a/doc/precise-z-height.md b/doc/precise-z-height.md
new file mode 100644
index 0000000000..d7905e8baf
--- /dev/null
+++ b/doc/precise-z-height.md
@@ -0,0 +1,6 @@
+This feature ensures the accurate Z height of the model after slicing, even if the model height is not a multiple of the layer height.
+
+For example, slicing a 20mm x 20mm x 20.1mm cube with a layer height of 0.2mm would typically result in a final height of 20.2mm due to the layer height increments.
+
+By enabling this parameter, the layer height of the last five layers is adjusted so that the final sliced height matches the actual object height, resulting in an accurate 20.1mm (as shown in the picture).
+
diff --git a/flatpak/io.github.softfever.OrcaSlicer.yml b/flatpak/io.github.softfever.OrcaSlicer.yml
index f5a148cda0..c5ba50f02c 100755
--- a/flatpak/io.github.softfever.OrcaSlicer.yml
+++ b/flatpak/io.github.softfever.OrcaSlicer.yml
@@ -44,6 +44,22 @@ modules:
- type: archive
url: http://mirrors.ircam.fr/pub/x.org/individual/app/xprop-1.2.5.tar.gz
sha256: b7bf6b6be6cf23e7966a153fc84d5901c14f01ee952fbd9d930aa48e2385d670
+ - name: python-flit_core
+ buildsystem: simple
+ build-commands:
+ - pip3 install --no-deps --no-build-isolation --verbose --prefix=${FLATPAK_DEST} .
+ sources:
+ - type: archive
+ url: https://files.pythonhosted.org/packages/c4/e6/c1ac50fe3eebb38a155155711e6e864e254ce4b6e17fe2429b4c4d5b9e80/flit_core-3.9.0.tar.gz
+ sha256: 72ad266176c4a3fcfab5f2930d76896059851240570ce9a98733b658cb786eba
+ - name: python-packaging
+ buildsystem: simple
+ build-commands:
+ - pip3 install --no-deps --no-build-isolation --verbose --prefix=${FLATPAK_DEST} .
+ sources:
+ - type: archive
+ url: https://files.pythonhosted.org/packages/51/65/50db4dda066951078f0a96cf12f4b9ada6e4b811516bf0262c0f4f7064d4/packaging-24.1.tar.gz
+ sha256: 026ed72c8ed3fcce5bf8950572258698927fd1dbda10a5e981cdf0ac37f4f002
- name: python-setuptools_scm
buildsystem: simple
build-commands:
diff --git a/localization/i18n/OrcaSlicer.pot b/localization/i18n/OrcaSlicer.pot
index 0f09c0791d..4eb026e183 100644
--- a/localization/i18n/OrcaSlicer.pot
+++ b/localization/i18n/OrcaSlicer.pot
@@ -587,7 +587,7 @@ msgstr ""
msgid "%1%"
msgstr ""
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr ""
msgid "Operation already cancelling. Please wait few seconds."
@@ -654,7 +654,7 @@ msgstr ""
msgid "Horizontal text"
msgstr ""
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr ""
msgid "Rotate text"
@@ -987,7 +987,7 @@ msgstr ""
#, possible-boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
@@ -1590,7 +1590,7 @@ msgstr ""
msgid "Wipe options"
msgstr ""
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr ""
msgid "Add part"
@@ -1869,12 +1869,6 @@ msgstr ""
msgid "Auto orient the object to improve print quality."
msgstr ""
-msgid "Split the selected object into mutiple objects"
-msgstr ""
-
-msgid "Split the selected object into mutiple parts"
-msgstr ""
-
msgid "Select All"
msgstr ""
@@ -2123,8 +2117,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] ""
msgstr[1] ""
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] ""
msgstr[1] ""
@@ -2550,7 +2544,7 @@ msgstr ""
msgid "Service Unavailable"
msgstr ""
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr ""
msgid "Sending print configuration"
@@ -3429,7 +3423,7 @@ msgid ""
msgstr ""
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -5761,7 +5755,7 @@ msgid ""
"Do you want to replace it?"
msgstr ""
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr ""
msgid "Delete object which is a part of cut object"
@@ -5967,7 +5961,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
#, possible-boost-format
@@ -10130,7 +10124,7 @@ msgstr ""
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
msgid "Speed of initial layer except the solid infill part"
@@ -10496,6 +10490,51 @@ msgstr ""
msgid "Interlocking depth of a segmented region. Zero disables this feature."
msgstr ""
+msgid "Use beam interlocking"
+msgstr ""
+
+msgid ""
+"Generate interlocking beam structure at the locations where different "
+"filaments touch. This improves the adhesion between filaments, especially "
+"models printed in different materials."
+msgstr ""
+
+msgid "Interlocking beam width"
+msgstr ""
+
+msgid "The width of the interlocking structure beams."
+msgstr ""
+
+msgid "Interlocking direction"
+msgstr ""
+
+msgid "Orientation of interlock beams."
+msgstr ""
+
+msgid "Interlocking beam layers"
+msgstr ""
+
+msgid ""
+"The height of the beams of the interlocking structure, measured in number of "
+"layers. Less layers is stronger, but more prone to defects."
+msgstr ""
+
+msgid "Interlocking depth"
+msgstr ""
+
+msgid ""
+"The distance from the boundary between filaments to generate interlocking "
+"structure, measured in cells. Too few cells will result in poor adhesion."
+msgstr ""
+
+msgid "Interlocking boundary avoidance"
+msgstr ""
+
+msgid ""
+"The distance from the outside of a model where interlocking structures will "
+"not be generated, measured in cells."
