mirror of
https://github.com/OrcaSlicer/OrcaSlicer.git
synced 2026-05-20 11:53:48 +00:00
Wiki Update part 4 (#9872)
* How to wiki * Local images + pressure-advance realocation * fill patterns WIP + Patch Until they fix this: https://github.com/orgs/community/discussions/118296 * Wiki images update8fff1caUpdated images with new style from commit8fff1ca(pr: #9797) * Internal Wiki Links + standardization * Update Flow Calibration image Co-Authored-By: Dowsha3d <216038220+dowsha3d@users.noreply.github.com> * Seam wiki merge * Updated Wiki Home * MD Final lines * How to index --------- Co-authored-by: Dowsha3d <216038220+dowsha3d@users.noreply.github.com>
This commit is contained in:
@@ -13,44 +13,44 @@ To access the calibration features, you can find them in the **Calibration** sec
|
||||
|
||||
The recommended order for calibration is as follows:
|
||||
|
||||
1. **[Temperature](temp-calib.md)**: Start by calibrating the temperature of the nozzle and the bed. This is crucial as it affects the viscosity of the filament, which in turn influences how well it flows through the nozzle and adheres to the print bed.
|
||||
1. **[Temperature](temp-calib):** Start by calibrating the temperature of the nozzle and the bed. This is crucial as it affects the viscosity of the filament, which in turn influences how well it flows through the nozzle and adheres to the print bed.
|
||||
|
||||
<img src="https://user-images.githubusercontent.com/103989404/221344534-40e1a629-450c-4ad5-a051-8e240e261a51.jpeg" alt="temp_tower" height="200">
|
||||
<img src="https://github.com/SoftFever/OrcaSlicer/blob/main/doc/images/Temp-calib/temp-tower.jpg?raw=true" alt="temp-tower" height="200">
|
||||
|
||||
2. **[Flow](flow-rate-calib.md)**: Calibrate the flow rate to ensure that the correct amount of filament is being extruded. This is important for achieving accurate dimensions and good layer adhesion.
|
||||
2. **[Flow](flow-rate-calib):** Calibrate the flow rate to ensure that the correct amount of filament is being extruded. This is important for achieving accurate dimensions and good layer adhesion.
|
||||
|
||||
<img src="https://user-images.githubusercontent.com/103989404/210138585-98821729-b19e-4452-a08d-697f147d36f0.jpg" alt="Flow" height="200">
|
||||
<img src="https://github.com/SoftFever/OrcaSlicer/blob/main/doc/images/Flow-Rate/flowrate-pass1.jpg?raw=true" alt="flowrate-pass1" height="200">
|
||||
|
||||
3. **[Pressure Advance](pressure-advance-calib.md)**: Calibrate the pressure advance settings to improve print quality and reduce artifacts caused by pressure fluctuations in the nozzle.
|
||||
1. **[Pressure Advance](pressure-advance-calib):** Calibrate the pressure advance settings to improve print quality and reduce artifacts caused by pressure fluctuations in the nozzle.
|
||||
|
||||
- **[Adaptative Pressure Advance](adaptive-pressure-advance-calib.md)**: This is an advanced calibration technique that can be used to further optimize the pressure advance settings for different print speeds and geometries.
|
||||
- **[Adaptative Pressure Advance](adaptive-pressure-advance-calib):** This is an advanced calibration technique that can be used to further optimize the pressure advance settings for different print speeds and geometries.
|
||||
|
||||
<img src="https://user-images.githubusercontent.com/103989404/210140231-e886b98d-280a-4464-9781-c74ed9b7d44e.jpg" alt="Pressure_Advance" height="200">
|
||||
<img src="https://github.com/SoftFever/OrcaSlicer/blob/main/doc/images/pa-tower.jpg?raw=true" alt="pa-tower" height="200">
|
||||
|
||||
4. **[Retraction](retraction-calib.md)**: Calibrate the retraction settings to minimize stringing and improve print quality. Doing this after Flow and
|
||||
2. **[Retraction](retraction-calib):** Calibrate the retraction settings to minimize stringing and improve print quality. Doing this after Flow and
|
||||
|
||||
<img src="https://github.com/SoftFever/OrcaSlicer/blob/main/doc/images/retraction_test_print.jpg?raw=true" alt="Retraction" height="200">
|
||||
<img src="https://github.com/SoftFever/OrcaSlicer/blob/main/doc/images/retraction/retraction_test_print.jpg?raw=true" alt="Retraction" height="200">
|
||||
|
||||
5. **[Tolerance](tolerance-calib.md)**: Calibrate the tolerances of your printer to ensure that it can accurately reproduce the dimensions of the model being printed. This is important for achieving a good fit between parts and for ensuring that the final print meets the desired specifications.
|
||||
3. **[Tolerance](tolerance-calib):** Calibrate the tolerances of your printer to ensure that it can accurately reproduce the dimensions of the model being printed. This is important for achieving a good fit between parts and for ensuring that the final print meets the desired specifications.
|
||||
|
||||
<img src="https://github.com/SoftFever/OrcaSlicer/blob/main/doc/images/Tolerance/OrcaToleranceTes_m6.jpg?raw=true" alt="Tolerance" height="200">
|
||||
|
||||
6. **[Max Volumetric Speed](volumetric-speed-calib.md)**: Calibrate the maximum volumetric speed of the filament. This is important for ensuring that the printer can handle the flow rate of the filament without causing issues such as under-extrusion or over-extrusion.
|
||||
4. **[Max Volumetric Speed](volumetric-speed-calib):** Calibrate the maximum volumetric speed of the filament. This is important for ensuring that the printer can handle the flow rate of the filament without causing issues such as under-extrusion or over-extrusion.
|
||||
|
||||
<img src="https://github.com/SoftFever/OrcaSlicer/blob/main/doc/images/vmf_measurement_point.jpg?raw=true" alt="Max_Volumetric_Speed" height="200">
|
||||
|
||||
7. **[Cornering](cornering-calib.md)**: Calibrate the Jerk/Junction Deviation settings to improve print quality and reduce artifacts caused by sharp corners and changes in direction.
|
||||
5. **[Cornering](cornering-calib):** Calibrate the Jerk/Junction Deviation settings to improve print quality and reduce artifacts caused by sharp corners and changes in direction.
|
||||
|
||||
<img src="https://github.com/SoftFever/OrcaSlicer/blob/main/doc/images/JunctionDeviation/jd_second_print_measure.jpg?raw=true" alt="Cornering" height="200">
|
||||
|
||||
8. **[Input Shaping](input-shaping-calib.md)**: This is an advanced calibration technique that can be used to reduce ringing and improve print quality by compensating for mechanical vibrations in the printer.
|
||||
6. **[Input Shaping](input-shaping-calib):** This is an advanced calibration technique that can be used to reduce ringing and improve print quality by compensating for mechanical vibrations in the printer.
|
||||
|
||||
<img src="https://github.com/SoftFever/OrcaSlicer/blob/main/doc/images/InputShaping/IS_damp_marlin_print_measure.jpg?raw=true" alt="Input_Shaping" height="200">
|
||||
|
||||
### VFA
|
||||
|
||||
Vertical Fine Artifacts (VFA) are small artifacts that can occur on the surface of a 3D print, particularly in areas where there are sharp corners or changes in direction. These artifacts can be caused by a variety of factors, including mechanical vibrations, resonance, and other factors that can affect the quality of the print.
|
||||
Because of the nature of these artifacts the methods to reduce them can be mechanical such as changing motors, belts and pulleys or with advanced calibrations such as Jerk/[Juction Deviation](#junction-deviation) corrections or [Input Shaping](#input-shaping).
|
||||
Because of the nature of these artifacts the methods to reduce them can be mechanical such as changing motors, belts and pulleys or with advanced calibrations such as Jerk/[Junction Deviation](junction-deviation) corrections or [Input Shaping](input-shaping).
|
||||
|
||||
---
|
||||
|
||||
@@ -62,4 +62,4 @@ _Credits:_
|
||||
- _The temp tower model is remixed from [Smart compact temperature calibration tower](https://www.thingiverse.com/thing:2729076)._
|
||||
- _The max flowrate test was inspired by Stefan (CNC Kitchen), and the model used in the test is a remix of his [Extrusion Test Structure](https://www.printables.com/model/342075-extrusion-test-structure)._
|
||||
- _ZV Input Shaping is inspired by [Marlin Input Shaping](https://marlinfw.org/docs/features/input_shaping.html) and [Ringing Tower 3D STL](https://marlinfw.org/assets/stl/ringing_tower.stl)._
|
||||
- _ChatGPT_ ;)
|
||||
- _ChatGPT_ ;)
|
||||
|
||||
@@ -1,6 +1,6 @@
|
||||
# Adaptive Pressure Advance
|
||||
|
||||
This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
|
||||
This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
|
||||
This wiki page aims to explain how this feature works, the prerequisites required to get the most out of it as well as how to calibrate it and set it up.
|
||||
|
||||
## Settings Overview
|
||||
@@ -13,7 +13,7 @@ This feature introduces the below options under the filament settings:
|
||||
4. **Adaptive pressure advance measurements:** This field contains the calibration values used to generate the pressure advance profile for the nozzle/printer. Input sets of pressure advance (PA) values and the corresponding volumetric flow speeds and accelerations they were measured at, separated by a comma. Add one set of values per line. More information on how to calibrate the model follows in the sections below.
|
||||
5. **Pressure advance:** The old field is still needed and is required to be populated with a PA value. A “good enough” median PA value should be entered here, as this will act as a fallback value when performing tool changes, printing a purge/wipe tower for multi-color prints as well as a fallback in case the model fails to identify an appropriate value (unlikely but it’s the ultimate backstop).
|
||||
|
||||
<img width="452" alt="Adaptive PA settings" src="https://github.com/user-attachments/assets/68c46885-54c7-4123-afa0-762d3995185f">
|
||||