+msgstr ""
+
msgid "Ironing Type"
msgstr ""
@@ -13512,7 +13551,7 @@ msgstr ""
msgid "Create Type"
msgstr ""
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr ""
msgid "Select Model"
@@ -13561,10 +13600,10 @@ msgstr ""
msgid "The printer model was not found, please reselect."
msgstr ""
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr ""
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr ""
msgid "Printer Preset"
@@ -14238,151 +14277,151 @@ msgstr ""
msgid "User cancelled."
msgstr ""
-
-#: resources/data/hints.ini: [hint:Precise wall]
-msgid "Precise wall\nDid you know that turning on precise wall can improve precision and layer consistency?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Sandwich mode]
-msgid "Sandwich mode\nDid you know that you can use sandwich mode (inner-outer-inner) to improve precision and layer consistency if your model doesn't have very steep overhangs?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Chamber temperature]
-msgid "Chamber temperature\nDid you know that OrcaSlicer supports chamber temperature?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Calibration]
-msgid "Calibration\nDid you know that calibrating your printer can do wonders? Check out our beloved calibration solution in OrcaSlicer."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Auxiliary fan]
-msgid "Auxiliary fan\nDid you know that OrcaSlicer supports Auxiliary part cooling fan?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Air filtration]
-msgid "Air filtration/Exhaust Fan\nDid you know that OrcaSlicer can support Air filtration/Exhaust Fan?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:G-code window]
-msgid "G-code window\nYou can turn on/off the G-code window by pressing the C key."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Switch workspaces]
-msgid "Switch workspaces\nYou can switch between Prepare and Preview workspaces by pressing the Tab key."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:How to use keyboard shortcuts]
-msgid "How to use keyboard shortcuts\nDid you know that Orca Slicer offers a wide range of keyboard shortcuts and 3D scene operations."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Reverse on odd]
-msgid "Reverse on odd\nDid you know that Reverse on odd feature can significantly improve the surface quality of your overhangs?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Cut Tool]
-msgid "Cut Tool\nDid you know that you can cut a model at any angle and position with the cutting tool?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Fix Model]
-msgid "Fix Model\nDid you know that you can fix a corrupted 3D model to avoid a lot of slicing problems on the Windows system?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Timelapse]
-msgid "Timelapse\nDid you know that you can generate a timelapse video during each print?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Auto-Arrange]
-msgid "Auto-Arrange\nDid you know that you can auto-arrange all objects in your project?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Auto-Orient]
-msgid "Auto-Orient\nDid you know that you can rotate objects to an optimal orientation for printing by a simple click?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Lay on Face]
-msgid "Lay on Face\nDid you know that you can quickly orient a model so that one of its faces sits on the print bed? Select the \"Place on face\" function or press the F key."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Object List]
-msgid "Object List\nDid you know that you can view all objects/parts in a list and change settings for each object/part?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Search Functionality]
-msgid "Search Functionality\nDid you know that you use the Search tool to quickly find a specific Orca Slicer setting?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Simplify Model]
-msgid "Simplify Model\nDid you know that you can reduce the number of triangles in a mesh using the Simplify mesh feature? Right-click the model and select Simplify model."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Slicing Parameter Table]
-msgid "Slicing Parameter Table\nDid you know that you can view all objects/parts on a table and change settings for each object/part?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Split to Objects/Parts]
-msgid "Split to Objects/Parts\nDid you know that you can split a big object into small ones for easy colorizing or printing?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Subtract a Part]
-msgid "Subtract a Part\nDid you know that you can subtract one mesh from another using the Negative part modifier? That way you can, for example, create easily resizable holes directly in Orca Slicer."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:STEP]
-msgid "STEP\nDid you know that you can improve your print quality by slicing a STEP file instead of an STL?\nOrca Slicer supports slicing STEP files, providing smoother results than a lower resolution STL. Give it a try!"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Z seam location]
-msgid "Z seam location\nDid you know that you can customize the location of the Z seam, and even paint it on your print, to have it in a less visible location? This improves the overall look of your model. Check it out!"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Fine-tuning for flow rate]
-msgid "Fine-tuning for flow rate\nDid you know that flow rate can be fine-tuned for even better-looking prints? Depending on the material, you can improve the overall finish of the printed model by doing some fine-tuning."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Split your prints into plates]
-msgid "Split your prints into plates\nDid you know that you can split a model that has a lot of parts into individual plates ready to print? This will simplify the process of keeping track of all the parts."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Speed up your print with Adaptive Layer Height]
-msgid "Speed up your print with Adaptive Layer Height\nDid you know that you can print a model even faster, by using the Adaptive Layer Height option? Check it out!"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Support painting]
-msgid "Support painting\nDid you know that you can paint the location of your supports? This feature makes it easy to place the support material only on the sections of the model that actually need it."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Different types of supports]
-msgid "Different types of supports\nDid you know that you can choose from multiple types of supports? Tree supports work great for organic models, while saving filament and improving print speed. Check them out!"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Printing Silk Filament]
-msgid "Printing Silk Filament\nDid you know that Silk filament needs special consideration to print it successfully? Higher temperature and lower speed are always recommended for the best results."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Brim for better adhesion]
-msgid "Brim for better adhesion\nDid you know that when printing models have a small contact interface with the printing surface, it's recommended to use a brim?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Set parameters for multiple objects]
-msgid "Set parameters for multiple objects\nDid you know that you can set slicing parameters for all selected objects at one time?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Stack objects]
-msgid "Stack objects\nDid you know that you can stack objects as a whole one?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Flush into support/objects/infill]
-msgid "Flush into support/objects/infill\nDid you know that you can save the wasted filament by flushing them into support/objects/infill during filament change?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Improve strength]
-msgid "Improve strength\nDid you know that you can use more wall loops and higher sparse infill density to improve the strength of the model?"
-msgstr ""
-
-#: resources/data/hints.ini: [hint:When need to print with the printer door opened]
-msgid "When need to print with the printer door opened\nDid you know that opening the printer door can reduce the probability of extruder/hotend clogging when printing lower temperature filament with a higher enclosure temperature. More info about this in the Wiki."
-msgstr ""
-
-#: resources/data/hints.ini: [hint:Avoid warping]
-msgid "Avoid warping\nDid you know that when printing materials that are prone to warping such as ABS, appropriately increasing the heatbed temperature can reduce the probability of warping."
-msgstr ""
+
+#: resources/data/hints.ini: [hint:Precise wall]
+msgid "Precise wall\nDid you know that turning on precise wall can improve precision and layer consistency?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Sandwich mode]
+msgid "Sandwich mode\nDid you know that you can use sandwich mode (inner-outer-inner) to improve precision and layer consistency if your model doesn't have very steep overhangs?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Chamber temperature]
+msgid "Chamber temperature\nDid you know that OrcaSlicer supports chamber temperature?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Calibration]
+msgid "Calibration\nDid you know that calibrating your printer can do wonders? Check out our beloved calibration solution in OrcaSlicer."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Auxiliary fan]
+msgid "Auxiliary fan\nDid you know that OrcaSlicer supports Auxiliary part cooling fan?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Air filtration]
+msgid "Air filtration/Exhaust Fan\nDid you know that OrcaSlicer can support Air filtration/Exhaust Fan?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:G-code window]
+msgid "G-code window\nYou can turn on/off the G-code window by pressing the C key."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Switch workspaces]
+msgid "Switch workspaces\nYou can switch between Prepare and Preview workspaces by pressing the Tab key."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:How to use keyboard shortcuts]
+msgid "How to use keyboard shortcuts\nDid you know that Orca Slicer offers a wide range of keyboard shortcuts and 3D scene operations."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Reverse on odd]
+msgid "Reverse on odd\nDid you know that Reverse on odd feature can significantly improve the surface quality of your overhangs?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Cut Tool]
+msgid "Cut Tool\nDid you know that you can cut a model at any angle and position with the cutting tool?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Fix Model]
+msgid "Fix Model\nDid you know that you can fix a corrupted 3D model to avoid a lot of slicing problems on the Windows system?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Timelapse]
+msgid "Timelapse\nDid you know that you can generate a timelapse video during each print?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Auto-Arrange]
+msgid "Auto-Arrange\nDid you know that you can auto-arrange all objects in your project?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Auto-Orient]
+msgid "Auto-Orient\nDid you know that you can rotate objects to an optimal orientation for printing by a simple click?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Lay on Face]
+msgid "Lay on Face\nDid you know that you can quickly orient a model so that one of its faces sits on the print bed? Select the \"Place on face\" function or press the F key."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Object List]
+msgid "Object List\nDid you know that you can view all objects/parts in a list and change settings for each object/part?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Search Functionality]
+msgid "Search Functionality\nDid you know that you use the Search tool to quickly find a specific Orca Slicer setting?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Simplify Model]
+msgid "Simplify Model\nDid you know that you can reduce the number of triangles in a mesh using the Simplify mesh feature? Right-click the model and select Simplify model."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Slicing Parameter Table]
+msgid "Slicing Parameter Table\nDid you know that you can view all objects/parts on a table and change settings for each object/part?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Split to Objects/Parts]
+msgid "Split to Objects/Parts\nDid you know that you can split a big object into small ones for easy colorizing or printing?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Subtract a Part]
+msgid "Subtract a Part\nDid you know that you can subtract one mesh from another using the Negative part modifier? That way you can, for example, create easily resizable holes directly in Orca Slicer."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:STEP]
+msgid "STEP\nDid you know that you can improve your print quality by slicing a STEP file instead of an STL?\nOrca Slicer supports slicing STEP files, providing smoother results than a lower resolution STL. Give it a try!"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Z seam location]
+msgid "Z seam location\nDid you know that you can customize the location of the Z seam, and even paint it on your print, to have it in a less visible location? This improves the overall look of your model. Check it out!"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Fine-tuning for flow rate]
+msgid "Fine-tuning for flow rate\nDid you know that flow rate can be fine-tuned for even better-looking prints? Depending on the material, you can improve the overall finish of the printed model by doing some fine-tuning."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Split your prints into plates]
+msgid "Split your prints into plates\nDid you know that you can split a model that has a lot of parts into individual plates ready to print? This will simplify the process of keeping track of all the parts."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Speed up your print with Adaptive Layer Height]
+msgid "Speed up your print with Adaptive Layer Height\nDid you know that you can print a model even faster, by using the Adaptive Layer Height option? Check it out!"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Support painting]
+msgid "Support painting\nDid you know that you can paint the location of your supports? This feature makes it easy to place the support material only on the sections of the model that actually need it."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Different types of supports]
+msgid "Different types of supports\nDid you know that you can choose from multiple types of supports? Tree supports work great for organic models, while saving filament and improving print speed. Check them out!"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Printing Silk Filament]
+msgid "Printing Silk Filament\nDid you know that Silk filament needs special consideration to print it successfully? Higher temperature and lower speed are always recommended for the best results."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Brim for better adhesion]
+msgid "Brim for better adhesion\nDid you know that when printing models have a small contact interface with the printing surface, it's recommended to use a brim?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Set parameters for multiple objects]
+msgid "Set parameters for multiple objects\nDid you know that you can set slicing parameters for all selected objects at one time?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Stack objects]
+msgid "Stack objects\nDid you know that you can stack objects as a whole one?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Flush into support/objects/infill]
+msgid "Flush into support/objects/infill\nDid you know that you can save the wasted filament by flushing them into support/objects/infill during filament change?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Improve strength]
+msgid "Improve strength\nDid you know that you can use more wall loops and higher sparse infill density to improve the strength of the model?"