|
||||
|
||||
## Pre-Requisites
|
||||
|
||||
@@ -45,14 +45,14 @@ Finally, if during calibration you notice that there is little to no variance be
|
||||
|
||||
### Expected results:
|
||||
|
||||
With this feature enabled there should be absolutely no bulge in the corners, just the smooth rounding caused by the square corner velocity of your printer.
|
||||

|
||||
In addition, seams should appear smooth with no bulging or under extrusion.
|
||||

|
||||
Solid infill should have no gaps, pinholes, or separation from the perimeters.
|
||||

|
||||
With this feature enabled there should be absolutely no bulge in the corners, just the smooth rounding caused by the square corner velocity of your printer.
|
||||

|
||||
In addition, seams should appear smooth with no bulging or under extrusion.
|
||||

|
||||
Solid infill should have no gaps, pinholes, or separation from the perimeters.
|
||||

|
||||
Compared to with this feature disabled, where the internal solid infill and external-internal perimeters show signs of separation and under extrusion, when PA is tuned for optimal external perimeter performance as shown below.
|
||||

|
||||

|
||||
|
||||
## How to calibrate the adaptive pressure advance model
|
||||
|
||||
@@ -84,7 +84,7 @@ Similarly, if the maximum value recommended is 12k, run PA tests as below:
|
||||
1. **Accelerations:** 1k, 2k, 4k, 8k, 12k
|
||||
2. **Print speeds:** 50mm/sec, 100mm/sec, 150mm/sec, 200mm/sec.
|
||||
|
||||
So, at worst case you will need to run 5x4 = 20 PA tests if your printer acceleration is on the upper end! In essence, you want enough granularity of data points to create a meaningful model while also not overdoing it with the number of tests. So, doubling the speed and acceleration is a good compromise to arrive at the optimal number of tests.
|
||||
So, at worst case you will need to run 5x4 = 20 PA tests if your printer acceleration is on the upper end! In essence, you want enough granularity of data points to create a meaningful model while also not overdoing it with the number of tests. So, doubling the speed and acceleration is a good compromise to arrive at the optimal number of tests.
|
||||
For this example, let’s assume that the baseline number of tests is adequate for your printer:
|
||||
|
||||
1. **Accelerations:** 1k, 2k, 4k
|
||||
@@ -113,14 +113,15 @@ We, therefore, need to run 12 PA tests as below:
|
||||
|
||||
Test parameters needed to build adaptive PA table are printed on the test sample:
|
||||
|
||||
<img width="452" alt="pa batch mode" src="https://github.com/user-attachments/assets/219c53b5-d53f-4360-963e-0985d9257bd7">
|
||||

|
||||
|
||||
Test sample above was done with acceleration 12000 mm/s² and flow rate 27.13 mm³/s
|
||||
|
||||
#### OrcaSlicer 2.1.0 and older.
|
||||
|
||||
As mentioned earlier, **the print speed is used as a proxy to vary the extrusion flow rate**. Once your PA test is set up, change the gcode preview to “flow” and move the horizontal slider over one of the herringbone patterns and take note of the flow rate for different speeds.
|
||||