+msgstr ""
+
+#: resources/data/hints.ini: [hint:When need to print with the printer door opened]
+msgid "When need to print with the printer door opened\nDid you know that opening the printer door can reduce the probability of extruder/hotend clogging when printing lower temperature filament with a higher enclosure temperature. More info about this in the Wiki."
+msgstr ""
+
+#: resources/data/hints.ini: [hint:Avoid warping]
+msgid "Avoid warping\nDid you know that when printing materials that are prone to warping such as ABS, appropriately increasing the heatbed temperature can reduce the probability of warping."
+msgstr ""
diff --git a/localization/i18n/ca/OrcaSlicer_ca.po b/localization/i18n/ca/OrcaSlicer_ca.po
index 0aa4b66478..bfb8efd99f 100644
--- a/localization/i18n/ca/OrcaSlicer_ca.po
+++ b/localization/i18n/ca/OrcaSlicer_ca.po
@@ -8,8 +8,8 @@ msgid ""
msgstr ""
"Project-Id-Version: \n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-21 20:03+0800\n"
-"PO-Revision-Date: 2024-06-15 11:02+0200\n"
+"POT-Creation-Date: 2024-06-30 15:44+0200\n"
+"PO-Revision-Date: 2024-07-07 18:43+0200\n"
"Last-Translator: \n"
"Language-Team: \n"
"Language: ca\n"
@@ -600,7 +600,7 @@ msgstr "Mostra estructura de xarxa"
msgid "%1%"
msgstr "%1%"
-msgid "Can't apply when proccess preview."
+msgid "Can't apply when process preview."
msgstr "No es pot aplicar quan es previsualitza el processament."
msgid "Operation already cancelling. Please wait few seconds."
@@ -669,7 +669,7 @@ msgstr "Superfície"
msgid "Horizontal text"
msgstr "Text horitzontal"
-msgid "Shift + Mouse move up or dowm"
+msgid "Shift + Mouse move up or down"
msgstr "Majúscules + Ratolí pujar o baixar"
msgid "Rotate text"
@@ -1015,7 +1015,7 @@ msgstr "Orientar/alinear el text vers la càmera."
#, boost-format
msgid ""
-"Can't load exactly same font(\"%1%\"). Aplication selected a similar "
+"Can't load exactly same font(\"%1%\"). Application selected a similar "
"one(\"%2%\"). You have to specify font for enable edit text."
msgstr ""
"No es pot carregar exactament el mateix tipus de lletra( \"%1%\" ), "
@@ -1663,7 +1663,7 @@ msgstr "Amplada de l'extrusió"
msgid "Wipe options"
msgstr "Opcions de purga"
-msgid "Bed adhension"
+msgid "Bed adhesion"
msgstr "Adhesió al llit"
msgid "Add part"
@@ -1950,12 +1950,6 @@ msgstr ""
"Orientar/alinear automàticament l'objecte per millorar la qualitat "
"d'impressió."
-msgid "Split the selected object into mutiple objects"
-msgstr "Partir l'objecte seleccionat en múltiples objectes"
-
-msgid "Split the selected object into mutiple parts"
-msgstr "Partir l'objecte seleccionat en múltiples peces"
-
msgid "Select All"
msgstr "Seleccionar-ho tot"
@@ -2221,8 +2215,8 @@ msgid_plural "Following model objects have been repaired"
msgstr[0] "S'ha reparat el següent objecte del model"
msgstr[1] "S'han reparat els següents objectes del model"
-msgid "Failed to repair folowing model object"
-msgid_plural "Failed to repair folowing model objects"
+msgid "Failed to repair following model object"
+msgid_plural "Failed to repair following model objects"
msgstr[0] "No s'ha pogut reparar el següent objecte del model"
msgstr[1] "No s'han pogut reparar els següents objectes del model"
@@ -2679,7 +2673,7 @@ msgstr "Ha expirat el temps d'enviament de la tasca d'impressió."
msgid "Service Unavailable"
msgstr "Servei no disponible"
-msgid "Unkown Error."
+msgid "Unknown Error."
msgstr "Error desconegut."
msgid "Sending print configuration"
@@ -2875,11 +2869,11 @@ msgstr "Primer heu de seleccionar el tipus de material i el color."
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f)"
-msgstr ""
+msgstr "Introduïu un valor vàlid (K a %.1f~%.1f)"
#, c-format, boost-format
msgid "Please input a valid value (K in %.1f~%.1f, N in %.1f~%.1f)"
-msgstr ""
+msgstr "Introduïu un valor vàlid (K a %.1f~%.1f, N a %.1f~%.1f)"
msgid "Other Color"
msgstr "Un altre color"
@@ -3310,11 +3304,11 @@ msgid "Edit multiple printers"
msgstr "Editar diverses impressores"
msgid "Select connected printers (0/6)"
-msgstr ""
+msgstr "Seleccionar impressores connectades (0/6)"
#, c-format, boost-format
msgid "Select Connected Printers (%d/6)"
-msgstr ""
+msgstr "Seleccionar Impressores Connectades (%d/6)"
#, c-format, boost-format
msgid "The maximum number of printers that can be selected is %d"
@@ -3377,7 +3371,7 @@ msgid "Printing Failed"
msgstr "Impressió Fallida"
msgid "Printing Pause"
-msgstr ""
+msgstr "Pausar Impressió"
msgid "Prepare"
msgstr "Preparació"
@@ -3681,7 +3675,7 @@ msgstr ""
"El valor es restablirà a 0."
msgid ""
-"Too large elefant foot compensation is unreasonable.\n"
+"Too large elephant foot compensation is unreasonable.\n"
"If really have serious elephant foot effect, please check other settings.\n"
"For example, whether bed temperature is too high.\n"
"\n"
@@ -5892,6 +5886,9 @@ msgstr "Comparar els perfils"
msgid "View all object's settings"
msgstr "Veure tots els paràmetres de l'objecte"
+msgid "Material settings"
+msgstr "Configuració del Material"
+
msgid "Remove current plate (if not last one)"
msgstr "Treure la placa actual ( si no és l'última )"
@@ -5968,6 +5965,9 @@ msgstr "Configurar els filaments a utilitzar"
msgid "Search plate, object and part."
msgstr "Cercar placa, objecte i peça."