|
||||
|
||||

|
||||
|
||||
### Running the tests
|
||||
|
||||
@@ -132,13 +133,13 @@ It is recommended that the PA step is set to a small value, to allow you to make
|
||||
|
||||
**If the test is too big to fit on the build plate, increase your starting PA value or the PA step value accordingly until the test can fit.** If the lowest value becomes too high and there is no ideal PA present in the test, focus on increasing the PA step value to reduce the number of herringbones printed (hence the size of the print).
|
||||
|
||||
<img width="402" alt="PA calibration parameters" src="https://github.com/user-attachments/assets/b411dc30-5556-4e7c-8c40-5279d3074eae">
|
||||

|
||||
|
||||
#### OrcaSlicer 2.3.0 and newer
|
||||
|
||||
PA pattern calibration configuration window have been changed to simplify test setup. Now all is needed is to fill list of accelerations and speeds into relevant fields of the calibration window:
|
||||
|
||||

|
||||

|
||||
|
||||
Test patterns generated for each acceleration-speed pair and all parameters are set accordingly. No additional actions needed from user side. Just slice and print all plates generated.
|
||||
|
||||
@@ -148,19 +149,36 @@ Refer to [Calibration Guide](Calibration) for more details on batch mode calibra
|
||||
|
||||
Setup your PA test as usual from the calibration menu in Orca slicer. Once setup, your PA test should look like the below:
|
||||
|
||||
<img width="437" alt="PA calibration test 1" src="https://github.com/user-attachments/assets/1e6159fe-c3c5-4480-95a1-4383f1fae422">
|
||||

|
||||
|
||||
<img width="437" alt="Pa calibration test 2" src="https://github.com/user-attachments/assets/c360bb18-a97a-4f37-b5a3-bb0c67cac2b6">
|
||||

|
||||
|
||||
Now input your identified print speeds and accelerations in the fields above and run the PA tests.
|
||||
|
||||
**IMPORTANT:** Make sure your acceleration values are all the same in all text boxes. Same for the print speed values and Jerk (XY) values. Make sure your Jerk value is set to the external perimeter jerk used in your print profiles.
|
||||
|
||||
> [!IMPORTANT]
|
||||
> Make sure your acceleration values are all the same in all text boxes. Same for the print speed values and Jerk (XY) values. Make sure your Jerk value is set to the external perimeter jerk used in your print profiles.
|
||||
|
||||
#### Test results processing
|
||||
|
||||
Now run the tests and note the optimal PA value, the flow, and the acceleration. You should produce a table like this:
|
||||
|
||||
<img width="452" alt="calibration table" src="https://github.com/user-attachments/assets/9451e8e4-352f-4cfc-b835-dffa4420d580">
|
||||
| Speed | Flow | Acceleration | PA | Model values |
|
||||
|-------|-------|--------------|-------|----------------------|
|
||||
| 50 | 3.84 | 1000 | 0.036 | 0.036 , 3.84 , 1000 |
|
||||
| 100 | 7.68 | 1000 | 0.036 | 0.036 , 7.68 , 1000 |
|
||||
| 150 | 11.51 | 1000 | 0.036 | 0.036 , 11.51 , 1000 |
|
||||
| 200 | 15.35 | 1000 | 0.036 | 0.036 , 15.35 , 1000 |
|
||||
| | | | | |
|
||||
| 50 | 3.84 | 2000 | 0.036 | 0.036 , 3.84 , 2000 |
|
||||
| 100 | 7.68 | 2000 | 0.03 | 0.03 , 7.68 , 2000 |
|
||||
| 150 | 11.51 | 2000 | 0.029 | 0.029 , 11.51 , 2000 |
|
||||
| 200 | 15.35 | 2000 | 0.028 | 0.028 , 15.35 , 2000 |
|
||||
| | | | | |
|
||||
| 50 | 3.84 | 4000 | 0.032 | 0.032 , 3.84 , 4000 |
|
||||
| 100 | 7.68 | 4000 | 0.028 | 0.028 , 7.68 , 4000 |
|
||||
| 150 | 11.51 | 4000 | 0.026 | 0.026 , 11.51 , 4000 |
|
||||
| 200 | 15.35 | 4000 | 0.024 | 0.024 , 15.35 , 4000 |
|
||||
|
||||
Concatenate the PA value, the flow value, and the acceleration value into the final comma-separated sets to create the values entered in the model as shown above.
|
||||
|
||||
@@ -168,7 +186,7 @@ Concatenate the PA value, the flow value, and the acceleration value into the fi
|
||||
|
||||
Remember to paste the values in the adaptive pressure advance measurements text box as shown below, and save your filament profile.
|
||||
|
||||
<img width="452" alt="pa profile" src="https://github.com/user-attachments/assets/e6e61d1b-e422-4a6a-88ff-f55e10f79900">
|
||||

|
||||
|
||||
### Tips
|
||||
|
||||
@@ -189,13 +207,10 @@ Higher acceleration and higher flow rate PA tests are easier to identify the opt
|
||||
However, the lower the flow rate and accelerations are, the range of good values is much wider. Having examined the PA tests even under a microscope, what is evident, is that if you can’t distinguish a value as being evidently better than another (i.e. sharper corner with no gaps) with the naked eye, then both values are correct. In which case, if you can’t find any meaningful difference, simply use the optimal values from the higher flow rates.
|
||||
|
||||
- **Too high PA**
|
||||
|
||||