+msgid "Pellets"
+msgstr "Pellets"
+
msgid ""
"No AMS filaments. Please select a printer in 'Device' page to load AMS info."
msgstr ""
@@ -6210,7 +6210,7 @@ msgstr ""
"El fitxer %s ja existeix\n"
"Vols substituir-lo?"
-msgid "Comfirm Save As"
+msgid "Confirm Save As"
msgstr "Confirmar Desar Com"
msgid "Delete object which is a part of cut object"
@@ -6434,7 +6434,7 @@ msgstr ""
msgid ""
"Unable to perform boolean operation on model meshes. Only positive parts "
-"will be kept. You may fix the meshes and try agian."
+"will be kept. You may fix the meshes and try again."
msgstr ""
"No s'ha pogut realitzar l'operació booleana a les malles del model. Només "
"s'exportaran les parts positives. Proveu d'arreglar les malles i tornar-ho a "
@@ -6589,6 +6589,21 @@ msgstr "Navega"
msgid "Choose Download Directory"
msgstr "Triar el Directori de Descàrrega"
+msgid "Associate"
+msgstr "Associar"
+
+msgid "with OrcaSlicer so that Orca can open models from"
+msgstr "amb OrcaSlicer perquè Orca pugui obrir models des de"
+
+msgid "Current Association: "
+msgstr "Associació actual: "
+
+msgid "Current Instance"
+msgstr "Instància actual"
+
+msgid "Current Instance Path: "
+msgstr "Ruta de la Instància Actual: "
+
msgid "General Settings"
msgstr "Configuració general"
@@ -6812,42 +6827,6 @@ msgstr "Associar enllaços web a OrcaSlicer"
msgid "Associate URLs to OrcaSlicer"
msgstr "Associeu URLs a OrcaSlicer"
-msgid "Current association: "
-msgstr "Associació actual: "
-
-msgid "Associate prusaslicer://"
-msgstr "Associar prusaslicer://"
-
-msgid "Not associated to any application"
-msgstr "No associar a cap aplicació"
-
-msgid ""
-"Associate OrcaSlicer with prusaslicer:// links so that Orca can open models "
-"from Printable.com"
-msgstr ""
-"Associar OrcaSlicer amb els enllaços prusaslicer:// perquè Orca pugui obrir "
-"models des de Printable.com"
-
-msgid "Associate bambustudio://"
-msgstr "Associar bambustudio://"
-
-msgid ""
-"Associate OrcaSlicer with bambustudio:// links so that Orca can open models "
-"from makerworld.com"
-msgstr ""
-"Associar OrcaSlicer amb els enllaços bambustudio:// perquè Orca pugui obrir "
-"models des de makerworld.com"
-
-msgid "Associate cura://"
-msgstr "Associar cura://"
-
-msgid ""
-"Associate OrcaSlicer with cura:// links so that Orca can open models from "
-"thingiverse.com"
-msgstr ""
-"Associar OrcaSlicer amb els enllaços cura:// perquè Orca pugui obrir models "
-"des de thingiverse.com"
-
msgid "Maximum recent projects"
msgstr "Màxim projectes recents"
@@ -7727,8 +7706,8 @@ msgstr ""
msgid ""
"When recording timelapse without toolhead, it is recommended to add a "
"\"Timelapse Wipe Tower\" \n"
-"by right-click the empty position of build plate and choose \"Add Primitive"
-"\"->\"Timelapse Wipe Tower\"."
+"by right-click the empty position of build plate and choose \"Add "
+"Primitive\"->\"Timelapse Wipe Tower\"."
msgstr ""
"Quan graveu timelapse sense capçal d'impressió, es recomana afegir una "
"\"Torre de Purga Timelapse\" \n"
@@ -7812,7 +7791,7 @@ msgid "Prime tower"
msgstr "Torre de Purga"
msgid "Special mode"
-msgstr "Ajustos espcials"
+msgstr "Ajustos especials"
msgid "G-code output"
msgstr "Codi-G de Sortida"
@@ -7922,7 +7901,7 @@ msgid "Volumetric speed limitation"
msgstr "Limitació de la velocitat volumètrica"
msgid "Cooling"
-msgstr "Refregiració"
+msgstr "Refrigeració"
msgid "Cooling for specific layer"
msgstr "Refrigeració per a capes específiques"
@@ -8378,54 +8357,58 @@ msgid "The configuration is up to date."
msgstr "La configuració està actualitzada."
msgid "Obj file Import color"
-msgstr ""
+msgstr "Importar color de l'arxiu Obj"
msgid "Specify number of colors:"
-msgstr ""
+msgstr "Especificar el nombre de colors:"
#, c-format, boost-format
msgid "The color count should be in range [%d, %d]."
-msgstr ""
+msgstr "El recompte de colors ha d'estar en rang [%d, %d]."
msgid "Recommended "
-msgstr ""
+msgstr "Recomanat "
msgid "Current filament colors:"
-msgstr ""
+msgstr "Color del filament predeterminat:"
msgid "Quick set:"
-msgstr ""
+msgstr "Configuració ràpida:"
msgid "Color match"
-msgstr ""
+msgstr "Concordança de color"
msgid "Approximate color matching."
-msgstr ""
+msgstr "Concordança aproximada de color."
msgid "Append"
-msgstr ""
+msgstr "Afegir"
msgid "Add consumable extruder after existing extruders."
-msgstr ""
+msgstr "Afegiu extrusora consumible després dels extrusors existents."
msgid "Reset mapped extruders."
-msgstr ""
+msgstr "Restableix els extrusors mapejats."
msgid "Cluster colors"
-msgstr ""
+msgstr "Colors del clúster"
msgid "Map Filament"
-msgstr ""
+msgstr "Mapejar Filament"
msgid ""
"Note:The color has been selected, you can choose OK \n"
" to continue or manually adjust it."
msgstr ""
+"Nota: El color ha estat seleccionat, podeu triar D'acord \n"
+" per continuar-lo o ajustar-lo manualment."
msgid ""
"Waring:The count of newly added and \n"
" current extruders exceeds 16."
msgstr ""
+"Advertència:El recompte de nous afegits i \n"
+" Els extrusors de corrent superen els 16."
msgid "Ramming customization"
msgstr "Configuració de Moldejat de punta( Ramming )"
@@ -10878,7 +10861,7 @@ msgstr ""
"freqüència d'arrencada i aturada"
msgid "Don't slow down outer walls"
-msgstr ""
+msgstr "No freneu a les parets exteriors"
msgid ""
"If enabled, this setting will ensure external perimeters are not slowed down "
@@ -10892,6 +10875,16 @@ msgid ""
"external walls\n"
"\n"
msgstr ""
+"Si està habilitada, aquesta configuració garantirà que els perímetres "
+"externs no s'alenteixin per complir el temps mínim de capa. Això és "
+"particularment útil en els escenaris següents:\n"
+"\n"
+"1. Per evitar canvis de brillantor en imprimir filaments brillants \n"
+"2. Evitar canvis en la velocitat de la paret externa que poden crear "
+"artefactes de paret lleugers que semblen bandes z \n"
+"3. Evitar imprimir a velocitats que provoquen VFAs (artefactes fins) a les "
+"parets externes\n"
+"\n"
msgid "Layer time"
msgstr "Temps de capa"
@@ -10964,6 +10957,26 @@ msgstr ""
"El diàmetre del filament s'utilitza per calcular l'extrusió en Codi-G, per "
"la qual cosa és important i ha de ser precís"
+msgid "Pellet flow coefficient"
+msgstr "Coeficient de flux de pellets"
+
+msgid ""
+"Pellet flow coefficient is emperically derived and allows for volume "
+"calculation for pellet printers.\n"
+"\n"
+"Internally it is converted to filament_diameter. All other volume "
+"calculations remain the same.\n"
+"\n"
+"filament_diameter = sqrt( (4 * pellet_flow_coefficient) / PI )"
+msgstr ""
+"El coeficient de flux de pellets es deriva empíricament i permet calcular el "
+"volum per a impressores de pellets.\n"
+"\n"
+"Internament es converteix en filament_diameter. La resta de càlculs de volum "
+"continuen sent els mateixos.\n"
+"\n"
+"filament_diameter = m²( (4 * pellet_flow_coefficient) / PI )"
+
msgid "Shrinkage"
msgstr "Encongiment"
@@ -11424,7 +11437,7 @@ msgstr "Alçada de la capa inicial"
msgid ""
"Height of initial layer. Making initial layer height to be thick slightly "
-"can improve build plate adhension"
+"can improve build plate adhesion"
msgstr ""
"Alçada de la capa inicial. Fer que l'alçada inicial de la capa sigui "
"lleugerament més gruixuda pot millorar l'adherència de la placa d'impressió"
@@ -11467,15 +11480,15 @@ msgstr "Velocitat màxima del ventilador a la capa"
msgid ""
"Fan speed will be ramped up linearly from zero at layer "
-"\"close_fan_the_first_x_layers\" to maximum at layer \"full_fan_speed_layer"
-"\". \"full_fan_speed_layer\" will be ignored if lower than "
-"\"close_fan_the_first_x_layers\", in which case the fan will be running at "
-"maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
+"\"close_fan_the_first_x_layers\" to maximum at layer "
+"\"full_fan_speed_layer\". \"full_fan_speed_layer\" will be ignored if lower "
+"than \"close_fan_the_first_x_layers\", in which case the fan will be running "
+"at maximum allowed speed at layer \"close_fan_the_first_x_layers\" + 1."
msgstr ""
"La velocitat del ventilador augmentarà linealment de zero a la capa "
-"\"close_fan_the_first_x_layers\" al màxim a la capa \"full_fan_speed_layer"
-"\". S'ignorarà \"full_fan_speed_layer\" si és inferior a "
-"\"close_fan_the_first_x_layers\", en aquest cas el ventilador funcionarà a "
+"\"close_fan_the_first_x_layers\" al màxim a la capa "
+"\"full_fan_speed_layer\". S'ignorarà \"full_fan_speed_layer\" si és inferior "
+"a \"close_fan_the_first_x_layers\", en aquest cas el ventilador funcionarà a "
"la velocitat màxima permesa a la capa \"close_fan_the_first_x_layers\" + 1."
msgid "layer"
@@ -11762,6 +11775,13 @@ msgstr "Amb quin tipus de Codi-G és compatible la impressora"
msgid "Klipper"
msgstr "Klipper"
+msgid "Pellet Modded Printer"
+msgstr "Impressora modificada de pellets"
+
+msgid "Enable this option if your printer uses pellets instead of filaments"
+msgstr ""
+"Activeu aquesta opció si la impressora utilitza pellets en lloc de filaments"
+
msgid "Support multi bed types"
msgstr "Admetre diversos tipus de llits"
@@ -11885,6 +11905,61 @@ msgstr ""
"Profunditat d'entrellaçament d'una regió segmentada. Zero desactiva aquesta "
"funció."
+msgid "Use beam interlocking"
+msgstr "Utilitzar feixos d'entrellaçament"
+
+msgid ""
+"Generate interlocking beam structure at the locations where different "
+"filaments touch. This improves the adhesion between filaments, especially "
+"models printed in different materials."