|
||||

|
||||
|
||||
- **Too low PA**
|
||||
|
||||

|
||||

|
||||
|
||||
- **Optimal PA**
|
||||
|
||||

|
||||

|
||||
|
||||
@@ -57,4 +57,4 @@ The default value in Marlin is typically set to 0.08mm, which may be too high fo
|
||||
2. Check Classic Jerk is disabled (commented).
|
||||
```cpp
|
||||
//#define CLASSIC_JERK
|
||||
```
|
||||
```
|
||||
|
||||
@@ -3,14 +3,14 @@
|
||||
The Flow Ratio determines how much filament is extruded and plays a key role in achieving high-quality prints. A properly calibrated flow ratio ensures consistent layer adhesion and accurate dimensions. If the flow ratio is too low, under-extrusion may occur, leading to gaps, weak layers, and poor structural integrity. On the other hand, a flow ratio that is too high can cause over-extrusion, resulting in excess material, rough surfaces, and dimensional inaccuracies.
|
||||
|
||||
> [!WARNING]
|
||||
> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.
|
||||
|
||||
> 
|
||||
> **Bambulab Printers:** make sure you do not select the 'Flow calibration' option.
|
||||
> 
|
||||
|
||||
> [!IMPORTANT]
|
||||
> PASS 1 and PASS 2 follow the older flow ratio formula `FlowRatio_old*(100 + modifier)/100`. YOLO (Recommended) and YOLO (perfectist version) use a new system that is very simple `FlowRatio_old±modifier`.
|
||||
> PASS 1 and PASS 2 follow the older flow ratio formula `FlowRatio_old*(100 + modifier)/100`.
|
||||
> YOLO (Recommended) and YOLO (perfectist version) use a new system that is very simple `FlowRatio_old±modifier`.
|
||||
|
||||

|
||||

|
||||
|
||||
Calibrating the flow rate involves a two-step process.
|
||||
|
||||
@@ -18,16 +18,19 @@ Calibrating the flow rate involves a two-step process.
|
||||
2. Select `Pass 1` in the `Calibration` menu
|
||||
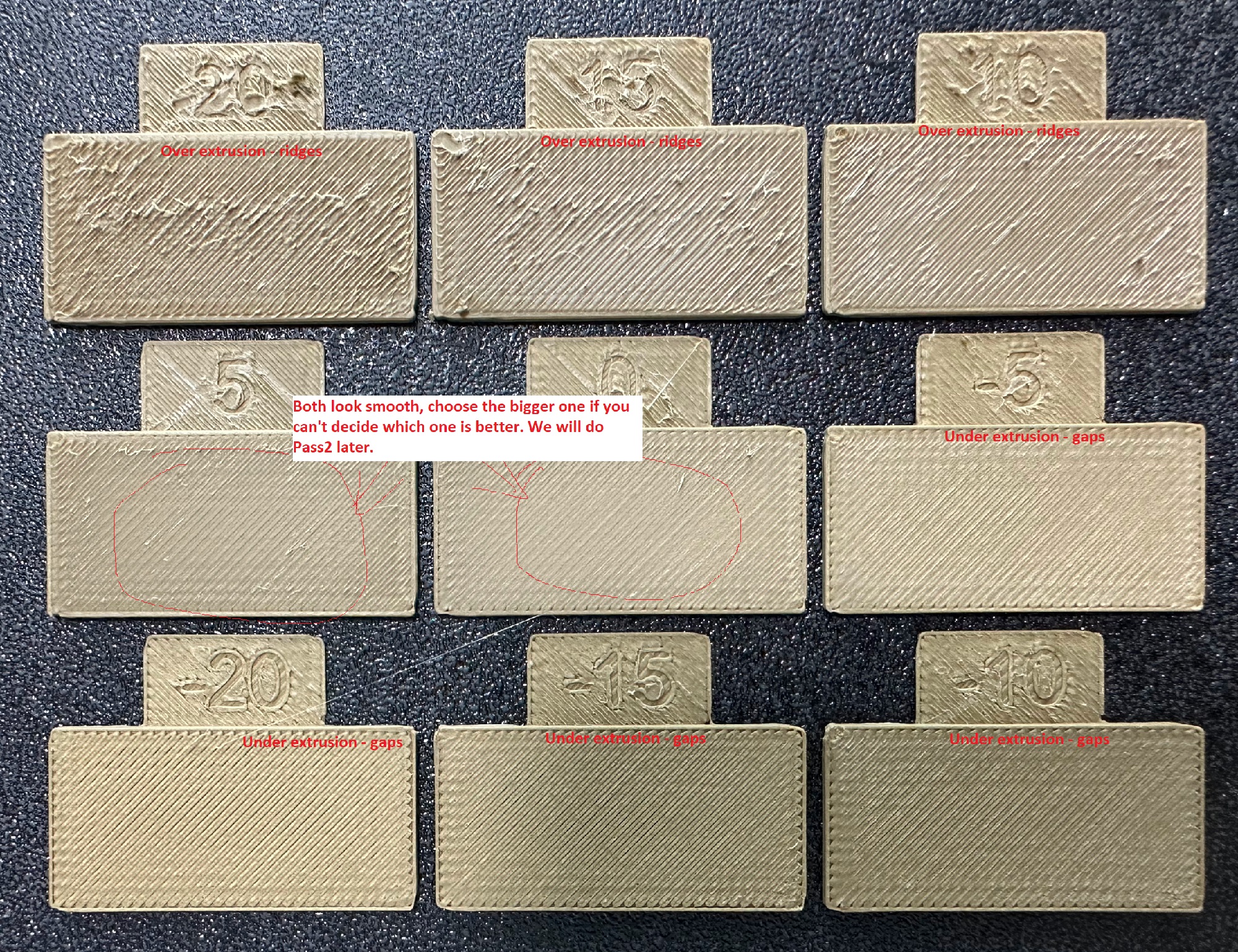
3. A new project consisting of nine blocks will be created, each with a different flow rate modifier. Slice and print the project.
|
||||
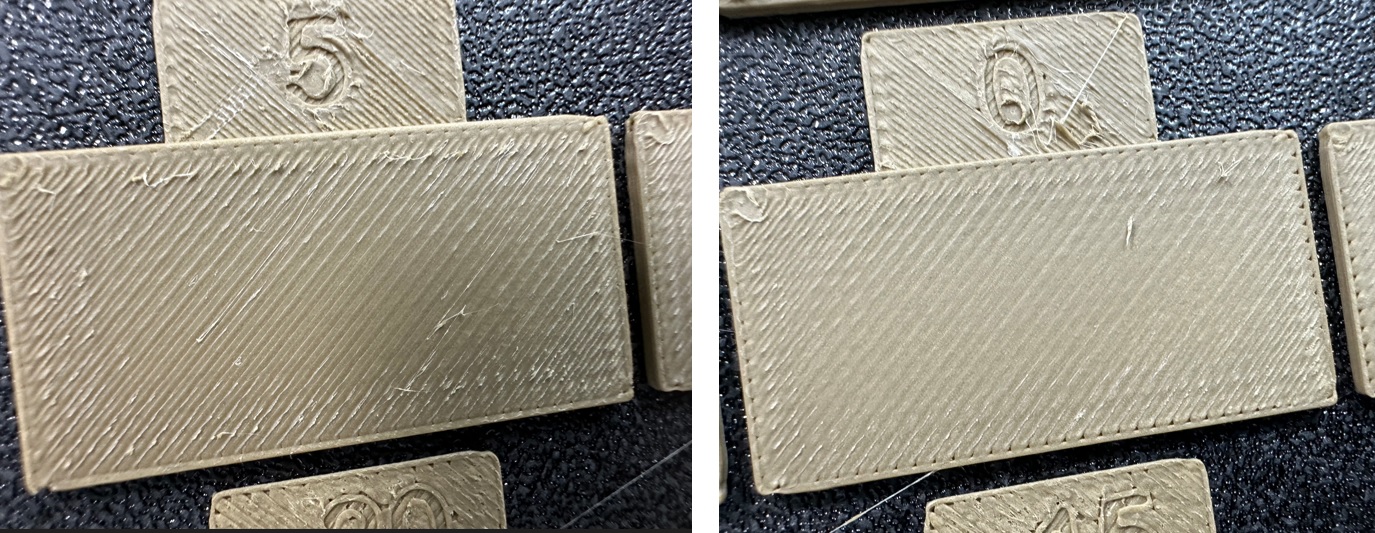
4. Examine the blocks and determine which one has the smoothest top surface.
|
||||
|
||||
|
||||

|
||||
|
||||

|
||||
|
||||
5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`.** Remember** to save the filament profile.
|
||||
6. Perform the `Pass 2` calibration. This process is similar to `Pass 1`, but a new project with ten blocks will be generated. The flow rate modifiers for this project will range from `-9 to 0`.
|
||||
7. Repeat steps 4. and 5. In this case, if your previous flow ratio was 1.029 and you selected the block with a flow rate modifier of -6, the new value should be calculated as follows: `1.029x(100-6)/100 = 0.96726`. **Remember** to save the filament profile.
|
||||
|
||||

|
||||

|
||||

|
||||

|
||||
|
||||

|
||||
|
||||

|
||||
|
||||
> [!TIP]
|
||||
> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
|
||||
> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
|
||||
|
||||
@@ -17,9 +17,10 @@ Ussualy the recommended values modes are `MZV` or `EI` for Delta printers.
|
||||
1. Acceleration high enough to trigger ringing (e.g., 2000 mm/s²).
|
||||
2. Speed high enough to trigger ringing (e.g., 100 mm/s).
|
||||
|
||||
> [!NOTE]
|
||||
> These settings depend on your printer's motion ability and the filament's max volumetric speed. If you can't reach speeds that cause ringing, try increasing the filament's max volumetric speed (avoid materials below 10 mm³/s).
|
||||
> [!NOTE]
|
||||
> These settings depend on your printer's motion ability and the filament's max volumetric speed. If you can't reach speeds that cause ringing, try increasing the filament's max volumetric speed (avoid materials below 10 mm³/s).
|
||||
3. Jerk [Klipper Square Corner Velocity](https://www.klipper3d.org/Kinematics.html?h=square+corner+velocity#look-ahead) to 5 or a high value (e.g., 20).
|
||||
|
||||
2. In printer settigs:
|
||||
1. Set the Shaper Type to `MZV` or `EI`.
|
||||
```gcode
|
||||
@@ -41,8 +42,8 @@ Ussualy the recommended values modes are `MZV` or `EI` for Delta printers.
|
||||
|
||||
2. If not a clear result, you can measure a X and Y min and max acceptable heights and repeat the test with that min and max value.
|
||||
|
||||
> [!Warning]
|
||||
> There is a chance you will need to set higher than 60Hz frequencies. Some printers with very rigid frames and excellent mechanics may exhibit frequencies exceeding 100Hz.
|
||||
> [!WARNING]
|
||||
> There is a chance you will need to set higher than 60Hz frequencies. Some printers with very rigid frames and excellent mechanics may exhibit frequencies exceeding 100Hz.
|
||||
|
||||
3. Print the Damping test setting your X and Y frequency to the value you found in the previous step.
|
||||
|
||||
@@ -53,8 +54,8 @@ Ussualy the recommended values modes are `MZV` or `EI` for Delta printers.
|
||||