+msgstr ""
+"Generar una estructura de feixos d'entrellaçament en els llocs on toquen "
+"diferents filaments. Això millora l'adherència entre filaments, especialment "
+"els models impresos en diferents materials."
+
+msgid "Interlocking beam width"
+msgstr "Amplada dels feixos d'entrellaçament"
+
+msgid "The width of the interlocking structure beams."
+msgstr "L'amplada dels feixos de l'estructura entrellaçada."
+
+msgid "Interlocking direction"
+msgstr "Direcció d'entrellaçament"
+
+msgid "Orientation of interlock beams."
+msgstr "Orientació de feixos d'entrellaçament."
+
+msgid "Interlocking beam layers"
+msgstr "Capes de feixos d'entrellaçament"
+
+msgid ""
+"The height of the beams of the interlocking structure, measured in number of "
+"layers. Less layers is stronger, but more prone to defects."
+msgstr ""
+"L'alçada dels feixos de l'estructura entrellaçada. mesurada en nombre de "
+"capes. Menys capes és més forta, però més propensa als defectes."
+
+msgid "Interlocking depth"
+msgstr "Profunditat d'entrellaçament"
+
+msgid ""
+"The distance from the boundary between filaments to generate interlocking "
+"structure, measured in cells. Too few cells will result in poor adhesion."
+msgstr ""
+"La distància del límit entre filaments per generar una estructura "
+"entrellaçada, mesurada en cel·les. Massa poques cel·les donaran lloc a una "
+"mala adhesió."
+
+msgid "Interlocking boundary avoidance"
+msgstr "Evitació de límits entrellaçats"
+
+msgid ""
+"The distance from the outside of a model where interlocking structures will "
+"not be generated, measured in cells."
+msgstr ""
+"La distància a l'exterior d'un model on no es generaran estructures "
+"entrellaçades, mesurades en cel·les."
+
msgid "Ironing Type"
msgstr "Tipus de planxat"
@@ -12612,6 +12687,16 @@ msgstr "Pendent"
msgid "Spiral"
msgstr "Espiral"
+msgid "Traveling angle"
+msgstr "Angle de viatge"
+
+msgid ""
+"Traveling angle for Slope and Spiral Z hop type. Setting it to 90° results "
+"in Normal Lift"
+msgstr ""
+"Angle de viatge per al tipus Salt en Z de Pendent i Espiral. Si l'establiu a "
+"90°, es produeix un Aixecament Normal"
+
msgid "Only lift Z above"
msgstr "Només aixecar Z per sobre"
@@ -14844,6 +14929,26 @@ msgid ""
"cause the result not exactly the same in each calibration. We are still "
"investigating the root cause to do improvements with new updates."
msgstr ""
+"Trobeu els detalls del calibratge de la dinàmica de flux al nostre wiki.\n"
+"\n"
+"Normalment el calibratge és innecessari. Quan inicieu una impressió d'un sol "
+"color/material, amb l'opció \"calibratge de dinàmica de flux\" marcada al "
+"menú d'inici d'impressió, la impressora seguirà la forma antiga, calibrarà "
+"el filament abans de la impressió; Quan inicieu una impressió multicolor/"
+"material, la impressora utilitzarà el paràmetre de compensació predeterminat "
+"per al filament durant cada canvi de filament, el qual tindrà un bon "
+"resultat en la majoria dels casos.\n"
+"\n"
+"Tingueu en compte que hi ha alguns casos que poden fer que els resultats del "
+"calibratge no siguin fiables, com ara una adhesió insuficient a la placa de "
+"construcció. Es pot aconseguir millorar l'adhesió rentant la placa de "
+"construcció o aplicant cola. Per obtenir més informació sobre aquest tema, "
+"consulteu el nostre Wiki.\n"
+"\n"
+"Els resultats del calibratge tenen al voltant d'un 10 per cent de tremolor "
+"en la nostra prova, el que pot fer que el resultat no sigui exactament el "
+"mateix en cada calibratge. Encara estem investigant la causa arrel per fer "
+"millores amb noves actualitzacions."
msgid "When to use Flow Rate Calibration"
msgstr "Quan s'ha d'utilitzar el Calibratge del Ratio de Flux"
@@ -14978,12 +15083,14 @@ msgid ""
"Only one of the results with the same name will be saved. Are you sure you "
"want to override the other results?"
msgstr ""
+"Només es desarà un dels resultats amb el mateix nom. Estàs segur que vols "
+"anul·lar els altres resultats?"
msgid "Please find the best line on your plate"
msgstr "Busqueu la millor línia a la placa"
msgid "Please find the corner with perfect degree of extrusion"
-msgstr ""
+msgstr "Busqueu la cantonada amb un grau d'extrusió perfecte"
msgid "Input Value"
msgstr "Valor d'entrada"
@@ -15245,7 +15352,7 @@ msgid "PETG"
msgstr "PETG"
msgid "PCTG"
-msgstr ""
+msgstr "PCTG"
msgid "TPU"
msgstr "TPU"
@@ -15345,7 +15452,7 @@ msgid "Upload to storage"
msgstr "Pujar a l'emmagatzematge"
msgid "Switch to Device tab after upload."
-msgstr ""
+msgstr "Canvieu a la pestanya Dispositiu després de penjar-lo."
#, c-format, boost-format
msgid "Upload filename doesn't end with \"%s\". Do you wish to continue?"
@@ -15581,8 +15688,8 @@ msgstr ""
"Vols reescriure'l?"
msgid ""
-"We would rename the presets as \"Vendor Type Serial @printer you selected"
-"\". \n"
+"We would rename the presets as \"Vendor Type Serial @printer you "
+"selected\". \n"
"To add preset for more printers, Please go to printer selection"
msgstr ""
"Canviaríem el nom dels perfils seleccionats com a \"Proveïdor Tipus "
@@ -15610,7 +15717,7 @@ msgstr "Importar Perfil"
msgid "Create Type"
msgstr "Crea un Tipus"
-msgid "The model is not fond, place reselect vendor."