|
||||

|
||||
|
||||
> [!Important]
|
||||
> Not all Resonance Compensation modes support damping.
|
||||
> [!IMPORTANT]
|
||||
> Not all Resonance Compensation modes support damping.
|
||||
|
||||
4. Restore your 3D Printer settings to avoid keep using high acceleration and jerk values.
|
||||
5. Save the settings
|
||||
@@ -70,8 +71,10 @@ ZV Input Shaping introduces an anti-vibration signal into the stepper motion for
|
||||
1. In OrcaSlicer, set:
|
||||
1. Acceleration high enough to trigger ringing (e.g., 2000 mm/s²).
|
||||
2. Speed high enough to trigger ringing (e.g., 100 mm/s).
|
||||
> [!NOTE]
|
||||
> These settings depend on your printer's motion ability and the filament's max volumetric speed. If you can't reach speeds that cause ringing, try increasing the filament's max volumetric speed (avoid materials below 10 mm³/s).
|
||||
|
||||
> [!NOTE]
|
||||
> These settings depend on your printer's motion ability and the filament's max volumetric speed. If you can't reach speeds that cause ringing, try increasing the filament's max volumetric speed (avoid materials below 10 mm³/s).
|
||||
|
||||
3. Jerk
|
||||
1. If using [Classic Jerk](https://marlinfw.org/docs/configuration/configuration.html#jerk-) use a high value (e.g., 20).
|
||||
2. If using [Junction Deviation](https://marlinfw.org/docs/features/junction_deviation.html) (new Marlin default mode) this test will use 0.25 (high enough to most printers).
|
||||
@@ -87,8 +90,8 @@ ZV Input Shaping introduces an anti-vibration signal into the stepper motion for
|
||||
|
||||
2. If not a clear result, you can measure a X and Y min and max acceptable heights and repeat the test with that min and max value.
|
||||
|
||||
> [!Warning]
|
||||
> There is a chance you will need to set higher than 60Hz frequencies. Some printers with very rigid frames and excellent mechanics may exhibit frequencies exceeding 100Hz.
|
||||
> [!WARNING]
|
||||
> There is a chance you will need to set higher than 60Hz frequencies. Some printers with very rigid frames and excellent mechanics may exhibit frequencies exceeding 100Hz.
|
||||
|
||||
3. Print the Damping test setting your X and Y frequency to the value you found in the previous step.
|
||||
|
||||
@@ -122,4 +125,5 @@ ZV Input Shaping introduces an anti-vibration signal into the stepper motion for
|
||||
|
||||
### Fixed-Time Motion
|
||||
|
||||
TODO This calibration test is currently under development. See the [Marlin documentation](https://marlinfw.org/docs/gcode/M493.html) for more information.
|
||||
WIP...
|
||||
This calibration test is currently under development. See the [Marlin documentation](https://marlinfw.org/docs/gcode/M493.html) for more information.
|
||||
|
||||
@@ -8,12 +8,12 @@ Orca Slicer includes three approaches for calibrating the pressure advance value
|
||||
> [Adaptive Pressure Advance Guide](adaptive-pressure-advance-calib)
|
||||
|
||||
> [!WARNING]
|
||||
> For Marlin: Linear advance must be enabled in firmware (M900). **Not all printers have it enabled by default.**
|
||||
> **Marlin Printers:** Linear advance must be enabled in firmware (M900).
|
||||
> **Not all printers have it enabled by default.**
|
||||
|
||||
> [!WARNING]
|
||||
> For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option when printings.
|
||||
>
|
||||
> 
|
||||
> **Bambulab Printers:** make sure you do not select the 'Flow calibration' option.
|
||||
> 
|
||||
|
||||
## Line method
|
||||
|
||||
@@ -23,13 +23,15 @@ Steps:
|
||||
1. Select the printer, filament, and process you would like to use for the test.
|
||||
2. Print the project and check the result. You can select the value of the most even line and update your PA value in the filament settings.
|
||||
3. In this test, a PA value of `0.016` appears to be optimal.
|
||||
|
||||
|
||||
<img width="1003" alt="Screenshot 2022-12-31 at 12 11 10 PM" src="https://user-images.githubusercontent.com/103989404/210124449-dd828da8-a7e4-46b8-9fa2-8bed5605d9f6.png">
|
||||