+msgid "The model is not found, place reselect vendor."
msgstr "El model no s'ha trobat, torneu a triar proveïdor."
msgid "Select Model"
@@ -15661,10 +15768,10 @@ msgstr "No es troba la ruta predeterminada, torneu a seleccionar el proveïdor."
msgid "The printer model was not found, please reselect."
msgstr "No s'ha trobat el model d'impressora, torneu a seleccionar."
-msgid "The nozzle diameter is not fond, place reselect."
+msgid "The nozzle diameter is not found, place reselect."
msgstr "El diàmetre del broquet no s'ha trobat, torneu a seleccionar-lo."
-msgid "The printer preset is not fond, place reselect."
+msgid "The printer preset is not found, place reselect."
msgstr "El perfil de la impressora no s'ha trobat, torneu a seleccionar-lo."
msgid "Printer Preset"
@@ -16048,10 +16155,11 @@ msgid "Refresh Printers"
msgstr "Refrescar Impressores"
msgid "View print host webui in Device tab"
-msgstr ""
+msgstr "Veure el host d'impressió webui a la pestanya Dispositiu"
msgid "Replace the BambuLab's device tab with print host webui"
msgstr ""
+"Substituïu la pestanya del dispositiu BambuLab pel host d'impressió webui"
msgid ""
"HTTPS CA file is optional. It is only needed if you use HTTPS with a self-"
@@ -16506,7 +16614,7 @@ msgid "Could not connect to SimplyPrint"
msgstr "No s'ha pogut connectar a SimplyPrint"
msgid "Internal error"
-msgstr ""
+msgstr "Error intern"
msgid "Unknown error"
msgstr "Error desconegut"
@@ -16925,6 +17033,42 @@ msgstr ""
"augmentar adequadament la temperatura del llit pot reduir la probabilitat de "
"deformació."
+#~ msgid "Associate prusaslicer://"
+#~ msgstr "Associar prusaslicer://"
+
+#~ msgid "Not associated to any application"
+#~ msgstr "No associar a cap aplicació"
+
+#~ msgid ""
+#~ "Associate OrcaSlicer with prusaslicer:// links so that Orca can open "
+#~ "models from Printable.com"
+#~ msgstr ""
+#~ "Associar OrcaSlicer amb els enllaços prusaslicer:// perquè Orca pugui "
+#~ "obrir models des de Printable.com"
+
+#~ msgid "Associate bambustudio://"
+#~ msgstr "Associar bambustudio://"
+
+#~ msgid ""
+#~ "Associate OrcaSlicer with bambustudio:// links so that Orca can open "
+#~ "models from makerworld.com"
+#~ msgstr ""
+#~ "Associar OrcaSlicer amb els enllaços bambustudio:// perquè Orca pugui "
+#~ "obrir models des de makerworld.com"
+
+#~ msgid "Printer local connection failed, please try again."
+#~ msgstr "La connexió local de la impressora ha fallat, torneu-ho a provar."
+
+#, c-format, boost-format
+#~ msgid ""
+#~ "There is already a historical calibration result with the same name: %s. "
+#~ "Only one of the results with the same name is saved. Are you sure you "
+#~ "want to overrides the historical result?"
+#~ msgstr ""
+#~ "Ja hi ha un resultat històric de calibratge amb el mateix nom: %s. Només "
+#~ "es pot guardar un dels resultats amb el mateix nom. Estàs segur que vols "
+#~ "sobreescriure el resultat històric?"
+
#~ msgid ""
#~ "File size exceeds the 100MB upload limit. Please upload your file through "
#~ "the panel."
@@ -16932,11 +17076,11 @@ msgstr ""
#~ "La mida del fitxer supera el límit de pujada de 100 MB. Si us plau, "
#~ "carregueu el vostre fitxer a través del panell."
-#~ msgid "Please input a valid value (K in 0~0.3)"
-#~ msgstr "Introduïu un valor vàlid ( K en 0 ~ 0.3 )"
+#~ msgid "X"
+#~ msgstr "X"
-#~ msgid "Please input a valid value (K in 0~0.3, N in 0.6~2.0)"
-#~ msgstr "Introduïu un valor vàlid ( K a 0 ~ 0.3, N a 0.6 ~ 2.0 )"
+#~ msgid "Y"
+#~ msgstr "Y"
#~ msgid "V"
#~ msgstr "V"
@@ -16971,9 +17115,6 @@ msgstr ""
#~ "Hi ha més de 4 sistemes / pràctics que utilitzen accés remot, podeu "
#~ "tancar-ne alguns i tornar-ho a provar."
-#~ msgid "Infill direction"
-#~ msgstr "Angle de farciment"
-
#~ msgid ""
#~ "Enable this to get a G-code file which has G2 and G3 moves. And the "
#~ "fitting tolerance is same with resolution"
diff --git a/localization/i18n/cs/OrcaSlicer_cs.po b/localization/i18n/cs/OrcaSlicer_cs.po
index 899de827ac..484a81da9f 100644
--- a/localization/i18n/cs/OrcaSlicer_cs.po
+++ b/localization/i18n/cs/OrcaSlicer_cs.po
@@ -7,7 +7,7 @@ msgid ""
msgstr ""
"Project-Id-Version: \n"
"Report-Msgid-Bugs-To: \n"
-"POT-Creation-Date: 2024-06-21 20:03+0800\n"
+"POT-Creation-Date: 2024-06-30 15:44+0200\n"
"PO-Revision-Date: 2023-09-30 15:15+0200\n"
"Last-Translator: René Mošner