|
||||
|
||||

|
||||

|
||||
|
||||

|
||||
|
||||

|
||||
|
||||
## Pattern method
|
||||
|
||||
The pattern method is adapted from [Andrew Ellis' pattern method generator](https://ellis3dp.com/Pressure_Linear_Advance_Tool/), which was itself derived from the [Marlin pattern method](https://marlinfw.org/tools/lin_advance/k-factor.html) developed by [Sineos](https://github.com/Sineos/k-factorjs).
|
||||
@@ -45,7 +47,7 @@ Test configuration window allow user to generate one or more tests in a single p
|
||||
|
||||
Once test generated, one or more small rectangular prisms could be found on the plate, one for each test case. This object serves a few purposes:
|
||||
|
||||
1. The test pattern itself is added in as custom G-Code at each layer, same as you could do by hand actually. The rectangular prism gives us the layers in which to insert that G-Code. This also means that **you'll see the full test pattern when you move to the Preview pane**:
|
||||
1. The test pattern itself is added in as custom G-Code at each layer, same as you could do by hand actually. The rectangular prism gives us the layers in which to insert that G-Code. This also means that **you'll see the full test pattern when you move to the Preview pane:**
|
||||
|
||||

|
||||
|
||||
@@ -69,8 +71,8 @@ The PA value for this test will be increased by 0.002 for every 1 mm increase in
|
||||
1. Select the printer, filament, and process you would like to use for the test.
|
||||
2. Examine each corner of the print and mark the height that yields the best overall result.
|
||||
3. I selected a height of 8 mm for this case, so the pressure advance value should be calculated as `PressureAdvanceStart+(PressureAdvanceStep x measured)` example: `0+(0.002 x 8) = 0.016`.
|
||||

|
||||

|
||||

|
||||

|
||||
|
||||
> [!TIP]
|
||||
> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
|
||||
> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
|
||||
|
||||
@@ -4,17 +4,17 @@ Retraction is the process of pulling the filament back into the nozzle to preven
|
||||
|
||||
This test generates a retraction tower automatically. The retraction tower is a vertical structure with multiple notches, each printed at a different retraction length. After the print is complete, we can examine each section of the tower to determine the optimal retraction length for the filament. The optimal retraction length is the shortest one that produces the cleanest tower.
|
||||
|
||||

|
||||

|
||||
|
||||

|
||||

|
||||
|
||||
In the dialog, you can select the start and end retraction length, as well as the retraction length increment step. The default values are 0mm for the start retraction length, 2mm for the end retraction length, and 0.1mm for the step. These values are suitable for most direct drive extruders. However, for Bowden extruders, you may want to increase the start and end retraction lengths to 1mm and 6mm, respectively, and set the step to 0.2mm.
|
||||
|
||||

|
||||

|
||||
|
||||
> [!NOTE]
|
||||
> When testing filaments such as PLA or ABS that have minimal oozing, the retraction settings can be highly effective. You may find that the retraction tower appears clean right from the start. In such situations, setting the retraction length to 0.2mm - 0.4mm using Orca Slicer should suffice.
|
||||
> On the other hand, if there is still a lot of stringing at the top of the tower, it is recommended to dry your filament and ensure that your nozzle is properly installed without any leaks.
|
||||
|
||||
> [!TIP]
|
||||
> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
|
||||
> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
|
||||
|
||||
@@ -7,11 +7,13 @@ There is no other calibration that can have such a big impact on the print quali
|
||||
|
||||
Nozzle temperature is one of the most important settings to calibrate for a successful print. The temperature of the nozzle affects the viscosity of the filament, which in turn affects how well it flows through the nozzle and adheres to the print bed. If the temperature is too low, the filament may not flow properly, leading to under-extrusion, poor layer adhesion and stringing. If the temperature is too high, the filament may degrade, over-extrude and produce stringing.
|
||||
|
||||

|
||||

|
||||
|
||||

|
||||
|
||||
Temp tower is a straightforward test. The temp tower is a vertical tower with multiple blocks, each printed at a different temperature. Once the print is complete, we can examine each block of the tower and determine the optimal temperature for the filament. The optimal temperature is the one that produces the highest quality print with the least amount of issues, such as stringing, layer adhesion, warping (overhang), and bridging.
|
||||
|
||||

|
||||

|
||||
|
||||
## Bed temperature
|
||||
|
||||
@@ -26,4 +28,4 @@ Chamber temperature can affect the print quality, especially for high-temperatur
|
||||
See: [Chamber temperature printer settings](Chamber-temperature)
|
||||
|
||||
> [!NOTE]
|
||||
> Low temperature Filaments like PLA can clog the nozzle if the chamber temperature is too high.
|
||||
> Low temperature Filaments like PLA can clog the nozzle if the chamber temperature is too high.
|
||||
|
||||
@@ -28,4 +28,4 @@ You can check the tolerance using either an M6 Allen key or the included printed
|
||||
Use calipers to measure both the holes and the inner tester. Based on your results, you can fine-tune the X-Y hole compensation and X-Y contour compensation settings. Repeat the process until you achieve the desired precision.
|
||||
|
||||

|
||||

|
||||

|
||||
|
||||
@@ -20,4 +20,4 @@ You can also return to OrcaSlicer in the "Preview" tab, make sure the color sche
|
||||
> You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.
|
||||
|
||||
> [!TIP]
|
||||
> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
|
||||
> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
|
||||
|
||||
@@ -16,4 +16,4 @@ This setting controls how tall the first layer of the print will be. Typically,
|
||||
|
||||
### Tip:
|
||||
|
||||
A thicker first layer is more forgiving to slight variations to the evenness of the build surface, resulting in a more uniform, visually, first layer. Set it to 0.25mm for a 0.4mm nozzle, for example, if your build surface is uneven or your printer has a slightly inconsistent z offset between print runs. However, as a rule of thumb, try not to exceed 65% of the nozzle width so as to not compromise bed adhesion too much.
|
||||
A thicker first layer is more forgiving to slight variations to the evenness of the build surface, resulting in a more uniform, visually, first layer. Set it to 0.25mm for a 0.4mm nozzle, for example, if your build surface is uneven or your printer has a slightly inconsistent z offset between print runs. However, as a rule of thumb, try not to exceed 65% of the nozzle width so as to not compromise bed adhesion too much.
|
||||
|
||||
@@ -2,21 +2,21 @@
|
||||
|
||||
These settings control how wide the extruded lines are.
|
||||
|
||||
- **Default**: The default line width in mm or as a percentage of the nozzle size.
|
||||
- **Default:** The default line width in mm or as a percentage of the nozzle size.
|
||||
|
||||
- **First Layer**: The line width of the first layer. Typically, this is wider than the rest of the print, to promote better bed adhesion. See tips below for why.
|
||||
- **First Layer:** The line width of the first layer. Typically, this is wider than the rest of the print, to promote better bed adhesion. See tips below for why.
|
||||
|
||||
- **Outer Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s external wall perimeters.
|
||||
- **Outer Wall:** The line width in mm or as a percentage of the nozzle size used when printing the model’s external wall perimeters.
|
||||
|
||||
- **Inner Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal wall perimeters.
|
||||
- **Inner Wall:** The line width in mm or as a percentage of the nozzle size used when printing the model’s internal wall perimeters.
|
||||
|
||||
- **Top Surface**: The line width in mm or as a percentage of the nozzle size used when printing the model’s top surface.
|
||||
- **Top Surface:** The line width in mm or as a percentage of the nozzle size used when printing the model’s top surface.
|
||||
|
||||
- **Sparse Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s sparse infill.
|
||||
- **Sparse Infill:** The line width in mm or as a percentage of the nozzle size used when printing the model’s sparse infill.
|
||||
|
||||
- **Internal Solid Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal solid infill.
|
||||
- **Internal Solid Infill:** The line width in mm or as a percentage of the nozzle size used when printing the model’s internal solid infill.
|
||||
|
||||
- **Support**: The line width in mm or as a percentage of the nozzle size used when printing the model’s support structures.
|
||||
- **Support:** The line width in mm or as a percentage of the nozzle size used when printing the model’s support structures.
|
||||
|
||||
## Tips:
|
||||
|
||||
@@ -40,4 +40,4 @@ These settings control how wide the extruded lines are.
|
||||
|
||||
10. **For supports, using 100% or less line width will make the supports weaker** by reducing their layer adhesion, making them easier to remove.
|
||||
|
||||
11. **If your printer is limited mechanically, try to maintain the material flow as consistent as possible between critical features of your model**, to ease the load on the extruder having to adapt its flow between them. This is especially useful for printers that do not use pressure advance/linear advance and if your extruder is not as capable mechanically. You can do that by adjusting the line widths and speeds to reduce the variation between critical features (e.g., external and internal wall flow). For example, print them at the same speed and the same line width, or print the external perimeter slightly wider and slightly slower than the internal perimeter. Material flow can be visualized in the sliced model – flow drop down.
|
||||
11. **If your printer is limited mechanically, try to maintain the material flow as consistent as possible between critical features of your model**, to ease the load on the extruder having to adapt its flow between them. This is especially useful for printers that do not use pressure advance/linear advance and if your extruder is not as capable mechanically. You can do that by adjusting the line widths and speeds to reduce the variation between critical features (e.g., external and internal wall flow). For example, print them at the same speed and the same line width, or print the external perimeter slightly wider and slightly slower than the internal perimeter. Material flow can be visualized in the sliced model – flow drop down.
|
||||
|
||||
@@ -2,28 +2,74 @@
|
||||
|
||||
Unless printed in spiral vase mode, every layer needs to begin somewhere and end somewhere. That start and end of the extrusion is what results in what visually looks like a seam on the perimeters. This section contains options to control the visual appearance of a seam.
|
||||
|
||||
- **Seam Position**: Controls the placement of the seam.
|
||||
## Seam Position
|
||||
|
||||
1. **Aligned**: Will attempt to align the seam to a hidden internal facet of the model.
|
||||
2. **Nearest**: Will place the seam at the nearest starting point compared to where the nozzle stopped printing in the previous layer.
|
||||
3. **Back**: Will align the seam in a (mostly) straight line at the rear of the model.
|
||||
4. **Random**: Will randomize the placement of the seam between layers.
|
||||
Controlling the position of seams can help improve the appearance and strength of the final print.
|
||||
|
||||
Typically, aligned or back work the best, especially in combination with seam painting. However, as seams create weak points and slight surface "bulges" or "divots," random seam placement may be optimal for parts that need higher strength as that weak point is spread to different locations between layers (e.g., a pin meant to fit through a hole).
|
||||
Typically, aligned or back work the best, especially in combination with seam painting. However, as seams create weak points and slight surface "bulges" or "divots", random seam placement may be optimal for parts that need higher strength as that weak point is spread to different locations between layers (e.g., a pin meant to fit through a hole).
|
||||
|
||||
- **Staggered Inner Seams**: As the seam location forms a weak point in the print (it's a discontinuity in the extrusion process after all!), staggering the seam on the internal perimeters can help reduce stress points. This setting moves the start of the internal wall's seam around across layers as well as away from the external perimeter seam. This way, the internal and external seams don't all align at the same point and between them across layers, distributing those weak points further away from the seam location, hence making the part stronger. It can also help improve the water tightness of your model.
|
||||
### Aligned
|
||||
|
||||
- **Seam Gap**: Controls the gap in mm or as a percentage of the nozzle size between the two ends of a loop starting and ending with a seam. A larger gap will reduce the bulging seen at the seam. A smaller gap reduces the visual appearance of a seam. For a well-tuned printer with pressure advance, a value of 0-15% is typically optimal.
|
||||
Will attempt to align the seam to a hidden internal facet of the model.
|
||||
|
||||
- **Scarf Seam**: Read more here: [Better Seams - An Orca Slicer Guide](https://www.printables.com/model/783313-better-seams-an-orca-slicer-guide-to-using-scarf-s).
|
||||

|
||||
|
||||
- **Role-Based Wipe Speed**: Controls the speed of a wipe motion, i.e., how fast the nozzle will move over a printed area to "clean" it before traveling to another area of the model. It is recommended to turn this option on, to ensure the nozzle performs the wipe motion with the same speed that the feature was printed with.
|
||||
### Nearest
|
||||
|
||||
- **Wipe Speed**: If role-based wipe speed is disabled, set this field to the absolute wipe speed or as a percentage over the travel speed.
|
||||
Will place the seam at the nearest starting point compared to where the nozzle stopped printing in the previous layer.
|
||||
This is optimized for speed, low travel, and acceptable strength.
|
||||
|
||||
- **Wipe on Loops**: When finishing printing a "loop" (i.e., an extrusion that starts and ends at the same point), move the nozzle slightly inwards towards the part. That move aims to reduce seam unevenness by tucking in the end of the seam to the part. It also slightly cleans the nozzle before traveling to the next area of the model, reducing stringing.
|
||||

|
||||
|
||||
- **Wipe Before External Perimeters**: To minimize the visibility of potential over-extrusion at the start of an external perimeter, the de-retraction move is performed slightly on the inside of the model and, hence, the start of the external perimeter. That way, any potential over-extrusion is hidden from the outside surface.
|
||||
### Back
|
||||
|
||||
This option places the seam on the back side (Min Y point in that layer) of the object, away from the view. It is useful for objects that will be displayed with a specific orientation.
|
||||
|
||||

|
||||
|
||||
### Random
|
||||
|
||||
This option places the seam randomly across the object, which can help to distribute the seam points and increase the overall strength of the print.
|
||||
|
||||

|
||||
|
||||
## Modifiers
|
||||
|
||||
### Staggered inner seams
|
||||
|
||||
As the seam location forms a weak point in the print (it's a discontinuity in the extrusion process after all!), staggering the seam on the internal perimeters can help reduce stress points. This setting moves the start of the internal wall's seam around across layers as well as away from the external perimeter seam. This way, the internal and external seams don't all align at the same point and between them across layers, distributing those weak points further away from the seam location, hence making the part stronger. It can also help improve the water tightness of your model.
|
||||
|
||||
### Seam gap
|
||||
|
||||
Controls the gap in mm or as a percentage of the nozzle size between the two ends of a loop starting and ending with a seam. A larger gap will reduce the bulging seen at the seam. A smaller gap reduces the visual appearance of a seam. For a well-tuned printer with pressure advance, a value of 0-15% is typically optimal.
|
||||
|
||||

|
||||
|
||||
### Scarf joint seam
|
||||
|
||||
Read more here: [Better Seams - An Orca Slicer Guide](https://www.printables.com/model/783313-better-seams-an-orca-slicer-guide-to-using-scarf-s).
|
||||
|
||||
### Role-based wipe speed
|
||||
|
||||
Controls the speed of a wipe motion, i.e., how fast the nozzle will move over a printed area to "clean" it before traveling to another area of the model. It is recommended to turn this option on, to ensure the nozzle performs the wipe motion with the same speed that the feature was printed with.
|
||||
|
||||
### Wipe speed
|
||||
|
||||
If role-based wipe speed is disabled, set this field to the absolute wipe speed or as a percentage over the travel speed.
|
||||
|
||||
### Wipe on loop(inward movement)
|
||||
|
||||
When finishing printing a "loop" (i.e., an extrusion that starts and ends at the same point), move the nozzle slightly inwards towards the part. That move aims to reduce seam unevenness by tucking in the end of the seam to the part. It also slightly cleans the nozzle before traveling to the next area of the model, reducing stringing.
|
||||
|
||||

|
||||
|
||||

|
||||
|
||||

|
||||
|
||||
### Wipe Before External
|
||||
|
||||
To minimize the visibility of potential over-extrusion at the start of an external perimeter, the de-retraction move is performed slightly on the inside of the model and, hence, the start of the external perimeter. That way, any potential over-extrusion is hidden from the outside surface.
|
||||
|
||||
This is useful when printing with Outer/Inner or Inner/Outer/Inner wall print order, as in these modes, it is more likely an external perimeter is printed immediately after a de-retraction move, which would cause slight extrusion variance at the start of a seam.
|
||||
|
||||
@@ -31,8 +77,8 @@ Unless printed in spiral vase mode, every layer needs to begin somewhere and end
|
||||
|
||||
With seams being inevitable when 3D printing using FFF, there are two distinct approaches on how to deal with them:
|
||||
|
||||
1. **Try and hide the seam as much as possible**: This can be done by enabling scarf seam, which works very well, especially with simple models with limited overhang regions.
|
||||
2. **Try and make the seam as "clean" and "distinct" as possible**: This can be done by tuning the seam gap and enabling role-based wipe speed, wipe on loops, and wipe before the external loop.
|
||||
1. **Try and hide the seam as much as possible:** This can be done by enabling scarf seam, which works very well, especially with simple models with limited overhang regions.
|
||||
2. **Try and make the seam as "clean" and "distinct" as possible:** This can be done by tuning the seam gap and enabling role-based wipe speed, wipe on loops, and wipe before the external loop.
|
||||
|
||||
## Troubleshooting Seam Performance:
|
||||
|
||||
@@ -45,7 +91,7 @@ There are several factors that influence how clean the seam of your model is, wi
|
||||
|
||||
However, due to mechanical and material tolerances, as well as the very nature of 3D printing with FFF, that is not always possible. Hopefully with some tuning you'll be able to achieve prints like this!
|
||||
|
||||

|
||||

|
||||
|
||||
### Troubleshooting the Start of a Seam:
|
||||
|
||||
@@ -83,4 +129,4 @@ Finally, the techniques of **wiping can help improve the visual continuity and c
|
||||
|
||||
The order of wall printing plays a significant role in the appearance of a seam. **Starting to print the external perimeter first after a long travel move will always result in more visible artifacts compared to printing the internal perimeters first and traveling just a few mm to print the external perimeter.**
|
||||
|
||||
For optimal seam performance, printing with **inner-outer-inner wall order is typically best, followed by inner-outer**. It reduces the amount of traveling performed prior to printing the external perimeter and ensures the nozzle is having as consistent pressure as possible, compared to printing outer-inner.
|
||||
For optimal seam performance, printing with **inner-outer-inner wall order is typically best, followed by inner-outer**. It reduces the amount of traveling performed prior to printing the external perimeter and ensures the nozzle is having as consistent pressure as possible, compared to printing outer-inner.
|
||||
|
||||
Reference in New Issue
Block a user